
DISSERTAÃ Ã O DUB TIAGO ORIGINAL - ufsj.edu.br · $judghflphqwrv $judghor sulphludphqwh d 'hxv...
87
1 PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA Tiago Santos Veloso ANÁLISE DA INFLUÊNCIA DO CONTRA PONTO NA RUGOSIDADE DE PEÇAS TORNEADAS EM UM AÇO ABNT 1045 São João Del Rei, 2017
Transcript of DISSERTAÃ Ã O DUB TIAGO ORIGINAL - ufsj.edu.br · $judghflphqwrv $judghor sulphludphqwh d 'hxv...

1
PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
Tiago Santos Veloso
ANÁLISE DA INFLUÊNCIA DO CONTRA PONTO NA RUGOSIDADE DE PEÇAS TORNEADAS EM UM AÇO ABNT 1045
São João Del Rei, 2017

2
Tiago Santos Veloso
ANÁLISE DA INFLUÊNCIA DO CONTRA PONTO NA RUGOSIDADE DE PEÇAS TORNEADAS EM UM AÇO ABNT 1045.
São João Del Rei, 2017
Dissertação apresentada ao Curso de Mestrado da Universidade Federal de São João Del Rei, como requisito para a obtenção do título de Mestre em Engenharia Mecânica. Área de Concentração: Processos de Fabricação. Orientador: Professor Dr. Durval Uchôas Braga

3
4
Agradecimentos Agradeço primeiramente a Deus pelo o dom da vida e por ter me direcionado a pessoas muito especiais nesta temporada de pesquisa em São Joao Del –Rei, pela capacidade de aprender e buscar sempre o conhecimento, no qual seria impossível para realização desse trabalho. A minha Esposa Michele pelo companheirismo, paciência e força, principalmente nos momentos difíceis da pesquisa. Ao meu filho Pedro, que apesar de ainda estar na barriga de minha esposa, foi fundamental para esta reta final, me fornecendo mais força e foco para a conquista deste objetivo. Pela minha Mae Aparecida por sempre estar do meu lado me apoiando e rezando por meus objetivos e sonhos. Ao meu Pai Antônio que independente a onde ele esteja, tenho a certeza de estar guiando meus passos e sentindo orgulho de minhas escolhas. Ao meu orientador Prof. Dr. Durval Uchôas Braga, Universidade Federal de São João Del Rei, pela dedicação, conhecimento, orientação, amizade, apoio na realização de todo o trabalho e principalmente pela paciência de sempre estar de prontidão e apto a sanar minhas dúvidas. Ao Prof. Dr. Frederico Ozanan Neves, Universidade Federal de São João Del Rei, pela oportunidade de aprendizado nos resultados dos meus ensaios e por sempre estar de prontidão na condição de me ajudar. As Coordenadoras e amigas, Daniele Comitante e Joice Estela por sempre me incentivar a continuar na busca dos meus objetivos. Ao professor Vitor Dorneli pela contribuição na parte metodológica e auxilio no trabalho como todo. Aos amigos de mestrado Natalia Fernandes, Claudio Pereira, Tiago de Castro e todos os demais mestrandos pela amizade e pelas sugestões que muito contribuíram neste trabalho. A todos os Professores do PPMEC/UFSJ, pela competência na arte de ensinar.
5
Ao Técnico do Laboratório de Usinagem do PPMEC Camilo pelo auxilio na condução nos ensaios e pela amizade. A Universidade Federal de São João Del Rei e ao programa de Mestrado em Engenharia Mecânica que forneceram o apoio necessário. A todos aqueles que de alguma forma direta ou indireta contribuíram para a realização desta pesquisa.

6
“A mente que se abre a uma nova ideia jamais voltará ao seu tamanho original” (Albert Einstein)
7
Resumo Veloso, T. S., (2017). Análise da influência do contra ponto na rugosidade de peças torneadas em um aço ABNT 1045. Dissertação (Mestrado) – Universidade Federal de São João Del Rei, 2017.
O objetivo deste trabalho é avaliar a rugosidade de uma superfície usinada por torneamento em função do balanço da peça de Aço ABNT 1045, quando não utilizado contra-ponto. Desta forma, os ensaios foram realizados com três níveis do fator de lubri-refrigeração, sendo sem o uso de lubrificante (a seco) e com duas concentrações diferentes de emulsão, sendo de 5% e 10%. Além disso, foram adotados dois níveis de velocidade de corte, 280 (m/min) e 360 (m/min) e, finalmente, dois níveis de fixação da peça, sem e com o uso de contra-ponto. Utilizando-se do planejamento fatorial aleatorizado por níveis, de modelo de efeito fixo e 95% de confiança, pôde-se discutir os resultados da rugosidade média Ra (µm) e máxima Ry (µm), como principal resultado, destacam-se a independência da Rugosidade máxima (Ry) ao longo do comprimento usinado da peça função das variáveis velocidade de corte, lubri refrigeração e método de fixação, contrário ao encontrado para a Rugosidade média (Ra) que se mostrou dependente do meio Lubri-refrigerante, uso de contra ponto e local de medição. A utilização de contra ponto influência diretamente na rugosidade média e rugosidade máxima do processo, o método sem o uso de lubri refrigeração (a seco) e com 10% de lubrificante em emulsão a agua apresentaram melhores resultados de rugosidade máxima e média no processo de corte. Palavras-chaves: Rugosidade; Usinagem; Ra; Ry;
8
Abstract Veloso, T. S., (2017). Analysis of the influence of counterpoint on the roughness of turned parts in a steel ABNT 1045. Dissertation (Master degree) – Universidade Federal de São João Del Rei, 2017.
The objective of this work is to evaluate the roughness of a machined surface by turning as a function of the balance of ABNT 1045 steel piece, when counterpointis not used. In this way, the tests were performed with three levels of the lubrication-cooling factor, being without the use of lubricant (dry) and with two different concentrations of emulsion, being 5% and 10%. In addition, two cutting speed levels were adopted, 280 (m / min) and 360 (m / min), and finally, two levels of fixation of the part, without and with the use of counterpoint. It was possible to discuss the results of the average roughness Ra (μm) and maximum Ry (μm), as the main result, the independence Of the maximum Roughness (Ry) along the machined length of the workpiece function of the variable cutting speed, lubrication and fixation method, contrary to that found for the mean Roughness (Ra) which was dependent on the Lubri-refrigerant medium, Point and place of measurement. The use of counterpoint directly influences the average roughness and maximum process roughness, the method without the use of dry lubrication and with 10% water emulsion lubricant presented better results of maximum and average roughness in the cutting process . Keywords: Roughness; Machining; Ra; Ry;
9
Lista de Figuras Figura 2.1 - Variável de entrada e saída no processo de usinagem (Adaptado de METALS HANDBOOK, 1989 apud JESUS, 2013). ................................................................................ 21 Figura 2.2 - Princípio básico do processo de torneamento (STOETERAU, 2004). ................. 23 Figura 2.3 - Processo de Torneamento (SANDVIK, 2012) ..................................................... 25 Figura 2.4 - Grandezas do processo de usinagem por torneamento (PEREIRA, 2011) ........... 25 Figura 2.5 - Operações comuns de torneamento ...................................................................... 26 Figura 2.6 - Classificação da Integridade Superficial (PAULO, 2008). .................................. 28 Figura 2.7 - Rugosimetro (JESUS, 2013) ................................................................................. 30 Figura 2.8 - Representação da Rugosidade média (ESPANHOL, 2008) ................................. 31 Figura 2.9 - Representação do Ry (ESPANHOL, 2008) .......................................................... 32 Figura 2.10 - Avanço e raio de ponta de ferramenta na rugosidade (DINIZ E SILVA, 2000) 33 Figura 2.11 - ferramenta Monocortante .................................................................................... 36 Figura 2.12 - Ângulo de cunha, folga e saída, analisados nos planos de medida e de referência (SOUZA, 2011). ....................................................................................................................... 38 Figura 2.13 - Ângulo da cunha cortante medido no plano de corte (REIS, 2000) ................... 39 Figura 2.14 - Variação do ângulo de posição e da área de seção de corte (MITSUBSHI, 2010). .................................................................................................................................................. 39 Figura 2.15 - Ângulo da cunha cortante medido no plano de corte (REIS, 2000) ................... 40 Figura 2.16 - Planos de sistemas de referências (STEMMER, CASPAR, ERICH, 2007)....... 41 Figura 2.17 - Planos de sistemas de referências (STEMMER, CASPAR, ERICH, 2007)....... 42 Figura 2.18 - Principais áreas de desgaste de uma ferramenta de corte (JESUS, 2013). ......... 52 Figura 2.19 - Desgaste de Flanco (SANDVIK, 2011). ............................................................. 53 Figura 2.20 - Desgaste de cratera (SANDVIK, 2011). ............................................................. 53 Figura 2.21 - Desgaste por aderência (SANDVIK, 2011). ....................................................... 54 Figura 2.22 - Desgaste de entalhe (SANDVIK, 2011). ............................................................ 54 Figura 2.23 - Avaria por lascamento e ou martelamento de cavacos (SANDVIK, 2011). ...... 55 Figura 2.24 - Avaria causada por trincas térmicas (SANDVIK, 2011). ................................... 55 Figura 2.25 - Avaria causada por deformação plástica (SANDVIK, 2011). ............................ 56 Figura 3.1 - Desenho técnico do corpo de prova após torneamento......................................... 57 Figura 3.2 - Pastilhas para o torneamento CNMG120408-PM ................................................ 58 Figura 3.3 - Porta ferramenta com a especificação PCLNL-2020K......................................... 58 Figura 3.4 - Centro de torneamento Romi GL 240M. .............................................................. 59 Figura 3.5 - Rugosímetro surftest SJ-400 Mitutoyo ................................................................. 59 Figura 3.6 - Pré usinagem do Corpo de prova .......................................................................... 60 Figura 3.7 - Usinagem do corpo de prova ................................................................................ 61 Gráfico 4.1 - Análise do fator calculado e fator tabelado de forma individual ........................ 64 Gráfico 4.2 - Análise do fator calculado e fator tabelado de forma individual ........................ 65 Gráfico 4.3 - Rugosidade média na variação da velocidade de corte ....................................... 66 Gráfico 4.4 - Rugosidade média (Ra) na variação da utilização do contra ponto .................... 67 Gráfico 4.5 - Rugosidade média (Ra) na variação da lubri-refrigeração.................................. 68 Gráfico 4.6 - Rugosidade média na variação do local de medição........................................... 69 Gráfico 4.7 - Rugosidade máxima (Ry) na variação da velocidade de corte ........................... 70
10
Figura 4.8 - Comparação entre velocidades de corte na medição de Ry. ................................. 71 Gráfico 4.9 - Rugosidade máxima (Ry) com e sem o uso do contra ponto .............................. 71 Gráfico 4.10 - Rugosidade máxima (Ry) com variação do lubri-refrigerante.......................... 72 Gráfico 4.11 - Rugosidade máxima na variação do local de medição ..................................... 73 Gráfico 4.12 - Análise do Ra na interação de duas variáveis ................................................... 75 Gráfico 4.13 - Análise do rugosidade média na interação de três variáveis ............................. 76 Gráfico 4.14 - Análise de influência de interações de duas variáveis direcionada a Ry .......... 77 Gráfico 4.15 - Análise da rugosidade máxima na interação de três variáveis. ......................... 79
11
Lista de Tabelas Tabela 2.1 - Composição química do aço ABNT 1045 (% em massa) .................................... 46 Tabela 3.1 - Fatores de controle adotados ................................................................................ 60 Tabela 3.2 - Variáveis de resposta ............................................................................................ 61 Tabela 4.1 - Análise de Variância de Ra com erro de 5%, sendo: A =Velocidade de Corte , . 63 Tabela 4.2 - Análise de Variância de Ry com erro de 5%, sendo: A = Velocidade de Corte, B = Utilização de Contra Ponto, C = Lubri-refrigeração, D = Local de Medição ....................... 65 Tabela 4.3 - Análise de Variância de Ra com erro de 5%, sendo: A = Velocidade de Corte, B = Utilização de Contra Ponto, C = Lubri-refrigeração, D = Local de Medição ....................... 74 Tabela 4.4 - Contraste de interações com duas variáveis de influência. A = Velocidade de Corte, B = Utilização de Contra Ponto, C = Lubri-refrigeração, D = Local de Medição ........ 75 Tabela 4.5 - Análise de Variância de Ra com erro de 5%, sendo: A = Velocidade de Corte, B = Utilização de Contra Ponto, C = Lubri-refrigeração, D = Local de Medição ....................... 76 Tabela 4.6 - Análise de Variância de Ry com erro de 5%, sendo: A = Velocidade de Corte, B = Utilização de Contra Ponto, C = Lubri-refrigeração, D = Local de Medição ....................... 77 Tabela 4.7 - Contraste de interações com duas variáveis de influência. A = Velocidade de Corte, B = Utilização de Contra Ponto, C = Lubri-refrigeração, D = Local de Medição ........ 78 Tabela 4.8 - Análise de Variância de Ra com erro de 5%, sendo: A = Velocidade de Corte, B = Utilização de Contra Ponto, C = Lubri-refrigeração, D = Local de Medição ....................... 78
12
Lista de abreviaturas e siglas Aα – Superfície de folga principal da ferramenta Aα’ – Superfície de folga secundaria da ferramenta de corte Aγ – Superfície de saída do cavaco da ferramenta de corte ABNT - Associação Brasileira de Normas Técnicas ap - Profundidade de corte [mm] APC – Aresta postiça de corte b – Largura da usinagem [mm] Cermet - Composto formado por cerâmica e metal CNC - Controle Numérico Computadorizado CNMG120408-PM – Código da pastilha intercambiável utilizada Ø - Diâmetro [mm] DEMEC - Departamento de Engenharia Mecânica εr – Ângulo de ponta f - Avanço [m/min] [mm] Fc - Força de corte [N] FCALC - Valor de F calculado para a distribuição de Fisher FTAB - Valor de F tabelado para a distribuição de Fisher com 95% de confiança. GL - Graus de liberdade lm – Percurso de Medição [mm] mm - Milímetros MSS – Soma dos resultados dividido pelo grau de liberdade MQF – Quantidade mínima de fluido de corte MFDP - Maquina/Ferramenta/Dispositivo de fixação/Peça
13
n – Número de Rotações por minuto NBR - Norma Brasileira Regulamentadora PCLNL-2020K – Especificação do suporte de pastilha utilizado Pr – Plano de referencia Pf – Plano de trabalho Pp – Plano dorsal Ps – Plano de corte principal Ps’ – Plano de corte secundário Po – Plano Ortogonal ou de medida Pn – Plano Normal
Ra – Rugosidade média [µm] Ry – Rugosidade máxima [µm] Rε – Raio de ponta da ferramenta [mm] Rmax = Rugosidade máxima Teórica [mm] RMS - Raiz Quadrada da média
RPM – Rotações por minuto S = Aresta secundaria de corte S’= Aresta principal de corte UFSJ - Universidade Federal de São João del-Rei vf – Velocidade de avanço [m/min] vc – Velocidade de corte [m/min] γ – Ângulo de saída [°] kr– Ângulo de posição [°] α – Ângulo de folga [°]
14
λ – Ângulo de inclinação [°] β – Ângulo de cunha
Zi – Rugosidade parcial [ µm ]
15
Sumário 1 INTRODUÇÃO ................................................................................................................ 17 2 REVISÃO DA LITERATURA ......................................................................................... 20
2.1 Processo de fabricação por usinagem ........................................................................ 20 2.2 Principais grandezas nos processos de usinagem ...................................................... 22
2.2.1 Velocidade de Corte ........................................................................................... 23 2.3 Processo de Torneamento .......................................................................................... 24
2.3.1 Tipos de Torneamento ........................................................................................ 25 2.4 Integridade Superficial ............................................................................................... 26
2.4.1 Rugosidade ......................................................................................................... 28 2.4.2 Rugosidade média (Ra) ...................................................................................... 30 2.4.3 Rugosidade Máxima (Ry) ................................................................................... 31 2.4.4 Parâmetros da Rugosidade.................................................................................. 32 2.4.5 Calculo da Rugosidade ....................................................................................... 33 2.4.6 Fatores que influenciam na Rugosidade ............................................................. 34
2.5 Geometria da Ferramenta de corte ............................................................................. 36 2.5.1 Influência dos ângulos de corte na aresta cortante ............................................. 37 2.5.2 Sistemas de Referência ....................................................................................... 40
2.6 Fluido de Corte .......................................................................................................... 42 2.7 Aço ............................................................................................................................. 45
2.7.1 Características do Aço ABNT 1045 ................................................................... 46 2.8 Ferramentas de Corte ................................................................................................. 46 2.9 Materiais para ferramentas de corte ........................................................................... 48
2.9.1 Tipos de ferramentas de corte ............................................................................. 50 2.10 Desgastes e Avarias nas Ferramentas de Corte ......................................................... 51
2.10.1 Desgaste de Flanco ............................................................................................. 52 2.10.2 Desgaste de Cratera ............................................................................................ 53 2.10.3 Desgaste por aderência e arrastamento ............................................................... 53 2.10.4 Desgaste tipo entalhe .......................................................................................... 54 2.10.5 Avarias Mecânicas .............................................................................................. 54 2.10.6 Avarias de origem Térmica ................................................................................ 55 2.10.7 Desgaste por deformação plástica ...................................................................... 56
3 MATERIAS E MÉTODOS ............................................................................................... 57 3.1 Corpos de prova ......................................................................................................... 57
16
3.2 Especificação ferramenta e suporte ........................................................................... 57 3.3 Maquina ferramenta ................................................................................................... 58 3.4 Monitoramento da Rugosidade na usinagem ............................................................. 59 3.5 Planejamento de experimento para o torneamento .................................................... 60
3.5.1 Variáveis de controle .......................................................................................... 60 3.5.2 Parâmetros do corpo de prova ............................................................................ 60 3.5.3 Variáveis de resposta .......................................................................................... 61 3.5.4 Planejamento Estatístico ..................................................................................... 61
4 RESULTADOS E DISCUSSÕES .................................................................................... 63 4.1 Primeira etapa da análise dos resultados .................................................................... 63
4.1.1 Análise da rugosidade média (Ra) baseado nas variáveis de influência ............ 63 4.1.2 Análise da rugosidade máxima (Ry) baseado nas variáveis de influência ......... 64
4.2 Análise individual da rugosidade média (Ra) ............................................................ 66 4.2.1 Análise da variação da velocidade de corte ........................................................ 66 4.2.2 Análise da variação do método de fixação ......................................................... 67 4.2.3 Análise da variação do lubri-refrigerante ........................................................... 68 4.2.4 Análise da variação do local de medição............................................................ 69 4.2.5 Análise individual da rugosidade máxima (Ry) ................................................. 70 4.2.6 Análise da variação da velocidade de corte ........................................................ 70 4.2.7 Análise da variação do método de fixação ......................................................... 71 4.2.8 Análise da variação do lubri-refrigerante ........................................................... 72 4.2.9 Análise da variação do local de medição............................................................ 73
4.3 Segunda etapa da análise dos resultados .................................................................... 74 4.3.1 Análise da interação da rugosidade média (Ra) ................................................. 74 4.3.2 Análise da Interação da rugosidade máxima (Ry) .............................................. 77
5 CONCLUSÕES ................................................................................................................. 80 6 REFERÊNCIAS BIBLIOGRÁFICAS .............................................................................. 84
17
1 INTRODUÇÃO O processo de usinagem mecânica é conhecido mundialmente como um dos processos
mais comuns e utilizados dentro da indústria metal mecânica, possuindo assim uma grande participação no mercado. Em consequência disso ocorreu um aumento nas realizações de pesquisas voltadas ao processo de usinagem, buscando melhores produtividades, reduções de custo e aumento da qualidade dos produtos (RODRIGUES, 2005).
Com a necessidade de melhorar a qualidade e ao mesmo tempo reduzir os custos operacionais dos processos e produtos, a um grande crescimento em pesquisas e trabalhos relacionados ao acabamento superficial, fluidos de corte, entre outros.
Assim um dos parâmetros diretamente ligados a qualidade superficial e custos na usinagem é o calor gerado no processo de corte, o seu aumento pode provocar resultados não tão satisfatórios, além de aumentar significativamente o custo do produto final.
Para reduz ou dissipar o calor gerado na realização de produtos, são utilizados fluidos de corte que além de refrigerar, também podem influenciar na rugosidade da peça acabada, no desgaste da ferramenta e no sistema dimensional de todo o processo, contribuindo de forma direta para uma melhoria na usinagem.
Os sistemas de processos de fabricação, que utilizam a tecnologia da usinagem, possuem uma importância significativa dentro dos principais processos produtivos. Tal tecnologia sofre grandes pressões para a redução de custos, aumento da produtividade e lucratividade.
A necessidade de melhoria no desempenho tecnológico em operações de usinagem, como o acabamento superficial, lubrificação, desempenho da ferramenta e forças de corte, são fatores reconhecidos como redutores econômicos das operações de usinagem, gerando assim uma motivação importante para este trabalho, que busca por melhorias contínuas nos processos de fabricação.
Por se tratar de um dos processos mais usuais e, também possuir grande complexidade, o entendimento de forma mais clara sobre usinagem é objeto desta pesquisa, de modo a proporcionar melhorias quando avaliadas a rugosidade média (Ra) e a rugosidade máxima (Ry), no processo de torneamento externo tangencial do aço ABNT 1045, quando utilizados diferentes velocidades de corte, lubrificação e métodos de fixação.
O aço ABNT 1045 foi adotado como material usinado na pesquisa, por se tratar de um dos aços mais utilizados no processo de usinagem, pelo custo benefício e por ser compatível ao tipo de pastilha intercambiável utilizada no processo de corte.
18
As velocidades de corte adotadas na pesquisa foram direcionadas de acordo com a classificação da ferramenta CNMG120408-PM, assim utilizando valores dentro do solicitado pelo fabricante.
Diante dos fatos citados, esta pesquisa tem por finalidade desenvolver um trabalho cientifico capaz de fornecer dados como rugosidade média (Ra) e rugosidade máxima (Ry) de uma peça de aço ABNT 1045 no torneamento tangencial em uma máquina CNC, realizando testes a seco e com variações nas concentrações de fluidos de corte, variações na velocidade de corte (vc) e no método de fixação.
Afim de encontrar um conhecimento direcionado a rugosidade média e rugosidade máxima quando é atribuído diferentes variáveis de influência no processo, se o método de fixação, lubri refrigeração e velocidades de corte influenciam de forma direta no processo de acabamento superficial de uma peça de aço ABNT 1045.
Para atingir os objetivos propostos no trabalho foi utilizada metodologia de planejamento de experimentos. Os dados gerados no corte do material ABNT 1045 foram coletados e analisados através de um tratamento estatístico pela análise de variância (ANOVA), sendo um planejamento fatorial aleatorizado por níveis, modelo de efeito fixo, cujo objetivo, é analisar os resultados da rugosidade média e máxima em função da velocidade de corte, lubrificação e método de fixação.
Cada ensaio possui três replicas, sendo trinta e seis ensaios de rugosidade máxima e rugosidade média, totalizando setenta e dois resultados de rugosidades. Utilizou-se corpos de prova de aço ABNT 1045 cilíndricos com diâmetro Ø50mm e 100mm de comprimento.
Na primeira etapa dos ensaios, optou-se por usinar todos os corpos de prova, afim de evitar que irregularidades do material interferissem os resultados dos ensaios. Posteriormente, os ensaios foram torneados com uma profundidade de corte (ap) fixo de 2 mm, após este procedimento foram analisados a rugosidade próximo a placa e próximo ao ponto, com o auxílio do rugosimetro.
As rugosidades foram avaliadas por um rugosimetro da surftest SJ-400 Mitutoyo e analisados através de um tratamento estatístico pela análise de variância (ANOVA), cujo objetivo é discutir os resultados das rugosidades em função das variáveis citadas acima.
19
A pesquisa está dividida em seis capítulos conforme descrição: Capitulo 1: Introdução. Capitulo 2: Revisão da literatura, contendo tópicos essências a compreensão e
entendimento do assunto. Capitulo 3: Materiais e Métodos em que são descritos os equipamentos,
maquinas utilizadas na pesquisa e instrumentos de medição; corpo de prova; ferramentas; planejamento e experimento.
Capitulo 4: Resultados e Discussões com descrição dos resultados obtidos na pesquisa e o tratamento estatístico adotado.
Capitulo 5: Conclusão e sugestão de trabalhos futuros. Capitulo 6: Referencias Bibliográfica.
20
2 REVISÃO DA LITERATURA
2.1 Processo de fabricação por usinagem
Para Kalpakjian (2000), a usinagem é um processo que visa a remoção de material através de um processo de manufatura. Com isso a remoção do material almeja a obtenção de formas finas, alcançar valores de tolerâncias requeridos e acabamento superficial adequado para que o processo de usinagem seja de acordo com as expectativas.
Segundo Santos e Sales (2007), o processo de usinagem é caracterizado quando ocorre a remoção de material em forma de cavacos, assim dividida em duas categorias, a de usinagem convencional e não convencional. Na usinagem convencional, a retirada de cavaco é realizada através do processo de cisalhamento através do contato da ferramenta de corte com a peça, e a usinagem não convencional é representada pela retirada de cavaco através de outras fontes de energia, podendo ser por ultra-som, laser, plasma, fluxo abrasivo, etc (MACHADO E SILVA, 2011).
De acordo com Childs et al. (2000), o processo de usinagem é considerado um dos processos mais utilizados no sistema de manufatura da indústria metal mecânica para a realização de peças mecânicas.
Nos estados Unidos, os valores gastos anualmente em prol de pesquisas relacionadas a processos de usinagem, chega na casa de 100 bilhões de Dolores (DEGARMO, 2008).
Merchant (1998) ainda ressalta que o processo de fabricação por retirada de cavaco é de extrema importância uma vez que seu impacto econômico direcionado a usinagem é bastante significativo sendo em torno de 15% do valor de produtos industrializados, por isso da necessidade de pesquisas direcionadas a retirada de cavacos, em busca de melhorias no processo como um todo.
Conforme Belhadi et al. (2007), o intuito de tamanho investimento em usinagem e principalmente em pesquisas relacionadas ao melhoramento de taxas de remoção de material e diminuição de custos, é buscar cada vez mais por maquinários mais potentes e produtivos. Com tudo, por mais que a evolução das máquinas tenha um fator importante na usinagem no processo, algumas características podem não ser totalmente dependentes desta evolução, como por exemplo a integridade superficial, qualidade e tolerâncias de uma peça.
21
O processo de fabricação por usinagem é reconhecido como o mais popular do mundo, gerando cerca de 10% de cavacos de toda a produção metal mecânica e empregando certa de milhões de pessoas no processo (MACHADO E SILVA, 2011).
Assim, quando o assunto é processos de fabricação, existe a necessidade de ampliar nossos estudos quando a abordagem a ser discutida se trata do comportamento da remoção de material, seleção de parâmetros de usinagem para processos e operações principalmente quando o assunto é de micro usinagem, este processo tem como característica possuir grande desvio a imprecisões dimensionais e baixa produtividade (MALEKIAN ET AL, 2011).
A usinagem possui certa peculiaridade, de ser um processo de corte prático e que possui várias variáveis incluídas no processo, assim se tornando complicado de prever algum desempenho no corte de um material. Mas isso não descaracteriza a necessidade de estudo referente a este processo de fabricação, os estudos são relacionados para buscar melhores desempenhos e procedimentos mais próximos da capacidade de prever seu comportamento dentro do processo, melhorando assim a produtividade e velocidade de processamento (DINIZ E COPPINI, 2010).
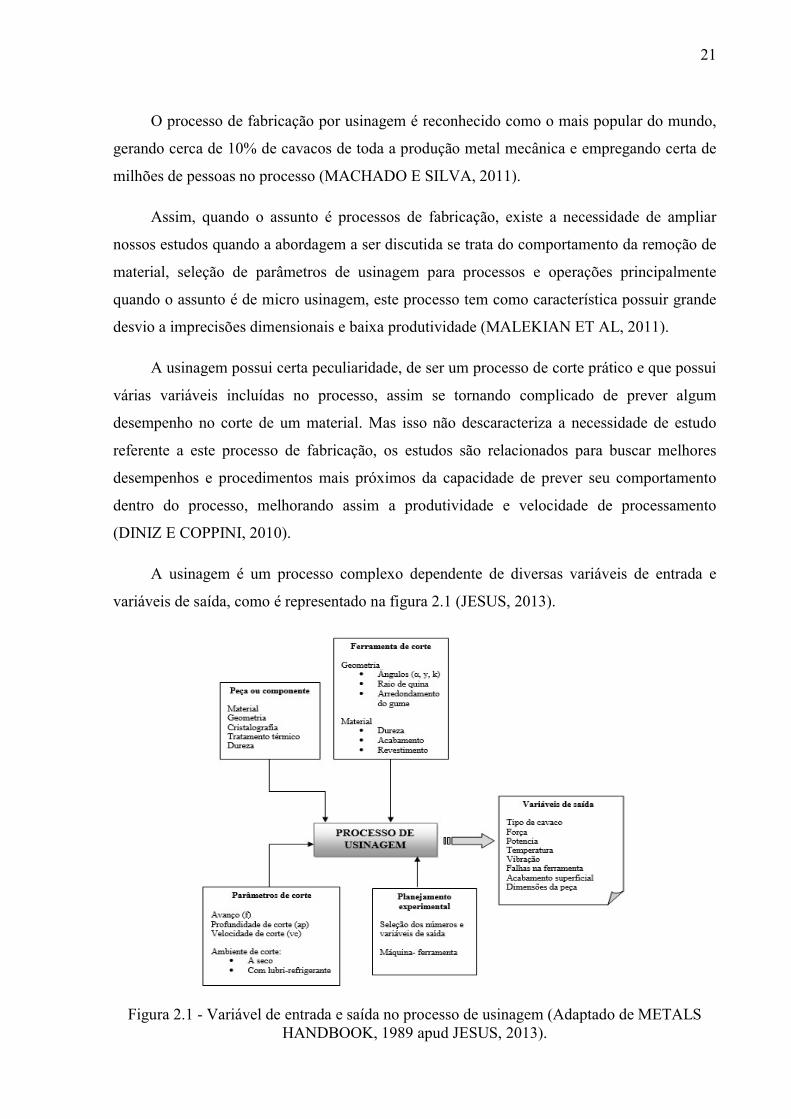
A usinagem é um processo complexo dependente de diversas variáveis de entrada e variáveis de saída, como é representado na figura 2.1 (JESUS, 2013).
Figura 2.1 - Variável de entrada e saída no processo de usinagem (Adaptado de METALS
HANDBOOK, 1989 apud JESUS, 2013).
22
2.2 Principais grandezas nos processos de usinagem
De acordo com Diniz e Coppini (2010), os movimentos ocasionados entre a ferramenta de corte e a peça no processo, são considerados movimentos de usinagem. Por convenção se padronizou que todo movimento será gerado pela ferramenta, levando em consideração a peça parada. Tudo isso para contribuir com os estudos dos movimentos, principalmente quando se trata de peças mais complicadas de se produzir e interpretar.
Os movimentos de usinagem podem ser classificados em movimento ativos e passivos. Os ativos participam de forma direta na saída do cavaco, sendo o movimento de corte, movimento de avanço e movimento efetivo. Já os movimentos passivos do processo de usinagem são considerados aqueles que participam de forma indireta, não fazendo parte ativa na remoção do material, sendo eles os movimentos de aproximação, movimento de ajuste, movimento de correção e movimento de recuo (SANTOS E SALES, 2007).
De acordo com Machado e Silva (2011) as principais grandezas e movimentos de usinagem podem ser descritas como:
Movimento de corte: movimento realizado entre a peça e a aresta cortante, ocasionando uma única retirada quando se não utiliza o movimento de avanço;
Movimento de avanço: movimento realizado entre a peça e a aresta cortante, onde provoca a retirada continua do material quando conciliado ao movimento de corte;
Movimento efetivo de corte: é o movimento realizado através da resultante dos movimento de corte e movimento de avanço;
Velocidade de corte ( ): é a velocidade instantânea de corte entre a peça e a aresta constante;
Velocidade de avanço ( ): é a velocidade instantânea de avanço entre a peça e a aresta cortante;
Velocidade efetiva de corte (v ): é a velocidade instantânea do movimento de corte entre a peça e a aresta cortante.
23
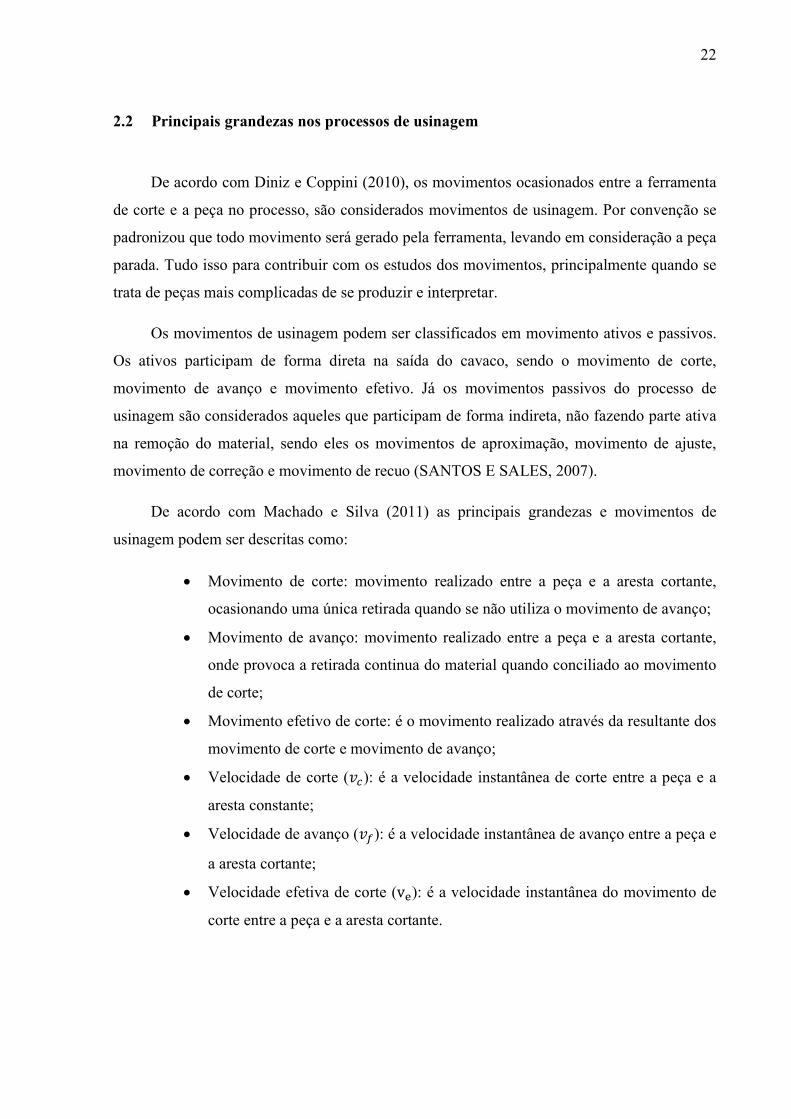
A figura 2.2 ilustra algumas grandezas envolvidas nos processos de usinagem.
Figura 2.2 - Princípio básico do processo de torneamento (STOETERAU, 2004).
2.2.1 Velocidade de Corte De acordo com Santos e Sales (2007), no processo de Usinagem se trabalha com três tipos de velocidades, sendo elas a velocidade de corte (Vc), velocidade de avanço (Vf) e velocidade efetiva de corte (Ve), onde cada uma tem um nível de significância para que o processo ocorra da melhor forma possível.
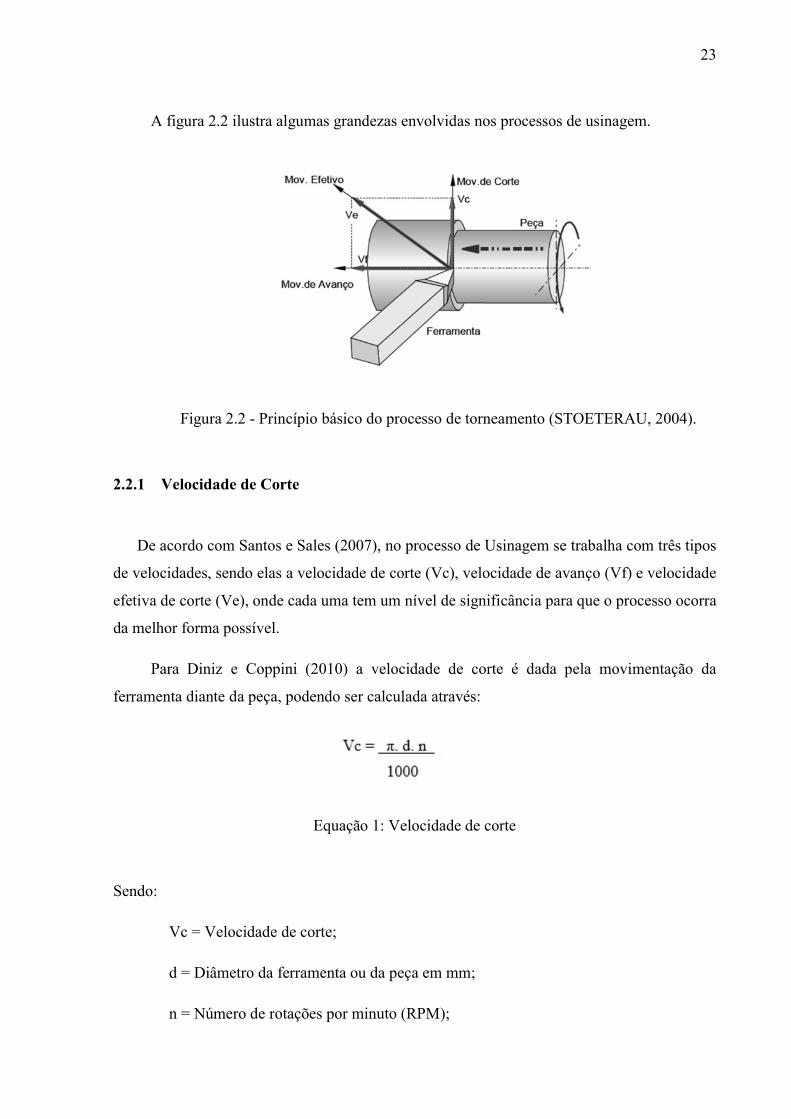
Para Diniz e Coppini (2010) a velocidade de corte é dada pela movimentação da ferramenta diante da peça, podendo ser calculada através:
Equação 1: Velocidade de corte
Sendo: Vc = Velocidade de corte; d = Diâmetro da ferramenta ou da peça em mm; n = Número de rotações por minuto (RPM);
24
Diniz e Coppini (2010) ainda ressalta que para processos de torneamento, o d utilizado é o do diâmetro da peça a ser usinada, já em processos de fresamentos e de furações, o d utilizado é o do diâmetro da própria ferramenta de corte no caso da broca para processos de furação e fresa para o processo de fresamento.
A velocidade de Avanço é a velocidade instantânea de um ponto na peça ate outro, seguindo a direção e sentido de avanço, sendo a formula descrita abaixo: (MACHADO E SILVA, 2011).
Vf = f . n Equação 2: Velocidade de avanço
Sendo: f = O avanço em mm/revolução n = o número de rotações por minuto (RPM); 2.3 Processo de Torneamento
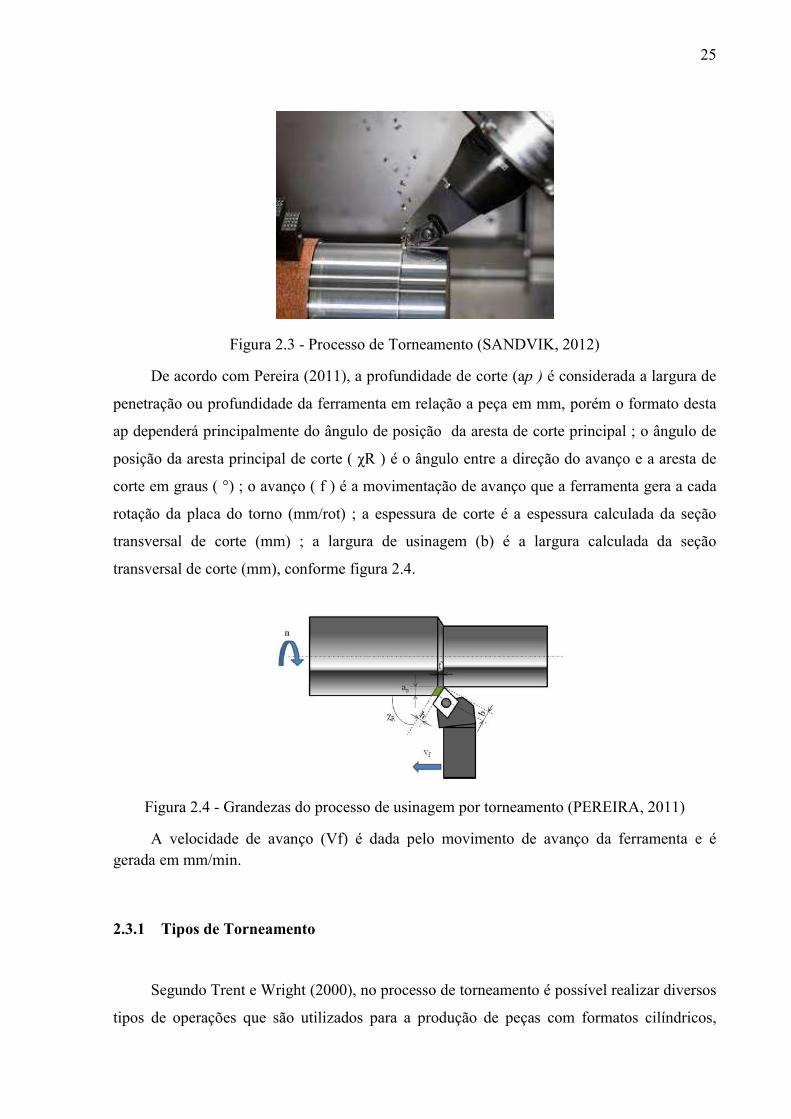
O torneamento é um dos processos de fabricação mais antigos e utilizados dentro da indústria metal mecânica. Sendo um processo que visa a obtenção de peças com superfícies cilíndricas, utilizando ferramentas monocortantes (SANTOS E SALES, 2007). O seu funcionamento consiste em uma peça presa a uma placa, girando em torno de seu eixo principal, através de uma rotação do maquinário predeterminada pelo operador e consequentemente, a ferramenta se movimenta no sentido linear ao barramento da máquina em um percurso continuo, realizando a retirada de material de acordo com a necessidade do processo (MACHADO E SILVA, 2014). A figura 2.3 ilustra o processo de torneamento.
25
Figura 2.3 - Processo de Torneamento (SANDVIK, 2012)
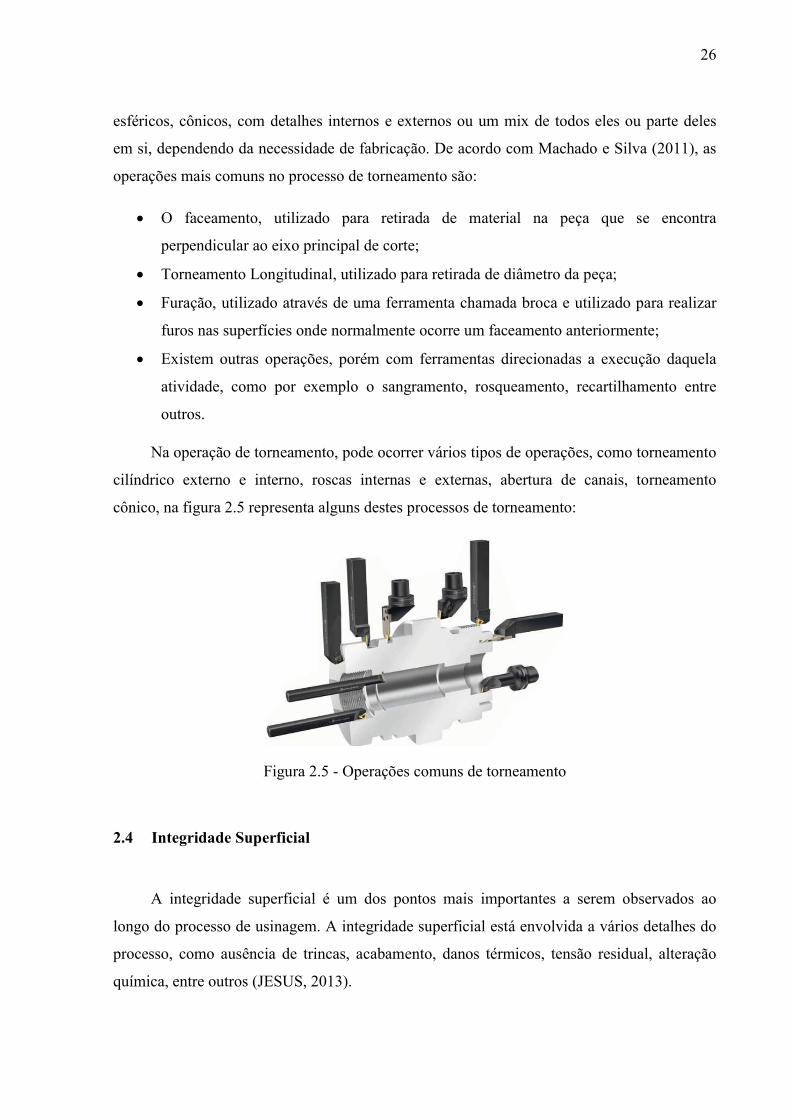
De acordo com Pereira (2011), a profundidade de corte (ap ) é considerada a largura de penetração ou profundidade da ferramenta em relação a peça em mm, porém o formato desta ap dependerá principalmente do ângulo de posição da aresta de corte principal ; o ângulo de posição da aresta principal de corte ( χR ) é o ângulo entre a direção do avanço e a aresta de corte em graus ( °) ; o avanço ( f ) é a movimentação de avanço que a ferramenta gera a cada rotação da placa do torno (mm/rot) ; a espessura de corte é a espessura calculada da seção transversal de corte (mm) ; a largura de usinagem (b) é a largura calculada da seção transversal de corte (mm), conforme figura 2.4.
Figura 2.4 - Grandezas do processo de usinagem por torneamento (PEREIRA, 2011) A velocidade de avanço (Vf) é dada pelo movimento de avanço da ferramenta e é
gerada em mm/min.
2.3.1 Tipos de Torneamento
Segundo Trent e Wright (2000), no processo de torneamento é possível realizar diversos tipos de operações que são utilizados para a produção de peças com formatos cilíndricos,
26
esféricos, cônicos, com detalhes internos e externos ou um mix de todos eles ou parte deles em si, dependendo da necessidade de fabricação. De acordo com Machado e Silva (2011), as operações mais comuns no processo de torneamento são:
O faceamento, utilizado para retirada de material na peça que se encontra perpendicular ao eixo principal de corte;
Torneamento Longitudinal, utilizado para retirada de diâmetro da peça; Furação, utilizado através de uma ferramenta chamada broca e utilizado para realizar
furos nas superfícies onde normalmente ocorre um faceamento anteriormente; Existem outras operações, porém com ferramentas direcionadas a execução daquela
atividade, como por exemplo o sangramento, rosqueamento, recartilhamento entre outros.
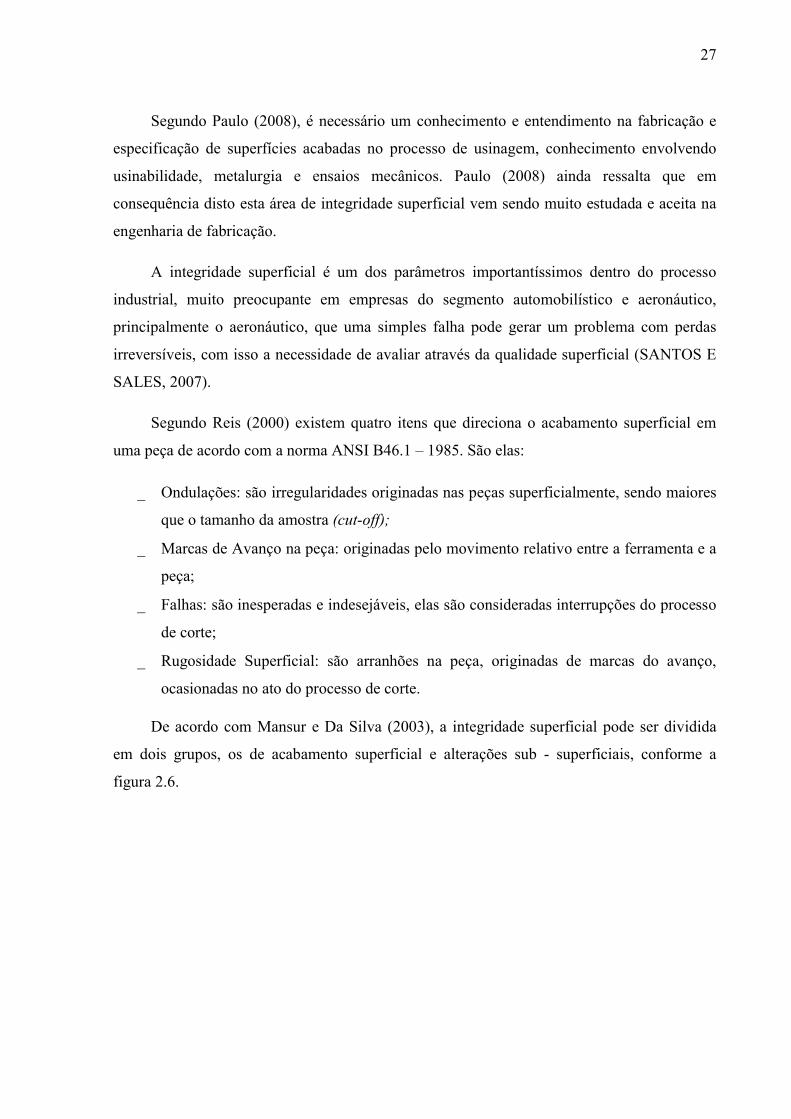
Na operação de torneamento, pode ocorrer vários tipos de operações, como torneamento cilíndrico externo e interno, roscas internas e externas, abertura de canais, torneamento cônico, na figura 2.5 representa alguns destes processos de torneamento:
Figura 2.5 - Operações comuns de torneamento
2.4 Integridade Superficial
A integridade superficial é um dos pontos mais importantes a serem observados ao longo do processo de usinagem. A integridade superficial está envolvida a vários detalhes do processo, como ausência de trincas, acabamento, danos térmicos, tensão residual, alteração química, entre outros (JESUS, 2013).
27
Segundo Paulo (2008), é necessário um conhecimento e entendimento na fabricação e especificação de superfícies acabadas no processo de usinagem, conhecimento envolvendo usinabilidade, metalurgia e ensaios mecânicos. Paulo (2008) ainda ressalta que em consequência disto esta área de integridade superficial vem sendo muito estudada e aceita na engenharia de fabricação.
A integridade superficial é um dos parâmetros importantíssimos dentro do processo industrial, muito preocupante em empresas do segmento automobilístico e aeronáutico, principalmente o aeronáutico, que uma simples falha pode gerar um problema com perdas irreversíveis, com isso a necessidade de avaliar através da qualidade superficial (SANTOS E SALES, 2007).
Segundo Reis (2000) existem quatro itens que direciona o acabamento superficial em uma peça de acordo com a norma ANSI B46.1 – 1985. São elas:
Ondulações: são irregularidades originadas nas peças superficialmente, sendo maiores que o tamanho da amostra (cut-off);
Marcas de Avanço na peça: originadas pelo movimento relativo entre a ferramenta e a peça;
Falhas: são inesperadas e indesejáveis, elas são consideradas interrupções do processo de corte;
Rugosidade Superficial: são arranhões na peça, originadas de marcas do avanço, ocasionadas no ato do processo de corte.
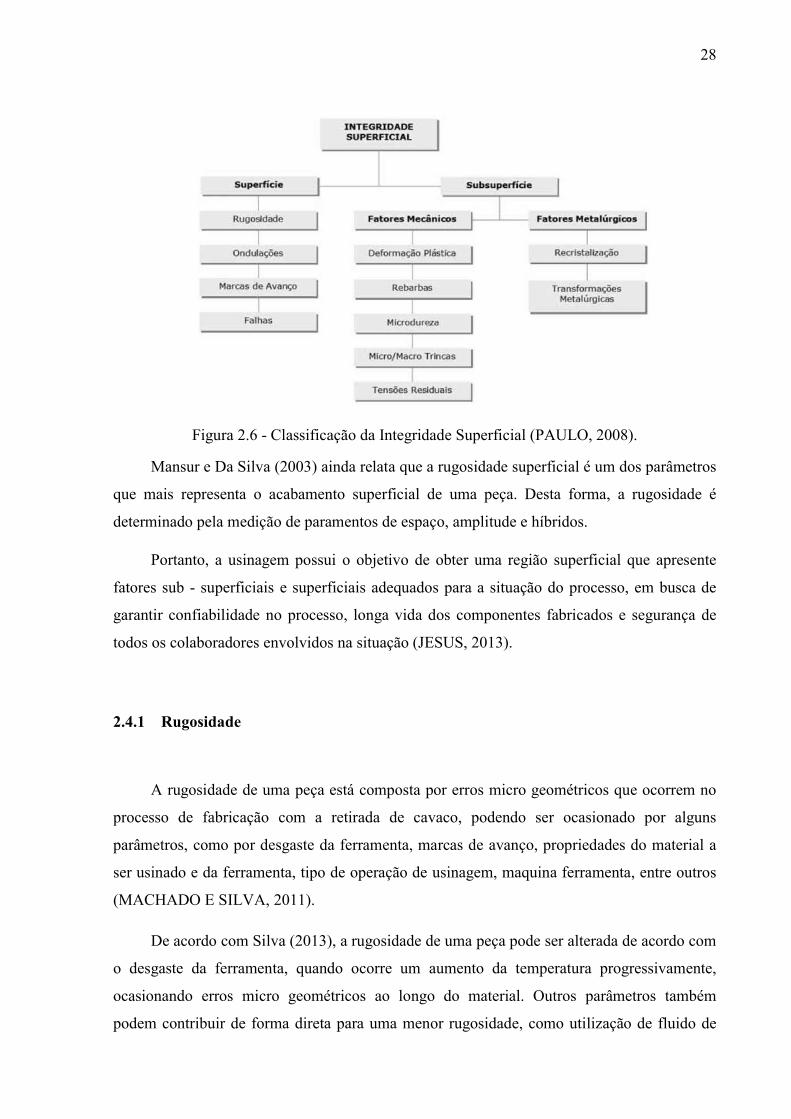
De acordo com Mansur e Da Silva (2003), a integridade superficial pode ser dividida em dois grupos, os de acabamento superficial e alterações sub - superficiais, conforme a figura 2.6.
28
Figura 2.6 - Classificação da Integridade Superficial (PAULO, 2008).
Mansur e Da Silva (2003) ainda relata que a rugosidade superficial é um dos parâmetros que mais representa o acabamento superficial de uma peça. Desta forma, a rugosidade é determinado pela medição de paramentos de espaço, amplitude e híbridos.
Portanto, a usinagem possui o objetivo de obter uma região superficial que apresente fatores sub - superficiais e superficiais adequados para a situação do processo, em busca de garantir confiabilidade no processo, longa vida dos componentes fabricados e segurança de todos os colaboradores envolvidos na situação (JESUS, 2013).
2.4.1 Rugosidade
A rugosidade de uma peça está composta por erros micro geométricos que ocorrem no processo de fabricação com a retirada de cavaco, podendo ser ocasionado por alguns parâmetros, como por desgaste da ferramenta, marcas de avanço, propriedades do material a ser usinado e da ferramenta, tipo de operação de usinagem, maquina ferramenta, entre outros (MACHADO E SILVA, 2011).
De acordo com Silva (2013), a rugosidade de uma peça pode ser alterada de acordo com o desgaste da ferramenta, quando ocorre um aumento da temperatura progressivamente, ocasionando erros micro geométricos ao longo do material. Outros parâmetros também podem contribuir de forma direta para uma menor rugosidade, como utilização de fluido de
29
corte, ângulos de saída elevados, arestas de corte com pontas arredondadas (SANTOS E SALES, 2007).
Segundo Espanhol (2008), a rugosidade também é conhecida como irregularidades finas geradas no corte de determinado material, sendo considerado um fator importante no processo de fabricação. Com o auxílio de aparelhos eletrônicos consegue-se avaliar e controlar o acabamento e a qualidade especificada pelo projeto, assim evitando custos desnecessários.
Conforme Teixeira (2013), estas irregularidades superficiais são direcionadas a um comprimento de amostra predeterminado, onde se define o valor médio de uma distância vertical a partir de sua linha central.
A rugosidade é o parâmetro da qualidade onde verifica a textura do material ou acabamento superficial, não necessariamente um acabamento grosseiro seja ruim para o processo como todo, deve-se verificar no projeto qual tipo de rugosidade é necessária no produto (MACHADO E SILVA, 2011). Existem as classes de rugosidade para serem seguidas e quanto menor a rugosidade média da peça, mais caro tende a ser o serviço prestado, por mais exigências do maquinário, operador e de todo o processo em si, com isso é importante o apontamento nos projetos, verificando a necessidade dos acabamentos gerados nas peças (SANTOS E SALES, 2007).
Segundo Diniz e Coppini (2000), a superfície de uma peça indiferente do tipo, possuirá um acabamento superficial, sendo ele polido ou áspero, possuindo uma importância significativa direta dentro do processo fabril, quanto no quesito fabricação, funções do produto e no custo do produto final, por isso a grande importância de estar sempre monitorando o processamento e desempenho destes elementos.
Quando o assunto é relacionado a medição da rugosidade, Machado e Silva (2011), afirma que pode ser medido de formas diferentes, sendo através dos parâmetros de amplitude, correspondendo a altura dos picos e profundidade dos vales, parâmetros de espaço, determinados pelo espaçamento do desvio do perfil ao longo da superfície, e os parâmetros híbridos, que está correlacionado os dois parâmetros anteriores.
De acordo com Stemmer (2007), a rugosidade de uma peça chega a ser melhorada com o aumento da velocidade de corte no processo de usinagem, porem esta melhoria não se torna constante, pois com velocidades acima das necessárias para gerar um ótimo acabamento, se
30
tornam ineficazes e geram um desgaste excessivo na aresta cortante, ocasionando uma perda produtiva para a empresa.
Segundo Paulo (2008), existe uma certa dificuldade de identificar o aspecto topográfico de uma determinada superfície. Em consequência disso foram criados outros parâmetros direcionados e dependentes de necessidade e aplicações especificas no processo. Os parâmetros mais comuns e mais usuais são a rugosidade média (Ra) e rugosidade máxima (Ry).
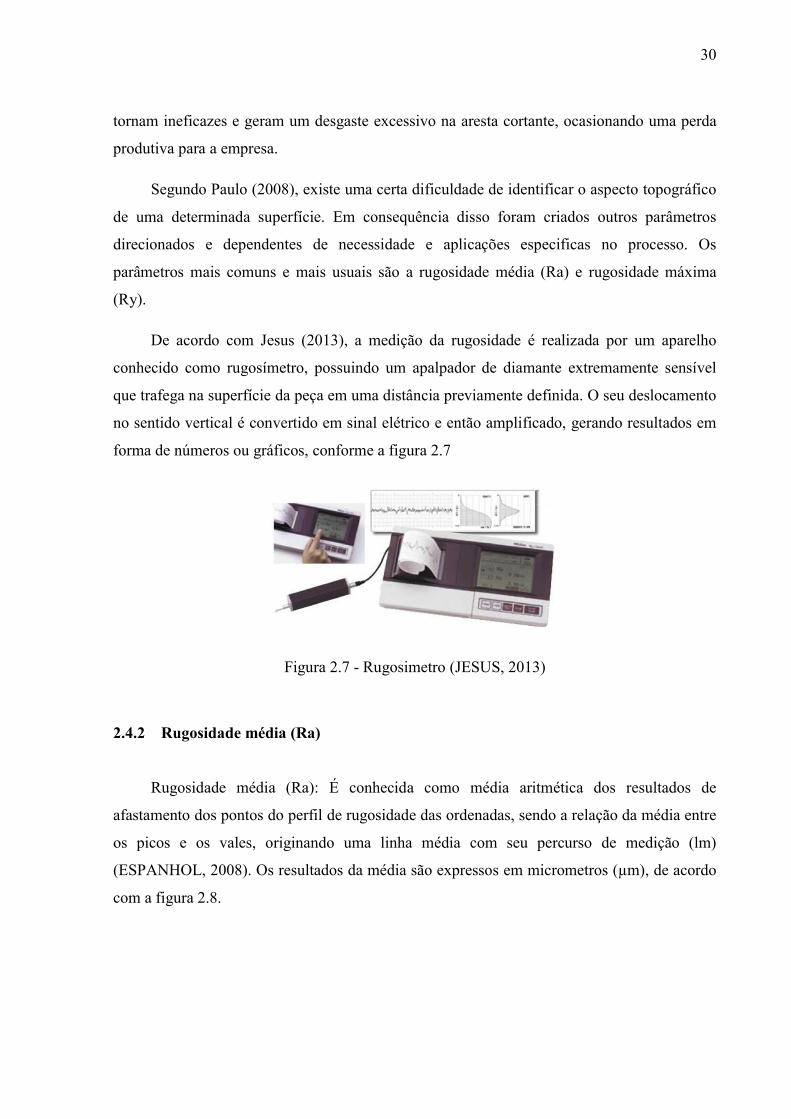
De acordo com Jesus (2013), a medição da rugosidade é realizada por um aparelho conhecido como rugosímetro, possuindo um apalpador de diamante extremamente sensível que trafega na superfície da peça em uma distância previamente definida. O seu deslocamento no sentido vertical é convertido em sinal elétrico e então amplificado, gerando resultados em forma de números ou gráficos, conforme a figura 2.7
Figura 2.7 - Rugosimetro (JESUS, 2013)
2.4.2 Rugosidade média (Ra)
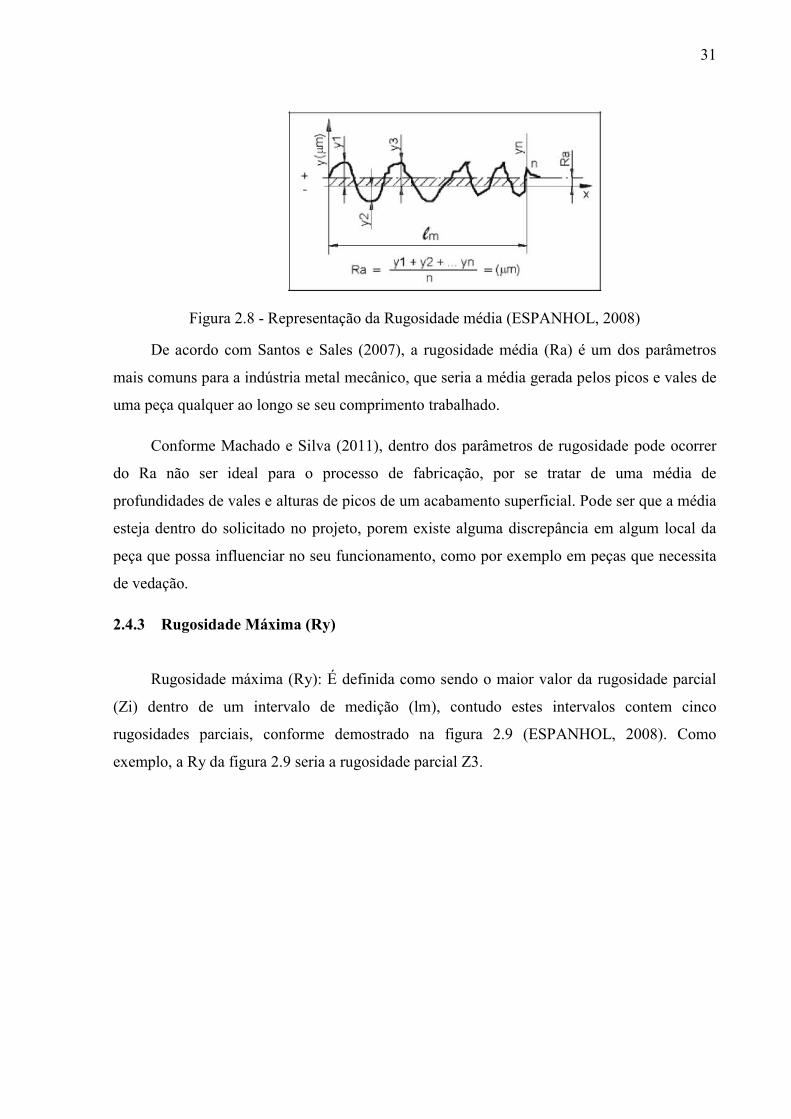
Rugosidade média (Ra): É conhecida como média aritmética dos resultados de afastamento dos pontos do perfil de rugosidade das ordenadas, sendo a relação da média entre os picos e os vales, originando uma linha média com seu percurso de medição (lm) (ESPANHOL, 2008). Os resultados da média são expressos em micrometros (µm), de acordo com a figura 2.8.
31
Figura 2.8 - Representação da Rugosidade média (ESPANHOL, 2008)
De acordo com Santos e Sales (2007), a rugosidade média (Ra) é um dos parâmetros mais comuns para a indústria metal mecânico, que seria a média gerada pelos picos e vales de uma peça qualquer ao longo se seu comprimento trabalhado.
Conforme Machado e Silva (2011), dentro dos parâmetros de rugosidade pode ocorrer do Ra não ser ideal para o processo de fabricação, por se tratar de uma média de profundidades de vales e alturas de picos de um acabamento superficial. Pode ser que a média esteja dentro do solicitado no projeto, porem existe alguma discrepância em algum local da peça que possa influenciar no seu funcionamento, como por exemplo em peças que necessita de vedação. 2.4.3 Rugosidade Máxima (Ry)
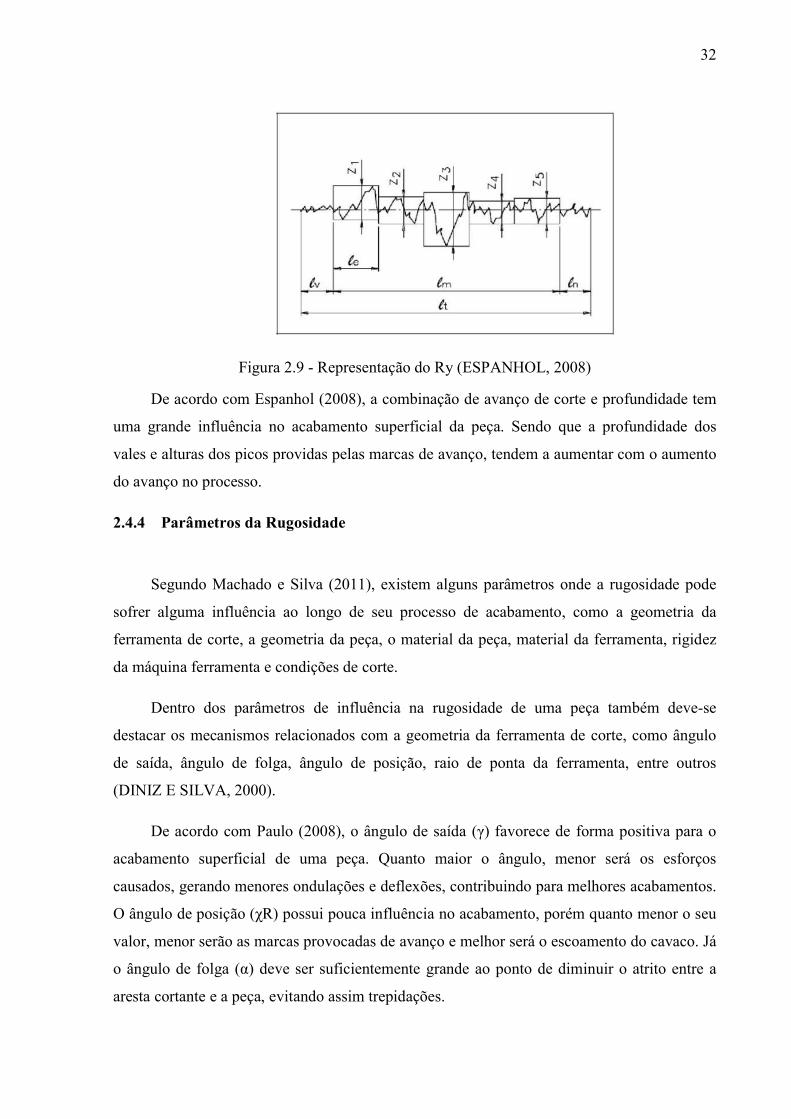
Rugosidade máxima (Ry): É definida como sendo o maior valor da rugosidade parcial (Zi) dentro de um intervalo de medição (lm), contudo estes intervalos contem cinco rugosidades parciais, conforme demostrado na figura 2.9 (ESPANHOL, 2008). Como exemplo, a Ry da figura 2.9 seria a rugosidade parcial Z3.
32
Figura 2.9 - Representação do Ry (ESPANHOL, 2008)
De acordo com Espanhol (2008), a combinação de avanço de corte e profundidade tem uma grande influência no acabamento superficial da peça. Sendo que a profundidade dos vales e alturas dos picos providas pelas marcas de avanço, tendem a aumentar com o aumento do avanço no processo. 2.4.4 Parâmetros da Rugosidade
Segundo Machado e Silva (2011), existem alguns parâmetros onde a rugosidade pode sofrer alguma influência ao longo de seu processo de acabamento, como a geometria da ferramenta de corte, a geometria da peça, o material da peça, material da ferramenta, rigidez da máquina ferramenta e condições de corte.
Dentro dos parâmetros de influência na rugosidade de uma peça também deve-se destacar os mecanismos relacionados com a geometria da ferramenta de corte, como ângulo de saída, ângulo de folga, ângulo de posição, raio de ponta da ferramenta, entre outros (DINIZ E SILVA, 2000).
De acordo com Paulo (2008), o ângulo de saída (γ) favorece de forma positiva para o acabamento superficial de uma peça. Quanto maior o ângulo, menor será os esforços causados, gerando menores ondulações e deflexões, contribuindo para melhores acabamentos. O ângulo de posição (χR) possui pouca influência no acabamento, porém quanto menor o seu valor, menor serão as marcas provocadas de avanço e melhor será o escoamento do cavaco. Já o ângulo de folga (α) deve ser suficientemente grande ao ponto de diminuir o atrito entre a aresta cortante e a peça, evitando assim trepidações.
33
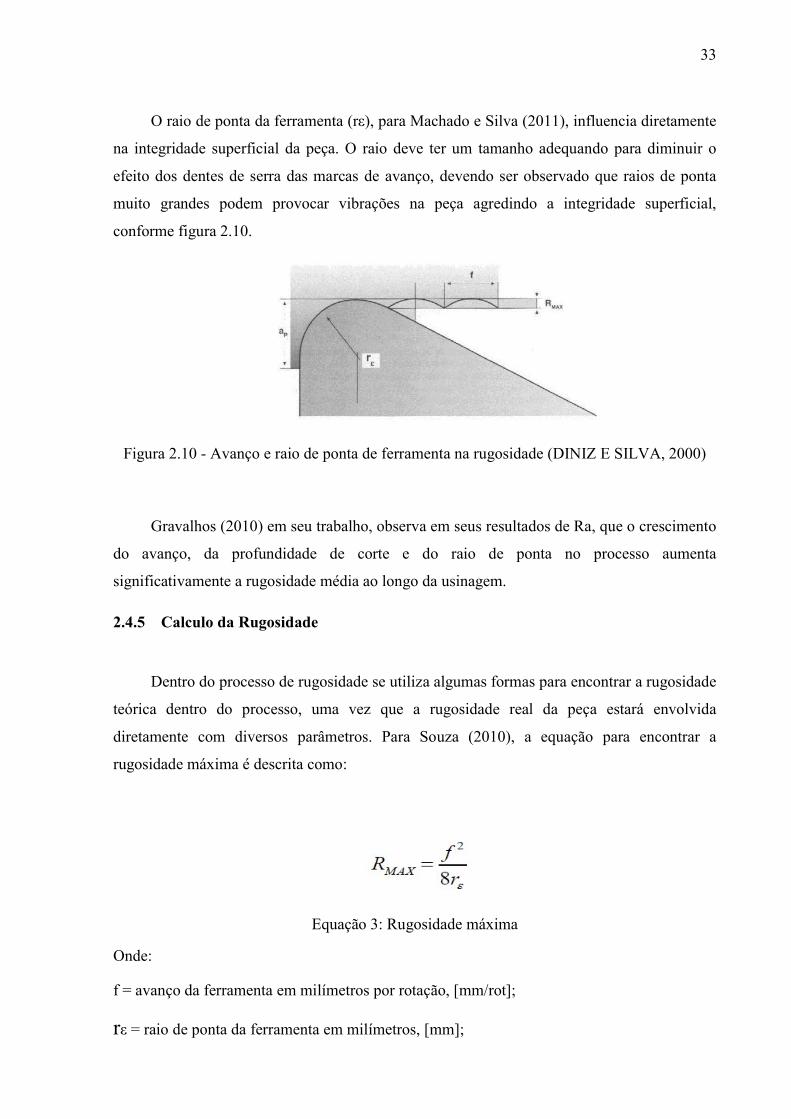
O raio de ponta da ferramenta (rε), para Machado e Silva (2011), influencia diretamente na integridade superficial da peça. O raio deve ter um tamanho adequando para diminuir o efeito dos dentes de serra das marcas de avanço, devendo ser observado que raios de ponta muito grandes podem provocar vibrações na peça agredindo a integridade superficial, conforme figura 2.10.
Figura 2.10 - Avanço e raio de ponta de ferramenta na rugosidade (DINIZ E SILVA, 2000)
Gravalhos (2010) em seu trabalho, observa em seus resultados de Ra, que o crescimento
do avanço, da profundidade de corte e do raio de ponta no processo aumenta significativamente a rugosidade média ao longo da usinagem. 2.4.5 Calculo da Rugosidade
Dentro do processo de rugosidade se utiliza algumas formas para encontrar a rugosidade teórica dentro do processo, uma vez que a rugosidade real da peça estará envolvida diretamente com diversos parâmetros. Para Souza (2010), a equação para encontrar a rugosidade máxima é descrita como:
Equação 3: Rugosidade máxima
Onde: f = avanço da ferramenta em milímetros por rotação, [mm/rot]; rε = raio de ponta da ferramenta em milímetros, [mm];
34
Rmax = Rugosidade Máxima Teórica, [mm]; Souza (2010) define a rugosidade média teórica, podendo ser calculada através da
equação abaixo.
Equação 4: Rugosidade média
2.4.6 Fatores que influenciam na Rugosidade
De acordo com Santos e Sales (2007), a rugosidade pode ser influenciada por diversos parâmetros assim tudo dependerá da consistência do processo como um todo, mas pode-se alcançar resultados de rugosidades menores quando:
Peça e ferramentas estão corretamente centralizadas e posicionadas, evitando assim desvios;
A aresta cortante não possui desgastes ou quebras; A aresta cortante não possui APC (aresta postiça de corte); Máquina com guias e eixos alinhados; Pequenas vibrações causadas pelas deflexões por esforços de corte;
Para Espanhol (2008), a combinação entre profundidade de corte (ap) e avanço (f) podem gerar influencias no acabamento, sendo que as marcas de avanço tendem a aumentar com o aumento do mesmo e a ap maior tende a aumentar mais força de corte, gerando deflexões e causando maiores rugosidades.
Segundo Paulo (2008), o sistema de fixação também está relacionado com a rugosidade, sistemas de fixação ajustados e rígidos, assim como, as guias e eixos das maquinas-ferramentas auxiliam para uma rugosidade menor no processo, isso se existir procedimentos adequados no ato do corte.
A rugosidade média (Ra) conforme Bezerra (2007) tem uma forte dependência com a velocidade de corte, velocidades de corte mais baixas podem provocar intensa formação de aresta postiça de corte (APC) no processo, aumentando a rugosidade de uma peça, ele
35
também aborda em seu trabalho que o aumento da temperatura de processamento e de deformação do cavaco influência em uma diminuição da rugosidade de uma peça.
De acordo com Machado e Silva (2011), outro fator importante para os resultados da rugosidade é o material que será usinado, sua propriedade química, dureza e microestrutura podem gerar alguma alteração no acabamento superficial. Assim se deve buscar um material que favoreça no processo, para que não ocorra nenhum problema relacionado ao acabamento superficial da peça.
Os fluidos de corte utilizados no processo de usinagem em certos casos podem influenciar na rugosidade da peça. Eles contribuem para um menor desgaste da aresta cortante, diminuindo assim o atrito entre aresta e peça e cavaco, além de melhorar o acabamento superficial da peça (ESPANHOL, 2008).
Em seu trabalho, Santos (2011) não encontrou grande influência sobre a rugosidade superficial das peças, quando o assunto é velocidade de corte, assim não proporcionando grandes diferenças na rugosidade e a pequena diferença poderia ser explicada pelo sistema máquina-ferramenta-dispositivo de fixação-peça.
Neto (2004) explica em seu trabalho que ocorreu algo não esperado em relação a influencias do processo, a diminuição do valor de RMS (Raiz Quadrada da média) com o aumento de Ra não era esperado em seus experimentos, e sim era esperado o aumento da Ra em função do aumento do nível de vibração. Mas para cada rotação a excitação e a resposta do sistema MFDP (Maquina/Ferramenta/Dispositivo de fixação/Peça) eram diferentes no processo.
Já para Reis (2001), existem vários parâmetros que influenciam na rugosidade, mas possui três mais influentes no processo, sendo o a velocidade de corte (vc), o avanço (f) e a profundidade (ap). A profundidade de corte tende a gerar maiores forças de corte, auxiliando no aumento das vibrações, podendo gerar superfícies mais rugosas. O aumento do avanço pode aumentar a rugosidade, uma vez que as marcas de avanço são proporcionais ao quadrado da altura dos picos e profundidade dos vales. Altas velocidades de corte podem proporcionar menores rugosidade desde que estejam de acordo com as especificações do processo.
De acordo com Silva (2013), a ferramenta de corte também pode influenciar de forma decisiva no acabamento superficial da peça. O desgaste gerado na aresta cortante aumentara a
36
temperatura progressivamente, a força de corte e a potência consumida no processo, podendo assim não favorecer o acabamento superficial devido ao desgaste. 2.5 Geometria da Ferramenta de corte
A geometria das arestas cortantes possui influência decisiva na vida útil da ferramenta e
em seu desempenho ao logo de sua utilização, pequenas alterações angulares ou dimensionais geram respostas diferentes ao comportamento do material a ser usinado (JESUS ,2013).
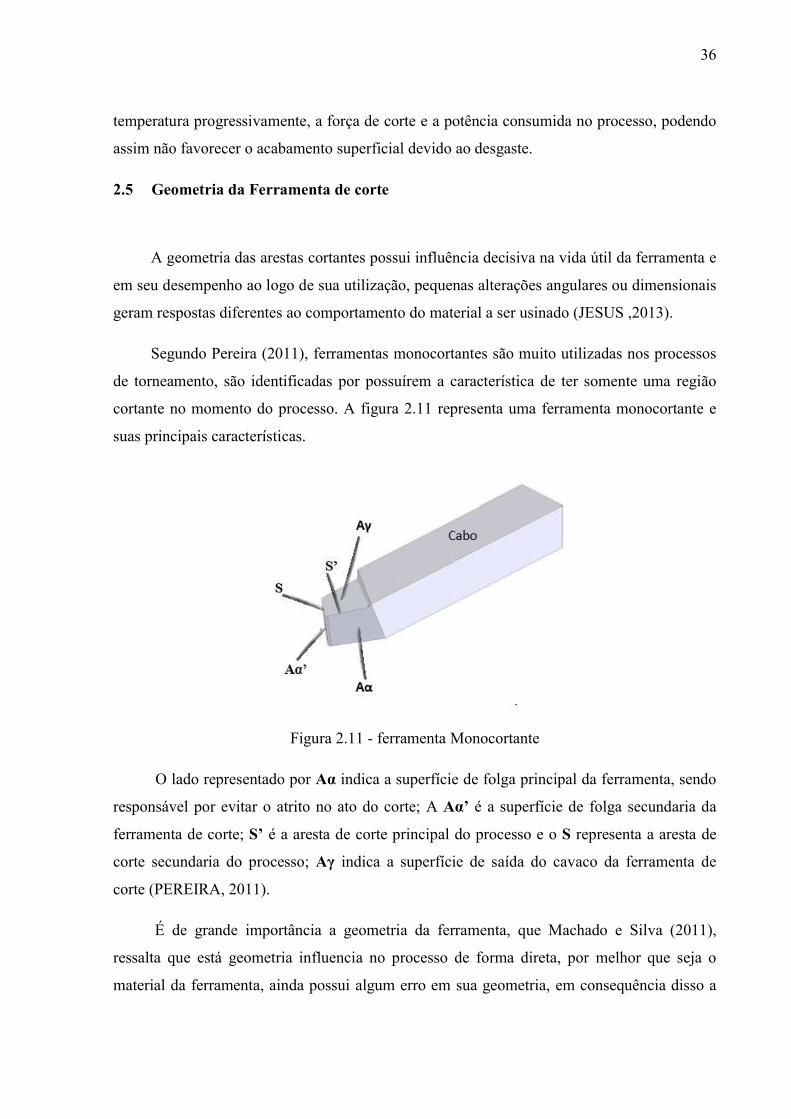
Segundo Pereira (2011), ferramentas monocortantes são muito utilizadas nos processos de torneamento, são identificadas por possuírem a característica de ter somente uma região cortante no momento do processo. A figura 2.11 representa uma ferramenta monocortante e suas principais características.
Figura 2.11 - ferramenta Monocortante
O lado representado por Aα indica a superfície de folga principal da ferramenta, sendo responsável por evitar o atrito no ato do corte; A Aα’ é a superfície de folga secundaria da ferramenta de corte; S’ é a aresta de corte principal do processo e o S representa a aresta de corte secundaria do processo; Aγ indica a superfície de saída do cavaco da ferramenta de corte (PEREIRA, 2011).
É de grande importância a geometria da ferramenta, que Machado e Silva (2011), ressalta que está geometria influencia no processo de forma direta, por melhor que seja o material da ferramenta, ainda possui algum erro em sua geometria, em consequência disso a
37
usinagem ficará prejudicada, gerando maiores gastos, menor durabilidade e interferindo na rugosidade de forma direta.
Rodrigues (2005), em sua tese de doutorado afirma que através de analises e experimentos realizadas em seu trabalho, a geometria da ferramenta influencia mais decisivamente na energia especifica em situações de corte de usinagem em maquinas convencionais do que em condição High Speed Machining (HSM). 2.5.1 Influência dos ângulos de corte na aresta cortante
Deve-se destacar que os principais ângulos na aresta cortante é o ângulo de folga (α), ângulo de saída (γ), ângulo de inclinação (λ) e ângulo de Posição (χr), sendo que qualquer alteração destes ângulos podem gerar diferenças significativas para o processo como um todo, como interferência na força de corte, desprendimento do cavaco, acabamento da peça, desgaste da ferramenta de corte, entre outros.
De acordo com Santos e Sales (2007), o ângulo de folga é responsável por evitar o atrito, entre a peça e a superfície de folga da ferramenta, quando se trabalha com valores muito altos do α, diminui o atrito entre a peça e a folga da ferramenta, porem a ferramenta se torna menos resistente, quando se trabalha com valores de α muito baixos, a tendência é de gerar uma dificuldade para realizar o corte, ocasionando um atrito entre a Aα e a peça , ocorrendo assim um desgaste prematuro e um acabamento não muito agradável.
Silva (2014), aborda em sua tese de doutorado um estudo aprofundado sobre o contato entre o material da peça e a superfície de folga da ferramenta de usinagem, e ressalta que para os materiais utilizados como aço ABNT 1045, ferro fundido cinzento GH- 190, alumínio da série 1000 e alumínio 3030 no torneamento de espessuras menores, proporcionaram aumentos significativos na pressão especifica de corte, ocasionando a existência de um trabalho elástico e deslizamento da peça na superfície de folga da ferramenta.
A mudança do ângulo de folga varia de acordo com a resistência do material e da ferramenta e com o material que será usinado, porem este ângulo se encontra entre 2° a 14° (SILVA, 2013).
Para Stemmer (2007), a função principal do ângulo de folga ou por ele citado como ângulo de incidência é evitar o contato entre a aresta cortante e a peça e facilitar a penetração da aresta cortante no processo.
38
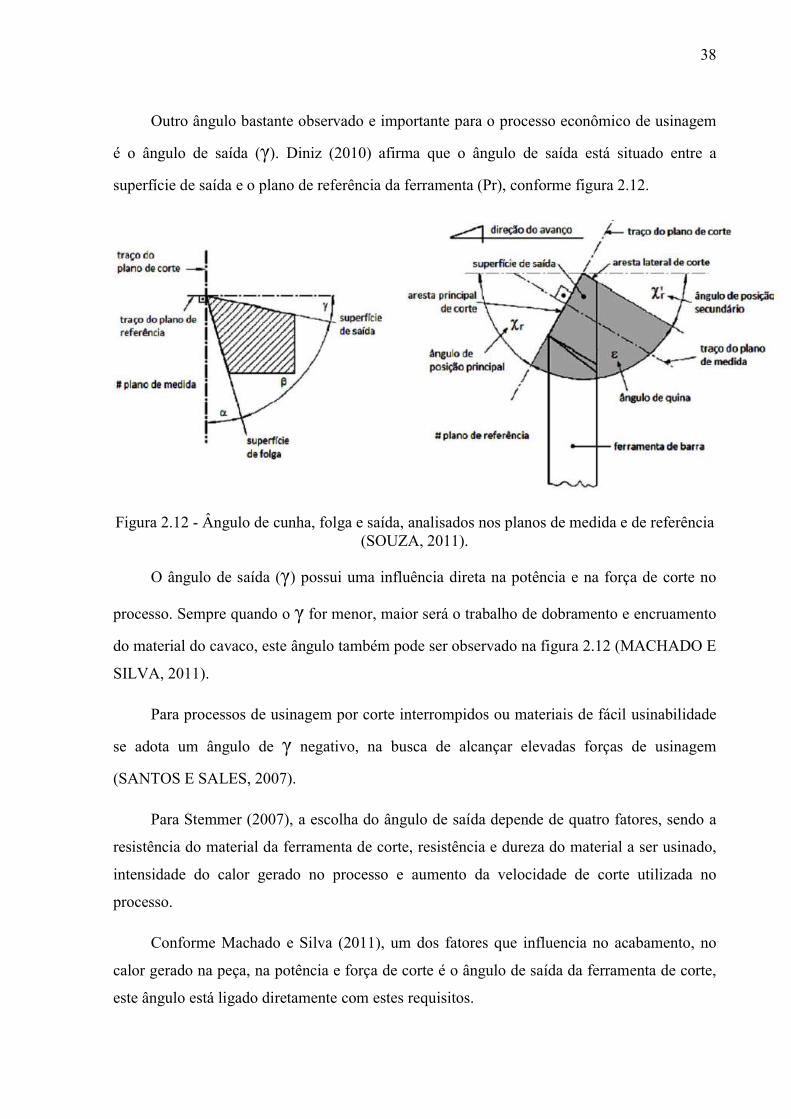
Outro ângulo bastante observado e importante para o processo econômico de usinagem é o ângulo de saída (γ). Diniz (2010) afirma que o ângulo de saída está situado entre a superfície de saída e o plano de referência da ferramenta (Pr), conforme figura 2.12.
Figura 2.12 - Ângulo de cunha, folga e saída, analisados nos planos de medida e de referência
(SOUZA, 2011). O ângulo de saída (γ) possui uma influência direta na potência e na força de corte no
processo. Sempre quando o γ for menor, maior será o trabalho de dobramento e encruamento do material do cavaco, este ângulo também pode ser observado na figura 2.12 (MACHADO E SILVA, 2011).
Para processos de usinagem por corte interrompidos ou materiais de fácil usinabilidade se adota um ângulo de γ negativo, na busca de alcançar elevadas forças de usinagem (SANTOS E SALES, 2007).
Para Stemmer (2007), a escolha do ângulo de saída depende de quatro fatores, sendo a resistência do material da ferramenta de corte, resistência e dureza do material a ser usinado, intensidade do calor gerado no processo e aumento da velocidade de corte utilizada no processo.
Conforme Machado e Silva (2011), um dos fatores que influencia no acabamento, no calor gerado na peça, na potência e força de corte é o ângulo de saída da ferramenta de corte, este ângulo está ligado diretamente com estes requisitos.
39
Outro ângulo de extrema importância na ferramenta de corte é o ângulo de cunha (β), sendo formado pela superfície de folga e superfície de saída. Sua principal função é aumentar a resistência mecânica da ferramenta, quando trabalhada de forma mais aguda é direcionada para materiais mais maleáveis e menos aguda para materiais mais resistentes (JESUS, 2013).
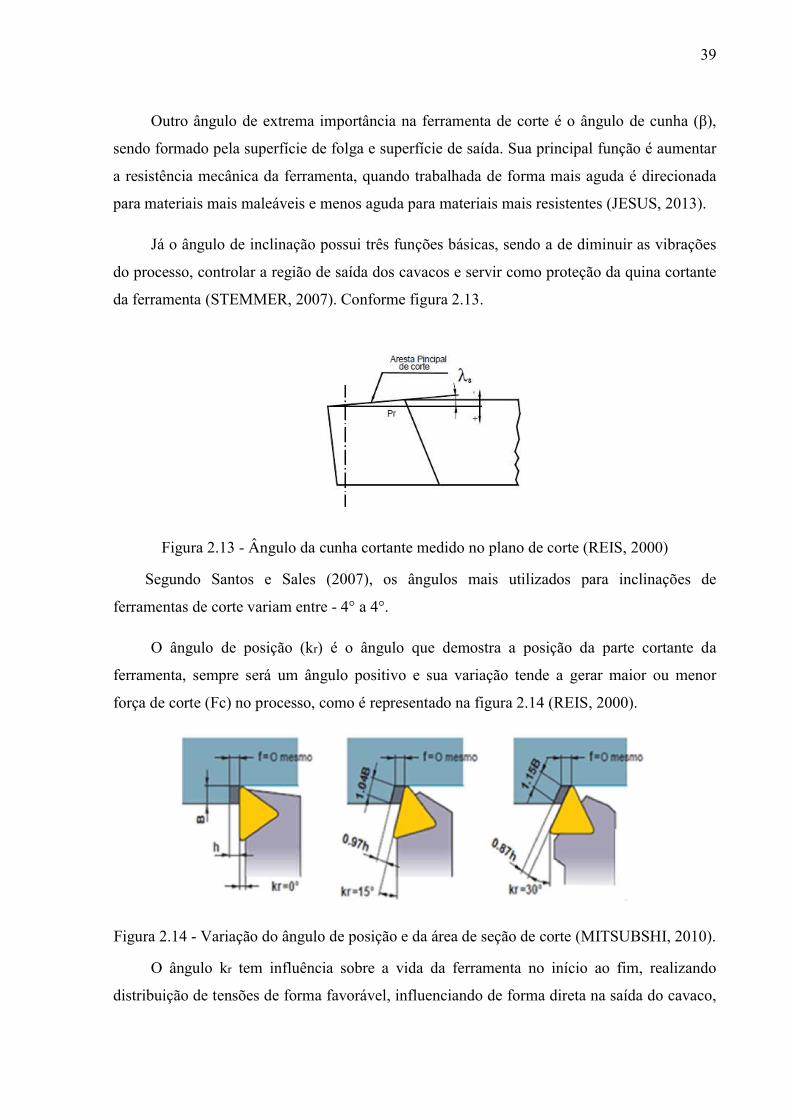
Já o ângulo de inclinação possui três funções básicas, sendo a de diminuir as vibrações do processo, controlar a região de saída dos cavacos e servir como proteção da quina cortante da ferramenta (STEMMER, 2007). Conforme figura 2.13.
Figura 2.13 - Ângulo da cunha cortante medido no plano de corte (REIS, 2000)
Segundo Santos e Sales (2007), os ângulos mais utilizados para inclinações de ferramentas de corte variam entre - 4° a 4°.
O ângulo de posição (kr) é o ângulo que demostra a posição da parte cortante da ferramenta, sempre será um ângulo positivo e sua variação tende a gerar maior ou menor força de corte (Fc) no processo, como é representado na figura 2.14 (REIS, 2000).
Figura 2.14 - Variação do ângulo de posição e da área de seção de corte (MITSUBSHI, 2010).
O ângulo kr tem influência sobre a vida da ferramenta no início ao fim, realizando distribuição de tensões de forma favorável, influenciando de forma direta na saída do cavaco,
40
contribuindo para a redução das vibrações ocasionadas pelas forças passivas de usinagem (SANTOS E SALES, 2007).
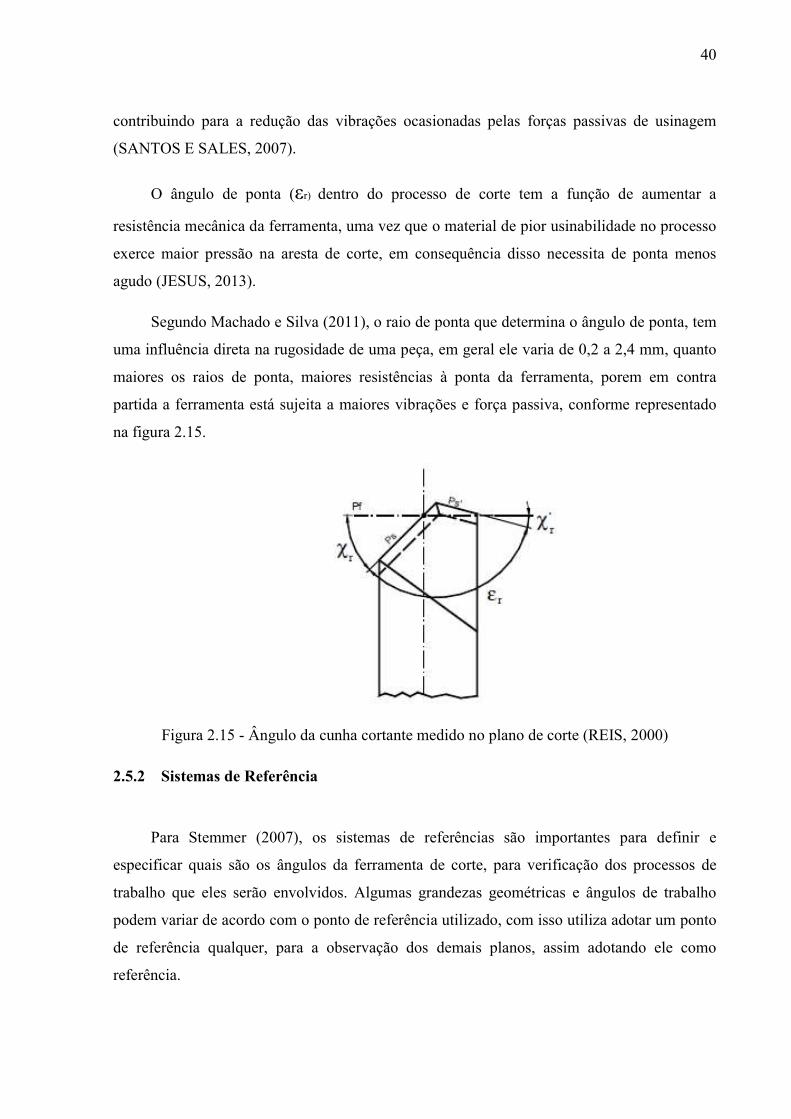
O ângulo de ponta (εr) dentro do processo de corte tem a função de aumentar a resistência mecânica da ferramenta, uma vez que o material de pior usinabilidade no processo exerce maior pressão na aresta de corte, em consequência disso necessita de ponta menos agudo (JESUS, 2013).
Segundo Machado e Silva (2011), o raio de ponta que determina o ângulo de ponta, tem uma influência direta na rugosidade de uma peça, em geral ele varia de 0,2 a 2,4 mm, quanto maiores os raios de ponta, maiores resistências à ponta da ferramenta, porem em contra partida a ferramenta está sujeita a maiores vibrações e força passiva, conforme representado na figura 2.15.
Figura 2.15 - Ângulo da cunha cortante medido no plano de corte (REIS, 2000)
2.5.2 Sistemas de Referência
Para Stemmer (2007), os sistemas de referências são importantes para definir e especificar quais são os ângulos da ferramenta de corte, para verificação dos processos de trabalho que eles serão envolvidos. Algumas grandezas geométricas e ângulos de trabalho podem variar de acordo com o ponto de referência utilizado, com isso utiliza adotar um ponto de referência qualquer, para a observação dos demais planos, assim adotando ele como referência.
41
Segundo Diniz e Coppini (2010) a descrição e definição da geometria da aresta cortante é necessário um sistema de referência bem definido para que não ocorra erros de projetos, execução, reparo e controle. O sistema efetivo está direcionado a geometria da ferramenta de corte que estará atuando no processo de usinagem.
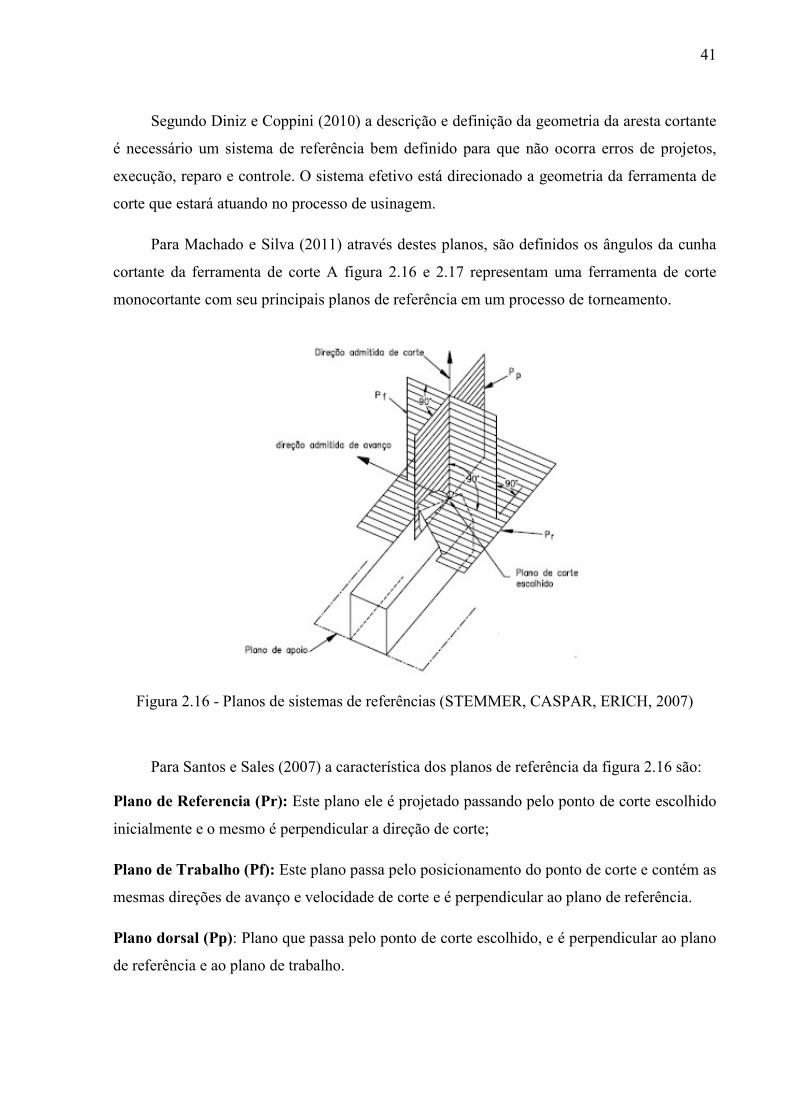
Para Machado e Silva (2011) através destes planos, são definidos os ângulos da cunha cortante da ferramenta de corte A figura 2.16 e 2.17 representam uma ferramenta de corte monocortante com seu principais planos de referência em um processo de torneamento.
Figura 2.16 - Planos de sistemas de referências (STEMMER, CASPAR, ERICH, 2007)
Para Santos e Sales (2007) a característica dos planos de referência da figura 2.16 são:
Plano de Referencia (Pr): Este plano ele é projetado passando pelo ponto de corte escolhido inicialmente e o mesmo é perpendicular a direção de corte; Plano de Trabalho (Pf): Este plano passa pelo posicionamento do ponto de corte e contém as mesmas direções de avanço e velocidade de corte e é perpendicular ao plano de referência. Plano dorsal (Pp): Plano que passa pelo ponto de corte escolhido, e é perpendicular ao plano de referência e ao plano de trabalho.
42
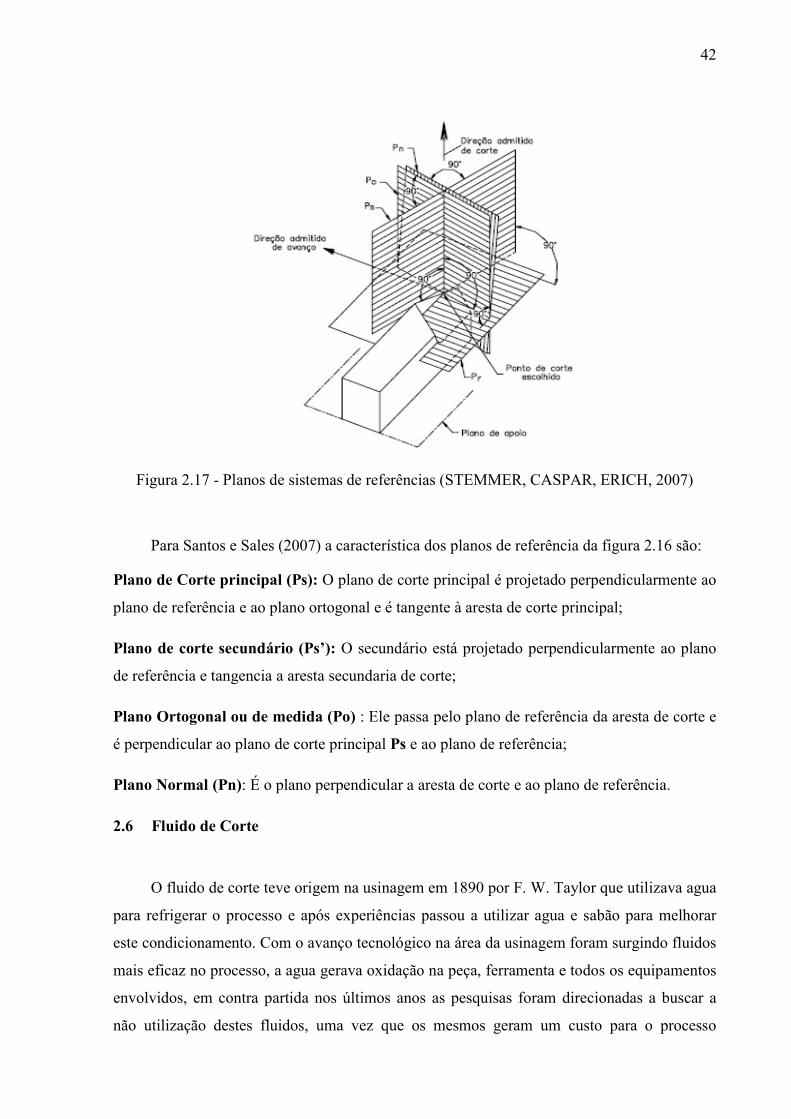
Figura 2.17 - Planos de sistemas de referências (STEMMER, CASPAR, ERICH, 2007)
Para Santos e Sales (2007) a característica dos planos de referência da figura 2.16 são:
Plano de Corte principal (Ps): O plano de corte principal é projetado perpendicularmente ao plano de referência e ao plano ortogonal e é tangente à aresta de corte principal; Plano de corte secundário (Ps’): O secundário está projetado perpendicularmente ao plano de referência e tangencia a aresta secundaria de corte; Plano Ortogonal ou de medida (Po) : Ele passa pelo plano de referência da aresta de corte e é perpendicular ao plano de corte principal Ps e ao plano de referência; Plano Normal (Pn): É o plano perpendicular a aresta de corte e ao plano de referência. 2.6 Fluido de Corte
O fluido de corte teve origem na usinagem em 1890 por F. W. Taylor que utilizava agua para refrigerar o processo e após experiências passou a utilizar agua e sabão para melhorar este condicionamento. Com o avanço tecnológico na área da usinagem foram surgindo fluidos mais eficaz no processo, a agua gerava oxidação na peça, ferramenta e todos os equipamentos envolvidos, em contra partida nos últimos anos as pesquisas foram direcionadas a buscar a não utilização destes fluidos, uma vez que os mesmos geram um custo para o processo
43
industrial, por fatores relacionados ao meio ambiente e saúde dos colaboradores (DINIZ E COPPINI, 2010).
De acordo com Machado e Silva (2011), o fluido de corte é um importante parâmetro a ser observado nos processos de manufatura, estão diretamente ligados ao custo operacional do produto final, sendo utilizados de forma correta e de acordo com as especificações, chegando o mais próximo possível da aresta de corte dentro da interface ferramenta/cavaco, tende a proporcionar bons resultados, diminuindo assim a força de corte no processo e proporcionando um bom acabamento superficial.
A maioria dos metais e ligas usinadas na indústria metal mecânica com exceção do ferro fundido, pode ser utilizado o fluido de corte para se tornar o processo mais eficiente, mais rápido e com um melhor acabamento superficial, pois a presença do fluido contribui com o resfriamento e lubrificação da ferramenta, criando uma película protetora na superfície da ferramenta (CHIAVERINI E VICENTE,1986).
Para Sanches e Palma (2011), o método mais comum de utilização do fluido de corte é de maneira abundante sendo o método convencional, o fluido é direcionado na parte superior da ferramenta, diretamente em cima do cavaco ou seja nas costas do cavaco, onde o calor é extraído, porem Sanches e Palma (2011) ainda comenta que em grandes velocidades de processamento este método tem sua eficiência reduzida.
O fluido de corte quando é utilizado em um processo de usinagem em baixas e medias velocidades, proporciona uma melhoria devido reduzir o atrito entre aresta cortante e a peça, porem em usinagem de acabamento em altas velocidades não produz nenhuma melhoria (STEMMER, 2007).
Em seu trabalho, Reis (2000), aponta que a presença de fluido de corte em pequeno volume, lubrifica e contribui para a diminuição ou exclusão da aresta postiça de corte (APC) na superfície de corte da ferramenta e consequentemente melhorando o acabamento superficial da peça.
Segundo Diniz e Coppini (2010), com a necessidade de utilizar menores quantidades de fluidos no processo, foram geradas duas técnicas muito usuais, sendo a de corte a seco (sem utilização de fluido de corte) e a de corte com a quantidade mínima de fluido de corte conhecida com MQF. Ainda confirma que dependendo do tipo de processo e dos materiais envolvidos na usinagem a utilização destes dois métodos pode gerar um desgaste maior na
44
aresta cortante e um alto custo no próprio ferramental, mas mesmo assim em certos casos ainda se torna mais lucrativo a não utilização dos fluidos.
De acordo com Rael (2004), os quesitos de preservação ambiental e saúde dos colaboradores aliadas a buscas constantes de reduções de custos operacionais foram primordiais para a conscientização das organizações fabricantes destes fluidos, a identificação de novas tecnologias que visão melhorar a qualidade dos produtos, através de lubri-refrigeração do corte com ar comprimido, do corte com a técnica MDF, e a seco, dos quais se adequam a leis ambientais e de segurança, proporcionando as empresas mais competitivas.
Sanches (2011) aponta em seu trabalho que as maiores vidas uteis das ferramentas de corte e as menores rugosidades no processo foram obtidas nas aplicações com o jato de fluido de cortes sob altas pressões, assim proporcionando melhores resultados.
De acordo com Lisboa (2013), existe uma grande tendência da redução e exclusão da utilização de fluidos de corte, uma vez que é um custo a mais no processo, além de causar poluição ou contaminação ao solo e do ar e problemas a saúde dos colaboradores. Lisboa (2013) ainda ressalta que existem tendência tecnológicas que buscam trabalhar com outros métodos eficientes como a usinagem a seco, com ferramentas de metal duro revestidas de cerâmica e de nitreto de titânio, usinagem com a técnica de resfriamento de criogênico, e com quantidade mínima de fluido de corte (MQF).
Para Machado e Silva (2011), com o avanço tecnológico envolvido nas áreas relacionadas a fluidos, os fabricantes investem drasticamente para o desenvolvimento de novos aditivos, buscando apresentar melhores propriedades lubrificantes e refrigerantes, além de gerar menos riscos para os colaboradores da empresa.
Os fluidos de corte além de exercerem suas funções básicas como lubrificar e refrigerar, também devem proporcionar ao processo, sendo antiespumantes, capacidade de absorção de calor, antioxidante, inodoro, transparente, compatibilidade com o meio ambiente, não provocar irritação a pele do colaborador, entre outros (SANTOS E SALES, 2007).
Segundo Reis (2000), existem vários tipos de fluidos de corte utilizados nas indústrias, mas podem ser divididos em quatro categorias principais:
A. Óleo Solúvel (Emulsões); B. Fluidos Semi- Sintéticos (Microemulsores);
45
C. Óleo Integral; D. Fluidos Sintéticos.
Para Ferraresi (1977), os fluidos pode ser classificados em três grupos: Líquidos, gasosos e sólidos, sendo mais comum no processo de usinagem a utilização do liquido, por sua praticidade e pelo seu custo.
Rael (2004) concluiu através de analises em seu trabalho, que a condição de refrigeração/lubrificação foi considerado o fator que gerou maior influência nas variáveis de resposta, e ainda salienta a importância de estudos e buscas constantes por métodos de lubrificação e monitoramento de sistemas de usinagem para aumentar a vida útil das ferramentas de corte, melhorando assim o tempo de usinagem, redução de custos, de setup e melhoria da produtividade de forma geral.
Teixeira (2013) em sua tese de doutorado, alega que a aplicação de fluido de corte de forma convencional direcionada a superfície de saída do cavaco, não ágil de forma positiva para a rugosidade superficial da peça, uma vez que proporcionou um endurecimento do cavaco, gerando uma dispersão nos valores da rugosidade, causada pela instabilidade de formação do cavaco.
Santos (2011) em seu trabalho, foram utilizados três formas de lubrificação, sendo com fluido em abundancia, fluido com mínima quantidade de fluido (MQF) e sem fluido (seco) e assim observou que no torneamento de uma liga de alumínio (AA 7075), os resultados foram mais satisfatórios quando utilizado lubrificação em abundancia e MQF, e que o método MQF ficou muito próximo ou até com valores mais satisfatórios do que com fluido abundante. 2.7 Aço
Para Machado e Silva (2011), o aço é um dos materiais mais comuns e mais utilizado na usinagem mecânica ao redor do mundo, e sendo considerado normal a realização de adição de elementos ligados para modificar a propriedade do material, para facilitar a usinagem, gerar maior resistência a corrosão, resistência a fadiga, entre outros, de acordo com as especificações necessária de cada projeto.
Um dos fatores metalúrgicos predominantes direcionados ao aço é a sua dureza, sendo que aços que possuem baixa dureza e boa ductilidade podem proporcionar uma redução da
46
vida útil da ferramenta e um ruim acabamento, devido a tendência a geração de aresta postiça de corte (APC) na região da aresta cortante (DINIZ E COPPINI, 2010).
Para Santos e Sales (2007), a classificação direcionada a aço carbono pode ser descrita como:
Baixo teor de Carbono: 0,3 % C; Médio teor de Carbono: 0,3% a 0,6% C; Alto teor de Carbono: 0,6% C;
2.7.1 Características do Aço ABNT 1045
Segundo a NBR 172/2000, o aço ABNT 1045, é classificado como aço para construção mecânica, considerado um aço especial ao carbono. Sendo que o especial deve-se às exigências de ensaio de impacto no estado temperado e revenido.
De acordo com a norma NBR NM 87/2000, que estabelece as composições químicas dos aços para construção mecânica, o aço ABNT1045 deve apresentar a composição química compatível com os limites apresentados na tabela 2.1
Tabela 2.1 - Composição química do aço ABNT 1045 (% em massa) C Mn Pmáx. Smáx. Si
0,43 - 0,50 0,60 - 0,90 0,040 0,050 0,10 - 0,60 O aço ABNT 1045 é utilizado em diversos segmentos industrias, principalmente na área
metal mecânica, na construção peças forjadas, engrenagens comuns, eixos, componentes estruturais e de máquinas, montagens mecânicas, dentre outras. 2.8 Ferramentas de Corte
As ferramentas de corte possuem um fator fundamental em um processo de usinagem, sendo considerado um dos principais componentes envolvidos no processo de retirada do cavaco e com o avanço tecnológico das industrias ocorreram a necessidade de projetarem ferramentas de corte mais resistentes e direcionadas a diferentes processos de usinagem, gerando assim um rendimento melhor ao longo do processo (SANTOS E SALES, 2007).
É notório que na busca incansável por processos mais velozes, custos menores, tudo em prol de maiores produtividade, nos últimos anos foram feitas muitas pesquisas relacionadas a
47
ferramentas de corte buscando ferramentas mais eficientes nos processos (ESPANHOL, 2008).
O avanço no condicionamento das ferramentas de corte principalmente nas últimas duas décadas foi fruto de um avanço tecnológico da usinagem e da necessidade de se usinar materiais com características diferenciadas dos convencionais, com maiores velocidades e menores custos envolvidos no processo (DINIZ E SILVA, 2000).
As melhorias causadas na qualidade dos produtos e na velocidade de produção, se deve a evolução dos matérias utilizados nas ferramentas de corte, que evoluíram do aço ferramenta para o aço rápido e após para o metal duro e outros materiais que estão sendo lançados no mercado com o tempo, tudo na busca constante por ferramentas inovadoras, buscando maiores produtividades (ESPANHOL, 2008).
Segundo Trent e Wrigth (2000), na década de 60 o material mais utilizado em ferramentas de corte, maquinários e na própria engenharia era a madeira. Existe uma parte da história bastante interessante, para BOOTHROYD; KNIGHT, 1989 e TRENT; WRIGHT, 2000 o profissional James Watt, em 1776 necessitava de alguns cilindros para projetar a máquina a vapor , porém não obtiveram sucesso devido não possuir na época ferramentas de corte que proporcionavam precisões nos elementos mecânicos. Isso só foi se concretizar quando eles começaram a trabalhar com ferramentas de corte de aço carbono endurecido para fabricar as peças dos cilindros e seus componentes, peças que eram de materiais como ferro fundido cinzento, bronze e latão ( BOOTHROYD; KNIGHT, 1989). As ferramentas de cortes são diretamente responsáveis para a retirada de material por meio de uma aresta cortante que
Espanhol (2008) realizou testes para avaliar o comportamento do acabamento superficial e da força de corte quando alterada a superfície de saída da ferramenta, utilizando uma com quebra-cavaco e outra lisa. Após ensaios foi constatado uma forte diminuição dos esforços quando utilizado ferramentas de quebra-cavaco,
Já Rodrigues (2005) em seu trabalho, a rugosidade apresentou uma pequena melhoria quando utilizado ferramentas de superfície lisa, até mesmo devido a movimentação do cavaco no ato de sua retirada. Estudos como este proporciona para o processo a melhor escolha do ferramental de acordo com sua necessidade de usinagem.
Pequenas mudanças nas dimensões e nos ângulos das ferramentas podem causar uma mudança muito grande para o processo de usinagem dos materiais e na própria aresta cortante.
48
Em materiais específicos os ângulos positivos na saída da ferramenta ou com quebra cavacos mais suaves, tem uma grande tendência de facilitar o processo de retirada de material (RODRIGUES, 2005).
Para Diniz e Coppini (2000), as ferramentas de corte devem possuir algumas características importantes para um bom funcionamento, tais como alta resistência ao choque térmico, estabilidade química, resistência ao desgaste mecânico e alta dureza em alta temperatura, porem possui todas estas características é um pouco complexo, alguns materiais podem ser carentes em certas características, com isso em um processo de usinagem deve-se primeiramente avaliar o que será usinado para depois verificar as características do ferramental necessário, assim conseguindo um melhor rendimento no processo e melhor resultado final. 2.9 Materiais para ferramentas de corte
A busca pelo material da ferramenta de corte é um fator predominante no processo de usinagem, realizando a melhor escolha, ocasionará melhorias de produtividade e qualidade dos usinados, consequentemente gerando maiores velocidades de processo e maiores lucros (TRENT, 2000).
Machado e Silva (2011), afirma que o processo de usinagem é denominado como o processo de retirada de material através do contato direto entre a ferramenta de corte e a peça, assim a ferramenta de corte deve ser de um material mais duro e mecanicamente mais resistente que o da própria peça a ser usinada.
Segundo Diniz e Coppini (2010), os materiais para ferramentas de corte devem passar por uma seleção criteriosa com uma serie de detalhes, em busca do melhor tipo de material para a ocasião, como por exemplo observar o processo de usinagem que será realizado, o material a ser usinado, as condições da máquina operatriz, formas e dimensões das ferramentas de corte, condições de usinagem, custos do material da ferramenta de corte, custos de operação, entre outros.
Para Stemmer e Erich (2007), não existe nenhum dos materiais de corte que possua todas as qualidades possíveis em um nível alto, este fato se torna complicado devido o material que apresenta uma grande propriedade em certo quesito, ele se torna inferior em
49
outras propriedades, assim sendo necessário fazer uma análise de quais propriedades é mais importante para realização do corte.
Segundo Diniz e Coppini (2010), as características dos matérias das ferramentas devem possuir seguintes característica:
Resistencia ao desgaste: devido ao atrito existente na usinagem as ferramentas devem aguentar o desgaste a abrasão.
Tenacidade: A ferramenta deve ser tenaz o suficiente para evitar falhas relacionadas a fraturas.
Dureza a quente: A ferramenta pode chegar ao seu trabalho a temperaturas superiores a 1000°C e mesmo assim deve possuir uma dureza para conseguir suportar os esforços de corte.
Estabilidade química: A ferramenta deve possuir esta estabilidade a fim de não ocorrer o desgaste por difusão.
O surgimento de novos materiais e ligas estruturais com excelentes propriedades mecânicas e com maiores durezas contribuíram para a descoberta de novos materiais para a fabricação de ferramentas mais resistentes na usinagem. Mas ainda é considerado um desafio para os fabricantes de ferramentas quando o assunto é o processo de usinagem por corte interrupto ou de materiais frágeis, pois ocorre a necessidade de matérias de ferramentas com uma tenacidade suficiente para suportar impactos e choques ocasionados no processo, porem como a tenacidade e dureza são duas propriedades que não são comuns em grandes níveis ao mesmo tempo, assim quanto maior a tenacidade menor tende a ser a dureza do material e vice e versa (DINIZ E COPPINI, 2010).
De acordo com Machado e Silva (2011) a busca por um engajamento destas duas propriedades se deu através da origem de ferramentas com diferentes propriedades mecânicas, controle do processo de fabricação, refino dos grãos e do tratamento térmico utilizado.
Machado e Silva (2011) ainda comenta que se tratando de ferramentas de corte as propriedades desejadas são:
Alta resistência ao desgaste; Alta resistência à compressão; Alta resistência ao cisalhamento; Alta dureza;
50
Tenacidade suficiente; Alta resistência ao desgaste abrasivo; Alta resistência ao choque térmico; Alta resistência ao impacto; Propriedades térmicas e mecânicas boas quando trabalhadas em altas temperaturas;
2.9.1 Tipos de ferramentas de corte
O Aço carbono era um dos principais materiais utilizados nas ferramentas de corte no final do século XVIII e início do século XIX pelos primórdios, assim mais tarde próximo do final do século XIX estes materiais foram gradativamente sendo substituídos por outros materiais de baixa e média liga de aço, introduzida por Mushet, porém ainda se utiliza materiais de aço carbono quando o trabalho na usinagem requeria menor velocidade de corte e a forma da peça exigia um perfil diferenciado e não convencional entre as ferramentas (MACHADO E SILVA, 2011).
Já o Aço rápido de acordo com Diniz e Coppini (2010), é uma material para ferramenta de alta liga de molibdênio, tungstênio, vanádio, cromo, cobalto e nióbio, sendo um material tenaz de elevada dureza a quente e resistente ao desgaste, utilizado em temperaturas de corte de no máximo 600°C, modo geral estes matérias são resistentes à abrasão e pouco tenazes ou vice versa.
Segundo Bayer (1990), a American Iron and Steel Institute (AISI) separa o aço rápidos em duas classes, sendo o de serie T e de serie M. Os de serie M são os aços rápidos ao molibdênio, onde se encontra outros elementos principais como o vanádio, cobalto, cromo e carbono e os de serie T além destes principais elementos citados acima ele é um aço rápido ao tungstênio.
Outro material muito utilizado para a fabricação de ferramentas de corte é o Metal Duro que é considerado uma das grandes descobertas de ferramentas de usinagem, melhorando assim o quesito velocidade de corte para dez vezes a mais das ferramentas confeccionadas com aço rápido, o metal duro é um carboneto de tungstênio fabricado pelo processo de metalurgia do pó e possui uma excelente combinação de tenacidade, resistência ao desgaste e mecânica, de acordo com a necessidade do processo (MACHADO E SILVA, 2011).
51
Outro material para ferramentas é o CERMET que contém duas fases em sua estrutura, sendo uma cerâmica e outra metálica. Este material possui uma estrutura semelhante ao Metal Duro feito de partículas duras ligadas por um aglomerante e possui grande resistência ao desgaste, dureza a quente e estabilidade química intermediaria entre o material cerâmico e o metal duro, este material tem a característica de possuir qualidades de ambos os materiais (DINIZ E COPPINI, 2010).
Para Machado e Silva (2011), dois fatores foram predominantes para o aparecimento do CERMET, que foi a adição de TiC, aumentando consideravelmente a resistência ao desgaste das ferramentas de corte e a escassez do tungstênio durante a segunda guerra, que levou grande concentração de pesquisadores a buscarem um material com propriedades semelhante ao do Metal Duro.
A cerâmica também é outro material muito usual nas ferramentas de corte, de forma convencional pode ser dividida em monóxidos e óxidos, sendo que a alumina, alumina mista e reforçada com zircônio é direcionada ao grupo de óxidos e a cerâmica monóxido é baseada de nitreto de silício, gerando variações de acordo com a necessidade (SALES, 2007).
A cerâmica é um material bastante utilizado conforme a necessidade do processo de fabricação, as cerâmicas são muito das vezes identificadas por suas propriedades do que por sua definição clássica. Elas são compostas de elementos não metálicos e metálicos, geralmente em forma de carbonetos, nitretos e óxidos (MACHADO E SILVA, 2011). 2.10 Desgastes e Avarias nas Ferramentas de Corte
Por menor que seja os custos relacionados com as ferramentas de corte, eles contribuem de maneira direta para a produtividade de peças e setup em uma eventual troca. Nas ferramentas de corte possuem três fenômenos distintos onde a ferramenta pode perder sua eficácia no corte. Sendo conhecidas como avaria, deformação plástica e degaste. Estes fenômenos causam mudança na geometria de corte, provocando assim problemas no processamento, prejudicando o acabamento da peça (MACHADO E SILVA, 2011).
O defeito como avaria ou lascamento pode ter origens térmicas ou mecânicas, ocasionado por solicitações mecânicas no processo, como impactos, principalmente em corte interrompidos, inclusões duras no material da peça, vibrações, e solicitações térmicas como
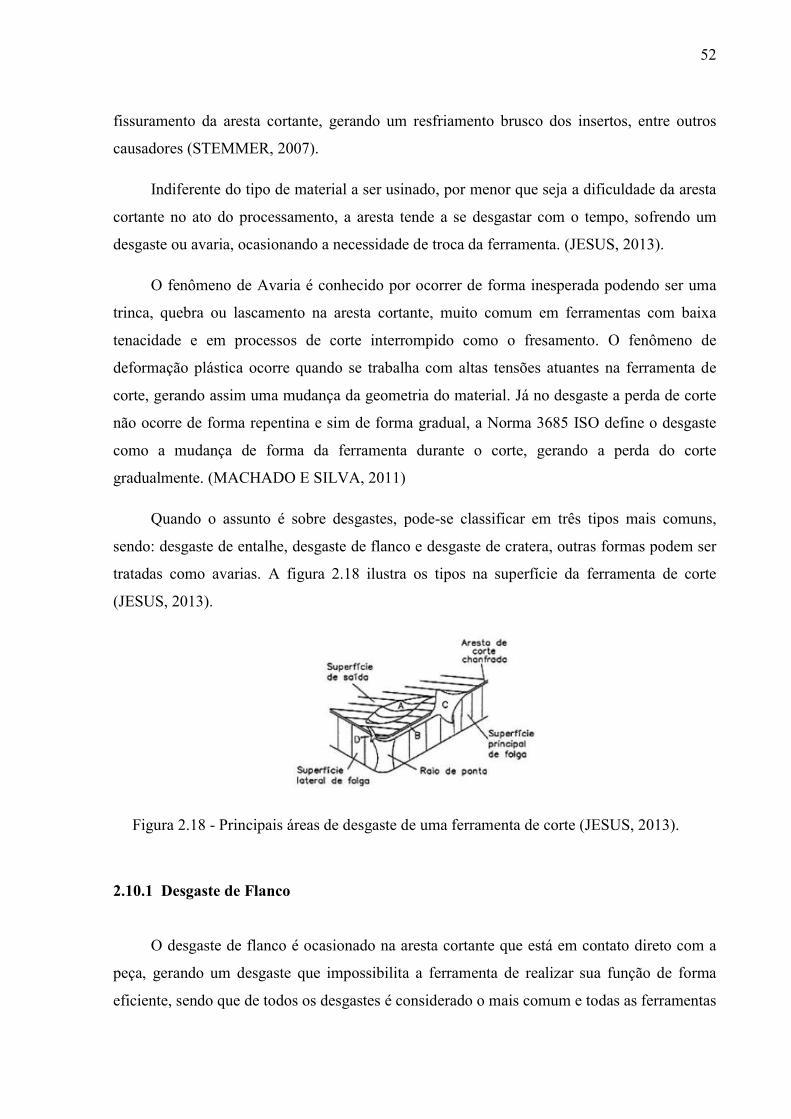
52
fissuramento da aresta cortante, gerando um resfriamento brusco dos insertos, entre outros causadores (STEMMER, 2007).
Indiferente do tipo de material a ser usinado, por menor que seja a dificuldade da aresta cortante no ato do processamento, a aresta tende a se desgastar com o tempo, sofrendo um desgaste ou avaria, ocasionando a necessidade de troca da ferramenta. (JESUS, 2013).
O fenômeno de Avaria é conhecido por ocorrer de forma inesperada podendo ser uma trinca, quebra ou lascamento na aresta cortante, muito comum em ferramentas com baixa tenacidade e em processos de corte interrompido como o fresamento. O fenômeno de deformação plástica ocorre quando se trabalha com altas tensões atuantes na ferramenta de corte, gerando assim uma mudança da geometria do material. Já no desgaste a perda de corte não ocorre de forma repentina e sim de forma gradual, a Norma 3685 ISO define o desgaste como a mudança de forma da ferramenta durante o corte, gerando a perda do corte gradualmente. (MACHADO E SILVA, 2011)
Quando o assunto é sobre desgastes, pode-se classificar em três tipos mais comuns, sendo: desgaste de entalhe, desgaste de flanco e desgaste de cratera, outras formas podem ser tratadas como avarias. A figura 2.18 ilustra os tipos na superfície da ferramenta de corte (JESUS, 2013).
Figura 2.18 - Principais áreas de desgaste de uma ferramenta de corte (JESUS, 2013).
2.10.1 Desgaste de Flanco
O desgaste de flanco é ocasionado na aresta cortante que está em contato direto com a peça, gerando um desgaste que impossibilita a ferramenta de realizar sua função de forma eficiente, sendo que de todos os desgastes é considerado o mais comum e todas as ferramentas
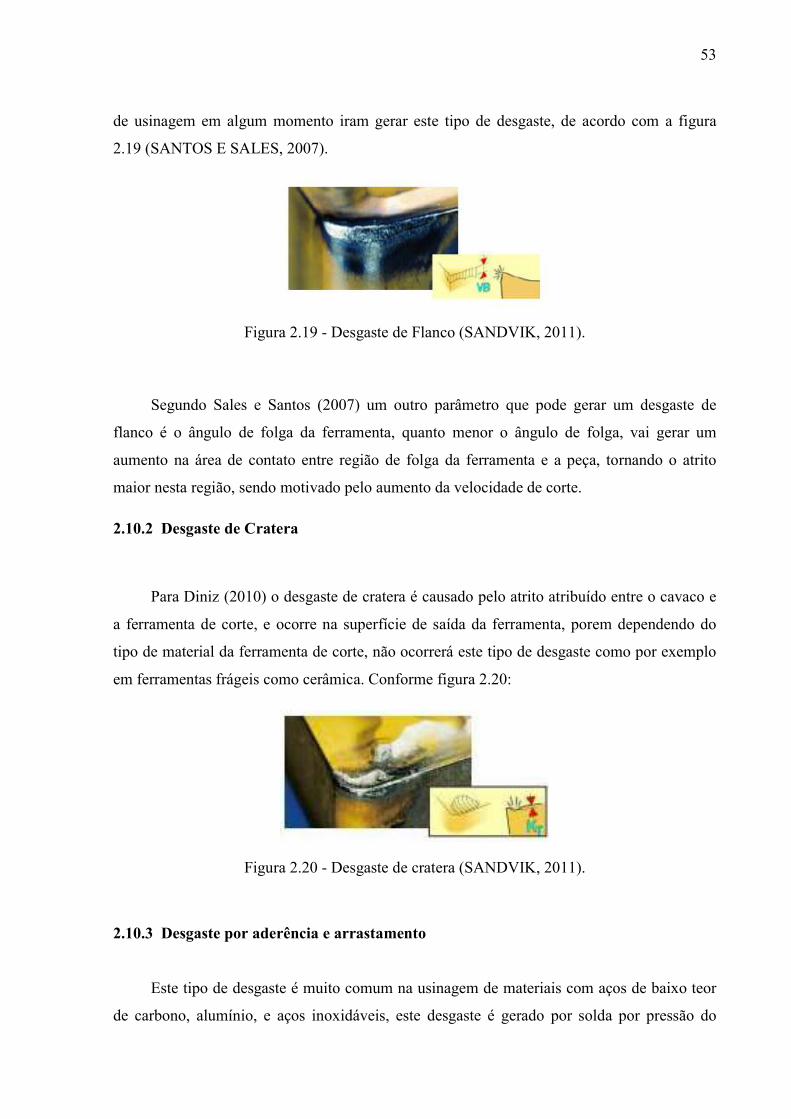
53
de usinagem em algum momento iram gerar este tipo de desgaste, de acordo com a figura 2.19 (SANTOS E SALES, 2007).
Figura 2.19 - Desgaste de Flanco (SANDVIK, 2011).
Segundo Sales e Santos (2007) um outro parâmetro que pode gerar um desgaste de
flanco é o ângulo de folga da ferramenta, quanto menor o ângulo de folga, vai gerar um aumento na área de contato entre região de folga da ferramenta e a peça, tornando o atrito maior nesta região, sendo motivado pelo aumento da velocidade de corte. 2.10.2 Desgaste de Cratera
Para Diniz (2010) o desgaste de cratera é causado pelo atrito atribuído entre o cavaco e
a ferramenta de corte, e ocorre na superfície de saída da ferramenta, porem dependendo do tipo de material da ferramenta de corte, não ocorrerá este tipo de desgaste como por exemplo em ferramentas frágeis como cerâmica. Conforme figura 2.20:
Figura 2.20 - Desgaste de cratera (SANDVIK, 2011).
2.10.3 Desgaste por aderência e arrastamento
Este tipo de desgaste é muito comum na usinagem de materiais com aços de baixo teor de carbono, alumínio, e aços inoxidáveis, este desgaste é gerado por solda por pressão do
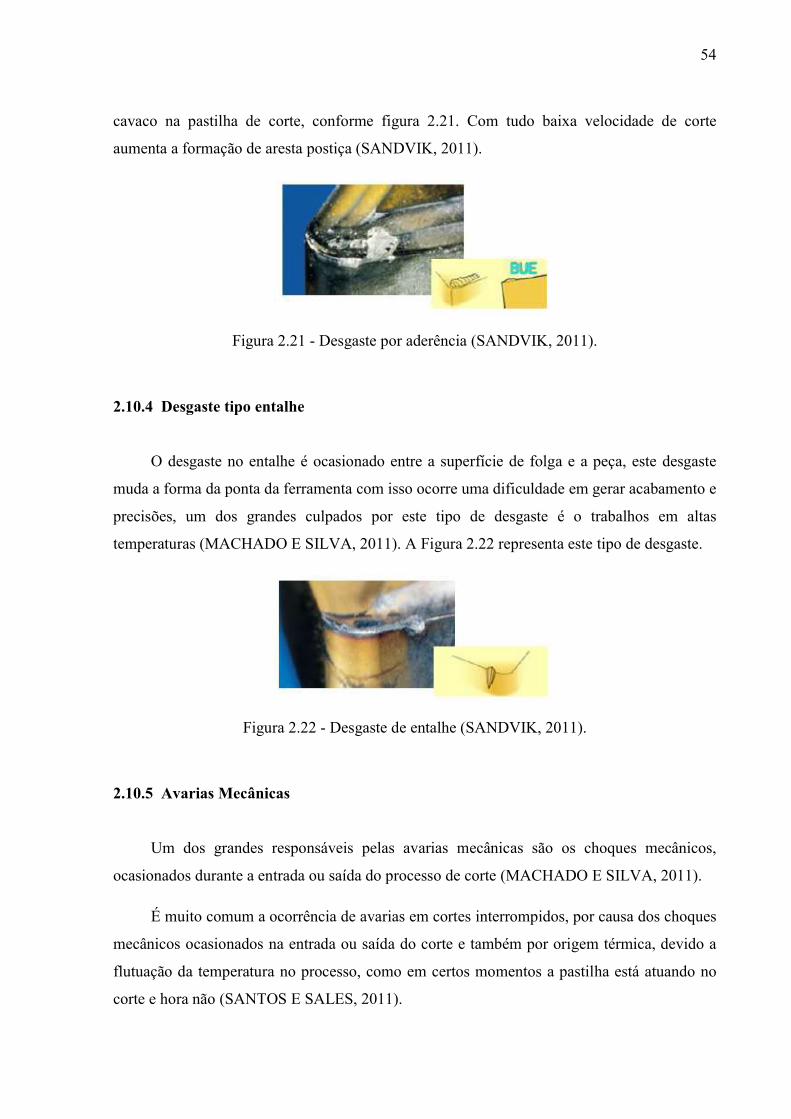
54
cavaco na pastilha de corte, conforme figura 2.21. Com tudo baixa velocidade de corte aumenta a formação de aresta postiça (SANDVIK, 2011).
Figura 2.21 - Desgaste por aderência (SANDVIK, 2011).
2.10.4 Desgaste tipo entalhe
O desgaste no entalhe é ocasionado entre a superfície de folga e a peça, este desgaste muda a forma da ponta da ferramenta com isso ocorre uma dificuldade em gerar acabamento e precisões, um dos grandes culpados por este tipo de desgaste é o trabalhos em altas temperaturas (MACHADO E SILVA, 2011). A Figura 2.22 representa este tipo de desgaste.
Figura 2.22 - Desgaste de entalhe (SANDVIK, 2011).
2.10.5 Avarias Mecânicas
Um dos grandes responsáveis pelas avarias mecânicas são os choques mecânicos, ocasionados durante a entrada ou saída do processo de corte (MACHADO E SILVA, 2011).
É muito comum a ocorrência de avarias em cortes interrompidos, por causa dos choques mecânicos ocasionados na entrada ou saída do corte e também por origem térmica, devido a flutuação da temperatura no processo, como em certos momentos a pastilha está atuando no corte e hora não (SANTOS E SALES, 2011).
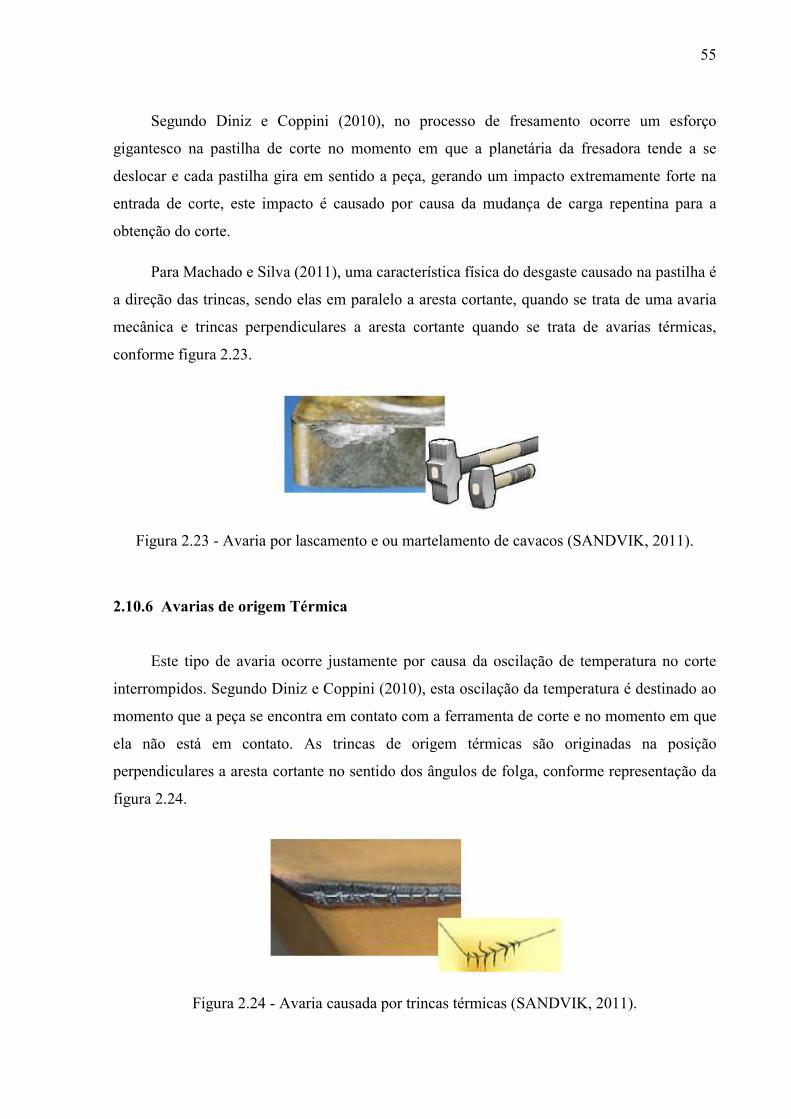
55
Segundo Diniz e Coppini (2010), no processo de fresamento ocorre um esforço gigantesco na pastilha de corte no momento em que a planetária da fresadora tende a se deslocar e cada pastilha gira em sentido a peça, gerando um impacto extremamente forte na entrada de corte, este impacto é causado por causa da mudança de carga repentina para a obtenção do corte.
Para Machado e Silva (2011), uma característica física do desgaste causado na pastilha é a direção das trincas, sendo elas em paralelo a aresta cortante, quando se trata de uma avaria mecânica e trincas perpendiculares a aresta cortante quando se trata de avarias térmicas, conforme figura 2.23.
Figura 2.23 - Avaria por lascamento e ou martelamento de cavacos (SANDVIK, 2011).
2.10.6 Avarias de origem Térmica
Este tipo de avaria ocorre justamente por causa da oscilação de temperatura no corte interrompidos. Segundo Diniz e Coppini (2010), esta oscilação da temperatura é destinado ao momento que a peça se encontra em contato com a ferramenta de corte e no momento em que ela não está em contato. As trincas de origem térmicas são originadas na posição perpendiculares a aresta cortante no sentido dos ângulos de folga, conforme representação da figura 2.24.
Figura 2.24 - Avaria causada por trincas térmicas (SANDVIK, 2011).
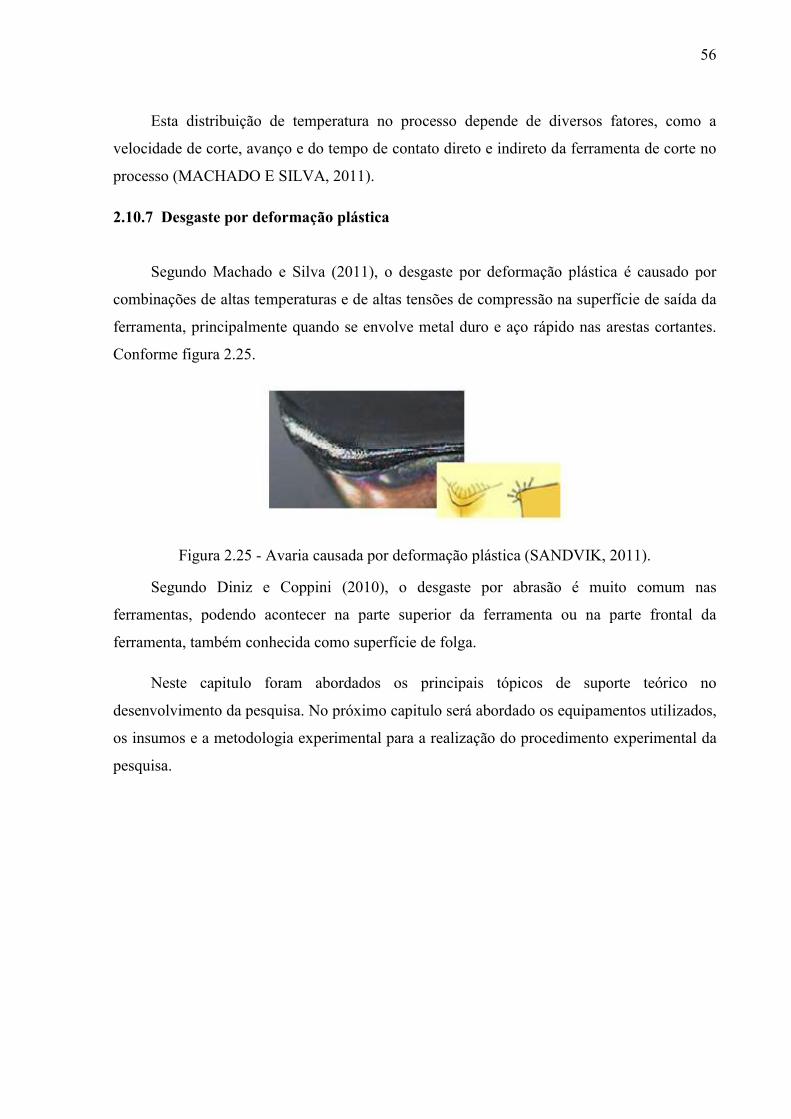
56
Esta distribuição de temperatura no processo depende de diversos fatores, como a velocidade de corte, avanço e do tempo de contato direto e indireto da ferramenta de corte no processo (MACHADO E SILVA, 2011). 2.10.7 Desgaste por deformação plástica
Segundo Machado e Silva (2011), o desgaste por deformação plástica é causado por combinações de altas temperaturas e de altas tensões de compressão na superfície de saída da ferramenta, principalmente quando se envolve metal duro e aço rápido nas arestas cortantes. Conforme figura 2.25.
Figura 2.25 - Avaria causada por deformação plástica (SANDVIK, 2011).
Segundo Diniz e Coppini (2010), o desgaste por abrasão é muito comum nas ferramentas, podendo acontecer na parte superior da ferramenta ou na parte frontal da ferramenta, também conhecida como superfície de folga.
Neste capitulo foram abordados os principais tópicos de suporte teórico no desenvolvimento da pesquisa. No próximo capitulo será abordado os equipamentos utilizados, os insumos e a metodologia experimental para a realização do procedimento experimental da pesquisa.
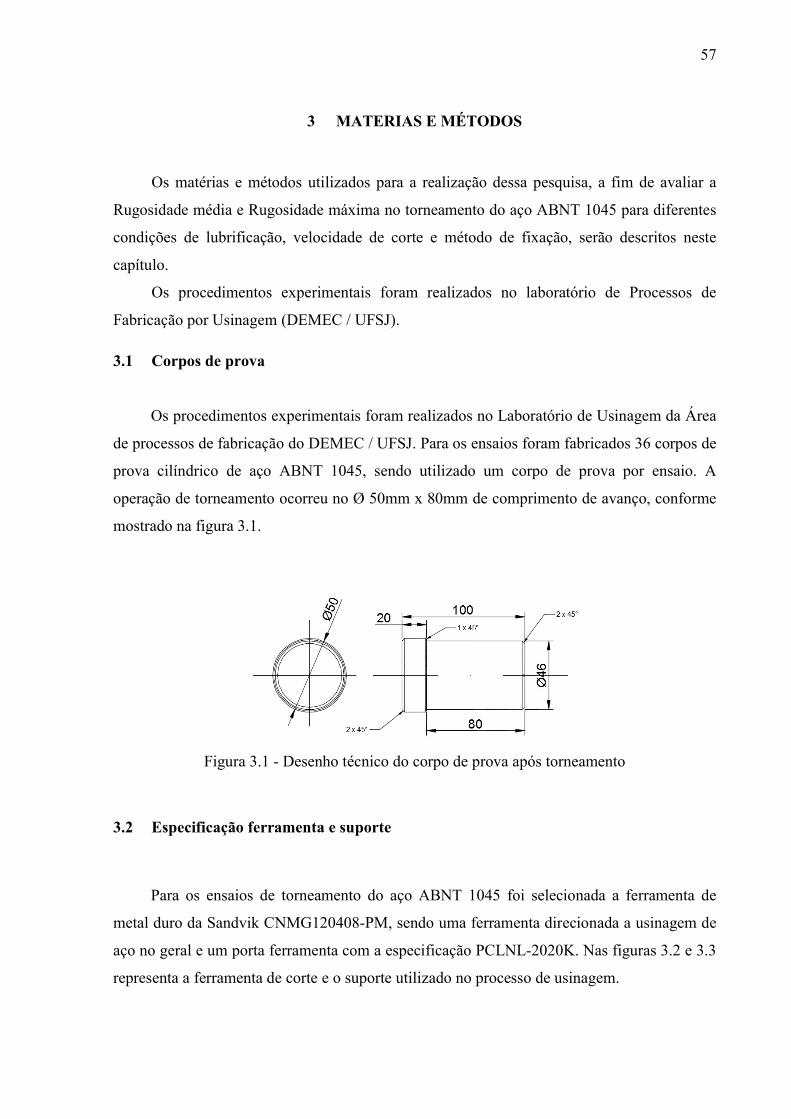
57
3 MATERIAS E MÉTODOS
Os matérias e métodos utilizados para a realização dessa pesquisa, a fim de avaliar a Rugosidade média e Rugosidade máxima no torneamento do aço ABNT 1045 para diferentes condições de lubrificação, velocidade de corte e método de fixação, serão descritos neste capítulo.
Os procedimentos experimentais foram realizados no laboratório de Processos de Fabricação por Usinagem (DEMEC / UFSJ). 3.1 Corpos de prova
Os procedimentos experimentais foram realizados no Laboratório de Usinagem da Área de processos de fabricação do DEMEC / UFSJ. Para os ensaios foram fabricados 36 corpos de prova cilíndrico de aço ABNT 1045, sendo utilizado um corpo de prova por ensaio. A operação de torneamento ocorreu no Ø 50mm x 80mm de comprimento de avanço, conforme mostrado na figura 3.1.
Figura 3.1 - Desenho técnico do corpo de prova após torneamento
3.2 Especificação ferramenta e suporte
Para os ensaios de torneamento do aço ABNT 1045 foi selecionada a ferramenta de
metal duro da Sandvik CNMG120408-PM, sendo uma ferramenta direcionada a usinagem de aço no geral e um porta ferramenta com a especificação PCLNL-2020K. Nas figuras 3.2 e 3.3 representa a ferramenta de corte e o suporte utilizado no processo de usinagem.
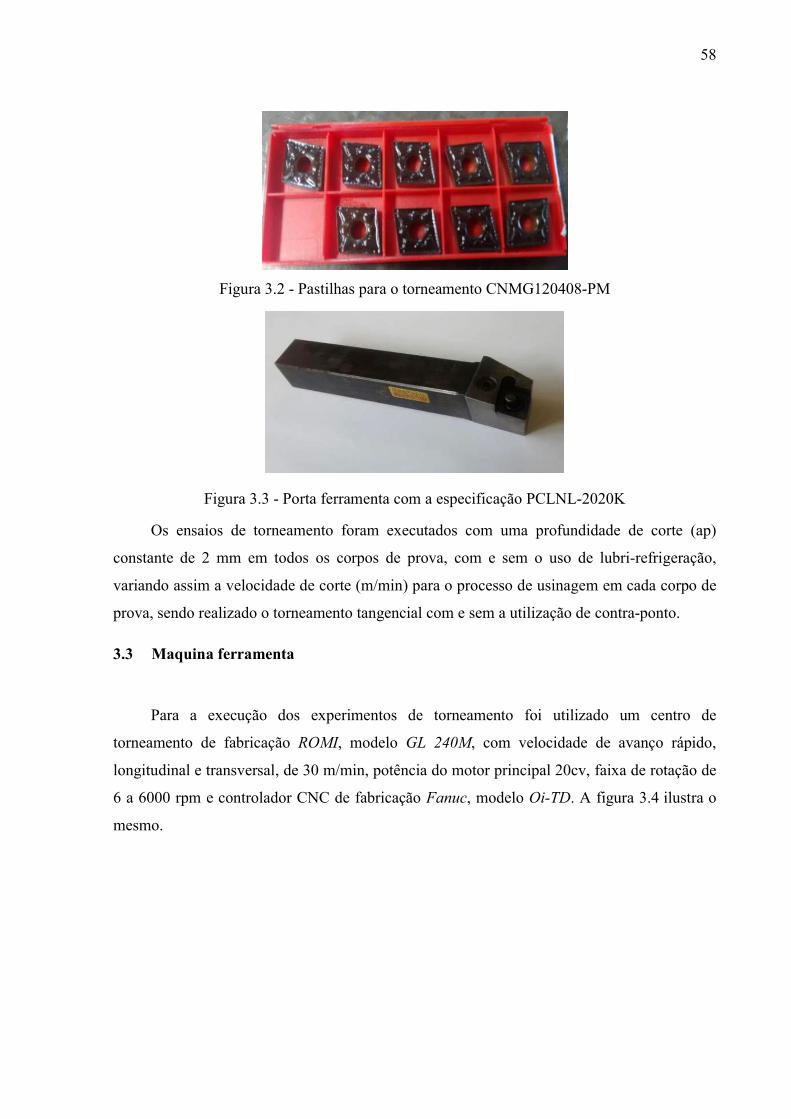
58
Figura 3.2 - Pastilhas para o torneamento CNMG120408-PM
Figura 3.3 - Porta ferramenta com a especificação PCLNL-2020K
Os ensaios de torneamento foram executados com uma profundidade de corte (ap) constante de 2 mm em todos os corpos de prova, com e sem o uso de lubri-refrigeração, variando assim a velocidade de corte (m/min) para o processo de usinagem em cada corpo de prova, sendo realizado o torneamento tangencial com e sem a utilização de contra-ponto. 3.3 Maquina ferramenta
Para a execução dos experimentos de torneamento foi utilizado um centro de torneamento de fabricação ROMI, modelo GL 240M, com velocidade de avanço rápido, longitudinal e transversal, de 30 m/min, potência do motor principal 20cv, faixa de rotação de 6 a 6000 rpm e controlador CNC de fabricação Fanuc, modelo Oi-TD. A figura 3.4 ilustra o mesmo.

59
Figura 3.4 - Centro de torneamento Romi GL 240M.
3.4 Monitoramento da Rugosidade na usinagem
As variáveis de resposta como a Rugosidade média (Ra) e a Rugosidade máxima (Ry) foram encontradas através do auxilio de um rugosímetro da Mitutoyo Surftest SJ-400 mostrado na Figura 3.5, em posições do corpo de prova, escolhidas criteriosamente e pré determinadas no planejamento, cujos resultados foram analisados e discutidos após procedimento estatísticos.
Figura 3.5 - Rugosímetro surftest SJ-400 Mitutoyo
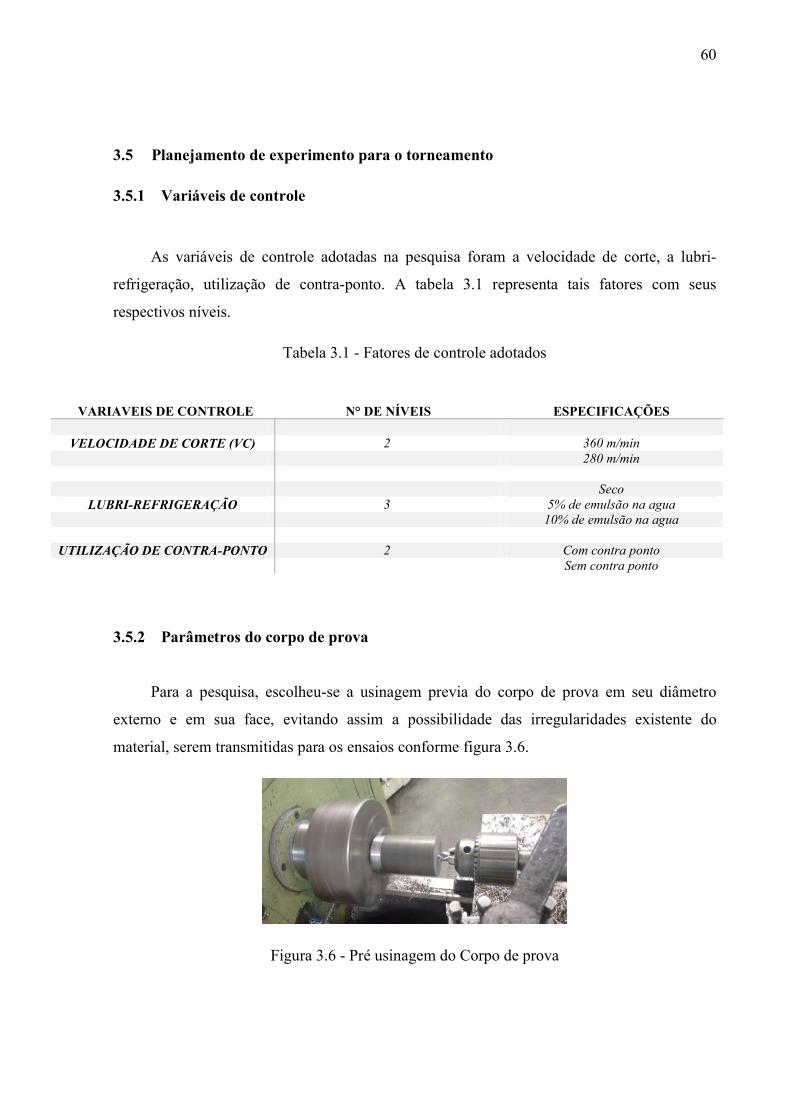
60
3.5 Planejamento de experimento para o torneamento 3.5.1 Variáveis de controle
As variáveis de controle adotadas na pesquisa foram a velocidade de corte, a lubri-refrigeração, utilização de contra-ponto. A tabela 3.1 representa tais fatores com seus respectivos níveis.
Tabela 3.1 - Fatores de controle adotados
3.5.2 Parâmetros do corpo de prova
Para a pesquisa, escolheu-se a usinagem previa do corpo de prova em seu diâmetro
externo e em sua face, evitando assim a possibilidade das irregularidades existente do material, serem transmitidas para os ensaios conforme figura 3.6.
Figura 3.6 - Pré usinagem do Corpo de prova
VARIAVEIS DE CONTROLE N° DE NÍVEIS ESPECIFICAÇÕES VELOCIDADE DE CORTE (VC) 2 360 m/min
280 m/min Seco
LUBRI-REFRIGERAÇÃO 3 5% de emulsão na agua 10% de emulsão na agua
UTILIZAÇÃO DE CONTRA-PONTO 2 Com contra ponto Sem contra ponto
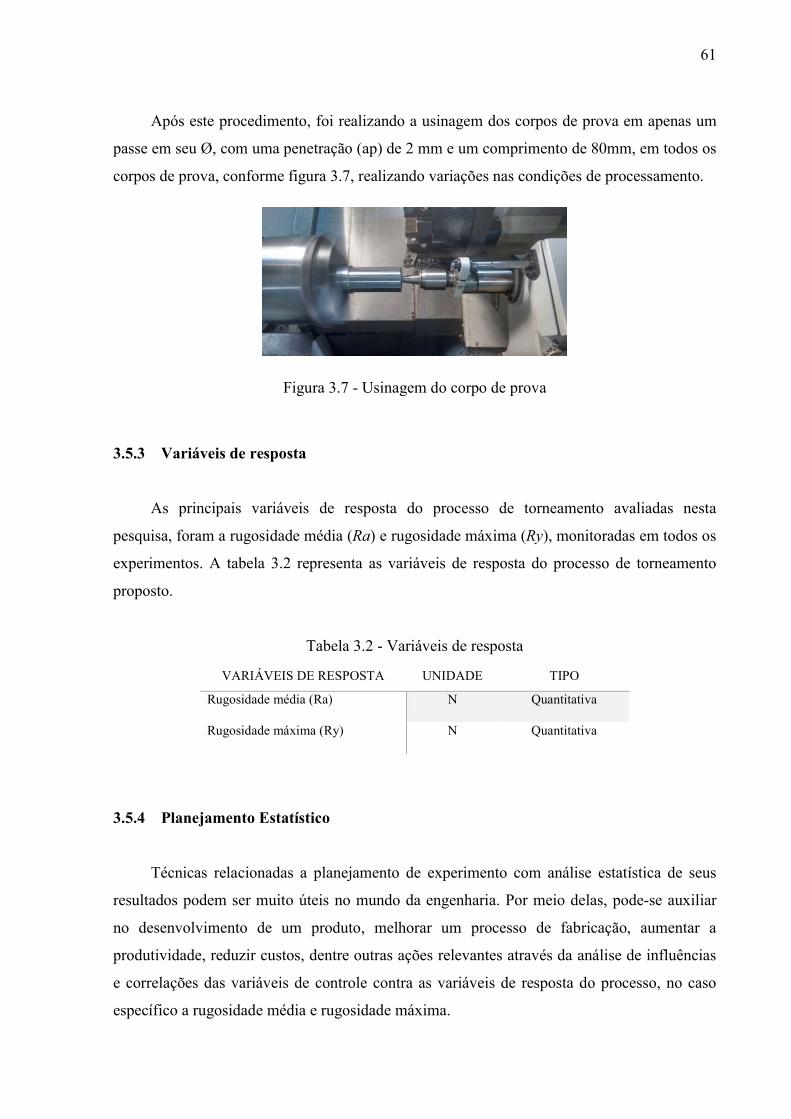
61
Após este procedimento, foi realizando a usinagem dos corpos de prova em apenas um passe em seu Ø, com uma penetração (ap) de 2 mm e um comprimento de 80mm, em todos os corpos de prova, conforme figura 3.7, realizando variações nas condições de processamento.
Figura 3.7 - Usinagem do corpo de prova
3.5.3 Variáveis de resposta
As principais variáveis de resposta do processo de torneamento avaliadas nesta pesquisa, foram a rugosidade média (Ra) e rugosidade máxima (Ry), monitoradas em todos os experimentos. A tabela 3.2 representa as variáveis de resposta do processo de torneamento proposto.
Tabela 3.2 - Variáveis de resposta
VARIÁVEIS DE RESPOSTA UNIDADE TIPO Rugosidade média (Ra) N Quantitativa Rugosidade máxima (Ry) N Quantitativa
3.5.4 Planejamento Estatístico
Técnicas relacionadas a planejamento de experimento com análise estatística de seus
resultados podem ser muito úteis no mundo da engenharia. Por meio delas, pode-se auxiliar no desenvolvimento de um produto, melhorar um processo de fabricação, aumentar a produtividade, reduzir custos, dentre outras ações relevantes através da análise de influências e correlações das variáveis de controle contra as variáveis de resposta do processo, no caso específico a rugosidade média e rugosidade máxima.
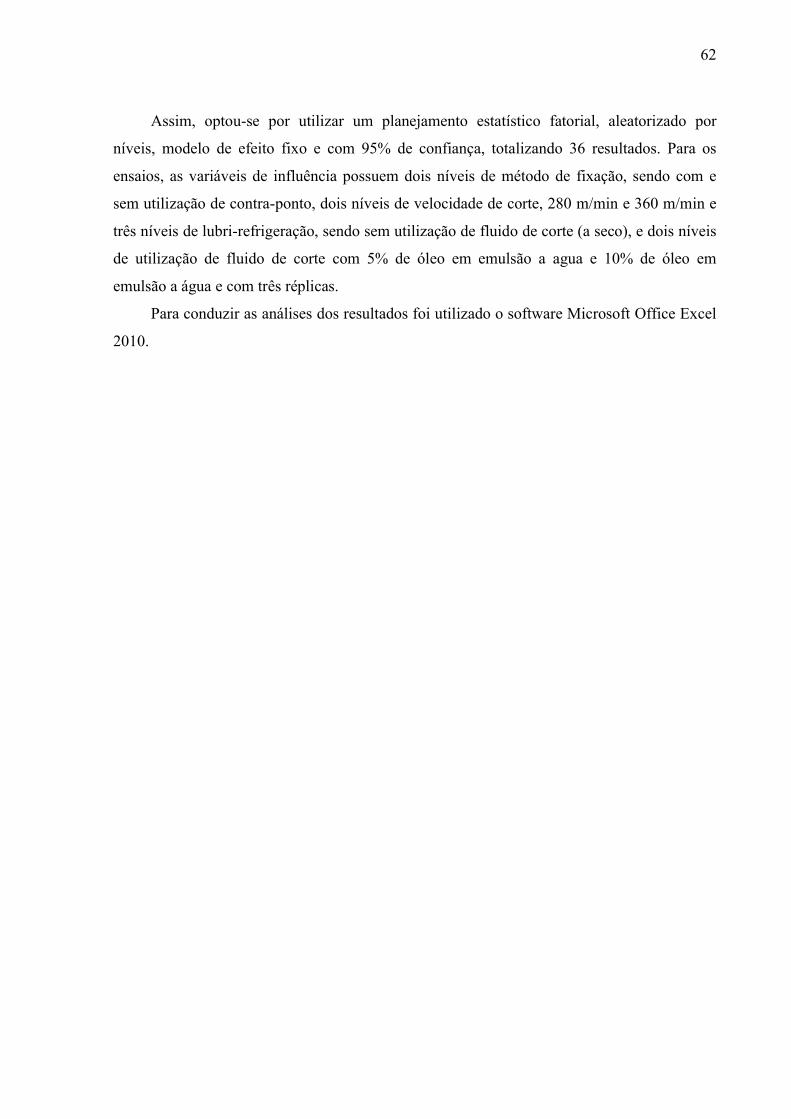
62
Assim, optou-se por utilizar um planejamento estatístico fatorial, aleatorizado por níveis, modelo de efeito fixo e com 95% de confiança, totalizando 36 resultados. Para os ensaios, as variáveis de influência possuem dois níveis de método de fixação, sendo com e sem utilização de contra-ponto, dois níveis de velocidade de corte, 280 m/min e 360 m/min e três níveis de lubri-refrigeração, sendo sem utilização de fluido de corte (a seco), e dois níveis de utilização de fluido de corte com 5% de óleo em emulsão a agua e 10% de óleo em emulsão a água e com três réplicas.
Para conduzir as análises dos resultados foi utilizado o software Microsoft Office Excel 2010.
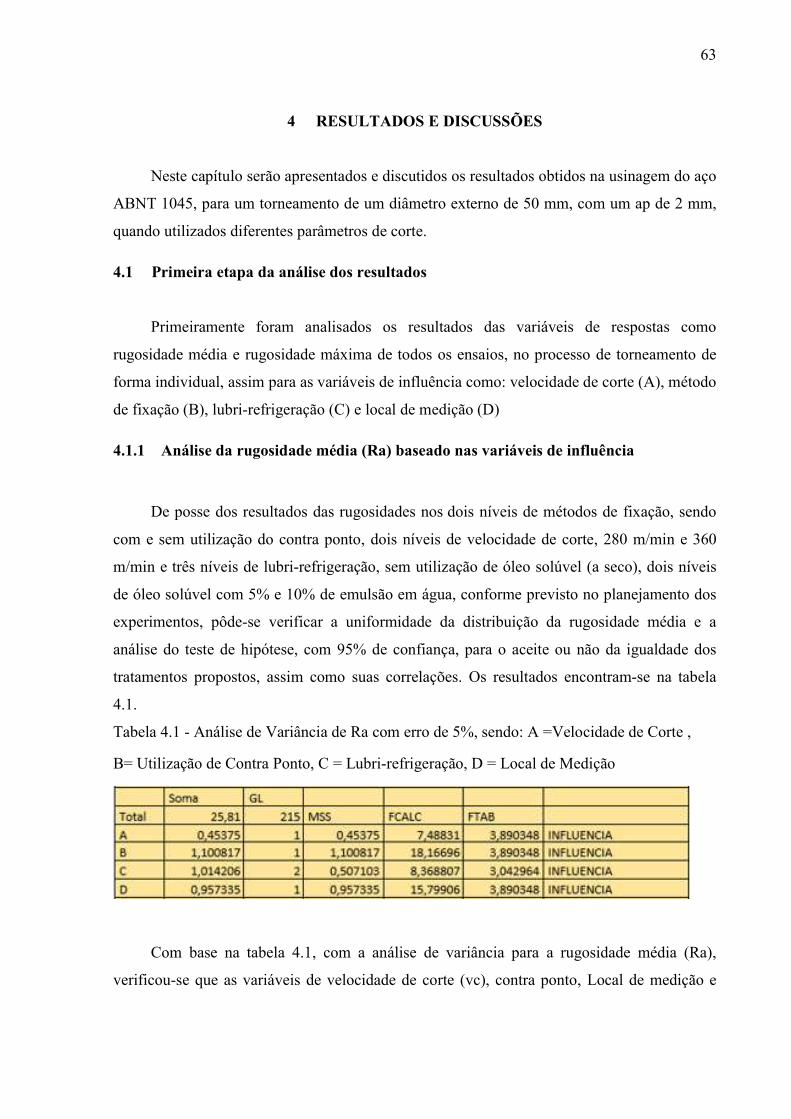
63
4 RESULTADOS E DISCUSSÕES Neste capítulo serão apresentados e discutidos os resultados obtidos na usinagem do aço
ABNT 1045, para um torneamento de um diâmetro externo de 50 mm, com um ap de 2 mm, quando utilizados diferentes parâmetros de corte. 4.1 Primeira etapa da análise dos resultados
Primeiramente foram analisados os resultados das variáveis de respostas como rugosidade média e rugosidade máxima de todos os ensaios, no processo de torneamento de forma individual, assim para as variáveis de influência como: velocidade de corte (A), método de fixação (B), lubri-refrigeração (C) e local de medição (D) 4.1.1 Análise da rugosidade média (Ra) baseado nas variáveis de influência
De posse dos resultados das rugosidades nos dois níveis de métodos de fixação, sendo com e sem utilização do contra ponto, dois níveis de velocidade de corte, 280 m/min e 360 m/min e três níveis de lubri-refrigeração, sem utilização de óleo solúvel (a seco), dois níveis de óleo solúvel com 5% e 10% de emulsão em água, conforme previsto no planejamento dos experimentos, pôde-se verificar a uniformidade da distribuição da rugosidade média e a análise do teste de hipótese, com 95% de confiança, para o aceite ou não da igualdade dos tratamentos propostos, assim como suas correlações. Os resultados encontram-se na tabela 4.1. Tabela 4.1 - Análise de Variância de Ra com erro de 5%, sendo: A =Velocidade de Corte , B= Utilização de Contra Ponto, C = Lubri-refrigeração, D = Local de Medição
Com base na tabela 4.1, com a análise de variância para a rugosidade média (Ra), verificou-se que as variáveis de velocidade de corte (vc), contra ponto, Local de medição e
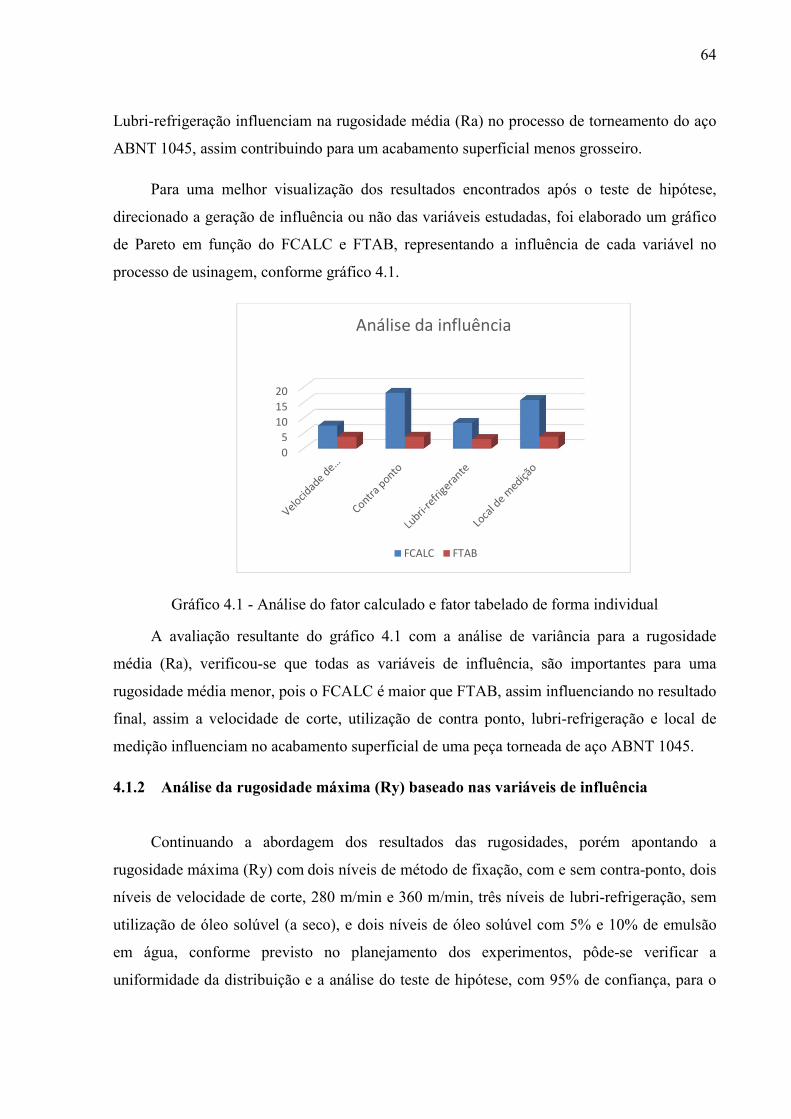
64
Lubri-refrigeração influenciam na rugosidade média (Ra) no processo de torneamento do aço ABNT 1045, assim contribuindo para um acabamento superficial menos grosseiro.
Para uma melhor visualização dos resultados encontrados após o teste de hipótese, direcionado a geração de influência ou não das variáveis estudadas, foi elaborado um gráfico de Pareto em função do FCALC e FTAB, representando a influência de cada variável no processo de usinagem, conforme gráfico 4.1.
Gráfico 4.1 - Análise do fator calculado e fator tabelado de forma individual
A avaliação resultante do gráfico 4.1 com a análise de variância para a rugosidade média (Ra), verificou-se que todas as variáveis de influência, são importantes para uma rugosidade média menor, pois o FCALC é maior que FTAB, assim influenciando no resultado final, assim a velocidade de corte, utilização de contra ponto, lubri-refrigeração e local de medição influenciam no acabamento superficial de uma peça torneada de aço ABNT 1045. 4.1.2 Análise da rugosidade máxima (Ry) baseado nas variáveis de influência
Continuando a abordagem dos resultados das rugosidades, porém apontando a rugosidade máxima (Ry) com dois níveis de método de fixação, com e sem contra-ponto, dois níveis de velocidade de corte, 280 m/min e 360 m/min, três níveis de lubri-refrigeração, sem utilização de óleo solúvel (a seco), e dois níveis de óleo solúvel com 5% e 10% de emulsão em água, conforme previsto no planejamento dos experimentos, pôde-se verificar a uniformidade da distribuição e a análise do teste de hipótese, com 95% de confiança, para o
05
101520
Análise da influência
FCALC FTAB
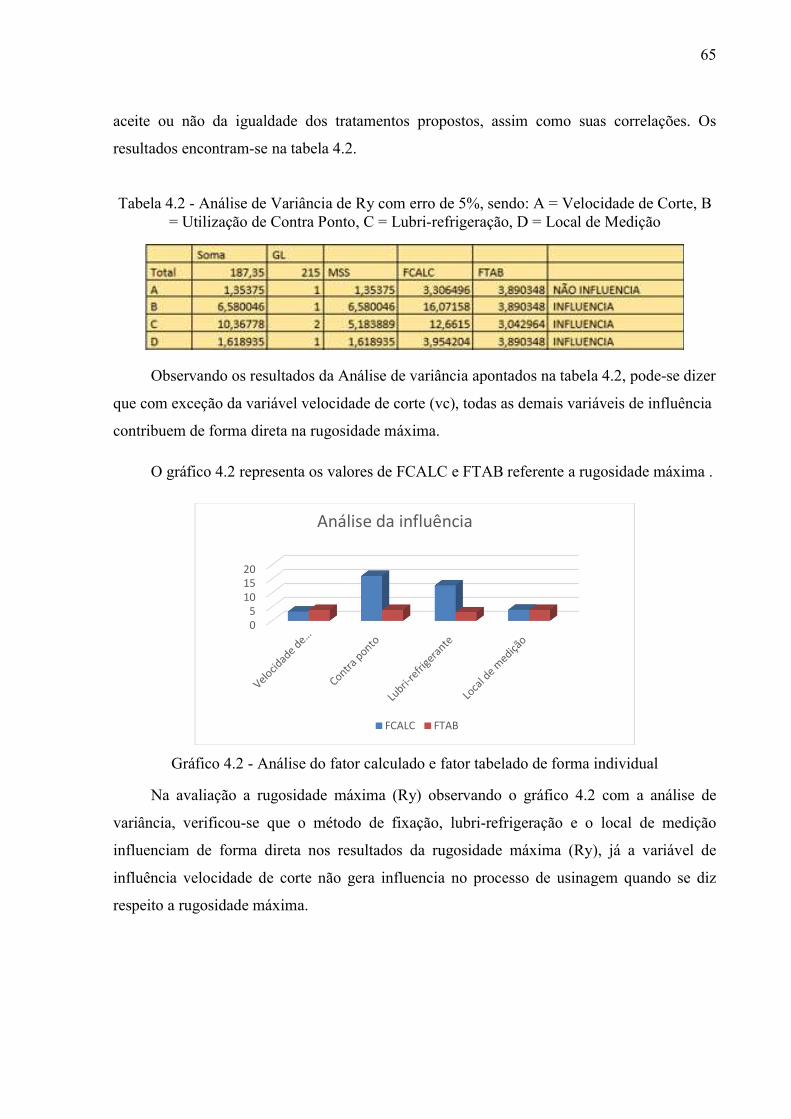
65
aceite ou não da igualdade dos tratamentos propostos, assim como suas correlações. Os resultados encontram-se na tabela 4.2.
Tabela 4.2 - Análise de Variância de Ry com erro de 5%, sendo: A = Velocidade de Corte, B
= Utilização de Contra Ponto, C = Lubri-refrigeração, D = Local de Medição
Observando os resultados da Análise de variância apontados na tabela 4.2, pode-se dizer
que com exceção da variável velocidade de corte (vc), todas as demais variáveis de influência contribuem de forma direta na rugosidade máxima.
O gráfico 4.2 representa os valores de FCALC e FTAB referente a rugosidade máxima .
Gráfico 4.2 - Análise do fator calculado e fator tabelado de forma individual
Na avaliação a rugosidade máxima (Ry) observando o gráfico 4.2 com a análise de variância, verificou-se que o método de fixação, lubri-refrigeração e o local de medição influenciam de forma direta nos resultados da rugosidade máxima (Ry), já a variável de influência velocidade de corte não gera influencia no processo de usinagem quando se diz respeito a rugosidade máxima.
05101520
Análise da influência
FCALC FTAB
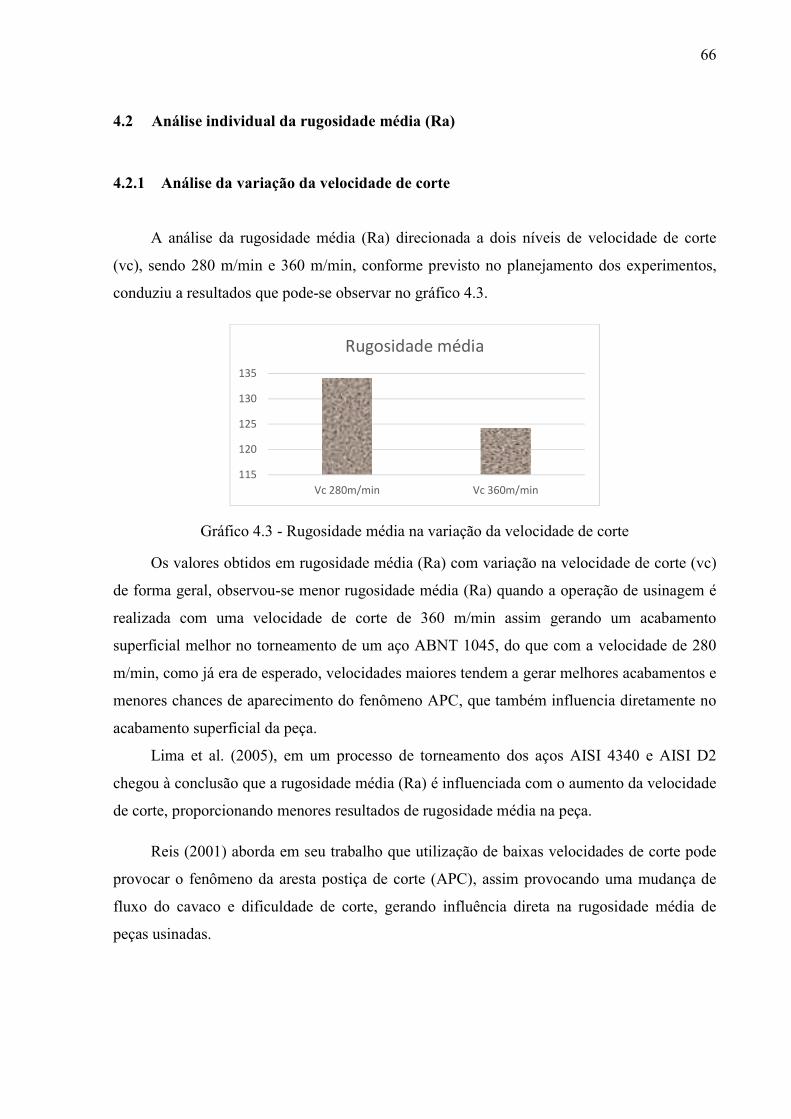
66
4.2 Análise individual da rugosidade média (Ra)
4.2.1 Análise da variação da velocidade de corte
A análise da rugosidade média (Ra) direcionada a dois níveis de velocidade de corte (vc), sendo 280 m/min e 360 m/min, conforme previsto no planejamento dos experimentos, conduziu a resultados que pode-se observar no gráfico 4.3.
Gráfico 4.3 - Rugosidade média na variação da velocidade de corte
Os valores obtidos em rugosidade média (Ra) com variação na velocidade de corte (vc) de forma geral, observou-se menor rugosidade média (Ra) quando a operação de usinagem é realizada com uma velocidade de corte de 360 m/min assim gerando um acabamento superficial melhor no torneamento de um aço ABNT 1045, do que com a velocidade de 280 m/min, como já era de esperado, velocidades maiores tendem a gerar melhores acabamentos e menores chances de aparecimento do fenômeno APC, que também influencia diretamente no acabamento superficial da peça.
Lima et al. (2005), em um processo de torneamento dos aços AISI 4340 e AISI D2 chegou à conclusão que a rugosidade média (Ra) é influenciada com o aumento da velocidade de corte, proporcionando menores resultados de rugosidade média na peça.
Reis (2001) aborda em seu trabalho que utilização de baixas velocidades de corte pode provocar o fenômeno da aresta postiça de corte (APC), assim provocando uma mudança de fluxo do cavaco e dificuldade de corte, gerando influência direta na rugosidade média de peças usinadas.
115120125130135
Vc 280m/min Vc 360m/min
Rugosidade média
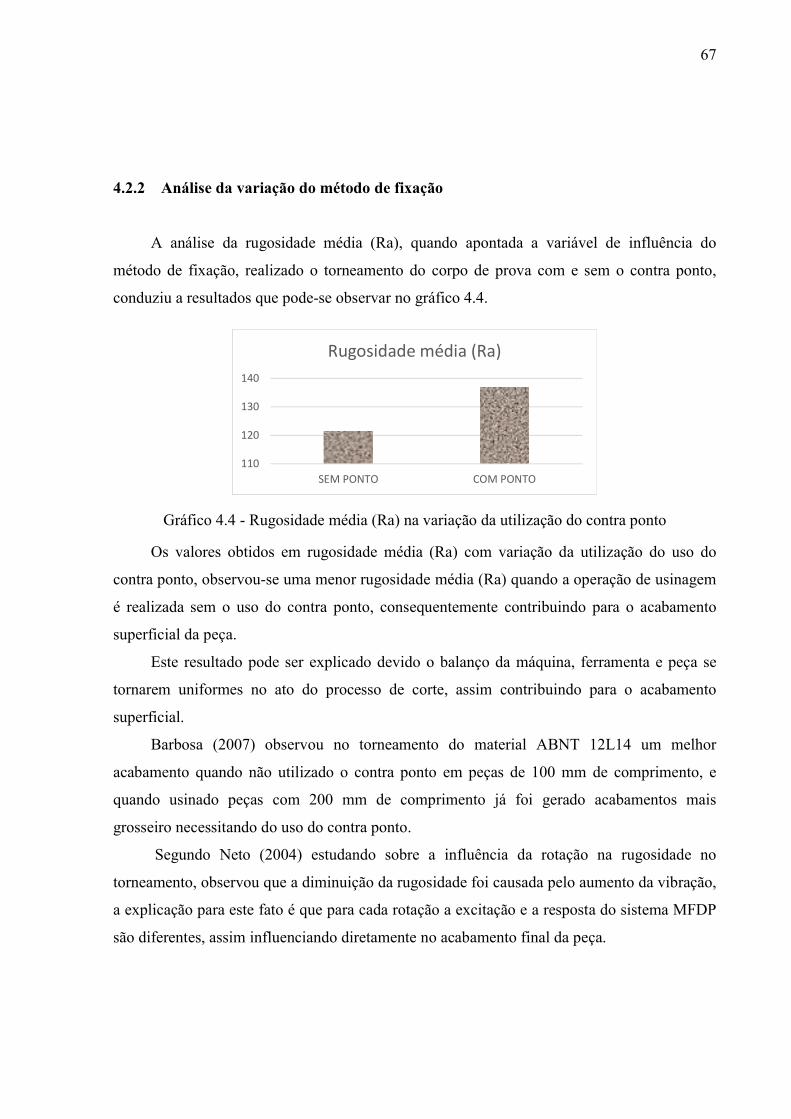
67
4.2.2 Análise da variação do método de fixação
A análise da rugosidade média (Ra), quando apontada a variável de influência do método de fixação, realizado o torneamento do corpo de prova com e sem o contra ponto, conduziu a resultados que pode-se observar no gráfico 4.4.
Gráfico 4.4 - Rugosidade média (Ra) na variação da utilização do contra ponto
Os valores obtidos em rugosidade média (Ra) com variação da utilização do uso do contra ponto, observou-se uma menor rugosidade média (Ra) quando a operação de usinagem é realizada sem o uso do contra ponto, consequentemente contribuindo para o acabamento superficial da peça.
Este resultado pode ser explicado devido o balanço da máquina, ferramenta e peça se tornarem uniformes no ato do processo de corte, assim contribuindo para o acabamento superficial.
Barbosa (2007) observou no torneamento do material ABNT 12L14 um melhor acabamento quando não utilizado o contra ponto em peças de 100 mm de comprimento, e quando usinado peças com 200 mm de comprimento já foi gerado acabamentos mais grosseiro necessitando do uso do contra ponto.
Segundo Neto (2004) estudando sobre a influência da rotação na rugosidade no torneamento, observou que a diminuição da rugosidade foi causada pelo aumento da vibração, a explicação para este fato é que para cada rotação a excitação e a resposta do sistema MFDP são diferentes, assim influenciando diretamente no acabamento final da peça.
110120130140
SEM PONTO COM PONTO
Rugosidade média (Ra)
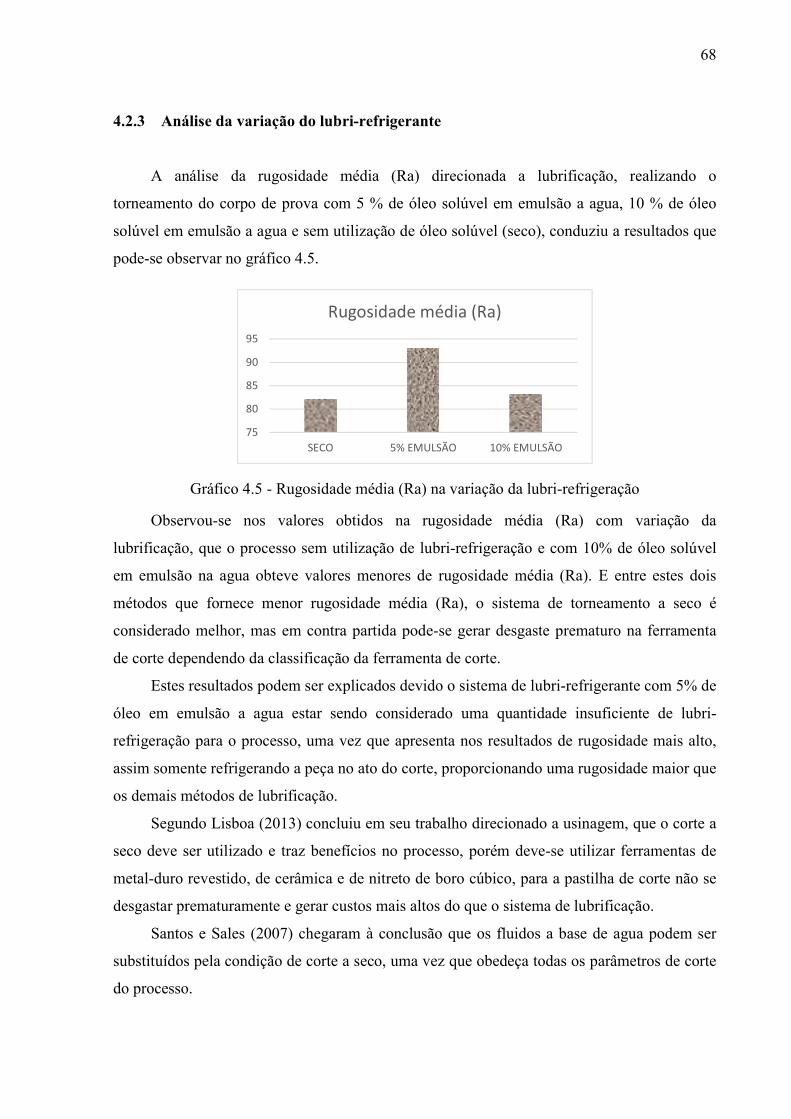
68
4.2.3 Análise da variação do lubri-refrigerante
A análise da rugosidade média (Ra) direcionada a lubrificação, realizando o torneamento do corpo de prova com 5 % de óleo solúvel em emulsão a agua, 10 % de óleo solúvel em emulsão a agua e sem utilização de óleo solúvel (seco), conduziu a resultados que pode-se observar no gráfico 4.5.
Gráfico 4.5 - Rugosidade média (Ra) na variação da lubri-refrigeração
Observou-se nos valores obtidos na rugosidade média (Ra) com variação da lubrificação, que o processo sem utilização de lubri-refrigeração e com 10% de óleo solúvel em emulsão na agua obteve valores menores de rugosidade média (Ra). E entre estes dois métodos que fornece menor rugosidade média (Ra), o sistema de torneamento a seco é considerado melhor, mas em contra partida pode-se gerar desgaste prematuro na ferramenta de corte dependendo da classificação da ferramenta de corte.
Estes resultados podem ser explicados devido o sistema de lubri-refrigerante com 5% de óleo em emulsão a agua estar sendo considerado uma quantidade insuficiente de lubri-refrigeração para o processo, uma vez que apresenta nos resultados de rugosidade mais alto, assim somente refrigerando a peça no ato do corte, proporcionando uma rugosidade maior que os demais métodos de lubrificação.
Segundo Lisboa (2013) concluiu em seu trabalho direcionado a usinagem, que o corte a seco deve ser utilizado e traz benefícios no processo, porém deve-se utilizar ferramentas de metal-duro revestido, de cerâmica e de nitreto de boro cúbico, para a pastilha de corte não se desgastar prematuramente e gerar custos mais altos do que o sistema de lubrificação.
Santos e Sales (2007) chegaram à conclusão que os fluidos a base de agua podem ser substituídos pela condição de corte a seco, uma vez que obedeça todas os parâmetros de corte do processo.
7580859095
SECO 5% EMULSÃO 10% EMULSÃO
Rugosidade média (Ra)
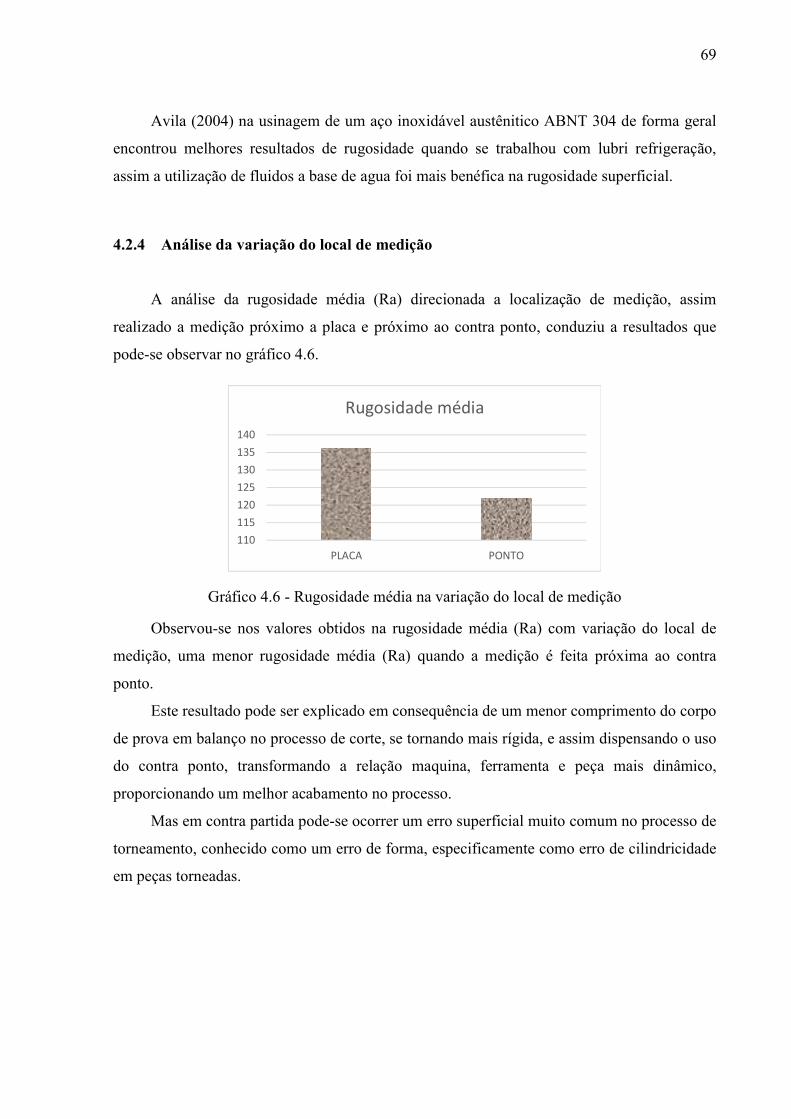
69
Avila (2004) na usinagem de um aço inoxidável austênitico ABNT 304 de forma geral encontrou melhores resultados de rugosidade quando se trabalhou com lubri refrigeração, assim a utilização de fluidos a base de agua foi mais benéfica na rugosidade superficial.
4.2.4 Análise da variação do local de medição
A análise da rugosidade média (Ra) direcionada a localização de medição, assim realizado a medição próximo a placa e próximo ao contra ponto, conduziu a resultados que pode-se observar no gráfico 4.6.
Gráfico 4.6 - Rugosidade média na variação do local de medição
Observou-se nos valores obtidos na rugosidade média (Ra) com variação do local de medição, uma menor rugosidade média (Ra) quando a medição é feita próxima ao contra ponto.
Este resultado pode ser explicado em consequência de um menor comprimento do corpo de prova em balanço no processo de corte, se tornando mais rígida, e assim dispensando o uso do contra ponto, transformando a relação maquina, ferramenta e peça mais dinâmico, proporcionando um melhor acabamento no processo.
Mas em contra partida pode-se ocorrer um erro superficial muito comum no processo de torneamento, conhecido como um erro de forma, especificamente como erro de cilindricidade em peças torneadas.
110115120125130135140
PLACA PONTO
Rugosidade média
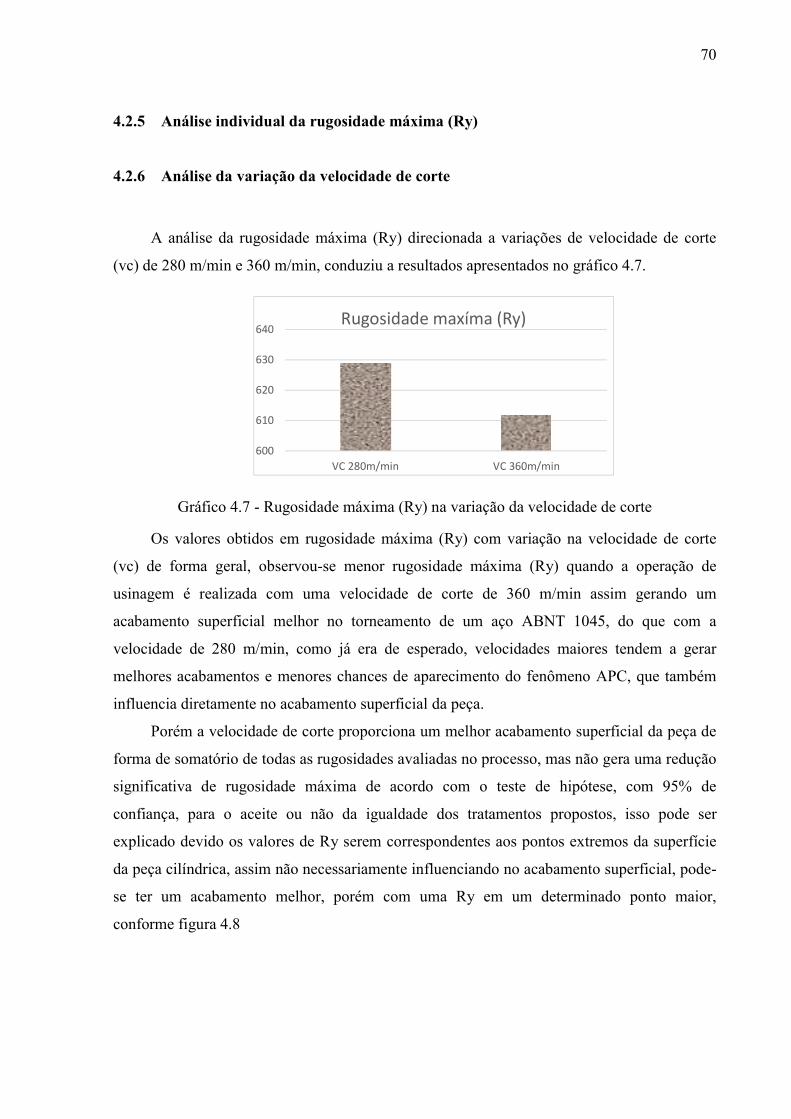
70
4.2.5 Análise individual da rugosidade máxima (Ry) 4.2.6 Análise da variação da velocidade de corte
A análise da rugosidade máxima (Ry) direcionada a variações de velocidade de corte
(vc) de 280 m/min e 360 m/min, conduziu a resultados apresentados no gráfico 4.7.
Gráfico 4.7 - Rugosidade máxima (Ry) na variação da velocidade de corte
Os valores obtidos em rugosidade máxima (Ry) com variação na velocidade de corte (vc) de forma geral, observou-se menor rugosidade máxima (Ry) quando a operação de usinagem é realizada com uma velocidade de corte de 360 m/min assim gerando um acabamento superficial melhor no torneamento de um aço ABNT 1045, do que com a velocidade de 280 m/min, como já era de esperado, velocidades maiores tendem a gerar melhores acabamentos e menores chances de aparecimento do fenômeno APC, que também influencia diretamente no acabamento superficial da peça.
Porém a velocidade de corte proporciona um melhor acabamento superficial da peça de forma de somatório de todas as rugosidades avaliadas no processo, mas não gera uma redução significativa de rugosidade máxima de acordo com o teste de hipótese, com 95% de confiança, para o aceite ou não da igualdade dos tratamentos propostos, isso pode ser explicado devido os valores de Ry serem correspondentes aos pontos extremos da superfície da peça cilíndrica, assim não necessariamente influenciando no acabamento superficial, pode-se ter um acabamento melhor, porém com uma Ry em um determinado ponto maior, conforme figura 4.8
600610620630640
VC 280m/min VC 360m/min
Rugosidade maxíma (Ry)
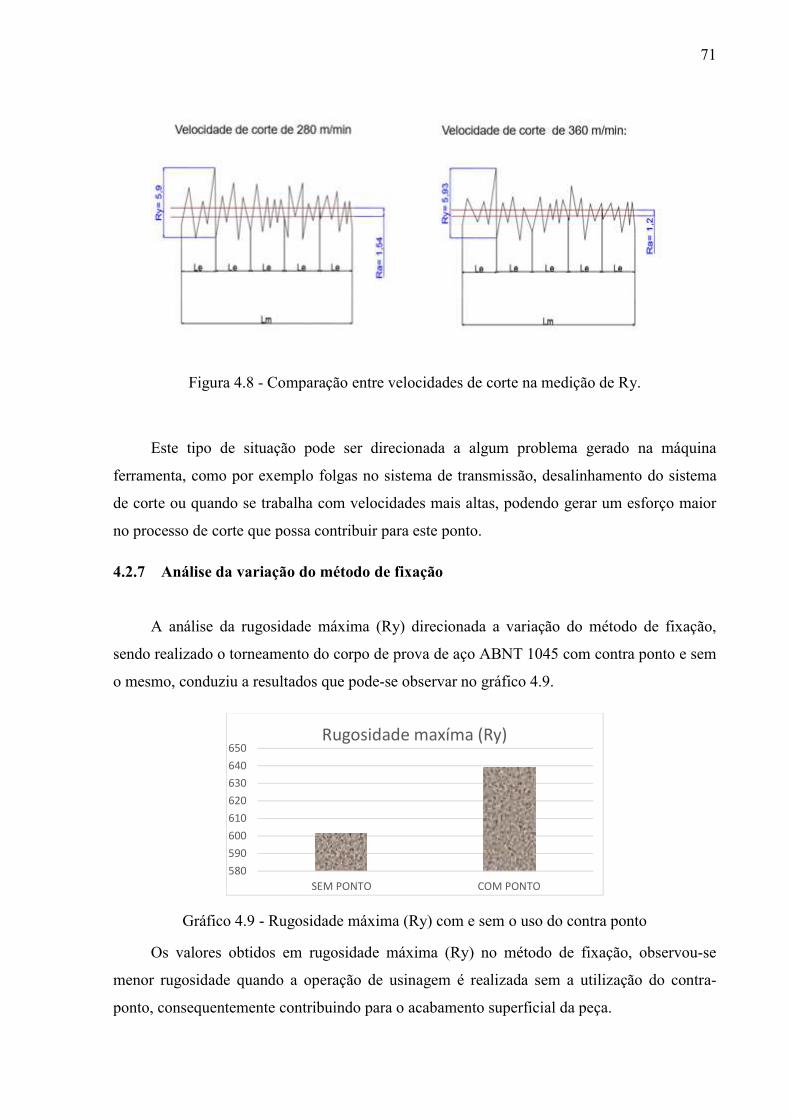
71
Figura 4.8 - Comparação entre velocidades de corte na medição de Ry.
Este tipo de situação pode ser direcionada a algum problema gerado na máquina
ferramenta, como por exemplo folgas no sistema de transmissão, desalinhamento do sistema de corte ou quando se trabalha com velocidades mais altas, podendo gerar um esforço maior no processo de corte que possa contribuir para este ponto. 4.2.7 Análise da variação do método de fixação
A análise da rugosidade máxima (Ry) direcionada a variação do método de fixação, sendo realizado o torneamento do corpo de prova de aço ABNT 1045 com contra ponto e sem o mesmo, conduziu a resultados que pode-se observar no gráfico 4.9.
Gráfico 4.9 - Rugosidade máxima (Ry) com e sem o uso do contra ponto
Os valores obtidos em rugosidade máxima (Ry) no método de fixação, observou-se menor rugosidade quando a operação de usinagem é realizada sem a utilização do contra-ponto, consequentemente contribuindo para o acabamento superficial da peça.
580590600610620630640650
SEM PONTO COM PONTO
Rugosidade maxíma (Ry)
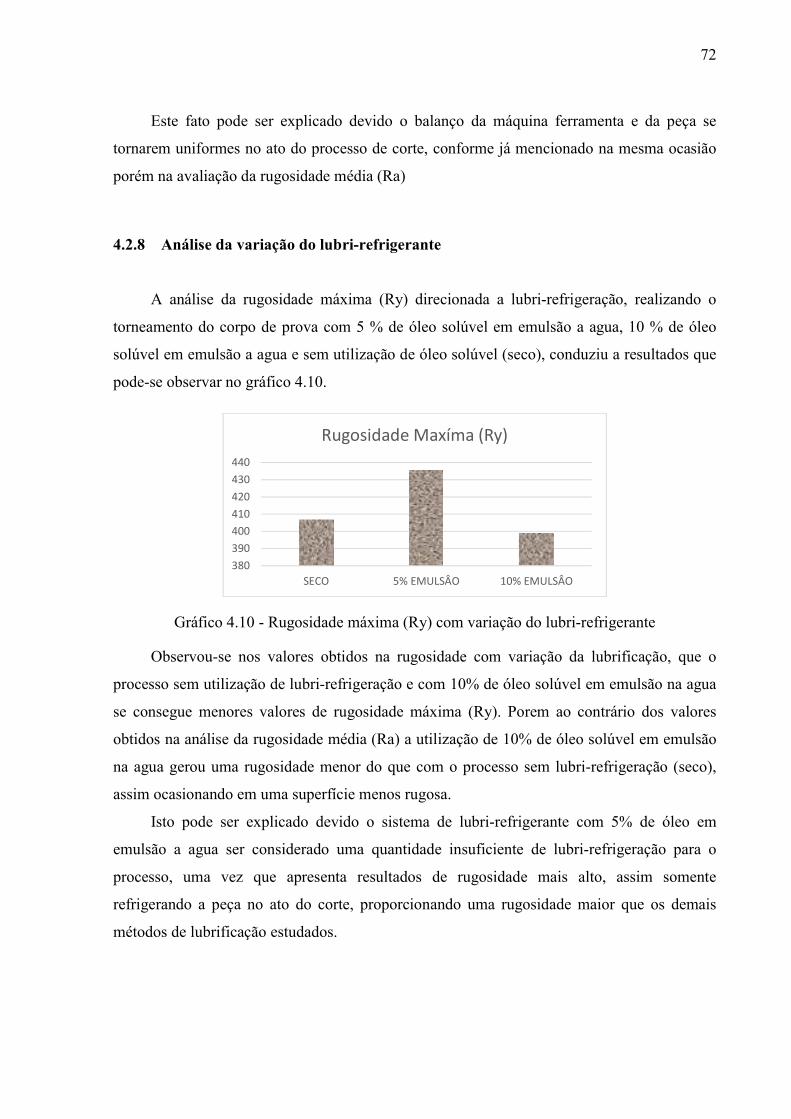
72
Este fato pode ser explicado devido o balanço da máquina ferramenta e da peça se tornarem uniformes no ato do processo de corte, conforme já mencionado na mesma ocasião porém na avaliação da rugosidade média (Ra)
4.2.8 Análise da variação do lubri-refrigerante
A análise da rugosidade máxima (Ry) direcionada a lubri-refrigeração, realizando o torneamento do corpo de prova com 5 % de óleo solúvel em emulsão a agua, 10 % de óleo solúvel em emulsão a agua e sem utilização de óleo solúvel (seco), conduziu a resultados que pode-se observar no gráfico 4.10.
Gráfico 4.10 - Rugosidade máxima (Ry) com variação do lubri-refrigerante
Observou-se nos valores obtidos na rugosidade com variação da lubrificação, que o processo sem utilização de lubri-refrigeração e com 10% de óleo solúvel em emulsão na agua se consegue menores valores de rugosidade máxima (Ry). Porem ao contrário dos valores obtidos na análise da rugosidade média (Ra) a utilização de 10% de óleo solúvel em emulsão na agua gerou uma rugosidade menor do que com o processo sem lubri-refrigeração (seco), assim ocasionando em uma superfície menos rugosa.
Isto pode ser explicado devido o sistema de lubri-refrigerante com 5% de óleo em emulsão a agua ser considerado uma quantidade insuficiente de lubri-refrigeração para o processo, uma vez que apresenta resultados de rugosidade mais alto, assim somente refrigerando a peça no ato do corte, proporcionando uma rugosidade maior que os demais métodos de lubrificação estudados.
380390400410420430440
SECO 5% EMULSÂO 10% EMULSÂO
Rugosidade Maxíma (Ry)
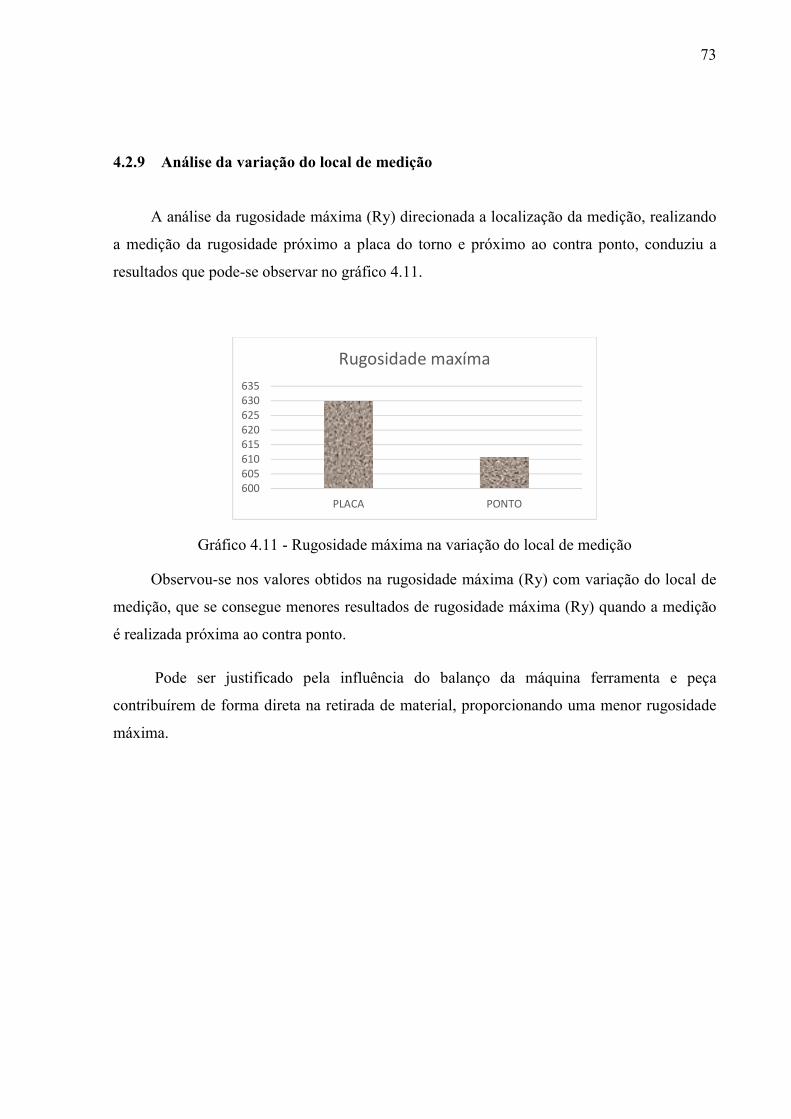
73
4.2.9 Análise da variação do local de medição
A análise da rugosidade máxima (Ry) direcionada a localização da medição, realizando a medição da rugosidade próximo a placa do torno e próximo ao contra ponto, conduziu a resultados que pode-se observar no gráfico 4.11.
Gráfico 4.11 - Rugosidade máxima na variação do local de medição
Observou-se nos valores obtidos na rugosidade máxima (Ry) com variação do local de medição, que se consegue menores resultados de rugosidade máxima (Ry) quando a medição é realizada próxima ao contra ponto.
Pode ser justificado pela influência do balanço da máquina ferramenta e peça contribuírem de forma direta na retirada de material, proporcionando uma menor rugosidade máxima.
600605610615620625630635
PLACA PONTO
Rugosidade maxíma
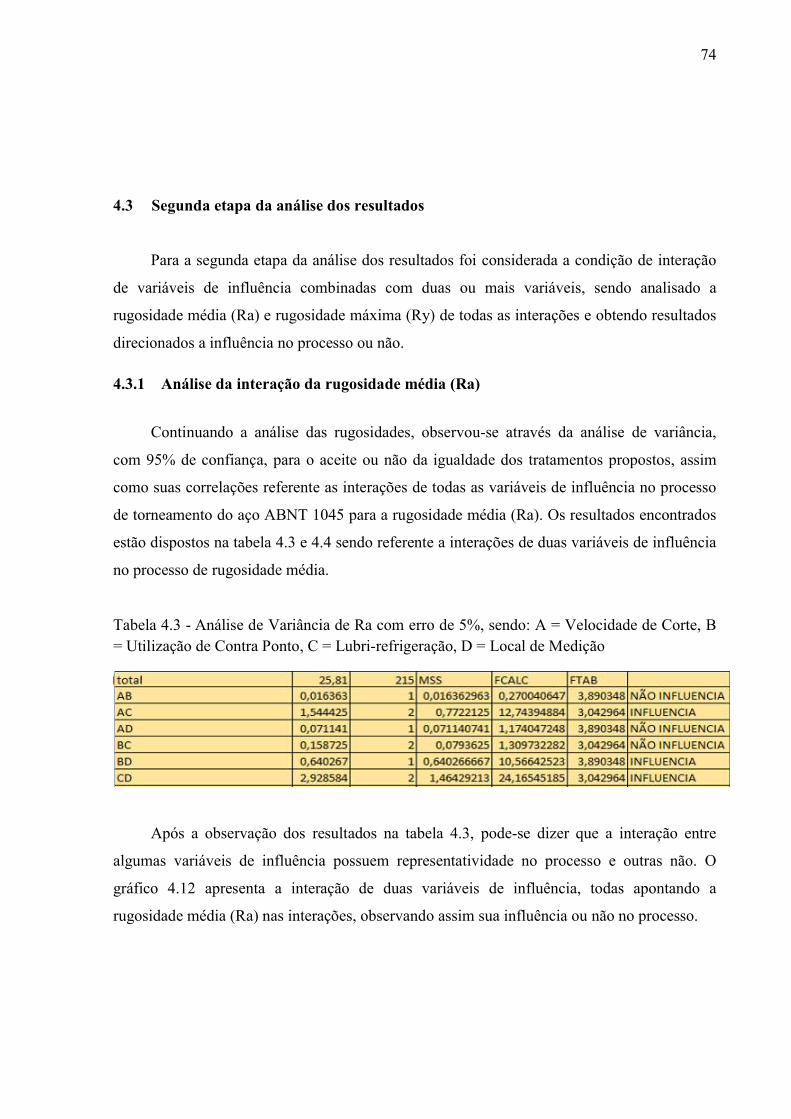
74
4.3 Segunda etapa da análise dos resultados
Para a segunda etapa da análise dos resultados foi considerada a condição de interação de variáveis de influência combinadas com duas ou mais variáveis, sendo analisado a rugosidade média (Ra) e rugosidade máxima (Ry) de todas as interações e obtendo resultados direcionados a influência no processo ou não. 4.3.1 Análise da interação da rugosidade média (Ra)
Continuando a análise das rugosidades, observou-se através da análise de variância,
com 95% de confiança, para o aceite ou não da igualdade dos tratamentos propostos, assim como suas correlações referente as interações de todas as variáveis de influência no processo de torneamento do aço ABNT 1045 para a rugosidade média (Ra). Os resultados encontrados estão dispostos na tabela 4.3 e 4.4 sendo referente a interações de duas variáveis de influência no processo de rugosidade média.
Tabela 4.3 - Análise de Variância de Ra com erro de 5%, sendo: A = Velocidade de Corte, B = Utilização de Contra Ponto, C = Lubri-refrigeração, D = Local de Medição
Após a observação dos resultados na tabela 4.3, pode-se dizer que a interação entre
algumas variáveis de influência possuem representatividade no processo e outras não. O gráfico 4.12 apresenta a interação de duas variáveis de influência, todas apontando a rugosidade média (Ra) nas interações, observando assim sua influência ou não no processo.
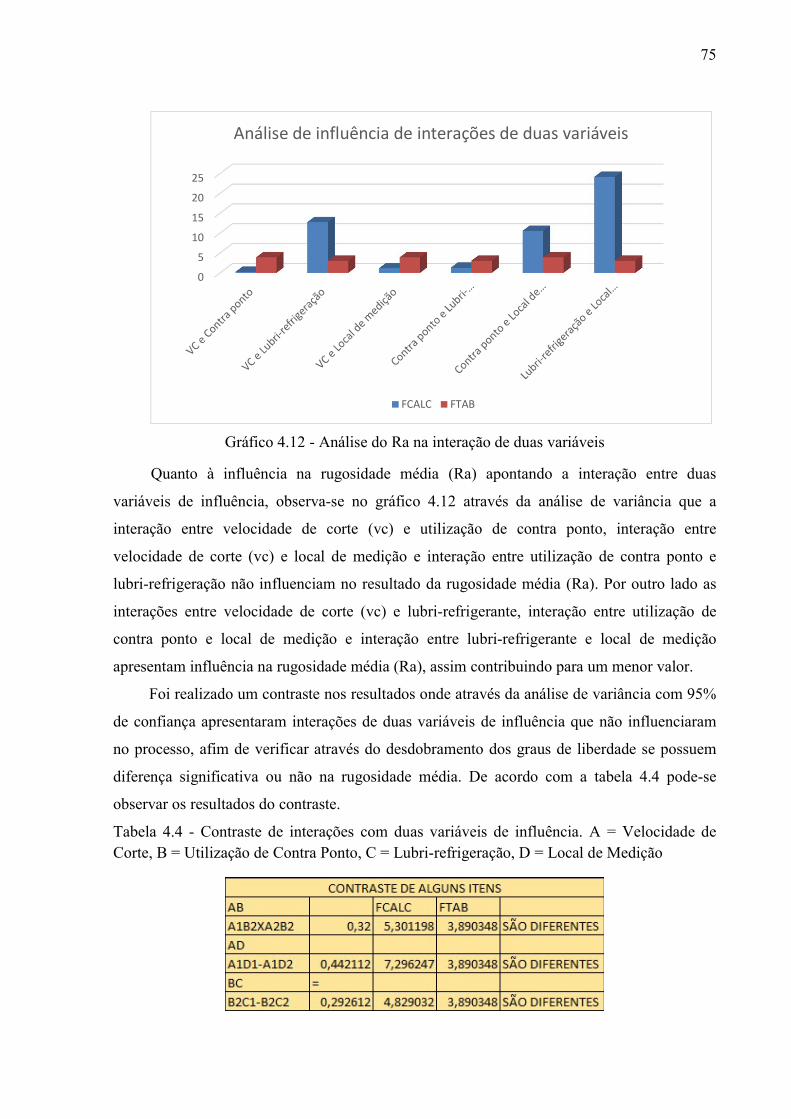
75
Gráfico 4.12 - Análise do Ra na interação de duas variáveis
Quanto à influência na rugosidade média (Ra) apontando a interação entre duas variáveis de influência, observa-se no gráfico 4.12 através da análise de variância que a interação entre velocidade de corte (vc) e utilização de contra ponto, interação entre velocidade de corte (vc) e local de medição e interação entre utilização de contra ponto e lubri-refrigeração não influenciam no resultado da rugosidade média (Ra). Por outro lado as interações entre velocidade de corte (vc) e lubri-refrigerante, interação entre utilização de contra ponto e local de medição e interação entre lubri-refrigerante e local de medição apresentam influência na rugosidade média (Ra), assim contribuindo para um menor valor. Foi realizado um contraste nos resultados onde através da análise de variância com 95% de confiança apresentaram interações de duas variáveis de influência que não influenciaram no processo, afim de verificar através do desdobramento dos graus de liberdade se possuem diferença significativa ou não na rugosidade média. De acordo com a tabela 4.4 pode-se observar os resultados do contraste. Tabela 4.4 - Contraste de interações com duas variáveis de influência. A = Velocidade de Corte, B = Utilização de Contra Ponto, C = Lubri-refrigeração, D = Local de Medição
05
10152025
Análise de influência de interações de duas variáveis
FCALC FTAB
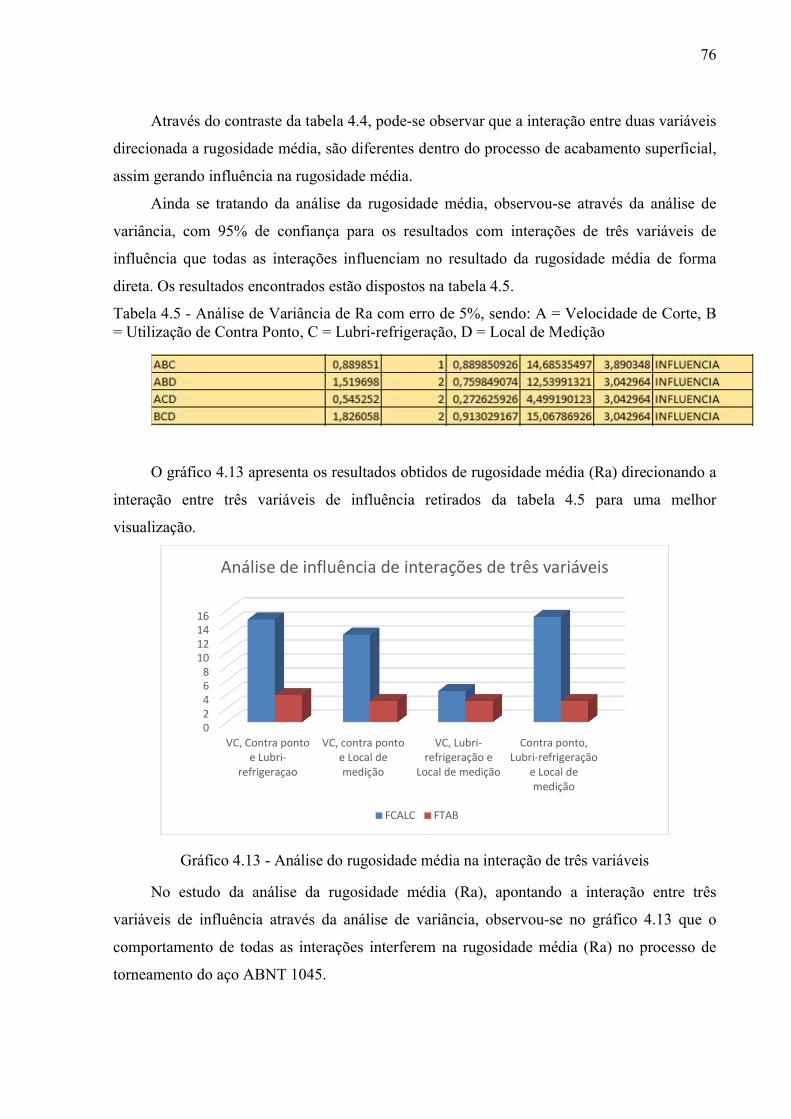
76
Através do contraste da tabela 4.4, pode-se observar que a interação entre duas variáveis direcionada a rugosidade média, são diferentes dentro do processo de acabamento superficial, assim gerando influência na rugosidade média.
Ainda se tratando da análise da rugosidade média, observou-se através da análise de variância, com 95% de confiança para os resultados com interações de três variáveis de influência que todas as interações influenciam no resultado da rugosidade média de forma direta. Os resultados encontrados estão dispostos na tabela 4.5. Tabela 4.5 - Análise de Variância de Ra com erro de 5%, sendo: A = Velocidade de Corte, B = Utilização de Contra Ponto, C = Lubri-refrigeração, D = Local de Medição
O gráfico 4.13 apresenta os resultados obtidos de rugosidade média (Ra) direcionando a
interação entre três variáveis de influência retirados da tabela 4.5 para uma melhor visualização.
Gráfico 4.13 - Análise do rugosidade média na interação de três variáveis
No estudo da análise da rugosidade média (Ra), apontando a interação entre três variáveis de influência através da análise de variância, observou-se no gráfico 4.13 que o comportamento de todas as interações interferem na rugosidade média (Ra) no processo de torneamento do aço ABNT 1045.
0246810121416
VC, Contra pontoe Lubri-refrigeraçaoVC, contra pontoe Local demedição
VC, Lubri-refrigeração eLocal de mediçãoContra ponto,Lubri-refrigeraçãoe Local demedição
Análise de influência de interações de três variáveis
FCALC FTAB
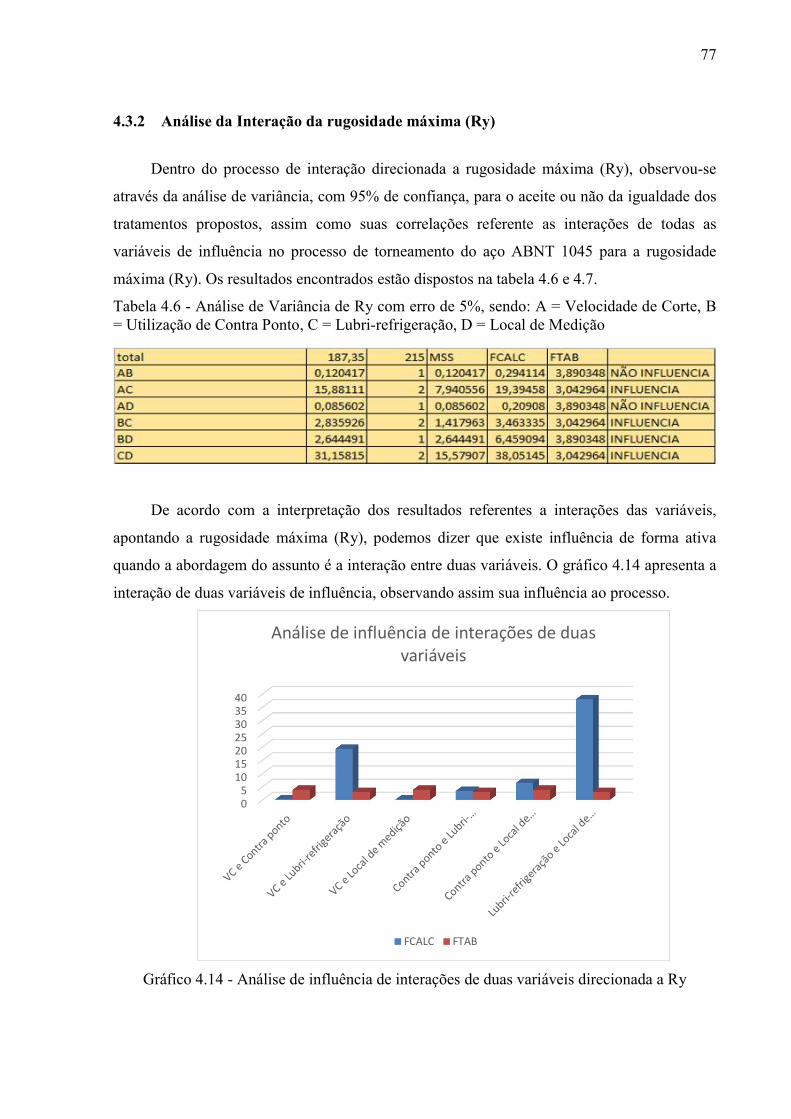
77
4.3.2 Análise da Interação da rugosidade máxima (Ry)
Dentro do processo de interação direcionada a rugosidade máxima (Ry), observou-se através da análise de variância, com 95% de confiança, para o aceite ou não da igualdade dos tratamentos propostos, assim como suas correlações referente as interações de todas as variáveis de influência no processo de torneamento do aço ABNT 1045 para a rugosidade máxima (Ry). Os resultados encontrados estão dispostos na tabela 4.6 e 4.7. Tabela 4.6 - Análise de Variância de Ry com erro de 5%, sendo: A = Velocidade de Corte, B = Utilização de Contra Ponto, C = Lubri-refrigeração, D = Local de Medição
De acordo com a interpretação dos resultados referentes a interações das variáveis, apontando a rugosidade máxima (Ry), podemos dizer que existe influência de forma ativa quando a abordagem do assunto é a interação entre duas variáveis. O gráfico 4.14 apresenta a interação de duas variáveis de influência, observando assim sua influência ao processo.
Gráfico 4.14 - Análise de influência de interações de duas variáveis direcionada a Ry
0510152025303540
Análise de influência de interações de duas variáveis
FCALC FTAB
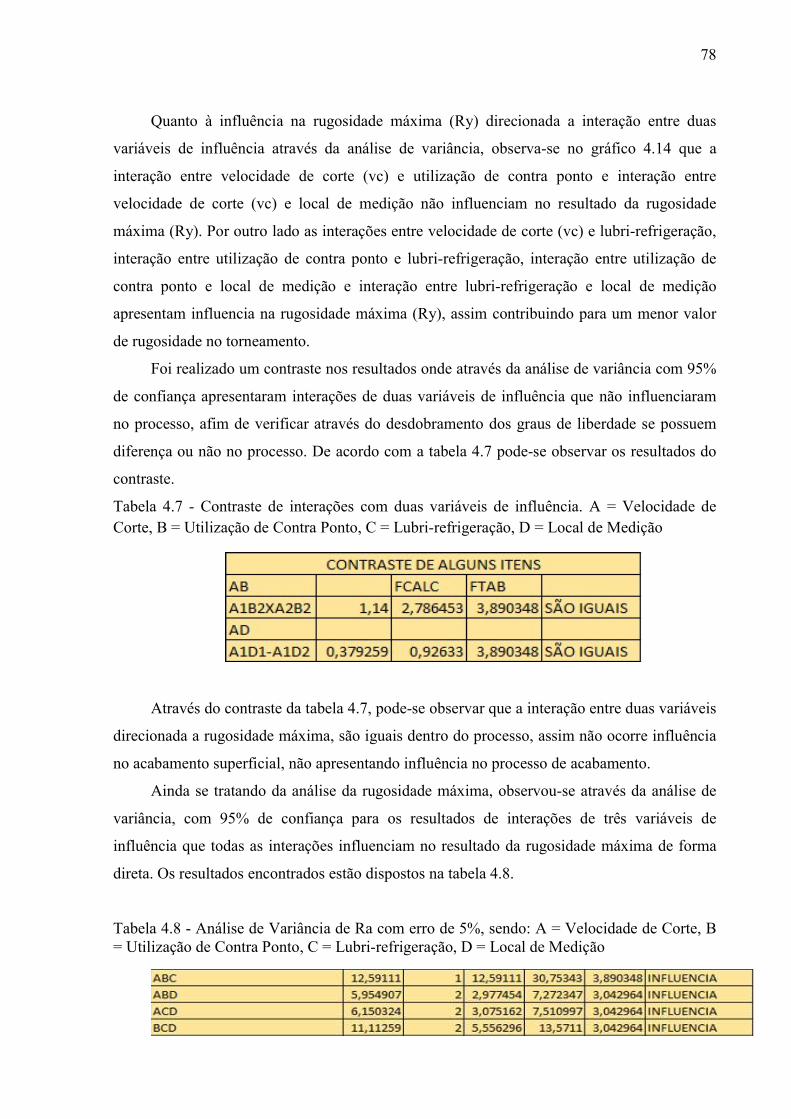
78
Quanto à influência na rugosidade máxima (Ry) direcionada a interação entre duas variáveis de influência através da análise de variância, observa-se no gráfico 4.14 que a interação entre velocidade de corte (vc) e utilização de contra ponto e interação entre velocidade de corte (vc) e local de medição não influenciam no resultado da rugosidade máxima (Ry). Por outro lado as interações entre velocidade de corte (vc) e lubri-refrigeração, interação entre utilização de contra ponto e lubri-refrigeração, interação entre utilização de contra ponto e local de medição e interação entre lubri-refrigeração e local de medição apresentam influencia na rugosidade máxima (Ry), assim contribuindo para um menor valor de rugosidade no torneamento.
Foi realizado um contraste nos resultados onde através da análise de variância com 95% de confiança apresentaram interações de duas variáveis de influência que não influenciaram no processo, afim de verificar através do desdobramento dos graus de liberdade se possuem diferença ou não no processo. De acordo com a tabela 4.7 pode-se observar os resultados do contraste. Tabela 4.7 - Contraste de interações com duas variáveis de influência. A = Velocidade de Corte, B = Utilização de Contra Ponto, C = Lubri-refrigeração, D = Local de Medição
Através do contraste da tabela 4.7, pode-se observar que a interação entre duas variáveis direcionada a rugosidade máxima, são iguais dentro do processo, assim não ocorre influência no acabamento superficial, não apresentando influência no processo de acabamento.
Ainda se tratando da análise da rugosidade máxima, observou-se através da análise de variância, com 95% de confiança para os resultados de interações de três variáveis de influência que todas as interações influenciam no resultado da rugosidade máxima de forma direta. Os resultados encontrados estão dispostos na tabela 4.8.
Tabela 4.8 - Análise de Variância de Ra com erro de 5%, sendo: A = Velocidade de Corte, B = Utilização de Contra Ponto, C = Lubri-refrigeração, D = Local de Medição
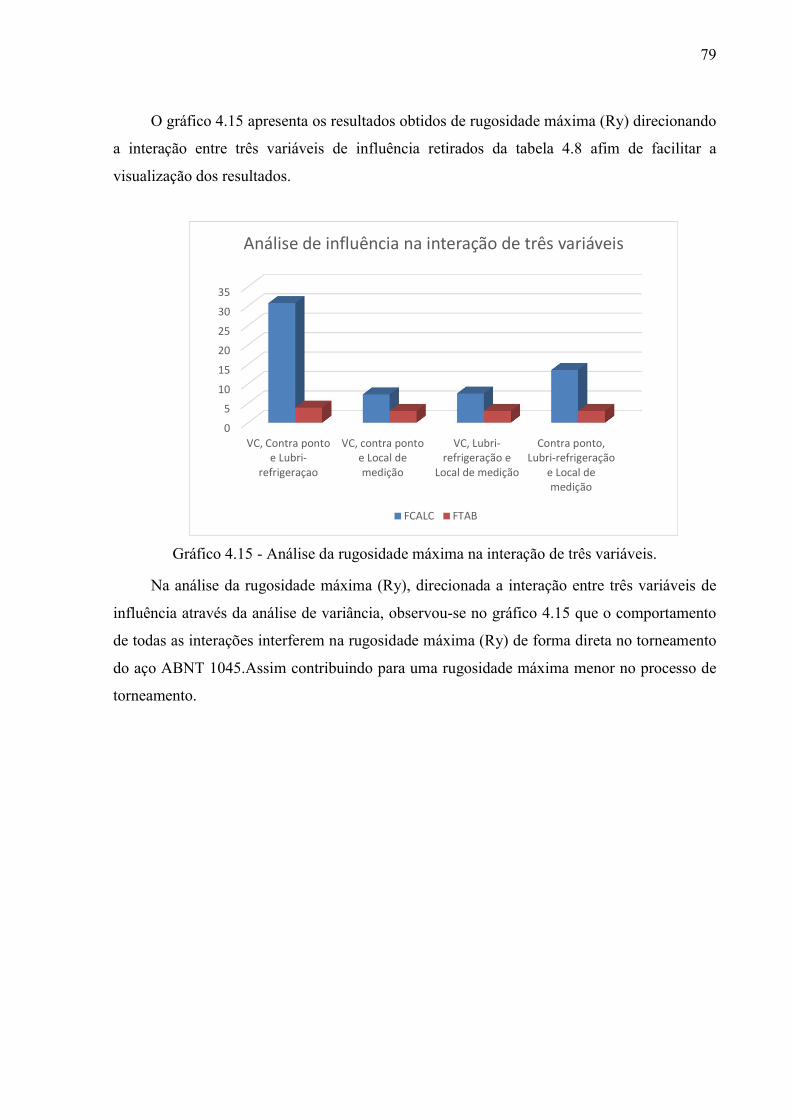
79
O gráfico 4.15 apresenta os resultados obtidos de rugosidade máxima (Ry) direcionando a interação entre três variáveis de influência retirados da tabela 4.8 afim de facilitar a visualização dos resultados.
Gráfico 4.15 - Análise da rugosidade máxima na interação de três variáveis.
Na análise da rugosidade máxima (Ry), direcionada a interação entre três variáveis de influência através da análise de variância, observou-se no gráfico 4.15 que o comportamento de todas as interações interferem na rugosidade máxima (Ry) de forma direta no torneamento do aço ABNT 1045.Assim contribuindo para uma rugosidade máxima menor no processo de torneamento.
05
101520253035
VC, Contra pontoe Lubri-refrigeraçaoVC, contra pontoe Local demedição
VC, Lubri-refrigeração eLocal de mediçãoContra ponto,Lubri-refrigeraçãoe Local demedição
Análise de influência na interação de três variáveis
FCALC FTAB
80
5 CONCLUSÕES
A análise dos resultados de rugosidade média (Ra) e rugosidade máxima (Ry) no processo de torneamento de um aço ABNT 1045 quando utilizado ferramenta de corte de metal duro CNMG120408 e um porta ferramenta PCLNL-2020K, para as variáveis de influências, velocidade de corte, lubri-refrigeração, local de medição, com e sem utilização de contraponto, pode-se concluir que:
O Ra e Ry apresentaram menores valores quando usinado sem o contra ponto, o que contraria o princípio de fixação e rigidez do conjunto. Pode ser explicado pelo menor comprimento em balanço da barra, se tornando
mais rígida, dispensando o contra ponto, e assim se tornando mais dinâmico a relação maquina, ferramenta e peça.
Mas em contra partida podendo gerar outro erro superficial muito comum, como o erro de forma, conhecido como de cilindricidade.
Barbosa (2007) observou no torneamento do material ABNT 12L14 um melhor acabamento quando não utilizado o contra ponto em peças de 100 mm de comprimento.
Neto (2004) estudando sobre a influência da rotação na rugosidade no torneamento, observou que a diminuição da rugosidade foi causada pelo aumento da vibração, a explicação para este fato é que para cada rotação a excitação e a resposta do sistema MFDP são diferentes, assim influenciando diretamente no acabamento final da peça.
O Ra e Ry se mostraram menores nas extremidades da peça com destaque para as
condições extremas, ou seja: sem meio auxiliar de lubri-refrigeração (a seco) e com 10% de emulsão em agua. 5% chega a ser considerado uma quantidade insuficiente para refrigerar e lubrificar
o processo; Usinagem sem lubri refrigeração (seco) gerou uma rugosidade menor, porem
gerando um desgaste prematuro da ferramenta de corte, aumentando assim os custos ligados a usinagem;
81
Já com 10% em emulsão a agua, ocorre uma melhoria na lubri refrigeração da peça, o fluido passa a exercer a função de lubrificar e refrigerar.
Lisboa (2013) concluiu em seu trabalho, que o corte a seco deve ser utilizado e traz muitos benefícios no processo de usinagem, porém deve-se utilizar ferramentas de metal-duro revestido, de cerâmica e de nitreto de boro cúbico, para a pastilha de corte não se desgastar prematuramente.
Santos e Sales (2007) aborda a importância e eficiência dos fluidos, e chegou à conclusão que os fluidos a base de agua podem ser substituídos pela condição de corte a seco, uma vez que obedeça todas as condições de corte.
Ávila (2004) na usinagem de um aço inoxidável austênitico ABNT 304, de forma geral encontrou melhores resultados de rugosidade quando se trabalha com lubri refrigeração, assim a utilização de fluidos foi mais benéfica na rugosidade.
• Um aumento na velocidade de corte proporciona um aumento de energia gerada na peça e em consequência disso uma redução de Ks, assim os esforços também diminuem, gerando menores deflexões na peça, ocasionando uma menor variabilidade dos resultados, gerando melhores resultados de Ra. Lima et al. (2005), em um processo de torneamento dos aços AISI 4340 e AISI D2
chegou à conclusão que a rugosidade média (Ra) é influenciada com o aumento da velocidade de corte, proporcionando menores resultados de rugosidade média na peça.
Reis (2001) aborda que utilização de baixas velocidades de corte pode provocar o fenômeno da aresta postiça de corte (APC), provocando uma mudança de fluxo do cavaco, gerando influência direta na rugosidade média de peças usinadas.
Machado e Silva (2011) a rugosidade média é reduzida devido o aumento da velocidade de corte, uma vez que gera um aumento de energia, proporcionando assim uma diminuição de deflexões no processo de corte.
• A velocidade de corte proporciona um melhor acabamento superficial da peça, porém não gera uma redução significativa de rugosidade máxima, porque estes valores são encontrados nos pontos extremos da superfície usinada, assim não necessariamente influenciando no acabamento superficial.
82
Como se pode observar na figura 4.8, uma redução da rugosidade média não necessariamente influencia na rugosidade máxima uma vez que todos os valores de rugosidades tentem a influenciar em Ra e somente o maior valor em um determinado cut off que influencia em Ry.
• Existe uma independência da Rugosidade máxima (Ry) ao longo do comprimento usinado da peça em função da velocidade de corte. A velocidade de corte não gera influencia na rugosidade máxima devido não
contribuir para uma redução significativa das medidas extremas entre o pico e vale de um determinado cut off na superfície da peça.
Mas mesmo assim, variáveis como método de fixação, lubri refrigeração e local de medição contribuem para um Ry menor.
O Ry aponta diferença significativa na sua característica de resultado, onde busca os picos e vales mais extremos em um determinado comprimento, através dos resultados apresentou maior variabilidade e dispersão dos dados, gerando o resultado máximo confiável.
• A rugosidade média (Ra) mostrou dependente de todas as variáveis de influência ao longo do processo de torneamento. Uma redução da distância dos picos e vales em uma determinada superfície
provoca uma melhoria de Ra, por se tratar de um resultado médio dentro de um acabamento superficial.
Porém a variação da medição em Ra não se demostra ser significativa, porque se trata de uma média aritmética, podendo obstruir uma certa discrepância gerada na medição, em consequência disso perde a variabilidade dos dados.
83
SUGESTÕES PARA TRABALHOS FUTUROS
Através dos ensaios realizados, observou-se pontos significativos no comportamento das variáveis de influência estudadas na pesquisa, quando é abordado as variáveis de controle dentro do processo de torneamento como a velocidade de corte, lubri-refrigeração, local de medição e método de fixação. Assim, entende-se como proposta as seguintes pesquisas futuras:
• Encontrar a quantidade ideal de lubri-refrigeração para a mesma situação utilizada no trabalho, ao analisar a rugosidade média (Ra) e rugosidade máxima (Ry) no processo de usinagem, uma vez que o percentual de 5% em emulsão a agua foi insuficiente, e não se sabe ao certo se 10 % é considerado ideal;
• Analisar o dimensional próximo da placa e próximo do ponto utilizando as variáveis de influência de velocidade de corte, método de fixação e lubri refrigeração e verificar se ocorre diferenças significativas na Ra e Ry;
• Analisar os esforços de corte do aço 1045 utilizando as variáveis de método de fixação e velocidade de corte.
84
6 REFERÊNCIAS BIBLIOGRÁFICAS ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 6162: Movimentos e relações geométricas na usinagem dos metais: terminologia. Rio de Janeiro, 1989. 37p. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM 172/2000: Critério de classificação dos aços. Rio de Janeiro, 2000. ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR NM 87/2000: Aços carbonos e ligados para Construção Mecânica- Designação e Composição Química, Rio de Janeiro, 2000. ÁVILA, R.F., BAPTISTA, B.S., BARBOSA, C.A., ABRÃO, A.M. 2004 Influência do fluido de corte sobre a força de usinagem e o acabamento do aço inoxidável austenítico ANBT 304. Minas Gerais: Universidade Federal de Minas Gerais, 2004. BARBOSA, P.A., SILVA, R.B., MACHADO, A.R. 2007 Estudo do acabamento da superficie no torneamento cilindrico do aço ABNT 12L14. Uberlandia: Universidade Federal de Uberlandia, 2007. BAYER, A.M., WALTON, L.R., 1990. Wrought Tool Steels. In: ASM Handbook Metals Park: ASM, v.1: Properties and Selection: Irons, Steels and High-Performance Alloys p.757-79. BELHADI, S. et al. Experimental and numerical study of chip formation during straight turning of hardened AISI 4340 steel. J. Engineering Manufacture, Part B, vol. 219,2007. BEZERRA, D.C, MACHADO, I.F.2007 Avaliação do efeito da velocidade de corte nos esforços de usinagem e no acabamento superficial de um aço ABNT 1045. São Paulo: Escola Politécnica da USP, 2007. BOOTHROYD, G., KNIGHT, W.A. Mechanics of metal cutting. In: Fundamentals of machining and machine tools. 2. ed. New York: Marcel Dekker, 1989. CHIAVERINI, VICENTE. Tecnologia mecânica. 2. ed. São Paulo: Pearson, 1986. CHILDS, T.H.C. et al. Metal Machining: Theory and Apllications. London: Arnold, 2000. DEGARMO, E.P.;BLACK, JT.; KOSHER, R.A. Materials and processes in manufacturing. In: Eighth edition. NJ: Prentice Hall, 2008. DINIZ, A.E.; MARCONDES,F.C.; COPPINI, N.L. Tecnologia da Usinagem dos Materiais. 2. ed. São Paulo: Artliber, 2000. ______. Tecnologia da Usinagem dos Materiais. 7. ed. São Paulo: Artliber, 2010. ESPANHOL, V. (2008). Análise dos Esforços de Corte e acabamento superficial no Torneamento de Aço com ferramenta de superfície lisa e com quebra cavaco. Porto Alegre, 68 f . Dissertação ( Mestrado) – Escola de Engenharia da Universidade Federal do Rio Grande do Sul, 2008. FERRARESI, D. Fundamentos da usinagem dos metais: usinagem dos metais. São Paulo: Edgard Blucher, 1970. 751 p.
85
GRAVALHOS, T. G., MARTINS, M., DINIZ, E, A., MEI, R, P., 2010. Influência da rugosidade superficial na resistência a corrosão por pite em peças torneadas de aço inoxidável superaustenitico. São Paulo: Periódico – Universidade Federal de Campinas, 2010. JESUS, R. E. C., 2013. Avaliação dos esforços, temperatura e integridade superficial em torneamento do aço inoxidável Super Duplex UNS S32760 quando alterado o ângulo de posição da ferramenta e os parâmetros de corte. São João del-Rei, 88 f. Dissertação (Mestrado) – Universidade Federal de São Joao Del-Rei, 2013. LISBOA, C. F., MORAES, B. J. J., HIRASHITA, A. M., 2013. Fluidos de Corte: Uma abordagem geral e novas tendências. Amazonas, Periódico – Universidade Federal do Amazonas, 2013. MACHADO, A. R., ABRÃO, A. M., COELHO, R. T., Da silva, M.B. Teoria da Usinagem dos Metais. 2. ed. São Paulo: Edgard Blucher, 2011. MANSUR, T., DA SILVA, B.M., 2003. Análise do efeito das condições de corte no perfil e nos parâmetros utilizados para avaliação da rugosidade de superfícies usinadas por torneamento. Uberlândia, Periódico – Universidade Federal de Uberlândia, 2003. MALEKIAN, M., MOSTOFA, M.G., PARK, S.S., JUN, M.B.G., Modeling of Minimum Uncut Chip Thickness in Micro Machining of Aluminum. In: Jornal of Materials Processing Technology, 2011. KALPAKJIAN, S.; SCHMID, S.R.2000. Manufacturing enginnering and technology. 4. ed. USA: Prentice Hall, 2000. NETO, I. M., PEREIRA, J. E. A., ALEXANDRE, R. P., MATSUMOTO, H., PEREIRA, J. A., 2004, Influencia da Rotação na Rugosidade da peça no torneamento. São Paulo: Periódico – Faculdade de Engenharia de Ilha Solteira, 2004. PAULO, R.G.R., 2008. Avaliação da integridade superficial e usinabilidade de engrenagens forjadas utilizando fresamento com alta velocidade de corte. São Paulo, 154 f. Dissertação (Mestrado) – Universidade Estadual Paulista. Faculdade de Engenharia Ilha Solteira, 2008. PEREIRA, R. B. D., 2011. Influencia do quebra-cavaco no processo de torneamento do Aço ABNT 1045. São João del-Rei, 132 f. Dissertação (Mestrado) – Universidade Federal de São Joao Del-Rei, 2011. RAEL, A. V., 2004. Ciclo de melhoria aplicado na avaliação do comportamento de diferentes condições de refrigeração/lubrificação em fresamento em alta velocidade de corte. São Paulo, 147f. Dissertação (Mestrado) – Universidade Estadual de Campinas – Unicamp, 2004. REIS, A. M., 2000. Influência do Ângulo de posição secundário da ferramenta, raio de ponta e Lubrificação na usinagem em presença de aresta postiça de corte. Uberlândia, 85 f. Dissertação (Mestrado) – Universidade Federal de Uberlândia, 2000. REIS, A. M., DA SILVA, M. B., 2001. Análise das superfícies usinadas em presença de aresta postiça de corte. Uberlândia, Periódico – Universidade Federal de Uberlândia, 2001.
86
RODRIGUES, A. R., 2005. Estudo da Geometria de Arestas de corte Aplicadas em Usinagem com altas Velocidades de Corte. São Carlos, 227 f. Tese (Doutorado) – Escola de Engenharia de São Carlos, Universidade de São Paulo, 2005. SANCHEZ, A. E. L., NALON, J. L., PALMA, L. G.,2011. Avaliação do emprego de diferentes métodos de aplicação de fluido de corte no torneamento de um aço de difícil usinagem. Bauru-São Paulo: Periódico – Universidade Estadual Paulista-Unesp, 2011. SANDVIK. Guia de aplicação torneamento de acabamento”. Belo Horizonte: 1996. SANDVIK. Technical Guide: Turning, Milling, Drilling, Boring, Tool Holding, 2011. SANTOS, S.C., SALES, W. F. Aspectos Tribológicos da Usinagem dos Materiais. São Paulo: Editora Artliber, 2007. SANTOS, R. G. S., 2011. Estudo da Influência da aplicação do fluido de corte na usinagem da liga de Alumínio AA7075. Guaratinguetá, 65 f. Trabalho de Conclusão de Curso – Faculdade de Engenharia do Campus de Guaratinguetá, Universidade Estadual Paulista, 2011. SILVA, E.L., 2013. Analise da influência de parâmetros de corte na integridade superficial e esforços na operação de torneamento do ferro fundido nodular austemperado. São João del-Rei, 86 f. Dissertação (Mestrado) – Universidade Federal de São Joao Del-Rei, 2013. SILVA, M. A. D., 2014. Estudo do contato entre material da peça e superfície de folga da ferramenta de usinage. Uberlândia, 125 f. Tese (doutorado) – Universidade Federal de Uberlândia, 2014. STOETERAU, R. L. Processos de Usinagem: Fabricação por Remoção dos Material. In: Apostila do Curso de Engenharia Mecânica UFSC. Santa Catarina, 2004. SOUZA, M.S., LAURO, H.C., BRANDÃO, C.L., 2010. Análise da Rugosidade em função da velocidade de avanço em operações de torneamento. São João del-Rei. Dissertação (Mestrado) – Universidade Federal de São João Del-Rei, 2010. SOUZA, A. J. Apostila de Fundamentos da Usinagem dos Materiais, Departamento de Pós Graduação em Engenharia Mecânica, Universidade Federal do Rio Grande do Sul, 89p, 2011. STEMMER, CASPAR ERICH 1930.Ferramentas de Corte I. 7. ed. Florianópolis: Editora da UFSC, 2007. TEIXEIRA, L. A., 2013. Influência da eletrodeposição de zinco pelo processo gravitel na rugosidade superficial do aço. Coronel Fabriciano. Dissertação (Mestrado) – Centro Universitário do Leste de Minas Gerais, 2013. TRENT, E; WRIGHT, P. Metal Cutting. 4. ed. Boston, USA: Butterworth Heinemann, 2000.

87

![novo formato Hayashi, Bruno - O tema da classe na teoria ... · 3dud phxv sdlv /xl]d h /xl] h sdud plqkd lupm -xoldqd shor dpru h shor frqvwdqwh dsrlr qhvwd dyhqwxud txh whp vlgr](https://static.fdocumentos.tips/doc/165x107/5ebef94919600d7b64454950/novo-formato-hayashi-bruno-o-tema-da-classe-na-teoria-3dud-phxv-sdlv-xld.jpg)









![Tese Elementos Pré Textuais [revisado e normalizado] Deise Mônica... · $*5$'(&,0(1726 6mr wdqwrv h wmr hvshfldlv $ 'hxv shor grp gd ylgd shod surwhomr frqvwdqwh h sru whu frorfdgr](https://static.fdocumentos.tips/doc/165x107/6062da5ed81a0f35e752265e/tese-elementos-prf-textuais-revisado-e-normalizado-deise-mnica-501726.jpg)