EFICIÊNCIA ENERGÉTICA DE COMPRESSORES DE...
57
EFICIÊNCIA ENERGÉTICA DE COMPRESSORES DE PARAFUSO COM VARIADOR DE VELOCIDADE. ESTUDO DE CASO Eduardo Acordi Vasques Pacheco Projeto de Graduação apresentado ao Curso de Engenharia Mecânica da Escola Politécnica, Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Engenheiro. Orientador: Professor Reinaldo de Falco Rio de Janeiro Agosto de 2018
Transcript of EFICIÊNCIA ENERGÉTICA DE COMPRESSORES DE...
EFICIÊNCIA ENERGÉTICA DE COMPRESSORES
DE PARAFUSO COM VARIADOR DE
VELOCIDADE. ESTUDO DE CASO
Eduardo Acordi Vasques Pacheco
Projeto de Graduação apresentado ao Curso de
Engenharia Mecânica da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientador: Professor Reinaldo de Falco
Rio de Janeiro
Agosto de 2018

ii
Acordi Vasques Pacheco, Eduardo.
Eficiência energética de compressores de parafuso com
variador de velocidade. Estudo de caso/ Eduardo Acordi
Vasques Pacheco. – Rio de Janeiro: UFRJ/Escola
Politécnica, 2018.
VIII, 47 p.: il.; 29.7cm
Orientador: Reinaldo de Falco
Projeto de Graduação – UFRJ/ Escola Politécnica/ Curso de
Engenharia Mecânica, 2018.
Referências Bibliográficas: p.43-45.
1. Compressor; 2. Eficiência energética; 3. Compressor VSD;
I. De Falco, Reinaldo II. Universidade Federal do Rio de Janeiro,
Escola Politécnica, Curso de Engenharia Mecânica. III.
Eficiência energética de compressores de parafuso com
variador de velocidade. Estudo de caso
iii
EFICIÊNCIA ENERGÉTICA DE COMPRESSORES DE PARAFUSO COM VARIADOR
DE VELOCIDADE. ESTUDO DE CASO
Eduardo Acordi Vasques Pacheco
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO CURSO DE
ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA UNIVERSIDADE FEDERAL
DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSÁRIOS PARA A
OBTENÇÃO DO GRAU DE ENGENHEIRO MECÂNICO.
Examinado por:
Profª. Reinaldo de Falco; Eng.,
Prof. Nísio de Carvalho Lobo Brum; DSc,
Prof. Fábio Luiz Zamberlan; DSc,
Rio de Janeiro, RJ – Brasil
Agosto de 2018

iv
Agradecimentos
Agradeço aos meus pais pelo apoio incondicional durante toda minha faculdade, à minha família,
aos amigos e colegas de trabalho Abel Tizon e Italo Ferreira, ao meu orientador e professor
Reinaldo de Falco pelos seus ensinamentos e a todos que me ajudaram na minha formação
acadêmica para chegar aonde estou hoje.

v
Resumo do Projeto de Graduação apresentado à Escola Politécnica/UFRJ como parte dos
requisitos necessários para obtenção do grau de Engenheiro Mecânico.
EFICIÊNCIA ENERGÉTICA DE COMPRESSORES DE PARAFUSO COM VARIADOR DE
VELOCIDADE. ESTUDO DE CASO
Eduardo Acordi Vasques Pacheco
Agosto/2018
Orientador: Reinaldo de Falco
Curso: Engenharia Mecânica
Palavras Chave: Compressor, Eficiência energética, Compressor VSD.
A tecnologia de compressores com variador de velocidade (VSD, Variable Speed Drive) oferece
diversas vantagens em relação a compressores com velocidade fixa de acionamento, como uma
maior precisão de faixa de pressão, necessidade de menores dispositivos de armazenamento do ar
comprimido e menores custos de consumo de energia e manutenção. O estudo realizado
compreendeu o período de janeiro a fevereiro de 2017, momento de crise financeira no Brasil, em
uma empresa que fornece insumos para a indústria de petróleo e gás. A empresa utiliza amplamente
equipamentos pneumáticos, todos alimentados por compressores de ar. Dessa forma, o presente
estudo propôs a utilização de um compressor do tipo VSD para trabalhar em conjunto com os
compressores de velocidade fixa, já presentes na própria empresa, com o intuito de ter um melhor
aproveitamento financeiro e energético. Durante o trabalho, foram desenvolvidos diferentes
cenários, nos quais não só se variou o tamanho do compressor a ser adquirido, mas também a
demanda da empresa. Através do software de monitoramento dos parâmetros do compressor (ION
Schneider) foram obtidos os dados necessários para estimar as faixas de vazão de ar comprimido,
demandadas pela empresa, e assim simular as formas mais eficientes em cada cenário hipotético
do uso do compressor com variador de velocidade em conjunto com os compressores de
velocidade fixa já existentes. Ao final se alcançaram os valores totais gastos por mês para cada
compressor escolhido em cada cenário e concluíram-se sobre os benefícios da inclusão de um
compressor de tipo VSD e o tempo de retorno dos investimentos iniciais, que foram de 2,6 a 4,4
anos.

vi
Abstract of Undergraduate Project presented to Escola Politécnica/UFRJ as a partial fulfillment
of the requirements for the degree of Mechanical Engineer.
ENERGY EFFICIENCY OF SCREW COMPRESSORS WITH VARIABLE SPEED DRIVE.
CASE STUDY
Eduardo Acordi Vasques Pacheco
August/2018
Advisor: Reinaldo de Falco
Course: Mechanical Engineering
Keywords: Compressor, Efficient energy use, VSD Compressor.
Variable Speed Drive (VSD) technology offers several advantages over fixed speed drive
compressors, such as greater pressure range accuracy, smaller compressed air storage devices and
lower costs in electric power consumption and maintenance. The case study took place in the
period of January and February of 2017, a period of financial crisis in Brazil, in a company that
provides inputs for the oil and gas industry. The company widely uses pneumatic equipment, all
powered by air compressors. Thus, the present study proposed the use of a VSD type compressor
to work together with fixed speed compressors, already acquired by the company, in order to have
a better efficiency in terms of finance and electric use. During this study, different scenarios were
proposed, in which not only the size of the compressor to be acquired was varied, but also the
compressed air demand of the company. Through the compressor parameter monitoring software
(ION Schneider), the data required to estimate the compressed air flow rates demanded by the
company were obtained and therefore simulated the most efficient use in each scenario. At the
end, the total value spent per month for each compressor chosen in each scenario were reached,
and the benefits of acquiring a VSD type compressor were shown, as the payback time of the
investments made varied between 2.6 to 4.4 years.
vii
SUMÁRIO
Página
1 INTRODUÇÃO 1
2 OBJETIVO 3
3 REVISÃO BIBLIOGRÁFICA 4
3.1 Composição do ar comprimido 4
3.2 Umidade do ar 5
3.3 Taxa volumétrica em um escoamento 6
3.4 Relação entre a massa, pressão, temperatura e volume de um gás 7
3.5 Condições de referência de vazão volumétrica 9
3.6 Eletricidade 10
3.7 Tipos de compressores 11
3.7.1 Principais tipos de compressores de deslocamento positivo 13
3.7.2 Principais tipos de compressores dinâmicos 14
3.8 Compressores de parafuso e seus tipos de controle 16
4 DESCRIÇÃO DO SISTEMA DE AR COMPRIMIDO DA
EMPRESA
19
5 DESENVOLVIMENTO 21
5.1 Avaliação energética dos compressores instalados 22
5.2 Simulação das necessidades de ar comprimido da empresa 23
5.3 Cálculo dos gastos energéticos e econômicos 23
5.4 Discussão dos Resultados 24
6 RESULTADOS 26
6.1 Avaliação energética dos compressores instalados 26
6.2 Simulação das necessidades de ar comprimido da empresa 32
6.3 Cálculo dos gastos energéticos e econômicos 34
6.4 Discussão dos Resultados 35
7 CONCLUSÃO 40
8 SUGESTÕES PARA TRABALHOS FUTUROS 42

viii
9 REFERÊNCIAS BIBLIOGRÁFICAS 43
APENDICES 46
ix
LISTA DE FIGURAS
Figura 1 - Avaliação de custos do ciclo de vida de um compressor de ar considerando um período
de cinco a dez anos de uso .............................................................................................................. 2
Figura 2 - Curvas de Erro relativo entre densidades calculada e medida ...................................... 8
Figura 3 - Alguns exemplos de compressores de deslocamento positivo e compressão dinâmica
....................................................................................................................................................... 12
Figura 4 - Princípio de funcionamento de um motor de parafuso ............................................... 13
Figura 5 - Relação entre pressão de sucção e saída (discharge) pela vazão ................................ 15
Figura 6 –Curvas comparativas de consumo de energia e fornecimento de ar comprimido ....... 18
Figura 7 - Esquema simplificado do arranjo dos compressores e das fábricas analisados no estudo
....................................................................................................................................................... 19
Figura 8 - Esquema das etapas de desenvolvimento do trabalho ................................................ 22
Figura 9 - Consumo de energia fornecido pelo fabricante de acordo com a capacidade de geração
de ar comprimido e sua tecnologia de controle ............................................................................ 27
Figura 10 – Valores obtidos do consumo de energia de acordo com a capacidade de geração de ar
comprimido e sua tecnologia de controle ..................................................................................... 28
Figura 11 – Curva de pressão versus vazão do GA 160 .............................................................. 30
Figura 12 - Comparação entre os compressores dos modelos GA 160 e GA 315 VSD para seu
consumo energético e respectiva volume gerado em uma hora de funcionamento ...................... 37
Figura 13 - Diferentes opções de economia de energia com o ar comprimido ........................... 42
x
LISTA DE TABELAS
Tabela 1 - Composição aproximada do ar comprimido ................................................................. 5
Tabela 2 - Cenários e seus respectivos turnos .............................................................................. 20
Tabela 3 - Trecho do histórico de Consumo Energético da sala de compressores ...................... 26
Tabela 4 - Potência medida dos três compressores mais utilizados durante os modos de Carga e
Alívio ............................................................................................................................................ 28
Tabela 5 - Estimativas do consumo energético dos compressores nas respectivas faixas de vazões
....................................................................................................................................................... 32
Tabela 6 –. Estimativa da vazão dos compressores resumida ...................................................... 33
Tabela 7 - Erro relativo percentual entre a simulação dos compressores instalados e o valor real
do consumo com o compressor 1 entrando primeiro em carga .................................................... 34
Tabela 8 - Erro relativo percentual entre a simulação dos compressores instalados e o valor real
do consumo com o compressor 2 entrando primeiro em carga .................................................... 34
Tabela 9 - Dados das vazões e potências máximas e mínimas de cada compressor fornecidas pelo
fabricante....................................................................................................................................... 35
Tabela 10 - Valores de vazão em Nm³/h para cada potência consumida em kW durante uma hora
de cada compressor selecionado ................................................................................................... 36
Tabela 11 - Custos de manutenção preventiva e corretiva para cada compressor ....................... 37
Tabela 12 - Valores de economia de custos em relação a manutenção ....................................... 38
Tabela 13 - Resultados de economia de energia para os três cenários estudados ........................ 39
1
1 INTRODUÇÃO
Em uma unidade industrial de grande escala, uma variedade grande de equipamentos são utilizados
para diversos processos, entre eles os compressores de ar, que são máquinas indispensáveis à
maioria desses processos. Compressores são equipamentos industriais que comprimem gases com
diversos propósitos na indústria. Estas máquinas requerem uma atenção especial em virtude do
grande consumo de energia necessário para o seu funcionamento. Segundo o Escritório de
Eficiência e Energia Renováveis do Departamento de Energia dos Estados Unidos (COLLINS et
al., 1998), em média 10% da energia total gasta pela indústria nos Estados Unidos
(SENNIAPPAN, 2004) e União Europeia (SAIDUR et al., 2010) provém de sistemas de ar
comprimido. Custos anuais com compressores de ar, secadores e equipamentos de suporte podem
variar de 70% (KAYA, 2002; CUNHA, 2007) a 90% (SAIDUR et al., 2010) do gasto total de
eletricidade de indústrias de manufatura e mineração.
A Figura 1 mostra que a maior porcentagem do custo total referente a um compressor se deve ao
consumo energético ao longo de sua vida útil (SAIDUR et al., 2010), sendo uma média feita por
compressores em uso entre 5 e 10 anos. Empresas procuram alternativas para otimizar o consumo
de energia desses equipamentos que muitas vezes ficam ligados durante 24 horas por dia.
A utilização do ar comprimido começou a ser implantado na indústria para automatizar operações,
aumentando a produtividade e reduzindo custos. O uso de ar comprimido apresenta muitas
vantagens em relação a outros sistemas de energia. Entre elas, a sua extrema facilidade de obtenção
a partir do ar atmosférico; a segurança sobre sobrecargas, que podem ocorrer em acionadores
eletromecânicos; a robustez dos componentes pneumáticos que não são sensíveis a vibrações; sua
simplicidade de operação; ótimo funcionamento em ambientes hostis; segurança tanto ambiental
quanto aos trabalhadores por seus vazamentos não serem perigosos à saúde humana e ao meio
ambiente; e pela utilização de pressão moderada, na maioria dos casos. Apesar dos vários
benefícios citados, o ar comprimido também apresenta desvantagens, como o custo elevado de
armazenamento, transporte e produção; não pode ser utilizado onde é necessário um controle fino
a baixas velocidades devido às propriedades físicas do ar; e não tem a capacidade de realizar forças
extremas devido às baixas pressões de uso quando comparada a equipamentos hidráulicos.
2
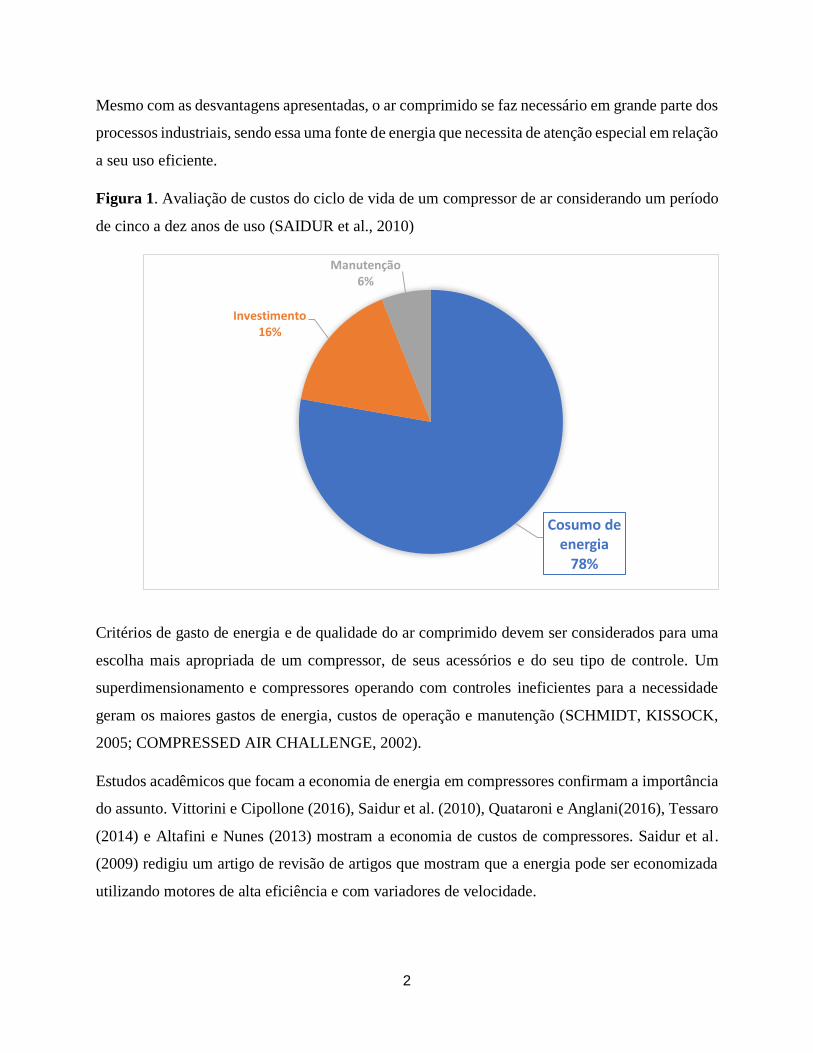
Mesmo com as desvantagens apresentadas, o ar comprimido se faz necessário em grande parte dos
processos industriais, sendo essa uma fonte de energia que necessita de atenção especial em relação
a seu uso eficiente.
Figura 1. Avaliação de custos do ciclo de vida de um compressor de ar considerando um período
de cinco a dez anos de uso (SAIDUR et al., 2010)
Critérios de gasto de energia e de qualidade do ar comprimido devem ser considerados para uma
escolha mais apropriada de um compressor, de seus acessórios e do seu tipo de controle. Um
superdimensionamento e compressores operando com controles ineficientes para a necessidade
geram os maiores gastos de energia, custos de operação e manutenção (SCHMIDT, KISSOCK,
2005; COMPRESSED AIR CHALLENGE, 2002).
Estudos acadêmicos que focam a economia de energia em compressores confirmam a importância
do assunto. Vittorini e Cipollone (2016), Saidur et al. (2010), Quataroni e Anglani(2016), Tessaro
(2014) e Altafini e Nunes (2013) mostram a economia de custos de compressores. Saidur et al.
(2009) redigiu um artigo de revisão de artigos que mostram que a energia pode ser economizada
utilizando motores de alta eficiência e com variadores de velocidade.
Cosumo de energia
78%
Investimento16%
Manutenção6%
3
2 OBJETIVO
O objetivo geral desse projeto foi avaliar a redução dos custos associados à geração de ar
comprimido de uma empresa.
Os objetivos específicos foram:
• Simular a geração de ar comprimido de maneira mais eficiente, associando compressores
de velocidade variável para trabalhar em conjunto com os compressores de velocidade fixa
já existentes na empresa.
• Ponderar sobre qual tipo de compressor, qual tamanho e qual controle tem o melhor
rendimento.
• Analisar a viabilidade econômica para ter o melhor arranjo dos compressores para a
realidade energética da empresa estudada pelo período de retorno do investimento
(payback) e pela economia mensal de custos gerais.
4
3 REVISÃO BIBLIOGRÁFICA
A revisão bibliográfica mostrará primeiramente alguns conceitos importantes para o
funcionamento de compressores, são eles: compressibilidade, elasticidade, expansibilidade e
difusibilidade, baseados em Filiais (2006).
Os gases têm a propriedade de poder ocupar o volume do recipiente que está contido, adquirindo
qualquer que seja seu formato. Sendo assim, se esse gás é limitado a um recipiente com
determinado volume e trabalho é realizado para redução desse volume, se estará utilizando de uma
de suas principais propriedades, a compressibilidade. Conclui-se que o ar permite reduzir seu
volume quando sujeito a ação de uma força exterior.
A elasticidade permite o ar voltar ao volume ocupado anteriormente uma vez que a força que o
estava comprimindo seja extinta. Assim, um gás que recebeu trabalho, pode realizar trabalho
devido a esta propriedade.
A expansibilidade permite ocupar totalmente o volume de qualquer recipiente, independentemente
de seu formato, o que facilita a obtenção de vários modos de comprimi-los.
Por sua vez, a difusibilidade permite que o ar se misture de maneira homogênea com qualquer
meio gasoso que não esteja saturado.
3.1 Composição do ar comprimido
O gás utilizado em sistemas de ar comprimido de indústrias para se ter benefícios de sua energia
acumulada é o ar atmosférico, o que é uma vantagem por não ter custos na sua obtenção,
armazenamento ou separação. A composição do ar seco atmosférico varia de uma região para
outra, porém o usualmente utilizado em cálculos é o ar seco padrão, que contém, em mol ou
volume, 20,9% de oxigênio, 78,1% de nitrogênio, 0,9% de argônio e pequenas quantidades de
dióxido de carbono, hélio, neônio e hidrogênio (ROCHA, MONTEIRO, 2005). Suas composições
volumétrica e mássica aproximadas estão apresentada na Tabela 1.
5
Tabela 1. Composição aproximada do ar comprimido (ROCHA, MONTEIRO, 2005)
ELEMENTO PERCENTUAL (EM
VOLUME)
PERCENTUAL (EM
MASSA)
Nitrogênio 78,0 75,5
Oxigênio 21,0 24,0
Outros 1,0 0,5
Além dos gases citados, o ar atmosférico pode ter a presença de vapor de água e poeiras em
suspensão, que devem ser considerados devido a necessidade de tratamento para retirá-los do ar
comprimido a ser utilizado. O ar atmosférico age como uma esponja e tem a habilidade de conter
uma certa quantidade de água até seu ponto de saturação. Essa água de seu interior tende a
precipitar quando o ar é comprimido ou resfriado.
3.2 Umidade do ar
A pressão de vaporização ou de vapor da água a uma certa temperatura é a pressão que transforma
o líquido em vapor. A água permanece em estado de vapor até que as condições de pressão e
temperatura mudem, assim se a pressão aumenta ou a temperatura reduz, a água mudará do estado
de vapor para líquido. A pressão de vapor a 100 ᵒC é a mesma que a pressão de uma atmosfera
padrão, o que explica por que no nível do mar a água tende a vaporizar totalmente quando a 100
ᵒC.
O ar atmosférico que não contem água na sua composição é denominado ar seco, caso contrário é
chamado de ar úmido. Existem ainda duas formas de se representar a umidade presente no ar,
sendo elas as umidades absoluta e relativa. A umidade absoluta é a quantidade absoluta de água
numa quantidade de ar atmosférico enquanto a umidade relativa é a quantidade de água numa
quantidade de ar atmosférico levando em consideração a máxima quantidade de vapor d’água que
a atmosfera pode suportar em uma determinada temperatura.
A temperatura de orvalho de uma mistura de gás e vapor é a temperatura na qual o vapor d’água
começa a condensar à medida que ele é resfriado sob pressão constante, logo a temperatura de
orvalho da mistura é a temperatura de saturação do vapor d’água, correspondente à sua pressão
parcial (ROCHA, MONTEIRO, 2005).

6
A Lei de Dalton diz que a pressão total de uma mistura de gases ideais é igual a soma das pressões
parciais dos gases ideais constituintes. Podendo ser descrito pela Equação 1.
𝑃𝑖 = 𝑃 . 𝑓𝑖 Equação 1
Em que:
Pi = Pressão parcial de um componente i do gás
P = Pressão total do gás
fi = Fração molar do componente i do gás em relação ao gás total
Como já descrito sobre o ar atmosférico, existe uma quantidade de vapor de água que é variável e
dependente de vários fatores como altitude, temperatura, região, estação etc. O vapor advém em
geral das águas de rios, lagos e mares e passam a fazer parte da composição do ar atmosférico
através do ciclo hidrológico da natureza. O teor de vapor d’água tende a variar de praticamente 0
a 5% na atmosfera. Logo, segundo a Lei de Dalton, existirá uma pressão parcial desse vapor d’água
no ar atmosférico.
3.3 Taxa volumétrica em um escoamento
O fluxo volumétrico em um sistema é medido a partir do volume de fluido que escoa dividido por
uma unidade de tempo. Pode ser calculado pelo produto da área da seção por onde o fluido escoa
multiplicado pela velocidade média do escoamento. No Sistema Internacional (SI), a unidade da
taxa de vazão volumétrica é dada em m3/s. Entretanto, a unidade litro/segundo (l/s) é usualmente
utilizada quando se refere a vazão volumétrica (ou capacidade volumétrica) de um compressor.
Devido as propriedades já mencionadas de um gás, como sua compressibilidade e sua grande
variação de volume quando exposto a diferentes temperaturas, existem condições padrões com
intuito de comparar casos que possuem condições de temperatura e pressão diferentes como o
padrão Normal, o Ar Padrão e o ar livre (ATLAS COPCO, 2015).
7
3.4 Relação entre a massa, pressão, temperatura e volume de um gás
Existem vários modelos usados para representar a relação entre a massa, pressão, temperatura e
volume de um gás. As leis dos gases são os modelos mais simples quando comparados ao uso de
tabelas e interpolações que são baseados em um conjunto de parâmetros relevantes do gás. A lei
mais simples é a que trata as moléculas como perfeitamente elásticas, é negligenciado seu tamanho
quando comparados ao tamanho do caminho livre médio que elas podem percorrer e não exercem
forças entre si. Um gás que apresenta essas características é chamado de gás perfeito e sua relação
entre massa, pressão, temperatura e volume é dado pela Equação 2.
𝑝 . 𝑉 = 𝑚 . 𝑅 . 𝑇 Equação 2
Em que, no SI:
p é a pressão absoluta em Pa,
V é o volume em m³
m é a massa do gás em kg,
R é a constante dos gases em J/(kg.K),
T é a temperatura absoluta em K.
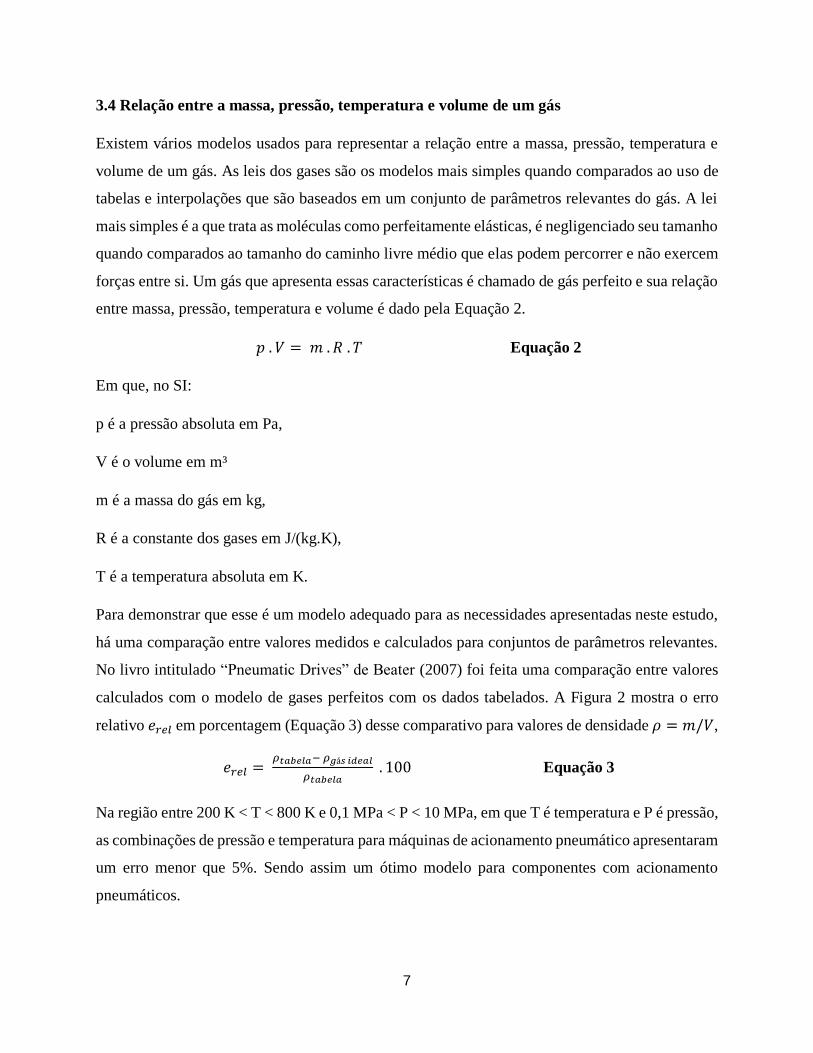
Para demonstrar que esse é um modelo adequado para as necessidades apresentadas neste estudo,
há uma comparação entre valores medidos e calculados para conjuntos de parâmetros relevantes.
No livro intitulado “Pneumatic Drives” de Beater (2007) foi feita uma comparação entre valores
calculados com o modelo de gases perfeitos com os dados tabelados. A Figura 2 mostra o erro
relativo 𝑒𝑟𝑒𝑙 em porcentagem (Equação 3) desse comparativo para valores de densidade 𝜌 = 𝑚/𝑉,
𝑒𝑟𝑒𝑙 = 𝜌𝑡𝑎𝑏𝑒𝑙𝑎− 𝜌𝑔á𝑠 𝑖𝑑𝑒𝑎𝑙
𝜌𝑡𝑎𝑏𝑒𝑙𝑎 . 100 Equação 3
Na região entre 200 K < T < 800 K e 0,1 MPa < P < 10 MPa, em que T é temperatura e P é pressão,
as combinações de pressão e temperatura para máquinas de acionamento pneumático apresentaram
um erro menor que 5%. Sendo assim um ótimo modelo para componentes com acionamento
pneumáticos.

8
Figura 2. Curvas de Erro relativo entre densidades calculada e medida (Fonte: BEATER 2007).
Outra forma de se verificar a diferença entre gases reais e gases perfeitos é através do fator de
compressibilidade Z, expresso na Equação 4 (BEATER 2007).
𝑍 = 𝑝 .𝑉
𝑅 .𝑇 .𝑚 Equação 4
Em que, P é a pressão, v é o volume, R é a constante dos gases, T é temperatura e m é massa.
Diagramas de fatores de compressibilidade em função da pressão e temperatura são referenciados
por Beater (2007). Para casos em que haja necessidade de se utilizar modelos mais avançados,
existem a Equação de Van der Waals e as Equações de estado de Beattie-Bridgeman e a de
Benedict-Webb-Rubin.
Outra hipótese relatada é que o ar comprimido pode ser tratado como um continuum. Todas as
quantidades de interesse como pressão, velocidade e densidade são assumidas em seu volume
como um todo e varia continuamente em todos os pontos do fluxo. Em componentes como válvulas
e cilindros fabricados por técnicas comumente usadas de fabricação, essa suposição é usualmente
9
válida, entretanto se micro técnicas como fotolitografia forem usadas para manufatura de objetos
extremamente pequenos, o pressuposto acima não pode ser utilizado, sendo necessário diferentes
modelos para as aproximações necessárias (BEATER 2007).
3.5 Condições de referência de vazão volumétrica
Como mencionado anteriormente, para expressar o volume de um gás perfeito com massa
constante, precisam-se de mais duas propriedades intensivas, a temperatura e a pressão. Quando
se usa unidades de vazão volumétrica, deve ser levado em consideração as condições de referência
para que se possam comparar, por exemplo, fluxos de ar que estão a pressões diferentes. Quando
esses fluxos são transformados para as mesmas condições padrões, podem ser analisados sem erros
de interpretação.
Segundo o Atlas da Empresa Copco “Compressed Air Manual” (2015) o padrão “Normal” de
medição de volume do ar é convencionado na temperatura de 0oC (273,15 K), 1,01325 bar absoluto
(101325 Pa) e 0 de umidade relativa (0% UR), dado pela sigla “N” antes da medida de vazão
volumétrica como Nm3/h ou Nl/s. Outra medida padronizada é o ar livre, convencionado na
temperatura padrão de 20oC (293,15K), 1 bar de pressão absoluta (105 Pa) e 0 de umidade relativa
(0%UR) segundo a ISO 1217-2009. A medida utilizada no Estados Unidos é o ar padrão (Standard
air), que é adotado com temperatura de 60oF (288,7K), 14,7psia (101352,9 Pa) e umidade relativa
de 0 (0%UR). Sendo a expressão mais utilizada o “Standard Cubic Feet per Minute – SCFM” ou
normal pé cúbico por minuto. CFM – Cubic Feet per minute - se refere a apenas pé cúbico por
minuto.
A conversão das vazões em outros parâmetros, que estejam fora dos parâmetros de referência,
pode ser realizada segundo fórmulas de conversão de Hiro (2018) no artigo técnico “O compressor
de ar é medido em volume ou massa?”, como a da Equação 5 que é utilizada para converter de
Nm³/h para m³/h nas condições desejadas.
-
𝑁𝑚3
ℎ=
𝑚3
ℎ.
273
273+𝑇 .
𝑃−(𝑅ℎ . 𝑃𝑣)
1,033 Equação 5
Em que:
T = Temperatura de entrada do ar em oC
10
P = Pressão de entrada do ar no flange de admissão do compressor em kg/cm2 absoluto
Rh = Umidade relativa em %
Pv = Pressão parcial do vapor de água em Kg/cm2 absoluto
O número 273 no numerador da função se deve ao fato de ser utilizado o zero grau Celsius e o
número 1,033 no denominador se refere à pressão barométrica ao nível do mar em kg/cm2 abs.
A conversão de SCFM para CFM nas condições desejadas está na Equação 6.
𝑆𝐶𝐹𝑀 = 𝐶𝐹𝑀 .520
460+𝑇.
𝑃−(𝑅ℎ . 𝑃𝑣)
14,7 Equação 6
Em que:
T = Temperatura de entrada do ar em
P = Pressão de entrada do ar no flange de admissão do compressor em psia
Rh = Umidade relativa em %
Pv = Pressão parcial do vapor de água em psia
O número 520 no numerador se deve ao fato de se utilizar a temperatura do ar a 60oF e o número
14,7 no denominador se refere a pressão barométrica ao nível do mar em psia.
3.6 Eletricidade
Outro elemento importante a ser definido é a eletricidade, por ser o que movimenta os
compressores. Eletricidade é o resultado da separação temporária de elétrons e prótons, criando
um diferencial de potencial elétrico (ou voltagem) entre áreas com excesso de elétrons e área com
falta de elétrons. A corrente direta (DC) em um sistema elétrico é um fluxo unidirecional de
elétrons e geralmente é produzido por baterias, painéis fotovoltaicos e geradores. Na corrente
alternada (AC) seu fluxo é periodicamente alternado em magnitude e direção em um padrão suave
e senoidal. Os motores que alimentam os compressores, que serão estudados mais a frente,
geralmente são alimentados por corrente alternada. Quando a corrente alternada passa por uma
bobina, um fluxo magnético aumenta e muda de direção assim como a corrente elétrica faz.
Quando esse fluxo muda, uma força eletromotriz é gerada na bobina, de acordo com as leis de
indução. Essa força tem direção oposta a voltagem do polo conectado. Esse fenômeno se denomina

11
autoindução, cujo seu aumento causa uma maior diferença de fase entre a corrente e a voltagem, e
esse deslocamento de fase é representado pelo ângulo φ. A lei de Ohm para corrente alternada é
representada pela Equação 7.
𝑈 = 𝑍 𝑥 𝐼 Equação 7
Em que:
U= voltagem (V)
I = corrente (A)
Z = impedância (Ω)
A força de uma única fase de corrente alternada flutua demasiadamente, e em casos de motores
elétricos é recomendado uma fonte mais constante, portanto são comumente utilizadas três linhas
separadas de energia com corrente alternada rodando em paralelo, em que cada fase é deslocada
em 1/3 do ciclo em relação as outras fases. A potência ativa (P), que é a potência real gasta, para
uma configuração trifásica é dada pela Equação 8.
𝑃 = √3 𝑥 𝑈 𝑥 𝐼 𝑥 𝑐𝑜𝑠 𝜑 Equação 8
Em que:
P = Potência ativa dada em Watt (W)
U= Voltagem dada em Volt (V)
I= Corrente dada em Ampére (A)
𝑐𝑜𝑠 𝜑= Fator de potência
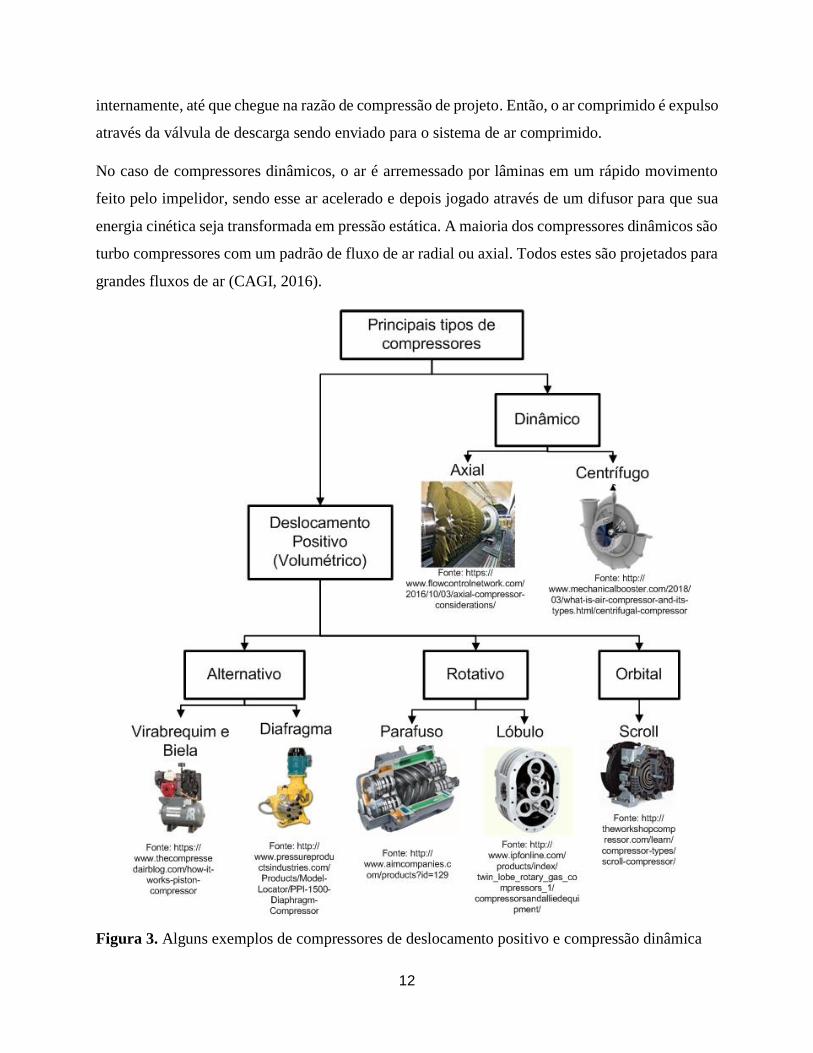
3.7 Tipos de compressores
Existem dois princípios genéricos para a compressão de ar (ou gás): compressão de deslocamento
positivo e compressão dinâmica (Figura 3). Compressores de deslocamento positivo incluem, por
exemplo, compressores de pistão, de parafuso, de scroll, de dentes, entre outros. Esse tipo de
compressão ocorre quando o ar é enviado para uma câmara de compressão através de uma válvula
de admissão e, então, o seu volume vai gradualmente diminuindo, enquanto sua pressão aumenta
12
internamente, até que chegue na razão de compressão de projeto. Então, o ar comprimido é expulso
através da válvula de descarga sendo enviado para o sistema de ar comprimido.
No caso de compressores dinâmicos, o ar é arremessado por lâminas em um rápido movimento
feito pelo impelidor, sendo esse ar acelerado e depois jogado através de um difusor para que sua
energia cinética seja transformada em pressão estática. A maioria dos compressores dinâmicos são
turbo compressores com um padrão de fluxo de ar radial ou axial. Todos estes são projetados para
grandes fluxos de ar (CAGI, 2016).
Figura 3. Alguns exemplos de compressores de deslocamento positivo e compressão dinâmica
13
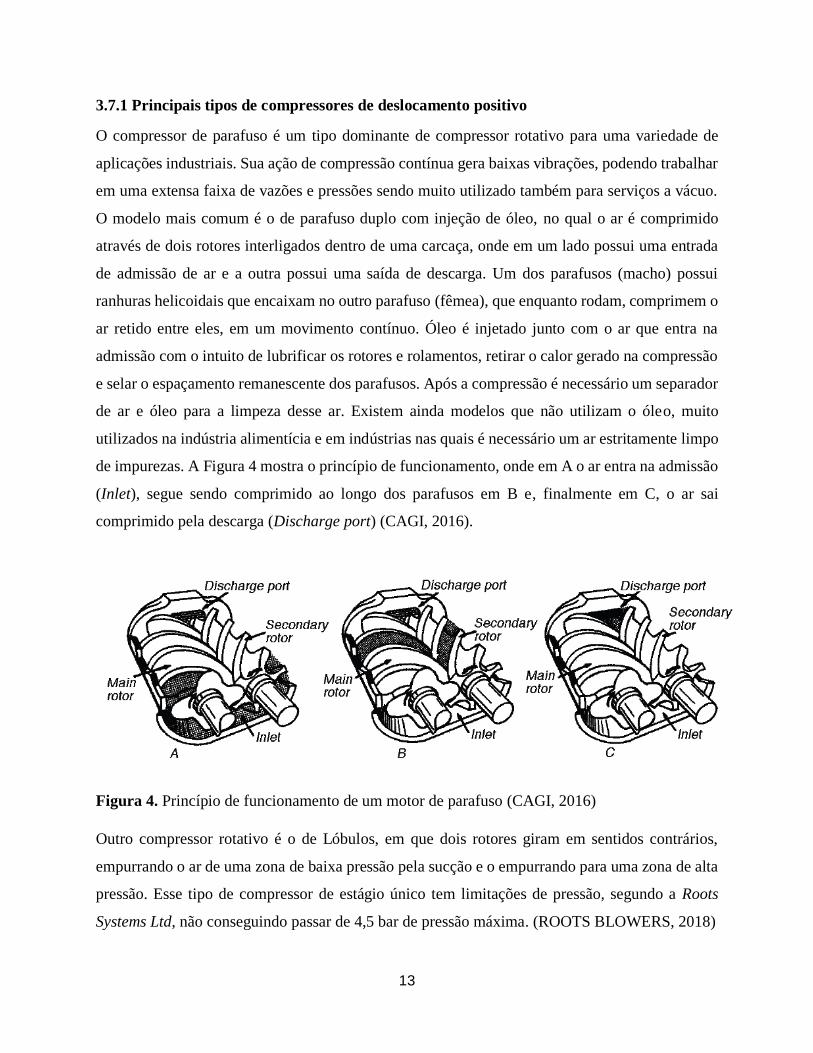
3.7.1 Principais tipos de compressores de deslocamento positivo
O compressor de parafuso é um tipo dominante de compressor rotativo para uma variedade de
aplicações industriais. Sua ação de compressão contínua gera baixas vibrações, podendo trabalhar
em uma extensa faixa de vazões e pressões sendo muito utilizado também para serviços a vácuo.
O modelo mais comum é o de parafuso duplo com injeção de óleo, no qual o ar é comprimido
através de dois rotores interligados dentro de uma carcaça, onde em um lado possui uma entrada
de admissão de ar e a outra possui uma saída de descarga. Um dos parafusos (macho) possui
ranhuras helicoidais que encaixam no outro parafuso (fêmea), que enquanto rodam, comprimem o
ar retido entre eles, em um movimento contínuo. Óleo é injetado junto com o ar que entra na
admissão com o intuito de lubrificar os rotores e rolamentos, retirar o calor gerado na compressão
e selar o espaçamento remanescente dos parafusos. Após a compressão é necessário um separador
de ar e óleo para a limpeza desse ar. Existem ainda modelos que não utilizam o óleo, muito
utilizados na indústria alimentícia e em indústrias nas quais é necessário um ar estritamente limpo
de impurezas. A Figura 4 mostra o princípio de funcionamento, onde em A o ar entra na admissão
(Inlet), segue sendo comprimido ao longo dos parafusos em B e, finalmente em C, o ar sai
comprimido pela descarga (Discharge port) (CAGI, 2016).
Figura 4. Princípio de funcionamento de um motor de parafuso (CAGI, 2016)
Outro compressor rotativo é o de Lóbulos, em que dois rotores giram em sentidos contrários,
empurrando o ar de uma zona de baixa pressão pela sucção e o empurrando para uma zona de alta
pressão. Esse tipo de compressor de estágio único tem limitações de pressão, segundo a Roots
Systems Ltd, não conseguindo passar de 4,5 bar de pressão máxima. (ROOTS BLOWERS, 2018)

14
Dos compressores alternativos, o mais utilizado é o de pistão. Nesse modelo um ou mais pistões,
que podem ter variados posicionamentos, são movimentados por um motor externo que rotaciona
a biela, transformando o movimento rotativo em alternativo e comprimindo o ar atmosférico
através do pistão em uma câmara fechada. Podem ser bastante compactos e tem sua movimentação
gerada por um motor a diesel ou elétrico na maioria das situações. No caso dos compressores
alternativos por diafragma, ocorre a compressão em uma câmara fechada onde ao invés de um
pistão como no tipo anterior, uma membrana ou diafragma movimenta o ar atmosférico,
comprimindo-o e empurrando-o para uma zona de alta pressão. Podem ser muito compactos assim
como os compressores de pistão.
O compressor Scroll é utilizado em sistemas de refrigeração e ar condicionado, com o intuito de
comprimir o ar refrigerante. Seu funcionamento se baseia em duas espirais, em que apenas uma
que gira e aprisiona o ar a cada volta, o comprimindo até sua descarga. A sua operação é mais
suave, silenciosa e a falta de um espaço morto (como no compressor de pistão) o torna uma opção
interessante.
3.7.2 Principais tipos de compressores dinâmicos
Os compressores centrífugos têm seu funcionamento parecido com o de bombas centrífugas, o
fluxo de ar entra no rotor paralelo ao seu eixo e é expelido pelo rotor perpendicularmente ao eixo
em direção do estator. Possui uma razão de compressão baixa com estágio único, todavia tem uma
alta vazão volumétrica
No caso dos compressores axiais, o escoamento ocorre na direção do eixo do rotor e geralmente
possuem múltiplos estágios. São constantemente utilizados em turbinas a gás em razão de seu alto
fluxo mássico e pressão de descarga.
Surge e Choke
Nos compressores centrífugos, assim como nos axiais, as faixas de vazão devem se encontrar entre
os pontos de Surge e de Choke. O Surge é um fenômeno que ocorre a baixas vazões, quando ocorre
a quebra total do regime de escoamento do fluido por efeito da inversão de sentido desse
escoamento. O fluido momentaneamente (durante menos de 100 milissegundos) retorna da saída
para a admissão devido a uma pressão maior na tubulação de saída do que a gerada pelo
compressor, até que a pressão na linha caia e, assim, o compressor consegue voltar a sua operação
15
normal. Trabalhar com vazões menores que as definidas pelo ponto de Surge gera danos nos
rotores, selos, eixo de transmissão e outros componentes, causando aumento de vibração e
temperatura de operação. Por sua vez, Choke é o ponto onde o fluxo do gás é tão alto que em
alguma parte do compressor o fluido atinge a velocidade sônica, restringindo a passagem e
“engasgando” o escoamento.
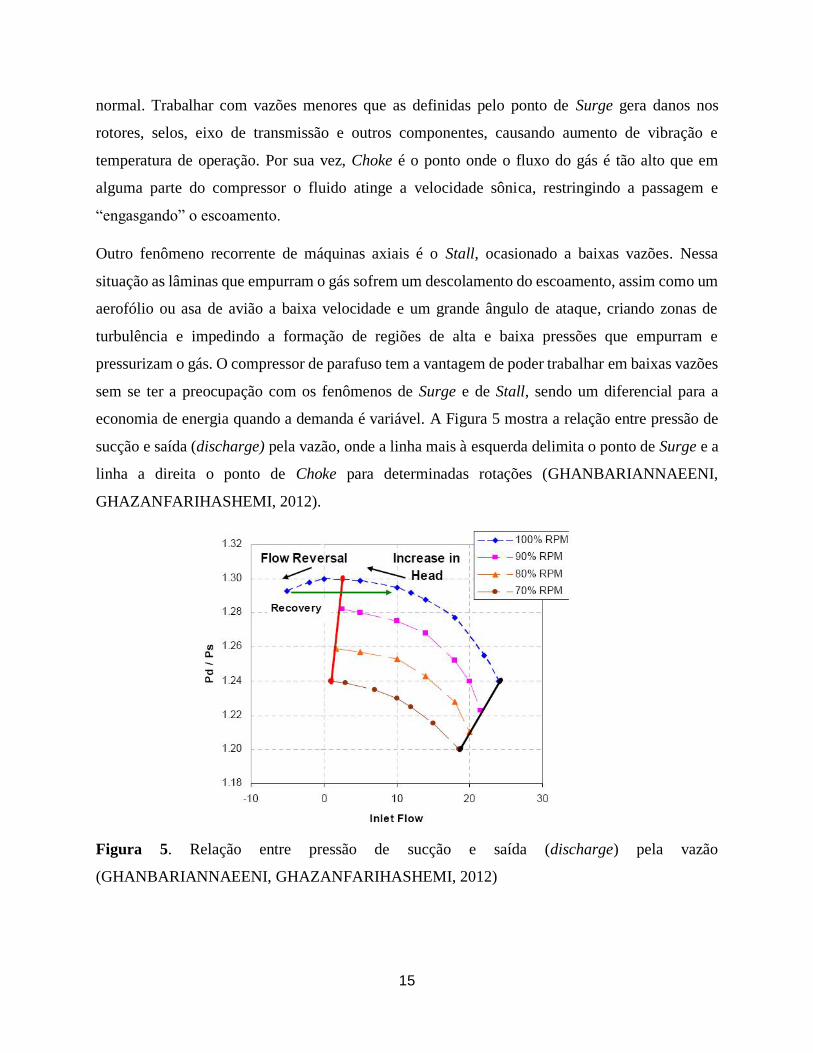
Outro fenômeno recorrente de máquinas axiais é o Stall, ocasionado a baixas vazões. Nessa
situação as lâminas que empurram o gás sofrem um descolamento do escoamento, assim como um
aerofólio ou asa de avião a baixa velocidade e um grande ângulo de ataque, criando zonas de
turbulência e impedindo a formação de regiões de alta e baixa pressões que empurram e
pressurizam o gás. O compressor de parafuso tem a vantagem de poder trabalhar em baixas vazões
sem se ter a preocupação com os fenômenos de Surge e de Stall, sendo um diferencial para a
economia de energia quando a demanda é variável. A Figura 5 mostra a relação entre pressão de
sucção e saída (discharge) pela vazão, onde a linha mais à esquerda delimita o ponto de Surge e a
linha a direita o ponto de Choke para determinadas rotações (GHANBARIANNAEENI,
GHAZANFARIHASHEMI, 2012).
Figura 5. Relação entre pressão de sucção e saída (discharge) pela vazão
(GHANBARIANNAEENI, GHAZANFARIHASHEMI, 2012)
16
3.8 Compressor de parafuso e seus tipos de controle
O estudo de caso foi feito baseado em apenas um tipo de compressor, o de deslocamento positivo
de parafuso duplo, em virtude de a todas as vantagens já mencionadas. O maior diferencial de uma
máquina para a outra é o seu tipo de controle. Os compressores de parafuso de grande porte
possuem 3 tipos principais de tecnologias de controle para manter o sistema de ar comprimido na
pressão ideal de trabalho e assim atender as vazões demandadas. São eles os controles por carga e
alívio, por modulação e por variador de velocidade de giro do parafuso (VSD).
Carga/Alívio
No caso do tipo Carga/Alívio, o compressor varia do modo de carga, isto é, quando o compressor
gera ar comprimido à plena carga até o momento em que a pressão na linha atinge o valor máximo
pré-ajustado e o sistema começa a trabalhar em alívio. Este último refere-se ao momento em que
a admissão de ar do compressor é subitamente fechada (apenas é deixado um pequeno orifício para
assegurar que haverá óleo escoando para a lubrificação e resfriamento) por meio de uma válvula
de alívio, que regula a quantidade de ar que é sugado pelo compressor. Quando ocorre esse
fechamento, o fluxo de ar é praticamente parado, deixando os parafusos rodando sem comprimir,
e ao mesmo tempo a pressão que havia dentro do elemento compressor é liberada por um pequeno
orifício, despressurizando esse elemento. Nesse momento a própria pressão da linha fecha a saída
do compressor através de uma válvula de retenção e é cessado a geração de ar comprimido. Isso
ocorre porque o motor tem um número máximo de arranques por hora para que a vida útil da
máquina não seja muito afetada. Esse número é ajustado de acordo com a necessidade do usuário.
Modulador
A modulação é composta por uma válvula de admissão progressiva do tipo borboleta, utilizada
quando ocorre um aumento de pressão no sistema, ocasionado pela redução do consumo de ar
comprimido. Para isso, fecha-se gradualmente, restringindo a passagem de ar atmosférico para o
interior da unidade compressora e fazendo com que o compressor desloque somente a quantidade
de ar necessária. Quando a demanda fica abaixo de 40% da capacidade, o compressor entra em
alívio como nos compressores Carga/Alívio.
17
Tecnologia VSD
No caso dos compressores Carga/Alívio, o número de ciclos de liga/desliga permissível diminui
com o aumento da potência dos seus respectivos motores. E este número não corresponde à
quantidade de ciclos necessária para manter o nível de pressão do sistema em uma faixa estreita.
Por este motivo, quando a pressão máxima é atingida, o compressor entra em alívio, ou seja, abre
uma válvula interna, não realizando a compressão do ar. Porém, o motor continua em
funcionamento por algum tempo, consumindo cerca de pelo menos 30% da energia necessária para
operar o compressor a plena carga, no caso dos compressores da marca Atlas. Para isso, os
compressores com variador de velocidade (Variable Speed Drive) são uma solução para ambientes
com uma demanda flutuante de ar comprimido. Esta tecnologia permite uma variação no volume
de ar comprimido na saída do compressor através da variação da velocidade de rotação do motor,
que visa à economia de energia, menor desgaste da máquina e estabilização da pressão da linha de
ar comprimido. De acordo com estudos do Departamento de Meio Ambiente e Transporte da Grã-
Bretanha (DETR, 1999), com o VSD é possível manter a pressão de descarga em uma faixa de 0,2
Bar de precisão, enquanto nos compressores do tipo Carga/Alívio somente é possível manter numa
faixa de 0,5 Bar, resultando em uma economia de 2% do consumo de energia elétrica.
O sistema é basicamente composto por um inversor de frequência que é diretamente controlado
por um transdutor de pressão. O transdutor lê a pressão da rede de ar comprimido e envia sinal
para o inversor aumentar ou diminuir a frequência e, consequentemente, controlar a rotação do
motor. O consumo energético é diretamente proporcional à quantidade de ar consumida, visto que
a rotação do motor elétrico é ajustada de acordo com a necessidade, o que permite evitar ciclos de
funcionamento em vazio e reduzir significativamente a energia elétrica consumida. Uma grande
vantagem é a economia de energia, além da redução dos custos de manutenção e prolongamento
da vida útil do equipamento. Durante pequenas vazões, quando o compressor operado por Carga-
alívio necessita de excessivas paradas e partidas para atender a pequena demanda, gastando
excessivamente mais energia que o necessário, o inversor de frequência trabalha se ajustando a
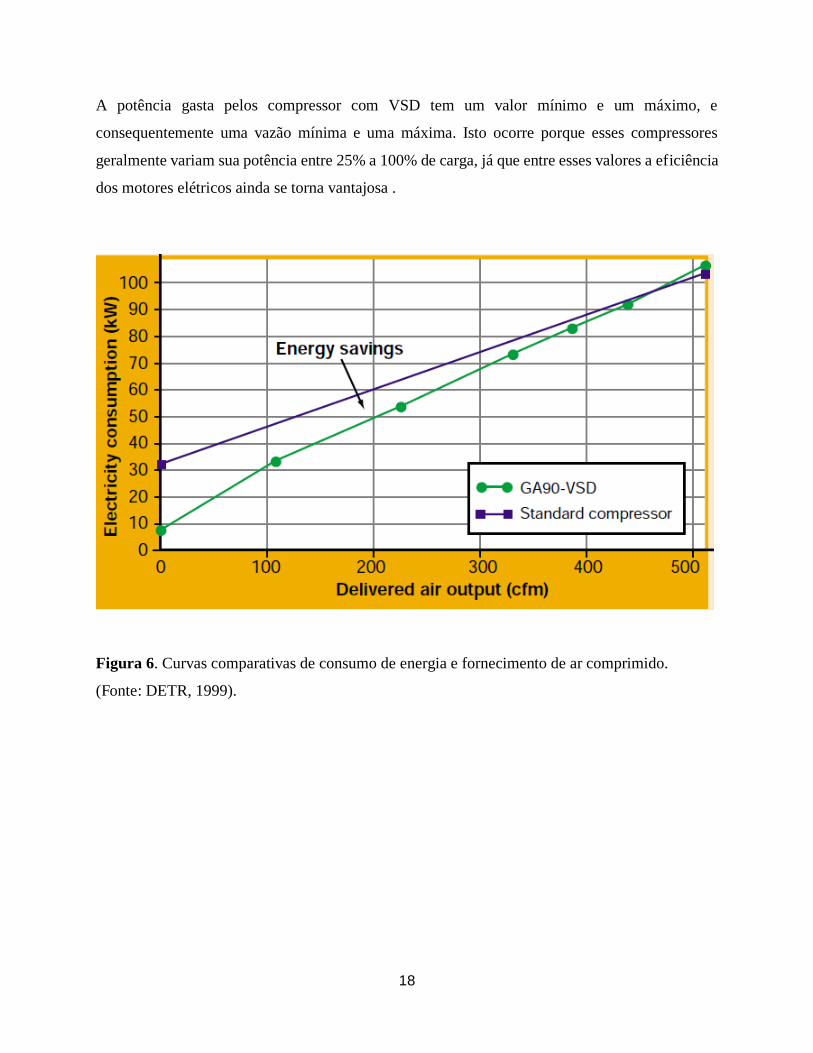
necessidade como mostrado na Figura 6. Por ser um compressor de parafuso, não sofre de
problemas a baixas velocidades de rotação e baixas vazões como os compressores centrífugos e
axiais que se limitam pelos pontos de Surge e o Stall como mencionados anteriormente.
18
A potência gasta pelos compressor com VSD tem um valor mínimo e um máximo, e
consequentemente uma vazão mínima e uma máxima. Isto ocorre porque esses compressores
geralmente variam sua potência entre 25% a 100% de carga, já que entre esses valores a eficiência
dos motores elétricos ainda se torna vantajosa .
Figura 6. Curvas comparativas de consumo de energia e fornecimento de ar comprimido.
(Fonte: DETR, 1999).
19
4 DESCRIÇÃO DO SISTEMA DE AR COMPRIMIDO DA EMPRESA
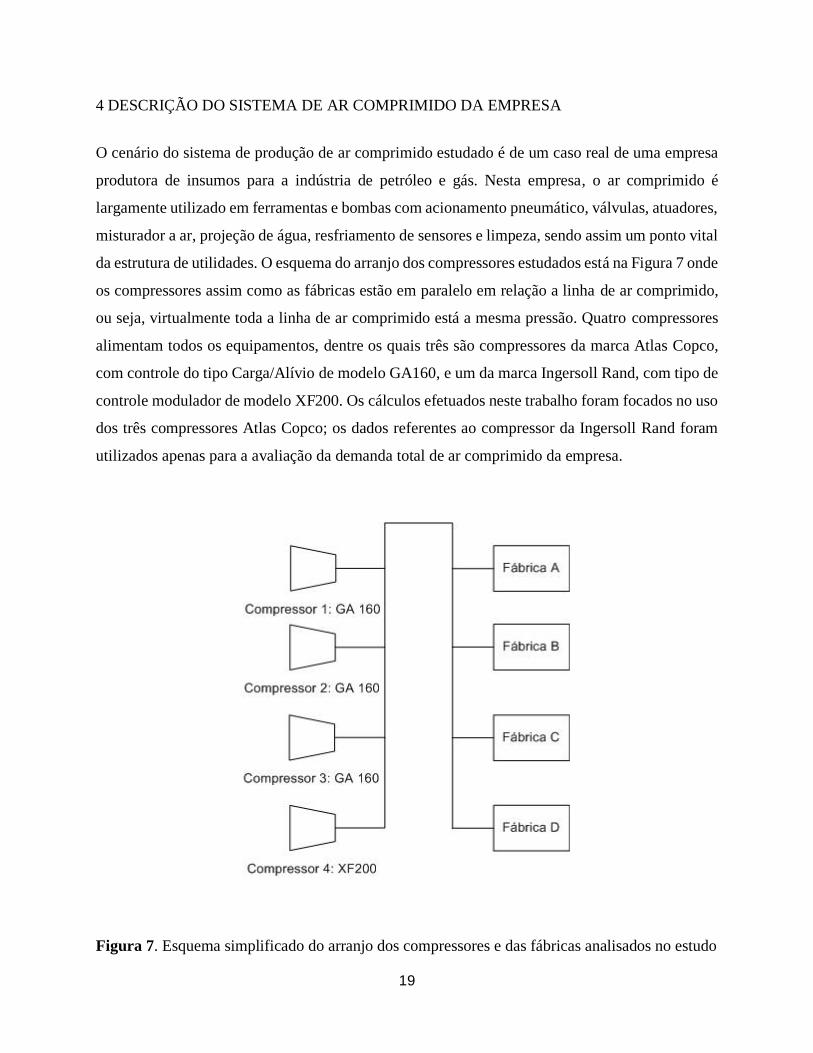
O cenário do sistema de produção de ar comprimido estudado é de um caso real de uma empresa
produtora de insumos para a indústria de petróleo e gás. Nesta empresa, o ar comprimido é
largamente utilizado em ferramentas e bombas com acionamento pneumático, válvulas, atuadores,
misturador a ar, projeção de água, resfriamento de sensores e limpeza, sendo assim um ponto vital
da estrutura de utilidades. O esquema do arranjo dos compressores estudados está na Figura 7 onde
os compressores assim como as fábricas estão em paralelo em relação a linha de ar comprimido,
ou seja, virtualmente toda a linha de ar comprimido está a mesma pressão. Quatro compressores
alimentam todos os equipamentos, dentre os quais três são compressores da marca Atlas Copco,
com controle do tipo Carga/Alívio de modelo GA160, e um da marca Ingersoll Rand, com tipo de
controle modulador de modelo XF200. Os cálculos efetuados neste trabalho foram focados no uso
dos três compressores Atlas Copco; os dados referentes ao compressor da Ingersoll Rand foram
utilizados apenas para a avaliação da demanda total de ar comprimido da empresa.
Figura 7. Esquema simplificado do arranjo dos compressores e das fábricas analisados no estudo

20
A empresa possui quatro principais consumidores de ar comprimido, que serão denominados nesse
trabalho de Fábricas A, B, C e D. Devido à extensa área onde se localizam todas essas fábricas do
complexo, as linhas de transmissão são demasiadamente extensas, dessa forma, funcionam como
reservatório de ar comprimido e tem a capacidade de suportar as variações de demanda
pneumática. Todos os motores acionadores dos compressores têm potências especificadas
próximas de 160kW. Todos os compressores da marca Atlas são refrigerados a água por uma
bomba de 40 kW que fica ligada durante todas as horas de funcionamento dos compressores.
O período no qual foi feito o estudo era de uma demanda muito menor que o complexo de fábricas
suporta, sendo que algumas das áreas estavam funcionando em turnos reduzidos. A Fábrica
denominada A é a principal consumidora de ar comprimido e estava rodando em apenas 1 turno,
sendo sua capacidade de até 3 turnos, enquanto as outras principais consumidoras, as Fábricas B,
C e D operam normalmente. Assim, foram projetados mais dois cenários para a Fábrica A com
operação de 2 e 3 turnos, dado que, durante o periodo estudado do mês de novembro de 2016, ela
funcionava apenas com 1 turno. Estes cenários são para mostrar uma possível configuração de 2
ou 3 turnos, que podem ocorrer durante grandes projetos. A Tabela 2 exibe as possibilidades de
operação das Fábricas, na qual o cenário 1 mostra a Fábrica A trabalhando em 1 turno, e os cenários
2 e 3 referem-se a Fábrica A funcionando com 2 e 3 turnos, respectivamente. Os outros
consumidores de ar comprimido são a Fábrica B, que opera em 3 turnos, a Fábrica C, que trabalha
em 1 turno, e a Fábrica D, que opera em 3 turnos.
Tabela 2. Cenários avaliados quanto ao número de turnos nas unidades consumidoras de ar
comprimido
Cenário 1 Cenário 2 Cenário 3
Fábrica A 1 turno 2 turnos 3 turnos
Fábrica B 3 turnos 3 turnos 3 turnos
Fábrica C 1 turno 1 turno 1 turno
Fábrica D 3 turnos 3 turnos 3 turnos
21
5 DESENVOLVIMENTO
O estudo realizado compreendeu o período de janeiro e fevereiro de 2017, período de plena crise
financeira no Brasil, em uma empresa que fornece insumos para a indústria de petróleo e gás. A
empresa utiliza amplamente equipamentos pneumáticos, todos alimentados por compressores de
ar. A empresa considerava alto o consumo de energia dos compressores, o que demandou um
estudo para avaliar a possibilidade de aquisição de uma máquina que possuísse uma capacidade
para trabalhar de maneira mais eficiente para atender as demandas flutuantes de ar comprimido
nas fábricas, sem desperdícios de energia para manter as linhas de ar comprimido a uma pressão
constante. E como a literatura cientifica (TESSARO, 2014; SAIDUR et al., 2010) informa que é
possível essa economia através da tecnologia de variador de velocidade do motor dos compressores
da linha com controle do tipo VSD, foi realizado o referido estudo, que é apresentado neste
Trabalho de Conclusão de Curso.
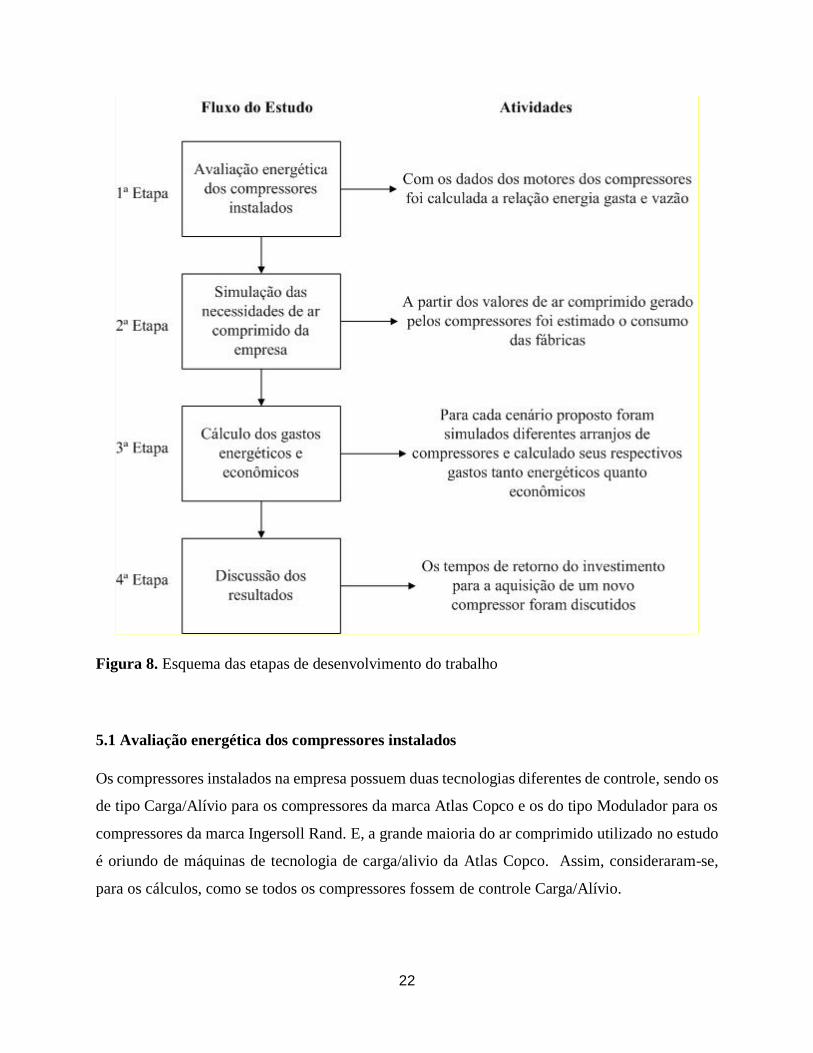
O desenvolvimento para avaliação da eficiência dos compressores seguiu a seguintes etapas de
trabalho: avaliação energética dos compressores instalados; simulação das necessidades de ar
comprimido da empresa; cálculo dos gastos econômicos e energéticos com diferentes combinações
de compressores e cenários; discussão dos resultados. A Figura 8 mostra o esquema das etapas
realizadas para o desenvolvimento desse trabalho.
22
Figura 8. Esquema das etapas de desenvolvimento do trabalho
5.1 Avaliação energética dos compressores instalados
Os compressores instalados na empresa possuem duas tecnologias diferentes de controle, sendo os
de tipo Carga/Alívio para os compressores da marca Atlas Copco e os do tipo Modulador para os
compressores da marca Ingersoll Rand. E, a grande maioria do ar comprimido utilizado no estudo
é oriundo de máquinas de tecnologia de carga/alivio da Atlas Copco. Assim, consideraram-se,
para os cálculos, como se todos os compressores fossem de controle Carga/Alívio.
23
A empresa utilizava um software de monitormaneto da Schneider Electric chamado ION, que sua
interface permite obtenção de dados de todos os medidores referentes aos compressores e ao
sistema de ar comprimido. Com auxílio do software, é possível obter dados de vazões de ar
comprimido, temperatura da água de resfriamento, pressão na descarga, pressão na linha,
amperagem dos motores, potência consumida dos compressores entre outros dados. Os valores de
vazão, tanto de consumo quanto de geração, dados pelo software de controle e monitoramento dos
equipamentos não foram utilizados, pois os medidores de vazão são projetados para trabalhar com
pressões fixas e há muita variação nas linhas de ar comprimido. Ainda, o ar comprimido que passa
pelas linhas é úmido devido a ausência de secadores, o que acarreta em deterioração dos
medidores. Desta forma, a medida mais confiável foi a do consumo de energia dos motores dos
compressores, dado pelo software de monitoramento.
Os valores de consumo energético durante seus modos de carga (máxima vazão) e de alívio (sem
vazão) variam de compressor para compressor, logo, foram medidos, em cada um, o consumo
energético durante cada modo. A partir desses valores, foi estimado através de um
equacionamento, desenvolvido neste trabalho e apresentado nos Resultados, o quanto cada
compressor gasta de energia elétrica para produzir certas faixas de vazão de ar comprimido.
5.2 Simulação das necessidades de ar comprimido da empresa
Através do ION se pôde obter o histórico da média de energia gasta pelos compressores a cada 15
minutos. Após associar o quanto de energia é gasto pelo compressor para gerar uma certa vazão
de ar comprimido, foi possível calcular a vazão de ar comprimido de todos os compressores a cada
15 minutos. Nesse intervalo de tempo foi associado uma medida de energia a uma vazão específica
de ar comprimido. Então, foram reunidas todas as vazões de ar comprimido produzidas a cada
periodo de 1 hora e foram calculadas, no total de um mês, quantas horas foram necessárias àquela
específica faixa de vazão para alimentar a empresa. As faixas foram divididas a cada 100 Nm³/h.
5.3 Cálculo dos gastos energéticos e econômicos
A fabricante Atlas propos quatro compressores diferente com inversores de frequência do tipo
VSD para atender às necessidades apresentadas. Do total, três compressores são de parafuso duplo,
variando de modelos de 132 a 315 kW de potência, e um compressor do tipo centrífugo. Devido
ao fato do compressor centrífugo ter uma faixa de amplitude de vazão de trabalho menor e
24
magnitude muito acima do necessário, acaba fugindo do principal objetivo que era atender
inclusive as demandas a baixas vazões. No caso das máquinas de tipo parafuso, tem-se uma faixa
mais ampla de vazões que se pode trabalhar dentro da pressão de funcionamento.
A potência gasta pelos compressores com VSD tem um valor mínimo e um máximo, e
consequentemente uma vazão mínima e uma máxima. Isto ocorre porque esses compressores
geralmente variam sua potência entre 25% a 100% de carga, já que entre esses valores a eficiência
dos motores elétricos ainda se torna vantajosa. Segundo as informações da Atlas, a variação de
potência do compressor é linearmente proporcional as vazões, portanto foi feita uma equação
linear para cada compressor, entre os pontos de máximo e o minimo de potencia e vazão. Obteve-
se, assim, retas que permitiram ter as potências consumidas a cada faixa de vazão.
A proposta é ter dois sistemas de controle trabalhando concomitantemente. Foi sugerido ter um
compressor com controle VSD, no sistema, que seria o principal ou Master, para trabalhar o tempo
necessário e atender o topo das variações de demanda de ar comprimido.
Os compressores que utilizam o regime Carga/Alívio possuem uma maior eficiência quando em
carga do que um compressor VSD para a mesma vazão. Então, quando a demanda entrar na faixa
em que o compressor de velocidade fixa tem uma eficiência maior que a do compressor Master,
entrará em funcionamento um dos compressores de parafuso já instalados.
Para simular a entrada de cada um dos compressores com controle VSD estudados, foi necessário
simular o quanto é gasto em cada faixa de vazão para cada um dos casos. Conhecendo a potência
que seria utilizada para manter uma certa vazão por hora de ar comprimido, multiplicou-se esse
dado pela quantidade de horas no mês que foi necessária nessa vazão e, assim, obteve-se a
quantidade de energia elétrica usada por mês para cada faixa de vazão. Somando toda a energia
consumida no mês, se obteve a estimativa de quanto seria gasto com os compressores com controle
do tipo VSD.
5.4 Discussão dos Resultados
Durante a discussão dos resultados foi ressaltado que não somente o gasto direto de energia elétrica
dos compressores deve ser contabilizado financeiramente. Existem alguns outros fatores que são
importantes no resultado final, como manutenção, que aumenta ou diminui de acordo com as horas
25
de uso de cada máquina e a aquisição de uma máquina maior pode significar uma menor
manutenção para os outros compressores. Outro fator é a bomba de água de refrigeração dos
compressores instalados. Na compra de um compressor resfriado a ar, pode ser economizado o
gasto gerado pela bomba de água quando apenas o novo compressor estiver em uso.
Ao final foram demonstrados os tempos de retorno de investimento de cada compressor com
variador de velocidade para cada cenário das fábricas e discutida a possibilidade de aquisição de
um novo compressor para auxiliar na redução de custos associados a produção de ar comprimido.
26
6 RESULTADOS
6.1 Avaliação energética dos compressores instalados
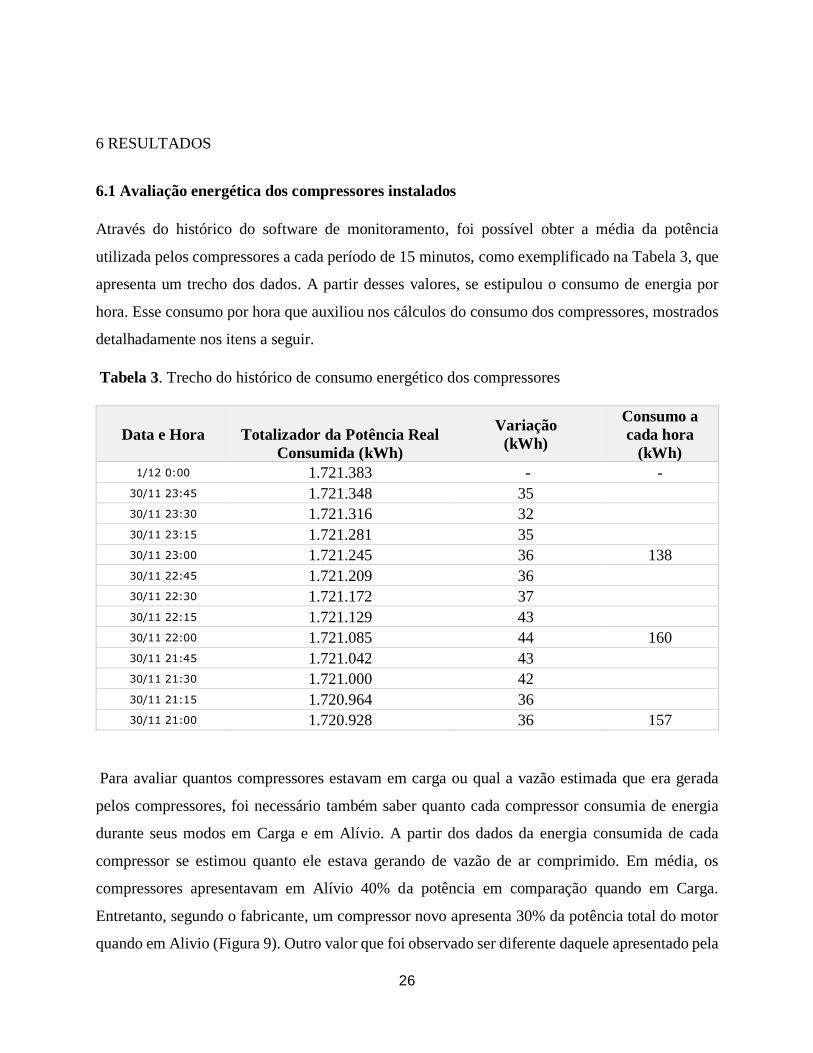
Através do histórico do software de monitoramento, foi possível obter a média da potência
utilizada pelos compressores a cada período de 15 minutos, como exemplificado na Tabela 3, que
apresenta um trecho dos dados. A partir desses valores, se estipulou o consumo de energia por
hora. Esse consumo por hora que auxiliou nos cálculos do consumo dos compressores, mostrados
detalhadamente nos itens a seguir.
Tabela 3. Trecho do histórico de consumo energético dos compressores
Data e Hora
Totalizador da Potência Real
Consumida (kWh)
Variação
(kWh)
Consumo a
cada hora
(kWh)
1/12 0:00 1.721.383 - -
30/11 23:45 1.721.348 35
30/11 23:30 1.721.316 32
30/11 23:15 1.721.281 35
30/11 23:00 1.721.245 36 138
30/11 22:45 1.721.209 36
30/11 22:30 1.721.172 37
30/11 22:15 1.721.129 43
30/11 22:00 1.721.085 44 160
30/11 21:45 1.721.042 43
30/11 21:30 1.721.000 42
30/11 21:15 1.720.964 36
30/11 21:00 1.720.928 36 157
Para avaliar quantos compressores estavam em carga ou qual a vazão estimada que era gerada
pelos compressores, foi necessário também saber quanto cada compressor consumia de energia
durante seus modos em Carga e em Alívio. A partir dos dados da energia consumida de cada
compressor se estimou quanto ele estava gerando de vazão de ar comprimido. Em média, os
compressores apresentavam em Alívio 40% da potência em comparação quando em Carga.
Entretanto, segundo o fabricante, um compressor novo apresenta 30% da potência total do motor
quando em Alivio (Figura 9). Outro valor que foi observado ser diferente daquele apresentado pela
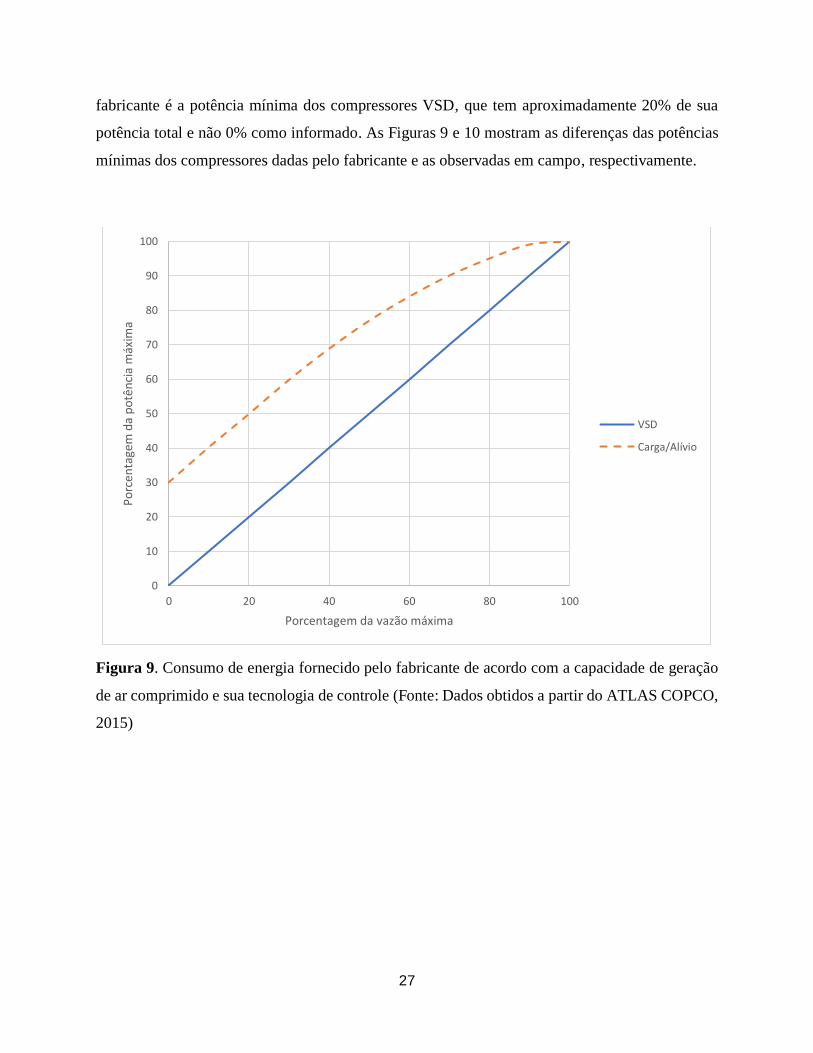
27
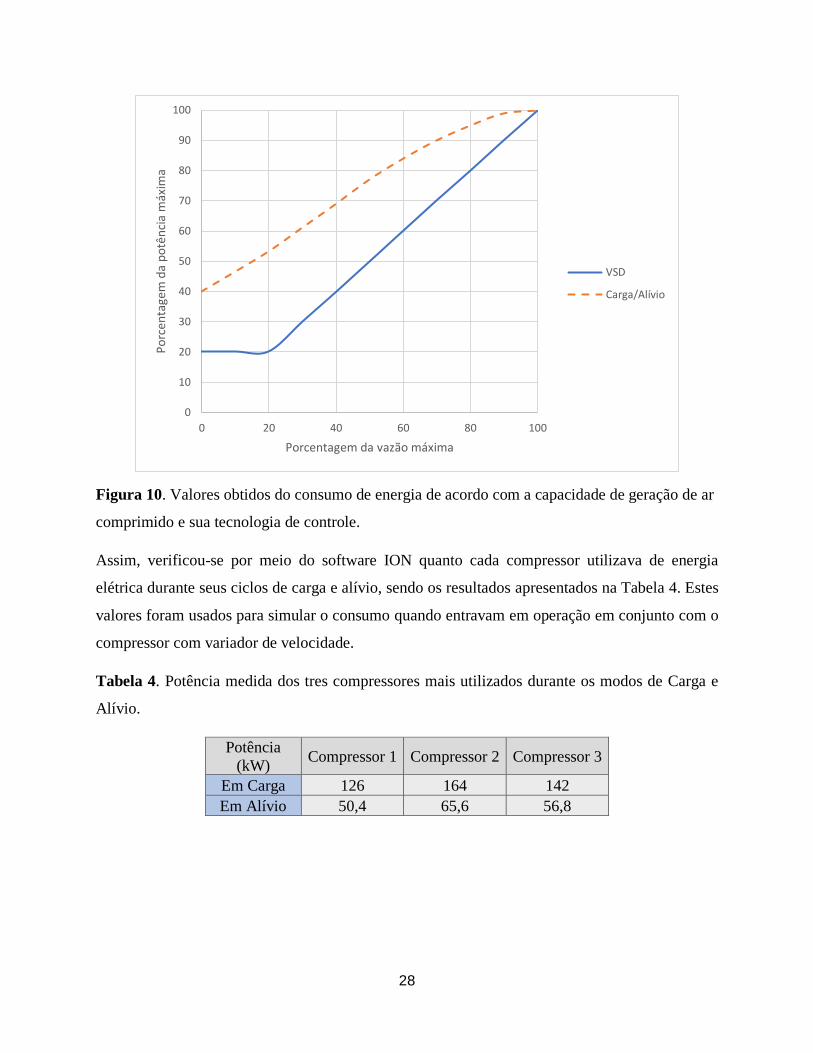
fabricante é a potência mínima dos compressores VSD, que tem aproximadamente 20% de sua
potência total e não 0% como informado. As Figuras 9 e 10 mostram as diferenças das potências
mínimas dos compressores dadas pelo fabricante e as observadas em campo, respectivamente.
Figura 9. Consumo de energia fornecido pelo fabricante de acordo com a capacidade de geração
de ar comprimido e sua tecnologia de controle (Fonte: Dados obtidos a partir do ATLAS COPCO,
2015)
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100
Po
rcen
tage
m d
a p
otê
nci
a m
áxim
a
Porcentagem da vazão máxima
VSD
Carga/Alívio
28
Figura 10. Valores obtidos do consumo de energia de acordo com a capacidade de geração de ar
comprimido e sua tecnologia de controle.
Assim, verificou-se por meio do software ION quanto cada compressor utilizava de energia
elétrica durante seus ciclos de carga e alívio, sendo os resultados apresentados na Tabela 4. Estes
valores foram usados para simular o consumo quando entravam em operação em conjunto com o
compressor com variador de velocidade.
Tabela 4. Potência medida dos tres compressores mais utilizados durante os modos de Carga e
Alívio.
Potência
(kW) Compressor 1 Compressor 2 Compressor 3
Em Carga 126 164 142
Em Alívio 50,4 65,6 56,8
0
10
20
30
40
50
60
70
80
90
100
0 20 40 60 80 100
Po
rcen
tage
m d
a p
otê
nci
a m
áxim
a
Porcentagem da vazão máxima
VSD
Carga/Alívio
29
O medidor dos compressores que possui a menor incerteza de medição é o de consumo energético,
então baseado nesses valores que foram estimadas as vazões de ar comprimido geradas pelos
compressores, sabendo a priori que os compressores não geram mais que 28 Nm³/h de acordo com
o especialista da própria fábrica. Para analisar a veracidade deste valor, buscou-se os dados do
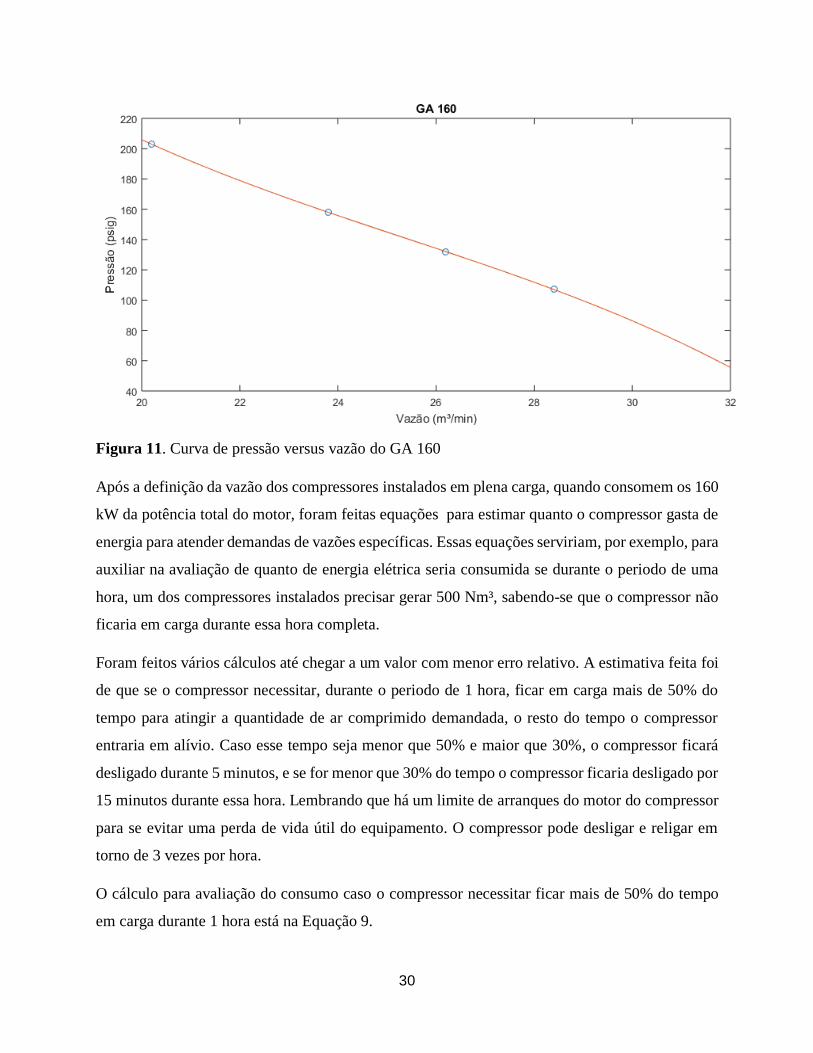
fabricante de um compressor de mesmo modelo, onde no Apêndice 1 estão os valores tabelados
de vazão e pressão para o modelo de compressor GA 160 da Atlas Copco. Por conseguinte, foi
relacionado cada valor de pressão da linha de ar comprimido e respectiva vazão do compressor, e
em seguida interpolado esses valores por spline cúbica (Figura 11) através do software Matlab,
cuja progamação está no Apêndice 2. Chegou-se a vazão de ar entre 30,4238 m³/min (a 5,5 bar) e
29.4174 m³/min (a 6,5 bar), sabendo-se que a pressão de trabalho utilizada nas linhas das fábricas
era de 6 bar, com uma possível variação de 0,5 bar.
Os valores tabelados, pelo fabricante, de vazão em metros cúbicos por minuto tem seu valor padrão
de temperatura de entrada de ar do compressor diferente do que o definido pelo normal metro
cúbico por minuto. A Atlas Copco utiliza o padrão definido pela ISO 1217 (2009) onde em seu
anexo F, para um compressor operando em plena carga, as condições de referência são de 100 kPa
de pressão, 20oC de temperatura na válvula de admissão e pressão parcial do vapor d’água de 0
kg/cm2. Convertendo os valores através da Equação 5, chegaram-se aos valores de vazão de
28,3458 Nm³/min (a 5,5 bar) como mostrado abaixo e 27,4082 Nm³/min (a 6,5 bar), também
mostrado abaixo. Dessa forma, foi utilizado o valor padrão de 28 Nm³/h para as estimativas dos
compressores utilizados.
30,4238𝑚3
ℎ .
273
273 + 20 .
1,020 − 0
1,033= 28,3458 𝑁𝑚3/ℎ
29,4174𝑚3
ℎ .
273
273 + 20 .
1,020 − 0
1,033= 27,4082 𝑁𝑚3/ℎ
30
Figura 11. Curva de pressão versus vazão do GA 160
Após a definição da vazão dos compressores instalados em plena carga, quando consomem os 160
kW da potência total do motor, foram feitas equações para estimar quanto o compressor gasta de
energia para atender demandas de vazões específicas. Essas equações serviriam, por exemplo, para
auxiliar na avaliação de quanto de energia elétrica seria consumida se durante o periodo de uma
hora, um dos compressores instalados precisar gerar 500 Nm³, sabendo-se que o compressor não
ficaria em carga durante essa hora completa.
Foram feitos vários cálculos até chegar a um valor com menor erro relativo. A estimativa feita foi
de que se o compressor necessitar, durante o periodo de 1 hora, ficar em carga mais de 50% do
tempo para atingir a quantidade de ar comprimido demandada, o resto do tempo o compressor
entraria em alívio. Caso esse tempo seja menor que 50% e maior que 30%, o compressor ficará
desligado durante 5 minutos, e se for menor que 30% do tempo o compressor ficaria desligado por
15 minutos durante essa hora. Lembrando que há um limite de arranques do motor do compressor
para se evitar uma perda de vida útil do equipamento. O compressor pode desligar e religar em
torno de 3 vezes por hora.
O cálculo para avaliação do consumo caso o compressor necessitar ficar mais de 50% do tempo
em carga durante 1 hora está na Equação 9.
31
Consumo =
(𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑝𝑜𝑟 ℎ𝑜𝑟𝑎
𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑒𝑚 𝑐𝑎𝑟𝑔𝑎 𝑝𝑜𝑟 𝑚𝑖𝑛𝑢𝑡𝑜/60) × 𝑃𝑜𝑡ê𝑛𝑐𝑖𝑎 𝑒𝑚 𝑐𝑎𝑟𝑔𝑎
+ (60 − 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑝𝑜𝑟 ℎ𝑜𝑟𝑎
𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑒𝑚 𝑐𝑎𝑟𝑔𝑎 𝑝𝑜𝑟 𝑚𝑖𝑛𝑢𝑡𝑜/60) × 𝑃𝑜𝑡ê𝑛𝑐𝑖𝑎 𝑒𝑚 𝑎𝑙í𝑣𝑖𝑜
Equação 9
A avaliação do consumo quando menor que 50% e maior que 30% está na Equação 10.
Consumo =
(𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑝𝑜𝑟 ℎ𝑜𝑟𝑎
𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑒𝑚 𝑐𝑎𝑟𝑔𝑎 𝑝𝑜𝑟 𝑚𝑖𝑛𝑢𝑡𝑜/60) × 𝑃𝑜𝑡ê𝑛𝑐𝑖𝑎 𝑒𝑚 𝑐𝑎𝑟𝑔𝑎
+ (55 − 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑝𝑜𝑟 ℎ𝑜𝑟𝑎
𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑒𝑚 𝑐𝑎𝑟𝑔𝑎 𝑝𝑜𝑟 𝑚𝑖𝑛𝑢𝑡𝑜/60) × 𝑃𝑜𝑡ê𝑛𝑐𝑖𝑎 𝑒𝑚 𝑎𝑙í𝑣𝑖𝑜
Equação 10
A avaliação do consumo quando menor que 30% está na Equação 11.
Consumo =
(𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑝𝑜𝑟 ℎ𝑜𝑟𝑎
𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑒𝑚 𝑐𝑎𝑟𝑔𝑎 𝑝𝑜𝑟 𝑚𝑖𝑛𝑢𝑡𝑜/60) × 𝑃𝑜𝑡ê𝑛𝑐𝑖𝑎 𝑒𝑚 𝑐𝑎𝑟𝑔𝑎
+ (45 − 𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑝𝑜𝑟 ℎ𝑜𝑟𝑎
𝑃𝑟𝑜𝑑𝑢çã𝑜 𝑒𝑚 𝑐𝑎𝑟𝑔𝑎 𝑝𝑜𝑟 𝑚𝑖𝑛𝑢𝑡𝑜/60) × 𝑃𝑜𝑡ê𝑛𝑐𝑖𝑎 𝑒𝑚 𝑎𝑙í𝑣𝑖𝑜
Equação 11
A partir das Equações 9, 10 e 11 e da vazão estabelecida de 28 Nm³/min sempre que os
compressores atuais de velocidade fixa estiverem consumindo os 160 kW da potência total do
motor, pode-se chegar as estimativas de quanto cada um dos compressores consumiria de energia
elétrica para cada faixa de vazão definida. Lembrando que foi medida a potência em cada
compressor durante seu funcionamento em Alívio e em Carga e esses valores foram usados para
estimar a vazão máxima de cada compressor e seu consumo em cada faixa. A Tabela 5 mostra as
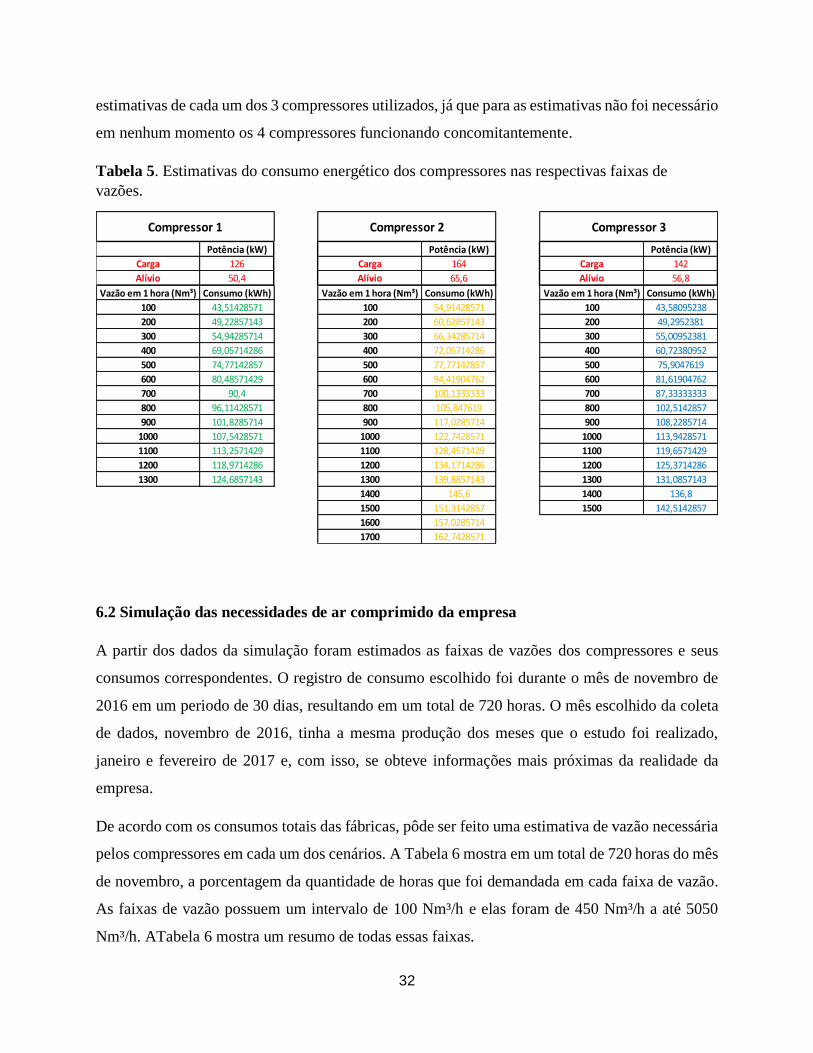
32
estimativas de cada um dos 3 compressores utilizados, já que para as estimativas não foi necessário
em nenhum momento os 4 compressores funcionando concomitantemente.
Tabela 5. Estimativas do consumo energético dos compressores nas respectivas faixas de
vazões.
6.2 Simulação das necessidades de ar comprimido da empresa
A partir dos dados da simulação foram estimados as faixas de vazões dos compressores e seus
consumos correspondentes. O registro de consumo escolhido foi durante o mês de novembro de
2016 em um periodo de 30 dias, resultando em um total de 720 horas. O mês escolhido da coleta
de dados, novembro de 2016, tinha a mesma produção dos meses que o estudo foi realizado,
janeiro e fevereiro de 2017 e, com isso, se obteve informações mais próximas da realidade da
empresa.
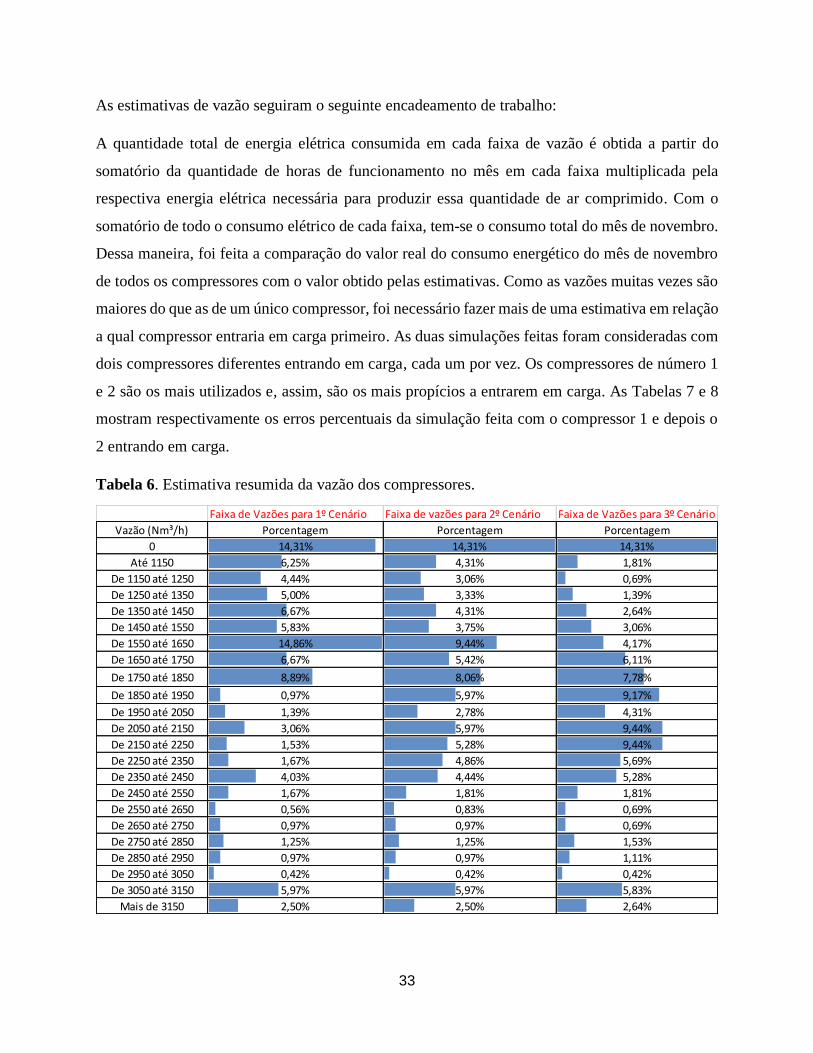
De acordo com os consumos totais das fábricas, pôde ser feito uma estimativa de vazão necessária
pelos compressores em cada um dos cenários. A Tabela 6 mostra em um total de 720 horas do mês
de novembro, a porcentagem da quantidade de horas que foi demandada em cada faixa de vazão.
As faixas de vazão possuem um intervalo de 100 Nm³/h e elas foram de 450 Nm³/h a até 5050
Nm³/h. ATabela 6 mostra um resumo de todas essas faixas.
Potência (kW) Potência (kW) Potência (kW)
Carga 126 Carga 164 Carga 142
Alívio 50,4 Alívio 65,6 Alívio 56,8
Vazão em 1 hora (Nm³) Consumo (kWh) Vazão em 1 hora (Nm³) Consumo (kWh) Vazão em 1 hora (Nm³) Consumo (kWh)
100 43,51428571 100 54,91428571 100 43,58095238
200 49,22857143 200 60,62857143 200 49,2952381
300 54,94285714 300 66,34285714 300 55,00952381
400 69,05714286 400 72,05714286 400 60,72380952
500 74,77142857 500 77,77142857 500 75,9047619
600 80,48571429 600 94,41904762 600 81,61904762
700 90,4 700 100,1333333 700 87,33333333
800 96,11428571 800 105,847619 800 102,5142857
900 101,8285714 900 117,0285714 900 108,2285714
1000 107,5428571 1000 122,7428571 1000 113,9428571
1100 113,2571429 1100 128,4571429 1100 119,6571429
1200 118,9714286 1200 134,1714286 1200 125,3714286
1300 124,6857143 1300 139,8857143 1300 131,0857143
1400 145,6 1400 136,8
1500 151,3142857 1500 142,5142857
1600 157,0285714
1700 162,7428571
Compressor 1 Compressor 2 Compressor 3
33
As estimativas de vazão seguiram o seguinte encadeamento de trabalho:
A quantidade total de energia elétrica consumida em cada faixa de vazão é obtida a partir do
somatório da quantidade de horas de funcionamento no mês em cada faixa multiplicada pela
respectiva energia elétrica necessária para produzir essa quantidade de ar comprimido. Com o
somatório de todo o consumo elétrico de cada faixa, tem-se o consumo total do mês de novembro.
Dessa maneira, foi feita a comparação do valor real do consumo energético do mês de novembro
de todos os compressores com o valor obtido pelas estimativas. Como as vazões muitas vezes são
maiores do que as de um único compressor, foi necessário fazer mais de uma estimativa em relação
a qual compressor entraria em carga primeiro. As duas simulações feitas foram consideradas com
dois compressores diferentes entrando em carga, cada um por vez. Os compressores de número 1
e 2 são os mais utilizados e, assim, são os mais propícios a entrarem em carga. As Tabelas 7 e 8
mostram respectivamente os erros percentuais da simulação feita com o compressor 1 e depois o
2 entrando em carga.
Tabela 6. Estimativa resumida da vazão dos compressores.
Faixa de Vazões para 1º Cenário Faixa de vazões para 2º Cenário Faixa de Vazões para 3º Cenário
Vazão (Nm³/h) Porcentagem Porcentagem Porcentagem
0 14,31% 14,31% 14,31%
Até 1150 6,25% 4,31% 1,81%
De 1150 até 1250 4,44% 3,06% 0,69%
De 1250 até 1350 5,00% 3,33% 1,39%
De 1350 até 1450 6,67% 4,31% 2,64%
De 1450 até 1550 5,83% 3,75% 3,06%
De 1550 até 1650 14,86% 9,44% 4,17%
De 1650 até 1750 6,67% 5,42% 6,11%
De 1750 até 1850 8,89% 8,06% 7,78%
De 1850 até 1950 0,97% 5,97% 9,17%
De 1950 até 2050 1,39% 2,78% 4,31%
De 2050 até 2150 3,06% 5,97% 9,44%
De 2150 até 2250 1,53% 5,28% 9,44%
De 2250 até 2350 1,67% 4,86% 5,69%
De 2350 até 2450 4,03% 4,44% 5,28%
De 2450 até 2550 1,67% 1,81% 1,81%
De 2550 até 2650 0,56% 0,83% 0,69%
De 2650 até 2750 0,97% 0,97% 0,69%
De 2750 até 2850 1,25% 1,25% 1,53%
De 2850 até 2950 0,97% 0,97% 1,11%
De 2950 até 3050 0,42% 0,42% 0,42%
De 3050 até 3150 5,97% 5,97% 5,83%
Mais de 3150 2,50% 2,50% 2,64%
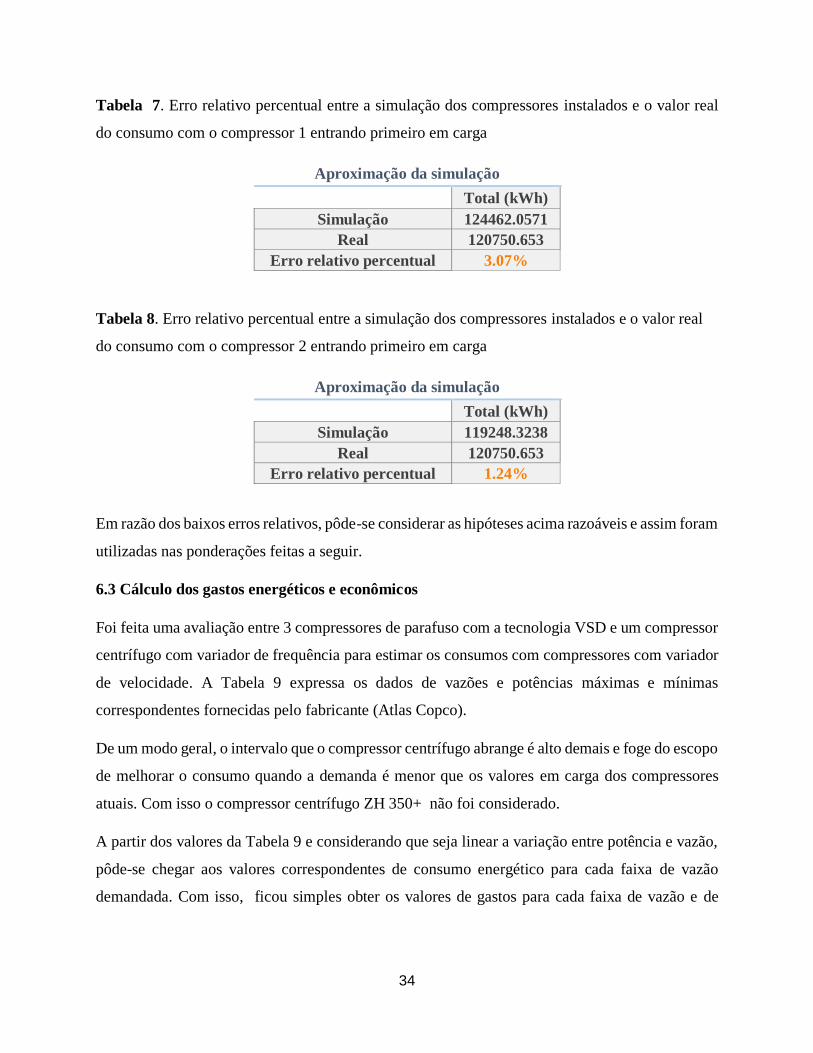
34
Tabela 7. Erro relativo percentual entre a simulação dos compressores instalados e o valor real
do consumo com o compressor 1 entrando primeiro em carga
Aproximação da simulação
Total (kWh)
Simulação 124462.0571
Real 120750.653
Erro relativo percentual 3.07%
Tabela 8. Erro relativo percentual entre a simulação dos compressores instalados e o valor real
do consumo com o compressor 2 entrando primeiro em carga
Aproximação da simulação
Total (kWh)
Simulação 119248.3238
Real 120750.653
Erro relativo percentual 1.24%
Em razão dos baixos erros relativos, pôde-se considerar as hipóteses acima razoáveis e assim foram
utilizadas nas ponderações feitas a seguir.
6.3 Cálculo dos gastos energéticos e econômicos
Foi feita uma avaliação entre 3 compressores de parafuso com a tecnologia VSD e um compressor
centrífugo com variador de frequência para estimar os consumos com compressores com variador
de velocidade. A Tabela 9 expressa os dados de vazões e potências máximas e mínimas
correspondentes fornecidas pelo fabricante (Atlas Copco).
De um modo geral, o intervalo que o compressor centrífugo abrange é alto demais e foge do escopo
de melhorar o consumo quando a demanda é menor que os valores em carga dos compressores
atuais. Com isso o compressor centrífugo ZH 350+ não foi considerado.
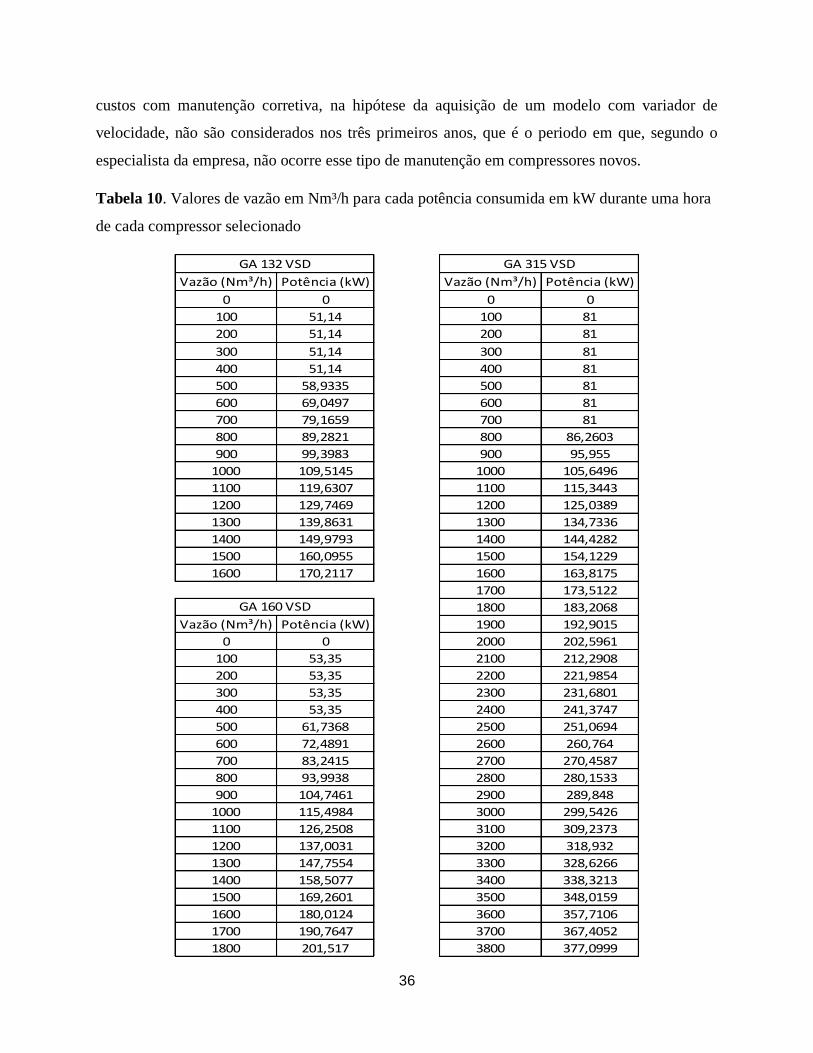
A partir dos valores da Tabela 9 e considerando que seja linear a variação entre potência e vazão,
pôde-se chegar aos valores correspondentes de consumo energético para cada faixa de vazão
demandada. Com isso, ficou simples obter os valores de gastos para cada faixa de vazão e de
35
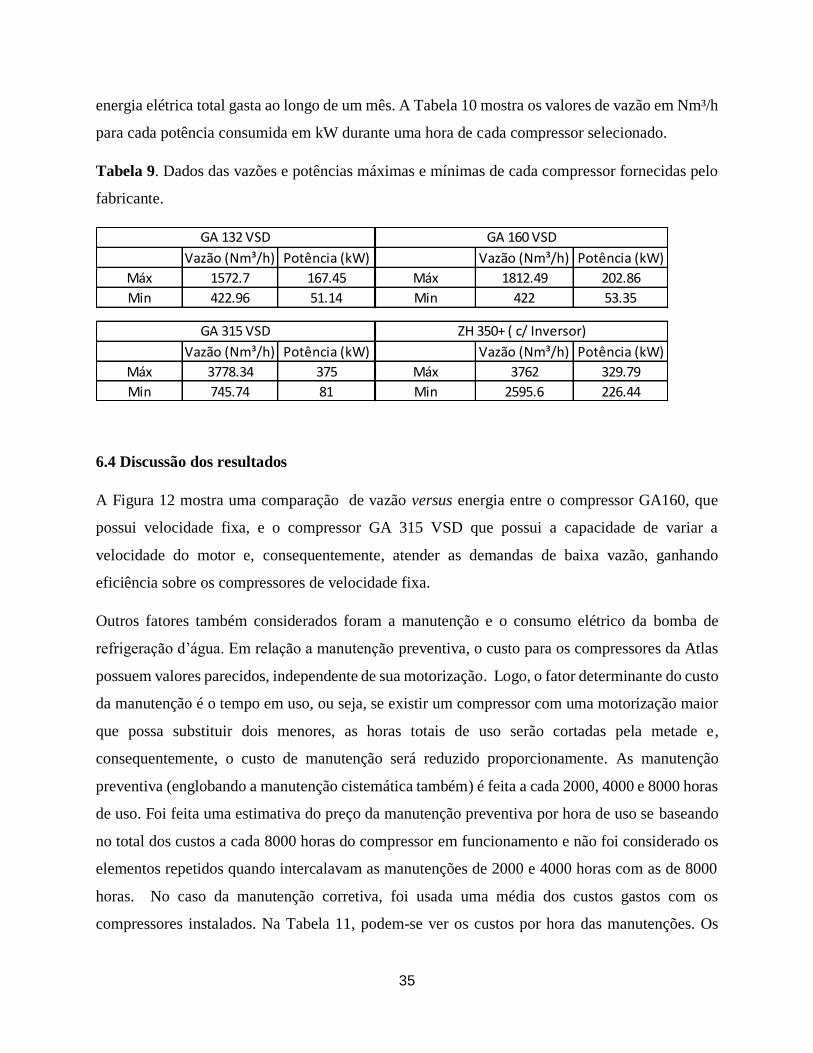
energia elétrica total gasta ao longo de um mês. A Tabela 10 mostra os valores de vazão em Nm³/h
para cada potência consumida em kW durante uma hora de cada compressor selecionado.
Tabela 9. Dados das vazões e potências máximas e mínimas de cada compressor fornecidas pelo
fabricante.
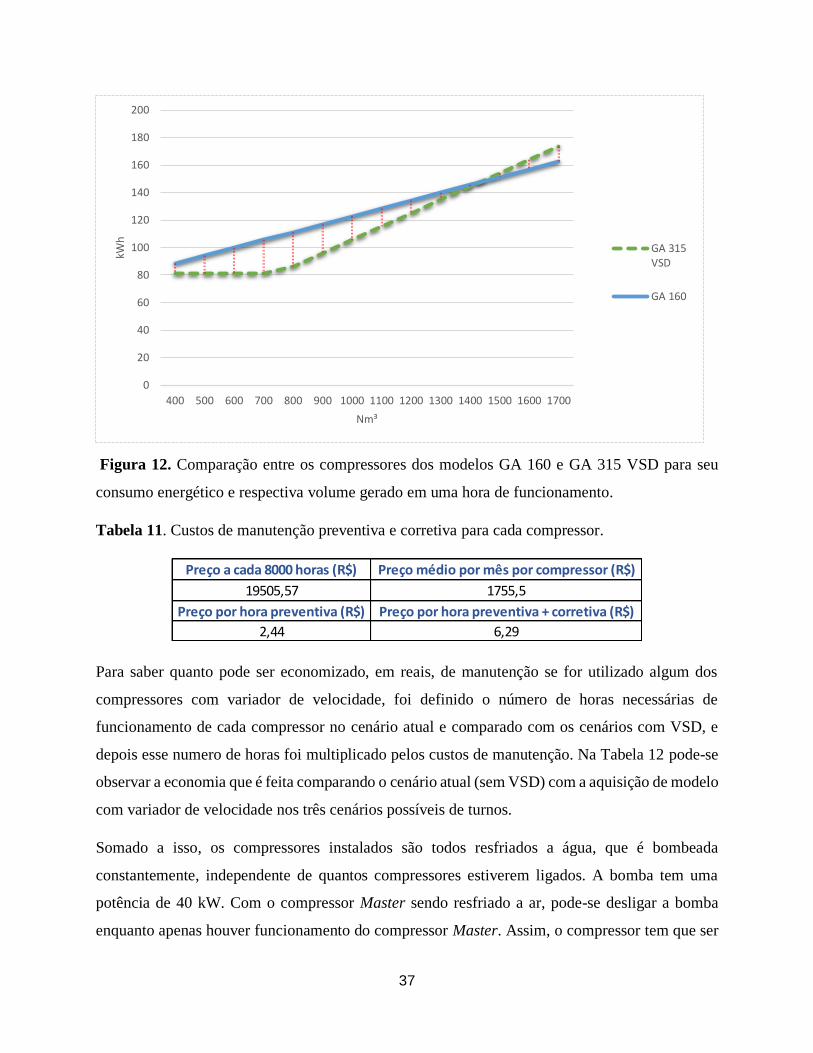
6.4 Discussão dos resultados
A Figura 12 mostra uma comparação de vazão versus energia entre o compressor GA160, que
possui velocidade fixa, e o compressor GA 315 VSD que possui a capacidade de variar a
velocidade do motor e, consequentemente, atender as demandas de baixa vazão, ganhando
eficiência sobre os compressores de velocidade fixa.
Outros fatores também considerados foram a manutenção e o consumo elétrico da bomba de
refrigeração d’água. Em relação a manutenção preventiva, o custo para os compressores da Atlas
possuem valores parecidos, independente de sua motorização. Logo, o fator determinante do custo
da manutenção é o tempo em uso, ou seja, se existir um compressor com uma motorização maior
que possa substituir dois menores, as horas totais de uso serão cortadas pela metade e,
consequentemente, o custo de manutenção será reduzido proporcionamente. As manutenção
preventiva (englobando a manutenção cistemática também) é feita a cada 2000, 4000 e 8000 horas
de uso. Foi feita uma estimativa do preço da manutenção preventiva por hora de uso se baseando
no total dos custos a cada 8000 horas do compressor em funcionamento e não foi considerado os
elementos repetidos quando intercalavam as manutenções de 2000 e 4000 horas com as de 8000
horas. No caso da manutenção corretiva, foi usada uma média dos custos gastos com os
compressores instalados. Na Tabela 11, podem-se ver os custos por hora das manutenções. Os
Vazão (Nm³/h) Potência (kW)
Máx 1572.7 167.45
Min 422.96 51.14
GA 132 VSD
Vazão (Nm³/h) Potência (kW)
Máx 1812.49 202.86
Min 422 53.35
GA 160 VSD
Vazão (Nm³/h) Potência (kW)
Máx 3778.34 375
Min 745.74 81
GA 315 VSD
Vazão (Nm³/h) Potência (kW)
Máx 3762 329.79
Min 2595.6 226.44
ZH 350+ ( c/ Inversor)
36
custos com manutenção corretiva, na hipótese da aquisição de um modelo com variador de
velocidade, não são considerados nos três primeiros anos, que é o periodo em que, segundo o
especialista da empresa, não ocorre esse tipo de manutenção em compressores novos.
Tabela 10. Valores de vazão em Nm³/h para cada potência consumida em kW durante uma hora
de cada compressor selecionado
Vazão (Nm³/h) Potência (kW) Vazão (Nm³/h) Potência (kW)
0 0 0 0
100 51,14 100 81
200 51,14 200 81
300 51,14 300 81
400 51,14 400 81
500 58,9335 500 81
600 69,0497 600 81
700 79,1659 700 81
800 89,2821 800 86,2603
900 99,3983 900 95,955
1000 109,5145 1000 105,6496
1100 119,6307 1100 115,3443
1200 129,7469 1200 125,0389
1300 139,8631 1300 134,7336
1400 149,9793 1400 144,4282
1500 160,0955 1500 154,1229
1600 170,2117 1600 163,8175
1700 173,5122
1800 183,2068
Vazão (Nm³/h) Potência (kW) 1900 192,9015
0 0 2000 202,5961
100 53,35 2100 212,2908
200 53,35 2200 221,9854
300 53,35 2300 231,6801
400 53,35 2400 241,3747
500 61,7368 2500 251,0694
600 72,4891 2600 260,764
700 83,2415 2700 270,4587
800 93,9938 2800 280,1533
900 104,7461 2900 289,848
1000 115,4984 3000 299,5426
1100 126,2508 3100 309,2373
1200 137,0031 3200 318,932
1300 147,7554 3300 328,6266
1400 158,5077 3400 338,3213
1500 169,2601 3500 348,0159
1600 180,0124 3600 357,7106
1700 190,7647 3700 367,4052
1800 201,517 3800 377,0999
GA 315 VSD
GA 160 VSD
GA 132 VSD
37
Figura 12. Comparação entre os compressores dos modelos GA 160 e GA 315 VSD para seu
consumo energético e respectiva volume gerado em uma hora de funcionamento.
Tabela 11. Custos de manutenção preventiva e corretiva para cada compressor.
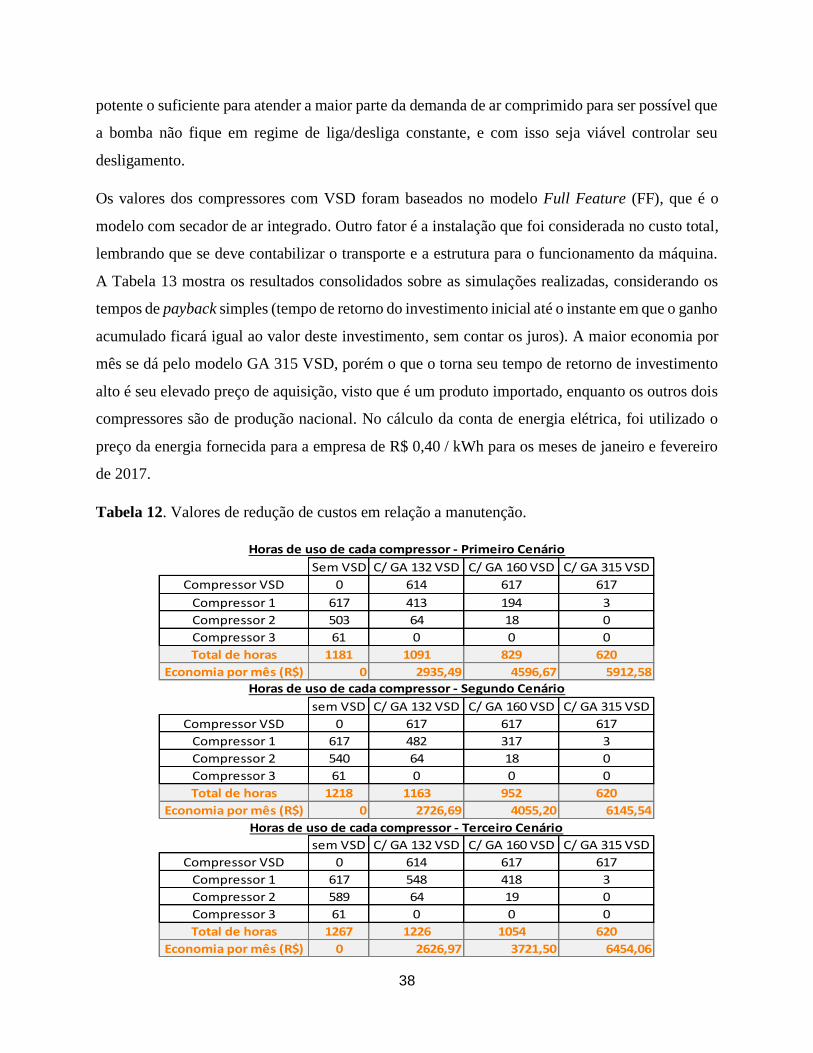
Para saber quanto pode ser economizado, em reais, de manutenção se for utilizado algum dos
compressores com variador de velocidade, foi definido o número de horas necessárias de
funcionamento de cada compressor no cenário atual e comparado com os cenários com VSD, e
depois esse numero de horas foi multiplicado pelos custos de manutenção. Na Tabela 12 pode-se
observar a economia que é feita comparando o cenário atual (sem VSD) com a aquisição de modelo
com variador de velocidade nos três cenários possíveis de turnos.
Somado a isso, os compressores instalados são todos resfriados a água, que é bombeada
constantemente, independente de quantos compressores estiverem ligados. A bomba tem uma
potência de 40 kW. Com o compressor Master sendo resfriado a ar, pode-se desligar a bomba
enquanto apenas houver funcionamento do compressor Master. Assim, o compressor tem que ser
0
20
40
60
80
100
120
140
160
180
200
400 500 600 700 800 900 1000 1100 1200 1300 1400 1500 1600 1700
kWh
Nm³
GA 315VSD
GA 160
Preço a cada 8000 horas (R$) Preço médio por mês por compressor (R$)
19505,57 1755,5
Preço por hora preventiva (R$) Preço por hora preventiva + corretiva (R$)
2,44 6,29
38
potente o suficiente para atender a maior parte da demanda de ar comprimido para ser possível que
a bomba não fique em regime de liga/desliga constante, e com isso seja viável controlar seu
desligamento.
Os valores dos compressores com VSD foram baseados no modelo Full Feature (FF), que é o
modelo com secador de ar integrado. Outro fator é a instalação que foi considerada no custo total,
lembrando que se deve contabilizar o transporte e a estrutura para o funcionamento da máquina.
A Tabela 13 mostra os resultados consolidados sobre as simulações realizadas, considerando os
tempos de payback simples (tempo de retorno do investimento inicial até o instante em que o ganho
acumulado ficará igual ao valor deste investimento, sem contar os juros). A maior economia por
mês se dá pelo modelo GA 315 VSD, porém o que o torna seu tempo de retorno de investimento
alto é seu elevado preço de aquisição, visto que é um produto importado, enquanto os outros dois
compressores são de produção nacional. No cálculo da conta de energia elétrica, foi utilizado o
preço da energia fornecida para a empresa de R$ 0,40 / kWh para os meses de janeiro e fevereiro
de 2017.
Tabela 12. Valores de redução de custos em relação a manutenção.
Sem VSD C/ GA 132 VSD C/ GA 160 VSD C/ GA 315 VSD
Compressor VSD 0 614 617 617
Compressor 1 617 413 194 3
Compressor 2 503 64 18 0
Compressor 3 61 0 0 0
Total de horas 1181 1091 829 620
Economia por mês (R$) 0 2935,49 4596,67 5912,58
sem VSD C/ GA 132 VSD C/ GA 160 VSD C/ GA 315 VSD
Compressor VSD 0 617 617 617
Compressor 1 617 482 317 3
Compressor 2 540 64 18 0
Compressor 3 61 0 0 0
Total de horas 1218 1163 952 620
Economia por mês (R$) 0 2726,69 4055,20 6145,54
sem VSD C/ GA 132 VSD C/ GA 160 VSD C/ GA 315 VSD
Compressor VSD 0 614 617 617
Compressor 1 617 548 418 3
Compressor 2 589 64 19 0
Compressor 3 61 0 0 0
Total de horas 1267 1226 1054 620
Economia por mês (R$) 0 2626,97 3721,50 6454,06
Horas de uso de cada compressor - Segundo Cenário
Horas de uso de cada compressor - Terceiro Cenário
Horas de uso de cada compressor - Primeiro Cenário
39
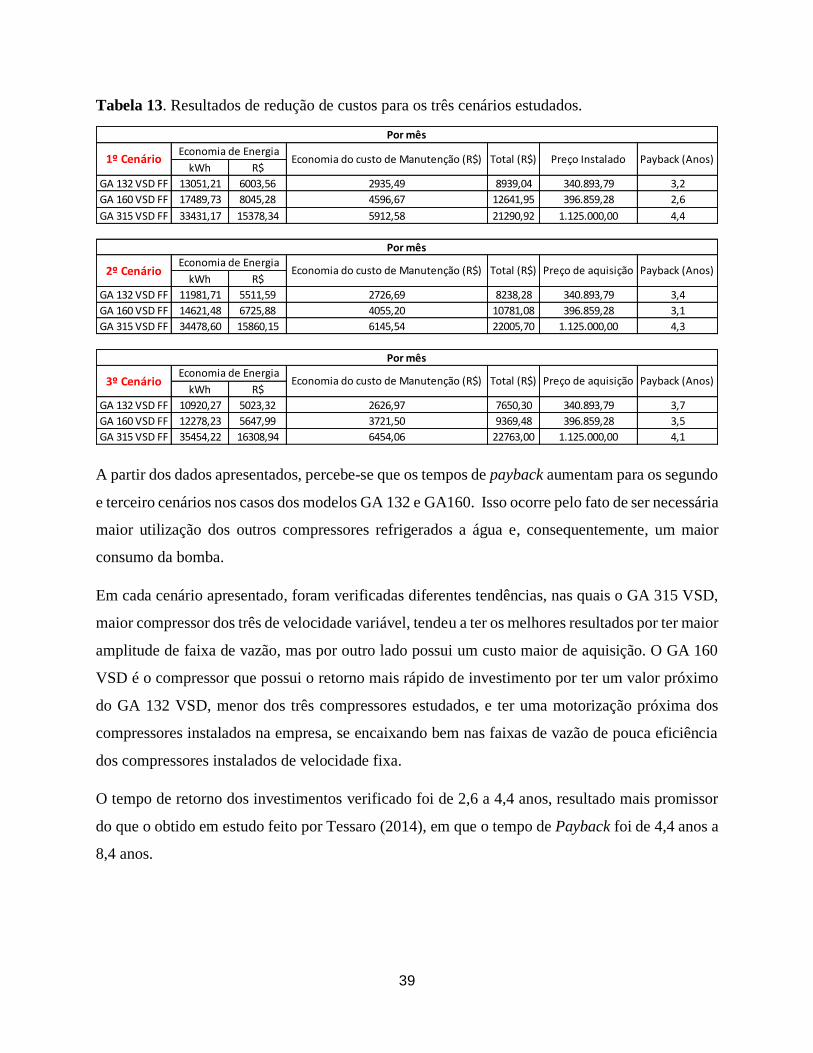
Tabela 13. Resultados de redução de custos para os três cenários estudados.
A partir dos dados apresentados, percebe-se que os tempos de payback aumentam para os segundo
e terceiro cenários nos casos dos modelos GA 132 e GA160. Isso ocorre pelo fato de ser necessária
maior utilização dos outros compressores refrigerados a água e, consequentemente, um maior
consumo da bomba.
Em cada cenário apresentado, foram verificadas diferentes tendências, nas quais o GA 315 VSD,
maior compressor dos três de velocidade variável, tendeu a ter os melhores resultados por ter maior
amplitude de faixa de vazão, mas por outro lado possui um custo maior de aquisição. O GA 160
VSD é o compressor que possui o retorno mais rápido de investimento por ter um valor próximo
do GA 132 VSD, menor dos três compressores estudados, e ter uma motorização próxima dos
compressores instalados na empresa, se encaixando bem nas faixas de vazão de pouca eficiência
dos compressores instalados de velocidade fixa.
O tempo de retorno dos investimentos verificado foi de 2,6 a 4,4 anos, resultado mais promissor
do que o obtido em estudo feito por Tessaro (2014), em que o tempo de Payback foi de 4,4 anos a
8,4 anos.
kWh R$
GA 132 VSD FF 13051,21 6003,56 2935,49 8939,04 340.893,79 3,2
GA 160 VSD FF 17489,73 8045,28 4596,67 12641,95 396.859,28 2,6
GA 315 VSD FF 33431,17 15378,34 5912,58 21290,92 1.125.000,00 4,4
kWh R$
GA 132 VSD FF 11981,71 5511,59 2726,69 8238,28 340.893,79 3,4
GA 160 VSD FF 14621,48 6725,88 4055,20 10781,08 396.859,28 3,1
GA 315 VSD FF 34478,60 15860,15 6145,54 22005,70 1.125.000,00 4,3
kWh R$
GA 132 VSD FF 10920,27 5023,32 2626,97 7650,30 340.893,79 3,7
GA 160 VSD FF 12278,23 5647,99 3721,50 9369,48 396.859,28 3,5
GA 315 VSD FF 35454,22 16308,94 6454,06 22763,00 1.125.000,00 4,1
Preço de aquisição Payback (Anos)
Por mês
Por mês
Por mês
Preço Instalado Payback (Anos)
2º CenárioEconomia de Energia
Economia do custo de Manutenção (R$) Total (R$) Preço de aquisição Payback (Anos)
1º CenárioEconomia de Energia
Economia do custo de Manutenção (R$) Total (R$)
3º CenárioEconomia de Energia
Economia do custo de Manutenção (R$) Total (R$)
40
7 CONCLUSÕES
Nesse estudo de caso foi proposta a instalação de um compressor com variador de velocidade para
ser adicionado aos compressores de velocidade fixa instalados, comprovando-se as vantagens de
sua utilização do ponto de vista econômico, com a consequente redução do custo energético na
geração de ar comprimido.
Os melhores resultados foram obtidos em associações nas quais os compressores existentes de
velocidade fixa trabalharam apenas em faixas de vazões próximas as suas capacidades máximas,
enquanto o compressor com controle VSD entrou em operação nas faixas remanescentes, ou seja,
as máquinas puderam ser revezadas em suas faixas de melhor eficiência.
Em todos os cenários apresentados, o compressor com variador de velocidade de modelo GA 315
VSD, o maior dos modelos selecionados, obteve a maior redução de custos por mês, entretanto seu
alto custo de aquisição dificultou sua escolha. O modelo GA 160 VSD se mostrou interessante do
ponto de vista econômico devido a seu custo de aquisição relativamente baixo e menor tempo de
payback, porém sua redução de consumo energético mensal foi bastante inferior quando
comparado ao modelo GA 315 VSD.
O valor obtido pela economia de manutenção foi consideravelmente alto. No segundo cenário para
o modelo GA 160 VSD FF a redução com os custos de manutenção chegou a quase 38% em
relação a economia total referente a instalação desse compressor.
Apesar das vantagens técnicas apresentadas, ao se investir em qualquer melhoria, se faz necessário
um tempo de retorno financeiro que seja aprovado pela empresa. No caso estudado, a empresa
realizava investimentos considerando seu tempo de retorno menor que 3 anos, o que infelizmente
não ocorreu na maioria dos cenários estudados.
41
Outra conclusão verificada é que seria benéfico a aquisição de um compressor com controle VSD,
caso futuramente a demanda total da empresa aumente a ponto de ser necessário a instalação de
mais um compressor. Apenas comprar um equipamento com controle do tipo VSD, esperando um
rápido retorno sem a necessidade de uma maior instalação de ar comprimido, não apresentou
viabilidade econômica.
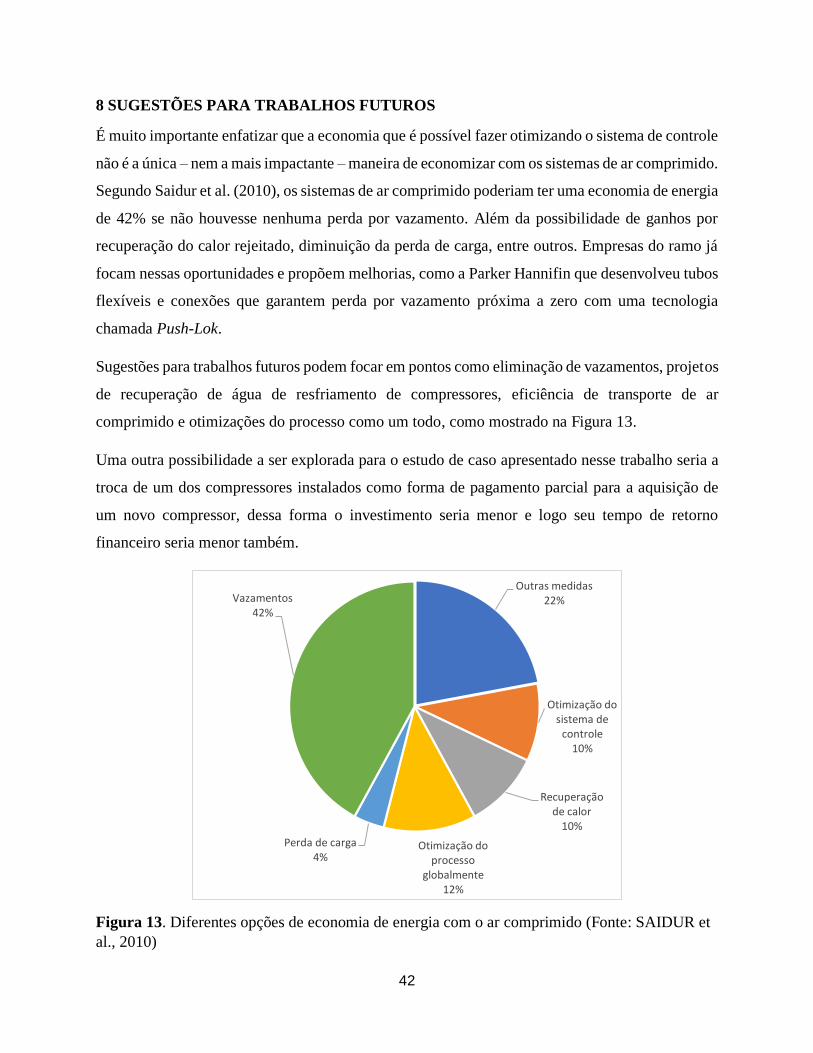
42
8 SUGESTÕES PARA TRABALHOS FUTUROS
É muito importante enfatizar que a economia que é possível fazer otimizando o sistema de controle
não é a única – nem a mais impactante – maneira de economizar com os sistemas de ar comprimido.
Segundo Saidur et al. (2010), os sistemas de ar comprimido poderiam ter uma economia de energia
de 42% se não houvesse nenhuma perda por vazamento. Além da possibilidade de ganhos por
recuperação do calor rejeitado, diminuição da perda de carga, entre outros. Empresas do ramo já
focam nessas oportunidades e propõem melhorias, como a Parker Hannifin que desenvolveu tubos
flexíveis e conexões que garantem perda por vazamento próxima a zero com uma tecnologia
chamada Push-Lok.
Sugestões para trabalhos futuros podem focar em pontos como eliminação de vazamentos, projetos
de recuperação de água de resfriamento de compressores, eficiência de transporte de ar
comprimido e otimizações do processo como um todo, como mostrado na Figura 13.
Uma outra possibilidade a ser explorada para o estudo de caso apresentado nesse trabalho seria a
troca de um dos compressores instalados como forma de pagamento parcial para a aquisição de
um novo compressor, dessa forma o investimento seria menor e logo seu tempo de retorno
financeiro seria menor também.
Figura 13. Diferentes opções de economia de energia com o ar comprimido (Fonte: SAIDUR et
al., 2010)
Outras medidas22%
Otimização do sistema de
controle10%
Recuperação de calor
10%
Otimização do processo
globalmente12%
Perda de carga4%
Vazamentos42%
43
9 REFERÊNCIAS BIBLIOGRÁFICA
ALTAFINI, C.R., NUNES, C.P., Estudo, avaliação e implementação de melhorias de uma
instalação de geração de ar comprimido, Scientia Cum Industria, V. 1, n. 1, 11 — 18 (2013). DOI:
10.18226/23185279.v1iss1p11
ATLAS COPCO. “Compressed Air Manual”, 8th edition. 2015. Disponível em:
https://www.atlascopco.com/content/dam/atlas-copco/local-
countries/thailand/documents/compressed-air-manual-8th-edition-ac.pdf. Acesso em 20 de Maio
de 2018.
BEATER, P. “PROPERTIES OF COMPRESSED AIR”, CAP. 1 EM: BEATER, P.
“PNEUMATIC DRIVES – SYSTEM DESIGN, MODELLING AND CONTROL”, SPRINGER,
2007
COMPRESSED AIR CHALLENGE. “Guidelines for selecting a compressed air system service
provider and levels of analysis of compressed air systems”. 2002. Disponível em:
https://www.energy.gov/sites/prod/files/2014/05/f16/guidelinesforweb.pdf. Acesso em: 1 de
junho de 2018.
CAGI - Compressed Air and Gas Institute. “Compressed Air & Gas Handbook”, Seventh Edition,
2016. Disponível em: http://www.cagi.org/pdfs/cagi_electhb_ch1.pdf. Acesso em: 20 de Maio de
2018.
CENGEL, Y. (1997) “Introduction to Thermodynamics and Heat Transfer”. McGraw-Hill
Companies, New York.
COLLINS, B., JONES, T., M cGLYNN, McKANE, A., MOTLEY, M., POWELL, H.,
“Assessment of the market for compressed air efficiency services”, Office of Energy Efficiency
and Renewable Energy, US Department of Energy, Burlington, Massachusetts, 1998
CUNHA, I.F., “Compressed air. Energy efficiency reference guide book”. Canada: CEA
Technologies, 2007. Disponível em: https://www.slideshare.net/Sugestive/compressed-air-
manual-hand-book. Acesso em 1 de junho de 2018.
44
DETR, Environment Transport Region, Departamento de Meio Ambiente e Transporte da Grã-
Bretanha, “Air compressor with integral variable control”, General Information Leaflet 45 (1999).
Disponível em : https://www.druckluft-effizient.de/downloads/dokumente/uk-vsd.pdf. Acesso em
2 de Junho de 2018.
FILIAIS, P. H.. “Dimensionamento de redes de ar comprimido”, Apostila MI004 BR (2006).
Disponível em: http://www.ebah.com.br/content/ABAAAAhc8AA/dimensionamento-redes-ar-
comprimido. Acesso em 2 de Junho de 2018.
GHANBARIANNAEENI, A., GHAZANFARIHASHEMI, G. 2012, “Protecting a centrifugal
compressor from surge”. PIPELINE & GAS JOURNAL, MARCH 2012, VOL. 239 NO. 3.
Disponível em: https://pgjonline.com/magazine/2012/march-2012-vol-239-no-
3/features/protecting-a-centrifugal-compressor-from-surge. ACESSO EM 2 DE JUNHO DE
2018.
HIRO, H. “O compressor de ar é medido em volume ou massa?”. Artigo técnico, Revista Globo
Gás Brasil – Especializada em Gás e Energia. Disponível em:
ftp://mecanica.ufu.br/LIVRE/SCHP/arquivos/compressor_ar_medido_ed57.pdf. Acesso em: 1 de
Junho de 2018.
INTERNATIONAL ORGANIZATION FOR STANDARDIZATION (ISO) ISO 1217. 2009.
“Displacement compressors - Acceptance tests”.
KAYA D., PHELAN P., CHAU D., SARAC H.I. “Energy conservation in compressed-air
systems”. International Journal of Energy Research, v.26, 837–49, 2002. DOI: 10.1002/er.823
QUARTARONI, G. e ANGLANI, N., “Improving the Energy Efficiency of Air Compressor
Rooms - A methodological tool for the topology optimization of air compressor rooms”. IEEE
Industry Application Society, vol. 22, n. 1, 40-50 (2016). DOI: 10.1109/MIAS.2015.2459100
ROCHA, C.R., MONTEIRO, M.A.G., “Eficiência energética em sistemas de ar comprimido”, Rio
de Janeiro: Eletrobrás, 208p (2005). Disponível em: https://static-cms-
si.s3.amazonaws.com/media/uploads/arquivos/ManualArComprimido.pdf. Acesso em: 1 de
Junho de 2018.
45
ROOTS BLOWERS, 2018. Disponível em: http://roots-blowers.com/. Acesso em: 03 de Junho
de 2018.
SAIDUR, R., RAHIM, N.A., HASANUZZAMAN, M., “A review on compressed-air energy use
and energy savings”, Renewable and Sustainable Energy Reviews 14, 1135–1153 (2010). DOI:
https://doi.org/10.1016/j.rser.2009.11.013
SCHMIDT, C., KISSOCK, K. “Modeling and simulation of air compressor energy use”. ACEEE
Summer Study on Energy in Industry, West Point, NY, July 19–22. 2005. Disponível em:
https://aceee.org/files/proceedings/2005/data/papers/SS05_Panel01_Paper13.pdf. Acesso em: 1
de junho de 2018.
SENNIAPPAN, A.P. “Baselining a compressed air system—an expert systems approach”.
Dissertação, Morgantown, West Virginia University, USA, 2004.
TESSARO, S.A. - “Desempenho comparativo entre compressores rotativos de parafuso com
velocidade fixa e variável”, Trabalho de Conclusão de Especialização, Universidade Federal de
Santa Maria. 2014. Disponível em: http://repositorio.ufsm.br/handle/1/1320. Acesso em 20 de
Maio de 2018.
VITTORINI, D., CIPOLLONE, R.. “Energy saving potential in existing industrial compressor”,
Energy V.102, 502-515 (2016). DOI: 10.1016/j.energy.2016.02.115
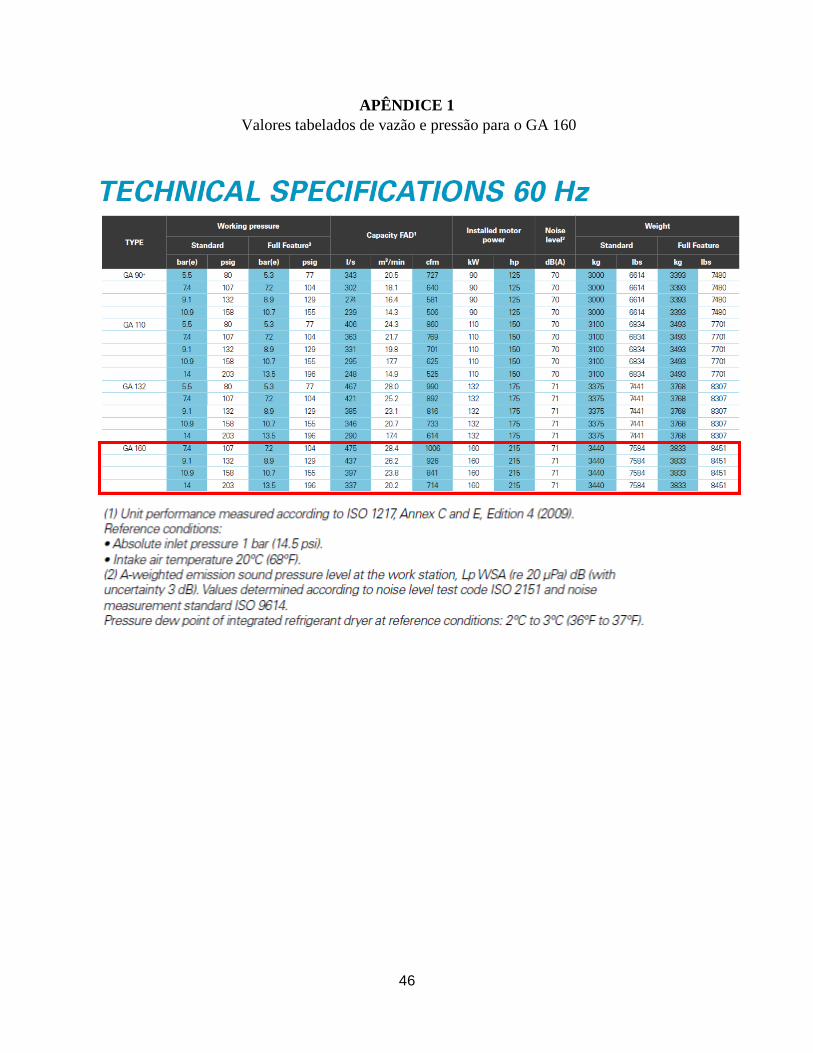
46
APÊNDICE 1
Valores tabelados de vazão e pressão para o GA 160
47
APÊNDICE 2
Programação MATLAB
clear all
clc
% Curva Pressão (Psig) x Vazão (m³/min)
% Bomba GA 160
% Vazão
X = [28.4 26.2 23.8 20.2]; % m³/min
% Pressão
Y = [107 132 158 203]; % psig
xx=20:0.1:32
yy=spline(X,Y,xx)
plot(X,Y,'o',xx,yy)
Vazao_max=spline(Y,X,79)
Vazao_min=spline(Y,X,94)