USINAGEM Fluidos de usinagem; Usinagem a seco; MQF – Mínima Quantidade de Fluido.

Publicação da Sandvik Coromant do Brasil ISSN 1518-6091 RG BN 217-147
85
Soluções de UsinagemDemanda por energia aquece indústria de turbinas hidráulicas
Educação e TecnologiaA hora e a vez do ensino tecnológico
ProdutividadeUsinagem de peças sinterizadas:Saiba como proceder


04 Soluções de Usinagem Demanda por energia aquece indústria de turbinas hidráulicas
12 Produtividade Usinagem de peças sinterizadas
18 Negócios da Indústria Diversidade & Talento. O que faz a diferença?
24 Educação e Tecnologia A hora e a vez do ensino tecnológico
28 Conhecendo um Pouco Mais Voluntariado no Brasil
32 Nossa Parcela de Responsabilidade
34 Anunciantes / Distribuidores / Fale com Eles
FATEC Victor Civita, na região do tatuapé, inaugurada em outubro de 2011
Cen
tro
Pau
la S
ouza
4 Soluções de Usinagem 18 Negócios da Indústria
12 Produtividade
24 Educação e Tecnologia 26 Conhecendo um Pouco Mais
edição 85Índice 02/2012
Contato da Revista OMU Você pode enviar suas dicas e sugestões de reportagens, críticas, reclamações ou dúvidas para o e-mail da revista O Mundo da Usinagem: [email protected] ou ligue para: 0800 777 7500
Acompanhe a Revista O Mundo da Usinagem Digital em:www.omundodausinagem.com.br
EXPEDIENTEO MUNDO DA USINAGEM é uma publicação da Sandvik Coromant do Brasil, com circulação de seis edições ao ano e distribuição gratuita para 7000 leitores qualificados. Av. das Nações Unidas, 21.732 - Sto. Amaro - CEP 04795-914 - São Paulo - SP.Editor-chefe: Fernando OliveiraCo-editora: Vera NataleCoordenação editorial, redação, produção gráfica e revisão: Ação e Contexto (Fernando Sacco, Gustavo R. Sanchez, Renato Neves).Jornalista responsável: Fernando Sacco - MTB 49007/SPProjeto gráfico: Renato Neves.Impressão: Ipsis Gráfica e Editora.
A Revista O Mundo da Usinagem deseja ao Engo . Francisco Marcondes, seu editor-chefe por mais de dez anos, muito sucesso em suas novas atividades. Agradecemos a todos os colaboradores que nos apoiaram ao longo desse trajeto. Nosso objetivo continua sendo levar matérias interessantes do mundo da usinagem aos leitores deste segmento da indústria nacional.
Créditos da Foto de Capa: AB Sandvik CoromantDescrição: Fresamento de engrenagem com fresa CoroMil 170
3o mundo da usinagemfev.2012/85

Demanda por energia aquece indústria de turbinas hidráulicas
O crescimento da economia brasileira tem promovido um au-mento significativo da demanda por energia. Diante desse fato, é natural que a mídia concentre mais atenção nos grandes investi-mentos do governo, como no caso da Usina de Belo Monte, que po-derá causar, teme-se, um grande impacto ambiental. Há, contudo,
— de até 50 MW (megawatts) — e Mini Centrais de Geração Hidre-létrica (CGHs) — de até 1 MW. Como referência, uma usina de 50 MW poderia suprir as necessida-des, em termos de energia elétri-ca, de uma cidade de aproximada-mente 50 mil habitantes.
Com vistas a esse mercado, em 1992 foi fundada a SEMI, com o propósito de fornecer produtos e serviços para a área elétrica. Com o tempo, firmou-se no segmento de usinas hidrelétricas de peque-no e médio porte, fornecendo pro-jetos elétricos, serviços de monta-gens eletromecânicas, sistemas de
Com características distintas de projetos, a construção de cada máquina é quase um protótipo e exige perícia da área da manufatura
uma demanda menos aparente, proveniente de investimentos me-nores, feitos por investidores indi-viduais ou grupo de investidores, tais como grandes fazendeiros ou industriais, que abrem oportuni-dades para a indústria produtora de equipamentos mecânicos, ne-cessários à construção de Peque-nas Centrais Hidrelétricas (PCHs)
4 o mundo da usinagem fev.2012/85
soluções de usinagem

É comum encontrar desde pequenas peças de algumas dezenas de gramas, até peças enormes de algumas centenas de quilos
automação e supervisão para usi-nas comandadas à distância.
Como desdobramento dessa iniciativa, em 2007, a SEMI uniu-se a um grupo de profissionais do mercado, entre eles o engenheiro
Robert Fink, atual diretor técnico da empresa, que à época já pos-suía muitos anos de experiência, atuando em indústria voltada a esse campo, e fundou-se a SEMI Industrial. O foco, desde o início, sempre foi dirigido ao segmento de equipamentos hidromecânicos para PCHs, entre eles turbinas hi-dráulicas, comportas, grades, con-dutos forçados, válvulas borboleta, válvulas dispersoras, equipamen-tos de levantamento, entre outros.
Desde então a empresa vem se destacando nesse nicho, com usi-nas instaladas em Chupinguaia e Alta Floresta do Oeste (Rondônia),
Cristina (Minas Gerais), Sapezal e Comodoro (Mato Grosso), entre outras, somando aproximadamen-te 30 turbinas produzidas e insta-ladas pela empresa. Atualmente, o Grupo SEMI é constituído pelas empresas SEMI Industrial, SEMI Montagens e SEMI Sistemas, ofe-recendo assim soluções completas para PCHs, abrangendo todo o es-copo eletromecânico. A qualidade dos produtos que a empresa fabri-ca tem o respaldo tecnológico da Universidade de Gênova, na Itá-lia, que fornece os perfis hidráu-licos, a fim de validar e certificar cada projeto. Atualmente a com-
Gilm
ário
Dar
u
5o mundo da usinagemfev.2012/85

panhia, localizada em São José dos Pinhais, no Paraná, está apta a produzir desde turbinas para 1 MW de potência até aquelas capa-zes de gerar em torno de 15 MW.
Nesse ramo, a abordagem de mercado é distinta do que é hábi-to no campo de bens de consumo industrial, pois cada turbina cor-responde a um cliente, cada pro-jeto tem características próprias, tanto no que se refere ao projeto em si, quanto aos esforços buro-cráticos, necessários para se obter todas as licenças ambientais, sem as quais nenhuma usina pode ser instalada ou entrar em operação. Segundo Robert Fink, em muitos casos, da ideia até a inauguração pode-se consumir algo em torno de dez anos ou mais, mesmo se tratando de usinas de baixo im-pacto ambiental. Devido a tais
características, o negócio abrange mais do que as questões técnicas e mercadológicas; envolve também a situação do mercado de energia bem como os incentivos e progra-mas de governo para o setor.
Toda máquina é projetada em função da vazão e da queda d’água disponível no local da obra, com o objetivo de definir a solução mais eficiente e econômi-ca para o caso, podendo resultar em um modelo de turbina do tipo Francis ou Kaplan de eixo hori-zontal ou vertical, por exemplo. Com características muito distin-tas de projetos, a construção de cada máquina é quase um protó-tipo e, sendo assim, exige muita perícia por parte do pessoal da área da manufatura.
Para os amantes da usinagem, a fabricação de turbinas fornece um
vasto campo de aplicação, pois para a construção de uma dessas máquinas, em torno de 50% do serviço destina-se a essa área da manufatura e os demais 50% são dedicados à caldeiraria. Neste tipo de produção é comum encontrar desde pequenas peças de algu-mas dezenas de gramas, até peças enormes de algumas centenas de quilos, ou seja, é exigido, dos ana-listas de ferramentas e também dos profissionais da manufatura, um conhecimento que cubra des-de a usinagem leve até a superpe-sada. Só de cavacos são geradas mais de 40 toneladas por ano.
Gilm
ário
Dar
u
Div
ulga
ção
Eng
. de
Pro
jeto
s S
EM
I
Cones porta-fresa e fresas da Sandvik Coromant
Rotor do tipo Francis, simples
Gilm
ário
Dar
u
Rotor do tipo Francis, duplo
6 o mundo da usinagem fev.2012/85
soluções de usinagem

No caso de usinagens de pe-ças maiores e mais complexas, há sempre a preocupação extra de como fixar e balancear o sistema máquina / ferramenta / peça a fim de se evitar vibrações ou oscila-ções de corte que possam compro-meter a segurança da operação e do operador, assim como causar alguma avaria em peças que, de-vido ao porte, costumam ter um custo bastante elevado.
De acordo com Marcelo Pe-ruzzo, Engenheiro de Produção da SEMI, os componentes vitais e hidráulicos da máquina, como por exemplo, os rotores, são feitos em aço inoxidável martensítico ASTM A 743 CA 6 NM, enquanto as par-tes, estruturais são produzidas em
Gilm
ário
Dar
u
Turbina Francis Simples Horizontal com todos os seus componentes mecânicos
aço carbono utilizando-se na maio-ria das vezes o aço ASTM A36. Se por um lado o A36 é um aço bas-tante maleável, adequado à cal-deiraria e de fácil usinabilidade, o aço inoxidável A743 já exige um pouco mais de atenção, em espe-
cial quanto à escolha da classe de metal duro, geometria de corte e formação de cavacos das pastilhas de metal duro e determinação dos parâmetros de corte (velocidade, avanço e profundidade). Uma escolha inadequada pode gerar
Vista parcial da área de montagem da Semi com algumas turbinas do tipo Francis em fase de montagem interna
Div
ulga
ção
Eng
. de
Pro
jeto
s S
EM
I
7o mundo da usinagemfev.2012/85
solução de usinagemsoluções de usinagem

perda de produtividade e con-sequentemente um aumento nos custos finais de fabricação. Prati-camente tudo é fabricado interna-mente, apenas o material fundido e os serviços de tratamento térmi-co são obtidos de terceiros.
Com uma demanda crescente, a empresa vem operando atual-mente com cerca de 60% de sua capacidade, contudo, com os in-vestimentos feitos em sua infra-estrutura ao longo do tempo e aproximadamente 90 funcionários especializados, a fábrica tem capa-cidade, no momento, para produ-zir até 20 turbinas por ano. José Alves de Oliveira, encarregado de usinagem, informou que para o ano de 2012 a carga horária da fá-brica já está praticamente tomada, graças às encomendas já confirma-das. Tanto para Marcelo, quanto
para Oliveira, entre os fatores que mais contribuem para o êxito em vendas da companhia estão tam-bém o custo x benefício das turbi-nas que produzem, a qualidade do produto, o cumprimento dos pra-zos e toda a atenção que é dada a cada projeto, envolvendo também a fabricação, a entrega, a assistên-cia técnica e a manutenção, quando necessário. A vida estimada de uma turbina gira em torno de 20 a 30 anos, pois depende em parte da qualidade da água, que pode ser mais ou menos abrasiva, mais ou menos ácida.
É natural que uma empresa com esse volume de usinagem desperte o interesse de muitos fornecedores de ferramentas, mas Oliveira fez questão de ressaltar o bom atendimento que tem re-cebido da Gale Ferramentas Ltda
(distribuidor autorizado Sandvik Coromant), por meio da pessoa de Ademir Valdomiro Santos – ven-dedor técnico – especialista em usinagem. “Trabalhando com pe-ças de grande porte e alta comple-xidade, em termos de forma, peso, estrutura, tratamento térmico, du-reza entre outros fatores, além do valor agregado devido ao custo da matéria-prima, é sempre bom poder contar com um suporte téc-nico à altura de tais necessidades” pondera. Com o tempo todo to-mado pela gestão de prioridades, como planejar, organizar, dirigir e controlar o fluxo produtivo, a fim de cumprir prazos cada vez mais curtos, não sobra muito tempo aos gestores para se dedicarem ao estudo de como otimizar os processos de usinagem, em termos
Tampa de turbina Francis em fase de usinagem
Gilm
ário
Dar
u
Montagem de pastilha na fresa CoroMill 200
Gilm
ário
Dar
u
8 o mundo da usinagem fev.2012/85
soluções de usinagem


de ferramentas, geometrias, clas-ses, parâmetros de corte, entre tantos outros detalhes e é justa-mente nesse ponto que a experti-se do fornecedor de ferramentas pode fazer a diferença.
Uma das áreas onde se conse-guiram grandes melhorias foi no fresamento de aços inoxidáveis.
Turbina Francis simples, de eixo horizontal 100% montada
créd
ito
Turbina Kaplan - S de jusante de eixo lateral
345 nos diâmetros 120 mm e 80 mm que garantiram um aumento de pro-dutividade na casa dos 30%. Cerca de 10% das peças de uma turbina são produzidas em ferro fundido. Nas operações de torneamento de fundidos, Ademir sugeriu a intro-dução das pastilhas WNMG080408 na classe KM 3210 para a usinagem de uma determinada peça e o re-sultado passou de quatro peças por aresta, com a pastilha anterior, para 14 peças por aresta com a nova classe. Colocando-se à disposição do cliente, o vendedor técnico con-tribui no esclarecimento de dú-vidas, assistência técnica quanto à escolha de ferramentas e de seus respectivos parâmetros de corte, além de acompanhar tryouts, for-necer orientações quanto à mon-tagem e manutenção das ferra-mentas, treinar os operadores de máquinas, entre outros serviços.
O caso SEMI Industrial é mais um exemplo de como a integração entre fornecedor e cliente tem gera-do benefícios para ambas as partes.
Engo. Francisco Marcondes
Gilm
ário
Dar
u
Supervisor de usinagem da Semi recebendo orientação técnica do vendedor técnico da Gale Ferramentas, distribudor autorizado da Sandvik Coromant
A introdução das fresas CoroMill 200 de diâmetros de 25 mm, 32 mm e 50 mm montadas com pasti-lhas RCKT120400M0 MM2030 e PM4230, permitiu acelerar os avanços e obter maior produtivi-dade nas operações de cópias e fa-ceamentos. Outro bom resultado foi obtido com as fresas CoroMill
Div
ulga
ção
Eng
. de
Pro
jeto
s S
EM
I
Div
ulga
ção
Eng
. de
Pro
jeto
s S
EM
I
10 o mundo da usinagem fev.2012/85
soluções de usinagem

fev.2012/85

Usinagem de peças sinterizadas
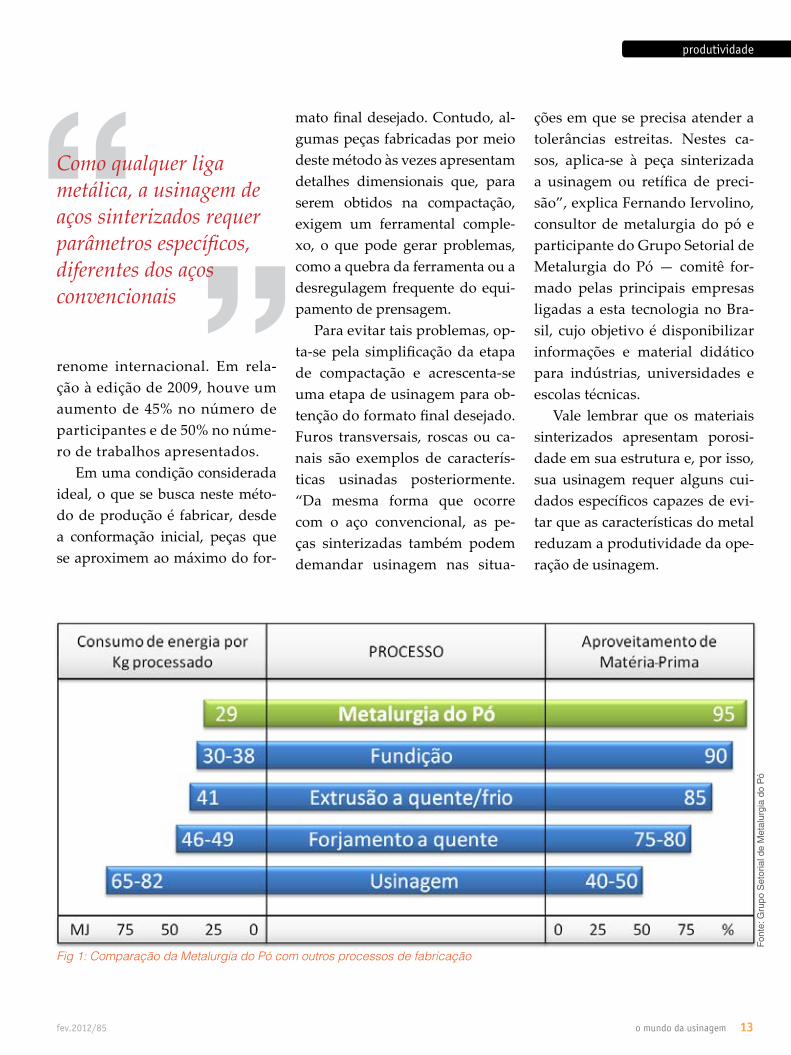
A Metalurgia do Pó, também conhecida por sinterização, permi-te a fabricação de peças metálicas seriadas com ótimas tolerâncias geométricas e muito bom acaba-mento superficial. Além disto, o
processo é considerado ecologi-camente correto devido ao seu alto grau de aproveitamento da matéria-prima e baixo consumo energético quando comparado a outros processos.
O interesse por esta tecnologia vem aumentando de modo expres-sivo nos últimos anos, como com-prova a última edição do congres-so internacional PTech, realizado em Florianópolis em novembro de 2011. Segundo seu organizador, o Engº Lucio Salgado da Metallum Eventos Técnicos, mais de 490 profissionais de 14 países partici-param do evento, entre eles es-pecialistas e pesquisadores de
Há três formas de se melhorar a usinabilidade destes componentes: Saiba aqui quais são elas
Div
ulga
ção
Gru
po S
etor
ial d
e M
etal
urgi
a do
Pó
12 o mundo da usinagem fev.2012/85
produtividade
renome internacional. Em rela-ção à edição de 2009, houve um aumento de 45% no número de participantes e de 50% no núme-ro de trabalhos apresentados.
Em uma condição considerada ideal, o que se busca neste méto-do de produção é fabricar, desde a conformação inicial, peças que se aproximem ao máximo do for-
Fig 1: Comparação da Metalurgia do Pó com outros processos de fabricação
Fon
te: G
rupo
Set
oria
l de
Met
alur
gia
do P
ó
mato final desejado. Contudo, al-gumas peças fabricadas por meio deste método às vezes apresentam detalhes dimensionais que, para serem obtidos na compactação, exigem um ferramental comple-xo, o que pode gerar problemas, como a quebra da ferramenta ou a desregulagem frequente do equi-pamento de prensagem.
Para evitar tais problemas, op-ta-se pela simplificação da etapa de compactação e acrescenta-se uma etapa de usinagem para ob-tenção do formato final desejado. Furos transversais, roscas ou ca-nais são exemplos de caracterís-ticas usinadas posteriormente. “Da mesma forma que ocorre com o aço convencional, as pe-ças sinterizadas também podem demandar usinagem nas situa-
ções em que se precisa atender a tolerâncias estreitas. Nestes ca-sos, aplica-se à peça sinterizada a usinagem ou retífica de preci-são”, explica Fernando Iervolino, consultor de metalurgia do pó e participante do Grupo Setorial de Metalurgia do Pó — comitê for-mado pelas principais empresas ligadas a esta tecnologia no Bra-sil, cujo objetivo é disponibilizar informações e material didático para indústrias, universidades e escolas técnicas.
Vale lembrar que os materiais sinterizados apresentam porosi-dade em sua estrutura e, por isso, sua usinagem requer alguns cui-dados específicos capazes de evi-tar que as características do metal reduzam a produtividade da ope-ração de usinagem.
Como qualquer liga metálica, a usinagem de aços sinterizados requer parâmetros específicos, diferentes dos aços convencionais
13o mundo da usinagemfev.2012/85
produtividade

Densidade e porosidade
Iervolino esclarece que, para a compactação do pó, são três os métodos de fabricação utilizados com mais frequência: a compacta-ção uniaxial, a compactação isos-tática e a compactação por injeção metálica. A compactação uniaxial é a mais produtiva e econômica de todas, além de ser a técnica mais utilizada mundialmente.
Todavia, a compactação unia-xial convencional não permite ob-ter peças com pó 100% densificado. Dependendo da liga a ser sinteri-zada, esta técnica permite chegar a um grau de densificação em torno de 92%. “Materiais com densidade acima de 90% já apresentam boa
usinabilidade”, informa o consul-tor. Densificações acima de 90% são possíveis através do uso de técnicas especiais de compactação uniaxial, podendo chegar a 100%, obtendo assim um material com propriedades superiores às dos materiais obtidos por meio de pro-cessos convencionais, como fundi-dos, laminados e forjados.
Se por um lado a caracterís-tica de porosidade do material é vantajosa em certas aplica-ções (como mancais autolubrifi-cantes, por exemplo), por outro esta propriedade pode repre-sentar um complicador para a produtividade nas operações de usinagem. Como se sabe, a des-continuidade do material gera vibração, causando a quebra da
aresta de corte da ferramenta e seu consequente desgaste pre-maturo. “A porosidade intrín-seca das peças produzidas por meio da metalurgia do pó acaba simulando o efeito de corte in-terrompido, causando vibração e interrupção do corte milhares de vezes por segundo”, adverte Ier-volino. “Para evitar esse efeito, é possível utilizar pelo menos três recursos que melhoram a usina-bilidade dos materiais sinteriza-dos”, revela.
Contornando o problema
A primeira alternativa é usi-nar componentes sinterizados
Fig 02: Exemplo de compactação de uma polia dentada para comando de válvula.
Fon
te: G
rupo
Set
oria
l de
Met
alur
gia
do P
ó
14 o mundo da usinagem fev.2012/85
produtividade

Peças fabricadas através da metalurgia do pó apresentam ótimas tolerâncias e acabamento superficial
que apresentem densidades mais elevadas, com compactação supe-rior a 90%. José Gamarra, geren-te técnico da Sandvik Coromant, lembra que a usinagem de peças sinterizadas exige a aplicação de ferramentas de corte adequadas para esta operação. Segundo ele, as pastilhas mais recomendadas para estes trabalhos podem va-riar em termos de geometrias, de acordo com as necessidades de cada processo.
Alguns pontos, porém, devem ser observados para se evitar pro-blemas na usinagem. Primeira-mente, destaca-se a utilização de classes de metal duro compostas por microgrãos e por cobertura PVD, que proporcionam pasti-lhas com arestas de corte mais “vivas” (agudas). Como exem-plos, Gamarra cita algumas clas-ses da Sandvik Coromant, como a GC-1025, GC-1125 e a GC-1005, além das classes lançadas recen-temente, como a GC-1105 e a GC-1115. “Essas classes devem estar associadas a geometrias de quebra-cavacos que também proporcionem ângulos de saí-das positivos no corte efetivo”, orienta o gerente técnico. Tanto para pastilhas negativas (double face) quanto para as positivas (single face), Gamarra indica a utilização das geometrias de quebra-cavacos MF / PF.
Com relação aos processos de usinagem extremamente fi-nos, em que não pode ocorrer a formação de rebarbas ou o las-camento das bordas do produto usinado, as pastilhas positivas são mais indicadas, tanto nas classes e geometrias de quebra-cavacos MF / PF quanto nas clas-ses UF / UM – que podem ser a solução para as dificuldades mencionadas nas usinagens ex-tremamente finas. Segundo Ga-marra, o Cermet alcançou alguns resultados positivos em testes de campo. A produtividade obtida nesses experimentos, porém, foi inferior à do metal duro, exigin-do maiores estudos e pesquisas para melhorar a performance nes-se tipo de aplicação.
Fig 03: Densidade da peça de aço e o processo de compactação adequado
Fon
te: G
rupo
Set
oria
l de
Met
alur
gia
do P
ó
15o mundo da usinagemfev.2012/85
produtividade

final. Este cuidado deve ser toma-do, por exemplo, com as peças de caixas de transmissão, sistemas de freio, amortecedores e compresso-res herméticos para refrigeração.
“Componentes sinterizados podem ser utilizados em pratica-mente qualquer aplicação, desde que a especificação do material seja feita de forma correta. Isto vale não só para o material sinterizado, mas também para qualquer novo material a ser empregado em uma aplicação”, finaliza Iervolino.
Décio ColasantiJornalista
Com a colaboração do Engo. Fernando Iervolino
Grupo Setorial de Metalurgia do Pó
Onde encontrar informação para usinar sinterizados? Como qualquer material metálico, componentes sinterizados exigem parâmetros de usinagem (velocidade de corte,
tipo de aresta, classe de pastilha, etc.) específicos para que esta operação seja realizada de forma eficiente. Estes parâ-metros mudam conforme as características de cada material. Existem literaturas técnicas sobre parâmetros de máquina e ângulos de corte mais adequados para a usinagem de peças sinterizadas. Assim, quem pretende usinar estes mate-riais deve se informar antes de começar o trabalho. Veja abaixo algumas fontes de informação:
Höganäs: ▪ Principal fabricante mundial de pós metálicos, disponibiliza literatura sobre usinagem de materiais sinterizados. A empresa patrocinou o PTech, evento técnico realizado em Florianópolis em novembro de 2011 para tratar de temas relacionados à metalurgia do pó. Acesse www.hoganas.com.brGrupo Setorial de Metalurgia do Pó: ▪ O site apresenta uma grande quantidade de informações sobre peças sinterizadas. Ele é patrocinado pelas principais empresas ligadas a este setor no Brasil, entre elas Magneti Marelli, Mahle-Miba, Metaldyne, GKN, Metalpó, BS Metalúrgica, Höganäs, Engefor, Air Products e Citra. Acesse www.metalurgiadopo.com.brLivro: ▪ A Metalurgia do Pó — Alternativa econômica com menor impacto ambiental; 1ª Ed. / 2009. Acesse www.metalurgiadopo.com.br Sandvik Coromant: ▪ A fabricante de ferramentas de metal duro presta suporte para a seleção das melhores soluções em usinagem e auxilia seus clientes no dimensionamento de pastilhas de corte. Acesse www.coromant.sandvik.com.br
Melhorando a usinabilidade
Outro cuidado importante é acrescentar um aditivo à mistura de pó metálico. O sulfeto de man-ganês (MnS), por exemplo, se em-pregado na proporção 0,5%, não altera as propriedades mecânicas do metal e facilita a usinagem da peça sinterizada, pois atua como lubrificante. “Outra forma de fa-cilitar a usinabilidade da peça sinterizada”, explica Iervolino, “é promover sua impregnação com resina”. Ele esclarece que a im-pregnação prévia dos sinterizados de baixa e média densidade com resina preenche e veda seus poros, melhorando substancialmente sua usinabilidade. “Deste modo, a des-continuidade natural do material
(que é prejudicial à ferramenta de corte) deixa de existir, permitin-do que a usinagem seja concluída sem problemas”, orienta.
O cuidado finalNo caso de peças sinterizadas
impregnadas com resina não há restrições quanto ao uso de fluidos de corte pois este só atuará sobre a superfície da peça, não existindo o risco do mesmo impregnar no in-terior da peça.
Já as peças sinterizadas não resinadas, por possuírem sua po-rosidade aberta, são impregnadas pelo líquido em que são banha-das. Deve-se verificar junto ao cliente se esta contaminação é des-prezível ou se pode interferir no funcionamento do equipamento
16 o mundo da usinagem fev.2012/85
produtividade


Um dos maiores bens do patri-mônio corporativo nos dias de hoje são os talentos pessoais que ocu-pam cargos-chave em sua estrutu-ra, do chão-de-fábrica à direção. O respeito pela diferença não é aquele superficial, de aceitação de etnias,
religiões e culturas, algo que já é visto como básico na sociedade ci-vil ocidental. O verdadeiro respeito pela diferença é a percepção inte-gradora da diversidade que leva as empresas à descoberta e ao amadu-recimento maior de talentos.
Diversidade & Talento O que faz a diferença?
Como empresas e profissionais têm explorado o talento que reside na diferença
Transformar tal percepção em instrumento competitivo signifi-ca abrir espaço para mobilidade. Nessa linha, devemos considerar dois tipos de mobilidade: vertical e horizontal. De fato, os talentos mi-gram, tanto verticalmente — den-tro e fora da empresa (o famoso reconhecimento de talentos/pro-moção do profissional) — como horizontalmente, ao mudar de
18 o mundo da usinagem fev.2012/85
negócios da indústria

empresa, núcleo e, muitas vezes, de cargo. Ambas são mais uma ta-refa de percepção e especialidade do já sobrecarregado departamen-to de Recursos Humanos: a reten-ção de talentos.
Na Sandvik Coromant, o enge-nheiro de aplicação Carlos Ancel-mo é um ótimo exemplo. Depois de um curso técnico em Mecânica de Precisão, o profissional passou
a estagiar na área de treinamento técnico da empresa. “Minha pri-meira função foi a de operador de máquinas e eu atuava principal-mente em testes e demonstrações práticas de aplicação de ferramen-tas”, explicou.
A responsabilidade aumentou um ano depois, ocasião em que foi efetivado. “Isso permitiu que eu fizesse, além das demonstrações,
Adr
iana
Elia
s
A multiplicidade de olhares implica em maior acuidade de resposta, pois você percebe e situa seu interlocutor, sem tratar a todos de uma maneira pré-concebida
19o mundo da usinagemfev.2012/85

pequenas palestras e também re-cepcionasse visitantes para que conhecessem nossa fábrica e os processos de produção de nossas ferramentas”, lembrou. Passados três anos, Ancelmo tornou-se ins-trutor técnico e quatro anos depois foi transferido para o departa-mento responsável pelo Programa de Incremento da Produtivida-de (PIP), voltado para criação de oportunidades de vendas. Hoje, o tecnólogo formado pela FATEC está na fase final de seu mestrado em Engenharia Mecânica na Uni-camp e é prova de que, além do conhecimento técnico, compro-metimento também é importante: “Para sentir-se valorizado é ne-cessário fazer parte do processo. Acredito que esse fator, somado
ao respeito que adquiri como pro-fissional nesses anos de empresa, componham a estrutura que me motiva a ir mais longe”, concluiu.
A prática de identificação e ma-nutenção de talentos recebe dife-rentes tratamentos, dependendo da cultura de cada empresa. Trei-namento, oportunidades de forma-ção, investimento no crescimento pessoal, criação de ambiente de trabalho que prestigie e impul-sione talentos estão na ordem do dia na gestão de negócios.
A Mitutoyo, multinacional es-pecializada na fabricação de ins-trumentos e equipamentos de me-trologia, é um caso antigo dessa filosofia. A empresa promove um trabalho regular de capacitação junto à sua matriz no Japão.
O engenheiro de aplicações Ré-gis Ronsoni acaba de participar de um treinamento técnico-comercial envolvendo duas das linhas de produto da Mitutoyo. Além disso, teve a oportunidade de conhecer as fábricas e os processos de fabri-cação que envolvem os produtos.
“Após um período de adapta-ção em que as duas partes passam a se conhecer melhor, a barreira cultural é minimizada e é possível trabalhar em conjunto de maneira eficaz”, explicou o engenheiro, que complementou: “Essa experiência foi muito importante tanto no as-pecto profissional quanto pessoal. O contato direto com uma cultura tão diferente me ajudou a entender melhor a forma de trabalho dos ja-poneses. Hoje é possível trabalhar e me comunicar com a matriz de maneira mais eficiente”.
Carlos Ancelmo: “Minha primeira função foi a de operador de máquinas e eu atuava principalmente em testes e demonstrações práticas de aplicação de ferramentas”
Viv
ian
Cam
argo
A criatividade da indústria reside na percepção das diferenças e na adaptação de empresas e indivíduos
Já o diretor de Aftermarket da Federal Mogul para a América do Sul, Marcelo Gabriel, é um exem-plo de diversidade profissional e mobilidade basicamente horizon-tal, em que os avanços na carrei-ra se deram sempre centrados no mesmo eixo profissional, desde a
20 o mundo da usinagem fev.2012/85
negócios da indústria

formação até os dias de hoje. For-mado no curso técnico de Mecâ-nica de Precisão na Escola SENAI “Suíço-Brasileira” no final de 1990, desde cedo começou a situar seus interesses pela carreira de maneira não-convencional. Graduou-se em História pela Faculdade de Filoso-fia, Letras e Ciências Humanas da USP e ao longo dos anos acumu-lou especializações em Marketing, Ciência, Tecnologia e Educação. Em breve, deve iniciar seu pós-doutorado, pesquisando sobre o impacto da norma ISO 26.000 na cadeia automotiva.
Uma formação tão diversifi-cada poderia ser um entrave na busca de uma carreira linear. Po-deria, mas não foi. Ao longo dos anos, ele passou por diferentes empresas e culturas corporativas: Romi, FAG, ArvinMeritor (hoje Arvin) são alguns exemplos. Mas qual foi a grande vantagem com-petitiva desse profissional diver-sificado? Ele vê na multiplicidade de olhares — algo que adquiriu em sua formação de historia-dor — uma ferramenta útil, pois propicia compreensão mais am-pla dos processos humanos e até mesmo capacidade de análise dos comportamentos, um instrumen-to fundamental quando o assun-to é negociação. “A multiplicida-de de olhares implica em maior acuidade de resposta, pois você percebe e situa seu interlocutor, sem tratar a todos de uma ma-neira pré-concebida”, ponderou
Marcelo Gabriel. E de fato, con-versando com esse profissional, esta habilidade surge como forte componente de sua maneira de pensar. “Os elementos são aque-les dados pela sua empresa, mas o profissional deve saber combi-ná-los a cada caso, levando em consideração as expectativas da outra empresa com que se nego-cia” enfatizou.
O executivo explicou que es-sas qualidades, que envolvem a combinação de elementos e suas respectivas proporções, são como “a receita de um bolo”: “todos os ingredientes são fundamentais, mas é impossível colocar a mesma quantidade de cada um. É preciso conhecê-los, saber a dose, a ordem
de colocação e, acima de tudo, qual a consequência de uma esco-lha inadequada, seja ela positiva ou negativa”, completou. Marce-lo Gabriel ainda disse: “A diversi-dade no trabalho não é cada pes-soa pensando do jeito que quer, fazendo o que quer. São as pesso-as usando os seus recursos para pensar um objetivo comum, ou seja, um diálogo entre as diversi-dades individuais e a diversidade intrínseca às empresas e isso só pode ser feito por meio do exer-cício da observação”.
Tendo como uma de suas atri-buições a gestão de pessoas, o executivo nos ofereceu exemplos: “Descobri que uma das funcio-nárias com quem devia traba-
Régis Ronsoni: “O contato direto com uma cultura tão diferente me ajudou a entender melhor a forma de trabalho dos japoneses.”
Arq
uivo
Pes
soal
21o mundo da usinagemfev.2012/85
negócios da indústria

lhar tinha cursado o magistério e só soube disso porque sempre considerei importante analisar, além da carreira, a trajetória de vida, ou seja, eu tinha em mãos uma pessoa capaz de contribuir nos treinamentos e ajudar a definir os objetivos dos treinamentos ofe-recidos pela empresa aos clientes”.
A pedagogia do marketing e do pós-venda, envolvendo percep-ção de expectativas, diversidade de comportamento e maneiras de conceber o mundo dos negócios, educação tecnológica e treinamen-to, o respeito recebido na empre-sa e a recíproca dos funcionários em relação a ela, além do respeito pelo próprio trabalho, se sobres-
saíram como os pontos nodais nas carreiras dos profissionais entre-vistados, o que leva a aprender a explorar a diversidade como uma ferramenta de competiti-vidade, tanto para a empresa quanto para o funcionário.
O Brasil não é diferente por acaso: a criatividade da indústria reside na percepção das diferen-ças e na adaptação de empresas e indivíduos. Um país cuja integra-ção da diversidade já completou 500 anos pode, hoje, ser mestre nas questões da diversidade. Di-versidade é, afinal, a matriz de nossa sociedade, não apenas entre brancos, indígenas e negros, mas no amálgama, em nosso território,
de contingentes de imigrantes das mais variadas nacionalidades, religiões e formação.
O engenheiro norte-americano Frederick Taylor, criador das ba-ses da Organização Científica do Trabalho, defendeu que o lugar do cérebro é no escritório e o lu-gar do braço, na oficina, preceito felizmente em vias de total supe-ração nos dias de hoje. Empresas que não explorarem as potencia-lidades do seu capital humano, abrindo a oficina para o cérebro, não conseguirão desenvolver a valiosa diferença e colher os frutos dessa diversidade.
Equipe Ação e Contexto
Shu
tters
tock
Marcelo Gabriel: “A diversidade no trabalho não é cada pessoa pensando do jeito que quer, fazendo o que quer. São as pessoas usando os seus recursos para pensar um objetivo comum”
Adr
iana
Elia
s
22 o mundo da usinagem fev.2012/85
negócios da indústria
AF_LS-0006-11BD_anu_tenax300_villares_210x280.indd 1 12/9/11 2:47 PM

A hora e a vez do ensino tecnológicoFATEC amplia instalações e contribui para o desenvolvimento da indústria metalmecânica
Atualmente, o Brasil conta com pouco mais de 700 mil engenhei-ros. Um número pequeno para um país que busca superar déca-das de atraso estrutural.
De acordo com a Confederação Nacional das Indústrias (CNI), em pesquisa realizada em 2010, 32 mil profissionais ingressam no mercado todos os anos, mas para atender a nova demanda precisa-ríamos de 60 mil.
A leitura desses dados mostra um panorama em que seria ne-cessário aumentar o número de vagas, entretanto, essa realidade não é tão objetiva.
Dados divulgados também em 2010 pelo Instituto de Pesquisa Econômica Aplicada (IPEA) reve-lam que de cada 35 engenheiros formados no Brasil, apenas dez trabalham em ocupações dire-tamente ligadas à profissão, ou seja, o problema não é só o núme-ro de engenheiros, mas também a dispersão desses profissionais em segmentos que não estão di-
retamente ligados ao exercício da profissão em si.
Formar engenheiros leva tempo, por isso é cada vez mais valorizado o título de tecnólogo. Em três anos graduam-se profissionais plenos, com foco específico e possibilidade de ingressar em programas de ex-tensão universitária.
A oferta de cursos de tecnolo-gia reflete a necessidade do merca-
do e essa tem sido a linha seguida pelo Centro Paula Souza, uma au-tarquia do Governo do Estado de São Paulo vinculada à Secretaria de Desenvolvimento Econômico, Ciência e Tecnologia. O Centro é responsável pela administração de 51 Faculdades de Tecnologia (FATECs) estaduais espalhadas por 47 municípios paulistas.
A instituição concentra cer-ca de 50 mil alunos matricula-dos em 60 cursos de graduação tecnológica. Quase 20% desses estudantes estão ligados ao seg-mento metalmecânico.
Vocação industrial
Atualmente, 16 unidades ofe-recem cursos ligados aos proces-sos de usinagem, desde mecânica
Laboratório de automação e controle de processos da FATEC-SP: Processos mais efetivos e compreensíveis
Arq
uivo
Açã
o e
Con
text
o
24 o mundo da usinagem fev.2012/85
educação e tecnologia

industrial e de precisão até a área de polímeros. Entretanto, a unida-de mais completa em termos de usinagem localiza-se no bairro do Bom Retiro, região central da ca-pital paulista. Trata-se da FATEC São Paulo. São dez laboratórios especializados onde são desen-volvidos produtos, projetos e ma-teriais. Os estudantes ainda têm contato com laboratórios de CAD/CAM/CAE, sistemas hidráulicos e pneumáticos, espaços dedicados à automação e até um laboratório de forjamento.
“Temos dois laboratórios vol-tados exclusivamente à usinagem, onde se desenvolvem aulas práticas de projetos de fabricação, ensaios, testes e desenvolvimento de fer-ramental, bem como as atividades de iniciação científica e pesquisa aplicada”, explica a professora Sil-
via Regina Lucas, chefe do departa-mento de Mecânica da FATEC-SP.
No curso de mecânica com ên-fase em processos de produção, um quarto da grade de 2.400 ho-ras é voltado à teoria e prática da usinagem em laboratório, inclusi-ve em ambiente simulado.
Na manufatura virtual, os alunos podem estudar o aquecimento de uma determinada ferramenta atra-vés de simulações computadoriza-das. “Não é necessário construir um protótipo e testar uma pastilha ou uma broca para saber se vai dar cer-to. Antes de partir para os módulos práticos podemos estudar profun-didades de corte, materiais e vibra- ções, o que torna a usinagem um processo muito mais efetivo e com-preensível para o aluno. Em contra-partida também é preciso conceituar isso na prática e a nossa formatação permite que os alunos tenham esse tipo de visão”, comenta a docente.
O curso, que já soma 40 anos de tradição, tem praticamente 100% de empregabilidade e se consolida como referência para aqueles que buscam qualidade e objetividade na educação.
FATEC Zona Leste União pela
educação
Localizada no bairro Cidade A. E. Carvalho, a FATEC Zona Leste é, acima de tudo, um exemplo de superação. Em meados de 2000, a população do bairro se viu amea-çada pela construção de uma peni-tenciária no local. Foi a união des-ses moradores que fez o Governo do Estado desistir da proposta inicial e inaugurar em 2002 a primeira ins-tituição pública de ensino superior da Zona Leste de São Paulo.
“Algumas pessoas não acredi-tavam que os próprios filhos cur-sariam a instituição, mas hoje a maioria dos nossos alunos mora na região e 90% deles frequentaram es-colas públicas” explica com orgulho a diretora Anna Cristina Barbosa.
O local, que já formou mais de 1700 alunos, abriga 20 salas de aula, auditório e laboratórios de polímeros, usinagem, proje-tos e automação, delegando ao ambiente um perfil completo de ferramentaria.
Aluna do curso de Manutenção de Aeronaves oferecido na ETEC Alberto Santos Dumont, no Guarujá, litoral do Estado de São Paulo
Cen
tro
Pau
la S
ouza
FATEC Vitor Civita, na região do Tatuapé, inaugurada em 2011
Cen
tro
Pau
la S
ouza
25o mundo da usinagemfev.2012/85
educação e tecnologia

“Os alunos têm contato com equipamentos de eletroerosão, máquinas fresadoras, furadeiras, tornos e abrasivos, tudo isso apli-cado à disciplina de polímeros”, explica o professor da disciplina de usinagem Marcelo Acácio.
Assim como o segmento me-talmecânico, a área de polímeros carece de profissionais capacita-dos para desenvolver materiais com propriedades especiais, que envolvem especificações técnicas muito rigorosas, como sensores, sistemas de transmissão de dados, nanocompostos e uma infinidade de outras inovações. E o mercado responde a toda essa demanda.
De acordo com Maria Apare-cida Colombo, coordenadora do curso de Polímeros, os alunos têm obrigatoriedade de estágio a partir do 5º semestre, mas é natural que logo após o ingresso na instituição eles já comecem a trabalhar.
O acompanhamento desses profissionais é realizado perio-dicamente pelo Centro Paula Souza. Assim que os alunos se formam a instituição entra em contato para saber a área em que
ETECs – a nova força de trabalhoEm 2011, o orçamento para o ensino profissional (ETECs e FATECs) so-
mou R$ 1,2 bilhão e fez parte de um plano de expansão que aumentou em 100 mil o número de matrículas nos cursos técnicos.
Não se trata só de ensino superior. A formação começa nas chamadas Escolas Técnicas. Atualmente as ETECs estão espalhadas por 150 municí-pios, atendendo cerca de 210 mil estudantes.
Dentre os 101 cursos oferecidos é possível encontrar as modalidades de me-cânica, manutenção automotiva e eletromecânica. Só no segundo semestre de 2011, mais de sete mil alunos optaram por esses tipos de qualificação.
estão atuando. A mesma pesqui-sa é realizada no primeiro e no segundo ano após a saída do cur-so. Os dados revelam que 93% dos ex-alunos estão empregados na sua área de formação.
Nova unidade no Tatuapé
A Zona Leste de São Paulo, que já contava com uma FATEC no bair-ro Cidade A. E. Carvalho ganhou, em meados de outubro de 2011, a nova unidade Tatuapé, batizada de Victor Civita, uma homenagem ao fundador do Grupo Abril.
O local passa a oferecer os cur-sos de construção de edifícios, con-trole de obras e transporte terrestre.
No total foram investidos R$ 23,5 milhões no complexo que conta com 24 salas de aula, quatro laboratórios e auditório. No futuro, espera-se a instalação de espaços para análise microbiológica, cons-trução civil e instalações prediais, ensaios de materiais, física e eletri-cidade, informática, maquete, me-trologia e resistência dos materiais.
A FATEC Victor Civita é a quinta Faculdade de Tecnologia da capital, ao lado das unidades Ipiranga, Bom Retiro, Cidade A. E. Carvalho e Jardim São Luís. A previsão é de que neste ano se-jam inauguradas novas FATECs em Itaquera, Jacareí e Diadema.
Os índices de empregabilidade da instituição mostram um traba-lho assertivo, todavia, o país pre-cisa de mais técnicos qualificados. É esse tipo de investimento que se reverte em competitividade e torna a indústria brasileira menos vulnerável e mais dinâmica.
Fernando SaccoJornalista
Cen
tro
Pau
la S
ouza
Aula de mecatrônica na ETEC Jorge Street localizada em São Caetano do Sul
26 o mundo da usinagem fev.2012/85
educação e tecnologia

C
M
Y
CM
MY
CY
CMY
K

De 15 a 17 de dezembro de 2011, foi realizado em São Paulo, realizou-se o evento que marcou o 10° aniversário do Ano Interna-cional do Voluntariado, instituído pela Organização das Nações Uni-das. Reuniram-se milhares de de-legados, em várias mesas, painéis, eventos e seminários.
O evento serviu também para destacar a existência de milhões de voluntários que, em projetos de assistência social, educação, saú-de e cultura em todas as partes do mundo, contribuem efetivamente para aplacar os problemas da po-breza e do abandono social.
O programa de voluntários da ONU é representando no Bra-sil pela Rede Brasil Voluntário (RBV) e a campanha que norteia
suas ações é “O Planeta é Volun-tário. E Você?”. A ideia é que o planeta oferece o que tem de me-lhor e não pede nada em troca: ele é, portanto, voluntário.
A RBV é resultado da união de centros de voluntariado em vários estados: Rio Grande do Sul, Santa Catarina, Paraná, Rio de Janeiro e São Paulo, fundados na década de 1990. A articulação da rede entre eles teve início em 2008 e atinge mais de 40 milhões de pessoas no país. Os centros de voluntariado re-únem pessoas de todas as profissões e idades, participando de iniciativas de responsabilidade social criadas e geridas pela sociedade civil.
Esses centros são, claro, sem fins lucrativos, e utilizam seus re-cursos para promover e fortalecer
o voluntariado, servindo como espaço de mobilização e articula-ção. Para capacitar iniciativas de voluntariado, os centros oferecem palestras, cursos e oficinas, funda-mentais para os voluntários.
No âmbito do voluntariado empresarial, os centros enfatizam seu princípio de responsabilidade social do Instituto Ethos, segun-do a qual “a empresa socialmente responsável é aquela que possui a capacidade de ouvir os interesses das diferentes partes (acionistas, funcionários, prestadores de ser-viços, fornecedores, consumido-res, comunidade, governo e meio ambiente) e incorporá-los no pla-nejamento de suas atividades, buscando atender às demandas de todos e não apenas dos acio-nistas ou proprietários”.
Desde 2012, quase 100 empresas brasileiras participam do Grupo de Estudos do Voluntariado Empre-sarial em São Paulo. O número
Shu
tterS
tock
Voluntariado no Brasil Conferência Internacional marca o fim da celebração do Ano do Voluntariado
28 o mundo da usinagem fev.2012/85
conhecendo um pouco mais

NOVO ESTILO MAZAK:Identidade e padronização no design como foco na ergonomia.
MÁQUINAS INTELIGENTES: Controles que auxiliam na
operação e manutenção das máquinas, proporcionando
mais efi ciência e segurança.
CONSIDERAÇÕES AMBIENTAIS: Mínimo impacto ao meio ambiente da
fabricação ao uso das máquinas.
SUPORTE: Suporte completo, desde a escolha da melhor solução até o pós-venda e treinamento de utilização e manutenção.
PRODUTIVIDADE
+ PRECISÃO
= PERFEIÇÃODESCUBRA MAZAK
INTEGREX i-200
TECNOLOGIA AVANÇADA: Liderança e alta tecnologia em máquinas-ferramenta. Flexibilidade para produzir extensa gama de peças. Automação a serviço da produtividade.
Descubra os diferenciais que só quem é líder pode proporcionar.
Centro Técnico Caxias do SulRua Alcides Longhi, 84 - Lot. Villagio Iguatemi Floresta – Caxias do Sul-RSTels.: +55 (54) 3223 5805 / 3223 5791
Mazak SulamericanaAv. Juscelino K. de Oliveira, 1.350Distrito Industrial - Sta. Bárbara d`Oeste-SP Tels.: +55 (19) 3464 9100
www.mazak.com.br
VEJA DE PERTO NOSSA QUALIDADE E TECNOLOGIAOpen house, visite-nos dias 29 e 30 de março das 14:00 as 19:00
Informações: [email protected] / www.mazak.com.br

tende a crescer, a sociedade está cada vez mais preparada para dis-tinguir e selecionar as empresas que demonstram real compromis-so com o bem-estar social.
Os projetos voluntários são tantos que se torna difícil, neste espaço, falar de alguns em detri-mento de outros. Fazemos justiça, no entanto, aos mais antigos entre nós, como a Associação Paulista de Combate ao Câncer, fundada em 1934 pelo oncologista Antônio Prudente, e a Rede Feminina de Combate ao Câncer, iniciada em 1946 por sua esposa, Carmen An-nes Dias Prudente.
Não tardou para que surgis-sem outras iniciativas igualmente notáveis, como o Departamento de Voluntários do Hospital Isra-elita Albert Einstein, que data de 1955 e hoje conta com mais de 400 integrantes. Para além de simples-mente atender e auxiliar no conta-
to humano no hospital — o que já seria muito — os voluntários do Einstein e de grupos técnicos do hospital passaram a trabalhar com os líderes da comunidade de Parai-sópolis, levantando suas necessi-dades. Em seguida, foi implantado o Programa Einstein na Comuni-dade de Paraisópolis (PECP), que atualmente atende ambulatorial-mente dez mil crianças por ano e oferece atividades socioeducativas a outras três mil pessoas.
Outro grande pioneiro no Bra-sil, com exatos 50 anos de ação, é o CVV (Como Vai Você), que aten-de pessoas deprimidas, solitárias, potenciais suicidas, já tendo salva-do milhares de vidas, recebendo
chamados tanto por meio de chat online quanto por meio do número de telefone 141, que se tornou co-nhecido nacionalmente.
No entanto, o voluntariado não atende apenas seres humanos em seu momento de maior fragilidade, que é o da doença. Existe trabalho voluntário em quase todos os seto-res do atendimento social, nas lides com crianças e adultos, sobretudo em termos educacionais e culturais: música, esportes, oficinas de arte, ateliês profissionalizantes, labo-ratórios de informática, culinária, artesanato, entre outros. O Projeto Educarte, por exemplo, proporcio-na aprendizado musical a crianças e adolescentes na Cidade de Deus (bairro na Zona Oeste do Rio de Janeiro), e tem entre os voluntários muitos policiais militares da Unida-de de Polícia Pacificadora local. A música e a dança também foram a base da hoje Associação Meninos do Morumbi, fundada pelo músico Flá-vio Pimenta em 1996, que alcançou dimensão e fama internacionais.
Mesmo dispondo de apenas poucas horas por semana, os cen-tros de voluntariado saberão orien-tar os interessados e canalizar seus interesses e disponibilidades para um projeto socialmente válido.
Equipe Ação e Contexto
PARA SABER MAISwww.brasilvoluntario.org.br Para acessar a rede nacional.www.voluntariado.org.br O Centro de Voluntariado São Paulo apoia empresas nos programas de Vo-luntariado Empresarial com palestras e oficinas. Entre em contato: [email protected] Para conhecer os projetos e a atuação do CVV.
O ensaio dos Meninos do Morumbi acontece toda sexta-feira às 19h30 ou aos sábados às 11h30
Men
inos
do
Mor
umbi
30 o mundo da usinagem fev.2012/85
conhecendo um pouco mais


Atitude pela brasilidade
Terminamos o ano de 2011 com o Brasil comemorando várias conquis-tas no cenário internacional. Balança comercial e exportação positivas, economia estável. A mais recente delas, e talvez a de mais impacto, te-nha sido a nova posição do Brasil no mundo com relação ao Produto In-terno Bruto (PIB): passamos a Ingla-terra e agora ocupamos o sexto pos-to. Mais promissores ainda foram os comentários de nosso ministro da Fazenda, de que seremos em breve o número cinco, passando também a França. Sem dúvida alguma, este é um fato histórico para nós, pois estamos galgando posições entre as maiores economias mundiais.
Nossa grande responsabilida-de, no entanto, não deveria ser simplesmente fazer crescer nossa economia e alcançar posições de grandeza quantitativa, mas sim qualitativa, ou seja, crescimento nos indicadores econômicos, so-ciais e civis. Estamos entre os maio-res em PIB, mas ainda precisamos aprimorar muito a nossa distri-buição de renda, educação, saúde,
transporte, impostos, juros, etc.É vital colocarmos como um
de nossos objetivos a mudança de nosso foco e assumirmos definitiva-mente que o Brasil deve crescer em direção à melhoria dos indicado-res sociais, para não nos tornarmos uma enorme potência beneficiando poucos e condenando a maioria dos brasileiros a viver à margem de toda essa riqueza gerada, brasileiros esses vivendo em um mesmo território, amando a pátria certamente tanto quanto os mais privilegiados, porém sujeitos a condições extremamente adversas, totalmente aquém daque-las que, por direito, deveriam ter.
Trata-se de abordagem que vai além da política: estamos falando de atitude! Somos todos responsá-veis por esta grande virada, que só será possível a partir do engaja-mento coletivo na luta pela grande transformação que se faz necessá-ria. País rico é país sem pobreza, sem corrupção, sem maracutaias. País rico é pais desonerado, é país produtivo, é país competitivo. País rico é país com educação, com
saúde, com igualdade, respeito à diversidade e inclusão social.
Já passou da hora de traçarmos uma estratégia como país, com foco naquilo que realmente agregará valor aos brasileiros
— a todos os brasileiros! — e não somente a uma minoria privi-legiada. Façamos então nossa parte. Nossa atitude é a arma mais po-derosa que temos para mudar este cenário. Ser mais eficaz e cobrar efi-cácia. Ser mais produtivo e cobrar produtividade. Ser honesto e cobrar honestidade, ser mais humano e co-brar igualdade de oportunidades.
Ser mais Brasileiro e cobrar Brasilidade!
Desejamos a todos nossos clien-tes e amigos um excelente 2012, com muita paz, sucesso e atitude!
Claudio Camacho
Fer
nand
o Fa
vore
tto
32 o mundo da usinagem fev.2012/85
nossa parcela de responsabilidade

C
M
Y
CM
MY
CY
CMY
K
anu_fevereiro_12_01_01_sai.pdf 1 03/02/12 16:33

FALE COM ELESAdemir Valdomiro Santos (Gale Ferramentas) http://apps.sandvik.com.br/gale/Anna Cristina Barbosa (FATEC-ZL) [email protected]ção Meninos do Morumbi www.meninosdomorumbi.org.brAssociação Paulista Feminina de Combate ao Câncer http://www.apfcc.org.br Carlos Ancelmo (Sandvik Coromant)[email protected] Departamento de Voluntários do Hospital Israelita Albert Einstein www.einstein.br (Depto. de Voluntários)Fernando Iervolino (Grupo Setorial de Metalurgia do Pó)[email protected] de Estudos do Voluntariado Empresarialgrupodevoluntariadoempresarial.wordpress.comInstituto Ethos www.ethos.org.brJosé Alves de Oliveira (SEMI) www.semi.com.br - tel (41) 3398.6680José Gamarra (Sandvik Coromant) [email protected]
DistribuidoresSandvik Coromant
Anunciantes nesta ediçãoO Mundo da Usinagem 85
Agie Charmilles 3ª capa
Blaser 11
Deb´Maq 31
Ergomat 17
Mazak 29
Mitutoyo 9
Okuma 33
Romi 27
Sandvik 4ª capa
Selltis 2ª capa
Villares Metals 23
ARWI Tel: 54 3026-8888 Caxias do Sul - RS
ATALANTA TOOLS Tel: 11 3837-9106 São Paulo - SP
COFAST Tel: 11 4997-1255 Santo André - SP
COFECORT Tel: 16 3333-7700 Araraquara - SP
COMED Tel: 11 2442-7780 Guarulhos - SP
CONSULTEC Tel: 51 3321-6666 Porto Alegre - RS
COROFERGS Tel: 51 3337-1515 Porto Alegre - RS
CUTTING TOOLS Tel: 19 3243-0422 Campinas – SP
DIRETHA Tel: 11 2063-0004 São Paulo - SP
ESCÂNDIA Tel: 31 3295-7297 Belo Horizonte - MG
FERRAMETAL Tel: 85 3226-5400 Fortaleza - CE
GALE Tel: 41 3339-2831 Curitiba - PR
GC Tel: 49 3522-0955 Joaçaba - SC
HAILTOOLS Tel: 27 3320-6047 Vila Velha - ES
KAYMÃ Tel: 67 3321-3593 Campo Grande - MS
MACHFER Tel: 21 3882-9600 Rio de Janeiro - RJ
MAXVALE Tel: 12 3941-2902 São José dos Campos - SP
MSC Tel: 92 3237-4949 Manaus - AM
NEOPAQ Tel: 51 3527-1111 Novo Hamburgo - RS
PÉRSICO Tel: 19 3421-2182 Piracicaba - SP
PRODUS Tel: 15 3225-3496 Sorocaba - SP
PS Tel: 14 3312-3312 Bauru - SP
PS Tel: 44 3265-1600 Maringá - PR
REPATRI Tel: 48 3433-4415 Criciúma - SC
SANDI Tel: 31 3295-5438 Belo Horizonte - MG
SINAFERRMAQ Tel: 71 3379-5653 Lauro de Freitas - BA
TECNITOOLS Tel: 31 3295-2951 Belo Horizonte - MG
THIJAN Tel: 47 3433-3939 Joinville - SC
TOOLSET Tel: 21 2290-6397 Rio de Janeiro - RJ
TRIGONAL Tel: 21 2270-4835 Rio de Janeiro - RJ
TUNGSFER Tel: 31 3825-3637 Ipatinga - MG
Movimento - CursosDurante todo o ano, a Sandvik Coromant oferece cursos específicos para os profissionais do mundo da usinagem. Acesse www.sandvik.coromant.com/br, na barra principal, clique em ‘treinamento’ e confira o Programa de Treinamento 2012. Você poderá participar de palestras e também de cursos in plant, ministrados dentro de sua empresa!
O leitor de O Mundo daUsinagem pode entrar em con-
tato com os editores pelo e-mail: faleconosco@omundodausina-
gem.com.br ou ligue: 0800 770 5700
SANDVIK COROMANT Atendimento ao cliente
0800 559698
Lucio Salgado (Metallum Eventos Técnicos) [email protected] Marcelo Acácio (FATEC-ZL)[email protected] Gabriel (Federal Mogul)[email protected] Marcelo Peruzzo (SEMI) www.semi.com.br Maria Aparecida Colombo (FATEC-ZL)[email protected] Educarte www.projetoeducarte.comRede Brasil Voluntário www.redebrasilvoluntario.org.brRede Feminina de Combate ao Câncer www.redefeminina.org.brRégis Ronsoni (Mitutoyo)[email protected] Robert Fink (SEMI) www.semi.com.br Silvia Regina Lucas (FATEC-SP)[email protected]
34 o mundo da usinagem fev.2012/85


www.sandvik.coromant.com/br
Nossos técnicos de capa amarela fazem parte do pacote:Garantia de melhor produtividade e economia de investimento.
Ferramentas Silent Tools: Alta tecnologia para alta produtividade
Conte com a nossa ajuda!
SANDVIK DO BRASIL S.A.DIVISÃO COROMANTAv. das Nações Unidas, 21.732Cep: 04795-914 - São Paulo - SPTel. 11 5696-5400e-mail: [email protected]
hous
epre
ss
Adaptadores Silent Tools para fresamento
O novo mecanismo antivibratório presente nas ferramentas Silent Tools da Sandvik fazem toda a diferença durante a usinagem. Elas não só reduzem o tempo de produção em relação às montagens não antivibratórias, como proporcionam maior qualidade de acabamento superficial.
Esta nova solução Sandvik também permite maior tempo de contato nos ciclos de fresamento devido ao sistema de refrigeração através da árvore.
Com todas essas tecnologias agregadas, as Silent Tools auxiliam você a ampliar a competitividade de seus negócios e a elevar a sua produtividade.
Alta tecnologia para alta produtividade