Desempenho de argamassas com materiais finos provenientes … 28_2012.pdf · líquido e submetida...
12
Desempenho de argamassas com materiais finos provenientes da tritu- ração de pneus Diogo André Pedro DECivil, IST Portugal [email protected] Maria do Rosário Veiga LNEC Portugal [email protected] Jorge de Brito DECivil, IST Portugal [email protected] Resumo: A questão ambiental tem merecido uma atenção especial por parte do sector da construção que tem procurado encontrar soluções que possibilitem o reaproveitamento e a reciclagem de produtos. Inserida neste âmbito, esta comunicação pretende analisar a influência da incorporação de materiais finos provenientes da trituração de pneus em arga- massas. Deste modo, argamassas com diferentes taxas de substituição de agregados naturais por agregados de borracha de pneus usados (5, 10 e 15% do volume total de agregados) foram comparadas com uma argamassa padrão. Os resultados mostram que a incorporação de agregados de borracha permite às argamassas adquirir um melhor desempenho a nível de deformabilidade. Contudo, existe o inconveniente da sua resistência ser reduzida. Palavras-chave: reciclagem; borracha; agregados reciclados; argamassas de revestimen- to; desempenho. 1. INTRODUÇÃO Na construção a maioria dos materiais usados é de base cimentícia; não obstante estes materiais apresentam alguns inconvenientes como elevada rigidez, retracção e susceptibi- lidade à fendilhação. Contudo, existem actualmente estudos que demonstram que é possí- vel melhorar algumas destas propriedades através da criação de compósitos cimentícios. Segundo a literatura, existem compósitos contendo vidro [1-3], cinzas [4], tijolos [5-6], borracha [7-17], polímeros [18-19] e betão [20;21]. O interesse na utilização deste tipo de materiais tem aumentado claramente pois o mundo começa a estar consciente da impor- tância da questão ambiental e tem procurado encontrar soluções que aliem ao crescimento económico a preservação do património natural. Neste sentido, nos últimos anos têm sido realizados estudos para dar um destino final adequado a vários tipos de resíduos. Relativamente aos pneus usados, verifica-se que este tipo de resíduos tem vindo a aumentar devido ao crescimento da indústria automóvel, constituindo cada vez mais um problema para o ambiente. Devido ao processo de vulcanização a que a borracha é sujeita, torna-se difícil reaproveitar os constituintes originais do pneu, sendo por isso a reciclagem de pneus usados uma tarefa complexa. Por esta razão, nos últimos anos, os pneus usados deram ori- gem a depósitos ao ar livre de grandes dimensões que são um risco para o ambiente e para a saúde pública [12;22]. Devido a esta situação, os países desenvolvidos têm criado legislação
Transcript of Desempenho de argamassas com materiais finos provenientes … 28_2012.pdf · líquido e submetida...

Desempenho de argamassas com materiais finos provenientes da tritu-
ração de pneus
Diogo André Pedro
DECivil, IST
Portugal
Maria do Rosário Veiga
LNEC
Portugal
Jorge de Brito
DECivil, IST
Portugal
Resumo: A questão ambiental tem merecido uma atenção especial por parte do sector da
construção que tem procurado encontrar soluções que possibilitem o reaproveitamento e a
reciclagem de produtos. Inserida neste âmbito, esta comunicação pretende analisar a
influência da incorporação de materiais finos provenientes da trituração de pneus em arga-
massas. Deste modo, argamassas com diferentes taxas de substituição de agregados naturais
por agregados de borracha de pneus usados (5, 10 e 15% do volume total de agregados)
foram comparadas com uma argamassa padrão. Os resultados mostram que a incorporação
de agregados de borracha permite às argamassas adquirir um melhor desempenho a nível de
deformabilidade. Contudo, existe o inconveniente da sua resistência ser reduzida.
Palavras-chave: reciclagem; borracha; agregados reciclados; argamassas de revestimen-
to; desempenho.
1. INTRODUÇÃO Na construção a maioria dos materiais usados é de base cimentícia; não obstante estes
materiais apresentam alguns inconvenientes como elevada rigidez, retracção e susceptibi-
lidade à fendilhação. Contudo, existem actualmente estudos que demonstram que é possí-
vel melhorar algumas destas propriedades através da criação de compósitos cimentícios.
Segundo a literatura, existem compósitos contendo vidro [1-3], cinzas [4], tijolos [5-6],
borracha [7-17], polímeros [18-19] e betão [20;21]. O interesse na utilização deste tipo de
materiais tem aumentado claramente pois o mundo começa a estar consciente da impor-
tância da questão ambiental e tem procurado encontrar soluções que aliem ao crescimento
económico a preservação do património natural. Neste sentido, nos últimos anos têm sido
realizados estudos para dar um destino final adequado a vários tipos de resíduos.
Relativamente aos pneus usados, verifica-se que este tipo de resíduos tem vindo a aumentar
devido ao crescimento da indústria automóvel, constituindo cada vez mais um problema
para o ambiente. Devido ao processo de vulcanização a que a borracha é sujeita, torna-se
difícil reaproveitar os constituintes originais do pneu, sendo por isso a reciclagem de pneus
usados uma tarefa complexa. Por esta razão, nos últimos anos, os pneus usados deram ori-
gem a depósitos ao ar livre de grandes dimensões que são um risco para o ambiente e para a
saúde pública [12;22]. Devido a esta situação, os países desenvolvidos têm criado legislação

de forma a proibir o depósito de pneus inteiros e triturados nos aterros. Face ao exposto, a
borracha proveniente da trituração de pneus é um dos resíduos que tem sido investigado
recentemente devido ao seu potencial uso na construção. Com esta solução, pretende-se
obter materiais cimentícios mais deformáveis devido às propriedades elásticas da borracha.
Nesta comunicação, apresenta-se uma análise da influência da adição deste resíduo em
argamassas cimentícias. Para se fazer esta avaliação, ensaiaram-se argamassas com agrega-
dos de borracha de pneus usados a substituírem parte da areia. Por fim, além do óbvio inte-
resse ambiental presente, este estudo centra-se no objectivo de encontrar soluções que apro-
veitem as características de ductilidade conferidas pelas borrachas.
2. CAMPANHA EXPERIMENTAL A campanha experimental foi executada no Laboratório de Ensaios de Revestimentos de
Paredes do LNEC (LNEC/LERevPa)], onde foi realizado um conjunto de ensaios para
determinar qual a taxa de substituição (5, 10 ou 15% do volume total de agregados) de
agregados naturais por agregados de borracha que seria mais interessante para uma futura
aplicação destes rebocos modificados em revestimentos de paredes. Os agregados de bor-
racha substituíram a areia, com uma curva granulométrica idêntica a esta última. Os resul-
tados obtidos foram comparados com uma argamassa de referência (sem partículas de
borracha de pneus usados). A campanha foi estruturada em três fases: na primeira, o
objectivo foi analisar as propriedades dos agregados naturais e dos agregados de borracha
de pneus usados; a segunda consistiu em ensaios de carácter eliminatório, que avaliaram
as características essenciais das argamassas, para identificar para que percentagem de
substituição é obtida a argamassa com melhores propriedades. Finalmente, a última fase
consistiu em escolher a argamassa com melhores resultados nos ensaios anteriores e efec-
tuar nessa argamassa mais uma série de testes para uma caracterização mais pormenoriza-
da. Os ensaios realizados e as normas adoptadas são os apresentados na Tabela 1. Estes
foram escolhidos para realizar uma análise exigencial que abrangesse todas as proprieda-
des necessárias a um bom desempenho por parte de uma argamassa de revestimento [23-
25].
2.1 Materiais Na preparação das argamassas, foram utilizados os seguintes materiais: cimento portland
composto tipo CEM II-32.5; areia do rio Tejo e granulado de borracha (mecânico e crio-
génico). Na Tabela 2, são apresentados os valores das suas massas volúmicas aparentes.
Em todos os casos, o tamanho dos agregados utilizados foi menor do que 2 mm. Uma vez
que todo o agregado de borracha disponível já se encontrava peneirado (na seguinte gama
de granulados: <0.18; 0.18-0.60 mm; 0.60-1.40 mm; 1.00-2.00 mm) e como se pretendia
substituir a areia, com uma curva granulométrica idêntica a esta última, foi necessário
definir novas fracções granulométricas. Para isso, tiveram-se em consideração as fracções
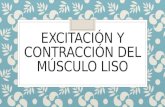
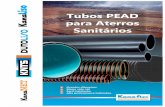
de borracha disponíveis e a curva granulométrica apresentada pela areia (Figura 1). Obte-
ve-se, assim, uma nova curva granulométrica (Figura 2), a partir da qual foram realizadas
as substituições de agregados naturais por agregados de borracha de pneus usados.
2.2. Dosagens das argamassas Nesta campanha experimental, foram analisados cinco tipos de argamassas, estando as
suas composições descritas na Tabela 3. Em todas as argamassas, foi utilizado um traço
único (em volume) de 1:4 pois este é o valor mais utilizado em argamassas de revestimen-
to de cimento em Portugal. A adição de água a cada tipo de argamassa foi feita de modo a
que esta apresentasse valores de espalhamento de 175 mm ± 10 mm, avaliados de acordo
com a EN 1015-3 (1999). A preparação das misturas foi executada de acordo com o pro-
cedimento definido na norma europeia EN 1015-2.

Tabela 1 - Ensaios realizados e respectiva norma de ensaio
Fase Ensaios Tipo Norma utilizada
1ª
Fase
Análise granulométrica Areia, resíduos de borracha NP EN 933-1 (2000)
Massa volúmica aparente Cimento, areia e resíduos de borracha CAHIER 2669-4 (1993)
2ª
Fase
Consistência por espalhamento Argamassa em pasta EN 1015-3 (1999)
Massa volúmica Argamassa em pasta EN 1015-6 (1998)
Massa volúmica Argamassa no estado endurecido EN 1015-10 (1999)
Resistência à flexão e à compressão Argamassa no estado endurecido EN 1015-11 (1999)
Absorção de água por capilaridade Argamassa no estado endurecido EN 1015-18 (2002)
Susceptibilidade à fendilhação Argamassa no estado endurecido Não normalizado
3ª
Fase
Variação dimensional (retracção) Argamassa no estado endurecido CAHIER 2669-4 (CSTB)
Aderência ao suporte Argamassa no estado endurecido EN 1015-12 (2000)
Módulo de elasticidade dinâmico Argamassa no estado endurecido NF B 10-511
Permeabilidade ao vapor de água Argamassa no estado endurecido EN 1015-19 (1998)
Resistência ao choque Argamassa no estado endurecido Não normalizado
Compatibilidade com o suporte
(envelhecimento) Argamassa no estado endurecido prEN 1015-21 (2002)
Tabela 2 - Massa volúmica aparente do ligante e dos agregados
Material Massa volúmica aparente (kg/m3)
Cimento 1021
Areia de rio 1451
Borracha 451
Figura 1 - Curva granulométrica da areia de rio usada
Figura 2 - Curva granulométrica corrigida
2.3 Condições de ensaio Relativamente à resistência mecânica, módulo de elasticidade e massa volúmica (estado
endurecido), os ensaios realizaram-se aos 28 e 90 dias em provetes que foram curados a
uma temperatura de 20 ± 2 ºC e humidade relativa de 95 ± 5%, durante 7 dias. Terminado
este período de tempo e até à idade do ensaio, ficaram sujeitos a uma temperatura de 20 ±
2 ºC e humidade relativa de 65 ± 5%. Utilizaram-se provetes prismáticos de dimensões de
40 x 40 x 160 mm. Nestas condições de humidade e temperatura, foram também curados
os provetes usados nos seguintes ensaios: absorção de água por capilaridade; aderência ao
suporte e envelhecimento artificial acelerado.
No que respeita aos ensaios de susceptibilidade à fendilhação, variação dimensional, resis-
tência ao choque, permeabilidade ao vapor de água e resistência à tracção, estes foram

realizados em provetes submetidos a uma temperatura de 23 ± 2 ºC e humidade relativa de
50 ± 5% até à idade do ensaio, conforme previsto nas respectivas especificações de ensaio
(indicadas na tabela 1).
Tabela 3 - Composição das argamassas com e sem borracha (kg/m3)
Argamassa Água Cimento Areia natural Borracha
0% 264 204,2 1161,0 0,0
5% 264 204,2 1102,9 18,0
10% 264 204,2 1044,9 36,1
15% 264 204,2 986,8 54,1
3. APRESENTAÇÃO E ANÁLISE DE RESULTADOS Os resultados obtidos foram comparados com uma argamassa de referência, sem partícu-
las de borracha de pneus usados, constituída apenas por água, areia e cimento.
As argamassas de 5, 10 e 15% de taxa de substituição de agregados naturais por agregados
de borracha de origem mecânica foram designadas por “5% M”, “10% M” e “15% M”,
respectivamente. À argamassa com 15% de agregados de borracha de origem criogénica
foi dada a designação de “15% C”.
Estes dois tipos de agregados de borracha estão relacionados com o processo de trituração
a que foram sujeitos, pretendendo-se também, neste estudo, analisar de que forma o pro-
cesso de obtenção do granulado de borracha influencia as propriedades das argamassas.
Em Portugal, existem duas indústrias de reciclagem de pneus usados que produzem granu-
lados: a BIOSAFE, que utiliza a tecnologia de trituração mecânica, e a RECIPNEU, que
recorre a tecnologia criogénica. A tecnologia de trituração mecânica divide mecanicamen-
te a borracha, obtendo-se deste modo um granulado de aspecto rugoso e áspero com ele-
vada superfície específica [26]. No processo criogénico, a borracha é arrefecida por azoto
líquido e submetida à acção de forças elevadas, resultando um granulado de borracha liso
e de aparência uniforme com uma baixa superfície específica [26]
3.1. Primeira fase Na primeira fase, foram analisadas as propriedades dos agregados de areia e dos agrega-
dos de borracha de pneus usados: análise granulométrica e massa volúmica aparente.
3.2. Segunda fase Na segunda fase, foi feita uma primeira avaliação das propriedades das argamassas, tendo
como objectivo seleccionar a argamassa que melhor cumprisse os requisitos exigidos.
3.2.1. Consistência por espalhamento
Este ensaio foi realizado com base na norma EN 1015-3 (1999). Pretendeu-se determinar
a quantidade de água a adicionar a cada tipo de argamassa, para que o seu espalhamento
tivesse valores de 175 mm ± 10 mm. Os resultados são apresentados na Tabela 4 e mos-
tram que a quantidade de água foi a mesma para os vários tipos de argamassas. Verifica-se
assim que, nessas condições, a incorporação de borracha não influencia a trabalhabilidade
nem provoca variações significativas dos valores de espalhamento. Uma explicação para
esta situação pode estar relacionada com o facto de se estar a trabalhar com quantidades
baixas de borracha, não sendo assim possível observar as suas consequências nefastas em
termos de trabalhabilidade. Estes resultados contrariam os de [17] em que, para uma rela-
ção A/C constante, o índice de consistência diminui (pior trabalhabilidade) quando
aumenta a quantidade de partículas de borracha vulcanizada. Também em [16] se consta-
tou uma diminuição dos valores do diâmetro médio com o aumento da quantidade de

borracha, excepção feita para as relações A/C de 0,40-0,43 que permaneceram inalterados
devido à falta de lubrificação entre as partículas de cimento e os agregados.
Tabela 4 - Água de amassadura e respectivo espalhamento dos vários tipos de argamassa Tipo de argamassa Água de amassadura/dm3 (ml) Espalhamento (mm)
0% M 264 174
5% M 264 173
10% M 264 172
15% M 264 172
15% C 264 177
3.2.2. Massa volúmica (argamassa no estado fresco)
Este ensaio foi feito com base na norma EN 1015-6 (1998). Na Figura 3, são apresentados
os resultados obtidos que mostram uma diminuição linear (R2 = 0,9905) da massa volúmi-
ca com o aumento da taxa de substituição de agregados de borracha. Tal pode ser explica-
do pela menor massa volúmica aparente da borracha (451kg/m3) em relação à da areia
(1451 kg/m3). Analisando o tipo de trituração dos agregados de borracha, conclui-se que
as argamassas obtidas com agregados que resultaram do processo mecânico apresentaram
valores inferiores da massa volúmica (Figura 3). Tal pode ser explicado pela forma mais
angulosa dessas partículas que leva a um aumento de vazios na argamassa.
Figura 3 - Massa volúmica no estado fresco dos vários tipos de argamassa
3.2.3. Massa volúmica (argamassa no estado endurecido)
Este ensaio foi realizado com base na norma EN 1015-10 (1999) aos 28 e aos 90 dias. Na
Figura 4, são apresentados os resultados obtidos que indicam que a massa volúmica da
argamassa no estado endurecido diminuiu de forma linear (R² = 0,9829). Tal está também
relacionado com a menor massa volúmica aparente da borracha relativamente à da areia.
Figura 4 - Massa volúmica no estado endurecido aos 28 e aos 90 dias das argamassas
3.2.4. Resistência à flexão e à compressão
Os ensaios de resistência à flexão e à compressão foram efectuados aos 28 e aos 90 dias,
segundo a norma EN 1015-11 (1999). Nas Figuras 5 e 6, são apresentados os resultados
obtidos.

Figura 5 - Tensão de rotura à tracção por flexão aos 28 e 90 dias
Figura 6 - Tensão de rotura à compressão aos 28 e 90 dias
Analisando a Figura 5, observa-se aos 28 dias, para taxas de substituição de 5, 10 e 15%,
uma diminuição de resistência, relativamente à argamassa de referência, de aproximada-
mente 12, 5 e 21%, e aos 90 dias de cerca de 34, 19 e 38%, respectivamente.
Com a excepção do aumento registado entre 5 e 10%, os resultados estão de acordo com o
previsto, ou seja, existe uma tendência para a diminuição da resistência à tracção por fle-
xão com o aumento da quantidade de borracha [13;16]. Comparando os valores obtidos
com os de [16] verifica-se uma proximidade acentuada entre ambos, o que aumenta a
credibilidade dos resultados deste estudo.
A diminuição desta propriedade é explicada pelas heterogeneidades microestruturais das
argamassas e dos betões, sobretudo na zona de transição interfacial (interface da pasta de
cimento com os agregados de borracha), em que se verifica uma aderência completa entre
a matriz de cimento e os agregados siliciosos, ao invés das argamassas com agregados de
borracha, em que existe um espaço vazio entre os agregados e a matriz de cimento [17]. A
Figura 5 mostra que as argamassas de agregados de borracha obtidos pelo processo mecâ-
nico têm resistências à flexão mais baixas (cerca de 15%) do que as argamassas de agre-
gados criogénicos, facto explicável pela maior porosidade conferida pelo agregado produ-
zido mecanicamente, como sugerem os resultados da massa volúmica aparente.
Tal como a resistência à flexão, também a resistência à compressão diminui com a substi-
tuição de agregados naturais por agregados de borracha. A Figura 6 mostra que a resistên-
cia à compressão aos 28 e 90 dias diminui cerca de 55 e 60%, respectivamente, para a taxa
de substituição máxima de 15%. Na verdade, foi esta propriedade a principal razão para
que em [13] fosse definido como limite máximo de taxa de substituição o valor de 30%.
Os resultados mostraram que, para uma taxa de substituição de 20%, existia uma queda de
50% na resistência à compressão e, para 30%, a perda de resistência era de cerca de 80%.
Comparando os resultados obtidos com os de [14] e [17], verifica-se também nesta pro-
priedade uma proximidade significativa entre os valores obtidos. Na Figura 6, é possível

observar que também a resistência à compressão das argamassas de agregados mecânicos
apresenta valores mais baixos do que a das argamassas de agregados criogénicos.
3.2.5. Absorção de água por capilaridade
O ensaio de absorção de água por capilaridade foi efectuado aos 28 dias segundo a norma
EN 1015-18 (2002). Nas Figuras 7 e 8, são apresentados os resultados obtidos.
Figura 7 - Coeficiente de absorção de água por capilaridade para várias taxas de substituição
Constata-se haver um comportamento de absorção de água por capilaridade aproximada-
mente idêntico para as diferentes taxas de substituição. Os valores mínimos e máximos do
coeficiente de capilaridade são obtidos para as taxas de substituição de 5 e 10%, respecti-
vamente, tendo uma variação inferior a cerca de 15% (variação insignificante face aos
desvios-padrão associados).
Figura 8 - Absorção de água por capilaridade para diferentes taxas de substituição
No entanto, esperava-se um aumento da absorção de água por capilaridade com o aumento
de incorporação de borracha, pois este agregado é responsável por uma menor compaci-
dade devida à menor ligação entre a matriz e o agregado de borracha, em relação ao sili-
cioso. Por outro lado, segundo [10], uma maior quantidade de borracha conduz a um
aumento do teor de ar incorporado, sendo assim expectáveis menores valores de absorção
de água. Estes dois efeitos contraditórios acabaram por se equilibrar, resultando curvas de
absorção muito próximas.
3.2.6. Susceptibilidade à fendilhação
O ensaio de susceptibilidade à fendilhação não se encontra normalizado e consistiu na
aplicação de uma camada de cerca de 15 mm de cada argamassa na superfície de dois
tijolos e cura em ambiente bastante seco (23 ºC e 50% HR), portanto desfavorável para o
comportamento à fissuração com monitorização visual da superfície dos provetes. Os
resultados mostram que, ao fim de 3 meses, nenhum tipo de argamassa apresentava fissu-
ração visível. Assim, conclui-se que as argamassas produzidas para as diferentes taxas de

substituição de agregados naturais por agregados de borracha de pneus usados não apre-
sentam susceptibilidade à fendilhação particularmente elevada.
3.3. Terceira fase Na terceira fase da campanha experimental, foi escolhida a argamassa com 15% de agre-
gados de borracha (relativamente ao volume total de agregados). Os indicadores de classi-
ficação adoptados foram: taxa de substituição e propriedades analisadas na segunda fase.
Definiu-se que a taxa de substituição seria tanto mais positiva quanto maior o volume de
incorporação de agregados de borracha na argamassa. As propriedades da segunda fase
foram analisadas com o objectivo de avaliar a máxima taxa de substituição de agregados
naturais por agregados de borracha relativamente à qual as argamassas poderiam conti-
nuar a desempenhar de forma competente as suas funções Desta forma, foi escolhida a
maior taxa de substituição em estudo.
3.3.1. Variação dimensional
Este ensaio foi realizado com base no documento francês de carácter normativo CAHIER
2669-4 (CSTB). Na Figura 9, são apresentados os resultados obtidos que mostram que as
argamassas de borracha obtidas pelos processos criogénico e mecânico apresentam um
aumento da retracção relativamente à argamassa de referência de cerca de 22 e 51%, res-
pectivamente. Isto corresponde às expectativas pois este tipo de argamassas, ao ter uma
menor restrição interna por a borracha possuir um menor módulo de elasticidade, conduz
a maiores valores de retracção.
Os resultados obtidos por [14] mostram também um aumento dos valores de retracção
livre com a presença de agregados de borracha. O mesmo sucede em [16], verificando-se
que o aumento das partículas de borracha faz aumentar a porosidade das argamassas e
que, para as relações mais altas de A/C estudadas, 0.47 e 0.51, existe um claro aumento da
retracção com o aumento da quantidade de borracha. No entanto, esta maior retracção
pode não se reflectir em maior susceptibilidade à fissuração (tal como se verificou), devi-
do à maior capacidade de absorver tensões por deformação por parte das argamassas com
agregados de borracha.
Figura 9 - Relação entre a variação dimensional e o tempo decorrido
3.3.2. Aderência ao suporte
Este ensaio foi efectuado aos 28 dias segundo a norma EN 1015-12 (2000). Na Tabela 5,
são apresentados os resultados obtidos que mostram que esta propriedade diminui com a
substituição de agregados naturais por agregados de borracha. É ainda visível que a ade-
rência da argamassa obtida pelo processo mecânico é inferior à obtida pelo método crio-
génico, sendo as perdas destas argamassas para a de referência de 17 e 33%, respectiva-
mente. Também aqui a perda de aderência pode justificar-se pelas heterogeneidades
microestruturais das argamassas com borracha, sobretudo na zona de transição interfacial.

Tabela 5 - Resultados do ensaio de aderência ao suporte Tipo de argamassa Idade (dias) Aderência (MPa) Desvio-padrão (MPa) Tipologia de rotura
0% 28 0,51 0,073 A/B
15% M 28 0,34 0,025 A/B
15% C 28 0,42 0,035 B
A - Rotura adesiva (no plano do revestimento - suporte); B - Rotura coesiva (no seio do revestimento)
3.3.3. Módulo de elasticidade
O ensaio do módulo de elasticidade dinâmico foi efectuado aos 28 e 90 dias segundo a
norma NF B10-511F (1975), pelo método da frequência de ressonância. Na Figura 10, são
apresentados os resultados obtidos. O módulo de elasticidade diminui com a incorporação
de borracha. Esta situação ocorre também em [16] de uma forma similar ao observado na
compressão e na tracção.
Tal pode relacionar-se com o aumento da estrutura porosa das argamassas com agregados
de borracha ou com a deformabilidade dos agregados de borracha. Constata-se ainda que
o módulo de elasticidade aos 28 dias não varia significativamente para os diferentes tipos
de borracha, observando-se apenas uma diminuição ligeira de cerca de 5% na argamassa
de agregados de borracha obtidos pelo processo mecânico relativamente à argamassa
criogénica. No entanto, aos 90 dias essa diminuição foi de aproximadamente 12%.
Figura 10 - Resultados do ensaio do módulo de elasticidade aos 28 e 90 dias
3.3.4. Permeabilidade ao vapor de água
Este ensaio foi realizado com base na norma EN 1015-19 (1998) aos 28 dias. Na Tabela 6,
são apresentados os resultados obtidos que mostram que a permeabilidade ao vapor de
água aumentou com incorporação de borracha. Através da Tabela 6, verifica-se que esse
aumento foi de 19% para a argamassa obtida pelo processo mecânico e 11% para a arga-
massa criogénica. Assim, conclui-se que a incorporação de agregados de borracha possibi-
lita às argamassas um melhor desempenho no âmbito desta propriedade.
Tabela 6 - Resultados do ensaio de permeabilidade ao vapor de água % de substi-
tuição
Permeabilidade
(ng/(m-s.Pa))
Desvio padrão
(ng/(m.s.Pa))
Espessura da camada de ar de difusão
equivalente a 20 mm de argamassa (m)
0% 25,78 0,007 0,09
15%M 30,77 0,013 0,08
15%C 28,70 0,004 0,08
3.3.5. Resistência ao choque através da queda de uma massa conhecida
Este ensaio foi realizado com base num modo de procedimento não normalizado que
consiste na avaliação da existência de fissuração, provocada pela queda de uma massa de

uma altura conhecida sobre a superfície do revestimento, a uma temperatura fixa. Os
resultados obtidos mostram que as argamassas com incorporação de agregados de borra-
cha apresentam diâmetros de mossa (entre 2 e 2,5 cm) superiores ao da argamassa de
referência (compreendido entre 1 e 1,5 cm). Além disto, verifica-se que a profundidade da
mossa aumenta com o aumento da taxa de incorporação de agregados de borracha. Quanto
maior a taxa de incorporação de agregados de borracha, maior a altura de queda a que a
argamassa consegue resistir sem fissurar. Finalmente, a largura das fissuras tende a dimi-
nuir com a incorporação de agregados de borracha. Desta forma os agregados de borracha,
apesar de serem prejudiciais à resistência mecânica, conduzem a argamassas com módulo
de elasticidade mais baixo e com maior capacidade de absorção de energia, que se traduz
num melhor comportamento ao choque.
3.3.6. Ensaio de envelhecimento acelerado
Este ensaio foi realizado com base na norma EN 1015-21 (2002). Com a sua realização,
pretende-se avaliar os efeitos dos ciclos climáticos através de dois testes: permeabilidade à
água líquida e aderência.
3.3.6.1 Permeabilidade à água líquida
A argamassa criogénica foi a que teve maior volume de água absorvida com 3,73 m3/h,
sendo seguida pela argamassa de referência e pela argamassa mecânica, que tiveram valo-
res de 2,33 e 1,43, respectivamente. A argamassa com borracha criogénica e a argamassa
de referência apresentam valores muito superiores do coeficiente de absorção (na ordem
de 160 e 63%, respectivamente) relativamente à argamassa com borracha mecânica.
Assim, a argamassa com agregados obtidos pelo processo mecânico, apesar de ter inicial-
mente maior porosidade, apresentou melhor comportamento à água após ciclos climáticos.
3.3.6.2. Aderência ao suporte
Este ensaio foi feito aos 112 dias. Na Figura 11, são apresentados os resultados obtidos
que mostram que os diferentes tipos de argamassas apresentaram resultados muito simila-
res após terem sido submetidos aos ciclos climáticos. Em todos os casos, obteve-se uma
rotura coesiva pela argamassa. Constata-se que a aderência aumentou significativamente
nos provetes que foram sujeitos ao envelhecimento acelerado, tendo-se registado nas
argamassas de 0%, 15% C e 15% M aumentos de cerca de 29, 67 e 94%, respectivamente.
Também no que diz respeito à aderência a argamassa 15% M teve um incremento de
comportamento superior à 15% C, embora o valor final se mantenha ligeiramente inferior.
Figura 11 - Resultados do ensaio de aderência ao suporte antes e depois do envelhecimen-
to acelerado
4. CONCLUSÕES Devido à necessidade de encontrar soluções que possibilitem o reaproveitamento e a reci-
clagem de produtos e sendo a indústria da construção uma das principais responsáveis

pelo elevado consumo de recursos naturais que se está a tornar insustentável, procurou-se
neste estudo, analisar a influência da incorporação de materiais finos provenientes da
trituração de pneus em argamassas.
Os resultados mostram que a incorporação de agregados de borracha permite às argamas-
sas adquirir um melhor desempenho a nível de deformabilidade. Contudo, existe o incon-
veniente de a sua resistência ser significativamente reduzida.
No entanto, tal deixa de ser relevante se estes materiais compósitos forem aplicados em
situações não-estruturais tal como em revestimentos de paredes. Neste âmbito e segundo a
norma EN 998-1, todas as argamassas analisadas, incluindo as que apresentavam a taxa de
incorporação máxima, pertencem à classe de compressão CS-II que é indicada como sen-
do adequada para este tipo de uso.
Assim, este tipo de argamassas além de possuir a resistência necessária para ser utilizado
como revestimento de paredes, contém no seu interior partículas de borracha que confe-
rem uma maior capacidade à argamassa em absorver a energia de choque, mantendo a
deformabilidade dentro de valores moderados.
Além disto, existem outras propriedades como a permeabilidade ao vapor de água e a
aderência ao suporte (após envelhecimento) em que também se verificam ganhos de qua-
lidade nas argamassas com agregados de borracha relativamente à argamassa de referên-
cia. No entanto, no que respeita à retracção, ainda não é claro que os aumentos verificados
nesta propriedade não originem acréscimos de susceptibilidade à fissuração. Neste âmbito,
é importante a realização de uma investigação adicional.
AGRADECIMENTOS Os autores agradecem ao Laboratório de Ensaios de Revestimentos de Paredes
(LNEC/LERevPa) pelo apoio no trabalho experimental e à RECIPNEU e BIOSAFE pela
inteira disponibilidade demonstrada no fornecimento do granulado de borracha.
REFERÊNCIAS
[1] Duman, V.; Mladenovic, A.; Suput, J.S.; Lightweight aggregate based on waste glass
and its alkali-silica reactivity, 2002.
[2] Topçu, I.B.; Canbaz, M.; Properties of concrete containing waste glass, Cement and
Concrete Research 34(2), 267-274, 2004.
[3] Wang, H.; Huang, W.; Durability of self-consolidating concrete using waste LCD
glass, Construction and Building Materials 24(6), 1008-1013, 2010.
[4] Sánchez, E.; Massana, J.; Garcimartín, M.A.; Moragues, A.; Mechanical strength and
microstructure evolution of fly ash cement mortar submerged in pig slurry, Cement and
Concrete Research 38(5), 717-724, 2008.
[5] Silva, João R.M.C.; Incorporação de resíduos de barro vermelho em argamassas
cimentícias, Dissertação de Mestrado em Construção, Instituto Superior Técnico, Lisboa,
Janeiro de 2006.
[6] Bektas, F.; Wang, K.; Ceylan, H.; Effects of crushed clay brick aggregate on mortar
durability, Construction and Building Materials 23(5) 1909-1914, 2009.
[7] Cairns, R.; Kenny, M.; Kew, H.; The use of recycled rubber tyres in concrete construc-
tion, University of Strathclyde, 2004.
[8] Eldin, N.; Senouci, A.B.; Rubber-tire particles as concrete aggregate, Journal of Mate-
rials in Civil Engineering 5 (4), 478–496, 1993.
[9] Fattuhi, N.; Clark, L.; Cement-based materials containing shredded scrap truck tire
rubber, Construction and Building Materials 10 (4), 478–496, 1996.
[10] Khatib, Z.K.; Bayomy, F.M.; Rubberized portland cement concrete, Journal of Mate-
rials in Civil Engineering 11 (3), 206–213, 1999.

[11] Li, G.; Stubblefield, M.A.; Garrick, G.; Eggers, J.; Abadie, C.; Huang, B.; Develop-
ment of waste tire modified concrete, Cement Concrete Research 34 (12), 2283–2289,
2004.
[12] Nehdi, M.; Khan, A.; Cementitious composites containing recycled tire rubber: an
overview of engineering properties and potential applications, Cement, Concrete and
Aggregates Journal 23(1), 3–10, 2001.
[13] Turatsinze, A.; Bonnet, S.; Granju, J.L.; Mechanical characterisation of cement-based
mortar incorporating rubber aggregates from recycled worn tyres, Building and Environ-
ment 40(2), 221–226, 2005.
[14] Turatsinze, A.; Bonnet, S.; Granju, J.L.; Potential of rubber aggregates to modify
properties of cement based-mortars: improvement in cracking shrinkage resistance, Con-
struction and Building Materials 21 (1), 176–181, 2007.
[15] Turki, M.; Bretagne, E.; Rouis, M.J.; Quéneudec, M.; Microstructure, physical and
mechanical properties of mortar–rubber aggregates mixtures, Construction and Building
Materials 23(7), 2715-2722, 2009.
[16] Uygunoğlu, T.; Topçu, I.B.; The role of scrap rubber particles on the drying shrin-
kage and mechanical properties of self-consolidating mortars, Construction and Building
Materials 24(7), 1141-1150, 2009.
[17] Correia, S.L.; Partala, T.; Loch, F.C.; Segadães, A.M; Factorial design used to model
the compressive strength of mortars containing recycled rubber, Composite Structures
92(9), 2047-2051, 2010.
[18] Ahmad, S.; Elahi, A.; Barbhuiya, S.A.; Farid, Y.; Use of polymer modified mortar in
controlling cracks in reinforced concrete beams, Construction and Building Materials, In
Press, 2011.
[19] Laukaitis, A.; Zurauskas, R.; Keriene, J.; The effect of foam polystyrene granules on
cement composite properties, Cement and Concrete Composites 27:41–7, 2005.
[20] Neno, J.F.; Desempenho de argamassas com incorporação de agregados finos prove-
nientes da trituração do betão, Dissertação de Mestrado Integrado em Engenharia Civil,
Instituto Superior Técnico, Lisboa, Dezembro de 2010.
[21] Braga, Mariana; Desempenho de argamassas com agregados finos provenientes da
trituração do betão, Dissertação de Mestrado Integrado em Engenharia Civil, Instituto
Superior Técnico, Lisboa, Novembro de 2010.
[22] Collins, R.J.; Ciesielski, S.K.; Recycling and use of waste materials and by-products
in highway construction, Synthesis of highway practice 199, TRB, National Research
Council, Washington DC, 1994.
[23] Veiga, M. Rosário; Comportamento de argamassas de revestimento de paredes. Con-
tribuição para o estudo da sua resistência à fendilhação, Tese de Doutoramento em Enge-
nharia Civil, Faculdade de Engenharia da Universidade do Porto, Porto, Maio de 1997.
[24] Veiga, M. Rosário; Regras para a concessão de Documentos de Aplicação a revesti-
mentos pré-doseados de ligante mineral com base em cimento, para paredes, Relatório
427/05 - NRI, LNEC, Lisboa, 2005.
[25] Veiga, M. Rosário; Comportamento de revestimentos de fachadas com base em
ligante mineral, 1º Congresso Nacional de Argamassas de Construção, APFAC, Lisboa,
2005, CD-ROM.
[26] Reschner, K.; Scrap tire recycling. A summary of prevalent disposal and recycling
methods, EnTire-Engineering, 2008.