Desenvolvimento de produtos p - Bem-vindo
6
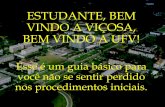
15 Julho/Agosto 2009 Ferramental JOVANI CASTELAN - LÍRIO SCHAEFFER - ANDERSON DALEFFE - [email protected] [email protected] [email protected] Desenvolvimento de produtos personalizados através de estampagem incremental para aplicações na medicina ortopédica O desenvolvimento de órteses metálicas para pacientes com problemas ortopédicos nos membros superiores e inferiores e de próteses para vítimas de traumatismo craniano são processos de precisão. Para fabricar estes produtos individuais é utilizada a estampagem incremental, processo de conformação mecânica que permite obter produtos sem a utilização de moldes e matrizes, normalmente utilizados em processos de estampagem tradicionais. Na economia globalizada atual, o campo da indústria da transfor- mação sofreu importantes modifi- cações na demanda de mercado. Palavras e expressões como diferen- ciação, redução de custos, minimi- zação do ciclo concepção-produ- ção, encurtamento do ciclo de vida (mas também manufatura susten- tável) permeiam as estratégias cor- porativas atuais [1]. Estas expressões conduzem a al- terações produtivas, com a necessi- dade de pequenos lotes e algumas vezes unitários, onde os consumi- dores exigem alterações constantes nas características geométricas do produto [2, 3]. Por outro lado, aspectos estéticos, ergonômicos e possibilidade de customização de produtos aumentam sua importân- cia na indústria [2]. O novo desafio das empresas, então, é ter a capa- cidade de oferecer novos produtos, utilizando o mínimo ou seja, diminuindo o tempo gasto entre a concepção, desenvol- vimento, fabricação e comercializa- ção do produto final, pré-seriados time-to-mar- keting, (produtos em fase de teste) ou protótipos [4]. Para atender este novo requisito de fabricação, a estampagem incre- mental de chapas se mostra uma alter- nativa viável. Neste processo a de- formação da chapa é feita em várias etapas através de uma ferramenta esférica ou semi-esférica, comanda- da por um equipamento CNC, sem a necessidade de ferramental espe- cífico (moldes e matrizes), possibi- (ISF - Incremental Sheet Forming) t o t f l y Chapa metálica plana Rotação da ferramenta Equipamento Placa de aperto posterior Suporte de fixação (Placa de aperto superior) Ferramenta de estampagem Região de fixação da chapa Raio da ferramenta Configuração intermediária Figura 1- Representação esquemática da ISF [6] litando a produção de pequenas séries de peças com baixo custo de produção [5]. Na figura 1 é apre- sentada a estampagem incremen- tal de ponto simples que é uma das modalidades da estam- pagem incremental e que utiliza apenas uma ferramenta de confor- mação, sem qualquer suporte in- ferior. Na estampagem incremental, a ferramenta de perfil genérico (haste (SPIF - Single Point Incremental Forming),
Transcript of Desenvolvimento de produtos p - Bem-vindo

15Julho/Agosto 2009 Ferramental
JOVANI CASTELAN -LÍRIO SCHAEFFER -
ANDERSON DALEFFE -
[email protected]@ufrgs.br
Desenvolvimento de produtospersonalizados através de estampagem
incremental para aplicações na medicina ortopédica
O desenvolvimento de órteses metálicas para pacientes com problemas ortopédicos nos membrossuperiores e inferiores e de próteses para vítimas de traumatismo craniano são processos de precisão.
Para fabricar estes produtos individuais é utilizada a estampagem incremental, processo de conformaçãomecânica que permite obter produtos sem a utilização de moldes e matrizes, normalmente utilizados emprocessos de estampagem tradicionais.
Na economia globalizada atual,o campo da indústria da transfor-mação sofreu importantes modifi-cações na demanda de mercado.Palavras e expressões como diferen-ciação, redução de custos, minimi-zação do ciclo concepção-produ-ção, encurtamento do ciclo de vida(mas também manufatura susten-tável) permeiam as estratégias cor-porativas atuais [1].
Estas expressões conduzem a al-terações produtivas, com a necessi-dade de pequenos lotes e algumasvezes unitários, onde os consumi-dores exigem alterações constantesnas características geométricas doproduto [2, 3]. Por outro lado,aspectos estéticos, ergonômicos epossibilidade de customização deprodutos aumentam sua importân-cia na indústria [2]. O novo desafiodas empresas, então, é ter a capa-cidade de oferecer novos produtos,utilizando o mínimo
ou seja, diminuindo o tempogasto entre a concepção, desenvol-vimento, fabricação e comercializa-ção do produto final, pré-seriados
time-to-mar-
keting,
(produtos em fase de teste) ouprotótipos [4].
Para atender este novo requisitode fabricação, a estampagem incre-mental de chapas
se mostra uma alter-nativa viável. Neste processo a de-formação da chapa é feita em váriasetapas através de uma ferramentaesférica ou semi-esférica, comanda-da por um equipamento CNC, sema necessidade de ferramental espe-cífico (moldes e matrizes), possibi-
(ISF - Incremental
Sheet Forming)
to
tf
�
�
Chapa metálica planaRotação da
ferramenta
EquipamentoPlaca de aperto posterior
Suporte de fixação
(Placa de aperto superior)
Ferramenta
de estampagem
Região de fixação da chapa
Raio da ferramenta
Configuração intermediária
Figura 1- Representação esquemática da ISF [6]
litando a produção de pequenasséries de peças com baixo custo deprodução [5]. Na figura 1 é apre-sentada a estampagem incremen-tal de ponto simples
que éuma das modalidades da estam-pagem incremental e que utilizaapenas uma ferramenta de confor-mação, sem qualquer suporte in-ferior.
Na estampagem incremental, aferramenta de perfil genérico (haste
(SPIF - Single
Point Incremental Forming),

cilíndrica ou cilindro-cônica e pontaesférica ou semi-esférica) produzuma deformação plástica local deforma progressiva, aumentando aconformabilidade da chapa, quan-do comparada com os processosconvencionais de estampagem [7].
Como em todo processo, pode-se elencar vantagens e desvanta-gens, em termos técnicos, econô-micos e comerciais.
Assim, a ISF apresenta comovantagens [1, 8]:
a) redução do tempo deb) flexibilidade;c) incremento da característica de
conformabilidade;d) dispensa o uso de ferramentas
especializadas;e) máquinas CNC convencionais
(centros de usinagem 3 eixos);f) possibilidade de estampagem
de peças de dimensões variadas;g) acabamento superficial pode ser
melhorado com o uso de lubri-ficantes e;
h) operação é livre de ruídos in-tensos
A redução do tempo de prepa-ração de máquina ou é alcan-çada já que para diferentes peças épossível utilizar as mesmas ferra-mentas, o mesmo dispositivo pren-sa-chapas e os mesmos zeramentosdos sistemas de coordenadas. A fle-xibilidade vem com a parametriza-ção do processo, onde uma alte-ração na geometria do modeloCAD da peça reflete, imediata-mente, na programação CAM e,consequentemente, nos códigos“G ” que irão comandar o equi-pamento CNC, responsável pelodeslocamento da ferramenta sobrea chapa.
CARACTERÍSTICAS TÉCNICAS
setup ;
.
setup
1
2
3
4
5
Já o tamanho da peça estam-pada é limitado pelas dimensões enão pela capacidade (potência) damáquina, uma vez que as forças deestampagem não aumentam deacordo com as dimensões da peça,devido à pequena e constante áreada zona de contato, provocada pe-lo passo incremental da ferramenta.
A maior conformabilidade é ob-servada em peças geradas atravésda ISF, atingindo profundidadesmaiores do que as peças obtidaspor processos convencionais. Aspequenas zonas de deformaçãoplástica e a natureza incremental doprocesso contribuem para o au-mento desta propriedade, tornan-do mais fácil a deformação [8].
De outro lado, o processo apre-senta as seguintes desvantagens[1]:
a) tempo muito alto para estampara peça, limitando sua viabilidadecomercial a pequenos lotes(maior desvantagem);
b) baixa conformidade dimensio-nal e geométrica entre a peçaestampada e o modelo CAD,devido ao retorno elástico e aoacúmulo de tensões residuaisque acabam deformando a cha-pa, embora existam algoritmosem desenvolvimento para com-pensar este problema;
c) ângulos de parede próximos a90º necessitam de várias etapasintermediárias de estampagem;
d) dependendo da geometria pro-duzida, as regiões externas dachapa que não sofrem a ação dopunção se deformam após o re-laxamento dos fixadores (devidoao retorno elástico), causandodiscrepâncias dimensionais equalidade superficial [2].
Essa última desvantagem torna-
ria a estampagem incremental umprocesso não adequado para a ma-nufatura de peças de precisão apu-rada. Essa não-adequação pode serreduzida utilizando diferentes es-tratégias de movimentação de fer-ramenta e alterando outros parâ-metros do processo, como o ta-manho e velocidade da ferramenta,discretização do caminho da ferra-menta, ou seja, do incremento ver-tical e utilizando tipos diferentes delubrificantes [9].
De acordo com as característicastécnicas apresentadas, fica evidenteque a ISF se aplica principalmente apequenos lotes, peças especiais,protótipos e produtos personaliza-dos. Sendo assim, a medicina orto-pédica , se torna uma área de gran-de importância para a ISF, já que asdiferenças antropométricas entreos indivíduos são naturais e cadaum necessita de produto com ca-racterísticas próprias, melhorandosua performance e sua usabilidade[2, 10].
Na área da medicina ortopédica,as lesões causadas por fraturas, lu-xações, sub-luxações ou entorsesnos membros inferiores são co-
APLICAÇÕES
6
7
1
2
3
4
5
6
7
Setup: tempo de preparação. São as tarefas ne-
cessárias e relativas às atividades de preparação
de um equipamento, desde o momento em que se
tenha completado a última peça boa do lote an-
terior até o momento em que se tenha feito a pri-
meira peça boa do lote posterior.
CNC: do inglês Computer Numerical Control,
que significa comando numérico computadori-
zado.
CAD: do inglês Computer Aided Design, significa
projeto assistido por computador.
CAM: do inglês Computer Aided Manufacturing,
significa fabricação assistida por computador.
Código G: linguagem de programação de má-
quinas operatrizes com comando numérico com-
putadorizado.
Ortopedia: é a especialidade médica que se ocu-
pa da prevenção e correção de deformidades do
corpo humano.
Antropometria: processo ou técnica de mensu-
ração do corpo humano ou de suas várias partes.

muns. A utilização de órteses , tam-bém designadas por suportes orto-pédicos, pode servir tanto para pre-venção quanto para recuperaçãofuncional das articulações. Umapesquisa [11] apresenta os tipos delesões do tornozelo, diagnóstico etratamentos possíveis. Suportandoaté cinco vezes o peso do própriocorpo durante uma corrida, o fun-cionamento adequado do tornoze-lo depende principalmente do ali-nhamento e perfeito encaixe entreas partes ósseas móveis, unidas porligamentos fibrosos.
Como exemplo de tratamentospreventivos, temos a utilização debotas ortopédicas, cuja função érestabelecer o alinhamento normaldas partes ósseas e ligamentos quecompõe os pés, tornozelos e joe-lhos. Acessórios como talas e supor-tes podem ser utilizados para imo-bilização total ou parcial de ummembro que necessita recuperarsua função, sem causar dor.
As órteses, portanto, tem utili-zação temporária, são fixadas ex-ternamente e não substituem par-tes do corpo. Já as próteses sãopeças permanentes, podem ser ex-ternas ou internas e são utilizadaspara substituir partes do corpo per-didas por amputações de membros(mãos, braços e pernas) ou destrui-ção de partes ósseas do crânio,complicações que ocorrem comfrequência em acidentes de trân-sito.
Tanto em um caso como emoutro, a finalidade da estampagemincremental é gerar peças que seadéquem perfeitamente a cada pa-ciente, considerando as diferençasantropométricas entre os indiví-duos. Além disso, o processo demanufatura da órtese ou prótese
8
9
PRÓTESES E ÓRTESES
deve ser rápido e ter baixos custos,devido à natureza emergencial doproblema médico e para possibilitarsua aplicação a um maior númerode pessoas.
Um estudo descreve a manufa-tura de um suporte para tornozelo[2]. A idéia básica consiste naquiloque o autor define como
no qual o ciclo inicia e ter-mina no corpo do paciente, como éapresentado na figura 2.
O ciclo inicia com o escanea-mento tridimensional a , semnenhuma dor ou desconforto parao paciente. Esse escaneamento ad-quire os dados geométricos do tor-nozelo do paciente em formato di-gital, gerando uma “nuvem depontos”, com a qual é possívelobter uma superfície 3D, ou seja,um modelo CAD do tornozelo. Omodelo CAD então é utilizado porum sistema CAD/CAM para geraros códigos que irão comandar amáquina CNC. A chapa metálicaserá deformada de acordo com atrajetória descrita pela ferramenta epelos parâmetros configurados nosistema CAD/CAM. A peça produ-zida é novamente escaneada e acomparação entre a peça real e omodelo gerado no início do pro-cesso é feita em um sistema CAD.
ESTUDOS DE CASO
“round
design ”,
laser
10
11
Scaner laser
Modelo
real
Modelo virtual
Produto final
Modelo CAD
Desenho do suporte
para tornozelo
Interface CAD/CAM
Figura 2 - Ciclo de desenvolvimento deproduto [2]
O ciclo completo de engenhariareversa foi realizado a fim de adqui-rir a geometria do membro do pa-ciente e utilizar esta informação nafase de manufatura para assegurar amelhor correspondência entre o su-porte obtido e o corpo do paciente.A trajetória da ferramenta de es-tampagem é gerada automatica-mente por um CAD/CAM(conforme a figura 3), muito embo-ra alguns parâmetros tenham queser experimentados e ajustados pa-ra obter um produto de melhorqualidade.
Consegue-se assim, com a peçaobtida, substituir o uso de camadasespessas de preenchimento (gesso)
software12
8
9
10
11
12
Órtese: refere-se unicamente aos aparelhos ou
dispositivos ortopédicos de uso provisório, desti-
nados a alinhar, prevenir ou corrigir
deformidades ou melhorar a função das partes
móveis do corpo. Exemplo: O aparelho dentário
ortodôntico é uma órtese pois corrige a
deformidade da arcada dentária (orto = reto,
correto) [12].
Prótese: é um componente artificial que tem por
finalidade suprir necessidades e funções de indi-
víduos sequelados por amputações, traumáticas
ou não. Exemplo: A dentadura ou um implante
dentário é uma prótese pois substitui o órgão ou
sua função (substitui os dentes) [12].
Round design: do inglês, round = redondo e
design = projeto, desenho. Neste caso, significa
projeto cíclico.
Laser: do inglês, significa ight mplification by
timulated mission of adiation, ou seja, Am-
plificação da Luz por Emissão Estimulada de
Radiação [12].
Software: ou programa de computador, é uma
sequência de instruções a serem seguidas e/ou
executadas, na manipulação, redirecionamento
ou modificação de um dado/informação.
L A
S E R
Figura 3 - Trajetória 3D da ferramenta [2]

por um suporte altamente custo-mizado, com o menor espaçamen-to possível entre este e o tornozelo[10].
A estampagem incremental nes-te caso, se torna o candidato natu-ral uma vez que o uso de ferra-mentas específicas (moldes e ma-trizes) foi absolutamente rejeitado,considerando a necessidade desomente um produto.
A estampagem da chapa é rea-lizada em um centro de usinagemde 3 eixos, utilizando uma ferra-menta com ponta semi-esférica,com a trajetória gerada automati-camente por um sistema CAD/-CAM.
A geometria 3D obtida é divi-dida em duas partes, estampadasseparadamente. Após a estampa-gem, a geometria final de cada par-te é extraída da chapa original (cor-tada com ou jato d'água) e,finalmente, as duas partes obtidassão unidas para compor a órtesefinal que, neste caso, destina-se aum tornozelo.
Devido à característica incre-mental, se confirma a idéia de“aplicação localizada de tensão”,fazendo com que cada ponto dedeformação da chapa sofra a ten-são total de deformação, derivadaem incrementos progressivos. Estaparticularidade resulta em umgrande incremento da caracterís-tica de conformabilidade, quandocomparada com os processos tra-dicionais de estampagem [11].
Em outro estudo de caso, aquestão central é a precisão di-mensional da peça obtida. Confor-me mostrado na figura 4, foi pro-duzida uma placa craniana, de geo-metria complexa, utilizada em ci-rurgias para reconstrução do crânio[5].
Neste caso, a precisão é neces-
laser
Figura 4 - Modelo CAD da prótese craniana [5]
sária para possibilitar o correto en-caixe da prótese no crânio rema-nescente do paciente, sem ressaltosnem folgas. No processo de estam-pagem, o perfil da prótese foi esten-dido para um hemisfério.
Um cuidado especial foi obser-vado na transição entre a placa cra-niana e a sua extensão. Os requi-sitos de precisão dimensional po-dem ser divididos em duas regiões:o contorno e o centro da placa.Diferentes estratégias foram aplica-das, visando obter a melhor corres-pondência entre o modelo original(obtido a partir do escaneamentodo crânio do paciente) e a chapaestampada. Em um dos testes, fo-ram utilizados os padrões do
CAD/CAM pré-ajustados. Odesvio máximo foi de –0,4 a+1,4mm e a figura 5 mostra que amaior parte deste desvio se situoupróximo das bordas da placa, en-quanto a região central ficou seme-lhante ao perfil do modelo original.Os melhores resultados foram ob-tidos com a trajetória helicoidal da
soft-
ware
Figura 5 - As regiões escuras indicam adiscrepância geométrica entre o modeloCAD original e o obtido [5]
Ferramenta de conformação (HSS ponta semi-
esférica lisa, sem arestas de corte)
120.000,00
8.000,00
3.500,00
1.300,00
120,00
120,00
70,00
80,00
5.700,00
12.000,00Scanner 3D (digitalizador tridimensional)
Computador ( )Workstation
Software CAD
Software CAM
TOTAL
Equipamento
Máquina-ferramenta CNC (Centro de
usinagem 3 eixos)
Dispositivo prensa-chapas
Ponto de apoio inferior (molde usinado em
madeira MDF ou poliuretano PU - custo por
unidade manufaturada)
Fresa de topo HSS para desbaste do molde
diâmetro 10 mm
Fresa HSS ponta semi-esférica diâmetro 10 mm
150.890,00
Custo R$
Tabela 1 - Custos totais de implantação
ferramenta, aplicada de fora paradentro, obtendo desvios de 0 a+0,3mm.
Através da análise dos estudosde caso, é possível estabelecer osequipamentos, as etapas e os cus-tos de implantação para desenvol-ver um projeto de produtos orto-pédicos manufaturados a partir daestampagem incremental.
Para a realização destas etapas(descritas no item Estudos de Ca-so), são listados na tabela 1 e visu-alizados na figura 6 os equipa-mentos e necessários. Oscustos médios apresentados foramobtidos através de consultas portelefone, correio eletrônico ( )e através das páginas eletrônicas( ) dos fabricantes. No en-tanto, deve-se considerar que esteprojeto leva em conta a adaptaçãode recursos pré-existentes, origina-riamente destinados a aplicaçõesseriadas para a área de usinagem,para a confecção de produtos per-sonalizados. A maior parte dosequipamentos listados é comumem empresas do setor metalúrgico.O 3D, embora não seja tãocomum devido ao seu alto custo, éum dispositivo genérico, utilizado
Requisitos de projeto
softwares
web sites
scanner

a
b
c d
Figura 6 - Equipamentos e softwares necessários para o desenvolvimento de produtos ortopédicos:a) scanner 3D; b) software CAD; c) software CAD/CAM e de transmissão (pós-processador) e;d) máquina CNC
para outras aplicações como, porexemplo, reprodução de obras dearte e engenharia reversa. A etapade escaneamento também podeser substituída por uma tomografia,da qual pode se obter um arquivovetorial IGES do membro do pa-ciente. Já o dispositivo prensa-cha-pas e o ponto de apoio inferior sãoespecíficos para o tema proposto e,como se pode verificar, possuembaixo custo, muito inferior aos cus-tos dos demais equipamentos. Aapresentação dos valores, portan-to, é feita apenas como referência,considerando a aquisição total dosequipamentos em um projeto ex-perimental, de caráter social (utili-zado para casos reais) e científico(para aprimoramento tecnológico),fomentado por órgãos governa-mentais ligados à área da saúde.
Em função de o material usadocomo ponto de apoio inferior (ma-triz) oferecer baixa resistência aocorte (MDF ou polímero popular-13
mente conhecido como ),as ferramentas de usinagem podemser utilizadas muitas vezes semapresentar desgaste considerável.Já a ferramenta de conformação,como trabalha com lubrificante emcontato com a chapa, também temalto grau de durabilidade.
O projeto do prensa-chapas foiidealizado considerando como as-pecto primordial a possibilidade deexecução das operações de usina-gem do apoio inferior (matriz) e deestampagem incremental no mes-mo dispositivo, sendo necessáriaapenas a fixação da placa de apertosuperior (para prender a chapa) enão a troca de todo o dispositivo.
Utilizando o mesmo sistema decoordenadas de referência previa-mente estabelecido, é possível rea-lizar as duas operações, com a trocaautomática de ferramentas definidano CAM, contribuindo pa-
cibatool
software
Dispositivo prensa-chapas
ra a flexibilidade e rapidez na exe-cução das peças personalizadas.
Contabilizando apenas os equi-pamentos específicos (dispositivoprensa-chapas e ponto de apoio)temos um custo de R$ 1.420,00. Seconsiderarmos o conforto e a efi-cácia que um produto personali-zado pode trazer na recuperação deuma imperfeição ortopédica, pode-se concluir que o sistema é viável,considerando as limitações que oprocesso de estampagem incre-mental apresenta.
A Faculdade SATC pelo apoiologístico e ao LDTM/UFRGS peloapoio tecnológico.
CONCLUSÕES
AGRADECIMENTOS
Figura 7 - Projeto do dispositivo prensa chapas
13MDF: do inglês, significa edium- ensity iber-
board e é um material derivado da madeira. A
designação correta em português é placa de fibra
de madeira de média densidade. É fabricado
atra-vés da aglutinação de fibras de madeira com
resi-nas sintéticas e outros aditivos. As placas de
ma-deira são coladas umas as outras com resina
e fixadas através de pressão [12].
M d f

REFERÊNCIAS BIBLIOGRÁFICAS
[1] Micari, F.; Ambrogio, G.; Filic, L.;
. J. Materials Processing Technology 191, pp.390-395, 2007
[2] Ambrogio, G.; De Napoli, L.; Filice, L.; Gagliardi, F.; Muzzu-pappa, M.;
. J. MaterialsProcessing Technology 162-163, pp. 156-162, 2005
[3] Tanaka, S.; Nakamura, T.; Hayakawa, K.; Nakamura, H.; Mo-tomura, K.;
. In: Proceedings of the ICPT 2005,Verona, Itália, 2005
[4] Attanasio, A., Ceretti, E., Giardini, C., Mazzoni, L.
Journal ofMaterials Processing Technology 197, pp. 59-67, 2008
[5] Duflou, J. R.; Lauwers, B.; Verbert, J.; Tunckol, Y.; De Baerde-maeker, H.;
. ¹Katholieke Universiteit Leuven - De-partment of Mechanical Engineering, 2006
[6] Martins, P. A. F.; Bay, N.; Skjoedt, M.; Silva, M. B.;
Shape and dimensional accu-
racy in single point incremental forming: state of the art and
future trends
Application of incremental forming process for
high customized medical product manufacturing
Incremental sheet metal forming process for pure
titanium denture plate
Asymetric
two points incremental forming: Improving surface quality and
geometric accuracy by tool path optimization.
Achievable accuracy in single point incremental
forming: case studies
Theory of
single incremental forming
Evaluation of the maximum slope angle of simple geometries
carried out by incremental forming process.
Asymmetric single point incremental forming of sheet metal
Forming strategies
and Process Modeling for CNC Incremental Sheet Forming
Ankle Fractures
Improvement of formability for the incre-
mental sheet metal forming process
. CIRP Annals - ManufacturingTechnology 57, pp. 247-252, 2008
[7] Minutolo, F. C., Durante, M., Formisano, A., Langella, A.
Jornal of MaterialsProcessing Tecnology 194, pp. 145-150, 2007.
[8] Jeswiet, J.; Micari, F.; Hirt, G.; Bramley, A.; Duflou, J.; Allwood,J.; .2006
[9] Hirt, G.; Ames, J.; Bambach, M.; Koop, R.;.
Materials Technology/Precision Forming, Saarland Univer-sity, Saarbrucken, Germany. Metal Forming Institute,RVVTH Aachen, Aachen, Germany. Submitted by R. Kopp,Aachen Germany, 2004
[10] Lesic, A.; Bumbasirevic, M.; . Current Ortho-paed 18, pp. 232-244, 2004
[11] Kim, T. J.; Yang, D. Y.;. International Journal of
Mechanical Sciences 42, pp. 1271-1286, 2000
[12] www.wikipedia.org.br
Jovani Castelan
Lírio Schaeffer
Anderson Daleffe
Licenciado em Desenho pela UDESC e Mestre em Engenharia pelo Programa de Pós-Graduação em Engenharia de Minas,Metalúrgica e de Materiais da Universidade Federal do Rio Grande do Sul (UFRGS). Pesquisador/professor da Faculdade SATC, atuando nasáreas de CAD/CAM e .
- Engenheiro Mecânico pela Universidade Federal do Rio Grande do Sul (UFRGS) e Doutor na área de Conformação pelaUniversidade Técnica de Aachen na Alemanha (RWTH). Coordenador do Laboratório de Transformação Mecânica (LdTM) do Centro deTecnologia da Escola de Engenharia da UFRGS. Pesquisador na área de Mecânica, Metalurgia e Materiais do CNPq, professor das disciplinas deprocessos de fabricação por conformação mecânica e vinculado ao programa de Pós-Graduação em Engenharia Metalúrgica, Minas e Energiada UFRGS. Autor de vários livros sobre conformação mecânica.
Tecnólogo em Eletromecânica pela Faculdade SATC e Mestre em Engenharia pelo Programa de Pós-Graduação emEngenharia de Minas, Metalúrgica e de Materiais da Universidade Federal do Rio Grande do Sul (UFRGS). Pesquisador/professor da FaculdadeSATC, atuando nas áreas de usinagem CNC e processos de fabricação.
-
design
-