Dissertação de Mestrado Desenvolvimento de filme fino de a ... · Aos colegas de Laboratório...
86
Dissertação de Mestrado "Desenvolvimento de filme fino de a-Si:H por pulverização catódica para aplicações fotovoltaicas" Autor: Romeu Jesus Santana Orientador: Prof. José Roberto Tavares Branco Maio de 2011
Transcript of Dissertação de Mestrado Desenvolvimento de filme fino de a ... · Aos colegas de Laboratório...

Dissertação de Mestrado
"Desenvolvimento de filme fino de a-Si:H por
pulverização catódica para aplicações fotovoltaicas"
Autor: Romeu Jesus Santana
Orientador: Prof. José Roberto Tavares Branco
Maio de 2011

ii
Romeu Jesus Santana
“Desenvolvimento de filme fino de a-Si:H por pulverização catódica
para aplicações fotovoltaicas”
Dissertação de Mestrado apresentada ao Programa
de Pós-Graduação em Engenharia de Materiais da
REDEMAT, como parte integrante dos requisitos
para a obtenção do título de Mestre em Engenharia
de Materiais.
Área de concentração: Engenharia de Superfícies
Orientador: Prof. José Roberto Tavares Branco
Ouro Preto, Maio de 2011

iii
AGRADECIMENTOS
A Deus, pelo renascer a cada dia.
A meus pais, especialmente à minha querida mãe, lutadora incansável, fortaleza inabalável e
sempre acolhedora.
Ao Prof. José Roberto Tavares Branco, pela oportunidade, apoio e orientação na realização
deste trabalho.
À doutora Elenice Cavichioli Borba, sempre atenciosa e acolhedora, pela imensurável
colaboração na concretização deste projeto.
Ao companheiro e amigo Thiago Daniel de Oliveira Moura, pelo apoio e colaboração durante
esta jornada.
Ao companheiro e amigo Diego Oliveira Miranda, igualmente pelo apoio e colaboração no
desenvolvimento do trabalho.
Ao companheiro e amigo Adriano Menezes, colega de trabalho.
Ao companheiro e amigo Arnaldo Nakamura, colega de trabalho.
Ao companheiro e amigo de tantos anos, Reinaldo Trindade Proença, pelo incentivo e apoio
em realizar este trabalho.
Aos colegas de Laboratório PVD, Erich Karger, Marcílio Cunha Nunes e Thiago Stefan, pelo
companheirismo e ajuda na realização dos experimentos.
Aos profissionais dos departamentos de metalurgia, química e tribologia do CETEC, por
possibilitar as caracterizações das amostras.
À REDEMAT, pela oportunidade de realizar tão importante trabalho e poder contribuir para o
desenvolvimento científico e tecnológico do Brasil e o engrandecimento desta nação.

iv
SUMÁRIO
LISTA DE FIGURAS ............................................................................................................... vi
LISTA DE TABELAS .............................................................................................................. ix
LISTA DE ABREVIAÇÕES ..................................................................................................... x
RESUMO ................................................................................................................................ xiii
ABSTRACT ............................................................................................................................ xiv
1 INTRODUÇÃO ............................................................................................................... 15
2 OBJETIVO ....................................................................................................................... 19
2.1 Objetivos Específicos ................................................................................................ 19
3 REVISÃO BIBLIOGRÁFICA ......................................................................................... 20
3.1 Materiais semicondutores .......................................................................................... 20
3.1.1 Silício ................................................................................................................. 22
3.1.2 Silício amorfo hidrogenado ................................................................................ 24
3.2 O efeito fotovoltaico .................................................................................................. 25
3.3 Células solares ........................................................................................................... 26
3.4 Técnicas de obtenção dos filmes finos de a-Si:H ...................................................... 28
3.4.1 Deposição por pulverização catódica (sputtering) ............................................. 28
3.4.2 Magnetron Sputtering ......................................................................................... 30
3.4.3 Sputtering reativo ............................................................................................... 32
3.5 Influência dos parâmetros dos filmes de a-Si:H obtidos por sputtering .................... 32
3.5.1 Nucleação e crescimento dos filmes de a-Si:H .................................................. 35
3.5.2 Temperatura de deposição e concentração de H nos filmes de a-Si:H .............. 36
3.5.3 Estrutura dos filmes de silício amorfo hidrogenado ........................................... 38
3.5.4 Propriedades ópticas dos filmes a-Si:H .............................................................. 39
4 MATERIAIS E MÉTODOS ............................................................................................ 43
4.1 Procedimentos para deposição dos filmes finos de a-Si:H ........................................ 43
4.1.1 Parâmetros do processo ...................................................................................... 43
4.1.2 Deposição do filme fino de a-Si:H ..................................................................... 48
4.2 Preparação dos Substratos ......................................................................................... 49
4.2.1 Limpeza dos substratos de vidro ........................................................................ 50
4.2.2 Limpeza dos substratos de silício ....................................................................... 50
4.3 Caracterização dos filmes finos de a-Si:H ................................................................. 51

v
4.3.1 Caracterização microestrutural ........................................................................... 51
Perfilômetria ............................................................................................................................. 51
4.3.2 Caracterização química e estrutural ................................................................... 52
Espectroscopia Raman ............................................................................................................ 52
4.3.3 Caracterização óptica do filme ........................................................................... 53
Espectroscopia ultravioleta visível ........................................................................................... 53
Espectroscopia de Infravermelho - Valor da Banda Proibida (Band Gap) .............................. 54
5 RESULTADOS E DISCUSSÕES ................................................................................... 55
5.1 Microestrutura dos filmes finos ................................................................................. 55
5.2 Estrutura dos FF de a-Si:H ........................................................................................ 56
5.3 Análise no Infravermelho: densidade de ligação e modos de ligação ....................... 60
5.4 Propriedades ópticas .................................................................................................. 65
5.5 Efeito da porcentagem de H2 na atmosfera de deposição sobre os parâmetros:
concentração de H no filme, R2090 e Eg ................................................................................ 70
5.6 Efeito da temperatura de deposição sobre os parâmetros: concentração de H no FF,
R2090 e Eg .............................................................................................................................. 71
5.7 Síntese dos resultados ................................................................................................ 75
6 CONCLUSÃO ................................................................................................................. 77
7 SUGESTÕES PARA TRABALHOS FUTUROS ........................................................... 78
8 REFERÊNCIAS BIBLIOGRÁFICAS ............................................................................. 79
9 APÊNDICE ...................................................................................................................... 85
9.1 Limpeza padrão RCA ................................................................................................ 85

vi
LISTA DE FIGURAS
Figura 3.1 Ocupação dos estados eletrônicos em um material semicondutor; a) antes e b) após
um elétron ser excitado da banda de valência para a banda de condução, em que ambos um
elétron livre e um buraco são gerados. (Callister, 2007). ......................................................... 21
Figura 3.2 (a) célula unitária da estrutura do silício cristalino e (b) representação esquemática
bidimensional da rede atômica do silício amorfo (Ramos, 1991). ........................................... 22
Figura 3.3 Distribuição de estados nos semicondutores amorfos com diferentes níveis de
compensação das ligações flutuantes por átomos de hidrogênio (Gomes, 2009). ................... 24
Figura 3.4 Formação de uma junção p-n e surgimento de um campo elétrico ɛ. ..................... 26
Figura 3.5 Representação de uma célula solar tipo HIT (Green, 2004). .................................. 28
Figura 3.6 Mecanismo PVD (Physical Vapor Deposition) por Sputtering. (a) antes da colisão
do átomo do gás de processo contra o alvo e (b) após a colisão do átomo com ejeção de
material do alvo (Severino, 2004). ........................................................................................... 30
Figura 3.7 Deposição física de vapores por magnetron sputtering (a) região de concentração
do plasma e corrosão do alvo planar e (b) região de concentração do plasma e corrosão no
alvo cilíndrico (Severino, 2004). .............................................................................................. 31
Figura 3.8 Sputtering reativo (Severino, 2004). ....................................................................... 32
Figura 3.9 Evolução da concentração de hidrogênio versus Temperatura de deposição (Cherfi
et al., 2009). .............................................................................................................................. 37
Figura 3.10 Evolução do gap óptico conforme a variação da temperatura de deposição com os
métodos tradicionais de deposição e uma nova metodologia (Cherfi et al., 2009). ................. 38
Figura 3.11 Espectro Raman Típico de um filme nc-Si:H deconvoluído nos modos TA, LA,
LO, TO1 e TO2. ....................................................................................................................... 39
Figura 3.12 Reflexões múltiplas de um feixe de radiação Uv-vis ao incidir em um filme fino
sobre um substrato transparente em que raios transmitidos também são observados. ............. 40
Figura 3.13 Aplicação do método de Tauc à uma amostra de a-Si:H (Yan, 2010). ................. 42
Figura 3.14 Aplicação do método de Tauc a três amostras de nc-Si:H com espessuras distintas
(Yan, 2010). .............................................................................................................................. 42
Figura 4.1 Esquema interno do reator BAS com as entradas e saídas dos gases e do termopar.
.................................................................................................................................................. 45
Figura 4.3 Foto do sistema de deposição de filmes finos BAS 450 PM. ................................. 49
Figura 4.4 Foto do equipamento para análise de topografia e textura Talysurf: (a) mecanismo
de leitura, (b) imagem 3D da ponta de contato de um circuito integrado. ............................... 52

vii
Figura 5.1 Estudo da taxa de deposição na avaliação do fluxo do argônio (amostras 4, 5 e 6).
.................................................................................................................................................. 55
Figura 5.2 Comportamento da taxa de deposição com a temperatura de deposição. ............... 56
Figura 5.3 Espectros Raman: (a), (b) e (c) das amostras 1, 2 e 3, respectivamente, para
avaliação do fluxo de H2 e da temperatura de deposição. ........................................................ 57
Figura 5.4 Espectros Raman: (a), (b) e (c) das amostras 4, 5 e 6, respectivamente, para
avaliação apenas do fluxo de H2. ............................................................................................. 58
Figura 5.5 Espectros Raman: (a), (b), (c), (d) e (e) das amostras 7, 8, 9, 10 e 11,
respectivamente, para avaliação da temperatura de deposição. ............................................... 59
Figura 5.6 Espectros de absorbância completos: (a), (b) e (c) das amostras 1, 2, 3
respectivamente. ....................................................................................................................... 60
Figura 5.7 Espectros de absorbância completos: (d) (e) e (f) das amostras 4, 5 e 6
respectivamente. ....................................................................................................................... 61
Figura 5.8 Espectros de absorbância completos das amostras 7, 8, 9, 10 e 11. ....................... 61
Figura 5.9 Espectros de absorbância: (a), (b) e (c) das amostras 1, 2 e 3, respectivamente, para
avaliação do fluxo de H2 e da temperatura de deposição. ........................................................ 62
Figura 5.10 Espectros de absorbância: (a), (b) e (c) das amostras 4, 5 e 6, respectivamente,
para avaliação do fluxo de H2. ................................................................................................. 63
Figura 5.11 Espectros de absorbância das amostras 7, 8, 9, 10 e 11 para avaliação da
temperatura de deposição. ........................................................................................................ 64
Figura 5.12 Espectros de UV-vis (band gap): (a), (b) e (c) das amostras 1, 2 e 3,
respectivamente, para avaliação do fluxo de H2 e da temperatura de deposição. .................... 66
Figura 5.13 Espectros de UV-vis (band gap): (a), (b) e (c) das amostras 4, 5 e 6 para avaliação
apenas do fluxo de H2. .............................................................................................................. 67
Figura 5.14 Espectro de UV-vis (band gap) das amostras 7, 8, 9, 10 e 11 para avaliação da
temperatura de deposição. ........................................................................................................ 68
Figura 5.15 Coeficientes de absorção das amostras 1, 2 e 3. ................................................... 69
Figura 5.16 Coeficientes de absorção das amostras 4, 5 e 6. ................................................... 69
Figura 5.17 Coeficientes de absorção das amostras 7, 8, 9, 10 e 11. ....................................... 70
Figura 5.18 Evolução da concentração de hidrogênio no FF com o incremento de H2 no
reator. ........................................................................................................................................ 70
Figura 5.19 Evolução do band gap com o incremento de H2 no reator. .................................. 71
Figura 5.20 Estudo do efeito da temperatura de deposição na incorporação de H no FF. ....... 72
Figura 5.21 Efeito da temperatura de deposição na densidade de defeitos. ............................. 72

viii
Figura 5.22 Estudo da influência da temperatura de deposição no fator de microestrutura. ... 73
Figura 5.23 Evolução do band gap com a temperatura de deposição. ..................................... 73
Figura 5.24 Efeito da temperatura de deposição nas ligações entre silício e hidrogênio. ........ 74
Figura 9.1 Béqueres com uma lâmina de Si mergulhada sequencialmente nas quatro soluções
da limpeza padrão RCA. .......................................................................................................... 85

ix
LISTA DE TABELAS
Tabela I.1 Previsões para países da IEA (Cenário da Política Internacional Avançada). ........ 17
Tabela IV.1 Avaliação do fluxo H2 e da temperatura de deposição. ....................................... 44
Tabela IV.2 Avaliação do fluxo de H2. .................................................................................... 47
Tabela IV.3 Avaliação da temperatura de deposição. .............................................................. 48
Tabela V.1 Resultados de espessura dos filmes e taxa de deposição. ...................................... 55
Tabela V.2 Resultados da espessura, taxa de deposição, band gap e concentrações de H. ..... 75

x
LISTA DE ABREVIAÇÕES
Å Angstrom
Al Alumínio
Am Amostra
ANEEL Agência Nacional de Energia Elétrica
Ar Argônio
α Coeficiente de absorção
a-Si Amorphous Silicon (silício amorfo)
a-Si:H Amorphous Silicon Hidrogenated (Silício amorfo hidrogenado)
BAS 450 PM Equipamento Balzer de deposição por sputtering
BC Banda de Condução
BV Banda de Valência
°C Graus Celsius ou Centigrados
CETEC-MG
Fundação Centro Tecnológico de Minas Gerais
Cd Cádmio
Cl Cloro
cm Centímetro
cm-1
Por centímetro
CO2 Gás Carbônico
c-Si Crystalline Silicon (Silício Cristalino)
c-Si/a-Si:H Crystalline Silicon/amorphous Silicon Hidrogenated (Silício
cristalino/Silício amorfo hidrogenado)
Cu Cooper (Cobre)
DC Direct Current (Corrente contínua)
DI Deionizada
ɛ Campo Elétrico
Ec Energia da Banda de Condução
Ef Energia de Fermi
Eg Energia do gap (banda proibida)
EPIA European Photovoltaic industry Association
EUA Estados Unidos da América
eV elétron Volt

xi
Ev Energia da Banda de Valência
F Flúor
Fe Ferro
FF Filmes Finos
FTIR Fourier Transform Infrared Spectroscopy
Ge Germânio
H Hidrogênio
hν energia do fóton
H2 Hidrogênio molecular
HF Ácido Fluorídrico
HIT Heterojunction with Intrinsic Thin Layer (Heterojunção com camada
fina intrinseca)
HSJ Silicon Hetero Junction (Hetero Junção de Silício)
I Intensidade de luz transmitida
Io Intensidade de luz incidente
IEA International Energy Agency
IR Infra Red (Infravermelho)
k Coeficiente de extinção
LA Longitudinal Acústica
LASER Light Amplification by Stimulated Emission of Radiation
LEMS Laboratório de Engenharia e Modificação de Superfícies
LO Longitudinal Óptica
LVDT Linear Variable Differential Transformer - transformador diferencial
linear variável
mbar Milibar
min Minuto
Mg Magnésio
mTorr Militorr
MWp Megawatt de pico
MW Megawatt
n Índice de refração
N Nitrogênio
O Oxigênio

xii
PN Junção Positivo-Negativo
PVD Physical Vapor Deposition (Deposição Física de Vapores)
RCA Radio Corporation of American (limpeza de wafer de silício)
REDMAT Rede Temática em Engenharia de Materiais
RF Rádio Frequência
R2090 Fator de Microestrutura
Se Selênio
Si Silício
Si-a Silício amorfo
SiO Óxido de silício
SiH Ligação simples Silício Hidrogênio
SiHx Ligações simples, dupla ou tripla entre Silício e Hidrogênio
Si-H Ligação simples silício Hidrogênio
SiH2 Ligação dupla Silício Hidrogênio
Si-Si Ligações Silício-Silício
Si° Silício neutro
STQ Setor de química
T Transmitância
TCO Transparent Conductor Oxide
TO Transversal Óptica
Torr Unidade de medida de pressão
TWh Terawatt hora
UEMG Universidade do Estado de Minas Gerais
URSS União das Repúblicas Socialistas Soviéticas
UV Ultravioleta
UV – vis Ultravioleta Violeta visível
Wp Watt pico
Zn Zinco
xiii
RESUMO
Filmes finos de silício amorfo hidrogenado (a-Si:H) foram desenvolvidos para aplicações
fotovoltaicas. Esses filmes são atualmente muito utilizados em células solares HSJ como
camada absorvedora devido às suas boas propriedades ópticas e elétricas, associado a um
band gap razoavelmente baixo e um reduzido custo de produção. Os filmes foram sintetizados
por pulverização catódica (sputtering d.c.). As técnicas de caracterização utilizadas foram
perfilômetria, Raman, IR e UV-vis para sua caracterização estrutural, química e óptica,
respectivamente. Para a avaliação dos parâmetros físicos, adotaram-se como variáveis
dependentes o coeficiente da absorção óptica, o teor de fase amorfa e a concentração de
hidrogênio no material formado. As variáveis independentes utilizadas neste estudo são:
pressão e temperatura de deposição. Os filmes finos amorfos foram auferidos com
concentrações de hidrogênio superiores a 10% e band gap na faixa de 1,9eV.

xiv
ABSTRACT
Hidrogenated amorphous silicon thin film (a-Si:H) were developed for photovoltaic
applications. These films are widely used in solar cells HSJ as absorber layer due to its good
electrical and optical properties, band gap fairly low and reduced cost for production. They
were produced by direct current sputtering (DC sputtering) and used measures of
profilometry, Raman, UV-vis and IR characterization for structural, chemical and optical,
respectively. As for development of parameters, it was adopted as dependent variables the
optical absorption coefficient, the content and the content of amorphous phase of films and
hydrogen concentration in the material formed. The independent variables used in this study
are: pressure and temperature of deposition. Thin films were received with amorphous
hydrogen concentration above 10% and band gap ranged 1,9eV.

15
1 INTRODUÇÃO
A descoberta dos efeitos básicos responsáveis pelo funcionamento das células solares iniciou-
se em 1817 com a descoberta do selênio (Se) por Berzelius, que foi quem primeiro preparou
também o silício elementar em 1820.
Em 1839, Edmund Becquerel, físico experimental francês, descobriu o efeito fotovoltaico
num eletrólito e, em 1876, Adams e Day presenciaram igualmente o fenômeno no Selênio e
construíram a primeira célula fotovoltaica com rendimento estimado de 1%. Mais tarde, em
1887, Heinrich Hertz descobriu que a influência da radiação ultravioleta na descarga elétrica
provoca uma faísca entre dois elétrodos de metal e, em 1904, Hallwachs descobriu que uma
combinação de metais era sensível a luz.
Albert Einstein, em 1905, abre uma época de novos desenvolvimentos na área, ao explicar o
efeito fotoelétrico, trabalho pelo qual recebeu o Prêmio Nobel de Física. Em 1916, Millikan
forneceu a prova experimental deste efeito. O cientista polaco Czochralski, em 1918,
desenvolveu um processo de crescimento de cristais de Silício (Si) a partir de um único
cristal.
Na década de 1940/50 Czochralski desenvolve um método para obtenção de Si de elevado
grau de pureza, sob a forma de lingote mono cristalino, para fins industriais. Um ano mais
tarde apareceu a primeira junção PN que permitiu a produção de células a partir de um único
cristal de Germânio (Ge). A primeira célula solar de silício monocristalino surgiu em 1954 e,
dois anos mais tarde, surgiram as primeiras aplicações da conversão fotovoltaica (Gomes,
2009).
A primeira junção PN representou um marco na indústria eletrônica e teve uma contribuição
relevante no programa espacial dos EUA e antiga URSS, onde foram utilizadas para
fornecimento de energia aos primeiros satélites lançados no espaço. O elevado custo das
células solares limitou a sua aplicação em larga escala.
Foi na década de 70, com a escassez anunciada do ouro negro (petróleo), que se passaria a
acreditar que a energia solar poderia ser uma alternativa viável se produzida em larga escala.
A crise do petróleo, entretanto, teve duração muito curta, o que impediu um maior
desenvolvimento da indústria fotovoltaica.

16
Com a necessidade de reduzir os custos de produção da energia, surgiram em 1976 as
primeiras células de Si amorfo hidrogenado (a-Si:H), tendo associada uma tecnologia de
baixo custo. Isto permitiu obter uma redução bastante significativa no custo de energia
produzida de 80$/Wp (dólares por Watt pico) para cerca de 12 $/Wp em menos de uma
década, o que possibilitou introduzir a energia fotovoltaica de forma competitiva em inúmeras
aplicações terrestres.
Nas décadas de oitenta e noventa o investimento em programas de financiamento para a
pesquisa continuou motivado pela procura de alternativas aos combustíveis fósseis, para
produção de eletricidade. Exemplos destas iniciativas são a instalação da primeira central
solar de grande envergadura (1MWp) na Califórnia em 1982 e o lançamento dos programas
de “telhados solares” na Alemanha (1990) e no Japão (1993), pelos quais os governos
apoiaram fortemente a micro geração de eletricidade por particulares.
De fato, foram os governos da Alemanha e do Japão quem primeiro percebeu que a criação de
um verdadeiro “Mercado fotovoltaico” não poderia basear-se apenas no desenvolvimento
tecnológico, mas também ser incentivado no sentido de criar massa critica no Mercado, ou
seja, pessoas com conhecimento do mercado energético no âmbito comercial e financeiro. Um
estudo financiado pela Comissão Européia, o MUSIC FM, mostrou recentemente que, com a
utilização de tecnologia atual melhorada apenas por investigação focada em resultados
previsíveis, uma fábrica de painéis solares com um nível de produção da ordem de 500 MW
anuais levaria a uma redução dos custos dos painéis solares para valores competitivos com a
eletricidade convencional (1euro/Wp). Esses resultados vêm confirmar que essa tecnologia
não está longe de se tornar competitiva e que as economias de escala são determinantes para a
livre concorrência na medida em que reduz os custos de produção e provoca o incremento de
bens e serviços.
A energia fotovoltaica não poderá ser nunca uma solução única, mas será uma fonte
energética que vem a contribuir para o conjunto de soluções que devem assegurar o
abastecimento de energia ao planeta e o desenvolvimento sustentável da humanidade. A
tabela I.1 apresenta a evolução que é esperada pela IEA para as energias renováveis
(EPIA,2010; EREC, 2010).

17
Tabela I.1 Previsões para países da IEA (Cenário da Política Internacional Avançada).
Ano 2001 2010 2020 2030 2040
Consumo Total IEA 15.578 19.973 25.818 30.855 36.346
Biomassa 180 390 1.010 2.180 4.290
Hídrica 2.590 3.095 3.590 3.965 4.165
PCH 110 220 570 1.230 2.200
Eólica 54,5 512 3.093 6.307 8.000
Fotovoltaica 2,22 20 276 2.570 9.113
Solar Térmica 1 5 40 195 790
Geotérmica 50 134 318 625 1.020
Ondas 0,5 1 4 37 230
Total Energias Renováveis 2.988,2 4.377 8.901 17.109 29.808
Contribuição Renováveis 19,2% 21,9% 34,5% 55,4% 82,0%
Unidade: TWh (Fonte: Gomes, 2009).
Segundo as previsões para os países da IEA (agência internacional de energia), em 2020 cerca
de 1% da energia consumida mundialmente será de origem fotovoltaica. Esta fração deve se
elevar para cerca de 26% em 2040 e isso se deve a um decréscimo dos custos dos sistemas de
geração, o qual é proporcional ao crescimento dos volumes de produção dos painéis e
conseqüentes economias de escala (Lawrence, 2006).
O Brasil, apesar de seu enorme potencial hidroelétrico, não pode abrir mão dessa alternativa
de energia que beneficiará inúmeras pessoas, principalmente as desprovidas de recursos
energéticos, haja vista que se situam em regiões rurais e afastadas e não possuem condições
financeiras para arcar com os custos da energia tradicional. O país possui um ótimo índice de
radiação solar, principalmente no semi-árido nordestino, onde estão os melhores índices, com
valores típicos de 1.752 a 2.190kWh/m2 por ano de radiação incidente (Pacheco, 2006), o que
o credibiliza a desenvolver a tecnologia de geração fotovoltaica, pois, geralmente, são
gerações localizadas para atendimento a uma residência, a uma fazenda ou pequena indústria.
Isso possibilita energia de qualidade, o que nem sempre é possível com a geração
hidroelétrica, devido à grande distância para transmissão de energia impossibilitar o
fornecimento adequado e eficiente da mesma dentro dos padrões de qualidade da Aneel e
onerar as empresas distribuidoras com pesadas multas.

18
Neste sentido, o desenvolvimento de filmes finos de silício amorfo hidrogenado para
fabricação de heterojunções c-Si/a-Si:H é de fundamental importância para o
desenvolvimento da célula solar HSJ a baixo custo, haja vista que o silício amorfo é cinquenta
a oitenta por cento mais barato que o silício cristalino. Esses filmes de silício amorfo, para
que satisfaçam o requisito de eficiência mínima de 10% de conversão de energia da célula
solar, devem possuir uma hidrogenação de 10%, um “band gap” (potencial de banda de
energia) superior a 1,8 e ausência de componentes cristalinos (Pinarbasi et al., 1989).
O magnetron sputtering reativo, técnica usada para a formação do material, tem a vantagem
de controlar a quantidade de hidrogênio presente no filme pelo ajuste da pressão parcial de
hidrogênio no volume do plasma. Essa quantidade de hidrogênio no filme é um parâmetro
importante que determina as propriedades do material formado, tais como baixa densidade de
defeitos e band gap (Abelson et al., 1990).
Esse processo de deposição física de vapor apresenta alta taxa de deposição em relação à
deposição química de vapor, entre 0,2 a 3Å.s-1
para a sílica (SiO2), por exemplo, e pode se
depositar em substratos com grandes áreas (Rolo, 2003). Além disso, o material precursor do
processo de deposição não apresenta riscos ao meio ambiente, por ser sólido, e não gera
moléculas gasosas que causam riscos à saúde humana.
Neste projeto avaliou-se a influência dos parâmetros concentração de hidrogênio, temperatura
de deposição e potência com o uso de fonte DC nas propriedades estruturais e ópticas dos
filmes finos de a-Si:H.
19
2 OBJETIVO
Desenvolvimento de filme fino de silício amorfo hidrogenado depositado por pulverização
catódica.
2.1 Objetivos Específicos
Avaliação da temperatura de deposição e da proporção de hidrogênio nas propriedades
estruturais e ópticas dos filmes no desenvolvimento de a-Si:H por pulverização catódica
(sputtering);
Estudo do efeito dos parâmetros de processo sobre Band gap dos filmes produzidos;
Formação de filmes de a-Si com bons níveis de hidrogenação e bons indicadores de
passivação das ligações pendentes.

20
3 REVISÃO BIBLIOGRÁFICA
3.1 Materiais semicondutores
Os materiais semicondutores são aqueles que possuem uma resistividade situada entre a dos
materiais condutores e isolantes. Os principais semicondutores utilizados na eletrônica são o
Germânio (Ge) e o Silício (Si), sendo este último o mais utilizado.
A condutividade elétrica dos materiais semicondutores não é tão alta quanto à dos metais: a
do Si é de 4x10-4
(Ω.m)-1
, enquanto a do Cobre é de 6,0x107(Ω.m)
-1, por exemplo (Callister,
2007). Além do mais, eles têm características elétricas únicas para aplicações específicas. As
propriedades elétricas desses materiais são sensíveis à presença de impurezas.
Os semicondutores se dividem em semicondutores intrínsecos e extrínsecos. Intrínseco são
aqueles em que o comportamento eletrônico é baseado na estrutura eletrônica inerente ao
material puro. Semicondutor extrínseco é aquele em que as características elétricas são
ditadas pelos átomos da impureza. Os extrínsecos podem ser do tipo p ou n. O tipo n são
aqueles aos quais se adiciona impurezas pentavalentes ao material intrínseco, como o fósforo,
por exemplo, o que faz com que ele fique com excesso de elétrons e origina elétrons livres no
material. Já o semicondutor tipo p tem adicionado a ele impurezas trivalentes, como o boro,
por exemplo, o que gera a chamada lacuna ou buraco (Callister, 2007).
Nos materiais semicondutores, a camada de valência possui quatro elétrons. Como o material
tende a possuir oito elétrons na camada de valência e o elemento semicondutor só possui
quatro, este acomoda os seus átomos, simetricamente entre si, e constitui uma estrutura
cristalina através de ligações covalentes.
Nos semicondutores, estados vazios adjacentes acima da banda de valência não são
acessíveis. Para se tornar livre, então, o elétron deve ser promovido com uma energia superior
ao band gap e entre os estados vazios e o início da banda de condução. Isso só é possível se
fornecer ao elétron uma diferença de energia superior a esses dois estados, a qual é
aproximadamente igual ao band gap – Eg. Esse processo de excitação, com as respectivas
bandas de valência e de condução, é mostrado na figura 3.1.

21
Figura 3.1 Ocupação dos estados eletrônicos em um material semicondutor; a) antes e b) após um elétron
ser excitado da banda de valência para a banda de condução, em que ambos um elétron livre e um buraco
são gerados. (Callister, 2007).
Para inúmeros materiais, esse band gap é igual a vários elétron volts. O band gap do silício é
de 1,1eV e do germânio é de 0,7eV (Callister, 2007). Entretanto, freqüentemente, a energia de
excitação é de uma fonte não elétrica tal como calor ou luz.
O número de elétrons excitados termicamente para a banda de condução depende do valor do
band gap, bem como da temperatura. Para uma dada temperatura, quanto maior Eg, menor é a
probabilidade de que um elétron de valência seja promovido para um estado de energia dentro
da banda de condução. Isso resulta em poucos elétrons de condução: para o silício intrínseco,
à temperatura ambiente, a concentração de elétrons é de 1,33x1016
m-3
(Callister, 2007). Em
outras palavras, quanto maior o band gap, menor é a condutividade elétrica a uma dada
temperatura. Assim, a distinção entre semicondutores e isolantes está na largura do band gap;
para os semicondutores, ela é estreita, enquanto para os isolantes é relativamente larga.
O aumento da temperatura de um semicondutor resulta em um aumento da energia térmica
que é necessária para a excitação do elétron. Logo, mais elétrons serão promovidos à banda
de condução, a qual fornece um aumento da condutividade
A condutividade dos semicondutores pode também ser vista de uma perspectiva dos modelos
de ligações atômicas. As ligações em semicondutores são, predominantemente, covalentes e
relativamente fracas, as quais podem significar que os elétrons de valência não são fortemente
ligados aos átomos. Consequentemente, estes elétrons são mais facilmente removidos pela
excitação térmica do que seriam para os isolantes devido à ligação fraca entre os átomos dos

22
semicondutores e tornam-se livres, ou seja, o material passa de isolante a condutor (Callister,
2007).
3.1.1 Silício
O silício é um elemento de ligação covalente com estrutura de coordenação tetraédrica, onde
cada átomo se encontra ligado a quatro átomos vizinhos. Caso a estrutura ordenada se repita
de forma periódica, origina uma rede cristalina com uma ordem a longa distância e forma o
silício cristalino. Por outro lado, caso os ângulos e comprimentos das ligações covalentes se
encontrem distorcidos ou existam falhas na coordenação tetraédrica em uma longa distância
(ligações incompletas ou pendentes), a periodicidade deixa de existir e mantém-se apenas
uma ordem relativa à curta distância, o que possibilita a formação do silício amorfo (Gomes,
2009).
O cristal de silício, no qual a geometria das ligações atômicas corresponde exatamente à
estrutura do tetraedro regular da figura 3.2, representa o estado de mais baixa energia do
conjunto de átomos que formam o sólido. A estrutura amorfa do silício, por outro lado,
representa um estado metaestável do sistema, o qual pode se formar, entre outros processos,
pelo resfriamento suficientemente rápido a partir de uma fase gasosa, num processo que
retarda o movimento atômico coletivo que poderia levar os átomos a se arranjarem nos sítios
da rede cristalina. Com aquecimento a temperaturas elevadas, o Si-a tende a se cristalizar. A
figura 3.2 (a) mostra a célula unitária da estrutura cristalina do silício e (b) uma representação
bidimensional esquemática da rede atômica do silício amorfo (Ramos, 1991).
Figura 3.2 (a) célula unitária da estrutura do silício cristalino e (b) representação esquemática
bidimensional da rede atômica do silício amorfo (Ramos, 1991).

23
O silício amorfo puro é um material que, em princípio, apresenta propriedades optoeletrônicas
inadequadas à sua aplicação em dispositivos, devido ao elevado número de defeitos (ligações
flutuantes) e tensões internas provocadas pela distorção da rede cristalina (Gomes, 2009).
A existência de defeitos devido às ligações pendentes neste material faz com que existam
estados eletrônicos localizados no centro da banda proibida. Quando estas ligações são
passivadas, os estados localizados são transferidos para as bandas de estados estendidos.
Assim, a incorporação de hidrogênio no silício amorfo cria uma banda proibida com
densidade de estados bem menor (1016
a 1017
cm-3
eV-1
) que a existente nas bandas (Cantão,
1989). A grande variação que existe na mobilidade dos transportadores deslocalizados
(associados a estados existentes na banda de condução - B.C. ou na banda de valência - B.V.)
e localizados (associados a estados situados no hiato energético), faz com que o hiato
energético, nos semicondutores amorfos, seja substituído por um hiato de mobilidades e
intervenham, simultaneamente, transportadores deslocalizados e localizados, caracterizados
por possuírem baixas mobilidades e baixas condutividades (Gomes, 2009).
Uma das vantagens do silício amorfo relativamente ao cristalino é a facilidade com que os
átomos de diferentes tamanhos e números de coordenação se incorporam na rede. Numa rede
cristalina, a incorporação de átomos diferentes é dificultada, devido à forma rígida como os
átomos estão organizados. Para conferir melhores propriedades optoeletrônicas ao silício
amorfo, é adicionado hidrogênio para compensar as ligações flutuantes (Águas, 1999).
O semicondutor silício amorfo é um sólido sem estrutura cristalina definida, o que facilita o
seu posicionamento em defeitos ou ligações pendentes presentes na superfície da lâmina e
passiva-a, ou seja, completa estas ligações faltantes. Um sólido amorfo pode assumir uma
diversidade de estados termodinâmicos e formas distintas para certa temperatura e pressão
fixas. Essa é a diferença básica e a grande vantagem dos materiais amorfos para os sólidos
cristalinos, os quais têm estruturas fundamentais que são unicamente definidas em um dado
conjunto de temperatura e pressão. A adição do hidrogênio ao silício produz um material
eletrônico de altíssima qualidade por passivar esses estados e por permitir o relaxamento da
rede randômica covalente (Pinarbasi et al., 1988; Tanaka et al.,1999).
24
3.1.2 Silício amorfo hidrogenado
O silício amorfo hidrogenado (a-Si:H), produzido por descarga luminescente (a partir do gás
silano), foi inicialmente estudado por Chittick, Alexander e Sterling em 1969 (Chittick et al.,
1969). Eles observaram uma forte dependência da resistividade com a temperatura de
deposição durante a formação do filme fino e um efeito fotocondutor muito maior do que
aquele obtido em filmes depositados por outros métodos (evaporação, sputtering, etc.).
A adição de hidrogênio ao silício amorfo, além de compensar as ligações flutuantes, permite
também aliviar as tensões internas por criar espaço para que os átomos de silício possam se
organizar melhor, o que leva a uma diminuição de defeitos e, consequentemente, a uma
melhoria das propriedades optoeletrônicas do material (Abelson et al., 1990; Águas, 1999).
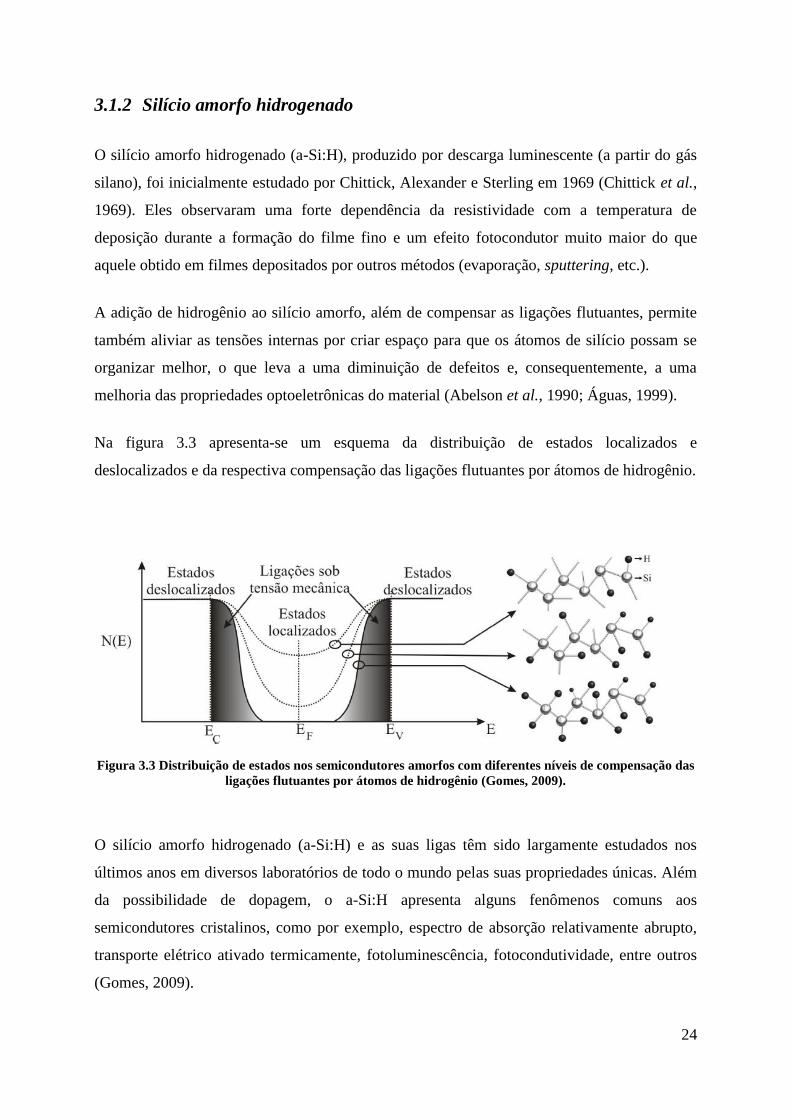
Na figura 3.3 apresenta-se um esquema da distribuição de estados localizados e
deslocalizados e da respectiva compensação das ligações flutuantes por átomos de hidrogênio.
Figura 3.3 Distribuição de estados nos semicondutores amorfos com diferentes níveis de compensação das
ligações flutuantes por átomos de hidrogênio (Gomes, 2009).
O silício amorfo hidrogenado (a-Si:H) e as suas ligas têm sido largamente estudados nos
últimos anos em diversos laboratórios de todo o mundo pelas suas propriedades únicas. Além
da possibilidade de dopagem, o a-Si:H apresenta alguns fenômenos comuns aos
semicondutores cristalinos, como por exemplo, espectro de absorção relativamente abrupto,
transporte elétrico ativado termicamente, fotoluminescência, fotocondutividade, entre outros
(Gomes, 2009).
25
Essas características tornaram o silício amorfo hidrogenado um dos materiais mais
promissores para a produção de dispositivos de filmes finos como fotodetectores, detectores
de radiação, transistores de efeito de campo e na geração de energia elétrica pelo
aproveitamento da radiação solar (células fotovoltaicas de baixo custo) (Gobbi, 1988).
O interesse em células solares de a-Si:H se deve à possibilidade de se conseguir baixo custo
devido ao baixo consumo de energia e de material na produção e células de grande área nos
mais diversos tipos de substratos como vidros e polímeros, entre outros (Gomes, 2009). Além
disso, o material é simples, barato e disponível no mercado, apesar da baixa eficiência de
conversão, de 14 a 15%, quando comparada com as células de silício monocristalino, de 20%,
as quais são afetadas por um processo de degradação logo nos primeiros meses de operação
(Fahrenbruch et al, 1983; Nelson, 2007).
3.2 O efeito fotovoltaico
Os fótons incidentes no material são responsáveis por produzir pares elétron-lacuna, os quais
são separados pelo campo elétrico presente na junção e geram uma foto voltagem. O fóton da
radiação incidente é absorvido quando sua energia é igual ou maior que o intervalo de
energias proibidas do material, gerando um par elétron-lacuna, o que faz aumentar a
concentração de portadores livres na banda de condução e de valência, respectivamente
(Fahrenbruch et al., 1983).
Ao se supor que um fluxo de fótons com energia hν > Eg incida sobre o dispositivo e propicia
a excitação de pares elétron-lacuna em ambos os lados da junção, os portadores minoritários
foto-estimulados a certa distância da junção podem, por difusão, atingir a zona de depleção e
serem acelerados pelo campo elétrico para o outro lado da junção onde podem se recombinar
com as impurezas ionizadas. Essa propriedade no material semicondutor de manter separados
os elétrons e as lacunas gerados posteriormente pela absorção da luz é o princípio usado nas
células solares (Fahrenbruch et al., 1983).
Elétrons são arrastados para o lado n e buracos são arrastados para o lado p. Assim, surge uma
diferença de potencial nos terminais da célula, a qual variará proporcionalmente conforme a
intensidade da luz incidente. Isso pode ser observado pela ilustração da figura 3.4.

26
Figura 3.4 Formação de uma junção p-n e surgimento de um campo elétrico ɛ.
Os fótons que não possuem energia suficiente para formar um par elétron-lacuna
simplesmente passam através da célula, sem produzir efeito algum. Já fótons com energia
maior do que o intervalo entre bandas são absorvidos, mas a maior parte de sua energia é
dissipada em forma de calor. O silício cristalino tem um intervalo entre bandas de
aproximadamente 1,1eV, enquanto a maior parte dos fótons solares possui muito mais energia
do que isso. Este é o principal motivo pelo qual, mesmo as células solares de silício cristalino
(o principal material para essa finalidade), apresentam eficiência de apenas 25%, no melhor
dos casos (Fahrenbruch et al., 1983).
3.3 Células solares
Desde que Carlson e Wronsky desenvolveram a primeira célula solar de silício amorfo
(Carlson et al., 1976), um notável progresso tem sido alcançado, tanto no estudo do material
como na tecnologia de fabricação desses dispositivos. Os desenvolvimentos recentes apontam
para células de menor custo e maior eficiência. Nesse campo é dada especial atenção às
células produzidas com a tecnologia de filmes finos (Gomes, 2009).
Como dispositivos fotovoltaicos, as junções de a-Si:H oferecem diversas vantagens tais
como: elevado coeficiente de absorção óptico (105cm-1
) com hiatos ópticos ajustáveis (1.1eV
a 2.5eV) para o uso de diferentes camadas; relativa facilidade de fabricação em grandes áreas
com diversas técnicas de deposição a baixas temperaturas (< 300°C); produção de dispositivos
de multijuncão com os quais é possível aperfeiçoar a absorção do espectro solar e produção
em diversos tipos de substratos como o vidro, aço inox, polímeros e cerâmicos (Hamakawa,
2004).
Uma das maiores dificuldades na implantação comercial das células baseadas em filmes finos
de silício amorfo é o baixo rendimento que se deve, entre outros fatores, à degradação da
eficiência sofrida pelas células pelo efeito de Staebler-Wronski. Este efeito deve-se à quebra
27
das ligações fracas de Si–H que, com a incidência prolongada da luz, se quebram e dão
origem a defeitos que servem como armadilhas aos portadores foto gerados e são
responsáveis pela diminuição da corrente e, consequentemente, do rendimento.
Diversos estudos sobre a eliminação ou atenuação desta degradação têm sido efetuados e
estão focalizados principalmente em materiais de fase mista, uma mistura de pequenos cristais
de silício cristalino incorporados numa matriz amorfa. Este material bifásico é denominado
silício micro ou nanocristalino consoante o tamanho dos cristalitos sejam micro ou nano
cristais, respectivamente. Isto é conseguido com elevadas diluições em hidrogênio do gás
utilizado no processo (Ali et al., 2003; Miles, 2006).
Os filmes finos constituem, atualmente, o grande campo de pesquisas para desenvolvimentos
de células solares de menor custo. O grande objetivo é desenvolver técnicas alternativas ao
silício mono e policristalino que tenham custos mais reduzidos e, ao mesmo tempo, a
confiabilidade e durabilidade daqueles. A estratégia é usar pouco material, diminuir o
consumo de energia e reduzir a complexidade dos processos para permitir a produção em
larga escala (Alvarenga, 2001). A técnica de pulverização catódica é uma das possibilidades
de obtenção dos filmes finos e será melhor discutida oportunamente.
A grande maioria das células fotovoltaicas é fabricada com o uso do silício (Si) e pode ser
constituída de cristais mono cristalinos, policristalinos ou silício amorfo.
Os tipos de células são diferenciados quanto aos materiais constituintes e à estrutura
empregada, de forma a converter a máxima energia da luz solar incidente em energia elétrica,
ao mesmo tempo em que tem um custo reduzido. Podem ser:
Monocristalinas: são produzidas a partir de um wafer de um cristal de Silício. Estas células
são as mais caras. O monocristal é crescido a partir do silício fundido pelo método
Czochralski. Sua grande vantagem é sua eficiência elevada, bem superior às demais, o que
possibilita a fabricação de módulos fotovoltaicos em escala comercial com eficiências de 12 a
15% de conversão de energia solar em eletricidade (Green, 2004).
Policristalinas: São formadas de wafers de silício tratado quimicamente. Estas células são
oriundas de um bloco de Silício multi-cristalino e são menos eficientes. Entretanto, sua
produção é mais barata, quando comparadas com as células solares monocristalinas, o que

28
permite a fabricação de módulos fotovoltaicos em escala comercial com eficiências de 10% a
12% de conversão energética (Green, 2004).
Células de silício amorfo: Possuem eficiência inferior às células de silício policristalino. Essas
células são obtidas por meio da deposição de camadas muito finas de silício sobre superfícies
de vidro ou metal, a temperaturas inferiores a 300oC. Sua eficiência na conversão da luz solar
em eletricidade situa-se em, aproximadamente, 6,3% (Green, 2004).
Células de Si do tipo HIT (Heterojunção com Filmes Finos Intrínsecos): As células de Si
baseadas em heterojunções com filmes finos intrínsecos surgem como alternativa para
fabricação de células solares, com a combinação do silício cristalino (c-Si) na forma de wafer
e filme fino de silício amorfo hidrogenado na mesma estrutura. Há ainda uma camada de
filme fino de um óxido transparente condutor (TCO) que pode atuar como camada anti-
refletora ou contato transparente. Em geral, utilizam-se filmes de ZnO nesses dispositivos.
Módulos com eficiência de 15,2% já são fabricados (Green, 2004).
A figura 3.5 mostra a representação de uma célula solar tipo HIT:
3.4 Técnicas de obtenção dos filmes finos de a-Si:H
3.4.1 Deposição por pulverização catódica (sputtering)
A palavra “sputter” é originária do latim, “sputtare”, emitir saliva com ruído. Este fenômeno
foi descrito, primeiramente, há 150 anos com a formação de filmes finos de metal por
Sputtering (Grove, 1852).
TCO Tipo n
(a-SiC:H) Intrínseco
a-Si:H Tipo p
C-Si Contato metálico
grade
Figura 3.5 Representação de uma célula solar tipo HIT (Green, 2004).
29
A pulverização catódica (sputtering) é o processo no qual um material é removido, na forma
atômica, de uma superfície pelo seu bombardeamento por íons energéticos de uma plasma
gasoso. Para se produzir um fluxo de íons energéticos sobre a superfície do material, este é
polarizado com uma tensão adequada em relação ao plasma. O campo elétrico resultante deve
acelerar os íons do plasma em direção à superfície deste material que, ao atingí-lo, transferem
parte de sua quantidade de movimento e energia para os átomos superficiais e pode provocar
a emissão de espécies do material que é bombardeado (Ramos, 1991; Rolo, 2003).
O plasma gasoso e a pulverização superficial são obtidos com o uso de um gás inerte mantido
sob uma pressão adequada no interior de uma câmara de deposição. O alvo é ligado à fonte
externa de tensão negativa e o suporte do substrato forma o anodo. Esta fonte externa é usada
para gerar um campo elétrico entre o anodo e o catodo. O gás se constitui, em quase sua
totalidade, de partículas neutras, muito embora haja uma pequena porção de íons positivos e
elétrons gerados em colisões que envolvem as moléculas de alta energia, as quais estão em
pequena concentração. No entanto, estas cargas são aceleradas sob a ação do campo elétrico
e, ao atingirem velocidades suficientes, podem gerar mais ionização ao impactarem com os
átomos neutros do gás. Uma alta densidade de cargas em equilíbrio pode ser conseguida
quando o mecanismo de ionização por colisões é exatamente compensado pelos processos de
recombinação que ocorrem simultaneamente. Isso é que mantém o plasma gasoso. O
potencial que atrai os íons positivos em direção ao cátodo é o mesmo que promove a
ionização do gás, o qual é polarizado negativamente. O fenômeno de pulverização superficial
poderá ocorrer se a energia dos íons incidentes for superior ao limiar para a emissão atômica
pela superfície e, então, é gerada uma fase gasosa do material do catodo (Ramos, 1991; Rolo,
2003).
O material ejetado se deposita sobre o substrato e seu suporte, colocados em oposição à
superfície bombardeada, bem como por, praticamente, toda superfície interior à câmara de
deposição.
Essa técnica permite a deposição de uma grande variedade de materiais, como Alumínio, ligas
de Alumínio, Platina, Ouro, Titânio, Tungstênio, ligas de Tungstênio, Molibdênio, Silício,
Óxido de Silício e silicetos. Ao contrário de muitas outras técnicas de deposição, no
sputtering não há derretimento do material do alvo, ele passa do estado sólido para a fase
vapor (Filho, 1991).

30
As partículas de alta energia que bombardeiam o alvo, normalmente íons de Argônio, são
geradas em plasmas de descarga luminosa. A descarga luminosa se auto sustenta e é
produzida pela aplicação de um campo elétrico DC entre dois eletrodos dentro de uma
câmara. O Argônio é colocado na câmara com pressão inicial de, aproximadamente, 10-3
mbar.
O espaçamento entre os eletrodos é da ordem de 5cm.
Os processos de sputtering são implementados com uso de fontes de potência em corrente
contínua (DC sputtering) a 60Hz para aplicações em alvos metálicos, e rádio freqüência
(sputtering RF) a uma frequência de 13,56MHz para aplicações em alvos isolantes ou
refratários (Chapman, 1980).
Na figura 3.6 é mostrado, de forma esquemática, o mecanismo de bombardeamento do alvo e
a conseqüente ejeção de material.
(a) (b)
Figura 3.6 Mecanismo PVD (Physical Vapor Deposition) por Sputtering. (a) antes da colisão do átomo do
gás de processo contra o alvo e (b) após a colisão do átomo com ejeção de material do alvo (Severino,
2004).
3.4.2 Magnetron Sputtering
O magnetron sputtering caracteriza-se pelo sistema de sputtering no qual se aplica um campo
magnético com a finalidade de aumentar a eficiência na ionização de átomos do gás por
elétrons secundários emitidos do catodo. Esses campos magnéticos são obtidos de imãs
permanentes colocados atrás do catodo para produzir campos orientados perpendicularmente
à sua superfície. Os elétrons secundários emitidos pelo catodo são acelerados em direção ao
plasma pelo campo elétrico existente na região escura adjacente. Entretanto, eles seguem

31
trajetórias mais longas em forma de espirais devido à influência do campo magnético, o que
aumenta a probabilidade de realizarem colisões ionizantes com os átomos do gás. A principal
consequência desse processo é a obtenção de maiores densidades de plasma em relação ao
sistema convencional sob as mesmas condições de deposição. Devido a isto, é comum
utilizar-se em “magetron sputtering” tensões de polarização do catodo da ordem de metade do
valor usado para “DC ou RF sputtering e auferir, ainda assim, taxas de deposição
consideravelmente superiores. Em “RF sputtering” trabalha-se, geralmente, com taxas de
deposição de a-Si no intervalo de alguns décimos de Å/s até cerca de 5Å/s, dependendo das
condições de deposição, enquanto os valores correspondentes em “magnetron sputtering”
podem ser quatro vezes maiores.” Outra consequência relevante do aumento do número de
colisões que os elétrons secundários realizam com os átomos do gás é a redução da
intensidade do bombardeamento eletrônico sobre o filme em crescimento, o que tem
profundos efeitos sobre as propriedades do material depositado (Ramos, 1991).
O aprisionamento de íons entre um alvo carregado negativamente e um campo magnético
fechado produz um plasma denso, conforme se observa na figura 3.7 (a) e (b).
(a)
(b)
Figura 3.7 Deposição física de vapores por magnetron sputtering (a) região de concentração do plasma e
corrosão do alvo planar e (b) região de concentração do plasma e corrosão no alvo cilíndrico (Severino,
2004).

32
Densidades altas de íons são geradas dentro do plasma confinado e os íons são,
subseqüentemente, direcionados para o alvo negativo, o que produz sputtering a altas taxas.
3.4.3 Sputtering reativo
Denominam-se sputtering reativo os processos de deposição durante os quais ocorre a
formação de compostos. Para tanto, conforme figura 3.8, é necessária a adição de um gás
reativo, além do gás de sputtering, que irá reagir com o material ejetado do alvo e criar o
composto desejado.
Figura 3.8 Sputtering reativo (Severino, 2004).
3.5 Influência dos parâmetros dos filmes de a-Si:H obtidos por sputtering
A síntese de filmes finos de silício amorfo a temperaturas entre 100 e 200°C, seja por
deposição química de vapor com o uso de silano por hot wire (filamento quente) ou deposição
física do silício por magnetron sputtering, por exemplo, é obtida quando uma pequena
quantidade de hidrogênio molecular é acrescentada ao gás de processo.
A quantidade de hidrogênio incorporado no filme e as estruturas moleculares predominantes
que envolvem Si e H na rede atômica dependem principalmente de três parâmetros: pressão
parcial de hidrogênio, pressão total e temperatura de deposição (Ramos, 1991). Se houver
uma grande adição desse gás ao de processo, a porcentagem de hidrogênio atômico gerada no
plasma é que ditará o crescimento superficial do filme e ele se tornará micro cristalino (Gerbi
et al., 2001).

33
No método de magnetron sputtering reativo d.c. para depositar a-Si:H, o hidrogênio é
independentemente adicionado ao processo via pressão parcial de H2, introduzido na câmera
de vácuo junto com o gás de sputtering, como o argônio, por exemplo. Neste processo, o
plasma é confinado por um campo magnético helicoidal próximo ao alvo, de forma a reduzir
enormemente o bombardeio do substrato por íons energéticos e elétrons. Os átomos neutros
arrancados do alvo com elevada energia cinética bem como átomos de hidrogênio do plasma
reagem para se depositar no substrato e formar o filme a-Si:H (Rolo, 2003).
O hidrogênio tem como uma de suas principais funções na formação do filme de a-Si:H a
passivação das ligações incompletas, uma vez que esses defeitos influenciam diretamente nas
propriedades eletrônicas do material. Estudos de absorção de IR (Infrared) mostram que
ligações entre silício e hidrogênio existem em várias configurações no sólido, como ligações
Si - H, Si - H2, (Si − H2)n e Si − H3. Um átomo de hidrogênio elimina uma ligação mal feita,
forma Si - H e distribui-se através do material, o que aumenta a absorção em 2000cm-1
.
Grupos de dihidricos (SiH2) ou cluster de Si - H produzem a absorção de IR em 2100cm-1
.
Essas espécies ocupam a superfície de micro lacunas internas. Uma taxa grande de grupos de
Si - H e Si - H2 é geralmente associada às melhores qualidades eletrônicas do material
produzido (Pinarbasi et al., 1989). Entretanto, as propriedades eletrônicas também dependem
da distribuição de ligações covalentes, a qual é difícil de determinar experimentalmente.
Um método de cálculo do percentual de hidrogênio foi apresentado por Saleh et al (2002) e
Smets (2002). Baseia-se na integração dos picos de absorção no infravermelho nas faixas de
número de onda correspondente à ligação de interesse conforme a equação 3.1:
Onde: S é intensidade integrada na banda de absorção;
é o coeficiente de absorção e
é o número de onda da luz incidente.
O coeficiente de absorção pode ser determinado pela equação 3.2:

34
Onde: d é a espessura da amostra, em cm.
A densidade da amostra no substrato pode ser determinada pela equação 3.3:
Em que: é a densidade da amostra no substrato;
é a constante de proporcionalidade facilmente encontrada na literatura e
S é fornecido pela equação 3.1.
Finalmente, a porcentagem de hidrogênio pode ser calculada pela equação 3.4:
Em que: é a porcentagem de material no filme e
é a densidade do substrato.
O fator de microestrutura dos filmes finos de a-Si:H é a razão da intensidade integrada da
banda em 2090cm-1
com a soma das intensidades integradas das bandas centradas em 2090 e
2000cm-1
(Bem Abdelmounen et al, 2008), representada pela equação 3.5:
Como o nível de Fermi é determinado pela neutralidade de cargas entre os estados de energia,
a medida da energia de ativação revela que o hidrogênio muda a distribuição de energia bem
como a densidade de estados no gap por eliminar, preferencialmente, estados acima do gap ou
por criá-los abaixo dele. O hidrogênio incorporado ao silício amorfo aumenta o band gap
principalmente por eliminar estados no topo da banda de valência (Pinarbasi et al., 1989).

35
Além disso, o decréscimo da pressão total dos gases argônio e hidrogênio conduz a um
número consistente e desejável de características do filme por incluir ligações
predominantemente monohidricas, sem microestruturas definidas e baixo band gap óptico
(Ross et al., 1981).
As ligações de hidrogênio, no processo de produção do filme fino de a-Si:H, transformam o
silício amorfo em um material com alta qualidade eletrônica pela modificação de sua
estrutura, especialmente por eliminar os “dangling bonds” (ligações mal feitas), as quais são
ligações pendentes entre Si-Si (Abelson et al., 1990).
A adição de 10% de hidrogênio ao silício amorfo é bem utilizada para reduzir a densidade de
defeitos, ou seja, o número de ligações incompletas de Si, em a-Si:H, para valores entre
5x1015
e 1016
cm-3
(Lukovsky et al., 2007).
3.5.1 Nucleação e crescimento dos filmes de a-Si:H
Para caracterizar a estrutura observada em filmes de Si-a, ao se utilizar o modelo de rede
randômica, é necessário considerar as várias possibilidades de defeitos estruturais que podem
existir na rede amorfa.
O filme de Si-a cresce a partir da condensação, no substrato, de uma fase gasosa de átomos ou
moléculas num processo no qual são rapidamente “resfriados” ao colidirem com a superfície.
Entretanto, nesse processo de resfriamento, as partículas condensadas no substrato não
perdem totalmente sua energia cinética, de modo que os átomos e moléculas de Si podem
apresentar alguma velocidade de translação na superfície do substrato, cuja magnitude
depende de certas condições de processo, como a temperatura de deposição. As partículas em
movimento na superfície do substrato podem realizar colisões, formar ligações entre si e
originar agregados atômicos que crescem tanto paralelamente à superfície quanto na sua
direção normal (Cantão, 1989; Ramos, 1991).
Numa etapa posterior, esses agregados atômicos unem-se uns aos outros para formar um filme
contínuo sobre a superfície, num processo denominado coalescência. Contudo, se as
partículas de silício na superfície do substrato tiverem energias cinéticas muito baixas, pode
ocorrer que a coalescência dos agregados atômicos não seja completa, o que resulta em
defeitos estruturais tais como “buracos” ou vacâncias na rede atômica, ou o crescimento na
36
forma de colunas e produzir o que se denomina estrutura colunar. A presença desses defeitos
na rede atômica implica na existência de regiões de baixa densidade e superfícies internas na
estrutura nas quais, em geral, existem grandes concentrações de ligações incompletas que
influenciam fortemente as propriedades elétricas e ópticas do material. Contudo, as falhas de
coordenação não ocorrem somente na superfície interna dos defeitos. Podem existir ligações
incompletas em todo o volume do filme, bem como na interface com o substrato e na
superfície livre (Cantão, 1989; Ramos, 1991).
A razão pela qual as ligações incompletas têm grande influência nas propriedades do Si-a é
que esses defeitos geram estados eletrônicos localizados na região correspondente à banda
proibida do cristal, os quais, quando em altas concentrações, dominam o comportamento
eletrônico do material. Devido à localização espacial, esses atuam como centros de
recombinação de cargas livres e podem, portanto, estar carregados, o que significa que os
sítios atômicos onde existem ligações incompletas podem ter uma carga líquida localizada
(Ramos, 1991).
3.5.2 Temperatura de deposição e concentração de H nos filmes de a-Si:H
A temperatura de deposição de filmes finos de a-Si:H pode ser reduzida com o método de
sputtering. O uso de temperaturas mais baixas, na faixa de 100 a 200°C, para a deposição dos
filmes finos é necessária para a deposição em substratos de baixo custo como vidros e
polímeros, por exemplo, maleáveis e com áreas maiores, devido à aplicação desses materiais
para a fabricação de células solares para geração de energia, as quais necessitam de substratos
de áreas amplas e que possam se adequar à arquitetura das mais diversas construções.
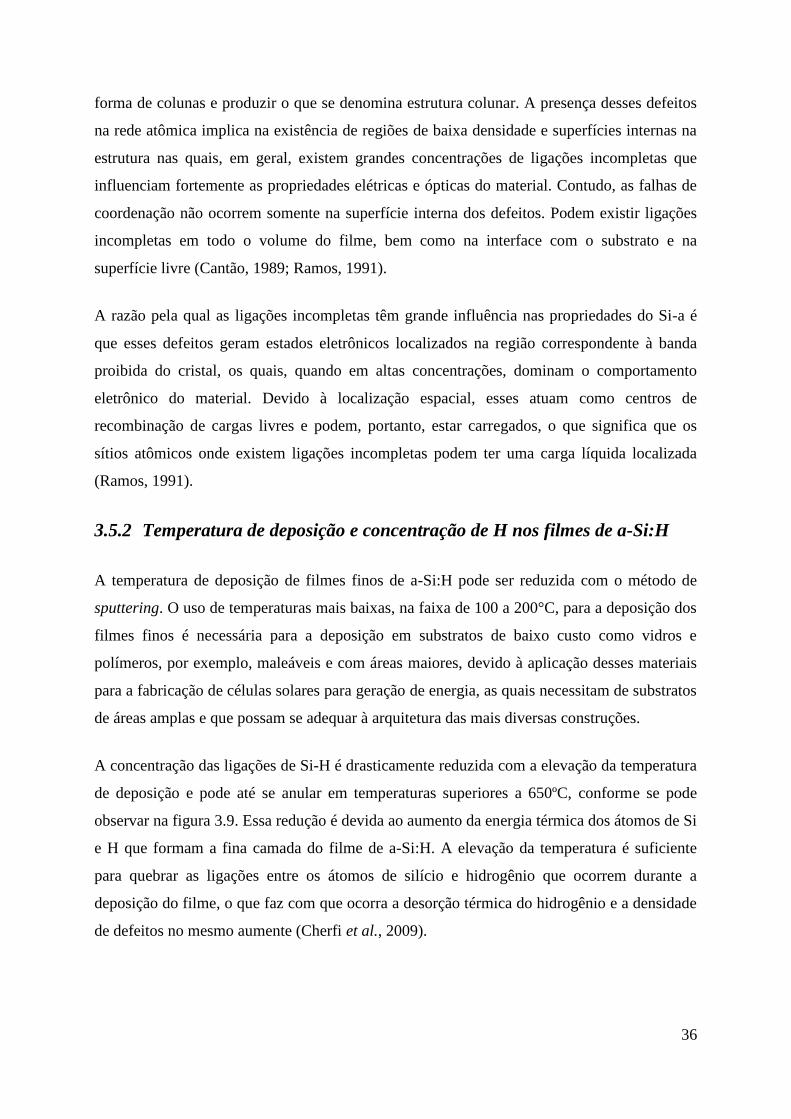
A concentração das ligações de Si-H é drasticamente reduzida com a elevação da temperatura
de deposição e pode até se anular em temperaturas superiores a 650ºC, conforme se pode
observar na figura 3.9. Essa redução é devida ao aumento da energia térmica dos átomos de Si
e H que formam a fina camada do filme de a-Si:H. A elevação da temperatura é suficiente
para quebrar as ligações entre os átomos de silício e hidrogênio que ocorrem durante a
deposição do filme, o que faz com que ocorra a desorção térmica do hidrogênio e a densidade
de defeitos no mesmo aumente (Cherfi et al., 2009).

37
A incorporação do hidrogênio, porém, não pode ser excessiva, pois o filme se tornaria menos
denso, haja vista que ele reduz significativamente a densidade de defeitos (Cherfi et al., 2009;
Abdelmoumen et al., 2008; Katiyar et al., 2001).
Figura 3.9 Evolução da concentração de hidrogênio versus Temperatura de deposição (Cherfi et al., 2009).
A temperatura de deposição influência também o gap óptico do filme fino de a-Si:H
produzido. Cherfi et al (2009) verificaram que ocorre a redução do gap óptico com a elevação
da temperatura de deposição, o que se deve à redução da concentração de hidrogênio presente
no material, conforme figura 3.10.
Temperatura de deposição (ºC)
Temperatura de deposição (ºC)
Conce
ntr
ação
de
H (
%)
Con
centr
ação
de
H (
%)

38
Figura 3.10 Evolução do gap óptico conforme a variação da temperatura de deposição com os métodos
tradicionais de deposição e uma nova metodologia (Cherfi et al., 2009).
3.5.3 Estrutura dos filmes de silício amorfo hidrogenado
A estrutura dos filmes de a-Si:H pode ser facilmente determinada pela espectroscopia Raman.
É uma técnica fotônica de alta resolução que proporciona informação química e estrutural de
quase todo material ou composto orgânico, o que permite a sua identificação. As análises
mediante espectroscopia Raman se baseiam no exame da luz dispersada por um material ao
incidir sobre ele um feixe de luz monocromático. Uma pequena porção da luz é dispersa
inelasticamente e experimenta ligeiras trocas de frequência que são características do material
analisado e independentes da frequência da luz incidente. Trata-se de uma técnica de análise
direta sobre o material sem necessitar de nenhum tipo de preparação especial e que não leva a
nenhuma alteração da superfície sobre a qual se realiza a análise, ou seja, é não destrutiva.
A análise da cristalinidade através da técnica de espectroscopia Raman já é bastante utilizada
na literatura pela disperção dos modos de fônons, nas ramificações Acústicas Transverso
(TA) em 150cm-1
, um modo Longitudinal Acústico (LA) com um pico em 300cm-1
, uma
ramificação Longitudinal Óptica (LO) com pico em 380cm-1
e um modo Transverso Óptico
(TO), o qual pode ser dividido em duas partes: (TO1) em 480 cm -1
para a contribuição de
filmes de silício amorfo e (TO2) em 520cm-1
para formação de fases cristalinas no filme de
silício (Wey et al, 2006; Parramon et al, 2009). Esses modos de fônons podem se obtidos de
qualquer espectro Raman experimental deconvoluído com uso de uma linha Gaussiana em
TA, LA, LO, TO1 e TO2, respectivamente. A figura 3.11 mostra o espectro Raman típico de
um filme de nc-Si:H e seus respectivos modos de fônons.
Temperatura de deposição (ºC)
Gap
ópti
co (
eV)
Este trabalho
Literatura

39
Figura 3.11 Espectro Raman Típico de um filme nc-Si:H deconvoluído nos modos TA, LA, LO, TO1 e
TO2.
3.5.4 Propriedades ópticas dos filmes a-Si:H
Informações sobre a absorção de uma amostra podem ser obtidas ao se inserí-la no caminho
óptico do aparelho de UV-vis. Então, luz UV e/ou visível com um número de onda no
intervalo de 400 a 4000cm-1
atravessa a amostra, que absorve ou transmite esse raio de luz
dependendo do arranjo atômico, rugosidade, composição química da amostra e, também, do
ângulo de incidência do feixe.
Para ilustrar o comportamento do feixe na amostra, conforme a figura 3.12, considera-se que
a intensidade da luz antes de passar pela amostra é I0, a intensidade da luz depois de passar
por ela é I e a parte refletida é IR, a qual representa também todas as reflexões da luz que
ocorrem nas interfaces da amostra. A transmitância da amostra é definida pela razão (I/I0), a
qual normalmente é expressa em porcentagem de transmitância (%T). A partir dessa
informação, a absorbância de ambos é determinada para a faixa de número de onda citado
anteriormente ou como uma função de uma faixa de números de onda. Os espectrofotômetros
mais sofisticados normalmente fazem isso automaticamente.
Inte
nsi
dad
e (u
nid
ade
arbit
rari
a)
Deslocamento Raman (cm-1
)

40
Figura 3.12 Reflexões múltiplas de um feixe de radiação Uv-vis ao incidir em um filme fino sobre um
substrato transparente em que raios transmitidos também são observados.
As propriedades ópticas e elétricas das substâncias no estado sólido são tratadas com o
modelo de bandas. Segundo esta teoria, a presença de infinitas espécies (átomos ou íons) nos
retículos cristalinos, característicos de um sólido, faz com que os orbitais dessas espécies
interajam entre si e formem conjuntos de níveis de energia que recebem o nome de "banda".
A banda de maior energia ocupada por elétrons livres é conhecida como "banda de valência"
e a banda vazia de menor energia é denominada "banda de condução". A diferença de energia
entre a banda de valência e a banda de condução é chamada de band gap (ou "banda
proibida", ou "hiato").
A condutividade eletrônica de um sólido é função da possibilidade de ocorrer transferência de
elétrons da banda de valência para a banda de condução, onde estes elétrons poderão
movimentar-se livremente. Esta transferência requer energia suficiente para que os elétrons
passem pelo band gap. Conforme a magnitude deste, podem-se definir quatro tipos de
sólidos:
a) os condutores ou metais, onde não há band gap, ou seja, a banda de valência e a banda de
condução estão sobrepostas. Nestes materiais a condutividade elétrica aumenta com a
diminuição da temperatura;
b) os semicondutores, cuja banda de valência está totalmente ocupada e a banda de condução
vazia, com um valor de band gap entre 0 e 3eV e onde a condutividade elétrica aumenta com
o aumento da temperatura;

41
c) os semi-metais com banda de valência ocupada e banda de condução vazia e um valor de
band gap próximo de zero, como a grafite, por exemplo;
d) os isolantes, também com a banda de valência totalmente preenchida e banda de condução
vazia, mas com um valor de band gap alto (maior que 5eV). Neste caso, o composto se
decompõe termicamente antes que seja atingida a situação energética de superação do band
gap.
Nos semicondutores, pequenos valores de energia térmica ou luminosa possibilitam a
transferência de elétrons para a banda de condução e fazem com que estes materiais
apresentem condutividade elétrica (Shriver et al., 1994).
As informações a respeito de band gap e transmitância dos filmes, obtidas em espectros UV-
vis, podem ser empregadas para a determinação das constantes ópticas desses filmes, como o
índice de refração n, os coeficientes de absorção α, de extinção k e da energia de banda
proibida Eg.
O método de Tauc é amplamente usado na literatura para determinação do band gap em
filmes de a-Si:H. Yan et al, (2010), mostra a aplicação do método à uma amostra de a-Si:H,
em que há uma relação linear na parte intermediária da curva, indicada em vermelho na figura
(3.13). Esta relação de linearidade vem da equação (3.6) de Tauc:
Onde: é o gap óptico.
Logo, o prolongamento da parte linear da curva até tocar o eixo é exatamente o valor do
band gap da amostra, que neste caso é de 1,85eV.

42
Figura 3.13 Aplicação do método de Tauc à uma amostra de a-Si:H (Yan, 2010).
No entanto, o método de Tauc falha ao descrever materiais nc-Si:H, como indicado pela não
linearidade da curva da figura 3.14, na região similar à da figura 3.13.
Figura 3.14 Aplicação do método de Tauc a três amostras de nc-Si:H com espessuras distintas (Yan,
2010).

43
4 MATERIAIS E MÉTODOS
4.1 Procedimentos para deposição dos filmes finos de a-Si:H
4.1.1 Parâmetros do processo
Os filmes finos de a-Si:H foram depositados por pulverização catódica e a utilização dos
melhores parâmetros da literatura: temperatura de deposição na faixa de 100 a 350°C; pressão
parcial de hidrogênio de 0,05 a 1,2mTorr; pressão parcial de Argônio de 1,0mTorr; taxa de
deposição entre 20 e 220Å/min e concentração de hidrogênio de 2 a 40% (Abelson et al.,
1990; Pinarbasi et al., 1989; Cherfi et al., 2009).
Para se atingir tais parâmetros, dada a gama de variáveis presentes e devido às especificidades
do reator BAS 450 PM Balzer, houve a necessidade de se fazer um estudo base com os
indicadores da literatura para se chegar às melhores condições para a deposição neste
equipamento de modo a se auferir os requisitos de qualidade dos FF (Filmes Finos) de a-Si:H
com band gap superior na faixa de 1,8 a 1,9eV e concentração de Hidrogênio presente no
filme acima de 10%.
Definidos os parâmetros de deposição, fez-se, primeiramente, o pré sputtering do alvo de
maneira a se remover impurezas e possíveis óxidos presentes na superfície do mesmo. Após
isso, deu-se início à deposição do silício amorfo sobre o substrato.
4.1.1.1 “Avaliação do fluxo de H2 e da temperatura de deposição”
Estes primeiros experimentos destinaram-se à verificação do ambiente de deposição com a
utilização dos melhores parâmetros retirados da literatura. Com base nestes resultados, foram
realizados outros experimentos descritos a partir do item 4.1.1.2. Variaram-se a temperatura
de deposição e o fluxo de Hidrogênio para a formação do filme fino de a-Si:H na atmosfera
do reator BAS 450 PM. Os seguintes parâmetros de deposição foram mantidos fixos:
Pressão de trabalho: 2,5E-3
mbar;
Tempo de deposição: 300s;
Potência: 200,0W;

44
Percentual de Argônio: 62,5%.
Os demais parâmetros utilizados nestes experimentos estão relacionados na tabela IV.1:
Tabela IV.1 Avaliação do fluxo H2 e da temperatura de deposição.
Amostra
“Am”
Temperatura de
deposição
(⁰C)
Fluxo de
H2
(%)
1 138,0 16,7
2 166,0 28,6
3 105,0 37,5
Para alcançar a temperatura de deposição teve-se o auxílio de quatro lâmpadas de 1000W e
tensão de 220V. Atingido o valor desejado, este era mantido constante por meio de um
controlador de temperatura, cujo termopar tipo k situava-se entre o alvo e o porta amostras,
conforme ilustrado na figura 4.1. A entrada dos gases foi feita por meio de um tubo de aço
inox perfurado posicionado lateralmente junto ao alvo em toda a sua extensão vertical,
justamente por ser nele que o plasma se concentra devido ao magnetron. A saída desses gases
estava localizada na parte inferior do reator, em seu centro, onde se localiza a bomba
criogênica, conforme ilustrado também na figura 4.1. A distância entre o alvo e o substratos,
ambos posicionados paralelamente um ao outro, era de 5cm. A atmosfera de deposição
atingiu uma pressão de base de 1,0E-6
mbar.

45
Figura 4.1 Esquema interno do reator BAS com as entradas e saídas dos gases e do termopar.
Descrição do reator BAS 450 PM:
Alvo: situado no catodo do reator, é dele que se evapora o material para deposição no
substrato ao ser pulverizado pelo plasma denso e concentrado pelo magnetron sobre
ele. É nele que é aplicada a fonte de potência DC, DC pulsada, AC ou RF para que se
tenha a formação do plasma.
Magnetron: é um imã plano com geometria adequada, o qual dá origem a um campo
magnético toroidal, em que as linhas de campo formam um percurso fechado sobre a
superfície do alvo e concentra o plasma na região do alvo para uma maior evaporação
do material.
Porta substrato: é um suporte preso na parte superior do reator no qual são afixados os
substratos para deposição do material ejetado do alvo. Sua distância do alvo é de 5cm.
46
Motor do porta substrato: é o motor que faz girar o porta amostra antes, durante ou
depois do processo de deposição do material.
Lâmpadas de tungstênio: são quatro lâmpadas de 230V, 1500W, para aquecer os
substratos, as amostras e as partes internas do reator antes, durante ou após a
deposição do material. Estão localizadas no reator em oposição ao alvo.
Shutter: é um suporte em aço inox que permite fazer várias deposições sem desfazer o
vácuo. Ele tem a função de proteger ou cobrir os substratos que não serão depositados
em um dado momento.
Motor do Shutter: é um motor responsável por girar o shutter e possibilitar as
variações de deposição.
Saída de gases: é a válvula que permite a saída dos gases do processo de deposição.
Entrada de Ar: é a válvula que permite a entrada do gás Ar para formação do plasma.
Entrada de H: é a válvula que permite a entrada do gás H para formação de a-Si:H.
Termopar: é o instrumento de medida da temperatura de deposição.
4.1.1.2 “Avaliação do fluxo de H2”
A influência do fluxo de hidrogênio foi avaliada na hidrogenação dos filmes finos de a-Si:H
pela fixação do tempo, da potência e da temperatura de deposição. Visou-se determinar a
melhor proporção do gás reativo na formação do referido filme no reator de deposição BAS
450 PM que possibilite uma hidrogenação superior a 10%.
Foram fixados os seguintes parâmetros de deposição:
Pressão de trabalho: 2,5E-3
mbar;
Tempo de corrida: 300s;
Temperatura de deposição: 105,0°C;

47
Potência: 200W;
Percentual de Argônio: 62,5%.
A tabela IV.2 apresenta os valores utilizados para o fluxo de hidrogênio neste experimento:
Tabela IV.2 Avaliação do fluxo de H2.
Amostra
“Am”
Fluxo de
H2
(%)
Temperatura de
deposição
(°C)
4 16,7 105,0
5 28,6 105,0
6 37,5 105,0
O reator BAS 450 PM apresentava fuga expressiva e, antes do experimento, passou por
manutenção para eliminar o problema. Após novos testes de fuga, verificou-se que a mesma
havia sido reduzida ao valor permissível, o qual se situa em torno de 2x10-4
mbar.l/sec, o que
possibilitou trabalhar com uma atmosfera de deposição melhor com uma pressão de base
igual a 1,0E-7
mbar.
4.1.1.3 “Avaliação da temperatura de deposição”
A avaliação do efeito da temperatura de deposição na hidrogenação dos filmes finos de a-Si:H
foi feita com a utilização de um termopar tipo k fixado no reator de maneira que se situasse
entre o alvo e o porta amostras, sem, no entanto, impedir a deposição do material conforme
ilustrado na figura 4.1. Foi feita a fixação dos seguintes parâmetros:
Pressão de trabalho: 2,5E-3
mbar;
Pressão de base: 1,0E-7
mbar;
Tempo de deposição: 300s;
Percentual de hidrogênio: 37,5%;
Percentual de argônio: 62,5%;

48
Potência: 200W.
Buscou-se determinar a temperatura de deposição que possibilitasse a maior inserção de
hidrogênio no filme fino formado.
Os valores do parâmetro variável utilizado nesse caso são relacionados na tabela IV.3:
Tabela IV.3 Avaliação da temperatura de deposição.
Amostra
“Am”
Temperatura de
deposição
(⁰C)
Fluxo de H2
(%)
7 35,00 37,5
8 105,0 37,5
9 200,0 37,5
10 300,0 37,5
11 400,0 37,5
4.1.2 Deposição do filme fino de a-Si:H
Antes de cada deposição dos filmes de a-Si:H, fez-se um pré-aquecimento das partes internas
do reator a 200⁰C por um período de 120 minutos para eliminar possíveis contaminantes que
tenham se formado na superfície dos substratos e se auferir filmes finos de a-Si:H com
concentração de hidrogênio superior a 10%. Esse aquecimento mostra-se eficaz na dessorção
de átomos, moléculas e agregados existentes nas paredes e partes internas do reator por
fornecer lhes calor e facilitar a evaporação dos mesmos. Todos os substratos de wafer de
silício tipo n e de vidro, inclusive o de referência para as medidas de infravermelho, passaram
por esse mesmo aquecimento.
Os substratos, após devidamente limpos, foram fixados no porta amostras. Em seguida, foi
feita a deposição do filme por pulverização catódica do alvo planar de silício policristalino do
tipo p de dimensões 10,00”x5,00”x0,25” e com grau de pureza solar de 99,9999%.
A figura 4.1 mostra o sistema de deposição do laboratório PVD do CETEC-MG.

49
Figura 4.2 Foto do sistema de deposição de filmes finos BAS 450 PM.
A deposição dos FF de a-Si:H foi feita sob substratos de vidro soda cal e wafer de silício
monocristalino tipo n, com orientação 111 e resistividade 0,010 a 0,020Ω.cm. O uso desses
diferentes tipos de substratos deve-se às diferentes caracterizações do FF a serem feitas. O
substrato de vidro foi utilizado nas medidas de UV-vis para caracterizações ópticas e medidas
de perfilometria e Raman para caracterizações estruturais do material formado. Já o substrato
de wafer de silício foi utilizado nas medidas de IR para caracterizações eletro-ópticas. Os
detalhes técnicos de obtenção dos FF de a-Si:H por sputtering foram descritos nas seções 3.4
e 3.5.
4.2 Preparação dos Substratos
Foram utilizados substratos de vidro soda cal, cujas dimensões foram 10x10x1,0mm. Antes
de serem fixados no porta amostra do reator, depositou-se uma quantia de 1mg de nitrato de
boro na superfície do mesmo em três diferentes posições da superfície do substrato de vidro
para a formação de degrau, de forma a possibilitar medidas microestruturais por perfilômetria.
Após a deposição, fez-se a remoção da máscara para realizar as medidas de espessura do
filme.
Foram usados, também, substratos de silício monocristalino tipo n, cujas dimensões eram de
15x15x0.5mm. Após a limpeza, os substratos foram inseridos no reator e fixados no porta
amostras.

50
4.2.1 Limpeza dos substratos de vidro
O método de limpeza utilizado para o vidro foi à base de éter de petróleo, detergente neutro,
água destilada e água deionizada, constituído pelas seguintes etapas:
Remoção da camada de gordura da superfície das amostras com éter de petróleo;
Remoção do éter de petróleo presente nas mesmas através da lavagem em solução 5%
de detergente neutro em água deionizada, aquecida até o ponto de ebulição para evaporação
do mesmo;
Limpeza dos substratos em ultrasom por 10 minutos em solução 5% de detergente
neutro;
Lavagem destas em água destilada até retirar todo o detergente residual;
Fervura das referidas amostras em água destilada por um tempo de 5 minutos;
Fervura de ambas em água deionizada por 5 minutos;
Após isso, fez-se a secagem de todos os substratos em estufa sob luz infravermelha.
4.2.2 Limpeza dos substratos de silício
A fina camada de óxido nativo presente no wafer de silício cristalino age como uma barreira
muito eficiente contra a difusão do hidrogênio no silício amorfo e impede a passivação dos
defeitos estruturais do material (Cabarrocas, 2000, Kail et al., 2005).
A limpeza das lâminas de silício foi feita com o uso do procedimento padrão RCA para se
garantir a limpeza total dos substratos, o qual os livra de quaisquer impurezas, sejam elas
gorduras, poeiras, resíduos diversos e, principalmente, óxidos que poderiam comprometer
todo o trabalho devido à sua capacidade de interferir no tempo de vida dos portadores de
carga.

51
Para garantir uma limpeza eficaz, com a menor quantidade possível de impurezas, segue-se
um processo padrão RCA descrito em maiores detalhes no apêndice. Esse processo de
limpeza consiste, seqüencialmente, em mergulhar as lâminas em soluções de:
• H2SO4 /H2O2 (4:1) em 80°C por 10min: essa solução, denominada "piranha", é utilizada
para remover principalmente quantidades de gordura presentes na superfície das lâminas de
silício;
• HF/H2O (1:10) em temperatura ambiente por 10s: nessa etapa de limpeza remove-se o óxido
de Si (SiO2) nativo na superfície do silício. A reação química do processo é a seguinte: SiO2 +
4HF → SiF4 + H2O;
• NH4OH/H2O2/H2O (1:1:5) em 80°C por 10min: com essa solução remove-se a gordura e os
metais do grupo IB e IIIB (Cu, Ag, Zn, Cd) que estiverem presentes nas superfícies das
lâminas;
• HCl/ H2O2/H2O (1:1:5) em 80°C por 10 min: nessa fase, dissolvem-se os íons alcalinos e
hidróxidos de Fe+3
, Al+3
e Mg+3
das superfícies dos substratos. Entre uma solução e outra, as
lâminas são submetidas a um enxágüe com água DI (deionizada) 18MΩ.cm por 3min. A
secagem destas lâminas é feita com jato de nitrogênio.
Os substratos de silício foram deixados em água deionizada para o seu transporte, no menor
intervalo de tempo possível, para o interior do reator.
4.3 Caracterização dos filmes finos de a-Si:H
Os filmes depositados foram caracterizados pelas suas propriedades microestruturais,
estruturais, químicas e ópticas.
4.3.1 Caracterização microestrutural
Perfilômetria
Neste trabalho, utilizou-se o perfilômetro “Form Talysurf Series”, do fabricante Taylor
Hobson Limited, com varredura de 1500μm, velocidade de varredura 5,0mm/s, ângulo igual
a +3º/-1,5º e força constante igual a 10N, pertencente ao Laboratório de Engenharia e
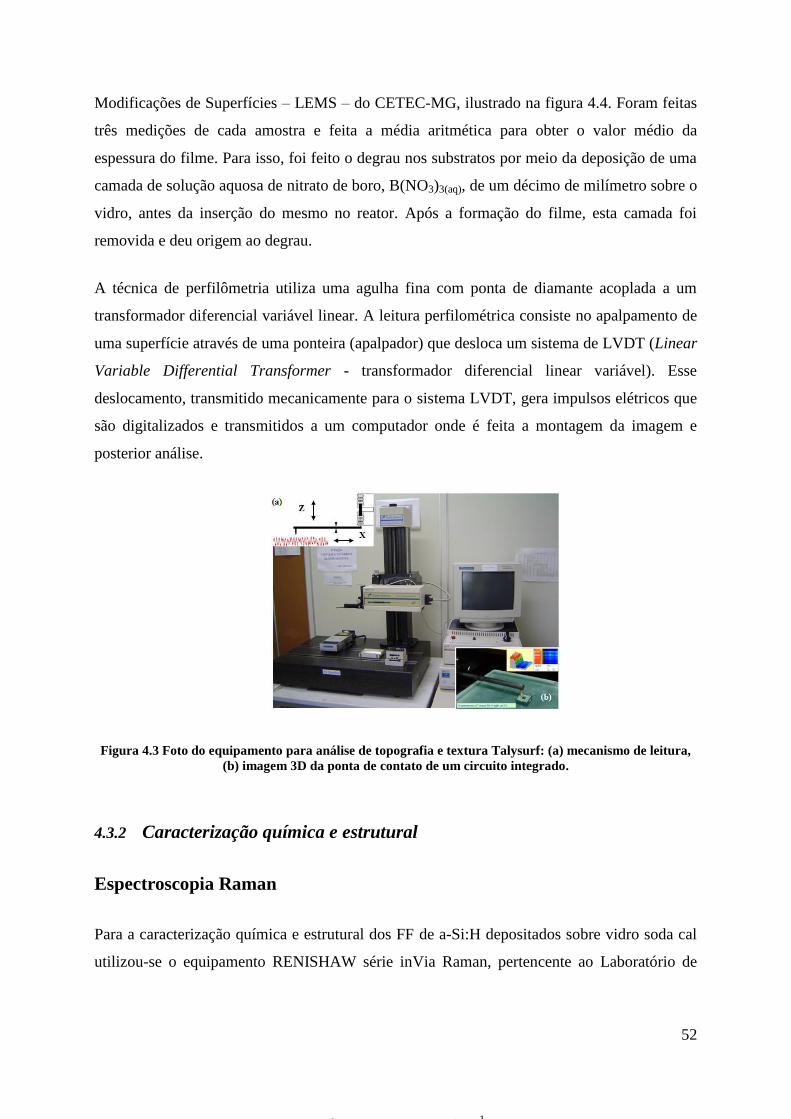
52
Modificações de Superfícies – LEMS – do CETEC-MG, ilustrado na figura 4.4. Foram feitas
três medições de cada amostra e feita a média aritmética para obter o valor médio da
espessura do filme. Para isso, foi feito o degrau nos substratos por meio da deposição de uma
camada de solução aquosa de nitrato de boro, B(NO3)3(aq), de um décimo de milímetro sobre o
vidro, antes da inserção do mesmo no reator. Após a formação do filme, esta camada foi
removida e deu origem ao degrau.
A técnica de perfilômetria utiliza uma agulha fina com ponta de diamante acoplada a um
transformador diferencial variável linear. A leitura perfilométrica consiste no apalpamento de
uma superfície através de uma ponteira (apalpador) que desloca um sistema de LVDT (Linear
Variable Differential Transformer - transformador diferencial linear variável). Esse
deslocamento, transmitido mecanicamente para o sistema LVDT, gera impulsos elétricos que
são digitalizados e transmitidos a um computador onde é feita a montagem da imagem e
posterior análise.
Figura 4.3 Foto do equipamento para análise de topografia e textura Talysurf: (a) mecanismo de leitura,
(b) imagem 3D da ponta de contato de um circuito integrado.
4.3.2 Caracterização química e estrutural
Espectroscopia Raman
Para a caracterização química e estrutural dos FF de a-Si:H depositados sobre vidro soda cal
utilizou-se o equipamento RENISHAW série inVia Raman, pertencente ao Laboratório de
Deslocamento Raman (cm-1
)

53
Engenharia e Modificações de Superfícies – LEMS – do CETEC-MG. As amostras analisadas
foram filmes finos de a-Si:H depositados sobre vidro soda cal.
Os espectros Raman foram obtidos com a seguinte configuração:
Laser: 514nm edge (modo regular);
Grating: 2400 l/mm;
Tempo de exposição: 10s;
Potência do laser: 10%;
Slit: 65nm de abertura, centro 2230nm;
Objetiva: 50x.
4.3.3 Caracterização óptica do filme
A espectroscopia se tornou uma ferramenta experimental muito importante para as
caracterizações ópticas e determinação da estrutura das bandas de um cristal. Nestes ensaios,
medidas de transmitância e refletância da radiação eletromagnética servem para dar a fração
da radiação absorvida, a qual é analisada em função do comprimento de onda da radiação.
Neste trabalho foi utilizada a espectroscopia de ultravioleta visível (UV-vis) e a de
infravermelho (IR).
Espectroscopia ultravioleta visível
As medidas de espectroscopia óptica foram realizadas com um espectrofotômetro da
Analytikjena Specord 210 disponível no Setor de Análises Químicas – STQ – do CETEC-
MG. Este espectrofotômetro atuou em modo de transmitância na região do espectro
eletromagnético que corresponde ao ultravioleta-visível no intervalo de 200 e 800nm (1,55 –
6,2eV). Essa faixa de energia é equivalente à diferença de energia ∆E entre os níveis
eletrônicos de átomos e que corresponde às faixas ultravioleta, visível e infravermelho
próximo do espectro de radiação eletromagnética. Nessas faixas de energia, as moléculas
sofrem transições eletrônicas.
54
Espectroscopia de Infravermelho - Valor da Banda Proibida (Band Gap)
O valor da banda proibida dos filmes finos de a-Si:H foram analisados por espectroscopia de
transmissão com o Espectrofotômetro FTIR Bomen FTLA, disponível no Setor de Análises
Químicas – STQ – do CETEC-MG.
Anterior á medida nos filmes foi realizada uma medida em um “wafer” de silício
monocristalino. Essa medida serviu como linha base para as demais. O equipamento fornece
os dados para serem tratados no Software Grams, o qual possibilita obter, entre outras
informações, o valor do band gap dos filmes.

55
5 RESULTADOS E DISCUSSÕES
5.1 Microestrutura dos filmes finos
Os parâmetros de deposição bem como os resultados de espessura e taxa de deposição dos
filmes finos de a-Si:H formados encontram-se relacionados na tabela V.1.
Tabela V.1 Resultados de espessura dos filmes e taxa de deposição.
Amostra
“Am”
Pressão
de trabalho
(mbar)
Tempo
de deposição
(minutos)
Temperatura
de deposição
(⁰C)
Potência
(Watts)
Fluxo
de Ar (%)
Fluxo
de H2
(%)
Espessura
(nm)
Taxa de
deposição (nm/min)
“Avaliação do fluxo de H2 e da temperatura de deposição”
1 2,5E-3
5,0 138,0 200,0 83,3 16,7 224,0 44,8
2 2,5E-3
5,0 166,0 200,0 71,4 28,6 197,0 39,4
3 2,5E-3
5,0 105,0 200,0 62,5 37,5 245,0 49,0
“Avaliação do fluxo de H2”
4 2,5E-3
5,0 105,0 200,0 83,3 16,7 212,0 42,4
5 2,5E-3
5,0 105,0 200,0 71,4 28,6 187,0 37,4
6 2,5E-3
5,0 105,0 200,0 62,5 37,5 180,0 36,0
“Avaliação da Temperatura de Deposição”
7 2,5E-3
5,0 35,00 200,0 62,5 37,5 200,0 40,0
8 2,5E-3
5,0 105,0 200,0 62,5 37,5 180,0 36,0
9 2,5E-3
5,0 200,0 200,0 62,5 37,5 152,5 30,5
10 2,5E-3
5,0 300,0 200,0 62,5 37,5 185,0 37,0
11 2,5E-3
5,0 400,0 200,0 62,5 37,5 228,3 45,7
A taxa de deposição para os experimentos 4, 5 e 6, em que se avaliou a influência do fluxo de
H2 na mistura gasosa Ar-H2 para a formação dos filmes finos de a-Si:H tem seu
comportamento ilustrado na figura 5.1 conforme se incrementava o gás argônio no interior do
reator BAS 450 PM. A espessura do material formado apresentou crescimento, o que pode ser
associado à maior quantidade de íons Ar disponíveis para o choque contra o alvo e arranque
de um maior número de átomos de silício reagindo com o hidrogênio e depositando nos
substratos.
60 65 70 75 80 85
35
40
45
50
55
60
65
70
75
Tax
a d
e d
epo
siçã
o (
nm
/min
)
Percentual de Ar (%)
Taxa de deposição
Figura 5.1 Estudo da taxa de deposição na avaliação do fluxo do argônio (amostras 4, 5 e 6).
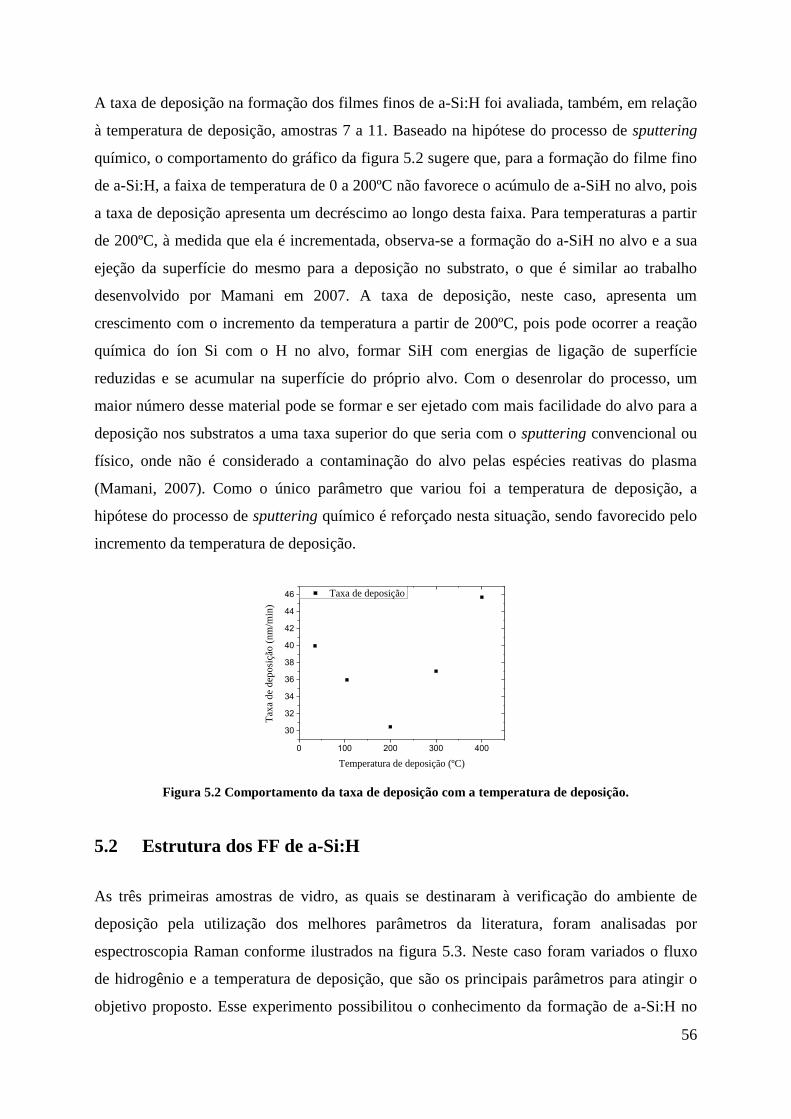
56
A taxa de deposição na formação dos filmes finos de a-Si:H foi avaliada, também, em relação
à temperatura de deposição, amostras 7 a 11. Baseado na hipótese do processo de sputtering
químico, o comportamento do gráfico da figura 5.2 sugere que, para a formação do filme fino
de a-Si:H, a faixa de temperatura de 0 a 200ºC não favorece o acúmulo de a-SiH no alvo, pois
a taxa de deposição apresenta um decréscimo ao longo desta faixa. Para temperaturas a partir
de 200ºC, à medida que ela é incrementada, observa-se a formação do a-SiH no alvo e a sua
ejeção da superfície do mesmo para a deposição no substrato, o que é similar ao trabalho
desenvolvido por Mamani em 2007. A taxa de deposição, neste caso, apresenta um
crescimento com o incremento da temperatura a partir de 200ºC, pois pode ocorrer a reação
química do íon Si com o H no alvo, formar SiH com energias de ligação de superfície
reduzidas e se acumular na superfície do próprio alvo. Com o desenrolar do processo, um
maior número desse material pode se formar e ser ejetado com mais facilidade do alvo para a
deposição nos substratos a uma taxa superior do que seria com o sputtering convencional ou
físico, onde não é considerado a contaminação do alvo pelas espécies reativas do plasma
(Mamani, 2007). Como o único parâmetro que variou foi a temperatura de deposição, a
hipótese do processo de sputtering químico é reforçado nesta situação, sendo favorecido pelo
incremento da temperatura de deposição.
0 100 200 300 400
30
32
34
36
38
40
42
44
46
Tax
a d
e d
epo
siçã
o (
nm
/min
)
Temperatura de deposição (ºC)
Taxa de deposição
Figura 5.2 Comportamento da taxa de deposição com a temperatura de deposição.
5.2 Estrutura dos FF de a-Si:H
As três primeiras amostras de vidro, as quais se destinaram à verificação do ambiente de
deposição pela utilização dos melhores parâmetros da literatura, foram analisadas por
espectroscopia Raman conforme ilustrados na figura 5.3. Neste caso foram variados o fluxo
de hidrogênio e a temperatura de deposição, que são os principais parâmetros para atingir o
objetivo proposto. Esse experimento possibilitou o conhecimento da formação de a-Si:H no

57
reator BAS 450 PM Balzer e motivou os demais experimentos ao se considerar uma variável
dependente por vez.
Figura 5.3 Espectros Raman: (a), (b) e (c) das amostras 1, 2 e 3, respectivamente, para avaliação do fluxo
de H2 e da temperatura de deposição.
As amostras 4, 5 e 6 destinaram-se à verificação do ambiente de deposição com a variação do
fluxo de hidrogênio e a temperatura de deposição fixa em 105ºC, por apresentarem os
melhores resultados para a hidrogenação do material formado. Os espectros Raman dos filmes
são apresentados na figura 5.4.
150 200 250 300 350 400 450 500 550 600 650
-200
0
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
Inte
nsi
dad
e n
orm
ali
zad
a (
Co
nta
gen
s)
Deslocamento Raman (cm-1)
Am 1 - 138ºC, 10sccm H2�
Modo de vibração TO
Modo de vibração LO
Convolução de TO e LO
(a)
150 200 250 300 350 400 450 500 550 600 650
-200
0
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
Inte
nsi
dad
e n
orm
ali
zad
a (
co
nta
gen
s)
Deslocamento Raman (cm-1)
Am 2 - 166ºC, 20sccm H2
Modo de vibração LO
Modo de vibração TO
Convolução de TO e LO
(b)
150 200 250 300 350 400 450 500 550 600 650
-200
0
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
Inte
nsi
dad
e n
orm
ali
zad
a (
co
nta
gen
s)
Deslocamento Raman (cm-1)
Am 3 - 105ºC, 30sccm H2
Modo de vibração LO
Modo de vibração TO
Convolução de LO e TO
(c)
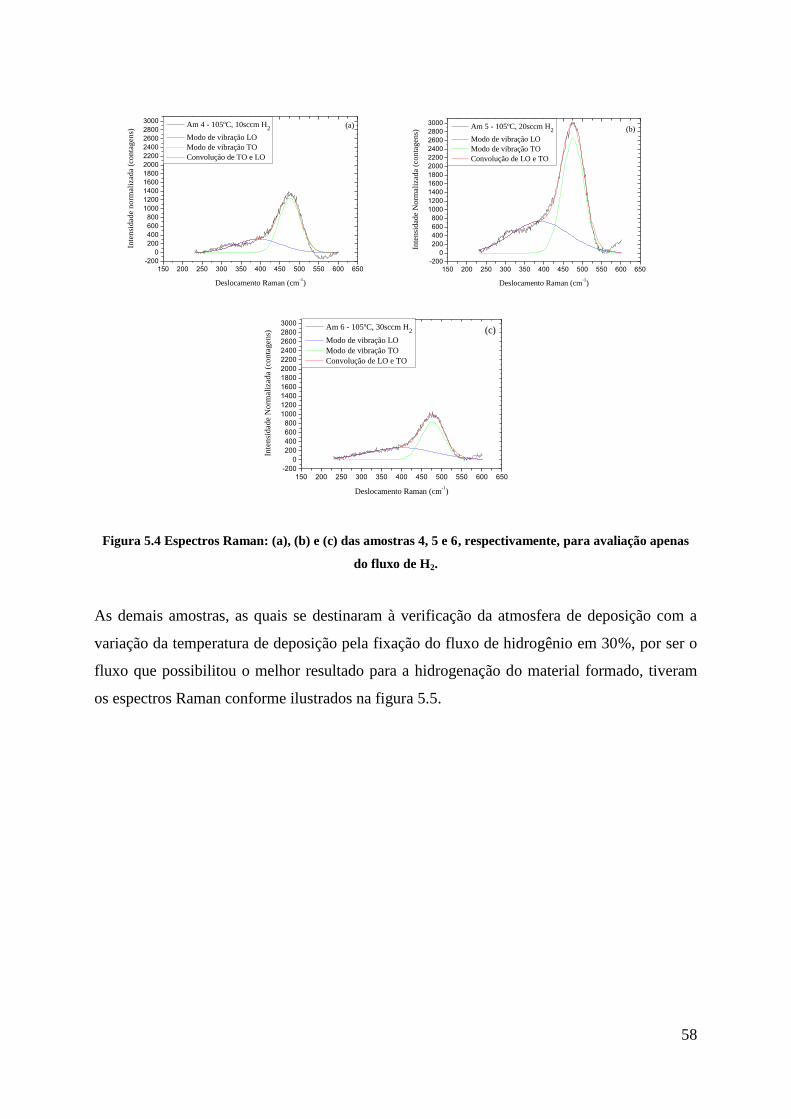
58
Figura 5.4 Espectros Raman: (a), (b) e (c) das amostras 4, 5 e 6, respectivamente, para avaliação apenas
do fluxo de H2.
As demais amostras, as quais se destinaram à verificação da atmosfera de deposição com a
variação da temperatura de deposição pela fixação do fluxo de hidrogênio em 30%, por ser o
fluxo que possibilitou o melhor resultado para a hidrogenação do material formado, tiveram
os espectros Raman conforme ilustrados na figura 5.5.
150 200 250 300 350 400 450 500 550 600 650
-200
0
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
Inte
nsi
dad
e n
orm
ali
zad
a (
co
nta
gen
s)
Deslocamento Raman (cm-1)
Am 4 - 105ºC, 10sccm H2
Modo de vibração LO
Modo de vibração TO
Convolução de TO e LO
(a)
150 200 250 300 350 400 450 500 550 600 650
-200
0
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
Inte
nsi
dad
e N
orm
ali
zad
a (
co
nta
gen
s)
Deslocamento Raman (cm-1)
Am 5 - 105ºC, 20sccm H2
Modo de vibração LO
Modo de vibração TO
Convolução de LO e TO
(b)
150 200 250 300 350 400 450 500 550 600 650
-200
0
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
Inte
nsi
dad
e N
orm
ali
zad
a (
co
nta
gen
s)
Deslocamento Raman (cm-1)
Am 6 - 105ºC, 30sccm H2
Modo de vibração LO
Modo de vibração TO
Convolução de LO e TO
(c)

59
Figura 5.5 Espectros Raman: (a), (b), (c), (d) e (e) das amostras 7, 8, 9, 10 e 11, respectivamente, para
avaliação da temperatura de deposição.
Os modos de vibração apresentados nos espectros do deslocamento Raman são característicos
da fase amorfa do silício, pois se observa que só ocorrem os modos de fônons de um modo
Longitudinal Acústico (LA) (figura 5.5 (b) e (d)) com um pico em 300cm-1
, uma ramificação
Longitudinal Óptica (LO) em 380cm-1
(figuras 5.3, 5.4 e 5.5) e um modo Transverso Óptico
(TO) em 480cm-1
(figuras 5.3, 5.4 e 5.5).
O modo Transverso Óptico pode ser dividido em duas partes quando há contribuição de
fração amorfa: (TO1) com banda centrada em 480 cm -1
e de fração nano/micro – cristalina
(TO2) com pico centrado em 520 cm -1
. Como não houve contribuição do modo TO2 para a
convolução do espectro, considerou-se desprezível a sua contribuição nessa convolução (Wey
et al, 2006).
150 200 250 300 350 400 450 500 550 600 650
-200
0
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
Inte
nsi
dad
e N
orm
ali
zad
a (
co
nta
gen
s)
Deslocamento Raman (cm-1)
Am 7 - 35ºC, 30sccm H2
Modo de vibração LO
Modo de vibração TO
Convolução de LO e TO
(a)
150 200 250 300 350 400 450 500 550 600 650
-200
0
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
Inte
nsi
dad
e N
orm
ali
zad
a (
co
nta
gen
s)
Deslocamento Raman (cm-1)
Am 8 - 105ºC, 30sccm H2
Modo de vibração LA
Modo de vibração LO
Modo de vibração TO
Convolução de LA, LO e TO
(b)
150 200 250 300 350 400 450 500 550 600 650
-200
0
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
Inte
nsi
dad
e N
orm
ali
zad
a (
co
nta
gen
s)
Deslocamento Raman (cm-1)
Am 9 - 200ºC, 30sccm H2
Modo de vibração LO
Modo de vibração TO
Convolução de LO e TO
(c)
150 200 250 300 350 400 450 500 550 600 650
-200
0
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
Inte
nsi
dad
e N
orm
ali
zad
a (
co
nta
gen
s)
Deslocamento Raman (cm-1)
Am 10 - 300ºC, 30sccm H2
Modo de vibração LA
Modo de vibração LO
Modo de vibração TO
Convolução de LA, LO e TO
(d)
150 200 250 300 350 400 450 500 550 600 650
-200
0
200
400
600
800
1000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
Inte
nsi
dad
e N
orm
ali
zad
a (
co
nta
gen
s)
Deslocamento Raman (cm-1)
Am 11- 400ºC, 30sccm H2
Modo de vibração LO
Modo de vibração TO
Convolução de LO e TO
(e)

60
Os modos (LA), (LO) e (TO) são deconvoluídos nos espectros das figuras 5.3, 5.4 e 5.5 e
ajustados com linhas Gaussianas, por serem simétricas (Wei et al., 2009, Ledinsky et al.,
2006).
5.3 Análise no Infravermelho: densidade de ligação e modos de ligação
Pelas figuras 5.6, 5.7 e 5.8, conforme os espectros de absorbância completos das respectivas
amostras, pode se observar que os filmes finos obtidos tendem a apresentar, por exemplo,
ligações Si-O na faixa dos 895cm-1
e ligações de Si-O e Si-O-Si na faixa dos 1.107cm-1
.
Porém, as ligações monohidrícas e polihidrícas, conforme verificado anteriormente, na faixa
de 2000 a 2100cm-1
, só ocorrem para as amostras das figuras 5.6 (c) e 5.7 e 5.8.
500 1000 1500 2000 2500 3000 3500 4000
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
0,050
Ab
sorb
ân
cia
Am 1 - 138ºC, 10sccm H2
Ab
sorb
ân
cia
Número de onda (cm-1
)
(a)
Si-O
Si-OH
Si-Si
500 1000 1500 2000 2500 3000 3500 4000
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
0,050
Número de onda (cm-1
)
Am 2 - 166ºC, 20sccm H2
Ab
sorb
ân
cia
Número de onda (cm-1
)
(b)
Si-Si Si-O
Si-OH
500 1000 1500 2000 2500 3000 3500 4000
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
0,050
Am 3 - 105ºC, 30sccm H2
(c)
Si-Si
Si-O Si-H
Si-OH
Figura 5.6 Espectros de absorbância completos: (a), (b) e (c) das amostras 1, 2, 3 respectivamente.
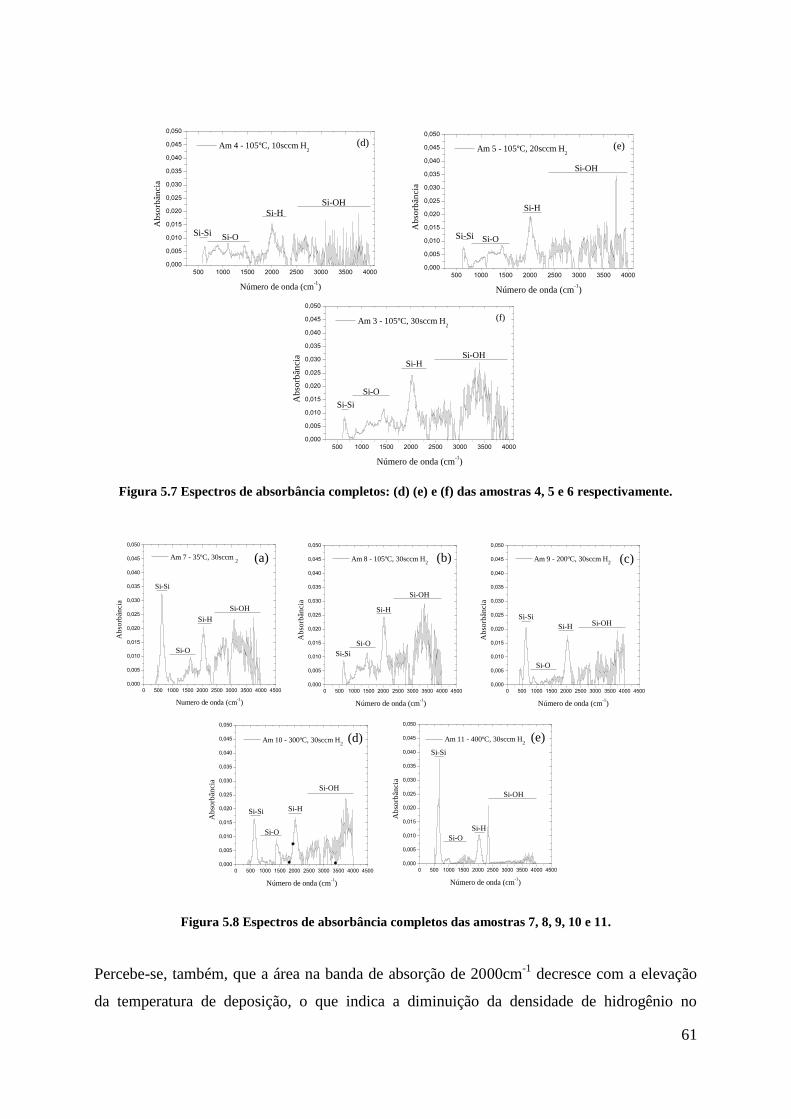
61
500 1000 1500 2000 2500 3000 3500 4000
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
0,050
Am 4 - 105ºC, 10sccm H2
Ab
sorb
ân
cia
Número de onda (cm-1
)
Si-SiSi-O
Si-H
Si-OH
500 1000 1500 2000 2500 3000 3500 4000
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
0,050
Am 5 - 105ºC, 20sccm H2
Ab
sorb
ân
cia
Número de onda (cm-1)
Si-Si Si-O
Si-H
Si-OH
500 1000 1500 2000 2500 3000 3500 4000
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
0,050
Am 3 - 105ºC, 30sccm H2
Ab
sorb
ânci
a
Número de onda (cm-1)
(d) (e)
(f)
Si-Si
Si-O
Si-HSi-OH
Figura 5.7 Espectros de absorbância completos: (d) (e) e (f) das amostras 4, 5 e 6 respectivamente.
0 500 1000 1500 2000 2500 3000 3500 4000 4500
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
0,050
Am 7 - 35ºC, 30sccm 2
Ab
sorb
ân
cia
Numero de onda (cm-1)
Si-Si
Si-O
Si-H
Si-OH
0 500 1000 1500 2000 2500 3000 3500 4000 4500
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
0,050
Am 8 - 105ºC, 30sccm H2
Ab
sorb
ân
cia
Número de onda (cm-1)
(a) (b)
Si-Si
Si-O
Si-H
Si-OH
0 500 1000 1500 2000 2500 3000 3500 4000 4500
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
0,050
Am 9 - 200ºC, 30sccm H2
Ab
sorb
ân
cia
Número de onda (cm-1)
(c)
Si-Si
Si-O
Si-H Si-OH
0 500 1000 1500 2000 2500 3000 3500 4000 4500
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
0,050
Am 10 - 300ºC, 30sccm H2
Ab
sorb
ân
cia
Número de onda (cm-1)
(d)
Si-Si
Si-O
Si-H
Si-OH
0 500 1000 1500 2000 2500 3000 3500 4000 4500
0,000
0,005
0,010
0,015
0,020
0,025
0,030
0,035
0,040
0,045
0,050
Am 11 - 400ºC, 30sccm H2
Ab
sorb
ân
cia
Número de onda (cm-1)
(e)Si-Si
Si-O
Si-H
Si-OH
Figura 5.8 Espectros de absorbância completos das amostras 7, 8, 9, 10 e 11.
Percebe-se, também, que a área na banda de absorção de 2000cm-1
decresce com a elevação
da temperatura de deposição, o que indica a diminuição da densidade de hidrogênio no

62
material. Isso ocorre porque o incremento da temperatura de deposição aumenta a energia
térmica o suficiente para quebrar as ligações entre silício e hidrogênio que se formam durante
a deposição.
A figura 5.9 apresenta os espectros de absorbância das amostras 1, 2 e 3 na região entre 1900
e 2250cm-1
que são relacionadas à ligação do silício com o hidrogênio (Si-H).
1800 1900 2000 2100 2200 2300
0,000
0,005
0,010
0,015
0,020
0,025
0,030
Ab
sorb
ânci
a
Número de onda (cm-1)
Am 1 - 138ºC, 10sccm H2 (a)
1800 1900 2000 2100 2200 23000,000
0,005
0,010
0,015
0,020
0,025
0,030
Ab
sorb
ânci
a
Número de onda (cm-1)
Am 2 - 166ºC, 20sccm H2 (b)
Figura 5.9 Espectros de absorbância: (a), (b) e (c) das amostras 1, 2 e 3, respectivamente, para avaliação
do fluxo de H2 e da temperatura de deposição.
As amostras 4, 5 e 6, as quais se destinaram à verificação do ambiente de deposição com a
variação do fluxo de hidrogênio pela fixação da temperatura de deposição em 105ºC tiveram
os espectros de absorbância conforme ilustrado na figura 5.10.
1800 1900 2000 2100 2200 2300
0,000
0,005
0,010
0,015
0,020
0,025
0,030
Ab
sorb
ân
cia
Número de onda (cm-1)
Am 3 - 105ºC, 30 sccm H2
SiH
SiHx+1
Convolução SiH e SiHx+1
(c)

63
Figura 5.10 Espectros de absorbância: (a), (b) e (c) das amostras 4, 5 e 6, respectivamente, para avaliação
do fluxo de H2.
As demais amostras, as quais se destinaram à verificação da atmosfera de deposição com a
variação da temperatura de deposição pela fixação do Percentual de hidrogênio em 30%,
tiveram os espectros de absorbância conforme ilustrados na figura 5.11.
1800 1900 2000 2100 2200 2300
0,000
0,005
0,010
0,015
0,020
0,025
0,030
A
bso
rbân
cia
Número de onda (cm-1)
Am 4 - 105ºC, 10 sccm H2
SiH
SiHx+1
Convolução de SiH e SiHx+1
(a)
1800 1900 2000 2100 2200 2300
0,000
0,005
0,010
0,015
0,020
0,025
0,030
Ab
sorb
ânci
a
Número de onda (cm-1)
Am 5 - 105ºC, 20sccm H2
SiH
SiHx+1
Convolução de SiH e SiHx+1
(b)
1800 1900 2000 2100 2200 2300
0,000
0,005
0,010
0,015
0,020
0,025
0,030
Ab
sorb
ânci
a
Número de onda (cm-1)
Am 6 - 105ºC, 30sccm H2
SiH
SiHx+1
Convolução de SiH e SiHx+1
(c)
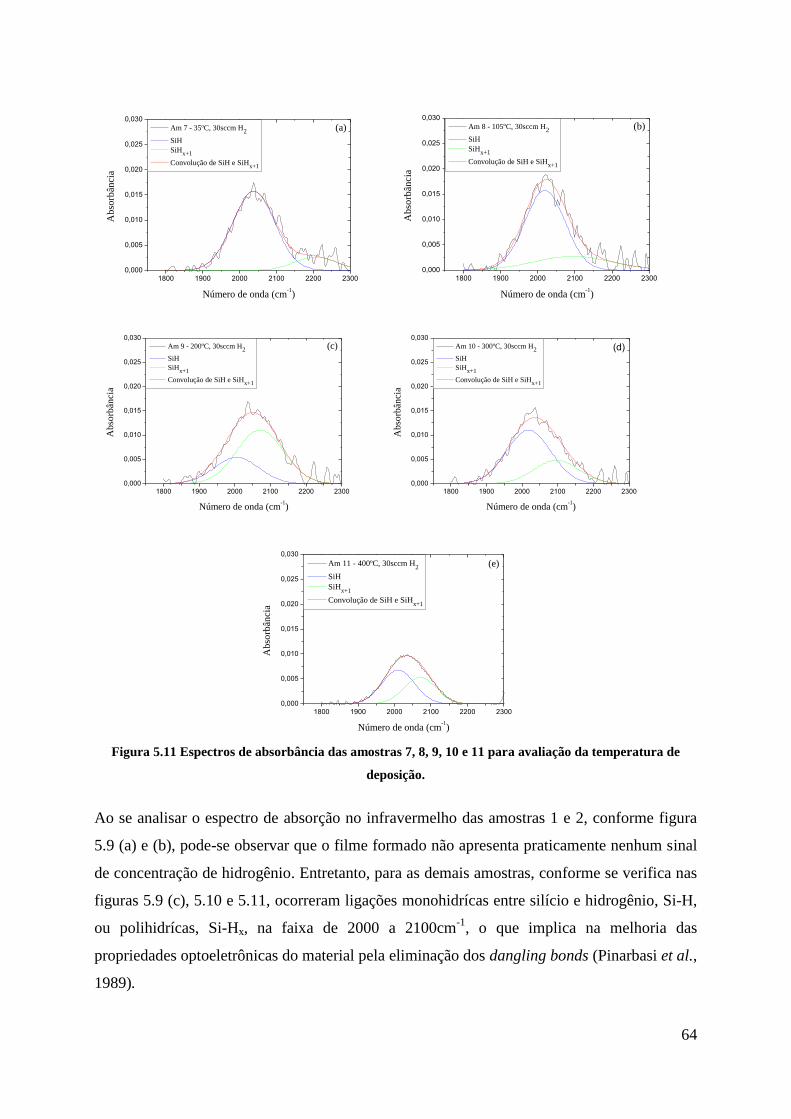
64
Figura 5.11 Espectros de absorbância das amostras 7, 8, 9, 10 e 11 para avaliação da temperatura de
deposição.
Ao se analisar o espectro de absorção no infravermelho das amostras 1 e 2, conforme figura
5.9 (a) e (b), pode-se observar que o filme formado não apresenta praticamente nenhum sinal
de concentração de hidrogênio. Entretanto, para as demais amostras, conforme se verifica nas
figuras 5.9 (c), 5.10 e 5.11, ocorreram ligações monohidrícas entre silício e hidrogênio, Si-H,
ou polihidrícas, Si-Hx, na faixa de 2000 a 2100cm-1
, o que implica na melhoria das
propriedades optoeletrônicas do material pela eliminação dos dangling bonds (Pinarbasi et al.,
1989).
1800 1900 2000 2100 2200 2300
0,000
0,005
0,010
0,015
0,020
0,025
0,030
A
bso
rbân
cia
Número de onda (cm-1)
Am 7 - 35ºC, 30sccm H2
SiH
SiHx+1
Convolução de SiH e SiHx+1
(a)
1800 1900 2000 2100 2200 2300
0,000
0,005
0,010
0,015
0,020
0,025
0,030
Ab
sorb
ânci
a
Número de onda (cm-1)
Am 8 - 105ºC, 30sccm H2
SiH
SiHx+1
Convolução de SiH e SiHx+1
(b)
1800 1900 2000 2100 2200 2300
0,000
0,005
0,010
0,015
0,020
0,025
0,030
Ab
sorb
ânci
a
Número de onda (cm-1)
Am 9 - 200ºC, 30sccm H2
SiH
SiHx+1
Convolução de SiH e SiHx+1
(c)
1800 1900 2000 2100 2200 2300
0,000
0,005
0,010
0,015
0,020
0,025
0,030
Ab
sorb
ânci
a
Número de onda (cm-1)
Am 10 - 300ºC, 30sccm H2
SiH
SiHx+1
Convolução de SiH e SiHx+1
(d)
1800 1900 2000 2100 2200 2300
0,000
0,005
0,010
0,015
0,020
0,025
0,030
Ab
sorb
ânci
a
Número de onda (cm-1)
Am 11 - 400ºC, 30sccm H2
SiH
SiHx+1
Convolução de SiH e SiHx+1
(e)
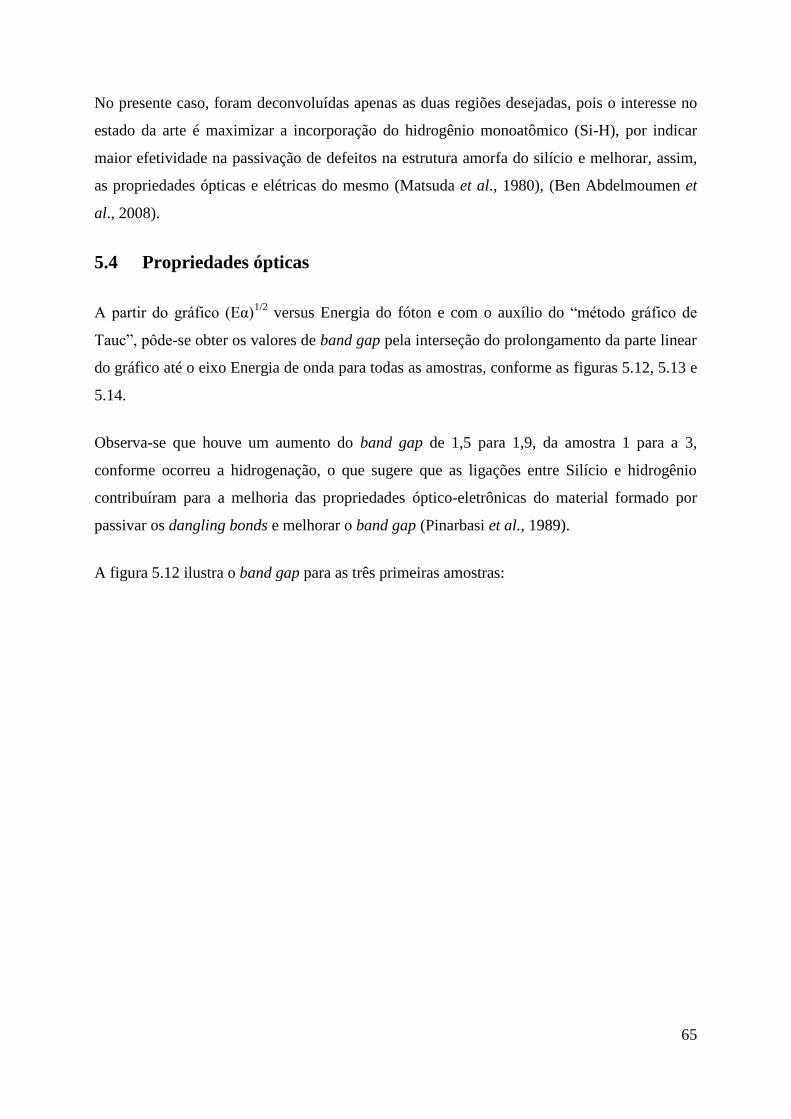
65
No presente caso, foram deconvoluídas apenas as duas regiões desejadas, pois o interesse no
estado da arte é maximizar a incorporação do hidrogênio monoatômico (Si-H), por indicar
maior efetividade na passivação de defeitos na estrutura amorfa do silício e melhorar, assim,
as propriedades ópticas e elétricas do mesmo (Matsuda et al., 1980), (Ben Abdelmoumen et
al., 2008).
5.4 Propriedades ópticas
A partir do gráfico (Eα)1/2
versus Energia do fóton e com o auxílio do “método gráfico de
Tauc”, pôde-se obter os valores de band gap pela interseção do prolongamento da parte linear
do gráfico até o eixo Energia de onda para todas as amostras, conforme as figuras 5.12, 5.13 e
5.14.
Observa-se que houve um aumento do band gap de 1,5 para 1,9, da amostra 1 para a 3,
conforme ocorreu a hidrogenação, o que sugere que as ligações entre Silício e hidrogênio
contribuíram para a melhoria das propriedades óptico-eletrônicas do material formado por
passivar os dangling bonds e melhorar o band gap (Pinarbasi et al., 1989).
A figura 5.12 ilustra o band gap para as três primeiras amostras:

66
1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5
0
100
200
300
400
500
600
700
800
(
E)1
/2
Energia (eV)
Am 1 - 138ºC, 10sccm H2
(a)
1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5
0
200
400
600
800
1000
(E
)1/2
Energia (eV)
Am 2 - 166º, 20sccm H2
(b)
1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5
0
200
400
600
800
1000
(E
)1/2
Energia (eV)
Am 3 - 105ºC, 30sccm H2
(c)
Figura 5.12 Espectros de UV-vis (band gap): (a), (b) e (c) das amostras 1, 2 e 3, respectivamente, para
avaliação do fluxo de H2 e da temperatura de deposição.
A figura 5.13 ilustra o band gap para as amostras 4, 5 e 6:

67
1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5
0
200
400
600
800
1000
1200
1400
(
E)1
/2
Energia (eV)
Am 4 - 105ºC, 10sccm H2
(a)
1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5
0
200
400
600
800
1000
1200
1400
(E
)1/2
Energia (eV)
Am 5 - 105ºC, 20sccm H2
(b)
1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5
0
200
400
600
800
1000
1200
1400
(E
)1/2
Energia (eV)
Amostra 6 - 105ºC, 30sccm H2
(c)
Figura 5.13 Espectros de UV-vis (band gap): (a), (b) e (c) das amostras 4, 5 e 6 para avaliação apenas do
fluxo de H2.
Finalmente, a figura 5.14 ilustra o band gap das cinco últimas amostras depositadas:

68
1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5
0
200
400
600
800
1000
1200
1400
(
E)1
/2
Energia (ev)
Am 7 - 35ºC, 30 sccm H2
(a)
1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5
0
200
400
600
800
1000
1200
1400
(E
)1/2
Energia (eV)
Am 8 - 100ºC, 30sccm H2
(b)
1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5
0
200
400
600
800
1000
1200
1400
(E
)1/2
Energia (eV)
Am 9 - 200ºC, 30sccm H2
(c)
1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5
0
200
400
600
800
1000
1200
1400
(E
)1/2
Energia (eV)
Am 10 - 300ºC, 30sccm H2
(d)
1,0 1,5 2,0 2,5 3,0 3,5 4,0 4,5
0
200
400
600
800
1000
1200
1400
(E
)1/2
Energia (eV)
Am 11 - 400ºC, 30sccm H2
(e)
Figura 5.14 Espectro de UV-vis (band gap) das amostras 7, 8, 9, 10 e 11 para avaliação da temperatura de
deposição.
O aumento do band gap das amostras, conforme indicado na figura 5.12, 5.13 e 5.14 (a), pode
ser associado ao aumento das concentrações de hidrogênio no material formado (Pinarbasi et
al., 1989).

69
A partir do gráfico α versus Energia do fóton, conforme figuras 5.15, 5.16 e 5.17, percebe-se
que apenas as mostras 3, 4, 5, 6, 7, 8, 9, 10 e 11 apresentam a região característica dos sub-
band gap (1,0 a 2,5eV), em que há a maior densidade de estados, que por sua vez é mais
característico em materiais amorfos. (Parramon et al., 2009; Wei et al., 2009)
Os dados do band gap vão ao encontro da literatura que, como apresentado acima, para
valores elevados de hidrogênio incorporado na estrutura de filmes de a-Si:H situam-se em
torno de 1,9eV.
1 2 3 4
104
105
cm-1
Energia (eV)
Am 1 - 138ºC, 10sccm H2
Am 2 - 166ºC, 20sccm H2
Am 3 - 105ºC, 30sccm H2
Figura 5.15 Coeficientes de absorção das amostras 1, 2 e 3.
Figura 5.16 Coeficientes de absorção das amostras 4, 5 e 6.

70
1,5 2,0 2,5 3,010
3
104
105
(
cm-1
)
Energia (eV)
Am 7 - 35ºC, 30sccm H2
Am 8 - 105ºC, 30sccm H2
Am 9 - 200ºC, 30sccm H2
Am 10 - 300ºC, 30sccm H2
Am 11 - 400ºC, 30sccm H2
Figura 5.17 Coeficientes de absorção das amostras 7, 8, 9, 10 e 11.
5.5 Efeito da porcentagem de H2 na atmosfera de deposição sobre os
parâmetros: concentração de H no filme, R2090 e Eg
A figura 5.18 mostra que na faixa de estudo do percentual de hidrogênio na câmara de
deposição, ocorreu um aumento da incorporação de hidrogênio na estrutura do filme com o
aumento da quantidade do gás hidrogênio na atmosfera de deposição. Isso se deve à maior
disponibilidade deste elemento para reação com o silício, o que leva ao aumento de sua
incorporação na estrutura formada.
20 25 30 35 40
8
10
12
14
16
18
20
22
24
H n
o f
ilm
e (%
)
H2 (%)
H incorporado no filme (%)
Figura 5.18 Evolução da concentração de hidrogênio no FF com o incremento de H2 no reator.
A figura 5.19 ilustra o comportamento do band gap do material formado à medida que se
eleva a quantidade de H2 presente na atmosfera de deposição.
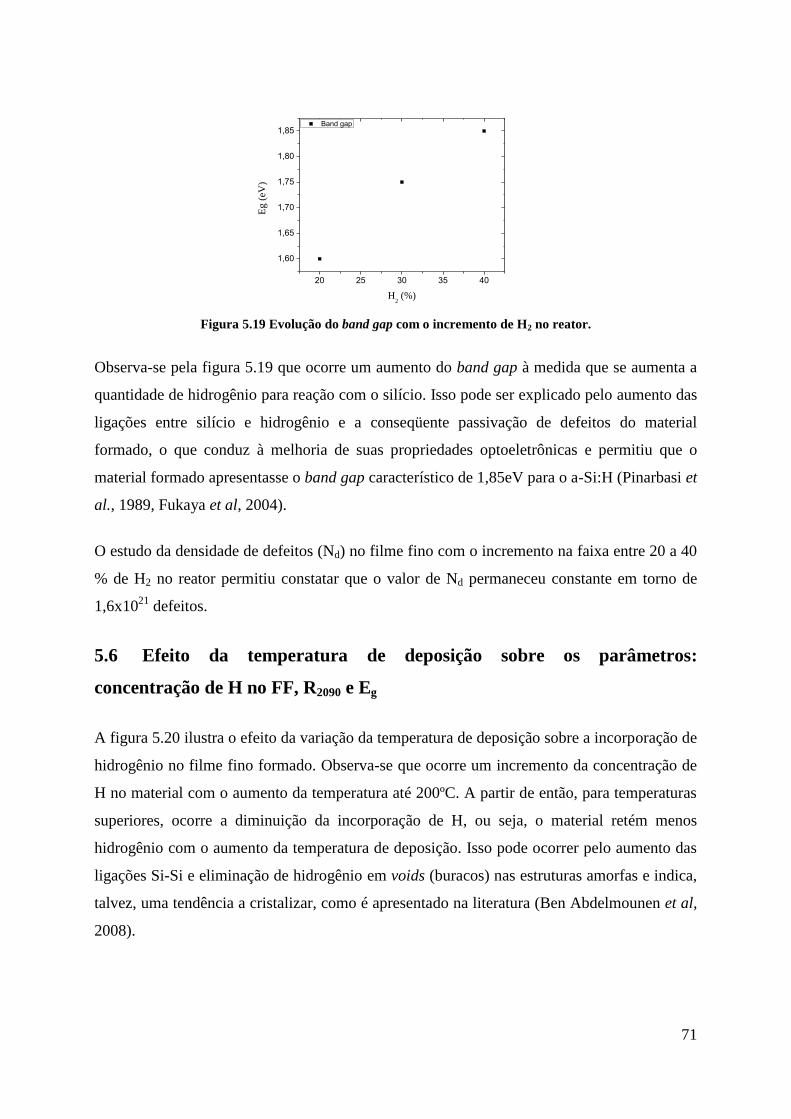
71
20 25 30 35 40
1,60
1,65
1,70
1,75
1,80
1,85
Eg
(eV
)
H2 (%)
Band gap
Figura 5.19 Evolução do band gap com o incremento de H2 no reator.
Observa-se pela figura 5.19 que ocorre um aumento do band gap à medida que se aumenta a
quantidade de hidrogênio para reação com o silício. Isso pode ser explicado pelo aumento das
ligações entre silício e hidrogênio e a conseqüente passivação de defeitos do material
formado, o que conduz à melhoria de suas propriedades optoeletrônicas e permitiu que o
material formado apresentasse o band gap característico de 1,85eV para o a-Si:H (Pinarbasi et
al., 1989, Fukaya et al, 2004).
O estudo da densidade de defeitos (Nd) no filme fino com o incremento na faixa entre 20 a 40
% de H2 no reator permitiu constatar que o valor de Nd permaneceu constante em torno de
1,6x1021
defeitos.
5.6 Efeito da temperatura de deposição sobre os parâmetros:
concentração de H no FF, R2090 e Eg
A figura 5.20 ilustra o efeito da variação da temperatura de deposição sobre a incorporação de
hidrogênio no filme fino formado. Observa-se que ocorre um incremento da concentração de
H no material com o aumento da temperatura até 200ºC. A partir de então, para temperaturas
superiores, ocorre a diminuição da incorporação de H, ou seja, o material retém menos
hidrogênio com o aumento da temperatura de deposição. Isso pode ocorrer pelo aumento das
ligações Si-Si e eliminação de hidrogênio em voids (buracos) nas estruturas amorfas e indica,
talvez, uma tendência a cristalizar, como é apresentado na literatura (Ben Abdelmounen et al,
2008).

72
0 100 200 300 400
12
16
20
24
28
H (
%)
T (°C)
Porcentagem de H no filme
Figura 5.20 Estudo do efeito da temperatura de deposição na incorporação de H no FF.
Pela figura 5.21 observa-se que a densidade de defeitos é alta para a temperatura ambiente,
pois há pouca hidrogenação no filme fino. À medida que ocorre a hidrogenação,
principalmente a temperatura de 200ºC, a densidade de defeitos diminui pela passivação dos
dangling bonds.
0 100 200 300 4001,20E+021
1,40E+021
1,60E+021
1,80E+021
Den
sid
ade
de
def
eito
s N
d
Temperatura de deposição Td (ºC)
Densidade de defeitos
Figura 5.21 Efeito da temperatura de deposição na densidade de defeitos.
A menor densidade de defeitos na amostra a 400ºC pode ser, como dito anteriormente, devido
a uma possível tendência a reorganização das ligações Si-Si na estrutura do filme, o qual pode
se tornar micro cristalino. Isso pode ser reforçado pela perda de hidrogênio na estrutura do
filme, conforme ilustrado na figura 5.20. Além disso, a temperatura de 200ºC favorece a
ligação Si-H na faixa de 2000cm-1
, a qual é relacionada com a ligação de silício com mono
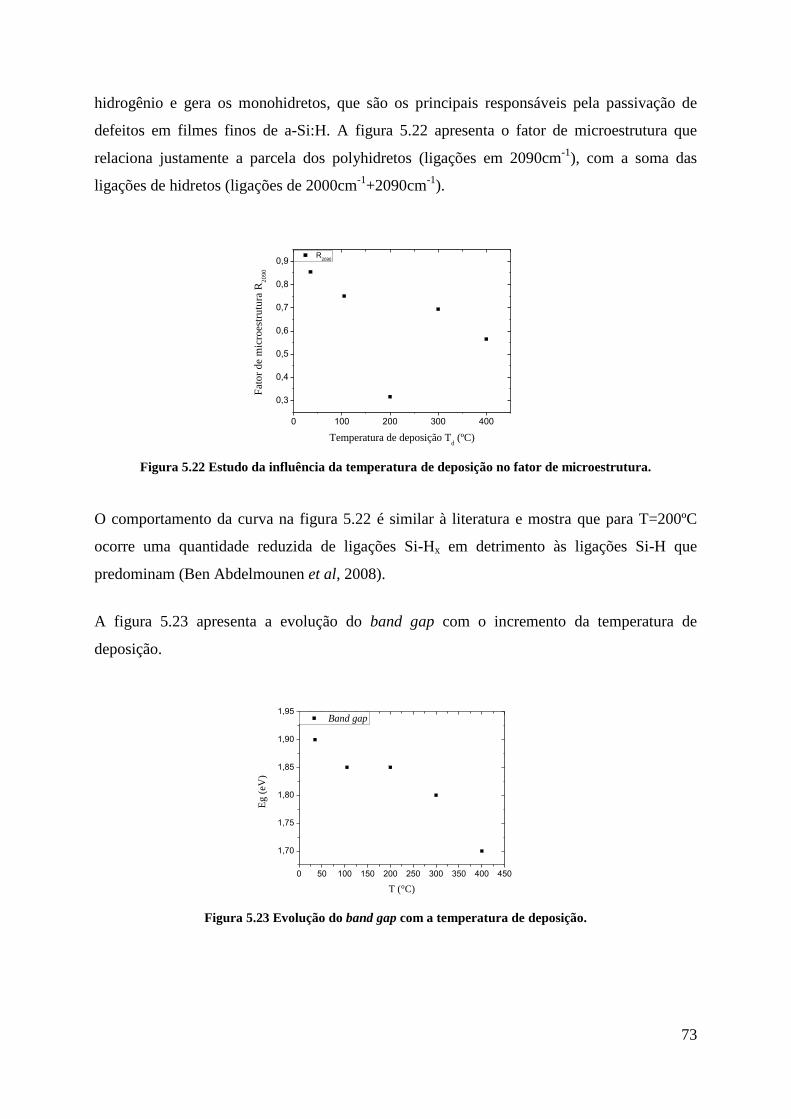
73
hidrogênio e gera os monohidretos, que são os principais responsáveis pela passivação de
defeitos em filmes finos de a-Si:H. A figura 5.22 apresenta o fator de microestrutura que
relaciona justamente a parcela dos polyhidretos (ligações em 2090cm-1
), com a soma das
ligações de hidretos (ligações de 2000cm-1
+2090cm-1
).
0 100 200 300 400
0,3
0,4
0,5
0,6
0,7
0,8
0,9
Fat
or
de
mic
roes
tru
tura
R2
09
0
Temperatura de deposição Td (ºC)
R2090
Figura 5.22 Estudo da influência da temperatura de deposição no fator de microestrutura.
O comportamento da curva na figura 5.22 é similar à literatura e mostra que para T=200ºC
ocorre uma quantidade reduzida de ligações Si-Hx em detrimento às ligações Si-H que
predominam (Ben Abdelmounen et al, 2008).
A figura 5.23 apresenta a evolução do band gap com o incremento da temperatura de
deposição.
0 50 100 150 200 250 300 350 400 450
1,70
1,75
1,80
1,85
1,90
1,95
Eg
(eV
)
T (°C)
Band gap
Figura 5.23 Evolução do band gap com a temperatura de deposição.

74
O comportamento observado a partir do gráfico do band gap vai ao encontro do esperado na
literatura para filmes de a-Si:H produzidos por sputtering (Pinarbasi et al., 1989). Tal
comportamento sugere que as ligações entre Silício e hidrogênio contribuíram para a melhoria
das propriedades optoeletrônicas do material formado por passivar os dangling bonds e
melhorar o band gap, como apresentado pela figura 5.23, e reforçado pela densidade de
defeitos (figura 5.21) em que há uma redução da mesma com a incorporação de hidrogênio e
formação, principalmente, de ligações Si-H à temperatura de 200°C (Pinarbasi et al., 1989).
A partir de 300°C ocorre um decréscimo do band gap conforme se aumenta a temperatura de
deposição e o consequente aumento do número de defeitos, conforme ilustrado na figura 5.21.
O decréscimo do band gap se deve ao rompimento das ligações entre silício e hidrogênio
causado pela elevação da energia térmica, o que origina novos defeitos no material.
A variação da temperatura de deposição influencia principalmente as ligações entre silício e
hidrogênio, conforme se verifica na figura 5.24. Observa-se que com o incremento da
temperatura de deposição a partir de 35ºC há um deslocamento da banda de absorbância de
2090cm-1
para próximo de 2000cm-1
, característico das ligações Si-H que conferem ao
material uma melhoria de suas propriedades optoeletrônicas (Ben Abdelmoumen et al., 2008;
Cherfi et al., 2009).
1900 1950 2000 2050 2100 2150 2200 2250
0,000
0,005
0,010
0,015
0,020
0,025
0,030
Ab
sorb
ân
cia
Número de onda (cm-1)
Am 7, 35ºC
Am 8, 105ºC
Am 9, 200ºC
Am 10, 300ºC
Am 11, 400ºC
Figura 5.24 Efeito da temperatura de deposição nas ligações entre silício e hidrogênio.

75
5.7 Síntese dos resultados
A tabela V.2 apresenta os valores de espessura dos filmes finos formados, além dos band gap
e das concentrações de hidrogênio auferidos para todas as amostras crescidas.
Tabela V.2 Resultados da espessura, taxa de deposição, band gap e concentrações de H.
Amostra
“Am”
Pressão
de trabalho
(mbar)
Tempo
de deposição
(minutos)
Temperatura
de deposição
(⁰C)
Potência
(Watts)
Fluxo
de Ar (%)
Fluxo
de H2
(%)
Espessura
(nm)
Taxa de
deposição (nm/min)
Band
gap
Concentrações
de H (%)
“Avaliação do fluxo de H2 e da temperatura de deposição”
1 2,5E-3
5,0 138,0 200,0 83,3 16,7 224,0 44,8 1,50 0,0
2 2,5E-3
5,0 166,0 200,0 71,4 28,6 197,0 39,4 1,60 1,0
3 2,5E-3
5,0 105,0 200,0 62,5 37,5 245,0 49,0 1,90 11,7
“Avaliação do fluxo de H2”
4 2,5E-3
5,0 105,0 200,0 83,3 16,7 212,0 42,4 1,60 9,78
5 2,5E-3
5,0 105,0 200,0 71,4 28,6 187,0 37,4 1,75 13,27
6 2,5E-3
5,0 105,0 200,0 62,5 37,5 180,0 36,0 1,85 23,57
“Avaliação da Temperatura de Deposição”
7 2,5E-3
5,0 35,00 200,0 62,5 37,5 200,0 40,0 1,90 16,45
8 2,5E-3
5,0 105,0 200,0 62,5 37,5 180,0 36,0 1,85 23,57
9 2,5E-3
5,0 200,0 200,0 62,5 37,5 152,5 30,5 1,85 27,42
10 2,5E-3
5,0 300,0 200,0 62,5 37,5 185,0 37,0 1,80 12,60
11 2,5E-3
5,0 400,0 200,0 62,5 37,5 228,3 45,7 1,70 10,26
Ao se analisar os parâmetros da deposição do filme fino apresentados na tabela V.2, observa-
se que, com o aumento da porcentagem de hidrogênio na atmosfera de deposição, houve um
respectivo aumento da concentração de hidrogênio no filme formado. Os parâmetros adotados
para a terceira amostra demonstram que esse resultado se deve à temperatura de deposição de
105⁰C e à proporção de gases de 62,5% de argônio e 37,5% de hidrogênio. Isso mostrou que,
à medida que se aumenta a temperatura de deposição, pode ocorrer um relaxamento da
estrutura do silício devido à maior vibração de seus átomos, o que facilita a incorporação dos
átomos de hidrogênio ao material formado e melhora suas propriedades ópticas e elétricas
(Cherfi et al., 2009).
Entretanto, como também houve uma variação da temperatura de deposição para a formação
do filme, foram feitos outros experimentos para verificar a influência de tais parâmetros na
hidrogenação do FF de silício amorfo pela fixação ora da temperatura de deposição, ora da
proporção dos gases utilizados.
76
O aumento do fluxo de hidrogênio na atmosfera de deposição para as amostra 4, 5 e 6, à
temperatura de deposição fixa em 105°C, levou a um respectivo aumento das concentrações
de hidrogênio no filme formado.
O aumento da temperatura de deposição a partir de 35,0°C, nas cinco últimas amostras, levou
a um respectivo aumento das concentrações de hidrogênio no filme formado até a temperatura
de 200°C. A partir de então, para temperaturas superiores, ocorreu o decréscimo da
concentração de hidrogênio no filme. Isso pode ser associado à uma diminuição do livre
caminho médio com aumento da mobilidade dos átomos de Si e H. A tendência é de que a
concentração se reduza a zero para temperaturas ainda maiores, o que não foi possível
verificar devido às limitações do equipamento (Cherfi et al., 2009).
O band gap das amostras 7, 8 e 9 apresentam valores aproximados a 1,85 na faixa de
temperatura de 35 a 200°C, a qual favorece a hidrogenação. Na temperatura de 300°C já
houve uma redução do valor do band gap da amostra 9 devido à redução da incorporação de
hidrogênio no filme (Pinarbasi et al., 1988; Katiyar et al., 2001; Abelson et al., 1990).
Ao se analisar os parâmetros adotados, verifica-se que o fator determinante na hidrogenação
se deve à temperatura da deposição e ao fluxo de H2, o qual favorece a hidrogenação para
temperatura a partir de 35⁰C, tendo seu melhor valor de formação das ligações Si-H em torno
de 200⁰C, com uma quantidade de 37,5% de gás hidrogênio. Para valores superiores a 300⁰C,
observa-se o decréscimo da hidrogenação do filme fino formado com resultados baixíssimos
em temperaturas mais altas. Esse decréscimo pode ser devido à diminuição do livre caminho
médio e pode ocorrer a recombinação do H para o H2. Além disso, pode ocorrer também o
aumento da energia térmica dos átomos de silício e hidrogênio, os quais ganham energia
suficiente para romperem a ligação e aumentar a densidade de defeitos (Cherfi et al.,2009).

77
6 CONCLUSÃO
A quantidade de gás reativo presente na atmosfera de deposição do reator BAS 450 PM é um
dos fatores determinantes para que ocorra a hidrogenação do silício amorfo, além de atuar,
consequentemente, na melhoria das propriedades estruturais e ópticas do filme fino de a-Si:H.
A temperatura de deposição foi, indubitavelmente, imprescindível para a hidrogenação do
filme fino de silício amorfo. Além disso, ela atuou na melhora das propriedades estruturais e
ópticas e mostrou tendências em melhorar a ligação Si-Si, podendo levar à formação de fases
micro cristalinas. Além disso, ela apresentou um valor máximo, a partir da temperatura
ambiente, para a máxima hidrogenação do filme formado.
O equilíbrio desses parâmetros é fundamental para se auferir FF de silício amorfos, com
hidrogenação superior a 10% e band gap na faixa de 1,8 a 1,9eV.
Percebe-se a necessidade de reduzir a incorporação de óxidos na estrutura do filme, o que
pode ser resolvido pela implementação do procedimento de recozimento térmico (bake).
As análises efetuadas fornecem indícios de que os processos utilizados para obtenção dos
filmes de a-Si:H levaram a um material promissor para aplicações fotovoltaicas.

78
7 SUGESTÕES PARA TRABALHOS FUTUROS
Para a melhoria ainda mais considerável das propriedades estruturais e ópticas é
preciso um controle mais refinado do fluxo de gases e da temperatura de deposição,
uma vez que qualquer variação de ambos afeta a qualidade do filme.
Realizar a caracterização elétrica dos FF e a análise aprofundada das mesmas para
aplicações em dispositivos fotovoltaicos.
Análise dos parâmetros na geração de defeitos no filme.
Análise aprofundada dos tipos de ligações SiH por espectroscopia de IR.
Análise aprofundada das fases por espectroscopia Raman.
Análise mais criteriosa do comportamento máximo da temperatura de deposição para
a máxima hidrogenação do filme.

79
8 REFERÊNCIAS BIBLIOGRÁFICAS
ÁGUAS, H., “Influência da Configuração dos Elétrodos de R.F. de um Reator de PECVD nas
Propriedades dos plasmas”, Dissertação de mestrado, Monte de Caparica, 1999.
ABDELMOUMEN, B. A; CHERFI, R; KECHOUNE, M; AOUCHER, M., Hidrogenated
amorphous silicon deposited by pulsed DC magnetron sputtering. Deposition temperature
effect. Equip Couches Minces et Semiconducteurs. Laboratoire de Physique, USTHB, BP 32
El-Alia, 16111Bab-Ezzouar AUGER, Algeria. 2008.
ABELSON, J. R; DOYLE, J. R; MANDRELL, L; MYERS, A. M. AND MALEY, N.,
Surface hydrogen release during the growth of a-Si:H by reactive magnetron sputtering.
Department of Materials Science and Coordinated Science Laboratory, The University of
Illinois, Urbana, Illinois 61801. 1990.
ALI, A. M. AND HASEGAWA S., “Effect of hydrogen dilution on the growth of
nanocrystalline silicon films at high temperature by using plasma-enhanced chemical vapor
deposition”, Thin Solid Films 437. Pages 68-73. 2003.
ALVARENGA, C. A, Energia Solar. Lavras: UFLA/FAEPE, 2001.
CABARROCAS, P. R., Plasma enhanced chemical vapor deposition of amorphous,
polymorphous and microcrystalline silicon films. Laboratoire de Physique des Interfaces et
des Couches Minces, UMR 7647 du CNRS, Ecole Polytechnique. Journal of Non-Crystalline
Solids 266-269. Pages 31-37. 2000.
CALLISTER, W. D. J., Ciência e Engenharia de Materiais: Uma Introdução. 7ed. Páginas 71-
72. 2007.
CANTÃO, M. P., “Propriedades ópticas e vibracionais de ligas amorfas a-SixNyHz: variação
com a composição e influência do tratamento térmico”. Dissertação de mestrado. Instituto de
Física Gleb Wataghin. Unicamp. 1989.
CARLSON, D. E. AND WRONSKY, C. R., Appl. Phys.Lett 28, 671 (1976).

80
CHAPMAN, B. N., Glow discharge process. John Wiley & Sons, Inc. 410p. 1980.
CHERFI, R; ABDELMOUMENE, A; KECHOUANE, M; RAHAL, A. AND BRAHIM, M.,
Deposition temperature effects on the characteristics of an a-Si:H deposited by pulsed DC
magnetron sputtering. Equipe Couches Minces, Laboratoire de Physique des Matériaux,
Faculté de Physique, USTHB, BP 32, El Alia-Bab Ezzouar. 2009.
CHITTICK, R. C., ALEXANDER, J. H. AND STERLING, H. F., Electrochemical Soc.116,
(1969)77.
EREC (European Renewable Energy Council), diversos documentos,
http://www.erec.org/fileadmin/erec_docs/Documents, acessado em Outubro de 2010.
EPIA (European Photovoltaic Industry Association), http://www.epia.org, acessado em
Outubro de 2010.
FAHRENBRUCH, A. L. AND BUBE, R. H., Fundamentals of Solar cells – Photovoltaic
Solar Energy Conversion. Department of Materials Science and Engineering. Stanford
University. Stanford, California. 547 p. 1983.
FILHO, S. E., “Magnetron sputtering” planar Construção e aplicação. Dissertação
apresentada no Instituto de Física Gleb Wataghin. Universidade Estadual de Campinas –
UNICAMP. 1991.
FUKAYA, K., TABATA A., MIZUTANI. T., Dependence on gas pressure of μc-Si:H
prepared by RF magnetron sputtering. Department of Electrical Engineering and Computer
Science, Nagoya University, Nagoya 464-8603, Japan.Vacuum Revue. Vol. 74, nº3-4, pp
561-565. 2004.
GERBI, J. E. AND ABELSON, J. R., Deposition of microcrystalline silicon: Direct evidence
for hydrogen-induced surface mobility of Si adspecies. The Coordinated Science Laboratory,
the Frederick Seitz Materials Research Laboratory, and the Department of Materials Science
and Engineering, University of Illinois, Urbana, Illinois 61801. Journal of Applied Physics.
Volume 89, Number 2. 2001.
GOBBI, A. L., “Estudo do silício amorfo hidrogenado (a-Si:H) aplicado a produção de
células solares”, Dissertação de mestrado, UNICAMP, 1988.

81
GOMES, L. I. P., Células Solares Semitransparentes de Silício Amorfo Micro/Nanocristalino.
Dissertação de Mestrado. Faculdade de Ciências e Tecnologia da Universidade Nova de
Lisboa. Departamento de Ciência dos Materiais. Lisboa. 2009.
GREEN, M. A., Recent developments in photovoltaics. Centre for Third Generation
Photovoltaics, University of New South Wales, Sydney 2052, NSW, Australia. Solar Energy.
Volume 76, Issues 1-3, Pages 3-8. January-March 2004.
GROVE, W. R., Philosophical Transactions of the Royal Society: VII. On the electro-
chemical polarity of gases. 142(I): 87. 1852.
HAMAKAWA, Y., “Mass production of large-area integrated thin-film silicon solar-cell
module”, Thin – Film Solar Cells: Next Generation Photovoltaics and Its Applications”,
[1437-0379] 13. Pages 150 -162. 2004.
KAIL, F; HADJADJ, A. AND ROCA I CABARROCAS, P., Hydrogen diffusion and
induced-crystallization in intrinsic and doped hydrogenated amorphous silicon films.
Laboratoire de Physique des Interfaces et des Couches Minces (UMR CNRS 7647), Escole
Polytechnique, 91128 Palaiseau Cedex, France. 2005.
KATIYAR, M; FENG, G. F; YANG, Y. H; MALEY, N. AND ABELSON, J. R., Real time
infrared reflectance spectroscopy: A study of hydrogen incorporation and release during a-
Si:H growth by reactive magnetron sputtering. Coordinated Science Laboratory and
Department of Materials Science and Engineering University of Illinois, Urbana IL 61801,
U.S.A. Elsevier Science Publishers B. V. 1993.
KATIYAR, M. AND ABELSON, J. R., Investigation of hydrogen induced phase transition
from a-Si:H to μc-Si:H using real time infrared spectroscopy. Department of Materials and
Metallurgical Engineering, Indian Institute of Technology, Kanpur 208016, Utar Pradesh,
India. Department of Materials Science and Engineering, University of Illinois, Urbana, IL
61801, USA. Materials Science & Engineering A 304-306. 2001.
LAWRENCE, L. K., Solar photovoltaics R&D at the tipping point: A 2005 technology
overview. National Center for Photovoltaics, National Renewable Energy, Golden, CO
80401, USA. 2006.

82
LEDINSKY, M; FEKETE, L; STUCHLÍK, J; MATES, T; FEJFAR, A; KOCKA, J.,
Characterization of mixed phase silicon by Raman spectroscopy. Journal of Non-Crystalline
Solids 352. Pages 1209-1212. 2006.
LUKOVSKY, G; PHILLIPS J., A self-consistent model for defect states in a-Si and a-Si:H.
Springer Science+Business Media, LLC 2007.
MAMANI, W. A. S., Tese: Estudo do mecanismo de deposição de filmes finos de nitreto de
carbono preparados com o sistema de deposição assistida por feixe de íons. Instituto de
Física. Universidade de São Paulo. São Paulo. 2007.
MILES, R. W., Photovoltaic solar cells: Choice of materials and production methods, UK,
Vacumm 80. Pages 1090-1097. 2006.
NELSON, J., The physics of solar cells. Imperial College, UK. 363 p. 2007.
PACHECO, F. Economia em Destaque. Conjuntura e Planejamento. Salvador:SEI, n.149.
p.4-11. 2006.
PARRAMON, J. S; GRACIN, D; MODREANU, M; GAJOVIC, A., Optical spectroscopy
study of nc-Si based p-i-n solar cells. Solar Energy Materials & Solar Cells 93. Pages 1768-
1772. 2009.
PINARBASI, M.; MALEY, N.; KUSHNER, M. J., MEYERS, A.; ABELSON, J. R. AND
THORNTON, J. A., Effect of hydrogen on the microstructural, optical, and electronic
properties of a-Si:H thin films deposited by direct current magnetron reactive sputtering.
Department of Materials Science and Engineering, and the Coordinated Science Laboratory,
University of Illinois, Urbana, Illinois 61801. American Vacuum Society. 1988.
PINARBASI, M.; MALEY, N.; MEYERS, A. AND ABELSON, J. R., Hydrogenated
amorphous silicon films deposited by reactive sputtering: the electronic properties, hydrogen
and microstructure. Department of Materials Science and Engineering, and the Coordinated
Science Laboratory, University of Illinois, Urbana, IL 61801. American Vacuum Society.
Thin Solid Films, 171 (217-233) 1989.

83
PUEYO, R. P., Processado y Optimización de Espectros Raman mediante Técnicas de Lógica
Difusa: Aplicación a la identificación de Materiales Pictóricos. Departament of Teoria Del
senyal i comunicacions. Universitat Politécnica de Catalunya – UPC. 2005.
RAMOS, A., Características dos filmes finos de a-Si:H obtidos por pulverização catódica
(“RF Sputtering”). Departamento de semicondutores, instrumentos e fotônica. Faculdade de
Engenharia Elétrica. Universidade Estadual de Campinas. 1991.
ROLO, A. G., Pulverização catódica em Magnetrão por Radiofrequência. Departamento de
física. Universidade do Minho, Campus de Gualtar 4710-057 Braga, Portugal. 13 páginas.
2003.
ROSS, R. C. AND MESSIER, R., Microstructure and properties of rf-sputtered amorphous
hydrogenated silicon films. Material laboratory, The Pennsylvania State University,
University Park, Pennsylvania 16802. J. Appl. Phys. 52 (8). American Institute of Physics.
1981.
SALEH, R.; MUNISA, L.; e BEYER, W.. “The Infrared Absorption Strength of Si-H
Stretching and Wagging Modes of the Amorphous Silicon Carbon (a-SiC:H) Films Produced
by DC Sputtering Methods.” Physics Journal of the Indonesian Physical Society, 2002: 0210-
1 0210-4.
SEVERINO, M. G., Estudo e desenvolvimento de magnetrons planares que permitam a
utilização de alvos de baixo custo em sistemas de deposição por sputtering. Relatório de
iniciação científica. Fundação Centro Tecnológico de Minas Gerais. 38 páginas. 2004.
SHRIVER, D. F.; ATKINS, P.W.; LANGFORTT, C.H.; Inorganic Chemistry, Oxford
University Press: Oxford, 1994.
SMETS, Arno H. M. Growth Related Material Properties of Hydrogenated Amorphous
Silicon. Thesis, Eindhoven: Eindhoven University of Technology, 2002.
TANAKA, K.; MARUYAMA, E.; OKAMOTO, H. e SHIMADA, T., The Physics of
Hydrogenated Amorphous Silicon. John Wiley & Sons Inc. 1999.
WEI, W. AND YAN, X., Dependence of solar cell performance on Si:H nanostructure.
Applied Physics A (2009) 97. 895-903.
84
YAN, B., YUE, G., SIVEC, L., JIANG, C. S., Yan, Y., ALBERI, K., YANG, J. e GUHA, S.,
On the band gap of hydrogenated nanocrystalline silicon thin films. IEEE 978-1-4244-5892-
9/10. (3755-3760). 2010.

85
9 APÊNDICE
9.1 Limpeza padrão RCA
Para a limpeza das lâminas de silício as soluções foram preparadas conforme a figura 9.1 e
seguiu a seqüência descrita abaixo:
(I) H2SO4 + H2O2 na proporção de 4:1 (solução “piranha”);
(II) HF + H2O na proporção de 1:10 (solução para remoção do óxido nativo);
(III) NH4OH + H2O2 + H2O na proporção de 1:1:5 (solução para remoção de gordura e metais
do grupo IB e IIIB (Cu, Ag, Zn, Cd));
(IV) HCl + H2O2 + H2O na proporção de 1:1:5 (solução para remoção de íons alcalinos e
hidróxidos de Fe+3
, Al+3
e Mg+3
);
Figura 9.1 Béqueres com uma lâmina de Si mergulhada sequencialmente nas quatro soluções da limpeza
padrão RCA.
Com essas soluções, deve-se obedecer ao seguinte procedimento:
• Aquecer as soluções a 80°C no "hot plate";
• Mergulhar a lâmina por 10 minutos na solução (I);

86
• Enxaguar em água corrente por 3 minutos e deixar mais 3 minutos dentro do béquer com
água;
• Mergulhar a lâmina por 30 segundos na solução (II);
• Enxaguar em água corrente por 3 minutos e, depois, deixar as lâminas por mais 3 minutos
dentro do béquer com água;
• Mergulhar a lâmina por 10 minutos na solução (III);
• Enxaguar, novamente, em água corrente por 3 minutos e, depois, deixar as lâminas por mais
3 minutos dentro do béquer com água;
• Mergulhar a lâmina por 10 minutos na solução (IV);
• Enxaguar, novamente, em água corrente por 3 minutos e, depois, deixar as lâminas por mais
3 minutos dentro do béquer com água;
• Secar as lâminas com Nitrogênio (N2);
• Colocar as lâminas na caixa para transportá-las;
• Não expor as lâminas limpas ao ambiente do laboratório.
Importante: Neutralizar todas as soluções antes de descartá-las na pia. Utilizar avental e
luvas durante qualquer manipulação de produtos químicos e de lâminas.