
DESENVOLVIMENTO DE UMA FERRAMENTA PARA...
90
1 DESENVOLVIMENTO DE UMA FERRAMENTA PARA SELEÇÃO DE BOMBAS E SUA APLICAÇÃO EM UMA REFINARIA DE PETRÓLEO Bruno Seixas Gomes de Almeida Projeto de Graduação apresentado ao Curso de Engenharia Mecânica da Escola Politécnica, Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Engenheiro. Orientador: Prof. Reinaldo de Falco, Eng. RIO DE JANEIRO, RJ - BRASIL MARÇO DE 2016
Transcript of DESENVOLVIMENTO DE UMA FERRAMENTA PARA...

1
DESENVOLVIMENTO DE UMA FERRAMENTA PARA SELEÇÃO DE BOMBAS
E SUA APLICAÇÃO EM UMA REFINARIA DE PETRÓLEO
Bruno Seixas Gomes de Almeida
Projeto de Graduação apresentado ao Curso de
Engenharia Mecânica da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientador:
Prof. Reinaldo de Falco, Eng.
RIO DE JANEIRO, RJ - BRASIL
MARÇO DE 2016

ALMEIDA, Bruno Seixas Gomes de.
Desenvolvimento de uma ferramenta para seleção de
bombas e sua aplicação em uma refinaria de petróleo /
Bruno Seixas Gomes de Almeida– Rio de Janeiro: UFRJ /
Escola Politécnica, 2016.
X, 90 p.: il.; 29,7 cm
Orientador: Reinaldo De Falco
Projeto de Graduação – UFRJ / Escola Politécnica /
Curso de Engenharia Mecânica, 2016.
Referências Bibliográficas: p. 84.
1. Bombas. 2. Refino. 3. Petróleo. 4. Escoamentos
Internos. 5. Perda de Carga. I. De Falco, Reinaldo. II.
Universidade Federal do Rio de Janeiro, Escola Politécnica,
Engenharia Mecânica. III. Desenvolvimento de uma
ferramenta para seleção de bombas e sua aplicação em uma
refinaria de petróleo

iii
“Pra saber o que é possível
é preciso que se tente conseguir o
impossível, então tente! Sempre
alimente a esperança de vencer. Só
duvide de quem duvida de você.”
Gabriel, o pensador.
iv
AGRADECIMENTOS
Primeiramente a Deus, por ter me dado saúde durante esses anos e por ser a
maior força com a qual posso contar.
Aos meus pais Cesar e Márcia, por serem fonte eterna de sabedoria e amor, por
terem me dado todo apoio necessário para eu ter chegado até aqui e por serem
referências na minha vida.
Ao meu irmão Diego, o melhor ser humano que já conheci e o meu maior
exemplo de vida.
Aos meus avós Afonso e Janete, José e Generosa (in memoriam), minhas
grandes inspirações de vida, que nunca mediram esforços para proporcionar o melhor
aos seus filhos e netos.
A minha namorada Carolina, por estar presente na minha vida e por ser uma
grande parceira nessa jornada.
Aos meus amigos Gabriel e Marcus, por toda a ajuda que me ofereceram na
elaboração deste projeto.
Aos meus amigos de faculdade, pelo companheirismo, histórias, “resenhas no
grêmio” e por me proporcionarem momentos únicos durante estes anos de graduação.
Ao professor Reinaldo de Falco, por ter transmitido sua experiência e por todo o
auxílio durante a elaboração do trabalho.
Aos professores Silvio Carlos e Daniel Onofre, por terem aceito o convite para
comporem a banca.
A todos aqueles que, de alguma forma, contribuíram direta ou indiretamente
para a realização deste trabalho.

v
Resumo do Projeto de Graduação apresentado à Escola Politécnica / UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheiro Mecânico.
DESENVOLVIMENTO DE UMA FERRAMENTA PARA SELEÇÃO DE BOMBAS
E SUA APLICAÇÃO EM UMA REFINARIA DE PETRÓLEO
Bruno Seixas Gomes de Almeida
Março/2016
Orientador: Reinaldo De Falco, Eng.
Curso: Engenharia Mecânica
Para o petróleo ser convertido em um produto de aplicação prática, deve passar por um
processo de refino. Em refinarias de petróleo, as bombas são os equipamentos
destinados a ceder certa quantidade de energia a uma determinada vazão para um fluido
de trabalho de maneira que o mesmo possa atender os requisitos operacionais. O
procedimento para seleção de uma determinada bomba segue um critério lógico e
sequencial. Dessa maneira, o trabalho buscou desenvolver uma ferramenta
computacional capaz de realizar todos os cálculos necessários à seleção de uma bomba
e posteriormente validá-la, aplicando-a em três sistemas de bombeamento de uma
unidade de produção de Nafta e comparando os resultados obtidos com a ferramenta
com as do caso real.
Palavras-chave: Refino de Petróleo, Bombas Industriais, Escoamento Interno, Seleção
de Bombas.

vi
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Mechanical Engineer.
DEVELOPMENT OF A TOOL FOR PUMP SELECTION AND ITS APPLICATION
IN AN OIL REFINERY
Bruno Seixas Gomes de Almeida
March/2016
Advisor: Reinaldo De Falco, Eng.
Course: Mechanical Engineering
In order to convert oil into a product of practical application, a refining process is
necessary. In petroleum refineries, pumps are essential equipments able to provide a
certain amount of energy for a fluid at a specific flow, so it can meet the operational
requirements. The procedure for selecting a particular pump follows logical and
sequential criteria. Thus, the present study aimed to develop a computational tool able
to perform all calculations necessary to select an oil pump. The tool was validated by
applying it to three pumping systems of a naphtha production unit and comparing the
predicted results to the real case.
Keywords: Oil Refining, Industrial Pumps, Internal Flow, Pump Selection.
8
SUMÁRIO
1. INTRODUÇÃO ............................................................................................................................... 10
2. OBJETIVO ...................................................................................................................................... 14
3. FUNDAMENTOS TEÓRICOS ..................................................................................................... 14
3.1 PROCESSO DE REFINO ....................................................................................................................... 14
3.2 FLUIDOS ........................................................................................................................................... 21
3.2.1 Definição .................................................................................................................................. 21
3.2.2 Propriedades ............................................................................................................................ 21
3.2.2.1 Massa específica (ρ) ......................................................................................................................... 21
3.2.2.2 Volume específico (𝑣) ...................................................................................................................... 21
3.2.2.3 Peso Específico (𝛾) .......................................................................................................................... 22
3.2.2.4 Densidade (𝑑) ................................................................................................................................... 22
3.2.2.5 Viscosidade (µ) ................................................................................................................................ 22
3.2.2.6 Pressão de Vapor (𝑝𝑣) ...................................................................................................................... 23
3.2.3 Escoamento Interno ................................................................................................................. 23
3.2.3.1 Características .................................................................................................................................. 23
3.2.3.2 Perdas de Carga ................................................................................................................................ 24
3.2.3.3 Curva do Sistema.............................................................................................................................. 27
3.3. BOMBAS .......................................................................................................................................... 29
3.3.1 Definição .................................................................................................................................. 29
3.3.2 Tipos ........................................................................................................................................ 30
3.3.2.1 Bomba dinâmica ou Turbobombas ................................................................................................... 30
3.3.2.2 Bomba Volumétrica ou de Deslocamento Positivo .......................................................................... 31
3.3.3 Bombas Centrífugas ................................................................................................................. 32
3.3.4 Ponto de Trabalho e Fatores Modificadores ........................................................................... 34
3.3.5 Cavitação ................................................................................................................................. 38
4. FERRAMENTA .............................................................................................................................. 39
4.1 CÁLCULO DO SISTEMA...................................................................................................................... 41
4.2 INDICAÇÃO DOS MODELOS ............................................................................................................... 46
4.4 RECOMENDAÇÕES DE MATERIAIS API ............................................................................................. 52
4.5 RESULTADOS .................................................................................................................................... 54
4.6 CONVERSÃO ..................................................................................................................................... 54
4.7 AJUDA .............................................................................................................................................. 54
5. ESTUDO DE CASO – UNIDADE DE PRODUÇÃO DE NAFTA ............................................. 55
5.1 PREMISSAS PARA OS CÁLCULOS ........................................................................................................ 56
5.2 UNIDADE DE PRÉ-TRATAMENTO ...................................................................................................... 58
5.2.1 Sistema 1 ................................................................................................................................. 58
5.2.1.1 Explicação ........................................................................................................................................ 58
9
5.2.1.2 Dados de Processo ............................................................................................................................ 60
5.2.1.3 Levantamento da Curva do Sistema ................................................................................................. 63
5.2.1.4 Seleção das Bombas ......................................................................................................................... 63
5.2.1.5 Determinação do modelo .................................................................................................................. 64
5.2.1.6 Correção das Curvas ......................................................................................................................... 65
5.2.1.7 Indicação de Materiais ...................................................................................................................... 67
5.2.2 Sistema 2 .................................................................................................................................. 67
5.2.2.1 Explicação ........................................................................................................................................ 67
5.2.2.2 Dados do processo ............................................................................................................................ 68
5.2.2.3 Levantamento da Curva do Sistema ................................................................................................. 70
5.2.2.4 Seleção das Bombas ......................................................................................................................... 71
5.2.2.5 Determinação do modelo .................................................................................................................. 71
5.2.2.6 Correção das Curvas ......................................................................................................................... 72
5.2.2.7 Indicação de Materiais ...................................................................................................................... 74
5.3 UNIDADE DE REFORMA CATALÍTICA ................................................................................................ 74
5.3.1 Sistema 3 ................................................................................................................................. 74
5.3.1.1 Explicação ........................................................................................................................................ 74
5.3.1.2 Dados do processo ............................................................................................................................ 76
5.3.1.3 Levantamento da Curva do Sistema ................................................................................................. 78
5.3.1.4 Seleção das Bombas ......................................................................................................................... 78
5.3.1.5 Determinação do modelo .................................................................................................................. 79
5.3.1.6 Correção das Curvas ......................................................................................................................... 80
5.3.1.7 Indicação de Materiais ...................................................................................................................... 81
6. RESULTADOS ............................................................................................................................... 82
7. CONCLUSÃO ................................................................................................................................. 83
8. REFERÊNCIAS BIBLIOGRÁFICAS .......................................................................................... 84
ANEXO 1 –DADOS DE TIPOS DE BOMBA SULZER ® .................................................................... 85
ANEXO 2 – TABELA DE MATERIAIS API 610 ................................................................................. 87
ANEXO 3 – FOLHA DE DADOS DA BOMBA – SISTEMA 1 ........................................................... 88
ANEXO 4 – FOLHA DE DADOS DA BOMBA – SISTEMA 2 ........................................................... 89
ANEXO 5 – FOLHA DE DADOS DA BOMBA – SISTEMA 3 ........................................................... 90

10
1. INTRODUÇÃO
O petróleo é considerado a principal fonte de energia no Brasil e no Mundo e
será uma fonte de energia que terá destaque durante muitos anos. Sua versatilidade tem
sido decisiva para a extensão de suas aplicações e expansão em todos os países, sendo
um dos vetores do processo de globalização.
Até o século XIX a utilização do petróleo ainda era muito reduzida, até o
momento em que foi verificada a sua aplicação para fins de iluminação, como substituto
do óleo de baleia. Essa aplicação impulsionou as primeiras tentativas de sua produção
comercial. Praticamente em épocas simultâneas ente 1850 e 1853, Abraham Pineo
Gesner, canadense, e Jan Józer Ignacy Lukasiewicz, polonês, desenvolveram o lampião
a querosene e o querosene de iluminação, dando início à indústria do petróleo no
mundo. Esses farmacêuticos verificaram que, por vaporização, o petróleo produzia um
derivado, hoje conhecido como querosene, que apresentava as características
necessárias ao combustível de iluminação. A possibilidade de obtenção deste derivado
do petróleo com aplicações de para iluminação, atraiu o interesse de muitos para a busca
de processos de produção petróleo em escala industrial.
O primeiro a ter sucesso no ramo do petróleo foi Edwin Laerence Drake, que fez
jorrar petróleo de um poço de 21 metros de profundidade à vazão de 20 barris por dia.
Como consequência, as primeiras refinarias surgiram nos Estados Unidos, Polônia e
Romênia, tendo-se como referência a data de 1856 como a de início das operações para
produzir querosene de iluminação e, a partir desse momento, o refino do petróleo teve
forte impulso, especialmente nos Estados Unidos [1]. A figura 1 mostra uma fotografia
tirada com Edwin Drake ao lado de um poço de petróleo.
Figura 1. Edwin Drake (à direita) perfurou o primeiro poço dos EUA [1].
11
Todos esses acontecimentos acabaram por gerar uma corrida a essa nova
riqueza, chamada de ouro negro, sucedendo-se inúmeros poços perfurados, fazendo com
que a produção mundial de óleo e o seu refino crescessem muito. Em 1887, com o
advento dos motores a explosão, outras frações do petróleo que antes eram desprezadas,
como a gasolina e o óleo diesel, passaram a ter grande aplicação. Isso provocou um
vertiginoso crescimento da indústria do petróleo. Com o passar dos anos, surgiram
outras aplicações para os derivados, refletindo-se atualmente em uma extensa gama de
produtos. Em 2010, foram produzidos 82,1 milhões de barris por dia, segundo a British
Petroleum Review of Energy World.
A American Society for Testing and Materials (ASTM) define o petróleo como
“uma mistura de hidrocarbonetos de ocorrência natural, geralmente no estado líquido,
contendo ainda compostos de enxofre, nitrogênio, oxigênio, metais e outros elementos”.
O petróleo bruto está comumente acompanhado por quantidades variáveis de outras
substâncias, tais como água, matéria inorgânica e gases dissolvidos. Uma vez que os
constituintes do petróleo, hidrocarbonetos e os demais compostos presentes, podem
ocorrer nos estados gasoso, líquido e sólido em porções variáveis, forma-se uma
dispersão coloidal [2].
O petróleo em seu estado natural não pode ser aproveitado de forma prática para
outros fins que não o de fornecimento de energia via combustão. Entretanto, sua
composição química, baseada em hidrocarbonetos de grande heterogeneidade
molecular, permite aplicações para usos industriais especializados como o requerido
pelas modernas máquinas de combustão interna. Assim, o petróleo, também chamado de
óleo cru, é a principal matéria prima empregada para produzir os derivados utilizados
como combustíveis, lubrificantes e produtos petroquímicos. A composição elementar do
petróleo varia pouco, como demonstrado na Tabela 1. O mesmo é composto por séries
homólogas de hidrocarbonetos, que são substâncias compostas por átomos de carbono e
hidrogênio, com tamanhos de cadeia que vão desde um átomo de carbono – o metano –
até 60 ou mais.

12
Tabela 1. Composição elementar do petróleo [2].
Apesar da pequena variação da composição elementar de petróleos, suas
propriedades físicas podem variar bastante de acordo com a proporção dos diferentes
tipos de compostos presentes, que podem ser divididos em duas grandes classes: os
hidrocarbonetos propriamente ditos e os não hidrocarbonetos, compostos por resinas,
asfaltenos e contaminantes orgânicos sulfurados, oxigenados, nitrogenados e
organometálicos.
Há cerca de 200 variedades de petróleo no mundo, que diferem pela qualidade,
e geram volumes diversos de derivados no processo de refino. Os petróleos leves
rendem maior volume de derivados leves, como a gasolina, o que amplia a renda dos
países que os comercializam. Nos últimos anos, a busca por novas jazidas tem resultado
em crescimento no volume mundial de petróleos pesados, com menor rendimento em
derivados leves. Isso tem resultado na instalação de processos de conversão nas
refinarias, inclusive no Brasil, para ampliar o rendimento de derivados leves a partir de
petróleos pesados e revalorizar os petróleos pesados no mercado internacional [3].
A aplicabilidade do petróleo se estende a inúmeros setores da economia, seja sob
a forma de combustíveis/energéticos ou não combustíveis, conforme pode ser visto na
figura 2, na qual é indicada a fração percentual de derivados produzidos a partir do
petróleo. Em aplicações como combustível, pode-se destacar o uso do gás liquefeito do
petróleo (GLP) e gás natural em aplicações domésticas, gasolina e óleo diesel em
aplicações automotivas, gasolina e querosene de aviação na área aeronáutica, gás e óleo
combustível em ambientes industriais e óleo diesel e óleo combustível em aplicações
marítimas. Já sob a forma de compostos não energéticos, tem-se o uso como
lubrificantes, graxas e parafinas, como matéria prima para petroquímica e fertilizantes
sob a forma de gases, nafta e gasóleo. Além disso, tem-se aplicações como solventes
para pulverização agrícola, asfalto, coque, extrato aromático e outros.
Elemento Teor em massa, %
Carbono 83,0 a 87,0
Hidrogênio 10,0 a 14,0
Enxofre 0,05 a 6,0
Nitrogênio 0,1 a 2,0
Oxigênio 0,05 a 1,5
Metais (Fe, Ni, V etc.) <0,3

13
Figura 2. Fração percentual dos derivados do Petróleo [1].
Para o petróleo possa ser considerado um produto “útil” é necessário que o
mesmo seja submetido a um processo de transformação denominado de Refino. Esse
processo consiste basicamente na separação do Petróleo, através de processos físico-
químicos, dando origem a substâncias que posteriormente são processadas.
Uma refinaria de petróleo é um conjunto de instalações industriais que envolve
inúmeras operações e processos com o intuito de separar o petróleo de maneira a torna-
lo aplicável, sob a forma de um derivado. Para que seja possível realizar os processos de
refino, é necessário a presença de alguns equipamentos em cada unidade de processo,
dentre eles, fornos, reatores, torres, evaporadores, compressores, bombas, etc. As
bombas tem um destaque no processo, uma vez que irão permitir que o fluido percorra
todo o percurso de maneira adequada a atender as condições operacionais. Dessa
maneira, as bombas industriais para refino de petróleo foram objeto de estudo no
presente trabalho.

14
2. OBJETIVO
O objetivo do presente trabalho é desenvolver uma ferramenta computacional
capaz de realizar todos os cálculos necessários à seleção de uma bomba e aplicá-la em
um caso prático de maneira a validá-la. Dessa forma, essa ferramenta deve ser capaz de
levantar a curva de um determinado sistema industrial, indicar os tipos de bomba mais
indicados para aquele processo, corrigir as curvas características da bomba selecionada,
além de indicar os materiais mais adequados a sua construção com base em normas
aplicáveis. De maneira a verificar a aplicabilidade e validade da ferramenta, a mesma
foi utilizada em três sistemas de uma unidade e produção de Nafta presentes em uma
refinaria de petróleo e posteriormente os resultados obtidos com a ferramenta foram
comparados com os dados reais de processo presentes nas unidades.
3. FUNDAMENTOS TEÓRICOS
3.1 Processo de Refino
O refino é o processo de separação do Petróleo, via processos físico-químicos,
em frações de derivados, que são processados em unidades de separação e conversão até
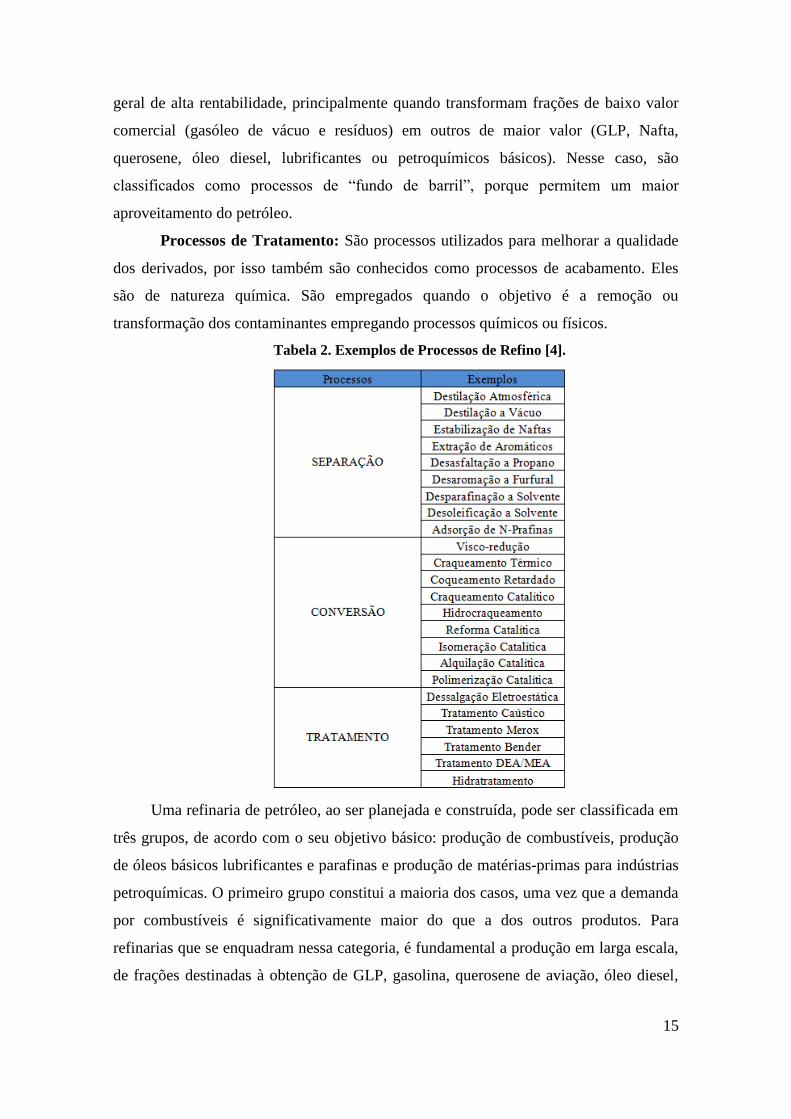
os produtos finais [4]. A tabela 2 indica alguns exemplos de processos presentes em
uma refinaria. Os diversos processos de refino que podem constituir uma refinaria de
petróleo são comumente classificados em função do tipo de transformação que agregam
à corrente de entrada, consistindo nos seguintes grupos:
Processos de separação: Esses processos tem como objetivo fracionar o
petróleo ou outra corrente intermediária da refinaria empregando algum processo físico
de separação, escolhido de acordo com as propriedades da corrente que se deseja
fracionar, tal como ponto de ebulição (destilação), solubilidade (desaromatização,
desasfaltação), ponto de fusão (desparafinação) e outros. Nesses processos não ocorre
transformação química dos constituintes de carga.
Processos de Conversão: São processos que promovem reações químicas com
o objetivo de obter misturas de hidrocarbonetos que possuam maior interesse
econômico. Ocorre quando hidrocarbonetos são transformados em outros
hidrocarbonetos por processos químicos, catalíticos ou não. Comumente, esses
processos de conversão são complementados por operações de destilação, para separar
as frações obtidas pela transformação dos constituintes da carga. São processos em
15
geral de alta rentabilidade, principalmente quando transformam frações de baixo valor
comercial (gasóleo de vácuo e resíduos) em outros de maior valor (GLP, Nafta,
querosene, óleo diesel, lubrificantes ou petroquímicos básicos). Nesse caso, são
classificados como processos de “fundo de barril”, porque permitem um maior
aproveitamento do petróleo.
Processos de Tratamento: São processos utilizados para melhorar a qualidade
dos derivados, por isso também são conhecidos como processos de acabamento. Eles
são de natureza química. São empregados quando o objetivo é a remoção ou
transformação dos contaminantes empregando processos químicos ou físicos.
Tabela 2. Exemplos de Processos de Refino [4].
Uma refinaria de petróleo, ao ser planejada e construída, pode ser classificada em
três grupos, de acordo com o seu objetivo básico: produção de combustíveis, produção
de óleos básicos lubrificantes e parafinas e produção de matérias-primas para indústrias
petroquímicas. O primeiro grupo constitui a maioria dos casos, uma vez que a demanda
por combustíveis é significativamente maior do que a dos outros produtos. Para
refinarias que se enquadram nessa categoria, é fundamental a produção em larga escala,
de frações destinadas à obtenção de GLP, gasolina, querosene de aviação, óleo diesel,

16
óleo combustível e cimento asfáltico de petróleo. A maior parte das refinarias brasileiras
se encontra nesse grupo.
O segundo grupo, de menor demanda que os combustíveis, visa à maximização
dos óleos básicos lubrificantes e parafinas. Esses produtos, de maior valor agregado que
os combustíveis, conferem alta rentabilidade aos refinadores, embora aumentem
também a complexidade, o capital investido e o custo operacional da refinaria. Uma vez
que os óleos básicos lubrificantes e as parafinas são produzidas a partir das frações mais
pesadas do petróleo, não é possível se ter uma refinaria dedicada exclusivamente à
produção de lubrificantes e parafinas. Estas possuem, no entanto, um conjunto de
processos que têm esse objetivo e funcionam quase como refinarias independentes.
O terceiro grupo, embora também possa produzir combustíveis, tem como
objetivos a maior geração de insumos básicos petroquímicos, tais como oelofinas (de 2
a 4 átomos de carbono) e aromáticos (benzeno, tolueno e xilenos). Esses
hidrocarbonetos são matérias-primas para a obtenção e resinas termoplásticas e
termorrígidas, elastômeros, fibras sintéticas, detergentes e outros produtos
petroquímicos de uso corrente no cotidiano moderno.
O refino do petróleo se inicia pela separação física das frações básicas por
destilação atmosférica e a vácuo, de acordo com suas faixas de temperatura de ebulição.
Essas frações são encaminhadas para tanques de armazenamento, onde irão compor os
derivados finais, misturados ou não a outras frações de outros processos. As frações
básicas podem ainda ser enviadas a tanques intermediários, de onde seguem para outros
processos de separação, conversão ou acabamento. Dessa forma, os derivados de
petróleo são compostos por misturas de frações de diversos processos de refino,
constituindo o que é chamado de “pool”, conjunto de um derivado de petróleo.
Assim, a diferença entre uma fração e um derivado de petróleo se deve ao fato de
que uma fração pode não apresentar, necessariamente, todas as características de um
derivado de petróleo, de acordo com as especificações legais vigentes. O derivado de
petróleo, por sua vez, é composto por frações, que produzem uma mistura que
apresenta, obrigatoriamente, todas as características legais vigentes para esse derivado.
Desta maneira, pode-se verificar que o processo de refino é constituído de
inúmeras etapas até que o produto final seja obtido. A seguir são apresentados os dois
processos de refino que são necessários para o entendimento do presente projeto, são
eles a destilação e a reforma catalítica.

17
Destilação: A destilação é um processo físico de separação, baseado na diferença
de temperaturas e ebulição entre compostos coexistentes numa mistura líquida. Quanto
maior a massa molar de um hidrocarboneto, maior a sua temperatura de ebulição. Desta
forma, variando-se as condições de aquecimento de um petróleo, é possível vaporizar os
compostos leves, intermediários e pesados, que, ao se condensarem, podem ser
fracionados. Paralelamente, ocorre a formação de um resíduo bastante pesado,
constituído principalmente de hidrocarbonetos de elevadas massas molares, que,
sujeitos às condições de temperatura e pressão em que a destilação é realizada, não se
vaporizam. Por ser a destilação um processo físico, as propriedades físicas dos
componentes de cada fração não são modificadas [5]. A figura 3 ilustra uma
configuração típica de um processo de destilação.
A destilação pode ser do tipo integral (“flash”), onde a mistura líquida é separada
em dois produtos, um vapor e um líquido ou do tipo fracionada, onde a separação ocorre
por sucessivas vaporizações e condensações gerando produtos com alto grau de pureza.
Inicialmente o petróleo frio é bombeado através de trocadores de calor, onde é
progressivamente aquecido, enquanto que os produtos acabados que deixam a unidade
se resfriam. Antes de ir para a destilação, o petróleo passa por uma dessalgadora
(dessalizadora) para a remoção de sais, água e partículas sólidas que podem causar
danos a unidade de destilação. Após a dessalinização o petróleo passa por uma segunda
bateria de pré-aquecimento onde sua temperatura é elevada até o máximo possível.
Figura 3. Processo de Destilação [5].

18
A pressão também é um fator fundamental nos processos de destilação. Sabe-se
que temperatura de ebulição é função da pressão, de forma que, quanto maior a pressão,
maior essa temperatura. Dessa maneira, reduzindo-se a pressão, a temperatura de
ebulição reduzir-se-á. Com isso, as destilações podem ser atmosféricas ou a vácuo,
sendo esta última realizada com frações pesadas do petróleo.
Após deixar a bateria de pré-aquecimento, a carga de petróleo precisa alcançar
uma temperatura ainda mais alta, sendo então aquecida em fornos tubulares. Para
vaporizar todos os compostos, é necessário que seja alcançada uma temperatura
adequada. Após isso o petróleo segue para o interior das torres que é composto por
bandejas e/ou pratos que permitem a separação do cru em cortes pelos seus pontos de
ebulição. Isso ocorre pois, quanto mais elevada esteja a bandeja, menores são suas
temperaturas. Assim, o vapor ascendente, ao entrar em contato com cada bandeja, tem
uma parte de seus componentes condensada. À medida que os vapores seguem em
direção ao topo, trocam calor e massa com o líquido existente em cada prato. Os
hidrocarbonetos cujos pontos de ebulição são maiores ou iguais à temperatura de uma
determinada bandeja, aí ficam retidos, enquanto a parte restante do vapor prossegue em
direção ao topo até encontrar outra bandeja, mais fria, onde o fenômeno repete-se.
Como o líquido existente em cada prato está em seu ponto de ebulição, a
composição irá variar entre os pratos, restando dessa maneira o líquido mais pesado à
medida que se aproxima do fundo da torre, e o vapor mais leve à medida que se
aproxima do topo. As frações mais pesadas podem ser direcionadas, posteriormente, a
um processo de destilação a vácuo.
Reforma Catalítica: O principal objetivo da Reforma catalítica é a geração de
um corrente de Nafta com elevados teores de hidrocarbonetos aromáticos a partir de
uma carga de destilação semelhante, mas pobres nesses hidrocarbonetos. A aplicação da
Nafta reformada está na formulação da gasolina, o que eleva a octanagem da mistura ou
mesmo para a produção de benzeno, tolueno e xileno através de processos de separação
e purificação.
A carga que abastece uma unidade típica de Reforma Catalítica é caracterizada
pela sua faixa de ponte de ebulição, densidade, composição química e teores de
contaminantes. Para a formação dos aromáticos, é necessário que a carga que irá chegar
na unidade esteja associada à temperatura de ebulição da fração C6, ou, em alguns casos
para atender as restrições do teor de benzeno, também a fração de C7.

19
A densidade varia de acordo com a faixa de destilação, entretanto, em geral, para
uma temperatura de 20°C, se encontra na faixa de 0,71 a 0,78. Quanto a composição
química da carga, é realizada uma análise para verificar as frações em volume dos
parafínicos, naftenicos e aromáticos, conhecida como análise PONA [1]. Na tabela 3 é
apresentada a composição da carga e do produto de uma reforma catalítica.
Tabela 3. Composição das cargas e produtos de uma unidade de Reforma Catalítica [1].
As cargas que chega em uma unidade de reforma catalítica contém uma série de
contaminantes como enxofre, nitrogênio, oxigênio, cloro e metais. Esses contaminantes
podem prejudicar o funcionamento do catalisador além de acelerar a deposição do
coque. Dessa maneira, a carga deve passar por um pré-tratamento de hidrotratamento
antes de passar pelos reatores da reforma.
Figura 4. Fluxograma simplificado da seção de reação do processo de Reforma Catalítica
[1].
Inicialmente a carga é aquecida no forno até uma temperatura em torno de
500°C antes de entrar no reator. Nos reatores, as reações são altamente endotérmicas,
havendo a necessidade de reaquecer os efluentes entre a passagens dos reatores. As
Hidrocarbonetos Carga (%) Produtos (%)
Parafínicos 30-70 30-50
Olefínicos 0-2 0-2
Naftênicos 20-60 0-3
Aromáticos 5-20 45-60

20
reações mais rápidas ocorrem no primeiro e segundo reator, com alta taxa de conversão.
Além disso, a queda de temperatura diminui do primeiro para o último reator, e, dessa
maneira, as cargas térmicas no reaquecimento também diminuem. A figura 4 ilustra um
fluxograma simplificado desse processo. Em geral, buscam-se três tipos de reações
desejáveis [1], conforme apresentado seguir:
Desidrociclização de Hidrocarbonetos Parafínicos a Naftênicos:
Desidrogenação de Ciclo-Hexanos e de Alquilciclo-Hexanos a hidrocarbonetos
aromáticos
Isomeração de alquilciclopentanos a ciclo-hexano ou alquilciclo-hexanos
O efluente que sai do último reator é então resfriado e encaminhado para um
vaso separador, onde o gás rico em hidrogênio é separada da Nafta reformada. Essa
Nafta é enviada para uma coluna estabilizadora, onde os hidrocarbonetos com um e dois
átomos de carbono são obtidos na corrente gasosa do vaso de topo, os hidrocarbonetos
de três ou quatro átomos de carbono são separados na corrente de GLP, do vaso de topo,
enquanto que o produto reformado estabilizado é retirado na base da coluna. A tabela 4
indica dos teores de hidrocarbonetos parafínicos, naftênicos e aromáticos ao longo dos
reatores de uma unidade com teor de parafínicos de 60%.
Tabela 4. Teores de hidrocarbonetos Parafínicos, Naftênicos e Aromáticos na saída de
cada reator [1].
Hidrocarbonetos Carga (%) Reator 1 (%) Reator 2 (%) Reator 3 (%)
Parafínicos 60 59 50 29
Naftênicos 29 8 6 5
Aromáticos 11 33 40 53
21
3.2 Fluidos
3.2.1 Definição
Um fluido pode ser entendido como uma substância que se deforma
continuamente sob a aplicação de uma tensão de cisalhamento. Os fluidos que
obedecem uma relação linear entre o valor da tensão de cisalhamento aplicada e a
velocidade de deformação resultante são denominados fluidos Newtonianos, onde se
incluem a água, líquidos finos e os gases de maneira geral. Os fluidos que não
obedecem essa equação de proporcionalidade são denominados fluidos não-
newtonianos.
3.2.2 Propriedades
Algumas propriedades são fundamentais para a análise de um fluido e
representam a base para o estudo da mecânica dos fluidos. Tais propriedades são
específicas para cada tipo de substância avaliada e são muito importantes para uma
correta avaliação dos problemas comumente encontrados na indústria. A seguir são
apresentadas algumas propriedades.
3.2.2.1 Massa específica (ρ)
Representa a relação entre o volume ocupado por uma determinada substância e
sua massa. No SI a unidade é 𝑚3
𝐾𝑔⁄ .
ρ =𝑚
𝑉
(1)
3.2.2.2 Volume específico (𝑣)
Representa a relação entre o volume ocupado por uma determinada substância e
sua massa. No SI a unidade é 𝑚3
𝐾𝑔⁄ .
𝑣 =
𝑉
𝑚
(2)

22
3.2.2.3 Peso Específico (𝛾)
É a relação entre o peso de um fluido e o volume ocupado por ele. No SI a
unidade é 𝑁 𝑚3⁄ .
𝛾 =
𝑊
𝑉
(3)
3.2.2.4 Densidade (𝑑)
Representa a razão entre a massa específica de uma determinada substância e a
massa específica de uma substância de referência que é, em geral, para fluidos, a água
em condição padrão. É uma grandeza adimensional.
𝑑 =ρ𝑓𝑙𝑢𝑖𝑑𝑜
ρá𝑔𝑢𝑎
(4)
3.2.2.5 Viscosidade (µ)
A viscosidade caracteriza a resistência do fluido ao escoamento. Na realidade,
ela representa o transporte microscópico de quantidade de movimento por difusão
molecular. No SI tem como unidade 𝑁. 𝑠𝑚2⁄ . Em fluidos Newtonianos, a viscosidade é
útil na seguinte relação.
𝑇 = 𝜇
∂u
∂y
(5)
Onde T é a tensão no fluido, 𝜇 é a viscosidade do fluido e a derivada representa
a taxa de cisalhamento. Há ainda a definição de viscosidade cinemática que é a razão da
viscosidade absoluta e massa específica. A unidade do SI é 𝑚2
𝑠⁄ .
𝑣 =𝜇
ρ (6)

23
3.2.2.6 Pressão de Vapor (𝑝𝑣)
É a pressão abaixo da qual, para uma determinada temperatura, o fluido começa
a vaporizar, passando da fase líquida para vapor.
3.2.3 Escoamento Interno
3.2.3.1 Características
Para seleção e bombas, em geral, volta-se a atenção para escoamentos internos.
Estes escoamentos são limitados por superfícies sólidas, incluindo-se assim
escoamentos em tubos, dutos, etc [6]. Os escoamentos internos podem ser do tipo
Laminares ou Turbulentos.
Os escoamentos laminares são aqueles em que o fluido se move em finas
camadas, conforme ilustrado na figura 5. O perfil de velocidade nesse escoamento é
uma parábola, onde a velocidade é máxima no centro do duto e nula na parede.
Figura 5. Escoamento Interno Laminar [7].
Já os escoamentos turbulentos são aqueles em que as partículas do fluido se
misturam, apresentando velocidades variáveis de um ponto para outro, ou mesmo em
um mesmo ponto, de um instante para outro, conforme ilustrado na figura 6.
Figura 6. Escoamento Interno Turbulento [7].
Para determinar se um determinado escoamento interno é do tipo laminar ou
turbulento, calcula-se o número de Reynolds para esse escoamento. O número de
Reynolds é dado pela equação 7.
𝑅𝑒 =
ρ. v. D
µ
(7)

24
Onde:
ρ : Massa Específica do Fluido [Kg/m3]
V: Velocidade do Escoamento [m/s]
D: Diâmetro da Tubulação [m]
µ: Viscosidade Absoluta do Fluido [Pa.s]
Em geral, para escoamentos internos define-se:
𝑅𝑒 < 2000 [𝐸𝑠𝑐𝑜𝑎𝑚𝑒𝑛𝑡𝑜 𝐿𝑎𝑚𝑖𝑛𝑎𝑟]
𝑅𝑒 > 4000 [𝐸𝑠𝑐𝑜𝑎𝑚𝑒𝑛𝑡𝑜 𝑇𝑢𝑟𝑏𝑢𝑙𝑒𝑛𝑡𝑜]
2000 < 𝑅𝑒 < 4000 [𝐹𝑎𝑖𝑥𝑎 𝐶𝑟í𝑡𝑖𝑐𝑎]
Dessa maneira, a partir do cálculo do Número de Reynolds, pode-se determinar
o tipo de escoamento. Para valores de Reynolds entre 2000 e 4000, o escoamento pode
ser laminar ou turbulento, representando uma faixa crítica [7].
3.2.3.2 Perdas de Carga
A perda de carga total (ℎ𝑓) em um determinado trecho pode ser visualizada
como a soma de duas parcelas de perdas. Uma causada por efeitos de atrito no
escoamento completamente desenvolvido em tubos de seção constante, chamada perda
de carga normal (ℎ𝑓𝑛). Já a outra causada por acessórios, entradas, joelhos, curvas,
equipamentos na linha, etc denominada perda de carga localizada (ℎ𝑓𝑙). Logo, a perda
de carga total pode ser calculada como:
ℎ𝑓 = ℎ𝑓𝑛 + ℎ𝑓𝑙 (8)
Perda de Carga Normal (ℎ𝑓𝑛)
A perda de Carga Normal pode ser calculada pela fórmula de Darcy-Weisbach
expressa na equação 9.
ℎ𝑓𝑛 = 𝑓.
𝐿. 𝑉2
𝐷. 2. 𝑔
(9)
Onde:
𝑓: Coeficiente de Atrito
L: Comprimento do tubo [m]
D: Diâmetro da Tubulação [m]

25
V: Velocidade do Escoamento [m/s]
g: Aceleração da gravidade [m/s2]
Existem algumas maneiras para encontrar o fator de atrito. Uma delas é a partir
do Ábaco de Moody, indicado na figura 7. Para determinar esse fator, deve-se conhecer
a rugosidade relativa (ε/D), dividindo-se a rugosidade do tubo (ε), dada pelo tabela 5,
pelo seu diâmetro. Sabendo-se essa rugosidade relativa e o número de Reynolds, é
possível extrair o coeficiente de atrito a partir da leitura no ábaco.
Tabela 5 . Rugosidades de Tubos [6].
Figura 7 . Ábaco de Moody [6].
Perda de Carga Localizada (ℎ𝑓𝑙)
Para o cálculo das perdas de cargas localizadas, faz-se necessário consultar
valores tabelados, em geral obtidos experimentalmente, que expressam a perda para
cada elemento. Uma das formas de realizar o cálculo é através do método de

26
comprimento equivalente, que consiste em utilizar o valor do comprimento reto de
tubulação que reproduziria, nas mesmas condições, a mesma perda de carga que o
acessório em questão. As tabelas 6, 7 e 8 representam essas perdas de carga.
Tabela 6 . Comprimentos Equivalentes para Entradas e Saídas [7].
Tabela 7 . Comprimentos Equivalentes para Joelhos, Curvas e Tês [7].

27
Tabela 8. Comprimentos Equivalentes para Válvulas [7].
Nesse caso, a partir da soma dos comprimentos equivalentes encontrados a partir
das tabelas anteriores, o comprimento equivalente total e a perda de carga serão dadas
pelas equações 10 e 11, respectivamente. Na equação, n é o número de acidentes
presentes no trecho de tubulação.
𝐿𝑡𝑜𝑡𝑎𝑙 = 𝐿𝑟𝑒𝑡𝑜 + ∑ 𝐿𝑒𝑖
𝑖=𝑛
𝑖=1
(10)
ℎ𝑓𝑛 = 𝑓.
𝐿𝑡𝑜𝑡𝑎𝑙 . 𝑉2
𝐷. 2. 𝑔
(11)
3.2.3.3 Curva do Sistema
A curva de um sistema é a curva que diz claramente a energia por unidade de
peso requerida pelo sistema em função da vazão. Essa energia é função da altura
estática de elevação do fluido, da diferença de pressões entre a sucção e descarga e das
perdas existentes no circuito. Essa energia por unidade de peso é conhecida como altura
manométrica e é a energia que o sistema solicita para transportar o fluido do
reservatório de sucção para o reservatório de descarga, com uma determinada vazão
A altura manométrica total de um sistema (𝐻) pode ser calculada pela diferença
entre a altura manométrica de sucção (ℎ𝑑), que é a energia por unidade de peso já

28
existente no flange de sucção e a altura manométrica de descarga, que é a energia por
unidade de peso que deve existir no flange de descarga (ℎ𝑠).
𝐻 = ℎ𝑑 − ℎ𝑠 (12)
A altura manométrica de sucção pode ser calculada de duas formas. A primeira é
através do teorema de Bernoulli entre um ponto tomado na superfície livre do
reservatório de sucção e o flange de sucção da bomba, dada pela equação indicada
abaixo, onde Z é a altura do nível do reservatório a linha da bomba, P é a pressão de
sucção e 𝛾 é o peso específico.
ℎ𝑠 = 𝑍𝑠 +
𝑃𝑠
𝛾− ℎ𝑓𝑠
(13)
A segunda alternativa é medir localmente a quantidade de energia por unidade
de peso existente no flange de sucção.
ℎ𝑠 =
𝑃𝑓𝑠
𝛾+
𝑉𝑓𝑠2
2𝑔
(14)
Da mesma maneira, a altura manométrica de descarga também pode ser
calculada de duas formas. A primeira é através do teorema de Bernoulli entre o flange
de descarga e o ponto final de descarga. A segunda alternativa é medir localmente a
quantidade de energia por unidade de peso existente no flange de descarga.
ℎ𝑑 = 𝑍𝑑 +
𝑃𝑑
𝛾− ℎ𝑓𝑑
(15)
ℎ𝑠 =
𝑃𝑓𝑑
𝛾+
𝑉𝑓𝑑2
2𝑔
(16)
Dessa forma, pode-se calcular a altura manométrica total e duas formas. A
primeira geralmente usada em projeto de sistemas, dada pela seguinte equação.
𝐻 = ℎ𝑑 − ℎ𝑠 = (𝑍𝑑 − 𝑍𝑠) +
(𝑃𝑑 − 𝑃𝑠)
𝛾+ (ℎ𝑓𝑠 + ℎ𝑓𝑑)
(17)
A segunda alternativa é para uma bomba já em operação, no qual a altura
manométrica total é encontrada pelos valores de pressão e velocidade nos flanges de
sucção e descarga das bombas, como demonstrado abaixo.
𝐻 =
(𝑃𝑐 − 𝑃𝑏)
𝛾+
(𝑉𝑐2 + 𝑉𝑏
2)
2𝑔
(18)

29
Dessa maneira, dá-se o nome de curva do sistema uma curva que mostra a
variação da altura manométrica total com a vazão. Pode-se portanto analisar a equação
dividindo-a em dois termos. Um essencialmente estático, que não é função da vazão e
outro de fricção, diretamente proporcional a vazão.
𝐻 = (𝑍𝑑 − 𝑍𝑠) +
(𝑃𝑑 − 𝑃𝑠)
𝛾+ (ℎ𝑓𝑠 + ℎ𝑓𝑑)
(19)
Dessa maneira, a curva do sistema terá um perfil semelhante ao apresentado na
figura 8.
Figura 8. Curva do Sistema [7].
3.3. Bombas
3.3.1 Definição
Bombas são máquinas hidráulicas que conferem energia a um fluido com a
finalidade de transportá-lo de um ponto ao outro obedecendo às condições de processo.
Elas recebem energia de uma fonte motora qualquer e cedem parte desta energia ao
fluido sob a forma de energia de pressão, cinética ou ambas. Dessa forma, elas
H Estático H fricção

30
aumentam a pressão do fluido, a velocidade ou ambas grandezas [7]. A energia que de
fato é cedida ao fluido pode ser calculada pelo Teorema de Bernoulli e a relação entre a
energia cedida pela bomba ao fluido e a que foi recebida pela fonte motora fornecerá o
rendimento da bomba.
3.3.2 Tipos
3.3.2.1 Bomba dinâmica ou Turbobombas
São máquinas nas quais a movimentação do líquido é produzida por forças que
se desenvolvem na massa líquida em consequência da rotação do impelidor. O que
difere os tipos dessa bomba é a maneira como o impelidor cede essa energia. Nesse caso
podem ser:
a) Centrífugas: São bombas nas quais a energia é fornecida ao fluido
primordialmente sob a forma de energia cinética, sendo posteriormente
convertida em grande parte para energia de pressão. A energia cinética pode ter
origem puramente centrífuga ou arrasto, ou ambas, dependendo da forma do
impelidor. Posteriormente essa energia é convertida em pressão devido ao um
aumento de área na carcaça, podendo ser em voluta ou com pás difusoras.
Podem ser do tipo radial ou francis, dependendo do tipo de palheta do impelidor.
A figura 9 mostra um exemplo de uma bomba centrífuga.
b) Axial: São bombas nas quais a energia cinética é fornecida ao fluido por forças
de arrasto. Geralmente são empregadas quando se deseja uma vazão elevada
com cargas baixas.
c) Fluxo Misto: São bombas que fornecem energia ao fluido de forma
intermediária em relação as centrífugas e axiais. Dessa maneira, parte da energia
é fornecida devido a força centrífuga e parte devido ao arrasto.
d) Periférica ou Regenerativa: São bombas em que o fluido é arrastado através de
um impelidor com palhetas para sua periferia, de forma que a energia cinética é
convertida em energia de pressão pela redução de velociidade na carcaça.

31
Figura 9. Bomba Centrífuga [8].
3.3.2.2 Bomba Volumétrica ou de Deslocamento Positivo
São bombas em que a energia é fornecida ao líquido sob a forma de pressão, não
havendo necessidade de transformação. O líquido se movimenta a partir de um
elemento mecânico que se desloca, forçando o líquido a executar um movimento.
a) Alternativas: São bombas empregadas onde são necessárias cargas elevadas e
vazões baixas. Podem ser: Alternativas de Pistão, em que o órgão mecânico que
movimenta o líquido se deslocando é um pistão alocado dentro de um cilindro.
Alternativas de Êmbulo, que funciona semelhante a de pistão só que o aspecto
construtivo do órgão mecânico é diferente e Alternativa de Diafragma, em que o
órgão que fornece energia ao líquido é uma membrana acionada por uma haste
com movimento alternativo. Essas bombas são ilustradas na figura 10.
Figura 10. Bombas Alternativas: (A) Pistão, (B) Êmbolo e (C) Diafragma [8].

32
b) Rotativas: São bombas volumétricas comandadas por um movimento de rotação.
Podem ser de quatro tipos: Rotativas de Engrenagem, que consiste de duas rodas
dentadas que aprisiona o fluido nos vazios entre o dente e a carcaça e o empurra
pelos dentes, forçando-o a sair pela tubulação. Rotativa de Lóbulos, cujo
princípio de funcionamento é semelhante ao de engrenagem só que com lóbulos.
Rotativa de Parafusos, que consiste de dois parafusos sincronizados que empurra
o fluido, devido ao movimento de rotação e aos filetes do parafuso, para a parte
central onde é descarregado. Palhetas Deslizantes, que é composta de um rotor,
que possui ranhuras onde se alojam as palhetas, sendo o mesmo excêntrico ao
eixo da carcaça e, devido a sua rotação, o fluido aprisionado que fica
aprisionado nas câmaras formadas entre as palhetas e a carcaça. Essas câmaras
apresentam uma redução de volume no sentido do escoamento, gerando um
aumento de pressão no fluido. Essas bombas são ilustradas na figura 11.
Figura 11 . Bombas Rotativas: (A) Palhetas deslizantes, (B)Engrenagens, (C)Lóbulos e
(D)Parafuso [8].
3.3.3 Bombas Centrífugas
Como visto, para que a bomba centrífuga ceda energia ao fluido é necessário que
o impelidor execute um movimento de giro no qual ira movimentar o fluido,
aumentando sua velocidade. Para caracterizar a bomba são necessárias basicamente três
curvas principais: Carga (H) X Vazão(Q), Potência absorvida (Potabs) X Vazão(Q) e
Rendimento Total (η) X Vazão(Q).
33
Carga (H) X Vazão(Q)
A carga de uma bomba pode ser entendida como a energia por unidade de peso
que a bomba tem condições de fornecer ao fluido para uma determinada vazão. O perfil
dessa curva vai variar de acordo com as características de cada bomba, em geral podem
ter perfil inclinado, ascendente/descendente, altamente descendente, plana, estável ou
instável. A figura 12 ilustra uma curva descendente típica de uma bomba.
Figura 12. Curva Carga X Vazão [9].
Potência absorvida (Potabs) X Vazão(Q)
Em geral, dá-se uma maior atenção a potência absorvida pela bomba, uma vez
que essa é a potência requerida do acionador, portanto necessária para sua seleção. A
figura 13 apresenta uma curva típica desse tipo.
Figura 13. Curva Potência X Vazão [9].

34
Rendimento Total (η) X Vazão(Q)
O rendimento total, que é dado pelo produto entre os rendimentos hidráulicos,
volumétricos e mecânicos, pode ser também definido pela razão entre a potência útil
cedida do fluido e a potência absorvida pela bomba. Uma curva típica de rendimento de
uma bomba é apresentada na figura 14.
Figura 14. Curva Rendimento X Vazão [9].
3.3.4 Ponto de Trabalho e Fatores Modificadores
A determinação do ponto de trabalho da bomba, isto é, vazão, carga, potência
consumida e rendimento da bomba, é função das características da bomba e do sistema.
As curvas características das bombas são geralmente fornecidas pelos fabricantes e
normalmente expressam o comportamento operando com água.
Como visto, a bomba deve ser capaz de compensar a altura manométrica do
sistema, ou seja, compensar a altura geométrica entre os níveis dos reservatórios e a
linha da bomba, compensar a diferença de pressões entre os reservatório de sucção e
descarga, além de compensar as perdas existentes no circuito. Dessa maneira, o ponto
de trabalho da bomba será dado pela interseção da curva Carga (H) X Vazão(Q) da
bomba com a curva do sistema, conforme ilustrado na figura 15.
35
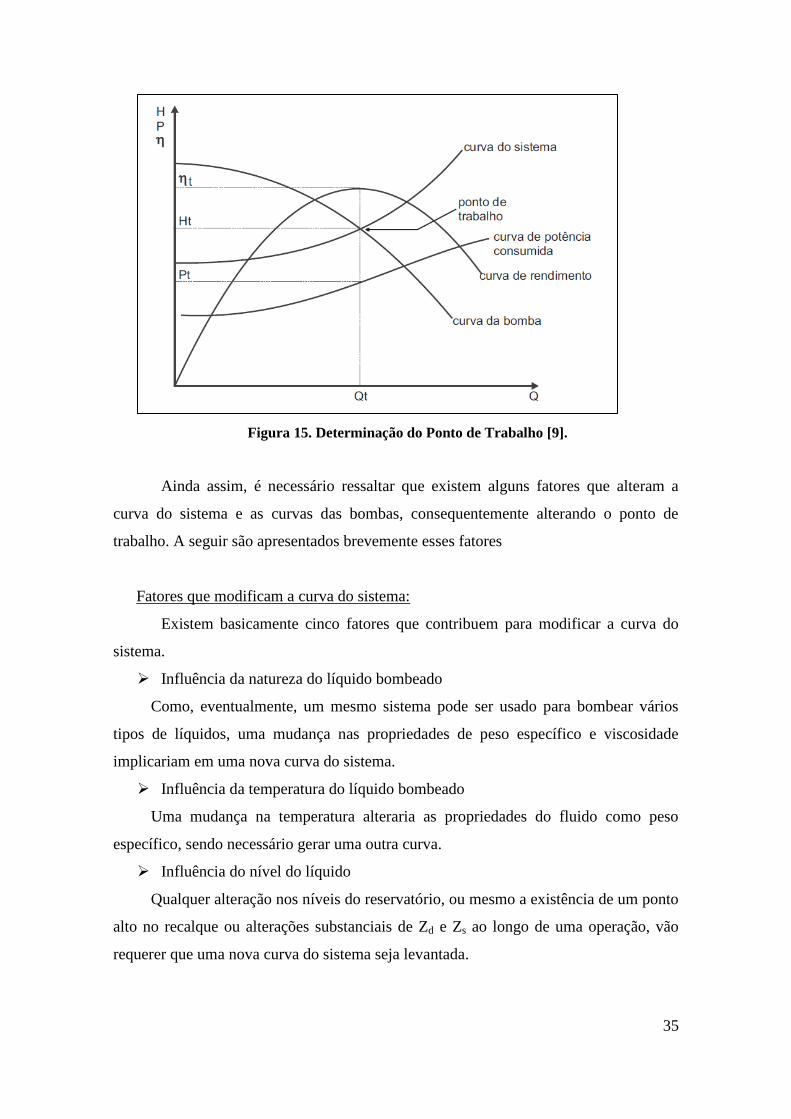
Figura 15. Determinação do Ponto de Trabalho [9].
Ainda assim, é necessário ressaltar que existem alguns fatores que alteram a
curva do sistema e as curvas das bombas, consequentemente alterando o ponto de
trabalho. A seguir são apresentados brevemente esses fatores
Fatores que modificam a curva do sistema:
Existem basicamente cinco fatores que contribuem para modificar a curva do
sistema.
Influência da natureza do líquido bombeado
Como, eventualmente, um mesmo sistema pode ser usado para bombear vários
tipos de líquidos, uma mudança nas propriedades de peso específico e viscosidade
implicariam em uma nova curva do sistema.
Influência da temperatura do líquido bombeado
Uma mudança na temperatura alteraria as propriedades do fluido como peso
específico, sendo necessário gerar uma outra curva.
Influência do nível do líquido
Qualquer alteração nos níveis do reservatório, ou mesmo a existência de um ponto
alto no recalque ou alterações substanciais de Zd e Zs ao longo de uma operação, vão
requerer que uma nova curva do sistema seja levantada.

36
Influência das pressões dos reservatórios
Uma modificação nas pressões dos reservatório alteraria o head estático,
alterando, assim, a curva do sistema.
Influência de alterações na linha de sucção e descarga
Qualquer alteração nas linhas terá influência na perda de carga do sistema.
Inclusive a operação muito comum que é o fechamento parcial de uma válvula de
descarga o que aumentaria a perda, deslocando a curva do sistema para a esquerda.
Fatores que modificam as curvas características:
Para as curvas características faz-se necessário avaliar o efeito de cinco fatores,
a saber:
Efeito da mudança de rotação
O efeito da mudança de rotação pode ser deduzido pela análise dos grupos Pi
dimensionais. Sendo assim, considerando um dado fluido, e mantido o diâmetro do
impelidor constante, existe uma proporcionalidade entre os valores de Q, H e Potência
com a rotação. Tais relações são apresentadas abaixo.
𝑄2
𝑄1=
𝑁2
𝑁1
(20)
𝐻2
𝐻1= (
𝑁2
𝑁1)2
(21)
𝑃𝑜𝑡2
𝑃𝑜𝑡1= (
𝑁2
𝑁1)3
(22)
Efeito da mudança do diâmetro do impelidor
Para bombas cuja única variação ocorre no diâmetro do impelidor,
permanecendo-se constantes as outras grandezas físicas, as equações abaixo são
aplicáveis.
𝑄2
𝑄1=
𝐷2
𝐷1
(23)
𝐻2
𝐻1= (
𝐷2
𝐷1)2
(24)

37
𝑃𝑜𝑡2
𝑃𝑜𝑡1= (
𝐷2
𝐷1)3
(25)
Efeito da Natureza do Líquido
O líquido tem influência nas curvas da bomba através das propriedades da massa
específica e viscosidade absoluta. A massa específica altera diretamente a potência
absorvida. Já a viscosidade terá influência direta em todas as curvas. Dessa maneira, a
operação de correção das curvas operando com fluidos viscosos é realizado mediante a
utilização da carta editada pelo Hydraulic Institute, fornecida na figura 16. Em geral, os
fabricantes oferecem as curvas características da bomba operando com água, sendo
assim, faz-se necessário realizar a correção nessas curvas utilizando a carta.
Figura 16. Carta de correção das curvas para bombas operando com fluidos Viscosos [7].

38
O procedimento para realizar a correção é apresentado a seguir:
a) Localizar na curva fornecida qual a vazão para o ponto de máximo eficiência
(Qnw).
b) Calcular 0,6xQnw, 0,8xQnw, 1xQnw e 1,2xQnw e verificar na carta, olhando
nas devidas curvas de capacidade e viscosidade, quais os valores de CE, CQ e
CH’s.
c) Multiplicar os valores de vazão pelos valores de CQ, os valores de eficiência
pelos de QE e os valores de Head pelos de CH.
d) Traçar a nova curva QviscxHvisc, podendo utilizar o mesmo Head de shutoff
(vazão nula) da água. Para a curva de eficiência, basta utilizar os valores
calculados no item anterior. Já para a potência, basta-se aplicar quatro vezes a
equação:
𝑃𝑜𝑡𝑣𝑖𝑠𝑐 =
𝑄𝑣𝑖𝑠𝑐 . 𝐻𝑣𝑖𝑠𝑐 . 𝑑
3960. 𝑛𝑣𝑖𝑠𝑐
(26)
Efeito do tempo de serviço
Sabe-se que o tempo terá um efeito de desgastar os componentes, alterando
dessa maneira o desempenho da bomba. Dessa maneira, as curvas das bombas irão se
alterar, necessitando assim, quando preciso, levantar uma nova curva da bomba
mediante a realização de algum teste.
3.3.5 Cavitação
A cavitação é um fenômeno que ocorre quando, em algum ponto de um sistema
de bombeamento, a pressão absoluta atinge um valor inferior à pressão de vapor do
líquido. Isso fará com que haja a formação de bolhas no sistema que seguem pelo fluxo
do fluido bombeado. Quando essa mistura encontra um outro ponto onde a pressão é
superior a pressão de vapor, tais bolhas irão colapsar o que irá acarretar um onda de
choque que irá gerar um desgaste dos componentes da bomba, sobretudo o rotor. Umas
das principais consequências da cavitação, além do desgaste, é geração de ruído e a
indução de vibração na bomba [7].
A quantidade de energia absoluta por unidade de peso que existe no flange de
sucção da bomba, acima da pressão de vapor é chamado de NPSH (Net Positive Suction
Head) disponível, que matematicamente pode ser expresso pela equação 27.

39
𝑁𝑃𝑆𝐻𝑑𝑖𝑠𝑝 = ℎ𝑠 +
𝑃𝑎 − 𝑃𝑣
𝛾
(27)
Na equação 𝑃𝑣 é pressão de vapor do fluido na temperatura de bombeio, 𝑃𝑎 a
pressão atmosférica local, ℎ𝑠 é a altura manométrica de sucção e 𝛾 o peso específico.
Além do NPSHdisp, existe ainda a quantidade mínima de energia absoluta por unidade de
peso acima da pressão de vapor requerida que deve existir no flange de sucção para que
não ocorra cavitação. A essa quantidade dá-se o nome de NPHS requerido (NPSHreq) e é
função apenas das características da bomba e, de certo modo, do fluido bombeado.
Sendo assim, para que não ocorra cavitação, é necessário que o NPSH
disponível seja maior que o NPSH requerido. Entretanto, é comum adotar um
coeficiente de segurança de maneira a trabalhar com uma condição operacional que
garanta que tal fenômeno não ocorra. Dessa maneira, utiliza-se na prática para bombas
de pequeno porte a seguinte margem de segurança [7]:
𝑁𝑃𝑆𝐻𝑑𝑖𝑠𝑝 ≥ 𝑁𝑃𝑆𝐻𝑟𝑒𝑞 + 0,6𝑚 (28)
4. Ferramenta
Para realizar a seleção da bomba, desenvolveu-se uma ferramenta capaz de, uma
vez inseridas as condições do processo, levantar a curva do sistema e, a partir dessas
informações, auxiliar na escolha do modelo da bomba, corrigir as curvas características,
além de indicar os materiais mais indicados para construção dos componentes da bomba
com base em normas específicas. A mesma foi desenvolvida pensando em sua aplicação
a sistemas operando com petróleo e derivados em escoamentos monofásicos. Toda a
ferramenta foi desenvolvida em Microsoft Excel®, por apresentar uma interface
amigável e por fazer parte de um pacote amplamente disponível em quase todos os
sistemas de computadores. Para facilitar o uso da ferramenta, a mesma foi dividida em
sete abas principais, cada um com uma determinada funcionalidade e seguindo uma
ordem lógica de utilização. A figura 17 apresenta a página inicial da ferramenta, com
sete botões, cada um permitindo acesso a uma determinada funcionalidade da
ferramenta.

40
Figura 17. Página Inicial da ferramenta.
A seguir é apresentada a função básica de cada funcionalidade que,
posteriormente, serão discutidos em maiores detalhes.
Cálculo do Sistema: Essa aba permite inserir as condições de processo, como vazão,
altura dos reservatórios, pressões dos reservatórios, características das linhas
(comprimento, diâmetro e acidentes), características do fluido de trabalho (massa
específica, peso específico e pressão de vapor) levantando assim a curva do sistema.
Indicação de Bombas: Essa aba permite que a ferramenta indique, com base nas
condições de processo calculadas na aba anterior, os tipos de bomba mais adequadas
para satisfazê-las. Para isso, tais condições são confrontadas com uma biblioteca que
contém características de algumas bombas de um determinado fabricante (Sulzer ®).
Correção das Curvas: Nessa aba o usuário insere as curvas características da bomba
selecionada e a aba faz as devidas correções com base na viscosidade do fluido e com o
diâmetro de impelidor e rotação selecionados.
Recomendações Materiais API: Com base no tipo de serviço que a bomba irá operar,
essa aba permite verificar quais os materiais indicados para cada componente da bomba
com base na norma API 610 (American Petroleum Institute 610 - Centrifugal Pumps
For Petroleum Petrochemical and Natural Gas Industries)

41
Resultados: Essa aba contém a coletânea de todos os resultados calculados
anteriormente apresentados de maneira ordenada, permitindo ao usuário gerar um
arquivo PDF contendo todos os resultados.
Conversão: Essa aba serve de apoio permitindo realizar conversões de unidade, de
maneira que o usuário possa inserir na ferramenta os valores com as unidades
adequadas.
Ajuda: Essa aba tem com objetivo orientar o usuário acerca da utilização da ferramenta.
Além dessas funcionalidade, presentes nessas sete abas principais, a ferramenta
apresenta uma biblioteca com inúmeras informações, como tabelas de perda de carga,
dados de bombas, tabelas de conversão de diâmetros etc, que ficam ocultas para o
usuário, mas que são acessadas automaticamente pela própria ferramenta para fazer os
cálculos.
4.1 Cálculo do Sistema
Como visto anteriormente, a curva do sistema indica qual a energia por unidade
de peso que o sistema está solicitando de uma bomba em função da vazão bombeada. O
seu cálculo inclui um termo essencialmente estático e um que varia de acordo com a
vazão requerida, conforme observado na equação 17.
Dessa forma, inicialmente o usuário insere características gerais do sistema,
como pressão do reservatório de sucção e descarga, altura mínima do reservatório de
sucção, altura máxima do reservatório de descarga, massa e peso específicos do fluido
que passa pela bomba. Importante ressaltar que todos os dados inseridos devem
representar a condição mais crítica do processo, uma vez que é com base nessa condição
que a bomba é selecionada. As alturas dos reservatórios são tomadas como mínimas e
máximas para os de sucção e descarga, respectivamente, pois representa uma condição
mais crítica para a bomba, assim como as pressões. A figura 18 ilustra a tabela com os
dados que o usuário deve inserir.
Figura 18. Dados iniciais a serem inseridos pelo usuário.
Termo Valor Unidade
Vazão (Q) m3/h
Altura mínima do nível do reservatório de Sucção (Zs) m
Altura máxima do nível do reservatório de Descarga (Zd) m
Pressão mínima do Reservatório de Sucção (Ps) Kgf/cm2
Pressão máxima do Reservatório de Descarga (Pd) Kgf/cm2
Massa específica do fluido Kg/m3
Peso específico do fluido N/m3
Viscosidade Pa.s
Temperatura de Bombeio °C
Pressão de Vapor Kgf/cm2
CARACTERÍRICAS
GERAIS

42
Em sequência, descendo a barra de rolagem, o usuário irá inserir as
características das linhas de sucção e descarga necessárias ao cálculo das perdas de
carga. Não necessariamente a linha que irá ligar o reservatório de sucção a sucção da
bomba terá a mesma característica, ou seja, o diâmetro, o material da tubulação ou o
fluido que irá passar naquele determinado trecho poderá variar. O mesmo vale para
linha que liga a descarga da bomba ao reservatório de descarga. Para isso, a ferramenta
permite calcular as perdas para até cinco trechos diferentes para a sucção e cinco trechos
diferentes para descarga, cada um com características próprias. Para que a ferramenta
realize os cálculos, não necessariamente as cinco tabelas precisam estar preenchidas,
apenas uma para sucção e uma para descarga. A figura 19 mostra os dados que devem
ser inseridos pelo usuário para cada trecho.
Figura 19. Acidentes a serem inseridos pelo usuário.
Com isso o usuário deve inserir, para cada trecho, o fluido de trabalho com suas
propriedades, o material da tubulação, o comprimento total de tubulação retilínea, o
diâmetro nominal da tubulação, os acidentes existentes naquele determinado trecho e
suas quantidades, além de outras perdas de energia que possam existir expressas com
altura. Esses dados são inseridos tanto para a sucção quanto para a descarga. A curva do
Termo Valor Unidade
Fluido
Temperatura de Bombeio °C
Viscosidade Pa.s
Pressão de Vapor Pa
Massa específica Kg/m3
Peso específico N/m3
Termo Valor Unidade
Material da Tubulação
Comprimento total de tubulação da Sucção (Ls) m
Diâmetro Nominal da Tubulação in
Acidentes Quantidade
a. Joelho raio curto
b. Joelho raio longo
c. Curva pequena
d. Curva grande
e. Tê - fluxo pelo ramal
f. Tê - Fluxo direto
g. Válvula de Gaveta
h. Válvula Globo à 90ª
i. Válvula Globo à 60ª
j. Válvula Globo à 45ª
k. Válvula de Retenção (Portinhola)
l.Válvula de Retenção (Levantamento)
m. Válvula de Esfera
n. Válvula Borboleta
o. Saída
p. Entrada Reentrante
q. Entrada Borda Viva
r. Entrada Arredondada
Outras Perdas Unidade
m
PERDAS
SUCÇÃO1

43
sistema é então levantada a partir de 14 pontos, calculados para diferentes vazões,
expressas como múltiplos da vazão de projetos (Qproj). Dessa forma, adotou-se os
seguintes valores: 0xQproj, 0,1xQproj, 0,2xQproj, 0,3xQproj, 0,4xQproj, 0,5xQproj, 0,6xQproj,
0,7xQproj, 0,8xQproj, 0,9xQproj, 1,0xQproj, 1,1xQproj, 1,2xQproj e 1,3xQproj. A seguir é
apresentado o passo-a-passo executado pela ferramenta para calcular a perda de carga e
levantar da curva do sistema.
a) Cálculo do Número de Reynods
Para a determinação da perda existente em cada ponto, a planilha calcula
inicialmente as velocidades a partir das vazões. Para isso, é necessário utilizar o
diâmetro interno do trecho em questão, conforme expresso na equação 29. No
momento que o usuário clica para preencher o diâmetro do trecho, uma lista suspensa é
aberta, indicando os diâmetros nominais de tubulação normalizados, como indicado na
figura 20. No momento em que um desses diâmetros é selecionado, a planilha irá
confrontar automaticamente esse diâmetro nominal com a tabela de conversão de
diâmetro nominal para diâmetro interno que faz parte da biblioteca da ferramenta. Essa
conversão é dada pela Norma ANSI B36.10, conforme indicada na tabela 9. Sendo
assim, serão calculadas automaticamente as velocidades para os catorze pontos de vazão
utilizando-se o diâmetro interno.
𝑉 =
𝑄
𝐴=
𝑄
𝜋𝑑2
4⁄
(29)
Figura 20. Lista suspensa com os diâmetros nominais normalizados de tubulação.

44
Tabela 9. Conversão de Diâmetro Nominal para Diâmetro interno, conforme norma ANSI
B36.10 [10].
De posse das velocidades para cada vazão, a planilha realiza o cálculo do
número de Reynolds para cada vazão, conforme presente na equação 7.
b) Cálculo do fator de atrito
Como visto, o fator de atrito pode ser calculado a partir do ábaco de Moody,
sabendo-se o número de Reynolds e a rugosidade relativa. De maneira que a planilha
pudesse realizar o cálculo de maneira automática, sem a necessidade de consultar
tabelas ou ábacos, o cálculo do fator de atrito utilizado na equação da perda de carga é
calculado de forma explícita através da equação de Churchill que cobre toda a faixa de
números de Reynolds [11], conforme equações 30, 31 e 32.
𝑓 = 8[(8 𝑅𝑒⁄ )12 + 1 (𝐴 + 𝐵)1,5]⁄1 12⁄
(30)
𝐴 = [2,457𝐿𝑛 (
1
(7 𝑅𝑒⁄ )0,9 + 0,27 𝜖 𝐷⁄)]16
(31)
𝐵 = (37530 𝑅𝑒⁄ )16 (32)

45
Como pode-se verificar pelas equações 30,31 e 32, o fator de atrito é função do
número de Reynolds e da velocidade. O número de Reynolds é calculado conforme
apresentado no item anterior. Já a rugosidade é determinada a partir do material que
compõe aquele determinado trecho e o seu diâmetro. No momento que o usuário clica
na célula para inserir o material da tubulação uma lista suspensa é aberta indicando os
possíveis materiais daquele determinado trecho, conforme indicado na figura 21. Uma
vez selecionado um determinado material, a planilha irá ler automaticamente a
rugosidade, conforme dado pela tabela 5 que também faz parte da biblioteca da
ferramenta, e irá inseri-la na fórmula de Churchill para calcular o fator de atrito. É
importante ressaltar que para cada um dos catorze pontos de vazão, haverá um fator de
atrito específico.
Figura 21. Lista suspensa com os materiais de tubulação.
c) Cálculo da Perda de Carga
No momento em que o usuário seleciona o diâmetro nominal da tubulação, a
planilha indica qual o valor de cada comprimento equivalente de cada acidente para
aquele determinado diâmetro, uma vez que as tabelas 6, 7 e 8 fazem parte da biblioteca
de dados da ferramenta. Dessa maneira, sabendo-se qual o valor do comprimento
equivalente e a quantidade de cada acidente, a planilha consegue determinar qual o
comprimento equivalente total daquele determinado trecho somando os valores dos
comprimentos equivalentes de cada acidente com o comprimento do trecho retilíneo. A
figura 22 ilustra um exemplo do cálculo realizado pela ferramenta para um trecho de
tubulação de quatro polegadas.

46
Figura 22. Exemplo do cálculo realizada pela ferramenta para um diâmetro nominal de
4”.
Sendo assim, de posse dos valores de velocidade, comprimento total
equivalente, fator de atrito e diâmetro interno, a planilha realiza o cálculo da perda de
carga através da equação de Darcy-Weisbach. A esse valor é somado o valor de outras
perdas que é inserido diretamente pelo usuário expresso como altura, obtendo-se assim
o valor da perda de carga total para cada ponto.
d) Cálculo da Altura Manométrica Total
Sabendo-se as pressões dos reservatórios, suas respectivas alturas de nível em
relação a linha da bomba, as propriedades dos fluidos e as perdas de carga, a planilha é
capaz de calcular a altura manométrica total subtraindo-se o head de descarga pelo head
de sucção para cada valor de vazão.
4.2 Indicação dos Modelos
Não existe um critério único e absoluto na definição do tipo de bomba que
melhor atenda uma determinada aplicação. Os fabricantes costumam indicar faixas de
operação para cada tipo de bomba e, dentro de cada tipo, existem modelos que podem
ser escolhidos com base em critérios de projeto, como por exemplo custo. A
funcionalidade “Indicação de Modelos” da ferramenta auxilia na determinação do tipo
Acidentes - Sucção fator Quantidade Total
a. Joelho raio curto 3,2 20 64
b. Joelho raio longo 2,13 0 0
c. Curva pequena 1,68 0 0
d. Curva grande 3,05 0 0
e. Tê - fluxo pelo ramal 6,1 0 0
f. Tê - Fluxo direto 2,13 10 21,3
g. Válvula de Gaveta 1,37 25 34,25
h. Válvula Globo à 90ª 36,59 6 219,54
i. Válvula Globo à 60ª 18,29 0 0
j. Válvula Globo à 45ª 14,63 0 0
k. Válvula de Retenção (Portinhola) 13,72 1 13,72
l.Válvula de Retenção (Levantamento) 15,24 0 0
m. Válvula de Esfera 1,98 0 0
n. Válvula Borboleta 4,57 0 0
o. Saída 6,1 4 24,4
p. Entrada Reentrante 4,88 0 0
q. Entrada Borda Viva 3,05 2 6,1
r. Entrada Arredondada 1,52 3 4,56
Leq 387,87
Ltotal 627,87

47
de bomba com base nas condições de projeto calculadas na aba anterior. Para isso, essa
aba importa as seguintes informações da aba precedente: vazão de projeto, head de
projeto, temperatura de bombeio e viscosidade do fluido, conforme indicado na figura
23. Grande parte dos fabricantes utilizam tais critérios para determinar os tipos de
bomba que atendem a determinadas condições.
Para ser capaz de indicar quais os tipos mais recomendados de bombas para
atender um determinado processo, adicionou-se dados de um determinado fabricante à
biblioteca da ferramenta, conforme indicado no anexo 1. Dessa maneira, no momento
que o usuário clicar no botão “Indicar tipos”, a planilha irá confrontar essas condições
com a faixa de operação de cada tipo de bomba do fabricante que consta na
biblioteca de dados da ferramenta e irá preencher automaticamente os determinados
tipos, o fabricante e a orientação das bombas que satisfazem às condições de processo.
Figura 23. Tela para seleção dos tipos de bomba.
É válido ressaltar que, após a indicação dos possíveis tipos de bomba, caberá ao
usuário escolher qual determinado modelo é mais indicado para o projeto, conforme os
critérios próprios, como custo, facilidade de instalação, operação etc. Dessa forma, a
ferramenta atua como um instrumento para guiar na escolha da bomba e facilitar nas
decisões do usuário.
Vazão Projeto 0 m3/h
Head Projeto #DIV/0! m
Temperatura 0 °C
Viscosidade #DIV/0! cSt
Modelo Fabricante Orientação
TIPOS DE BOMBAS ADEQUADOS
Indicar tipos
MENU
48
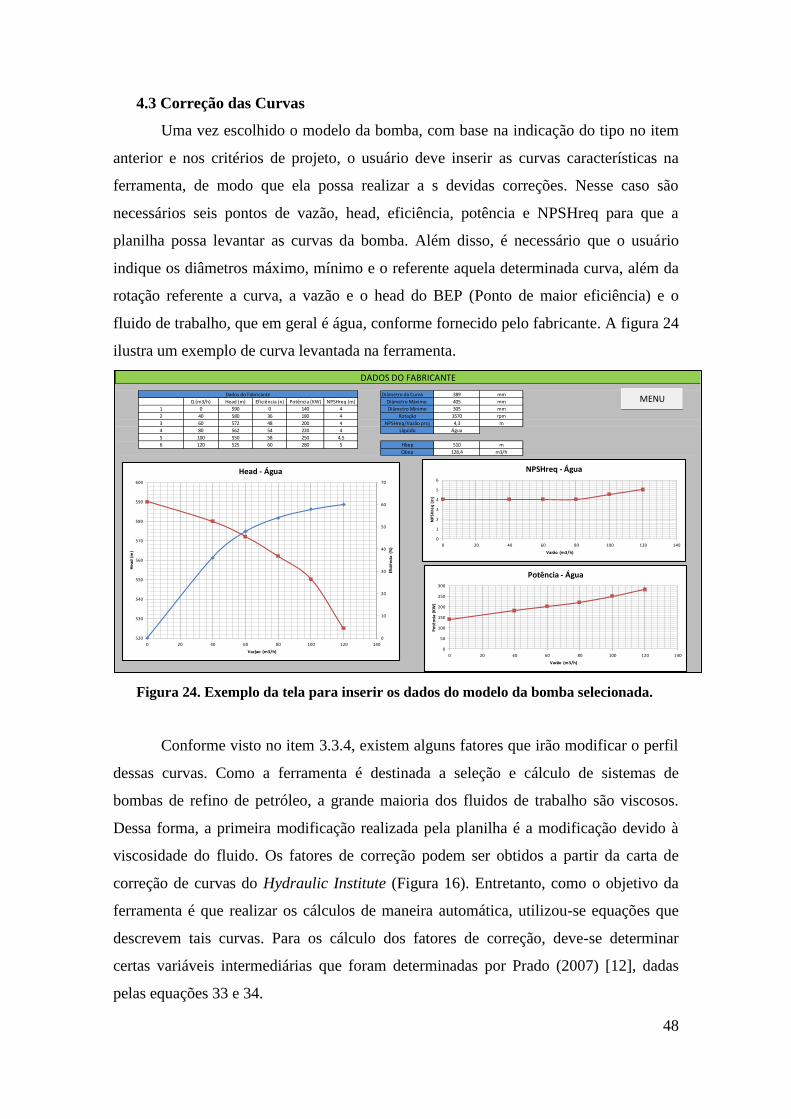
4.3 Correção das Curvas
Uma vez escolhido o modelo da bomba, com base na indicação do tipo no item
anterior e nos critérios de projeto, o usuário deve inserir as curvas características na
ferramenta, de modo que ela possa realizar a s devidas correções. Nesse caso são
necessários seis pontos de vazão, head, eficiência, potência e NPSHreq para que a
planilha possa levantar as curvas da bomba. Além disso, é necessário que o usuário
indique os diâmetros máximo, mínimo e o referente aquela determinada curva, além da
rotação referente a curva, a vazão e o head do BEP (Ponto de maior eficiência) e o
fluido de trabalho, que em geral é água, conforme fornecido pelo fabricante. A figura 24
ilustra um exemplo de curva levantada na ferramenta.
Figura 24. Exemplo da tela para inserir os dados do modelo da bomba selecionada.
Conforme visto no item 3.3.4, existem alguns fatores que irão modificar o perfil
dessas curvas. Como a ferramenta é destinada a seleção e cálculo de sistemas de
bombas de refino de petróleo, a grande maioria dos fluidos de trabalho são viscosos.
Dessa forma, a primeira modificação realizada pela planilha é a modificação devido à
viscosidade do fluido. Os fatores de correção podem ser obtidos a partir da carta de
correção de curvas do Hydraulic Institute (Figura 16). Entretanto, como o objetivo da
ferramenta é que realizar os cálculos de maneira automática, utilizou-se equações que
descrevem tais curvas. Para os cálculo dos fatores de correção, deve-se determinar
certas variáveis intermediárias que foram determinadas por Prado (2007) [12], dadas
pelas equações 33 e 34.
Diâmetro da Curva 389 mm
Q (m3/h) Head (m) Eficiência (n) Potência (KW) NPSHreq (m) Diâmetro Máximo 405 mm
1 0 590 0 140 4 Diâmetro Mínimo 305 mm
2 40 580 36 180 4 Rotação 3570 rpm
3 60 572 48 200 4 NPSHreq/Vazão proj 4,3 m
4 80 562 54 220 4 Líquido Água
5 100 550 58 250 4,5
6 120 525 60 280 5 Hbep 510 m
Qbep 128,4 m3/h
Dados do Fabricante
DADOS DO FABRICANTE
0
10
20
30
40
50
60
70
520
530
540
550
560
570
580
590
600
0 20 40 60 80 100 120 140
Efic
iên
cia
(%)
He
ad (
m)
Vaz]ao (m3/h)
Head - Água
0
50
100
150
200
250
300
0 20 40 60 80 100 120 140
Po
tên
cia
(KW
)
Vazão (m3/h)
Potência - Água
0
1
2
3
4
5
6
0 20 40 60 80 100 120 140
NP
SHre
q (
m)
Vazão (m3/h)
NPSHreq - Água
MENU

49
𝑦 = −7,5946 + 6.6504 𝑙𝑛(𝐻𝑏𝑒𝑝) + 12,8429ln (𝑄𝑏𝑒𝑝) (33)
𝑧 = exp (
39,5276 + 26,5605 ln(𝑣) − 𝑦
51,6565)
(34)
Onde, 𝑣 é a viscosidade do fluido em centistokes (cstk). Dessa forma, os fatores de
correção podem ser calculados como descrito pelas equações 35-40.
𝐶𝑞 = 1 − 10−4. (40,327𝑧 + 1,724𝑧2) (35)
𝐶𝑛 = 1 − 10−4. (330,75𝑧 − 2,8875𝑧2) (36)
𝐶ℎ1 = 1 − 10−5. (368𝑧 + 4,36𝑧2) (37)
𝐶ℎ2 = 1 − 10−5. (447,23𝑧 + 4,18𝑧2) (38)
𝐶ℎ2 = 1 − 10−5. (700𝑧 + 1,41𝑧2) (39)
𝐶ℎ3 = 1 − 10−5. (901𝑧 + 1,31𝑧2) (40)
O procedimento para realizar a correção é feito da seguinte maneira.
Inicialmente é determinada a equação que descreve as curvas de Head e eficiência da
bomba pela vazão, através da função do Excel =ÍNDICE(PROJ.LIN(;^{1;2;3});1) que
indica as constantes da equação de 3º grau que representa cada uma das curvas,
conforme indicado nas equações 41 e 42.
𝐻 = 𝑓(𝑄) = 𝑎3𝑄3 + 𝑎2𝑄2 + 𝑎1𝑄 + 𝑎0 (41)
η = 𝑓(𝑄) = 𝑎3′𝑄3 + 𝑎2′𝑄2 + 𝑎1′𝑄 + 𝑎0′ (42)
Em seguida são calculados os valores correspondentes de Head e Eficiência para
0,6Qbep, 0,8Qbep, 1,0 Qbep, e 1,2 Qbep, com base no valor de vazão do BEP inserido pelo
usuário. De posse das equações especificadas acima, é possível encontrar o Head e
eficiência e o NPSH para esses valores de vazão. Posteriormente são calculados os
fatores de correção com base nas variáveis intermediárias e os mesmos são aplicados
aos valores encontrados anteriormente para esses quatro pontos vazão. A figura 25
ilustra um exemplo de curvas corrigidas pela ferramenta.
Sendo assim, é possível levantar as novas curvas características das bombas, a
partir dos quatro pontos determinados, além de mais um ponto referente a vazão zero no
qual são aplicados os valores para condição com fluido de trabalho água. É importante
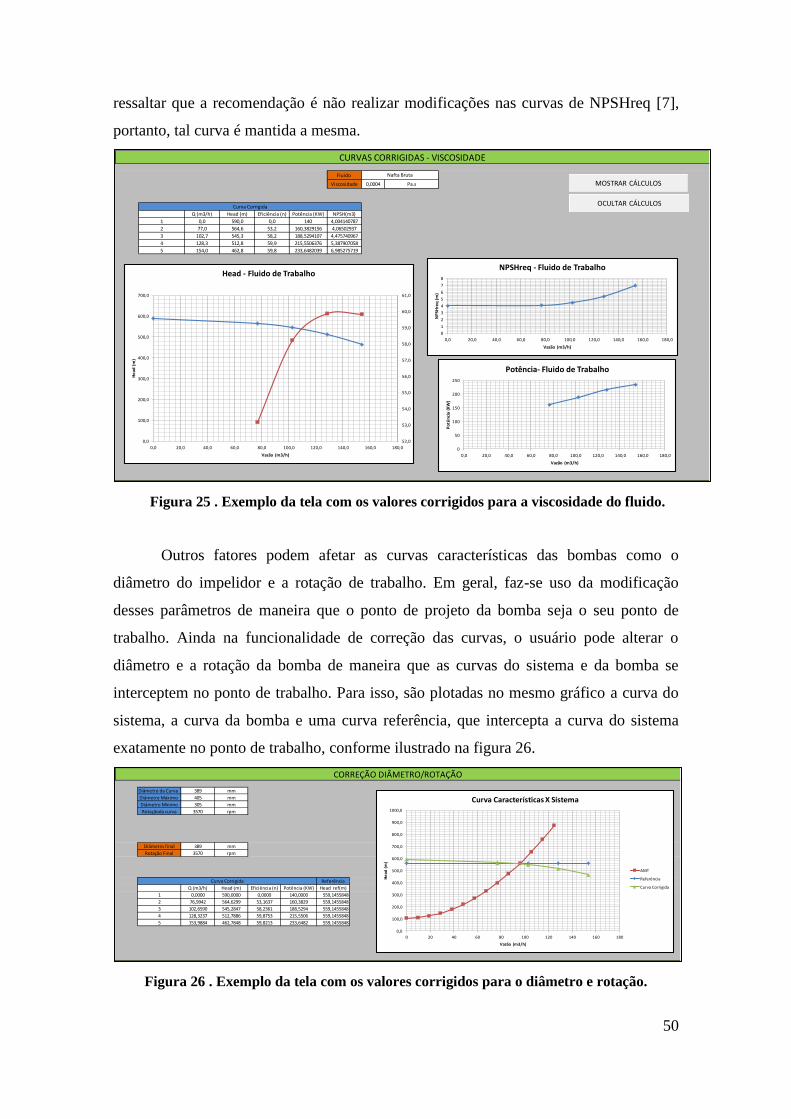
50
ressaltar que a recomendação é não realizar modificações nas curvas de NPSHreq [7],
portanto, tal curva é mantida a mesma.
Figura 25 . Exemplo da tela com os valores corrigidos para a viscosidade do fluido.
Outros fatores podem afetar as curvas características das bombas como o
diâmetro do impelidor e a rotação de trabalho. Em geral, faz-se uso da modificação
desses parâmetros de maneira que o ponto de projeto da bomba seja o seu ponto de
trabalho. Ainda na funcionalidade de correção das curvas, o usuário pode alterar o
diâmetro e a rotação da bomba de maneira que as curvas do sistema e da bomba se
interceptem no ponto de trabalho. Para isso, são plotadas no mesmo gráfico a curva do
sistema, a curva da bomba e uma curva referência, que intercepta a curva do sistema
exatamente no ponto de trabalho, conforme ilustrado na figura 26.
Figura 26 . Exemplo da tela com os valores corrigidos para o diâmetro e rotação.
Fluido
Viscosidade 0,0004 Pa.s
Q (m3/h) Head (m) Eficiência (n) Potência (KW) NPSH(m3)
1 0,0 590,0 0,0 140 4,004140787
2 77,0 564,6 53,2 160,3829156 4,06502937
3 102,7 545,3 58,2 188,5294107 4,475740967
4 128,3 512,8 59,9 215,5506376 5,387907058
5 154,0 462,8 59,8 233,6482039 6,985275719
CURVAS CORRIGIDAS - VISCOSIDADE
Nafta Bruta
Curva Corrigida
52,0
53,0
54,0
55,0
56,0
57,0
58,0
59,0
60,0
61,0
0,0
100,0
200,0
300,0
400,0
500,0
600,0
700,0
0,0 20,0 40,0 60,0 80,0 100,0 120,0 140,0 160,0 180,0
He
ad (
m)
Vazão (m3/h)
Head - Fluido de Trabalho
0
50
100
150
200
250
0,0 20,0 40,0 60,0 80,0 100,0 120,0 140,0 160,0 180,0
Po
tên
cia
(KW
)
Vazão (m3/h)
Potência- Fluido de Trabalho
0
1
2
3
4
5
6
7
8
0,0 20,0 40,0 60,0 80,0 100,0 120,0 140,0 160,0 180,0
NP
SHre
q (
m)
Vazão (m3/h)
NPSHreq - Fluido de Trabalho
OCULTAR CÁLCULOS
MOSTRAR CÁLCULOS
Diâmetro da Curva 389 mm
Diâmetro Máximo 405 mm
Diâmetro Mínimo 305 mm
Rotaçãoda curva 3570 rpm
Diâmetro final 389 mm
Rotação Final 3570 rpm
Referência
Q (m3/h) Head (m) Eficiência (n) Potência (KW) Head ref(m)
1 0,0000 590,0000 0,0000 140,0000 559,1455848
2 76,9942 564,6299 53,1637 160,3829 559,1455848
3 102,6590 545,2847 58,2361 188,5294 559,1455848
4 128,3237 512,7886 59,8753 215,5506 559,1455848
5 153,9884 462,7848 59,8213 233,6482 559,1455848
Curva Corrigida
CORREÇÃO DIÂMETRO/ROTAÇÃO
0,0
100,0
200,0
300,0
400,0
500,0
600,0
700,0
800,0
900,0
1000,0
0 20 40 60 80 100 120 140 160 180
He
ad (
m)
Vazão (m3/h)
Curva Características X Sistema
AMT
Referência
Curva Corrigida

51
Para isso, na célula referente ao diâmetro final, no momento que o usuário a
seleciona, é mostrada uma lista suspensa com os possíveis diâmetros de impelidor. A
planilha contém o diâmetro máximo permitido para o impelidor, inserido pelo usuário,
e, a partir dessa diâmetro, gera uma lista suspensa variando tal valor em 100mm, de 1
em 1mm, conforme ilustrado na figura 27. Dessa forma, o usuário deve ficar atento para
não preencher com um valor que seja inferior ao diâmetro mínimo do modelo inserido.
Além da lista para o diâmetro, também é mostrada uma lista suspensa com as rotação
possíveis pela bomba, na qual está contida a rotação da curva inserida pelo usuário e
outras rotações padrões, conforme ilustrado na figura 28.
Figura 27. Lista suspensa com possíveis diâmetros.
Figura 28. Lista suspensa com possíveis rotações.
Sendo assim, o usuário deve variar os valores de diâmetro e/ou rotação de
maneira que a curva característica da bomba coincida com a ponto de trabalho, que no
gráfico é indicado pela interseção da linha referência de projeto com a curva do sistema.
A figura 29 ilustra um exemplo de duas curvas, cada um com um diâmetro. Pode-se
perceber que para esse exemplo o diâmetro indicado para impelidor para estar no ponto
de projeto deve ser 268 mm.

52
Figura 29. Curvas com diferentes diâmetro de impelidor. (A) 295mm e (B) 268mm.
Ao final dessa aba são indicadas as curvas finais da bomba, já corrigidas pela
viscosidade e pelo diâmetro e rotação. Além disso, ainda nessa funcionalidade, a
ferramenta faz uma avaliação da cavitação, comparando o NPSHdisp, determinado na aba
“Cálculo do Sistema” com o valor de NPSHreq inserido pelo usuário anteriormente.
Nesse caso, a planilha utiliza o critério expresso no item 3.3.5, equação 28, e indica
automaticamente se ocorrerá ou não cavitação, conforme indicado na tabela 10. É
importante ressaltar que, apesar da equação ser adequada para bombas de pequeno
porte, ela foi adotada na ferramenta como critério para avaliar a cavitação.
Tabela 10. Exemplo de avaliação de cavitação feita pela ferramenta.
NPSHdisp NPSHreq Avaliação
22,4 4,3 Não ocorre cavitação
4.4 Recomendações de Materiais API
A norma API 610 é aplicável a bombas para indústria do petróleo (petróleo,
petroquímica e fertilizantes) [13]. As bombas que atendem a essa norma são conhecidas
como de serviço pesado, devido ao rigor da norma e consequente qualidade da bomba.
Como a ferramenta é aplicável para selecionar bombas que operam com petróleo e/ou
derivados, tal norma é de profunda relevância para o presente trabalho.
Uma das recomendações da norma é em relação ao material recomendado para a
bomba que é função do tipo de serviço, conforme indicado nas figuras 30. A partir dessa
classe de material é possível determinar os materiais para cada componente da bomba,
conforme Anexo 2.

53
Figura 30. Materiais indicados pela Norma API 610 em função do tipo de serviço.
Tais dados foram inseridos na ferramenta e fazem parte de sua biblioteca. Sendo
assim, o usuário, ao selecionar um determinado tipo de serviço, dentre os listados na
lista suspensa (figura 31), a planilha irá retornar os materiais recomendados para cada
componente, conforme exemplificado na figura 32
Figura 31. Lista suspensa com os diferentes tipos de serviços listados pela norma API 610.

54
Figura 32. Materiais recomendados pela norma API 610 para um determinado tipo de
serviço.
4.5 Resultados
Essa aba apresenta um resumo de todas as informações relevantes obtidas nas
abas anteriores, como os principais dados de projeto, a curva do sistema, o ponto de
trabalho, as curvas características da bomba e os materiais recomendados pela Norma
API 610 para cada componente da bomba. Todas as informações são apresentadas de
maneira ordenada no formato de um relatório. Adicionou-se um botão que permite que
o usuário, ao clicar, insira um nome para o relatório e gere uma versão *PDF contendo
todas essas informações.
4.6 Conversão
Essa aba serve de apoio para o usuário, caso o mesmo queria realizar alguma
conversão de unidade. Nela é possível realizar modificações de massa, comprimento,
temperatura, volume, vazão, pressão, viscosidade absoluta, viscosidade cinética, massa
específica e potência.
4.7 Ajuda
Essa aba tem como objetivo orientar o usuário em relação ao uso da ferramenta.
Sempre que houver alguma dúvida sobre uma determinada funcionalidade ou seu
preenchimento, o usuário poderá recorrer a essa aba.
Serviço
Peça Material1 Carcaça Sobre Pressão Aço-C
2 Partes Internas da Carcaça 12% Cromo
3 Impelidor 12% Cromo
4 Anéis de Desgaste da carcaça 12% Cr Endurecido
5 Anéis de Desgaste do impelidor 12% Cr Endurecido
6 Eixo Aço AISI 4140
7 Luva do eixo (se for gaxeta) Carbureto Tungstênio sobre 12% Cromo
8 Luva do eixo (se for selo) Aço Inox 18-8 ou 12% Cromo
9 Bucha de Garganta 12% Cr Endurecido
10 Luvas interestágios 12% Cr Endurecido
11 Bucha Interestágio 12% Cr Endurecido
12 Anel de Lanterna (gaxeta) Ferro Fundido
13 Sobreposta com gaxeta ou selo Aço Carbono
14 Prisioneiro ou parafusos da sobreposta Aço AISI 4140
15 Prisioneiro da carcaça Aço AISI 4140
16 Junta da Carcaça Aço Inox 18-8 amianto forrado
Nafta - 232,2°C<T<371,1°C
RECOMENDAÇÕES API DE MATERIAIS
MENU

55
5. Estudo de Caso – Unidade de Produção de Nafta
O estudo de caso do presente trabalho é uma unidade de produção de Nafta de
uma refinaria de petróleo. Para isso, fez-se a análise do processo de maneira a fazer a
seleção de três bombas utilizando a ferramenta desenvolvida de maneira a verificar se
os cálculos e a seleção estariam próximas ao caso real, com o intuito de validá-la,
comparando com as bombas presentes na unidade.
A unidade de produção como um todo é divida em dois blocos com funções
distintas, conforme ilustrado na figura 33. O primeiro é a Unidade de Pré-Tratamento
tem por objetivo remover e/ou reduzir a níveis aceitáveis os teores de contaminantes
presentes na nafta bruta a ser processada na seção de reforma catalítica, sem
comprometer a vida útil do catalisador bi-metálico de reforma. Os principais
contaminantes a serem eliminados são o enxofre, olefinas, metais, água, compostos
nitrogenados, oxigênio e cloreto orgânico
O segundo bloco é a Unidade de Reforma Catalítica propriamente cuja função é
obter uma gasolina de elevado índice de octanas, através das reações envolvendo
catalisadores. O catalisador é do tipo bi-metálico (Platina-Rênio) suportado em alumina
e bi-funcional, contendo sítios ácidos e metálicos. O sítio ácido é obtido pela injeção de
compostos organoclorados na carga da reforma, TCE (tricloroetano) ou DCE
(dicloroetano).
Figura 33. Fluxograma do Processo da Unidade.

56
De maneira a facilitar o entendimento dos cálculos realizados, dividiu-se a
planta toda em três sistemas, cada um de uma determinada bomba. Os sistemas 1 e 2
pertencem ao bloco da Unidade de Pré-Tratamento e o sistemas 3, ao bloco da Unidade
de Reforma Catalítica. Para cada sistema será dada uma breve explicação dos
equipamentos que o compõem e suas funções, além dos dados de cada processo.
Posteriormente será apresentado o passo-a-passo dos cálculos realizados na ferramenta,
o modelo de bomba escolhido, as correções nas curvas e os materiais indicados para
construção.
5.1 Premissas para os cálculos
Antes de inserir os dados de processo na ferramenta, certas premissas foram
tomadas de maneira a permitir que os cálculos pudessem ser feitos, além de estabelecer
critérios lógicos para escolha da bomba. Sendo assim, as seguintes premissas foram
tomadas:
1) As perdas de carga nos equipamentos foram consideradas como sendo
proporcionais ao quadrado da vazão, da seguinte forma:
∆𝑃 𝛼 𝑄2 → ∆𝑃 = 𝑘. 𝑄2 (43)
Seria inadequado considerar as perdas nos equipamentos como perdas estática,
independentes da vazão. Como a própria equação de Darcy-Weisbach expressa, essas
perdas são proporcionais ao quadrado da velocidade, portanto ao quadrado da vazão.
Dessa maneira, sabendo-se a diferença de pressão entre a entra e a saída do
equipamento e o peso específico do fluido que passa pelo equipamento, pode-se
determinar a perda de carga para cada equipamento, conforme equação abaixo.
ℎ =
∆𝑃
𝛾=
𝑘. 𝑄2
𝛾
(44)
Como essa modelagem é específica para o problema analisado, fez-se uso do
botão “Mostrar Cálculos” da ferramenta de maneira para introduzir manualmente as
perdas desses equipamentos no cálculo da altura manométrica total.
2) Para os trechos de tubulação, foram considerados dados do fluido em uma
condição padrão (temperatura de bombeio), uma vez que as variações causadas por
mudanças de temperatura na viscosidade e massa específica ao longo dos trechos

57
existentes nas unidades analisadas não alterariam significativamente o fator de atrito,
logo a perda de carga.
3) Para o cálculo das perdas para os equipamentos, dado que a perda de pressão
entre a entrada e saída é significativa e qualquer pequena variação no peso específico do
fluido alteraria muito a perda de carga, foi considerado o peso específico do fluido na
temperatura de operação de cada equipamento, com base nos dados fornecidos pela
equipe de operação da unidade.
4) Por mais que em alguns pontos dos trechos do processo exista a presença de
hidrogênio dissolvido no fluido, não foram considerados nesses casos escoamentos
multifásicos, uma vez que a fração de hidrogênio presente é ínfima frente à quantidade
do fluido.
5) Para determinar o modelo específico para a bomba, fez-se uso da ferramenta
disponibilizada pelo fabricante (Sulzer) em seu site. Nesse caso, fez-se uma seleção
inserindo as condições de processo e buscando-se os tipo de bomba sugeridos pela
ferramenta desenvolvida.
6) Foram tomados dois critérios para a seleção de bomba. Um diz respeito a
faixa de operação recomendada pela norma API 610. A norma afirma que a o ponto de
trabalho da bomba deve estar preferencialmente entre 80% e 110% do BEP. Também
afirma que a bomba pode operar entre 70% e 120% do BEP, de maneira a evitar
problemas como vibrações indesejadas, conforme indicado na figura 34.
Figura 34. Faixas de operação recomendadas pela norma API 610.

58
O segundo critério de seleção diz respeito ao NPSHreq pela bomba. Caso a
mesma se enquadre dentro do critério descrito no item 3.3.5, equação 28, está adequada
ao projeto.
7) Todas as bombas selecionadas utilizando a ferramenta do fabricante são
bombas de classe API 610, de maneira a atender os materiais de construção
determinados pela norma. A figura 35 mostra a tela do programa onde foi selecionada a
especificação de construção da bomba.
Figura 35. Especificação de construção selecionada.
8) Não foram considerados os custos das bombas, portanto, não há restrições
econômicas para seleção.
9) Em muitos trocadores de calor da unidade não havia a indicação de pressão de
entrada e saída, nesse caso, utilizou-se um valor padrão de 0,1 Kgf/cm2 de perda,
referente ao único trocador que tinha essa indicação. Essa estimativa se mostra bem
razoável, uma vez que o porte dos trocadores dos três sistemas é muito semelhante,
portanto as perdas são muito próximas.
5.2 Unidade de Pré-Tratamento
5.2.1 Sistema 1
5.2.1.1 Explicação
O sistema 1 é composto pela bomba de carga da Unidade de pré-tratamento.
Essa bomba é responsável por entregar toda a quantidade de Nafta Bruta que será
tratada logo em seguida, dessa forma, pode ser vista como o “coração” da unidade. Esta
nafta contendo contaminantes é bombeada e passa por uma bateria de pré-aquecimento.
Após, recebe uma injeção de H2 e segue para o aquecimento final até a temperatura
ideal para as reações. Após o forno, a mistura nafta + H2 aquecida, entra no reator de
leito fixo, onde se processam as reações de hidrotratamento. A saída do reator é
resfriada, trocando calor na bateria de pré-aquecimento e nos demais resfriadores até

59
sua condensação. O efluente do reator contém além da nafta tratada, os contaminantes
que foram convertidos. Segue, então, para um vaso onde há a primeira separação: o gás,
incondensável, rico em H2 e hidrocarbonetos de baixo peso molecular, sai pelo topo,
seguindo para tratamento e a nafta, na fase líquida, ainda contendo contaminantes
dissolvidos é novamente aquecida e direcionada para uma torre, onde há a separação
final.
Nesta torre de destilação, a nafta tratada é retirada no fundo, seguindo para a
reforma catalítica e os leves, contendo hidrocarbonetos na faixa de C1 a C4 e H2S são
retirados no topo. A corrente de topo é resfriada e segue para o tambor de topo. Neste
tambor, há a separação do gás combustível rico em H2S e da fase líquida que retorna
para a torre em refluxo total (Sistema 2). A figura 36 ilustra o sistema 1.
Figura 36. Ilustração do Sistema 1.
Cada equipamentos presente na unidade tem uma determinada função que é
apresentada brevemente a seguir:
• Tanque: Armazenar a carga que será entregue a unidade.
• Bomba 1: Entregar a carga de nafta bruta a unidade de pré-tratamento.
• Trocador 1/2: Pré-aquecer a carga, diminuindo o gasto com gás combustível no forno.
(Integração energética). A nafta, à temperatura ambiente, que necessita ser aquecida,
troca calor com a mistura efluente do reator, que necessita ser resfriada, havendo assim
um aproveitamento de energia.

60
• Forno 1: Fornecer carga térmica para a mistura de nafta e hidrogênio até que ela atinja
a temperatura de reação. A carga misturada entra em dois passos pela zona de
convecção onde adquire calor dos gases da combustão. A seguir percorre as serpentinas
pela zona de radiação. Os dois passos se unem logo após saírem do forno.
• Reator 1: Promover as reações de hidrotratamento na nafta bruta através de catalisador
Para que ocorram as reações são necessários temperatura, pressão e catalisador ativo.
• Trocador 3: Resfriar efluente do reator e aquecer afluente da torre. A mistura de
nafta+H2+contaminantes que sai do reator troca calor com a mistura de
nafta+contaminantes que necessita ser aquecida antes de entrar na torre Torre 1.
• Separador 1: Funciona como um tambor de separação. Por diferença de pressão, o gás
hidrogênio e as frações C1 e C2 saem pelo topo do vaso e a mistura nafta tratada e
contaminantes sai pelo fundo.
• Torre 1: Eliminar os contaminantes presentes na nafta tratada. Torre de destilação que
remove o H2S da nafta. Os contaminantes são eliminados pelo topo da torre juntamente
com as frações mais leves de hidrocarbonetos. A nafta tratada sai pelo fundo e segue
para as bombas de carga da seção de reforma.
5.2.1.2 Dados de Processo
A tabela 11 mostra os dados de entrada que foram inseridos na ferramenta
Tabela 11. Dados do processo do Sistema 1.
Foram levantados os acidentes presentes nos trechos ligando os equipamentos de
maneira a calcular as perdas de carga. Para facilitar o entendimento e os cálculos, o
sistema todo foi dividido em trechos. A tabela 12 apresenta o número, o diâmetro
nominal da tubulação e o comprimento retilíneo para cada trecho. Já a tabela 13 indica
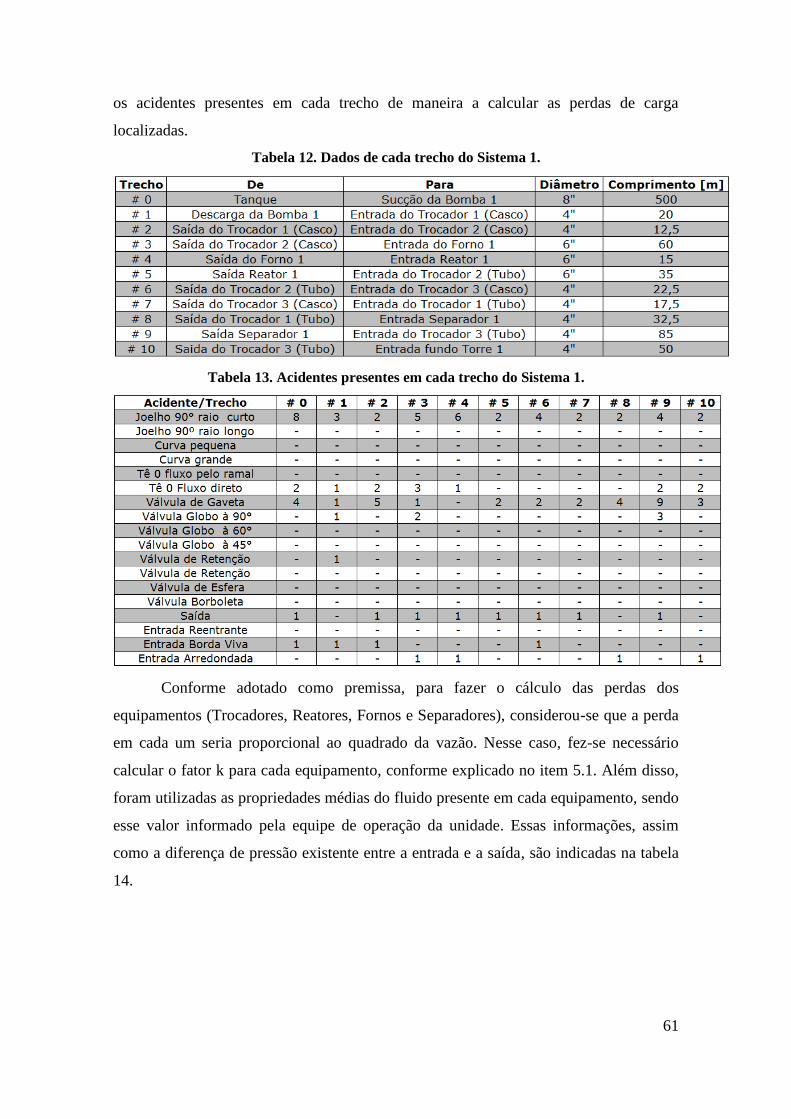
61
os acidentes presentes em cada trecho de maneira a calcular as perdas de carga
localizadas.
Tabela 12. Dados de cada trecho do Sistema 1.
Tabela 13. Acidentes presentes em cada trecho do Sistema 1.
Conforme adotado como premissa, para fazer o cálculo das perdas dos
equipamentos (Trocadores, Reatores, Fornos e Separadores), considerou-se que a perda
em cada um seria proporcional ao quadrado da vazão. Nesse caso, fez-se necessário
calcular o fator k para cada equipamento, conforme explicado no item 5.1. Além disso,
foram utilizadas as propriedades médias do fluido presente em cada equipamento, sendo
esse valor informado pela equipe de operação da unidade. Essas informações, assim
como a diferença de pressão existente entre a entrada e a saída, são indicadas na tabela
14.

62
Tabela 14. Diferença de pressão e fator k para os equipamentos do Sistema 1.
De posse dos fatores K’s para cada equipamento, é possível calcular a perda de
carga para cada vazão, multiplicando-se o mesmo pelo quadrado da vazão e dividindo-
se o valor pelo peso específico do fluido que passa pelo equipamento. Os valores de
perda estão na listados na tabela 15. Após realizar esses cálculos, foi possível obter a
curva de perda de carga para os equipamentos, indicada na figura 37.
Tabela 15. Perda de Carga para os equipamentos do Sistema 1.
Figura 37. Curva de perda para os equipamentos do sistema 1.
Vazão Vazão [m3/h] Perda de Carga [m]
0,0Q 0 0,00
0,1Q 9,6 3,94
0,2Q 19,2 15,77
0,3Q 28,8 35,49
0,4Q 38,4 63,10
0,5Q 48 98,59
0,6Q 57,6 141,97
0,7Q 67,2 193,24
0,8Q 76,8 252,39
0,9Q 86,4 319,43
1Q 96 394,36
1,1Q 105,6 477,18
1,2Q 115,2 567,88
1,3Q 124,8 666,47

63
5.2.1.3 Levantamento da Curva do Sistema
Todos os dados de processo apresentados anteriormente foram colocados na
ferramenta. Os valores de perda dos equipamentos foram somados aos valores de perda
relativos às perdas causadas pelos acidentes nos trechos. Para isso, utilizou-se o botão
“Mostrar Cálculos” e adicionou-se manualmente esses valores na tabela de
VazãoXAMT. Sendo assim, foi possível encontrar a curva do sistema que é apresentada
na figura 38.
Figura 38. Curva do sistema 1
Pode-se notar que a bomba deve operar a uma vazão de 96 m3/h entregando um
head de 559,1 m para atender a condição do sistema.
5.2.1.4 Seleção das Bombas
Com base nas informações de vazão (96 m3/h), head (559,1 m), temperatura de
bombeio (50°C) e viscosidade do fluido (0.5556 cst), foram determinados os tipos de
bomba mais indicados para atender essas condições, utilizando-se a ferramenta. A
tabela 16 mostra os modelos de bombas mais indicados par esse serviço.

64
Tabela 16 . Tipo de bombas para atender o sistema 1.
5.2.1.5 Determinação do modelo
Incialmente foi testado o tipo “BBT Between Bearing Pump” modelo BBT
3x6x16A-1 com dois estágios, cuja curva é apresentada na figura abaixo. Para esse
modelo, a vazão do BEP é 132 m3/h, o que faz com que a vazão a ser atendida esteja na
faixa de operação recomendada pela norma API 610, conforme critério estabelecido
anteriormente. A figura 39 ilustra os modelos indicados para atender o sistema 1 e a
figura 40 apresenta as curvas do modelo selecionado.
Figura 39 . Modelos de bombas para atender o sistema 1.
Modelo Fabricante Orientação
BBT Between Bearing Pump SULZER Horizontal
BBTD Between Bearing Pump SULZER Horizontal
CP Multistage Barrel Pump - (Preliminary selections only) SULZER Horizontal
GSG Barrel Pump SULZER Horizontal
GSG Barrel Pump (Back to Back) SULZER Horizontal
GSG-BFP Barrel Pump for Feedwater Service SULZER Horizontal
HPH High Pressure Multistage Ring Section Pump SULZER Horizontal
HSB Between Bearing Pump SULZER Horizontal
HZB for Heat Transfer Fluid (HZB-HTF) SULZER Horizontal
MB High Pressure Diffuser Pumps SULZER Horizontal
MBN Multistage Ring Section Pumps SULZER Horizontal
MBN RO Multistage Ring Section Pump SULZER Horizontal
MC High Pressure Diffuser Pumps SULZER Horizontal
MC-PLB High Pressure Diffuser Pumps SULZER Horizontal
MD High Pressure Diffuser Pumps SULZER Horizontal
MSD Multistage Volute Pump SULZER Horizontal
MSD2 high pressure pumps SULZER Horizontal
MSD2-D High Pressure Pumps SULZER Horizontal
MSE Multistage Volute Pump SULZER Horizontal
SJD-API SULZER Vertical
SJD-CEP SULZER Vertical
SJT-B Series-Turbine SULZER Vertical
SJT-Vertical Turbine SULZER Vertical
TTMC-HPI Vertical Pump SULZER Vertical
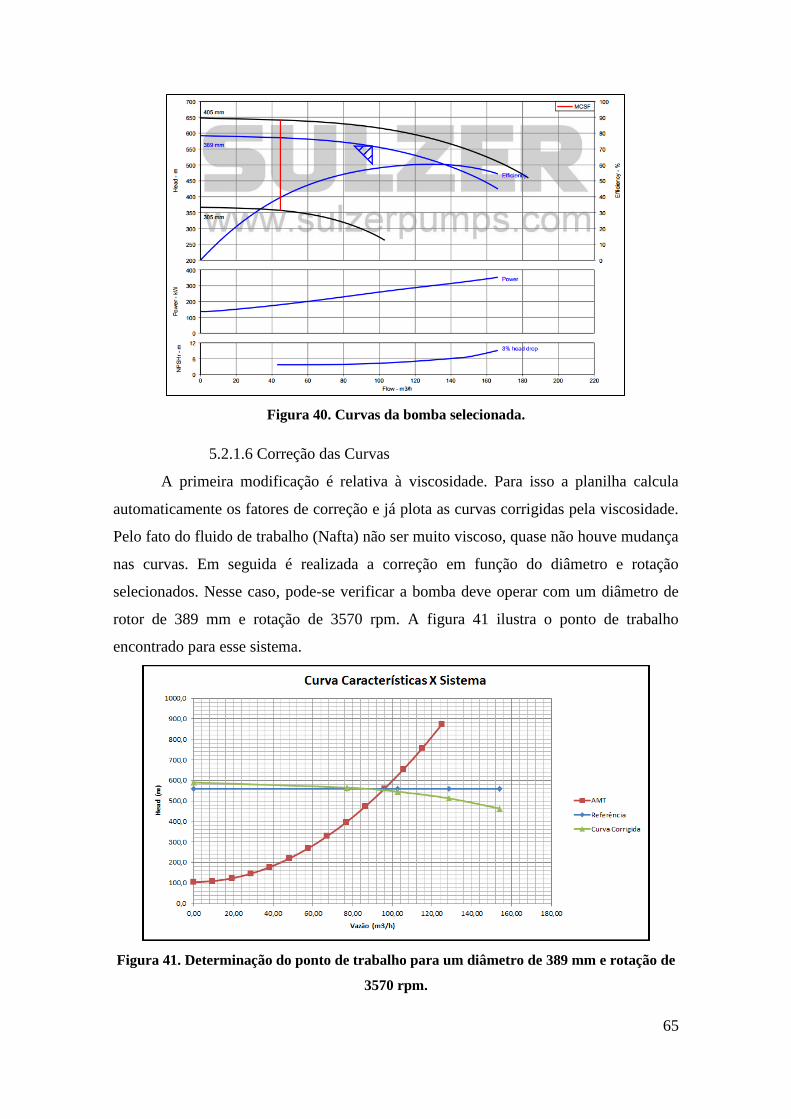
65
Figura 40. Curvas da bomba selecionada.
5.2.1.6 Correção das Curvas
A primeira modificação é relativa à viscosidade. Para isso a planilha calcula
automaticamente os fatores de correção e já plota as curvas corrigidas pela viscosidade.
Pelo fato do fluido de trabalho (Nafta) não ser muito viscoso, quase não houve mudança
nas curvas. Em seguida é realizada a correção em função do diâmetro e rotação
selecionados. Nesse caso, pode-se verificar a bomba deve operar com um diâmetro de
rotor de 389 mm e rotação de 3570 rpm. A figura 41 ilustra o ponto de trabalho
encontrado para esse sistema.
Figura 41. Determinação do ponto de trabalho para um diâmetro de 389 mm e rotação de
3570 rpm.

66
As curvas características para essa bomba são apresentadas nas figuras 42 e 43.
Figura 42. Curvas de Head e Eficiência finais para a bomba selecionada.
Figura 43. Curvas de Potência e NPSHreq finais para a bomba selecionada.
Como o NPSH disponível é maior que o NPSH requerido, não haverá cavitação
da bomba, portanto a seleção desse modelo está adequada, conforme indicado na Tabela
17.
Tabela 17. Avaliação de cavitação da ferramenta.
NPSHdisp NPSHreq
33,7 4,3
Avaliação
Não ocorre cavitação

67
5.2.1.7 Indicação de Materiais
O modelo de bomba selecionado é da classe API 610, ou seja, atende os
materiais de construção requeridos pela norma. De qualquer forma, a ferramenta
permite indicar os materiais, com base no fluido de trabalho selecionado. No caso do
sistema 1, o fluido de trabalho da bomba é a Nafta, logo os materiais indicados são
aqueles apresentados na tabela 18.
Tabela 18. Materiais indicados para cada componente da bomba do sistema 1.
5.2.2 Sistema 2
5.2.2.1 Explicação
O sistema 2 é composto pela bomba 2 e tem como função permitir a separação
de fases gasosas da mistura, através do separador 2, garantido o refluxo para a torre.
Basicamente a função da bomba nesse caso é compensar as perdas presentes nos
trechos, uma vez que ela succiona e descarrega na mesma torre. A figura 44 ilustra o
sistema dessa bomba.
Figura 44. Representação do sistema 2.
Peça Material1 Carcaça Sobre Pressão Aço-C
2 Partes Internas da Carcaça 12% Cromo
3 Impelidor 12% Cromo
4 Anéis de Desgaste da carcaça 12% Cr Endurecido
5 Anéis de Desgaste do impelidor 12% Cr Endurecido
6 Eixo Aço AISI 4140
7 Luva do eixo (se for gaxeta) Carbureto Tungstênio sobre 12% Cromo
8 Luva do eixo (se for selo) Aço Inox 18-8 ou 12% Cromo
9 Bucha de Garganta 12% Cr Endurecido
10 Luvas interestágios 12% Cr Endurecido
11 Bucha Interestágio 12% Cr Endurecido
12 Anel de Lanterna (gaxeta) Ferro Fundido
13 Sobreposta com gaxeta ou selo Aço Carbono
14 Prisioneiro ou parafusos da sobreposta Aço AISI 4140
15 Prisioneiro da carcaça Aço AISI 4140
16 Junta da Carcaça Aço Inox 18-8 amianto forrado

68
A seguir são apresentados brevemente a função de cada componente.
Trocador 4: Resfriar a corrente promovendo a condensação. A mistura
nafta+H2+contaminantes ou frações de C1-C4+H2S troca calor com a água de
resfriamento. Parte dessas correntes muda de fase (condensa) e é separada no vaso a
jusante.
Separador 2: Separar o gás combustível não condensável com alta concentração de
H2S da nafta. Atua como acumulador de topo, garantindo nível para o refluxo total
através da bomba 2.
Bomba 2: Permitir o refluxo da nafta para a torre, após sua passagem pelo separador.
5.2.2.2 Dados do processo
Na tabela 19 são apresentados os dados do sistema 2. Como pode-se perceber,
não foram inseridos valores de alturas e pressões dos reservatórios, uma vez que, por se
tratar do mesmo reservatório, as alturas do níveis dos reservatórios e as pressões sempre
serão as mesmas, independente de serem máximas ou mínimas.
Tabela 19. Dados do processo do Sistema 2.
A tabela 20 apresenta o comprimento e o diâmetro de cada trecho de tubulação.
Já a tabela 21 apresenta os acidentes presentes em cada trecho.
Tabela 20. Dados de cada trecho do Sistema 2.
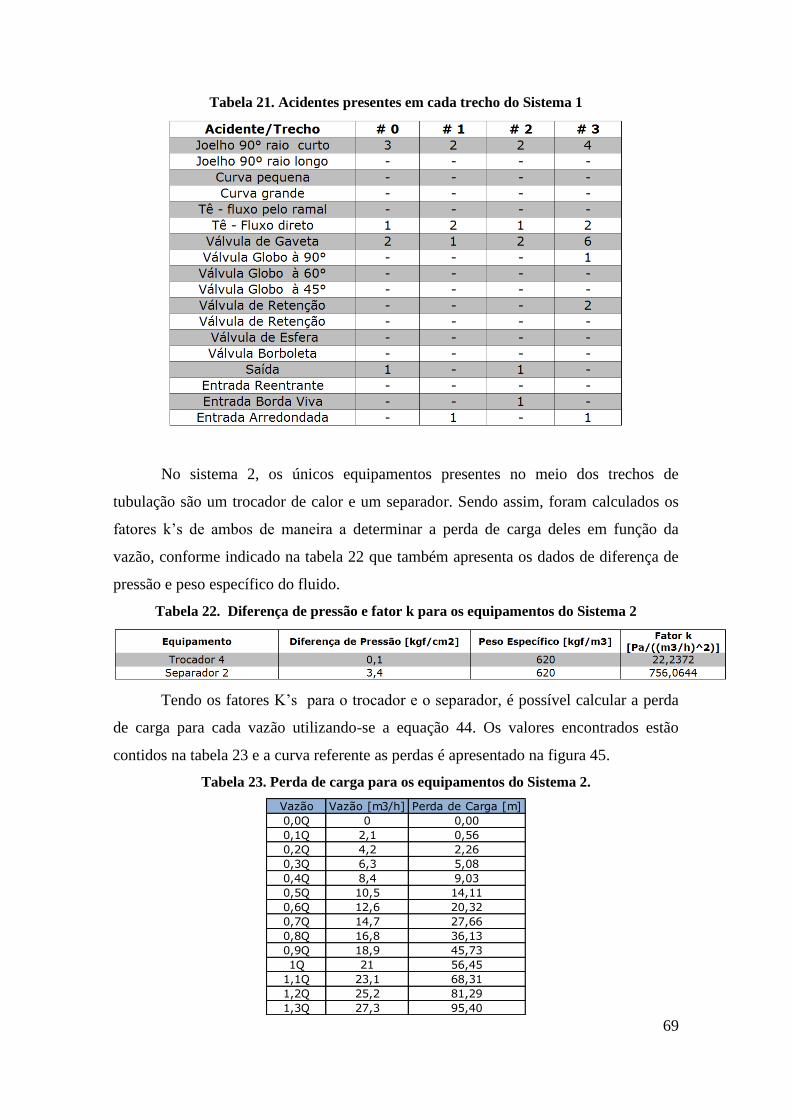
69
Tabela 21. Acidentes presentes em cada trecho do Sistema 1
No sistema 2, os únicos equipamentos presentes no meio dos trechos de
tubulação são um trocador de calor e um separador. Sendo assim, foram calculados os
fatores k’s de ambos de maneira a determinar a perda de carga deles em função da
vazão, conforme indicado na tabela 22 que também apresenta os dados de diferença de
pressão e peso específico do fluido.
Tabela 22. Diferença de pressão e fator k para os equipamentos do Sistema 2
Tendo os fatores K’s para o trocador e o separador, é possível calcular a perda
de carga para cada vazão utilizando-se a equação 44. Os valores encontrados estão
contidos na tabela 23 e a curva referente as perdas é apresentado na figura 45.
Tabela 23. Perda de carga para os equipamentos do Sistema 2.
Vazão Vazão [m3/h] Perda de Carga [m]
0,0Q 0 0,00
0,1Q 2,1 0,56
0,2Q 4,2 2,26
0,3Q 6,3 5,08
0,4Q 8,4 9,03
0,5Q 10,5 14,11
0,6Q 12,6 20,32
0,7Q 14,7 27,66
0,8Q 16,8 36,13
0,9Q 18,9 45,73
1Q 21 56,45
1,1Q 23,1 68,31
1,2Q 25,2 81,29
1,3Q 27,3 95,40

70
Figura 45. Curva de perda para os equipamentos do sistema 2.
5.2.2.3 Levantamento da Curva do Sistema
Todos os dados acima foram imputados na ferramenta de maneira a levantar a
curva do sistema. Os dados da perda nos equipamentos foram adicionados
manualmente, seguindo o procedimento descrito anteriormente. A curva encontrada é
demonstrada na figura 46.
Figura 46. Curva do Sistema 2.
Pode-se notar que para uma vazão nula (“Shutt off”) a altura manométrica é zero,
uma vez que a bomba é de circulação, ou seja, deve fornecer energia apenas para
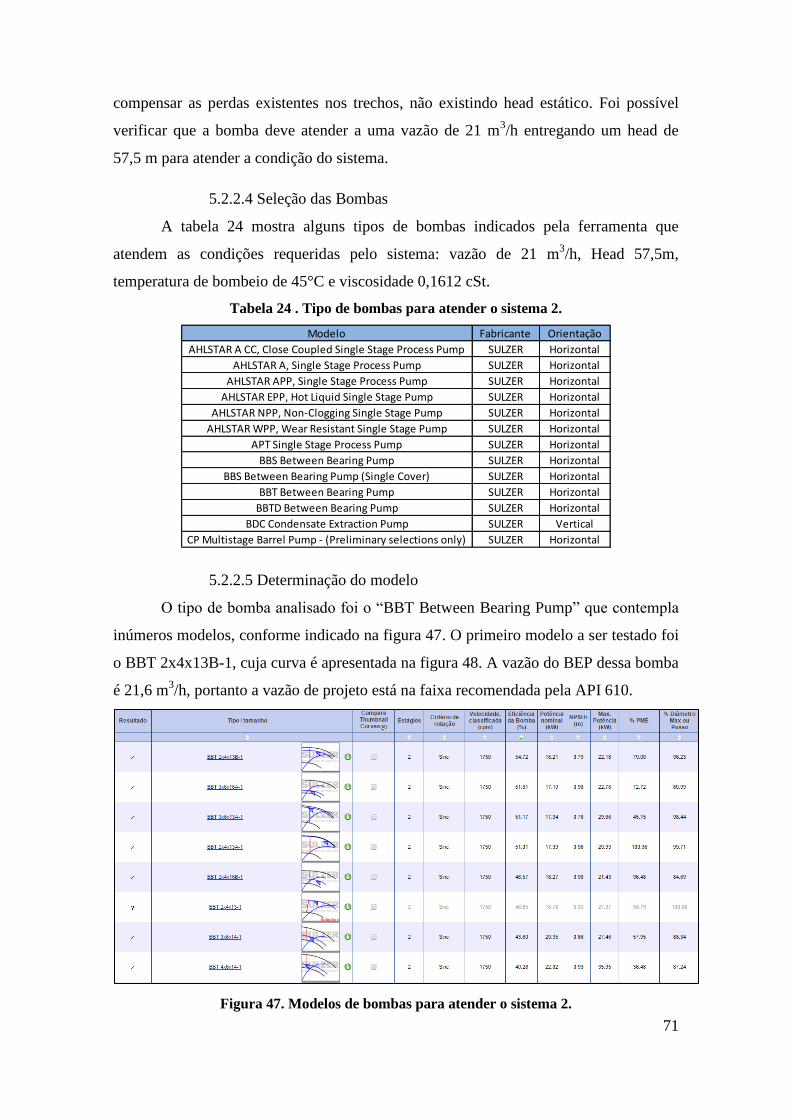
71
compensar as perdas existentes nos trechos, não existindo head estático. Foi possível
verificar que a bomba deve atender a uma vazão de 21 m3/h entregando um head de
57,5 m para atender a condição do sistema.
5.2.2.4 Seleção das Bombas
A tabela 24 mostra alguns tipos de bombas indicados pela ferramenta que
atendem as condições requeridas pelo sistema: vazão de 21 m3/h, Head 57,5m,
temperatura de bombeio de 45°C e viscosidade 0,1612 cSt.
Tabela 24 . Tipo de bombas para atender o sistema 2.
5.2.2.5 Determinação do modelo
O tipo de bomba analisado foi o “BBT Between Bearing Pump” que contempla
inúmeros modelos, conforme indicado na figura 47. O primeiro modelo a ser testado foi
o BBT 2x4x13B-1, cuja curva é apresentada na figura 48. A vazão do BEP dessa bomba
é 21,6 m3/h, portanto a vazão de projeto está na faixa recomendada pela API 610.
Figura 47. Modelos de bombas para atender o sistema 2.
Modelo Fabricante Orientação
AHLSTAR A CC, Close Coupled Single Stage Process Pump SULZER Horizontal
AHLSTAR A, Single Stage Process Pump SULZER Horizontal
AHLSTAR APP, Single Stage Process Pump SULZER Horizontal
AHLSTAR EPP, Hot Liquid Single Stage Pump SULZER Horizontal
AHLSTAR NPP, Non-Clogging Single Stage Pump SULZER Horizontal
AHLSTAR WPP, Wear Resistant Single Stage Pump SULZER Horizontal
APT Single Stage Process Pump SULZER Horizontal
BBS Between Bearing Pump SULZER Horizontal
BBS Between Bearing Pump (Single Cover) SULZER Horizontal
BBT Between Bearing Pump SULZER Horizontal
BBTD Between Bearing Pump SULZER Horizontal
BDC Condensate Extraction Pump SULZER Vertical
CP Multistage Barrel Pump - (Preliminary selections only) SULZER Horizontal

72
Figura 48. Curvas da bomba selecionada.
5.2.2.6 Correção das Curvas
A primeira modificação é relativa a viscosidade que é realizada automaticamente
pela planilha. Assim como a Nafta, o hidrocarboneto leve é um fluido pouco viscoso,
logo os fatores de correção são muito próximos de 1, não havendo mudança
significativa na curva. Em seguida essas curvas são corrigidas em função do diâmetro e
rotação selecionados. Foi possível verificar que a bomba deve operar com um diâmetro
de rotor de 268 mm e rotação de 1740 rpm. A figura 49 mostra o ponto de trabalho que
a bomba irá operar.
Figura 49. Determinação do ponto de trabalho para um diâmetro de 268 mm e rotação de
1740 rpm

73
As figuras 50 e 51 apresentam as curvas finais após as correções de viscosidade,
diâmetro e rotação.
Figura 50. Curvas de Head e Eficiência finais para a bomba selecionada.
Figura 51. Curvas de Potência e NPSHreq finais para a bomba selecionada.
Através da avaliação da ferramenta, pode-se perceber que não ocorrerá cavitação
na bomba, uma vez que o NPSHdisp é bem maior que o NPSHreq, conforme indicado
na tabela 25. Dessa forma a escolha da bomba foi adequada para atender os requisitos
do sistema.
Tabela 25. Avaliação de cavitação da ferramenta.
NPSHdisp NPSHreq
28,8 7
Avaliação
Não ocorre cavitação

74
5.2.2.7 Indicação de Materiais
O fluido de trabalho é da bomba é um hidrocarboneto leve (GLP), nesse caso, os
materiais indicados para a construção de cada componente são apresentados na tabela
26.
Tabela 26. Materiais indicados para cada componente da bomba do sistema 2.
5.3 Unidade de Reforma Catalítica
5.3.1 Sistema 3
5.3.1.1 Explicação
O sistema 3 é o principal sistema de toda a planta, uma vez que contém a
essência do processo, convertendo Nafta pré-tratada em Nafta tratada, com elevado teor
de octanas. A bomba 3 faz parte desse sistema e é a bomba mais demandada de toda a
planta. A figura 52 apresenta o esquema do sistema.
Figura 52. Esquema do Sistema 3.
Peça Material1 Carcaça Sobre Pressão Aço Carbono
2 Partes Internas da Carcaça Ferro Fundido
3 Impelidor Ferro Fundido
4 Anéis de Desgaste da carcaça Ferro Fundido
5 Anéis de Desgaste do impelidor Ferro Fundido
6 Eixo Aço Carbono
7 Luva do eixo (se for gaxeta) Aço Cromo 12% endurecido
8 Luva do eixo (se for selo) Aço Inox 18-8 ou 12% Cromo
9 Bucha de Garganta Ferro Fundido
10 Luvas interestágios Ferro Fundido
11 Bucha Interestágio Ferro Fundido
12 Anel de Lanterna (gaxeta) Ferro Fundido
13 Sobreposta com gaxeta ou selo Aço Carbono
14 Prisioneiro ou parafusos da sobreposta Aço AISI 4140
15 Prisioneiro da carcaça Aço AISI 4140
16 Junta da Carcaça Composto de Amianto

75
A seguir são apresentados brevemente a função e cada componente presente
nesse sistema.
Bomba 3: Abastecer a unidade de Reforma Catalítica com a Nafta Pré-tratada.
Trocador 5: Pré-aquecer a carga da reforma, diminuindo o gasto com gás combustível
no forno. (Integração energética). A mistura nafta tratada+gás de reciclo é pré-
aquecida, trocando calor com a corrente que sai dos reatores e necessita ser resfriada.
Esta configuração permite o aproveitamento de energia.
Bateria de Trocadores: A mistura nafta tratada+gás de reciclo é pré-aquecida antes de
entrar para o forno, trocando calor com a corrente que sai dos reatores e necessita ser
resfriada. Esta configuração permite o aproveitamento de energia.
Fornos 2/3/4: Fornecer a carga térmica necessária para que a mistura de nafta e
hidrogênio atinja a temperatura de reação. No caso dos fornos 3 e 4, recuperar a
temperatura perdida em função da passagem da carga pelo reator.
Reatores 2/3/4: Promover as reações de reforma na nafta. No primeiro reator ocorre a
maior parte das reações (em casos de cargas naftênicas), consequentemente a maior
queda de temperatura (já que a maioria delas são endotérmicas). O terceiro é o reator
com a maior quantidade de catalisador para que haja maior tempo de contato,
possibilitando a ocorrência das reações finais.
Trocador 6: Resfriar o reformado instabilizado que será separado do H2. O reformado,
após ter trocado calor com a carga que seguirá para os fornos, já chega ao resfriador
com a temperatura bem mais baixa. Ele, então, troca calor com a água de refrigeração,
condensando.
Separador 6: Separar o H2 do reformado aromático instabilizado. Funciona como um
tambor de separação. Por diferença de pressão, o gás hidrogênio sai pelo topo do vaso
sendo succionado por um compressor e o reformado condensado sai pelo fundo,
seguindo para a seção de estabilização.
Trocador 7: Resfriar a corrente promovendo a condensação e para armazenamento na
tancagem final.

76
5.3.1.2 Dados do processo
A tabela 27 apresenta os dados de entrada que foram introduzidos na ferramenta.
Tabela 27. Dados do Processo do Sistema 3.
As tabelas 28 e 29 apresentam as características dos trechos (diâmetro e
comprimento de tubulação) e os acidentes presentes em cada um deles, respectivamente.
Tabela 28. Dados de cada trecho do Sistema 3.
Tabela 29. Acidentes Presentes em cada trecho do Sistema 3.
Para o cálculo da perda causada pela presença dos equipamentos, faz-se
necessário determinar o fator K para cada um deles, conforme explicado no item 5.1. A
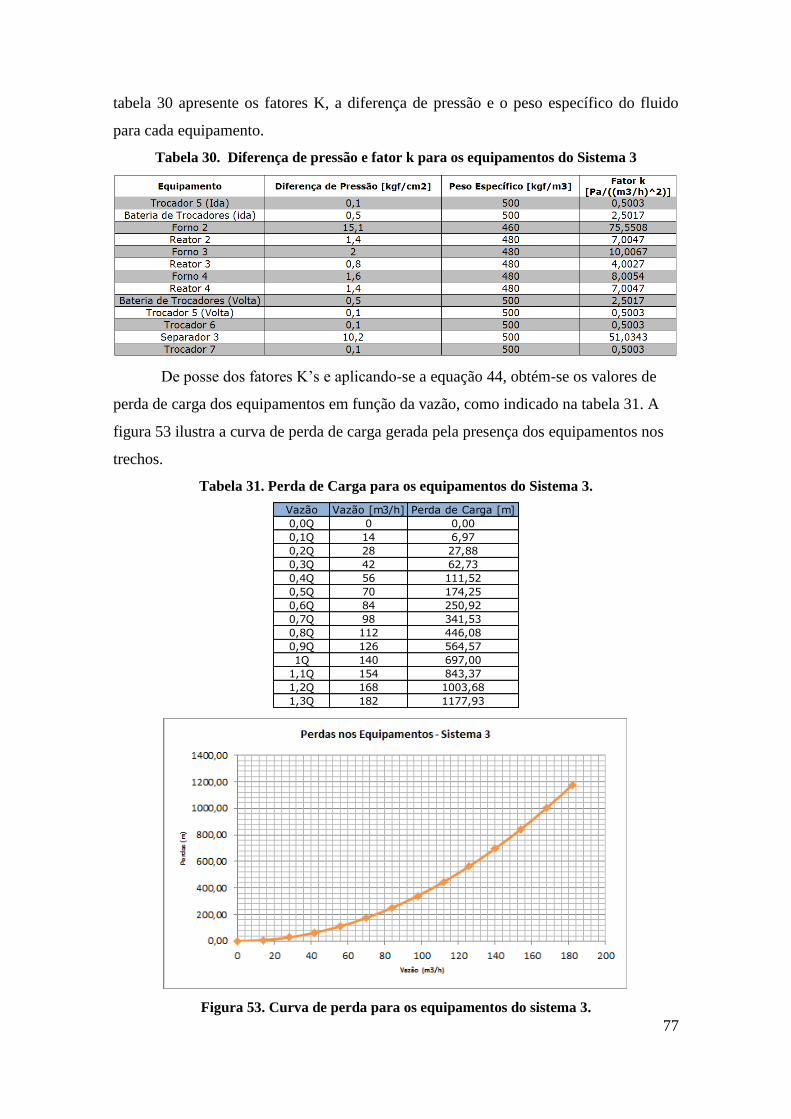
77
tabela 30 apresente os fatores K, a diferença de pressão e o peso específico do fluido
para cada equipamento.
Tabela 30. Diferença de pressão e fator k para os equipamentos do Sistema 3
De posse dos fatores K’s e aplicando-se a equação 44, obtém-se os valores de
perda de carga dos equipamentos em função da vazão, como indicado na tabela 31. A
figura 53 ilustra a curva de perda de carga gerada pela presença dos equipamentos nos
trechos.
Tabela 31. Perda de Carga para os equipamentos do Sistema 3.
Figura 53. Curva de perda para os equipamentos do sistema 3.
Vazão Vazão [m3/h] Perda de Carga [m]
0,0Q 0 0,00
0,1Q 14 6,97
0,2Q 28 27,88
0,3Q 42 62,73
0,4Q 56 111,52
0,5Q 70 174,25
0,6Q 84 250,92
0,7Q 98 341,53
0,8Q 112 446,08
0,9Q 126 564,57
1Q 140 697,00
1,1Q 154 843,37
1,2Q 168 1003,68
1,3Q 182 1177,93

78
5.3.1.3 Levantamento da Curva do Sistema
Os dados determinados anteriormente foram inseridos na ferramenta e a curva
do sistema foi levantada (Figura 54). Foi possível verificar que a bomba deve atender
uma vazão de 140 m3/h disponibilizando um head de 896,5 m para atender a condição
do sistema.
Figura 54. Curva do Sistema 3.
5.3.1.4 Seleção das Bombas
A parir das condições de processo (vazão 140 m3/h, head 896,5, temperatura de
bombeio 270°C e viscosidade 0,2 cSt), a ferramenta indicou os tipos de bombas
recomendados para atende-las, conforme indicado na tabela 32.
Tabela 32. Tipos de bombas para atender o sistema 3.
É válido notar que, por serem condições mais severas de operação (“Heavy
Duty”), a quantidade de bombas que atendem a essas condições é menor que a dos
outros sistemas.
Modelo Fabricante Orientação
BBTD Between Bearing Pump SULZER Horizontal
CP Multistage Barrel Pump - (Preliminary selections only) SULZER Horizontal
GSG Barrel Pump SULZER Horizontal
GSG Barrel Pump (Back to Back) SULZER Horizontal
HZB for Heat Transfer Fluid (HZB-HTF) SULZER Horizontal

79
5.3.1.5 Determinação do modelo
O tipo de bomba selecionado foi o “GSG Diffuser Style Barrel Pump”. O
modelo testado foi o GSG 80-260 (C). Para esse modelo, a vazão no BEP é 157,3 m3/h,
portanto a bomba irá operar dentro da faixa recomendada pela norma API 610. A figura
55 mostra outros modelos de bomba indicadas para esse processo. A curva do modelo
selecionado é apresentada na figura 56.
Figura 55. Modelos de bombas para atender o sistema 3.
Figura 56. Curvas da bomba selecionada.
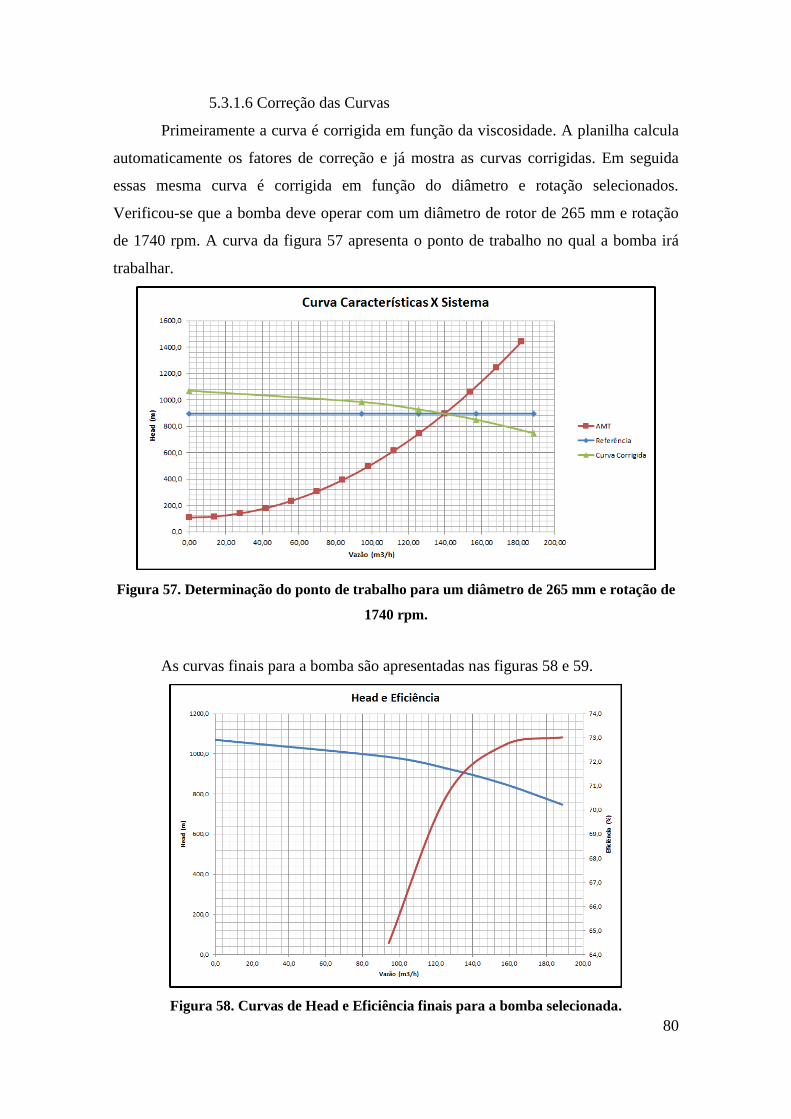
80
5.3.1.6 Correção das Curvas
Primeiramente a curva é corrigida em função da viscosidade. A planilha calcula
automaticamente os fatores de correção e já mostra as curvas corrigidas. Em seguida
essas mesma curva é corrigida em função do diâmetro e rotação selecionados.
Verificou-se que a bomba deve operar com um diâmetro de rotor de 265 mm e rotação
de 1740 rpm. A curva da figura 57 apresenta o ponto de trabalho no qual a bomba irá
trabalhar.
Figura 57. Determinação do ponto de trabalho para um diâmetro de 265 mm e rotação de
1740 rpm.
As curvas finais para a bomba são apresentadas nas figuras 58 e 59.
Figura 58. Curvas de Head e Eficiência finais para a bomba selecionada.

81
Figura 59. Curvas de Potência e NPSHreq finais para a bomba selecionada.
Com base no valor de NPSHdisp, pode-se perceber que não ocorrerá cavitação na
bomba, como indicado na tabela 33, portanto a mesma foi selecionada adequadamente
para a aplicação em questão.
Tabela 33. Avaliação de cavitação da ferramenta.
5.3.1.7 Indicação de Materiais
O fluido de trabalho da bomba é nafta tratada, portanto, para um bomba
operando com nafta, segundo a norma API 610, os materiais indicados na tabela 34
devem ser utilizados em sua construção.
Tabela 34. Materiais indicados para cada componente da bomba do sistema 3.
NPSHdisp NPSHreq
160,4 5,5
Avaliação
Não ocorre cavitação
Peça Material1 Carcaça Sobre Pressão Aço-C
2 Partes Internas da Carcaça 12% Cromo
3 Impelidor 12% Cromo
4 Anéis de Desgaste da carcaça 12% Cr Endurecido
5 Anéis de Desgaste do impelidor 12% Cr Endurecido
6 Eixo Aço AISI 4140
7 Luva do eixo (se for gaxeta) Carbureto Tungstênio sobre 12% Cromo
8 Luva do eixo (se for selo) Aço Inox 18-8 ou 12% Cromo
9 Bucha de Garganta 12% Cr Endurecido
10 Luvas interestágios 12% Cr Endurecido
11 Bucha Interestágio 12% Cr Endurecido
12 Anel de Lanterna (gaxeta) Ferro Fundido
13 Sobreposta com gaxeta ou selo Aço Carbono
14 Prisioneiro ou parafusos da sobreposta Aço AISI 4140
15 Prisioneiro da carcaça Aço AISI 4140
16 Junta da Carcaça Aço Inox 18-8 amianto forrado

82
6. Resultados
Em resumo pode-se verificar que a bomba do sistema 1 deve atender a uma
vazão de 96 m3/h entregando um head de 559,1 m para atender a condição do sistema,
enquanto que a bomba do sistema 2 deve operar com um vazão de 21 m3/h fornecendo
um head de 57,5 m. Já a bomba do sistema 3, para atender aos requisitos do sistema
deve operar a uma vazão de 140 m3/h provendo o sistema com um head de 896,5 m
para atender a condição do sistema. Além disso, todas as bombas selecionadas se
enquadraram nos critérios estabelecidos anteriormente, ou seja, todas irão operar dentro
da faixa recomendada pela norma API 610 e em nenhuma delas ocorrerá cavitação.
O objetivo de levantar a curva do sistema para cada sistema era verificar se
cálculo realizado com o auxílio da ferramenta se aproximava do caso real, ou seja, se o
ponto de trabalho encontrado com o ferramenta se aproximava do caso real. Para isso,
foram levantados os dados de projeto dos três sistemas que operam atualmente na
refinaria. Os mesmo são apresentados nas figuras 60, 61 e 62.
Figura 60. Condições de processo do Sistema 1.
Figura 61. Condições de processo do Sistema 2.
Figura 62. Condições de processo do Sistema 3.

83
A partir dos dados levantados, pode-se fazer uma comparação com o intuito de
mensurar a variação existente entre os resultados encontrados com a ferramenta e o caso
real, operando na refinaria. Os resultados são apresentados na tabela 34.
Tabela 34. Comparação entre os Heads.
Como pode-se perceber, os valores obtidos com a ferramenta se mostraram
satisfatoriamente próximos ao valores dos casos reais. O sistema 3 foi aquele que
apresentou um a variação maior, da ordem de 10%. Essas variação pode ser explicada
pelo fato do sistema 3 ser maior em extensão e complexidade (mais equipamentos),
portanto mais sujeito a imprecisões nos dados de planta, os quais foram obtidos com a
equipe de operação e que muita vezes foram estimados, como os comprimentos
retilíneos dos trechos de tubulação, as propriedades do fluido em alguns equipamentos,
etc.
7. Conclusão
Pode-se perceber que a ferramenta atingiu resultados satisfatoriamente próximos
ao caso real. Sendo assim, o presente projeto pode validá-la como instrumento adequado
para a seleção de bomba. Por mais que tenha sido construída para a indústria do
petróleo, sua aplicação se estende a qualquer processo industrial, seja simples ou
complexo, uma vez que com ela o usuário é capaz de levantar a curva do sistema e
verificar quais bombas são mais adequadas para aquele determinado uso.
Um ponto positivo da ferramenta é a interface simples e amigável, o que torna
muito simples o seu preenchimento e sua utilização. Além disso, uma das grandes
vantagens da ferramenta é o fato de ter sido construída em Excel®, o que torna ainda
mais fácil a sua aplicação em qualquer computador que tenha acesso a esse programa.

84
8. Referências Bibliográficas
[1] FARAH, M. A., Petróleo e seus Derivados, 1 ed, Rio de Janeiro, LTC editora, 2012.
[2] BRASIL, N. I., ARAÚJO, M. A. S., SOUSA, E. C. M., Processamento de Petróleo
e Gás, 2 ed., Rio de Janeiro, LTC Editora, 2014.
[3] MIELNIK, Otavio, O mercado do Petróleo: Oferta, Refino e Preço, Rio de Janeiro,
FGV Projetos, 2012.
[4] SZKLO, A., ULLER, V.C., Fundamentos do Refino do Petróleo: Tecnologia e
Economia, 2 ed. Rio de Janeiro, Interciência, 2008.
[5] ABADIE, E. Processos de Refino, Curitiba, Petrobras 2002
[6] FOX, R.W., PRITCHARD, P.J., MCDONALD, A.T, Introdução à Mecânica dos
Fluidos, 7 ed., Rio de Janeiro, LTC Editora, 2010.
[7] DE MATTOS, E.E., DE FALCO, R., Bombas Industriais, 2 ed., Rio de Janeiro,
Interciência, 1998.
[8] Bombas Guia Básico, Procel Indústria, 2009.
[9] LENGSFELD, F. L., DUARTE, R., ALTIERI, C., Manual de Treinamento KSB, 3
ed, Setembro, 1991.
[10] CRANE COMPANY, Flow of Fluids through Valves, Fittings, and Pipe –
Techincal Paper N° 410M, New York, Crane Co., 1981.
[11] CHURCHILL, S. W., Friction-factor equations spans and fluid flow regime,
Chemical Engineering, Novembro, 1977.
[12] PRADO, M. G., Electrical Submersible Pumping, 2007.
[13] API 610 Centrifugal Pumps For Petroleum Petrochemical and Natural Gas
Industries, 11 ed, Setembro, 2010.
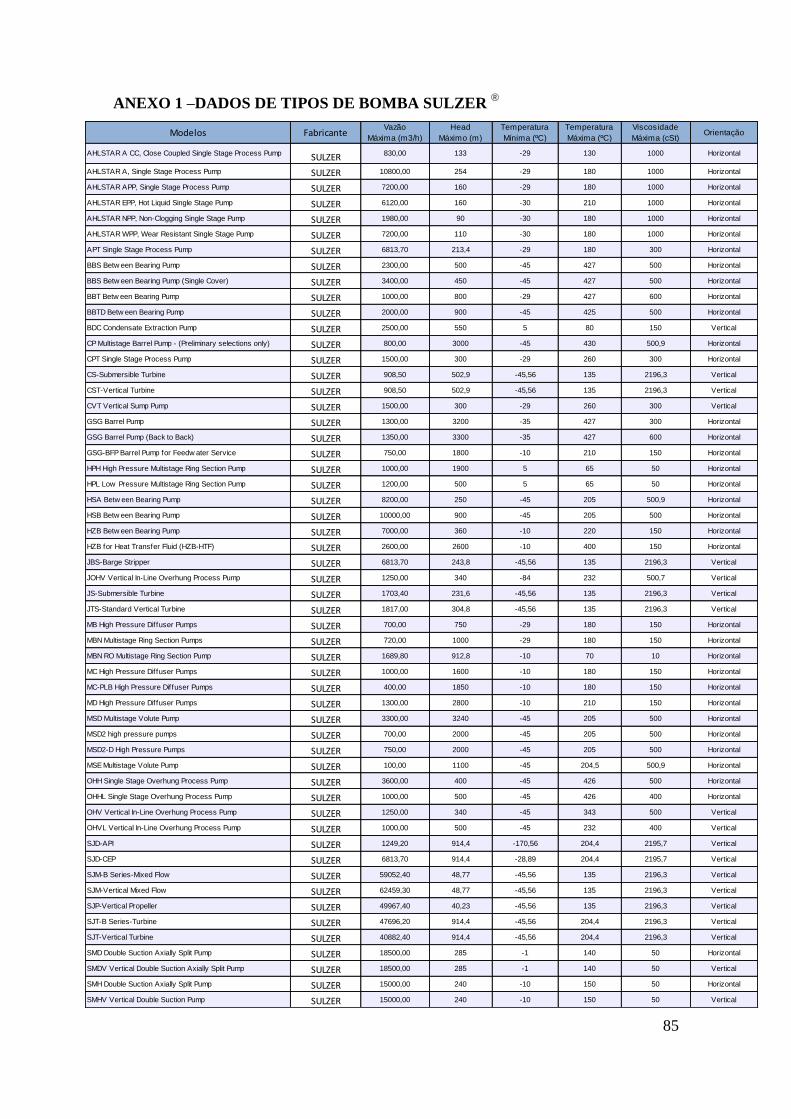
85
ANEXO 1 –DADOS DE TIPOS DE BOMBA SULZER ®
Modelos FabricanteVazão
Máxima (m3/h)
Head
Máximo (m)
Temperatura
Mínima (ºC)
Temperatura
Máxima (ºC)
Viscosidade
Máxima (cSt)Orientação
AHLSTAR A CC, Close Coupled Single Stage Process Pump SULZER 830,00 133 -29 130 1000 Horizontal
AHLSTAR A, Single Stage Process Pump SULZER 10800,00 254 -29 180 1000 Horizontal
AHLSTAR APP, Single Stage Process Pump SULZER 7200,00 160 -29 180 1000 Horizontal
AHLSTAR EPP, Hot Liquid Single Stage Pump SULZER 6120,00 160 -30 210 1000 Horizontal
AHLSTAR NPP, Non-Clogging Single Stage Pump SULZER 1980,00 90 -30 180 1000 Horizontal
AHLSTAR WPP, Wear Resistant Single Stage Pump SULZER 7200,00 110 -30 180 1000 Horizontal
APT Single Stage Process Pump SULZER 6813,70 213,4 -29 180 300 Horizontal
BBS Betw een Bearing Pump SULZER 2300,00 500 -45 427 500 Horizontal
BBS Betw een Bearing Pump (Single Cover) SULZER 3400,00 450 -45 427 500 Horizontal
BBT Betw een Bearing Pump SULZER 1000,00 800 -29 427 600 Horizontal
BBTD Betw een Bearing Pump SULZER 2000,00 900 -45 425 500 Horizontal
BDC Condensate Extraction Pump SULZER 2500,00 550 5 80 150 Vertical
CP Multistage Barrel Pump - (Preliminary selections only) SULZER 800,00 3000 -45 430 500,9 Horizontal
CPT Single Stage Process Pump SULZER 1500,00 300 -29 260 300 Horizontal
CS-Submersible Turbine SULZER 908,50 502,9 -45,56 135 2196,3 Vertical
CST-Vertical Turbine SULZER 908,50 502,9 -45,56 135 2196,3 Vertical
CVT Vertical Sump Pump SULZER 1500,00 300 -29 260 300 Vertical
GSG Barrel Pump SULZER 1300,00 3200 -35 427 300 Horizontal
GSG Barrel Pump (Back to Back) SULZER 1350,00 3300 -35 427 600 Horizontal
GSG-BFP Barrel Pump for Feedw ater Service SULZER 750,00 1800 -10 210 150 Horizontal
HPH High Pressure Multistage Ring Section Pump SULZER 1000,00 1900 5 65 50 Horizontal
HPL Low Pressure Multistage Ring Section Pump SULZER 1200,00 500 5 65 50 Horizontal
HSA Betw een Bearing Pump SULZER 8200,00 250 -45 205 500,9 Horizontal
HSB Betw een Bearing Pump SULZER 10000,00 900 -45 205 500 Horizontal
HZB Betw een Bearing Pump SULZER 7000,00 360 -10 220 150 Horizontal
HZB for Heat Transfer Fluid (HZB-HTF) SULZER 2600,00 2600 -10 400 150 Horizontal
JBS-Barge Stripper SULZER 6813,70 243,8 -45,56 135 2196,3 Vertical
JOHV Vertical In-Line Overhung Process Pump SULZER 1250,00 340 -84 232 500,7 Vertical
JS-Submersible Turbine SULZER 1703,40 231,6 -45,56 135 2196,3 Vertical
JTS-Standard Vertical Turbine SULZER 1817,00 304,8 -45,56 135 2196,3 Vertical
MB High Pressure Diffuser Pumps SULZER 700,00 750 -29 180 150 Horizontal
MBN Multistage Ring Section Pumps SULZER 720,00 1000 -29 180 150 Horizontal
MBN RO Multistage Ring Section Pump SULZER 1689,80 912,8 -10 70 10 Horizontal
MC High Pressure Diffuser Pumps SULZER 1000,00 1600 -10 180 150 Horizontal
MC-PLB High Pressure Diffuser Pumps SULZER 400,00 1850 -10 180 150 Horizontal
MD High Pressure Diffuser Pumps SULZER 1300,00 2800 -10 210 150 Horizontal
MSD Multistage Volute Pump SULZER 3300,00 3240 -45 205 500 Horizontal
MSD2 high pressure pumps SULZER 700,00 2000 -45 205 500 Horizontal
MSD2-D High Pressure Pumps SULZER 750,00 2000 -45 205 500 Horizontal
MSE Multistage Volute Pump SULZER 100,00 1100 -45 204,5 500,9 Horizontal
OHH Single Stage Overhung Process Pump SULZER 3600,00 400 -45 426 500 Horizontal
OHHL Single Stage Overhung Process Pump SULZER 1000,00 500 -45 426 400 Horizontal
OHV Vertical In-Line Overhung Process Pump SULZER 1250,00 340 -45 343 500 Vertical
OHVL Vertical In-Line Overhung Process Pump SULZER 1000,00 500 -45 232 400 Vertical
SJD-API SULZER 1249,20 914,4 -170,56 204,4 2195,7 Vertical
SJD-CEP SULZER 6813,70 914,4 -28,89 204,4 2195,7 Vertical
SJM-B Series-Mixed Flow SULZER 59052,40 48,77 -45,56 135 2196,3 Vertical
SJM-Vertical Mixed Flow SULZER 62459,30 48,77 -45,56 135 2196,3 Vertical
SJP-Vertical Propeller SULZER 49967,40 40,23 -45,56 135 2196,3 Vertical
SJT-B Series-Turbine SULZER 47696,20 914,4 -45,56 204,4 2196,3 Vertical
SJT-Vertical Turbine SULZER 40882,40 914,4 -45,56 204,4 2196,3 Vertical
SMD Double Suction Axially Split Pump SULZER 18500,00 285 -1 140 50 Horizontal
SMDV Vertical Double Suction Axially Split Pump SULZER 18500,00 285 -1 140 50 Vertical
SMH Double Suction Axially Split Pump SULZER 15000,00 240 -10 150 50 Horizontal
SMHV Vertical Double Suction Pump SULZER 15000,00 240 -10 150 50 Vertical

86
Modelos FabricanteVazão
Máxima (m3/h)
Head
Máximo (m)
Temperatura
Mínima (ºC)
Temperatura
Máxima (ºC)
Viscosidade
Máxima (cSt)Orientação
SMN Double Suction Axially Split Pump SULZER 15000,00 240 -10 150 50 Horizontal
SMNV Vertical Double Suction Pump SULZER 15000,00 240 -10 150 50 Vertical
SNS Process Pump SULZER 1050,00 160 -20 120 1000 Horizontal
TTMC-HPI Vertical Pump SULZER 1000,00 1200 -55 180 300 Vertical
Z22 Double Suction Pump SULZER 16000,00 180 -20 140 1000 Both
ZE Single Stage Overhung Pump SULZER 4500,00 350 -45 450 600 Horizontal
ZF Single Stage Overhung Pump SULZER 3200,00 350 -35 427 600 Horizontal
ZPP Double Suction Pump SULZER 38466,00 157,8 -10 120 1000 Horizontal
STR-Vertical Turbine SULZER 23000,00 160 0 80 50 Vertical
SZM-Double Suction Axially Split Pump SULZER 5000,00 250 0 80 500 Horizontal
SZM-Double Suction Axially Split Pump SULZER 5000 250 0 500 49 Horizontal

87
ANEXO 2 – TABELA DE MATERIAIS API 610

88
ANEXO 3 – FOLHA DE DADOS DA BOMBA – SISTEMA 1

89
ANEXO 4 – FOLHA DE DADOS DA BOMBA – SISTEMA 2
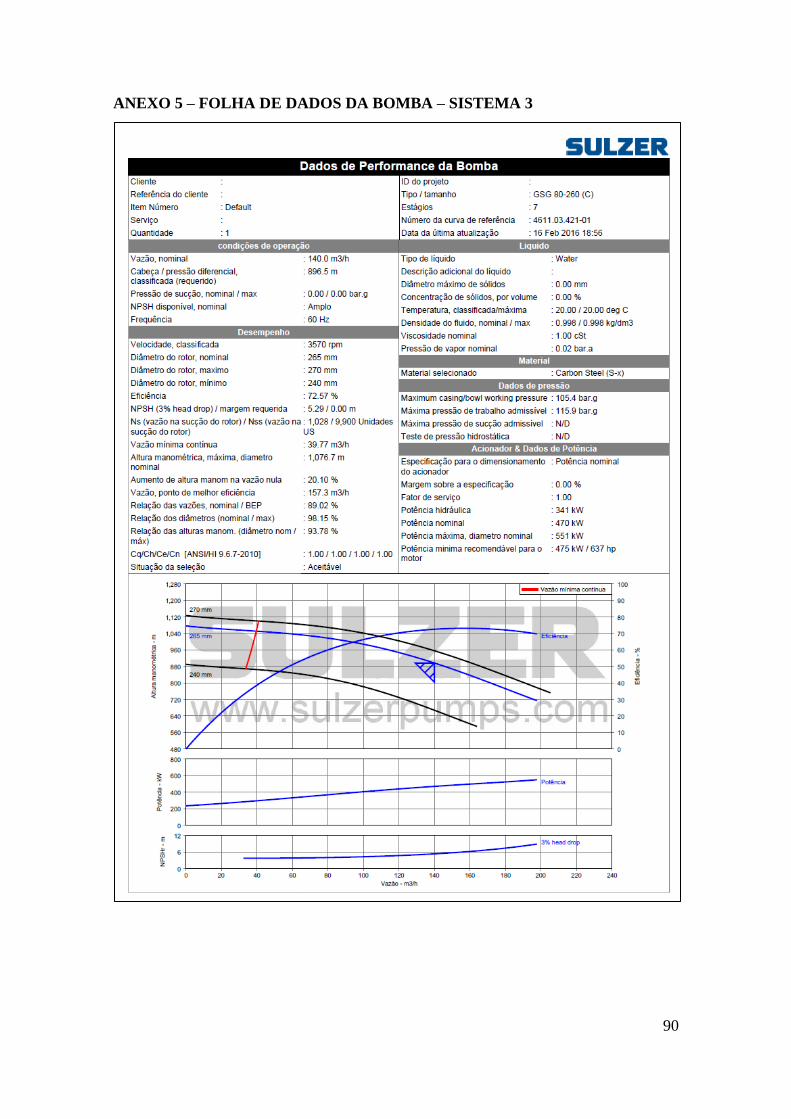
90
ANEXO 5 – FOLHA DE DADOS DA BOMBA – SISTEMA 3


















