
Disciplina: Gestão da Qualidade · 2016-10-23 · • Caso a análise da carta de controle indique...
65
Disciplina: Gestão da Qualidade Prof. Fernando Porto As Sete Ferramentas da Qualidade: Cartas de Controle
Transcript of Disciplina: Gestão da Qualidade · 2016-10-23 · • Caso a análise da carta de controle indique...

Disciplina:Gestão da Qualidade
Prof. Fernando Porto
As Sete Ferramentas da Qualidade: Cartas de Controle

Introdução• As cartas de controle,
conhecidas originalmente como gráficos de Shewhart ou gráficos de comportamento de processo, são ferramentas de controle estatístico de processos (CEP) utilizadas para determinar se um processo está ou não em uma situação de controle estatístico. Walter A. Shewhart
Março 1891 – Março 1967
• Caso a análise da carta de controle indique que o processo está sob controle, ou seja, estável, então a princípio não há correções ou alterações necessárias.
• Caso contrário, se a carta de controle indicar que o processo monitorado não se encontra estável, a análise do gráfico pode ajudar a determinar as fontes de variação.
• Os gráficos de controle também são úteis para estimar a capacidade do processo.

Definições
• Elemento (x): unidade selecionada para o estudo estatístico. Exemplo: pode ser uma peça (parafuso) ou uma característica (medida, conformidade, etc.).
• População: conjunto de todas as unidades produzidas por meio do processo estudado. Exemplo: produção de parafusos de uma determinada máquina.
• Lote: conjunto de unidades produzidas pelo processo em estudo, em um determinado período. Exemplo: produção de parafusos no turno da manhã de um dia específico.

• Amostra: conjunto de unidades extraído do lote para levantamento estatístico.
• Tamanho da amostra (n): número de unidades na amostra.
• Amostragem (N): número de amostras empregadas no estudo. Exemplo: 20 amostras de 6 unidades cada. N = 20, n = 6.

Conceitos Básicos
Dois produtos nunca são exatamente iguais, por mais semelhantes que sejam. Basicamente existem dois tipos de variações:
• Variação aleatória ou comum.• Variação casual ou especial.

Variações Aleatórias ou Comuns
Estão relacionadas com a própria natureza do processo, e portanto não podem ser eliminadas, podendo porém ser mantidas sob controle e até mesmo reduzidas.
Exemplos: Variações nas características da matéria prima, desgaste do ferramental, desgaste do maquinário, temperatura, umidade, dilatação do equipamento, etc.

Variações Casuais ou Especiais
São variações que:
• Causem mudanças inaceitáveis nas características do produto.
• São estatisticamente imprevistas, e que ocorrem dentro do sistema.
• Não estão na experiência histórica do processo.• Causam deslocamento na média do atributo
monitorado ou aumento em sua dispersão;

Este tipo de variação ocorre normalmente devido à manutenção ou operação inadequada de máquinas, matéria prima que não atende às especificações, etc.
É importante ressaltar que a principal finalidade das cartas de controle é a de detectar mudanças no processo relacionadas à variações casuais, de modo a ser possível adotar ações corretivas com rapidez, minimizando perdas ou não conformidades na produção.

Elementos do Gráfico
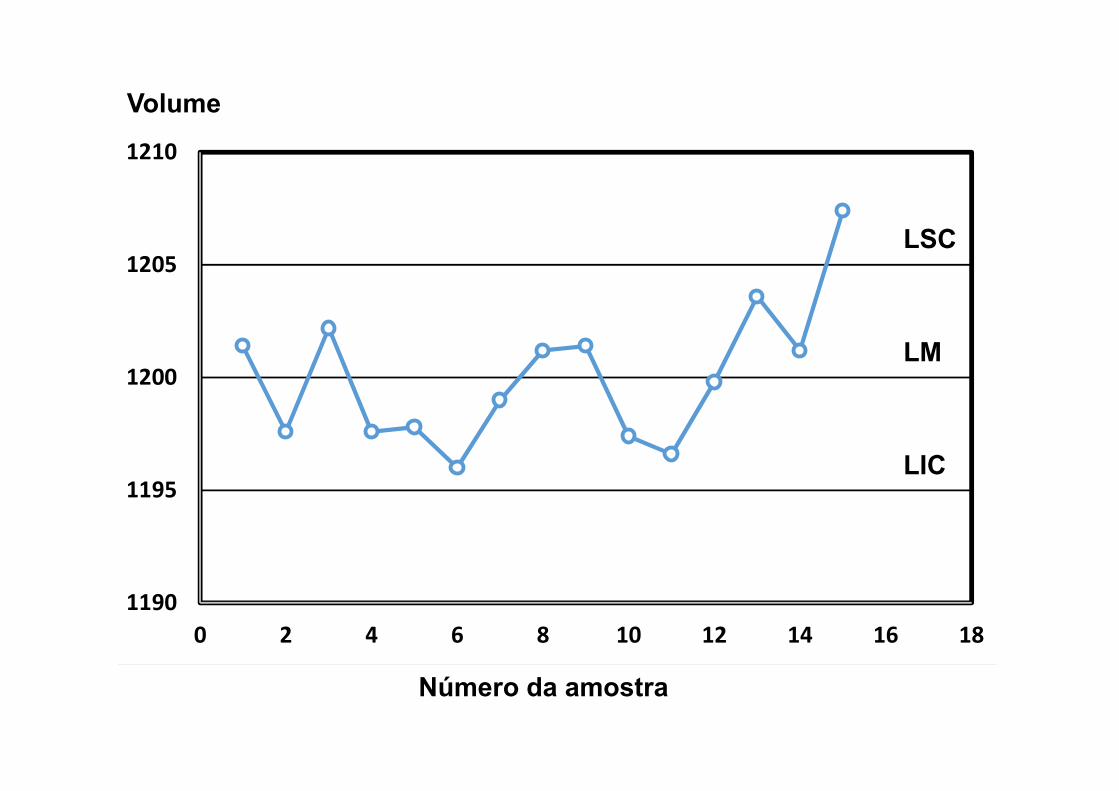
• A carta de controle é uma representação gráfica de uma característica de um produto ou processo, a partir dos dados obtidos de uma amostra.
• Esta expressão gráfica tem como base a distribuição normal.
1190
1195
1200
1205
1210
0 2 4 6 8 10 12 14 16 18
LM
LIC
LSC
Número da amostra
Volume

• Abscissa (X): Escala horizontal, associada ao tempo. Apresenta a ordem cronológica da amostra ou a sequência das extrações.
• Ordenada (Y): Apresenta os valores da característica do produto ou processo, podendo ser uma variável (uma dimensão, p.ex.) ou um atributo (número de peças com defeito por lote, p.ex.);
• Linha média (LM): valor médio da característica em questão, quando apenas causas aleatórias estão atuantes; em outras palavras, valor da característica quando o processo está sob controle.

• Limite inferior de controle (LIC) e limite superior de controle (LSC): São limites selecionados de forma que, se o processo estiver sob controle, todos os pontos amostrais deverão estar posicionados entre estes limites.
• Observação: De modo simplificado, pode-se dizer que o Processo está sob Controle quando os pontos amostrais estiverem entre os limites de controle ou apresentarem um comportamento aleatório. Logicamente, estaria o Processo fora de Controlequando registra-se pontos fora dos limites de controle, ou quando há presença de padrões não-aleatórios no gráfico. Este tipo de análise é detalhada mais adiante.

Tempo
f(X)
T1
T2
T3
T4
X
Processo sem variações casuais ou especiais

Tempo
f(X)
T1
T2
T3
T4
X
Variações casuais ou especiais levam à alterações na média do processo

Tempo
f(X)
T1
T2
T3
T4
X
Variações casuais ou especiais levam à alterações na média do processo.
Podem também trazer aumento na variabilidade do
processo.

Coleta de Dados
• Antes da coleta de dados, é necessário:
1. Todos os colaboradores devem ter sido treinados no preenchimento e uso das cartas de controle.
2. O processo de obtenção de dados (p.ex., medição dimensional do produto) já foi avaliado como adequado.
3. Suporte aos colaboradores na fase inicial de implantação do processo, pois podem surgir dúvidas e coletas de dados errôneos.
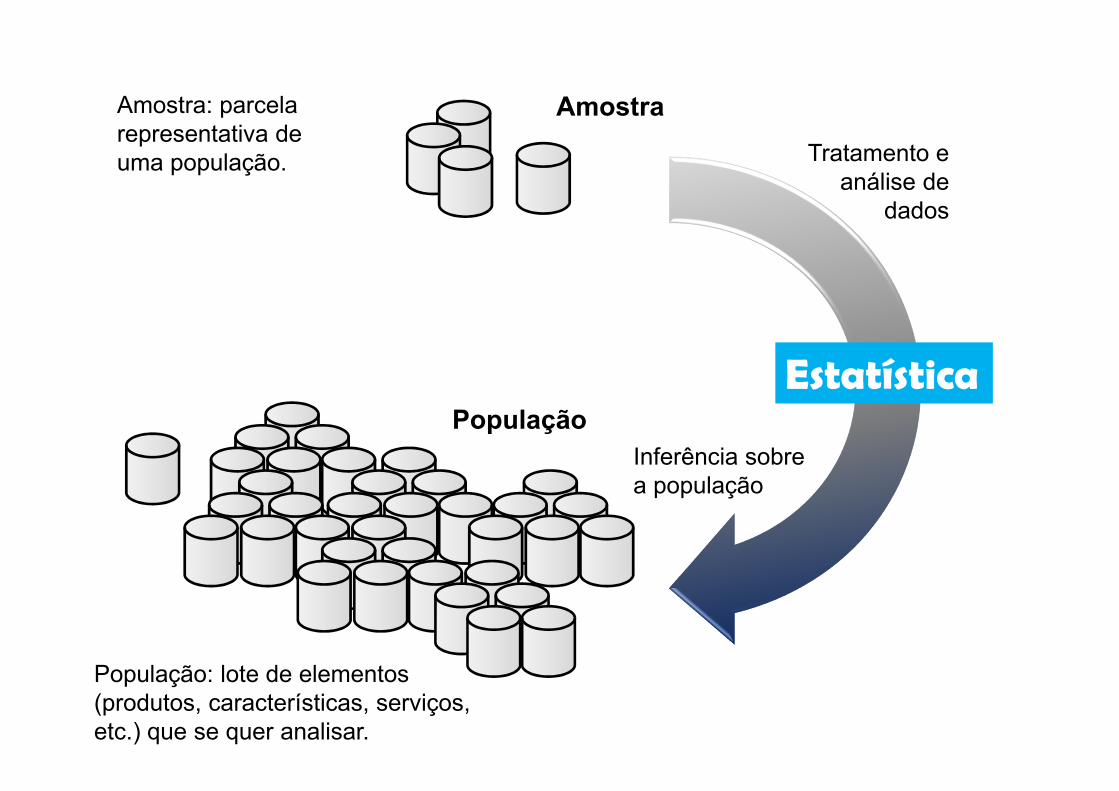
População
Amostra
Estatística
Tratamento e análise de
dados
Inferência sobre a população
Amostra: parcela representativa de uma população.
População: lote de elementos (produtos, características, serviços, etc.) que se quer analisar.
Tamanho da Amostra
• O tamanho da amostra deve ser estabelecido de modo a poder representar a população.
• Entretanto, para fins práticos, o tamanho da amostra também depende do processo de coleta de dados. Uma amostra de grande tamanho implica em maior tempo e recursos (custos!) consumidos na coleta.
• Assim sendo, a regra prática para o tamanho da amostra é que esta deva ser sempre constante, entre 3 e 6 unidades, não ultrapassando 10 unidades. Atenção: quanto maior a variabilidade do processo, maior deve ser o tamanho da amostra.
• As amostras devem ser coletadas de tempos em tempos, de modo a poder ser verificada a variabilidade em função do tempo no processo de fabricação.
• A periodicidade de coleta de amostras deve portanto ser definida de modo que exista uma chance potencial de mudança dos resultados (causa especial) de uma amostra para outra. Esta frequência pode ser horária, a cada turno, a cada metade de turno, diária, etc., mas que seja representativa do processo monitorado. Esta frequência pode ser mudada a medida que o processo estiver estabilizado, sob controle.

Tipos de Cartas
• Existem cartas para atributos e para variáveis.Cartas para Atributos:• Existem características não podem ser representadas
de forma numérica. Nesta situação, as unidades de uma amostra podem ser classificadas com um atributo que pode ser conforme ou não-conforme, presença ou ausência, positivo ou negativo. Cartas de controle para tais características são denominadas cartas de controle para atributos.
• Há quatro cartas de controle para atributos:
1. Cartas p (verifica a proporção de unidades não conformes)
2. Cartas np (verifica o número de unidades não conformes)
3. Cartas c (verifica o número de não conformidades por unidade)
4. Cartas u (verifica a taxa de não conformidades por unidade)
Cartas para Variáveis:• Características que podem ser medidas em escalas
numéricas são chamadas de variáveis. Por exemplo, medidas de pH, concentração, dimensões, temperatura, massa, volume, contagem de partículas, etc.
• As cartas para variáveis de uso mais difundido na indústria são:
1. Cartas X e R (média e amplitude);2. Cartas X e s (média e desvio padrão);3. Cartas X e AM (média e amplitude móvel).
• Quando, para o controle estatístico de um processo, são usadas variáveis contínua, que assume muitos valores distintos, é necessário monitorar tanto o valor médio (média) quanto a variabilidade do processo (dispersão ou amplitude).
• O controle da média é realizado por meio da carta de controle para médias ( X ).
• A variabilidade do processo pode ser monitorada por meio da carta de controle para amplitudes ( R ) ou da carta de controle para desvios padrão ( s ) ou ainda, da carta de controle para amplitudes móveis ( AM ).

• Como é necessário manter o controle tanto sobre a média quanto sobre a variabilidade do processo, as cartas devem ser usadas em conjunto.
• Uma suposição fundamental no desenvolvimento das cartas de controle para variáveis citadas, é que a distribuição da característica seja normal.
• No caso das cartas para variáveis, o monitoramento do desvio-padrão (s) pode ser mais apropriado que o monitoramento da amplitude (R), pois o desvio-padrão é um indicador mais eficiente da variabilidade, principalmente para amostras grandes.
• Tipicamente, recomenda-se o uso do monitoramento do desvio-padrão quando:
1. Há facilidade na implementação da rotina de cálculo (uso de computador, por exemplo).
2. As amostras forem grandes, tamanho igual ou maior que 6 unidades, embora possa ser usado com amostras de menor tamanho.

Construção: Carta 푿 e R
• Calcular a média aritmética de cada amostra (푥̅). Exemplo: sejam 11; 12; 13; 9; 10 e 17 as unidades de uma amostra.
• Calcular as amplitudes de cada amostra (R), que é a diferença entre o maior e o menor valor encontrado em cada amostra.
푥̅ =11 + 12 + 13 + 9 + 10 + 17
6= 12
푅 = 17 − 9 = 8

• A carta de controle deve trazer as seguintes informações:
1. Identificação do produto (ex.: biela modelo B-78rm).
2. Característica a ser controlada (ex.: dureza superficial da biela)
3. Especificação da engenharia (requisitos do cliente interno ou externo).
4. Descrição sucinta do processo.5. Identificação do posto de trabalho, estação ou
máquina.6. Identificação da área, departamento ou seção.7. Observações ou notas, quando pertinentes.
Cada coleta de dados deve ter registrada:
1. Data da coleta.2. Horário da coleta.3. Identificação do operador.4. Soma dos valores da amostra.5. Média da amostra.6. Amplitude da amostra.

Cálculo dos limites superior e inferior:
Gráfico das médias:
onde 푋 é a média das médias das amostras, 푅 é a média das amplitudes das amostras, e o valor A2 é um valor dependente de n (tamanho da amostra) e tirado da tabela a seguir (ISO 8258 – Shewhart control charts).Atenção: No caso de n >25, emprega-se o desvio padrão dos dados para estimativa de LSC e LIC:
퐿퐶 = 푋퐿푆퐶 = 푋 + 퐴2.푅퐿퐼퐶 = 푋 − 퐴2.푅
퐿푆퐶 = 푋 + 3.휎퐿퐼퐶 = 푋 − 3.휎
Obs.: Caso o LIC calculado for negativo, então deve ser adotado LIC = 0.

n A A2 D3 D42 2,121 1,880 0 3,1273 1,732 1,023 0 2,5754 1,500 0,729 0 2,2825 1,342 0,577 0 2,1156 1,225 0,483 0 2,0047 1,134 0,419 0,076 1,9248 1,061 0,373 0,136 1,8649 1,000 0,337 0,184 1,816
10 0,949 0,308 0,223 1,77711 0,905 0,285 0,256 1,74412 0,866 0,266 0,284 1,71613 0,832 0,249 0,308 1,69214 0,802 0,235 0,329 1,67115 0,775 0,223 0,348 1,65216 0,750 0,212 0,364 1,63617 0,728 0,203 0,379 1,62118 0,707 0,194 0,392 2,60819 0,688 0,187 0,404 1,59620 0,671 0,180 0,414 1,58621 0,655 0,173 0,425 1,57522 0,640 0,167 0,434 1,56623 0,626 0,162 0,443 1,55724 0,612 0,157 0,452 1,54825 0,600 0,153 0,459 1,541

Cálculo dos limites superior e inferior:
Gráfico das amplitudes
onde 푅 é a média das amplitudes das amostras, e os valores D4 e D3 são valores dependentes de n(tamanho da amostra) e tirados da tabela anterior. Atenção: No caso de n >25, emprega-se o desvio padrão das amplitudes para estimativa de LSC e LIC:
퐿퐶 = 푅퐿푆퐶 = 푅 + 퐷4.푅퐿퐼퐶 = 푅 − 퐷3.푅
퐿푆퐶 = 푅 + 3.휎퐿퐼퐶 = 푅 − 3.휎
Obs.: Caso o LIC calculado for negativo, então deve ser adotado LIC = 0.
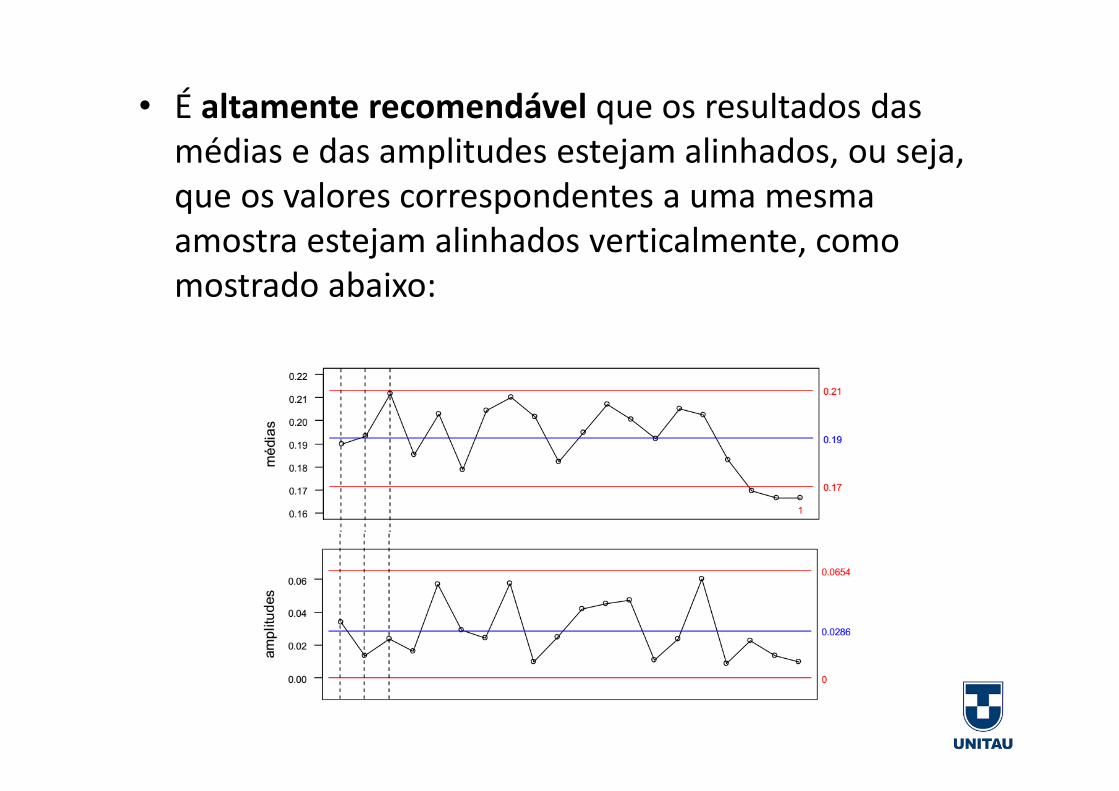
• É altamente recomendável que os resultados das médias e das amplitudes estejam alinhados, ou seja, que os valores correspondentes a uma mesma amostra estejam alinhados verticalmente, como mostrado abaixo:

amostra 1 2 3 4 5medida 1 14,07 14,03 14,03 14,08 14,03
medida 2 14,03 14,08 14,06 14,03 14,02medida 3 14,06 14,05 14,03 14,05 14,04
média 14,05 14,05 14,04 14,05 14,03amplitude 0,04 0,05 0,03 0,05 0,02
14,00
14,01
14,02
14,03
14,04
14,05
14,06
14,07
14,08
14,09
14,10
0 1 2 3 4 5 6
Méd
ia

0,00
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0 1 2 3 4 5 6
amostra 1 2 3 4 5medida 1 14,07 14,03 14,03 14,08 14,03
medida 2 14,03 14,08 14,06 14,03 14,02medida 3 14,06 14,05 14,03 14,05 14,04
média 14,05 14,05 14,04 14,05 14,03amplitude 0,04 0,05 0,03 0,05 0,02
Am
plitu
de

Exemplo• Carta média – amplitude:
Média:• LC = 10,44; LSC = 10,44 + 0,266 x 0,25 = 10,50; LIC = 10,37Amplitude:• LC = 0,25; LSC = 1,76 x 0,25 = 0,44; LIC = 0,284 x 0,25 = 0,07
amostra 1 2 3 4 5 6 7 8 9 10 11 12valor 1 10,44 10,56 10,36 10,59 10,49 10,32 10,60 10,26 10,42 10,52 10,55 10,31valor 2 10,44 10,30 10,42 10,44 10,57 10,44 10,52 10,48 10,30 10,32 10,29 10,55valor 3 10,37 10,50 10,51 10,29 10,46 10,29 10,25 10,53 10,25 10,39 10,47 10,42valor 4 10,53 10,36 10,32 10,55 10,30 10,50 10,55 10,47 10,48 10,47 10,54 10,60
média 10,45 10,43 10,40 10,47 10,46 10,39 10,48 10,44 10,36 10,43 10,46 10,47amplitude 0,16 0,26 0,19 0,30 0,27 0,21 0,35 0,27 0,23 0,20 0,26 0,29

10,30
10,35
10,40
10,45
10,50
10,55
10,60
0 2 4 6 8 10 12 14
Média
LC
LSC
LIC

0,00
0,10
0,20
0,30
0,40
0,50
0 2 4 6 8 10 12 14
Amplitude
LC
LSC
LIC

Teste de NormalidadeAntes de iniciar a montagem do gráfico, deve-se fazer um teste de normalidade dos dados. A ausência de concordância com a normal indica a atuação de causas especiais. Por exemplo, sejam os dados da tabela a seguir.
Existem causas especiais atuando?

ordem dado ordem dado ordem dado1 1,07 21 1,3 41 1,442 1,44 22 1,19 42 1,43 1,03 23 1,22 43 1,184 1,52 24 1,22 44 1,365 1,47 25 1,1 45 1,296 1,12 26 1,45 46 1,417 1,17 27 1,07 47 1,238 1,02 28 1,31 48 1,159 0,95 29 1,4 49 1,24
10 1,17 30 1,21 50 1,411 1,43 31 1,59 51 1,512 1,24 32 1,58 52 1,2813 1,18 33 1,56 53 1,2914 1,35 34 1,43 54 1,1715 1,27 35 1,46 55 1,2216 1,14 36 1,12 56 1,4517 1,24 37 1,16 57 1,1518 1,41 38 1,32 58 1,319 1,47 39 1,16 59 1,4220 1,29 40 1,14 60 1,21

• No MS Excel, vá na barra de ferramentas “Menu”, e lá, vá para “Ferramentas”, e “Suplementos”.
• Em “Suplementos”, selecione “Ferramentas de Análise” e acione “Ok”.
• Vá para a barra de ferramentas “DADOS”. No canto direito acione “Análise de Dados”.
• Selecione “Estatística Descritiva”.• Na caixa que abrirá, indique onde estão os dados que
deseja analisar, e peça “resumo estatístico” e “nível de confiabilidade % para média” em 95% (recomendado).

• Para os dados do exemplo, para um “nível de confiabilidade % para média” em 95%, será apresentado o seguinte relatório:
Coluna1
Média 1,284333Erro padrão 0,019488Mediana 1,275Modo 1,17Desvio padrão 0,150956Variância da amostra 0,022788Curtose -0,73466Assimetria 0,101641Intervalo 0,64Mínimo 0,95Máximo 1,59Soma 77,06Contagem 60Nível de confiança(95,0%) 0,038996
Se o nível de confiança encontrado for inferior a 5%, significa que os dados não seguem uma distribuição normal, existe a presença de causas especiais atuando.
4%

• Para “nível de confiabilidade % para média” em 95%:
• Nível de confiança < 5% : não segue distribuição normal.
• 5% < Nível de confiança < 10% : avaliar simetria através de histograma.
• Nível de confiança > 10% : segue distribuição normal.
Obs.: para “nível de confiabilidade % para média” em 80%, o critério seria 0,20 ou 20%.
0,00%
20,00%
40,00%
60,00%
80,00%
100,00%
120,00%
02468
1012141618
1,22
4285
714
1,31
5714
286
1,49
8571
429
1,40
7142
857
1,13
2857
143
Mai
s1,
0414
2857
10,
95
Freq
üênc
ia
Bloco
Histograma
Freqüência
% cumulativo
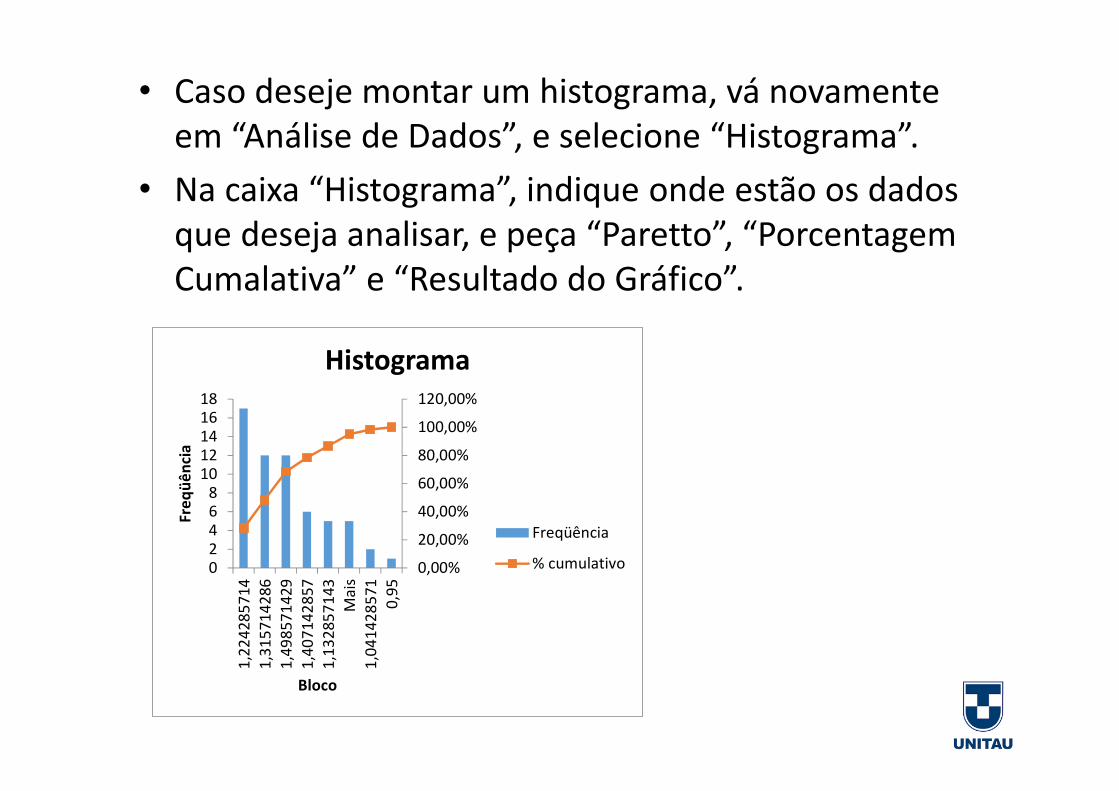
• Caso deseje montar um histograma, vá novamente em “Análise de Dados”, e selecione “Histograma”.
• Na caixa “Histograma”, indique onde estão os dados que deseja analisar, e peça “Paretto”, “Porcentagem Cumalativa” e “Resultado do Gráfico”.
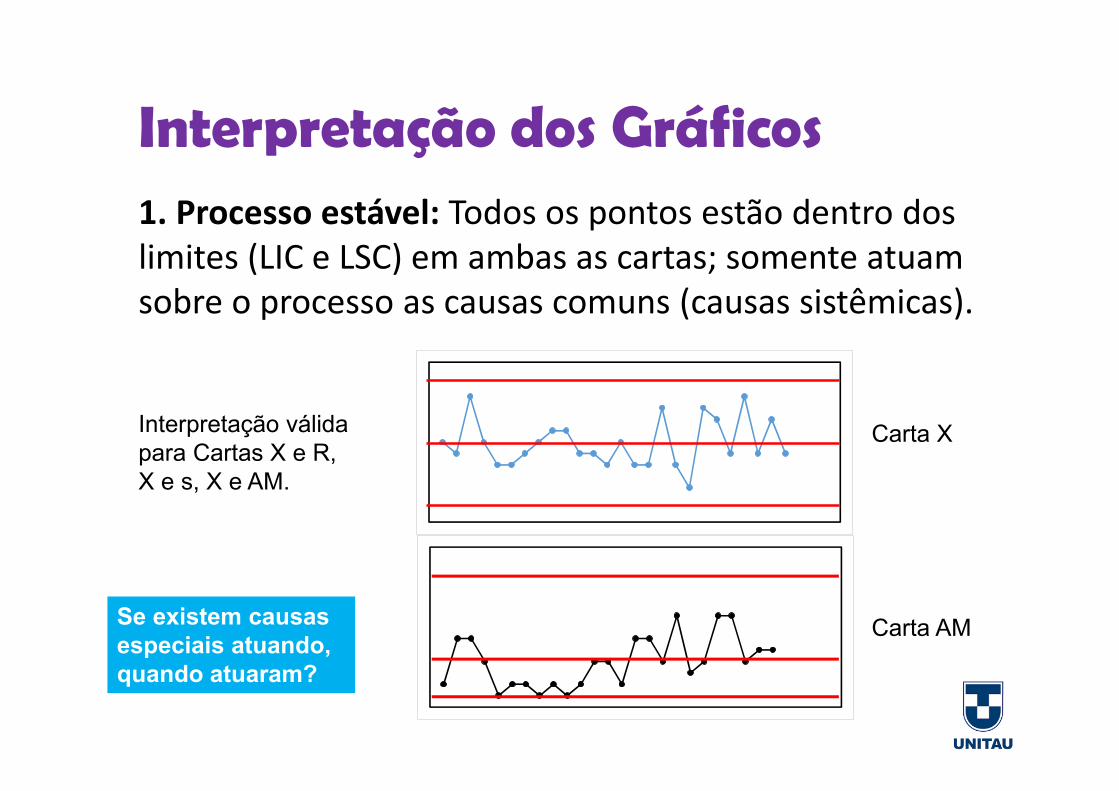
Interpretação dos Gráficos1. Processo estável: Todos os pontos estão dentro dos limites (LIC e LSC) em ambas as cartas; somente atuam sobre o processo as causas comuns (causas sistêmicas).
Carta X
Carta AM
Interpretação válida para Cartas X e R, X e s, X e AM.
Se existem causas especiais atuando, quando atuaram?
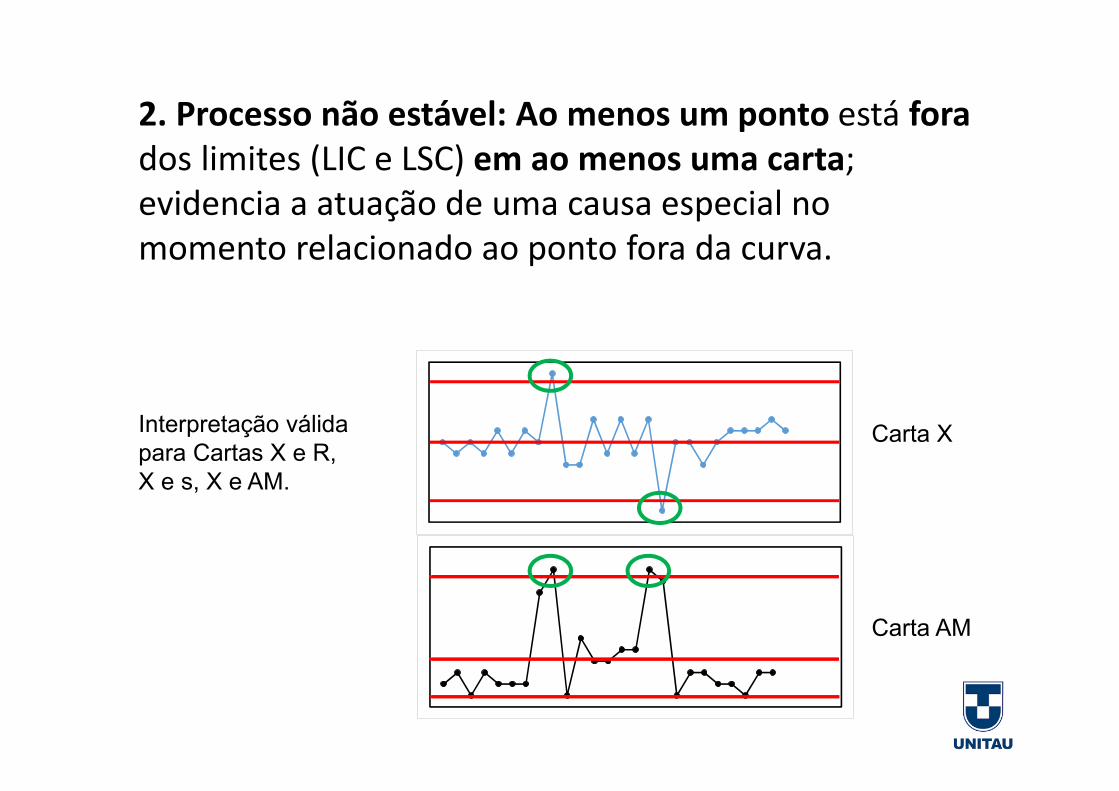
2. Processo não estável: Ao menos um ponto está forados limites (LIC e LSC) em ao menos uma carta; evidencia a atuação de uma causa especial no momento relacionado ao ponto fora da curva.
Carta X
Carta AM
Interpretação válida para Cartas X e R, X e s, X e AM.

3. Periodicidade: A periodicidade está presente quando a curva traçada na carta X apresenta, repetidamente, uma tendência para cima e para baixo, em intervalos de tempo que têm aproximadamente a mesma amplitude.
Interpretação válida somente para as Cartas X.
Carta X

4. Sequência: Uma sequência é uma configuração em que sete ou mais pontos consecutivos da carta Xaparecem em apenas um dos lados da linha média. Verifica-se a ausência de causas pontuais, o problema é fruto de causas naturais do processo.
Carta X
Expectativa de mudança de média em futuro próximo !!
A probabilidade de que isto ocorra por acaso é de 1,56% ou menos !!!

5. Tendência: Uma tendência é uma configuração em que sete ou mais pontos consecutivos da carta de controle apresentam um movimento contínuo, ascendente ou descendente. Novamente verifica-se a ausência de causas especiais, o problema é sistêmico.
Interpretação válida somente para as Cartas X.
Carta X
• Uma vez determinado quando atuaram causas especiais, é mais fácil identifica-las e elimina-las, utilizando Ishikawa e 5W1H.
• A eliminação das causas especiais, assim como o efeito da introdução de melhorias no processo, poderá ser visto através de novas análises através de cartas de controle.
• Estas novas análises mostrarão a redução das variações aleatórias indicando pontos cada vez mais próximos à linha central ou média. Com isso, novos limites superior e inferior devem ser determinados.
Construção: Carta 푿 e AM
• Por vezes, sua amostra é composta somente um elemento, o que impossibilita o cálculo do desvio padrão da amostra, ou de sua amplitude.
• Nestas estas situações pode-se empregar a carta de controle de amplitude móvel.
• Seja o exemplo a seguir. O gráfico das médias é montado da mesma forma que no caso anterior, exceto pelo fato de que agora n > 25:

ordem dado ordem dado ordem dado1 1,07 21 1,3 41 1,442 1,44 22 1,19 42 1,43 1,03 23 1,22 43 1,184 1,52 24 1,22 44 1,365 1,47 25 1,1 45 1,296 1,12 26 1,45 46 1,417 1,17 27 1,07 47 1,238 1,02 28 1,31 48 1,159 0,95 29 1,4 49 1,24
10 1,17 30 1,21 50 1,411 1,43 31 1,59 51 1,512 1,24 32 1,58 52 1,2813 1,18 33 1,56 53 1,2914 1,35 34 1,43 54 1,1715 1,27 35 1,46 55 1,2216 1,14 36 1,12 56 1,4517 1,24 37 1,16 57 1,1518 1,41 38 1,32 58 1,319 1,47 39 1,16 59 1,4220 1,29 40 1,14 60 1,21

Cálculo dos limites superior e inferior:
Gráfico das médias:
Emprega-se o desvio padrão dos dados para estimativa de LSC e LIC:
퐿푆퐶 = 푋 + 3.휎퐿퐼퐶 = 푋 − 3.휎
Obs.: Caso o LIC calculado for negativo, então deve ser adotado LIC = 0.

0,80
0,90
1,00
1,10
1,20
1,30
1,40
1,50
1,60
1,70
1,80
- 5 10 15 20 25 30 35 40 45 50 55 60 65
퐿푆퐶 = 푋 + 3.휎 = 1,2843 + 3 × 0,1510 = 1,7372
퐿퐼퐶 = 푋 − 3.휎 = 1,2843 − 3 × 0,1510 = 0,8315
Carta X

ordem dado amplitude ordem dado amplitude ordem dado amplitude1 1,07 21 1,3 0,01 41 1,44 0,302 1,44 0,37 22 1,19 0,11 42 1,4 0,043 1,03 0,41 23 1,22 0,03 43 1,18 0,224 1,52 0,49 24 1,22 0,00 44 1,36 0,185 1,47 0,05 25 1,1 0,12 45 1,29 0,076 1,12 0,35 26 1,45 0,35 46 1,41 0,127 1,17 0,05 27 1,07 0,38 47 1,23 0,188 1,02 0,15 28 1,31 0,24 48 1,15 0,089 0,95 0,07 29 1,4 0,09 49 1,24 0,09
10 1,17 0,22 30 1,21 0,19 50 1,4 0,1611 1,43 0,26 31 1,59 0,38 51 1,5 0,1012 1,24 0,19 32 1,58 0,01 52 1,28 0,2213 1,18 0,06 33 1,56 0,02 53 1,29 0,0114 1,35 0,17 34 1,43 0,13 54 1,17 0,1215 1,27 0,08 35 1,46 0,03 55 1,22 0,0516 1,14 0,13 36 1,12 0,34 56 1,45 0,2317 1,24 0,10 37 1,16 0,04 57 1,15 0,3018 1,41 0,17 38 1,32 0,16 58 1,3 0,1519 1,47 0,06 39 1,16 0,16 59 1,42 0,1220 1,29 0,18 40 1,14 0,02 60 1,21 0,21
Módulo da diferença entre valores consecutivos
Cálculo dos limites superior e inferior:
Gráfico das Amplitudes Móveis:
Emprega-se o desvio padrão das amplitudes para estimativa de LSC e LIC:
퐿푆퐶 = 퐴푀 + 3.휎퐿퐼퐶 = 퐴푀 − 3.휎
Obs.: Caso o LIC calculado for negativo, então deve ser adotado LIC = 0.
-
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
- 5 10 15 20 25 30 35 40 45 50 55 60 65
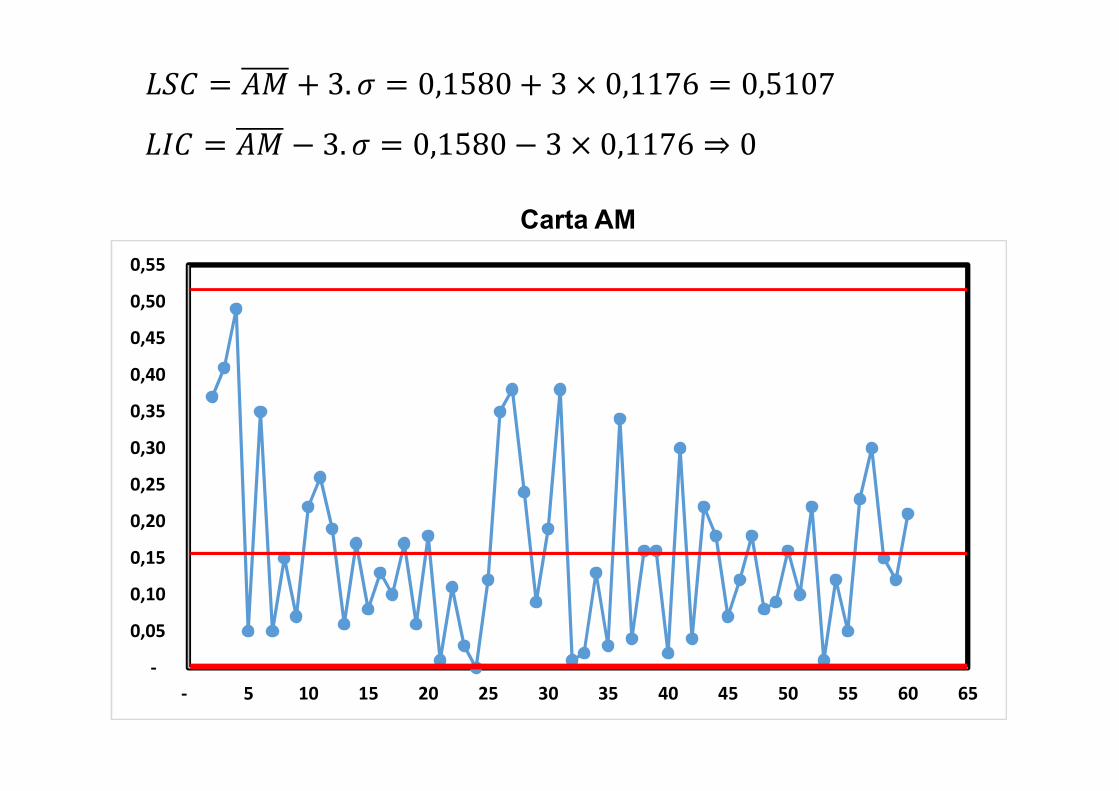
퐿푆퐶 = 퐴푀 + 3.휎 = 0,1580 + 3 × 0,1176 = 0,5107
퐿퐼퐶 = 퐴푀 − 3.휎 = 0,1580 − 3 × 0,1176 ⇒ 0
Carta AM

0,80
0,90
1,00
1,10
1,20
1,30
1,40
1,50
1,60
1,70
1,80
- 5 10 15 20 25 30 35 40 45 50 55 60 65
-
0,05
0,10
0,15
0,20
0,25
0,30
0,35
0,40
0,45
0,50
0,55
- 5 10 15 20 25 30 35 40 45 50 55 60 65
Carta X
Carta AM
Comentários:Processo estatisticamente estável (sem causas especiais), porém apresentando significativa variabilidade em curto prazo. Isto é indicativo de que existem oportunidades de melhoria no processo.

Especificações
A especificação é um requisito. É um limite determinado para o processo que tem de ser cumprido.
• Valor nominal: valor que se deseja obter. Como sempre existe variabilidade, existe uma tolerância em torno do valor nominal.
• Limite inferior de especificação (LIE): é o limite de tolerância inferior em torno do valor nominal. É o menor valor a ser aceito.
• Limite superior de especificação (LSE): é o limite de tolerância superior em torno do valor nominal. É o maior valor a ser aceito.
Atenção:
• Não confunda os limites de especificação com os limites de controle !!!
• Limites de especificação: são fornecidos para atender um requisito interno ou de um cliente. São mandatórios.
• Limites de controle: calculados na carta de controle, indicam como o processo trabalho.
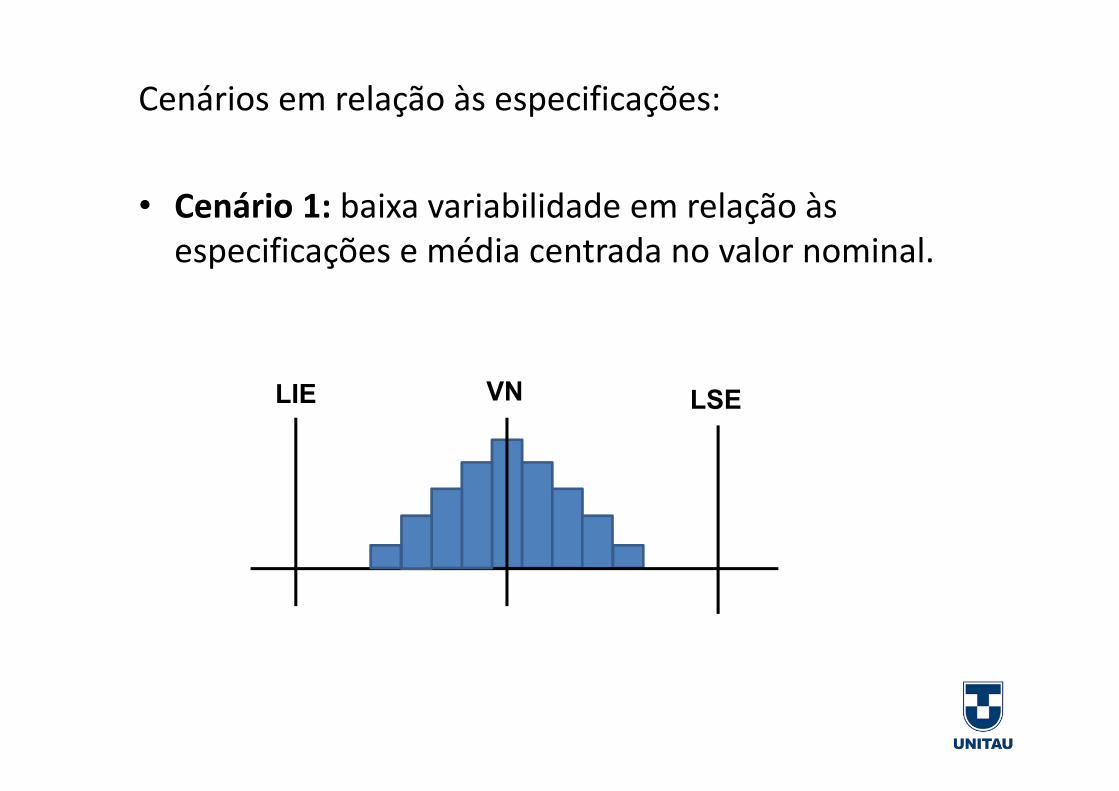
Cenários em relação às especificações:
• Cenário 1: baixa variabilidade em relação às especificações e média centrada no valor nominal.
LIE LSEVN

• Cenário 2: baixa variabilidade em relação às especificações e média deslocada em relação ao valor nominal.
• Solução: deslocar a média.• Obs.: Normalmente é mais fácil deslocar a média do
que alterar a variabilidade, as vezes basta mudar um parâmetro do processo!
LIE LSEVN

• Cenário 3: alta variabilidade em relação às especificações e média centrada em relação ao valor nominal. Não atende os requisitos!
• Solução: Analisar as cartas de controle, identificar causas e reduzir a variabilidade.
LIE LSEVN
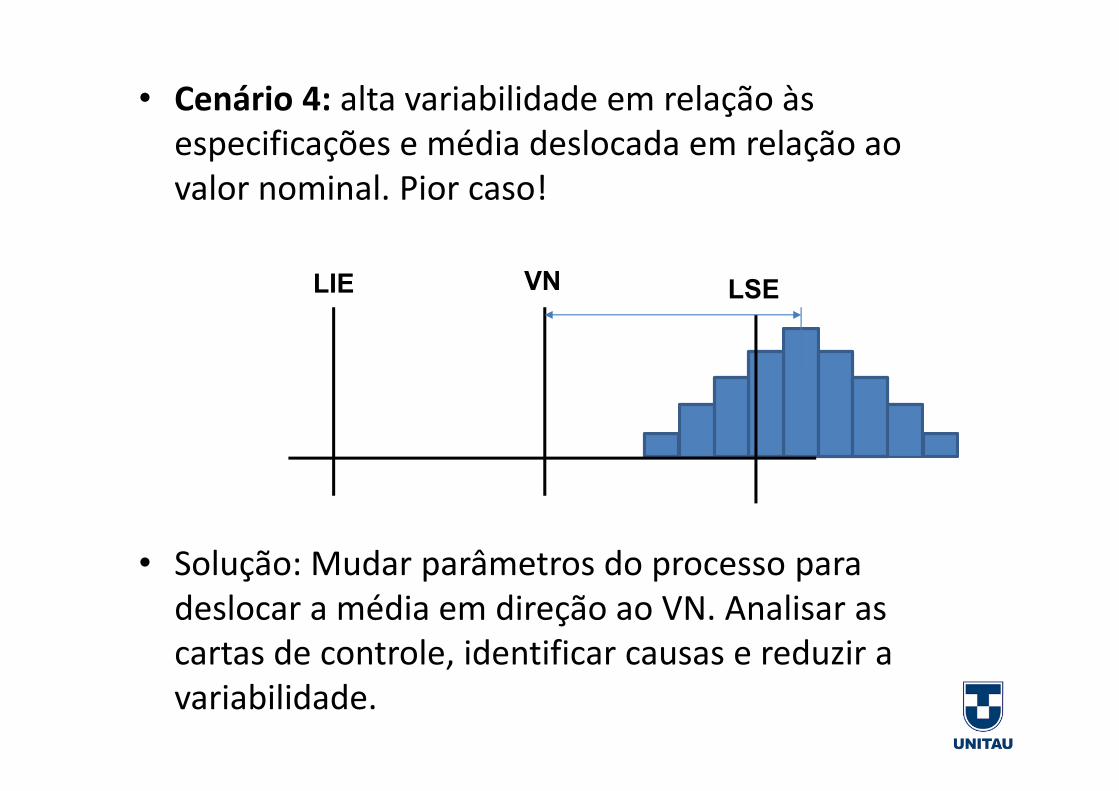
• Cenário 4: alta variabilidade em relação às especificações e média deslocada em relação ao valor nominal. Pior caso!
• Solução: Mudar parâmetros do processo para deslocar a média em direção ao VN. Analisar as cartas de controle, identificar causas e reduzir a variabilidade.
LIE LSEVN

Referências
Principais referências empregadas:
• Apostila do curso de Green Belt – Seis Sigma. Valer, Educacional Vale, 2014.
• Notas de aula: Controle Estatístico de Qualidade (Montgomery). Luiz Medeiros de Araujo Lima Filho. Universidade Federal da Paraíba, Centro de Ciências Exatas e da Natureza, Departamento de Estatística. Disponível em 01/10/2016 no endereço www.de.ufpb.br/~luiz/CEQ/Aula3.pdf


















