Curso de Engenharia Mecânica Automação e Sistemas ESTUDO...
53
Curso de Engenharia Mecânica – Automação e Sistemas ESTUDO DA INFLUÊNCIA DOS PROCESSOS DE SOLDAGEM SOBRE O COMPORTAMENTO DE JUNTAS SOLDADAS DO AÇO CARBONO A-516 GRAU 60 Marcio Yukio Shibukawa Itatiba – São Paulo – Brasil Junho de 2009
Transcript of Curso de Engenharia Mecânica Automação e Sistemas ESTUDO...

Curso de Engenharia Mecânica – Automação e Sistemas
ESTUDO DA INFLUÊNCIA DOS PROCESSOS DE
SOLDAGEM SOBRE O COMPORTAMENTO DE JUNTAS
SOLDADAS DO AÇO CARBONO A-516 GRAU 60
Marcio Yukio Shibukawa
Itatiba – São Paulo – Brasil
Junho de 2009

ii
Curso de Engenharia Mecânica – Automação e Sistemas
ESTUDO DA INFLUÊNCIA DOS PROCESSOS DE
SOLDAGEM SOBRE O COMPORTAMENTO DE JUNTAS
SOLDADAS DO AÇO CARBONO A-516 GRAU 60
Marcio Yukio Shibukawa
Monografia apresentada à disciplina Trabalho de Conclusão de Curso, do Curso de Engenharia Mecânica – Automação e Sistemas da Universidade São Francisco, sob a orientação do Prof. Dr. João Batista Fogagnolo, como exigência parcial para conclusão do curso de graduação. Orientador: Prof. Dr. João Batista Fogagnolo
Itatiba – São Paulo – Brasil
Junho de 2009

iii
Estudo da influência dos processos de soldagem sobre o
comportamento de juntas soldadas do aço carbono A-516 grau 60
Marcio Yukio Shibukawa
Monografia defendida e aprovada em 17 de Junho de 2009 pela Banca
Examinadora assim constituída:
Prof. Dr. João Batista Fogagnolo (Orientador)
USF – Universidade São Francisco – Itatiba – SP.
Profª. Drª. Neide Aparecida Mariano
USF – Universidade São Francisco – Itatiba – SP.
Profª. Drª. Eliria Maria de Jesus Agnolon Pallone
USF – Universidade São Francisco – Itatiba – SP.

iv
"Nada lhe posso dar que já não existam em
você mesmo. Não posso abrir-lhe outro mundo
de imagens, além daquele que há em sua
própria alma. Nada lhe posso dar a não ser
a oportunidade, o impulso, a chave.
Eu o ajudarei a tornar visível o seu próprio
mundo e isso é tudo."
(Hermann Hesse)

v
Dedico este trabalho a Helio Mikio Shibukawa,
meu querido irmão que me guiou e sempre me
ajudou nas escolhas da vida.
Sinto saudades das suas longas conversas e
inúmeros conselhos, que sempre me fizeram tão
bem.
Descanse na Paz de Deus.

vi
Agradecimentos
Agradeço a Deus e a minha família por todo carinho, apoio e incentivo, sem os quais
seria impossível enfrentar todas as dificuldades e desafios. Muito obrigado por
serem luz do meu caminho.
Agradeço ao meu amigo Pedro Antonio Fernandes por dividir comigo seus
conhecimentos e por toda paciência, frente a inúmeras vezes em que tive dúvidas e
curiosidades. Muito obrigado pelo companheirismo.
Agradeço aos meus professores e orientadores, Dr. João Batista Fogagnolo e
Dr. Eduardo Balster Martins por seus excelentes comentários e várias vezes em que
me cobraram para fazer o melhor possível. Muito obrigado pelo incentivo.
Agradeço a todos os colaboradores da empresa GEA do Brasil Intercambiadores,
que despenderam suas horas de descanso me ajudando e acreditando no sucesso
deste trabalho. Muito obrigado pela oportunidade.
Este trabalho jamais seria concluído sem a ajuda de todos.
Muito obrigado pela amizade.

vii
Sumário
Lista de Siglas ........................................................................................................ viii
Lista de Figuras ........................................................................................................ ix
Lista de Tabelas ....................................................................................................... xi
Resumo .................................................................................................................... xii
1 Introdução ............................................................................................................ 1
2 Revisão bibliográfica .......................................................................................... 3
2.1 Métodos de união dos metais .......................................................................... 3
2.2 Processos de soldagem .................................................................................. 3
2.2.1 Soldagem por eletrodo revestido ............................................................... 4
2.2.2 Soldagem por eletrodo de tungstênio ........................................................ 5
2.2.3 Soldagem por arco submerso.................................................................... 6
2.2.4 Soldagem por arame tubular ..................................................................... 7
2.3 Macroestrutura de soldas por fusão ................................................................ 8
2.4 Características da zona termicamente afetada ............................................... 9
2.4.1 Região de crescimento de grão ............................................................... 10
2.4.2 Região de refino de grão ......................................................................... 10
2.4.3 Região intercrítica .................................................................................... 10
2.5 Tratamentos Térmicos ................................................................................... 11
2.5.1 Alívio de Tensões .................................................................................... 11
3 Metodologia ....................................................................................................... 13
3.1 Fabricação dos corpos de prova ................................................................... 13
3.2 Material dos corpos de prova ........................................................................ 16
3.3 Consumíveis de soldagem ............................................................................ 18
3.4 Tratamento térmico ....................................................................................... 19
3.5 Ensaio de tração ........................................................................................... 19
3.6 Ensaio de dureza........................................................................................... 20
3.7 Macrografia ................................................................................................... 21
3.8 Micrografia ..................................................................................................... 22
4 Resultados e discussão.................................................................................... 23
4.1 Análise do ensaio de tração .......................................................................... 23
4.2 Análise do ensaio de dureza ......................................................................... 27
4.3 Análise do ensaio macrográfico .................................................................... 31
4.4 Análise do ensaio micrográfico ...................................................................... 33
5 Conclusões ........................................................................................................ 38
6 Contribuições e Extensões .............................................................................. 39
Bibliografia ............................................................................................................... 40

viii
Lista de Siglas
ASME American Society of Mechanical Engineers
ASTM American Society for Testing and Materials
AWS American Welding Society
FCAW Flux-Cored Arc Welding
GTAW Gas Tungsten Arc Welding
HB Hardness Brinell
SAW Submerged Arc Welding
SMAW Shielded Metal Arc Welding
TIG Tungsten Inert Gas
ZF Zona Fundida
ZTA Zona Termicamente Afetada
ix
Lista de Figuras
Figura 2-1 Soldagem por eletrodo revestido ............................................................... 4
Figura 2-2 Soldagem TIG ............................................................................................ 5
Figura 2-3 Soldagem por arco submerso .................................................................... 6
Figura 2-4 Soldagem por arame tubular ...................................................................... 7
Figura 2-5 Regiões de uma solda por fusão................................................................ 8
Figura 2-6 Estrutura da ZTA de um aço de baixo carbono .......................................... 9
Figura 3-1 Soldagem do passe de raiz com TIG ....................................................... 13
Figura 3-2 Soldagem por eletrodo revestido ............................................................. 14
Figura 3-3 Soldagem por arame tubular .................................................................... 14
Figura 3-4 Soldagem por arco submerso .................................................................. 15
Figura 3-5 Detalhe da remoção dos corpos de prova ............................................... 16
Figura 3-6 Preparação para ensaio de tração ........................................................... 19
Figura 3-7 Ensaio de dureza utilizando durômetro portátil ........................................ 20
Figura 3-8 Detalhe dos pontos de medição da dureza .............................................. 20
Figura 3-9 Preparação das amostras para ensaio macrográfico ............................... 21
Figura 3-10 Polimento dos corpos de prova com alumina ........................................ 22
Figura 3-11 Microscópio utilizado na micrografia ...................................................... 22
Figura 4-1 Limite de resistência à tração .................................................................. 23
Figura 4-2 Amostras do ensaio de tração dos corpos de prova soldados por eletrodo
revestido ............................................................................................................. 24
Figura 4-3 Amostras do ensaio de tração dos corpos de prova soldados por arame
tubular ................................................................................................................ 24
Figura 4-4 Amostras do ensaio de tração dos corpos de prova soldados por arco
submerso ........................................................................................................... 25
Figura 4-5 Limite de escoamento .............................................................................. 26
Figura 4-6 Regiões da medição de dureza ............................................................... 27
Figura 4-7 Comparação da dureza dos corpos de prova tratados termicamente com
os não-tratados, soldados por eletrodo revestido .............................................. 28
Figura 4-8 Comparação da dureza dos corpos de prova tratados termicamente com
os não-tratados, soldados por arame tubular ..................................................... 28

x
Figura 4-9 Comparação da dureza dos corpos de prova tratados termicamente com
os não-tratados, soldados por arco submerso ................................................... 29
Figura 4-10 Comparação da dureza dos corpos de prova sem tratamento térmico .. 29
Figura 4-11 Comparação da dureza dos corpos de prova com tratamento térmico .. 30
Figura 4-12 Macrografia dos corpos de prova soldados por eletrodo revestido ........ 31
Figura 4-13 Macrografia dos corpos de prova soldados por arame tubular .............. 31
Figura 4-14 Macrografia dos corpos de prova soldados por arco submerso ............. 31
Figura 4-15 Poro na zona fundida do corpo de prova soldado por arame tubular..... 32
Figura 4-16 Falta de fusão entre a raiz e a solda de enchimento do corpo de prova
de arco submerso .............................................................................................. 32
Figura 4-17 Micrografia no metal de base do corpo de prova soldado por arco
submerso, tratado. ............................................................................................. 33
Figura 4-18 Micrografia do metal de base do corpo de prova soldado por arco
submerso, tratado. ............................................................................................. 34
Figura 4-19 Micrografia da ZTA do corpo de prova soldado por eletrodo revestido,
tratado. ............................................................................................................... 34
Figura 4-20 Região de transição da ZTA e metal de base, do corpo de prova soldado
por arco submerso, tratado. ............................................................................... 35
Figura 4-21 Micrografia na ZTA. Grãos de perlita lamelar. ....................................... 35
Figura 4-22 Micrografia na ZF de eletrodo revestido. (a) Antes do tratamento térmico.
(b) Após o tratamento térmico. ........................................................................... 36
Figura 4-23 Micrografia na ZF de arame tubular. (a) Antes do tratamento térmico. (b)
Após o tratamento térmico. ................................................................................ 36
Figura 4-24 Micrografia na ZF de arco submerso. (a) Antes do tratamento térmico.
(b) Após o tratamento térmico. ........................................................................... 36

xi
Lista de Tabelas
Tabela 3-1 Composição química e propriedades mecânicas do material de base.... 17
Tabela 3-2 Parâmetros de soldagem dos corpos de prova ....................................... 18
Tabela 4-1 Limite de resistência à tração (valores em MPa) .................................... 23
Tabela 4-2 Limite de escoamento (valores em MPa) ................................................ 25
Tabela 4-3 Resultados do ensaio de dureza (valores em HB) .................................. 27
xii
Resumo
No campo de soldagem, podem ser encontrados mais de cinquenta
processos de soldagem, porém nem todos têm aplicação industrial. Este estudo foi
desenvolvido com foco nos processos de soldagem por fusão, comumente utilizados
pela indústria, e teve como objetivo analisar a influência do processo de soldagem
sobre as propriedades mecânicas de juntas soldadas de aço carbono. O estudo foi
realizado em corpos de prova soldados pelos processos de eletrodo revestido,
arame tubular e arco submerso, utilizando chapas de aço carbono A-156 grau 60
como metal de base, amplamente utilizadas na fabricação de vasos de pressão. O
tratamento térmico foi incluído como um item de comparação, visto que em muitos
casos é necessário tratar as soldas para reduzir os efeitos das tensões residuais.
Após soldagem, os corpos de prova foram caracterizados por metalografia óptica,
ensaios de tração e dureza. As juntas soldadas pelos processos de arame tubular e
arco submerso apresentaram maior resistência à tração, comparadas ao eletrodo
revestido, apesar desta ter apresentado dureza elevada. As amostras tratadas
apresentaram resultados indesejáveis, como redução dos limites de resistência à
tração e ao escoamento. Em todos os ensaios, as soldas apresentaram resultados
aceitáveis, concluindo-se que é possível garantir a confiabilidade das juntas para os
três processos de soldagem utilizados, desde que sejam obedecidos os parâmetros
estabelecidos por normas.
PALAVRAS-CHAVE: Processos de Soldagem, Tratamento Térmico.

xiii
Abstract
In the field of welding, there are more than fifty different welding processes,
although not all of them have industrial applications. This study was developed to
focus on the fusion welding processes, commonly used by the industry and aimed at
analyzing the effect of the welding process on the mechanical properties of the
carbon steel welded joints. The study was carried out on test coupons welded with
shielded metal, flux-cored and submerged arc welding, using A-516 grade 60 carbon
steel plates as the base metal, widely used in manufacturing pressure vessels. The
heat treatment was included as an item of comparison, considering that in many
cases it is necessary to treat the welds in order to reduce the effects of residual
stresses. After the welding, the test coupons were characterized by optical
metallography and tensile and hardness tests. The joints welded by flux-cored and
submerged arc welding had greater tensile strength, compared to shielded metal arc
welding, even though the latter had the greatest hardness. The treated samples
exhibited some undesirable, yet predictable, results like reduction of tensile and yield
strength. In all the tests, the welds exhibited acceptable results, therefore we can
conclude that it is possible to guarantee the reliability of the joints for the three
welding processes used, as long as standard parameters are followed.
KEY WORDS: Welding Processes, Heat Treatment.
1 INTRODUÇÃO
A soldagem é amplamente empregada na união de componentes metálicos,
para as finalidades mais diversificadas. No campo de aplicação, pode-se citar a
construção naval, estruturas civis, vasos de pressão, tubulações, usinas
hidrelétricas, componentes nucleares, entre outros.
A união dos materiais metálicos já era conhecida desde os anos 3000 ou 4000
a.C., um exemplo típico é a brasagem utilizando ligas de ouro e cobre, ou então de
chumbo e estanho. Obviamente, as únicas fontes de energia conhecidas naquela
época restringiam-se à lenha ou ao carvão vegetal, de modo que esta limitação não
permitiu um progresso maior nas técnicas de união de metais.
Somente após a descoberta da energia elétrica foi que a soldagem teve o
impulso necessário para atingir o estágio em que se encontra atualmente.
O arco elétrico de soldagem foi empregado pela primeira vez em 1885, por
Bernardos, que utilizou um eletrodo de grafita. Após a abertura do arco elétrico, o
eletrodo era mantido cerca de 2 mm distante do metal de base. A soldagem se
processava, uma vez que o calor gerado era suficiente para promover a fusão do
metal de base e do metal de enchimento, o qual era introduzido manualmente na
poça de fusão.
Em termos práticos, pode-se considerar que o intervalo de 1885 e 1901,
constituiu a primeira fase áurea da engenharia de soldagem. Grande parte do
desenvolvimento que levaria aos métodos de soldagem empregados atualmente,
teve origem naquele período.
Após um intervalo de relativa estagnação, iniciou-se em 1926, a segunda fase
áurea da engenharia de soldagem. Época em que Hobart e Denver patentearam o
processo de soldagem em atmosfera de gás inerte, cujo emprego é largamente
difundido nos dias atuais.
Alguns fatos históricos tiveram grande importância no desenvolvimento da
soldagem. Em 1921, o primeiro navio oceânico inteiramente soldado foi lançado na
Inglaterra. Em 1927, nos Estados Unidos, foi edificada uma gigantesca ponte
ferroviária soldada na Pensilvânia. E também no mesmo ano, foi construído o
edifício Sharon, o primeiro arranha-céu inteiramente soldado da história.

2
É interessante observar que as referidas construções, executadas nos anos 20,
coincidiram com a denominada segunda fase áurea da tecnologia de soldagem.
Antes dela, os processos de soldagem eram aplicados somente em juntas de pouca
responsabilidade e em serviços de reparos de estruturas em geral.
Assim como os benefícios, a soldagem introduziu novos problemas,
principalmente relacionados ao comportamento do material das uniões soldadas.
Por volta de 1940, época em que a soldagem passou a ser utilizada de maneira
mais intensa, foram registrados os primeiros casos de fratura frágil em juntas
soldadas. São bem conhecidos os problemas que ocorreram com navios construídos
durante a 2ª Guerra Mundial, muitos deles desativados por catastróficas falhas
estruturais, acarretadas principalmente pelas juntas soldadas. Outros casos
relatados referem-se a falhas em pontes metálicas, principalmente nas construídas
com aços de alta resistência, em que os problemas de fragilização demonstraram
ser críticos.
Apesar de sua aparente simplicidade, a soldagem envolve uma gama muito
grande de conhecimentos, que são implicitamente empregados durante a execução
de uma junta soldada.
A soldagem é, na verdade, uma somatória de conhecimentos que engloba as
áreas de metalurgia, mecânica, química, elétrica e também física aplicada. O
conhecimento dessas áreas é essencial para garantir a confiabilidade das juntas
soldadas. [1]
Neste trabalho é apresentado um estudo comparativo do comportamento de
juntas soldadas, fabricadas por diferentes processos de soldagem. Foram utilizados
processos e materiais comumente aplicados na fabricação de vasos de pressão.
As juntas foram avaliadas através dos resultados de ensaios mecânicos e
metalográficos.
Este trabalho tem como objetivo analisar a influência de cada processo de
soldagem sobre as propriedades mecânicas das juntas soldadas.
3
2 REVISÃO BIBLIOGRÁFICA
A soldagem é o mais importante processo de união de metais utilizado
industrialmente. Este método de união, considerado em conjunto com a brasagem,
tem importante aplicação desde a indústria microeletrônica até a fabricação de
navios e outras estruturas com centenas ou milhares de toneladas de peso. A
soldagem é utilizada na fabricação de estruturas simples, como grades e portões,
assim como em componentes encontrados em aplicações com elevado grau de
responsabilidade como nas indústrias química, petrolífera e nuclear, e também na
criação de peças de artesanato, jóias e de outros objetos de arte. [2]
2.1 Métodos de união dos metais
Os métodos de união dos metais podem ser divididos em duas categorias
principais, isto é, aqueles baseados na ação de forças macroscópicas entre as
partes a serem unidas e aqueles baseados em forças microscópicas. No primeiro
caso, do qual são exemplos a parafusagem e a rebitagem, a resistência da junta é
dada pela resistência ao cisalhamento do parafuso ou rebite mais as forças de atrito
entre as superfícies em contato. No segundo, a união é conseguida pela
aproximação dos átomos ou moléculas das peças a serem unidas, ou destes e de
um material intermediário adicionado à junta, até as distâncias suficientemente
pequenas para a formação de ligações químicas, particularmente ligações metálicas
e de Van der Waals. Como exemplos desta categoria citam-se a brasagem, a
soldagem e a colagem. [2]
A brasagem é um processo de soldagem no qual a união é executada por
meio de uma liga metálica, de ponto de fusão mais baixo do que o metal de base,
sendo a junta preenchida por efeito capilar. O metal de base não se funde neste
processo. [1]
2.2 Processos de soldagem
Uma maneira de classificar os processos de soldagem consiste em agrupá-los
em dois grandes grupos baseando-se no método dominante para produzir a solda:
Processos de soldagem por pressão
4
Processos de soldagem por fusão
O primeiro grupo inclui os processos de soldagem por forjamento, por ultra-
som, por fricção, por difusão, por explosão, entre outros.
Já os processos de soldagem por fusão podem ser separados em subgrupos,
por exemplo, de acordo com o tipo de fonte de energia usada para fundir as peças.
Dentre estes, os processos de soldagem a arco elétrico são os de maior importância
industrial na atualidade. Devido à tendência de reação do material fundido com os
gases da atmosfera, a maioria dos processos de soldagem por fusão utiliza algum
meio de proteção para minimizar estas reações.
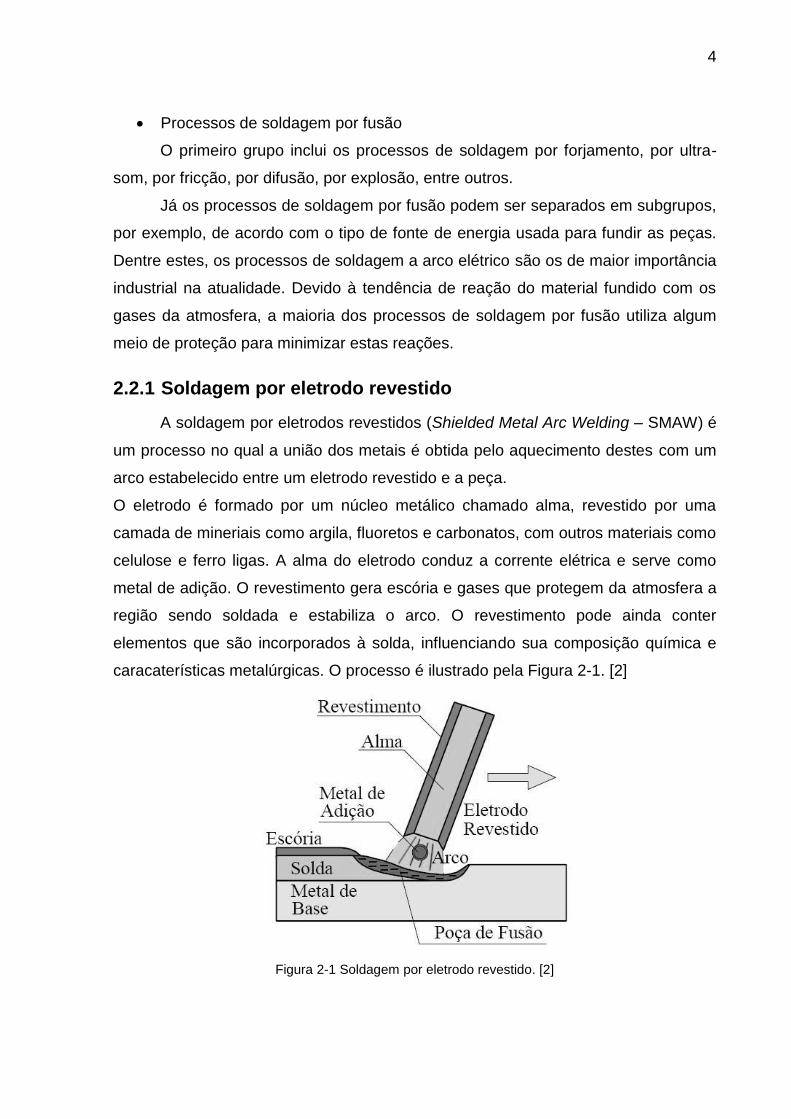
2.2.1 Soldagem por eletrodo revestido
A soldagem por eletrodos revestidos (Shielded Metal Arc Welding – SMAW) é
um processo no qual a união dos metais é obtida pelo aquecimento destes com um
arco estabelecido entre um eletrodo revestido e a peça.
O eletrodo é formado por um núcleo metálico chamado alma, revestido por uma
camada de mineriais como argila, fluoretos e carbonatos, com outros materiais como
celulose e ferro ligas. A alma do eletrodo conduz a corrente elétrica e serve como
metal de adição. O revestimento gera escória e gases que protegem da atmosfera a
região sendo soldada e estabiliza o arco. O revestimento pode ainda conter
elementos que são incorporados à solda, influenciando sua composição química e
caracaterísticas metalúrgicas. O processo é ilustrado pela Figura 2-1. [2]
Figura 2-1 Soldagem por eletrodo revestido. [2]

5
2.2.2 Soldagem por eletrodo de tungstênio
A soldagem a arco com eletrodo de tungstênio e proteção gasosa (Gas
Tungsten Arc Welding – GTAW), mais conhecida como processo TIG (Tungsten
Inert Gas), é um processo no qual a união de peças metálicas é produzida pelo
aquecimento e fusão destas através de um arco elétrico estabelecido entre um
eletrodo de tungstênio, não consumível, e as peças a unir. A proteção da poça de
fusão e do arco contra a contaminação pela atmosfera é feita por uma nuvem de gás
inerte ou mistura de gases inertes.
Este processo é aplicável à maioria dos metais e suas ligas, numa ampla
faixa de espessuras. Entretanto, em virtude de seu custo relativamente elevado, é
usado principalmente na soldagem de peças de pequena espessura e no passe de
raiz. O processo é representado pela Figura 2-2. [2]
Figura 2-2 Soldagem TIG. [2]

6
2.2.3 Soldagem por arco submerso
A soldagem por arco submerso (Submerged Arc Weld – SAW) é um método
no qual o calor requerido para fundir o metal é gerado por um arco formado pela
corrente elétrica passando entre o arame de soldagem e a peça de trabalho. A ponta
do arame de soldagem, o arco elétrico e a peça de trabalho são cobertos por uma
camada de um material mineral granulado conhecido por fluxo. Não há arco visível
nem faíscas, respingos ou fumos. O processo é ilustrado pela Figura 2-3. [3]
Figura 2-3 Soldagem por arco submerso. [3]

7
2.2.4 Soldagem por arame tubular
A soldagem a arco com arame tubular (Flux-Cored Arc Welding – FCAW) é um
processo que realiza a união de metais pelo aquecimento destes com um arco
elétrico estabelecido entre um arame tubular, contínuo e consumível, e a peça de
trabalho. A proteção do arco e do cordão de solda é feita por um fluxo de soldagem
contido dentro do eletrodo, que pode ser suplementada por um fluxo de gás
fornecido por uma fonte externa. Além da proteção, os fluxos podem ter outras
funções, semelhantes às dos revestimentos de eletrodos, como desoxidar e refinar o
metal de solda, adicionar elementos de liga e estabilizar o arco. O processo é
ilustrado pela Figura 2-4. [2]
Figura 2-4 Soldagem por arame tubular [4]

8
2.3 Macroestrutura de soldas por fusão
A curva de repartição térmica, representada na Figura 2-5, permite definir
para uma solda por fusão, três regiões básicas:
Zona Fundida (ZF) – região onde o material fundiu-se e solidificou-se durante
a operação de soldagem. As temperaturas de pico desta região foram
superiores à temperatura de fusão (Tf) do metal de base;
Zona Termicamente Afetada (ZTA) – região não fundida do metal de base que
teve sua microestrutura e propriedades alteradas pelo ciclo térmico de
soldagem. As temperaturas de pico nesta região foram superiores à
temperatura crítica do material em questão e inferiores à sua temperatura de
fusão;
Metal de base – região mais afastada do cordão de solda e que não foi
afetada pelo processo de soldagem. As temperaturas de pico nesta região
são inferiores à temperatura crítica do material. [2]
Figura 2-5 Regiões de uma solda por fusão [2]

9
2.4 Características da zona termicamente afetada
As características da ZTA dependem fundamentalmente do tipo de metal de
base, processo e procedimento de soldagem, isto é, dos ciclos térmicos e da
repartição térmica. De acordo com o tipo de metal que está sendo soldado, os
efeitos do ciclo térmico poderão ser os mais variados. No caso de metais não
transformáveis, como exemplo o alumínio e o cobre, no estado recozido, a mudança
estrutural mais marcante será o crescimento de grão. Caso o material esteja
encruado, a ZTA apresentará além de uma região de crescimento de grão adjacente
à ZF, uma região recristalizada localizada um pouco mais afastada.
Em metais transformáveis, a ZTA será mais complexa. No caso dos aços
carbono e aços liga, esta apresentará diversas regiões características, conforme
ilustrado na Figura 2-6. [2]
Figura 2-6 Estrutura da ZTA de um aço de baixo carbono [2]
Onde:
A – região de crescimento de grão
B – região de refino de grão
C – região intercrítica

10
2.4.1 Região de crescimento de grão
A região de crescimento de grão compreende a região do metal de base mais
próxima da solda e que foi submetida a temperaturas entre cerca de 1200 °C e a
temperatura de fusão. Nesta situação, a estrutura austenítica sofre um grande
crescimento de grão. Esse crescimento dependerá do tipo de aço e da energia de
soldagem, processos de maior energia resultam em granulação mais grosseira. A
estrutura final de transformação dependerá do teor de carbono e de elementos de
liga em geral, do tamanho de grão austenítico e da velocidade de resfriamento. A
granulação grosseira da austenita dificulta a sua transformação durante o
resfriamento, isto é, aumenta a sua temperabilidade, o que pode ser acentuado se o
aço for ligado ou tiver um maior teor de carbono. De um modo geral, esta região é
caracterizada por uma estrutura grosseira, com a ferrita apresentando uma
morfologia em placas e a presença de bainita. Condições de soldagem que resultem
em uma maior velocidade de resfriamento, particularmente em aços ligados ou com
maior teor de carbono, podem resultar, nesta região, em uma estrutura
completamente martensítica. Esta região tende a ser a mais problemática da ZTA de
um aço, podendo ter baixa tenacidade e ser um local preferencial para a formação
de trincas. A microestrutura poderá ser ajustada pela seleção adequada das
condições de soldagem, particularmente a energia de soldagem e a temperatura de
pré-aquecimento da junta. [2]
2.4.2 Região de refino de grão
A região de refino de grão compreende a porção da junta aquecida a
temperaturas comumente utilizadas na normalização dos aços ou um pouco acima
destas (900 até cerca de 1200 °C). Após o processo de soldagem, esta região é
caracterizada, geralmente por uma estrutura fina de ferrita e perlita, não sendo
problemática na maioria dos casos. [2]
2.4.3 Região intercrítica
Na região intercrítica, a temperatura de pico varia entre 727 °C (temperatura
eutetóide) e a linha A3, sendo caracterizada pela transformação parcial da estrutura
original do metal de base. Nesta faixa de temperatura, somente uma parte do
material é austenitizada e, portanto, alterada pelo ciclo térmico. Em alguns casos,
11
particularmente na soldagem com vários passes, constituintes de elevada dureza e
baixa tenacidade podem se formar nesta região.
Regiões mais afastadas do cordão de solda, cujas temperaturas de pico
foram inferiores a 727 °C apresentam mudanças microestruturais cada vez menos
perceptíveis. [2]
2.5 Tratamentos Térmicos
Tratamentos térmicos são processos que consistem no aquecimento e
resfriamento dos metais em condições especiais, com a finalidade de melhorar suas
propriedades e características físicas.
Em todos os tratamentos térmicos se distinguem três etapas:
Aquecimento a temperatura determinada;
Permanência do material a temperatura por tempo estabelecido;
Resfriamento no meio adequado.
Devido aos processos de fabricação, os metais tendem a criar tensões
internas indesejáveis, que podem reduzir a eficiência do material, causando sérios
danos. [5]
2.5.1 Alívio de Tensões
O alto aquecimento do metal durante o processo de soldagem causa
dilatação e contração, originando distorções e tensões internas no metal de solda.
Muitas vezes o material pode não suportar essas tensões, e assim, trincar ou falhar
de forma prematura.
O alívio de tensões consiste no aquecimento uniforme, logo abaixo do ponto
onde possa ocorrer alguma alteração microestrutural, seguido de um resfriamento
lento.
O alívio de tensões reduz as tensões residuais através do aumento da
ductilidade, diminuindo a dureza, assim melhorando as condições metalúrgicas da
ZTA (Zona Termicamente Afetada) e da ZF (Zona Fundida).
Deve-se garantir que o resfriamento seja uniforme. Caso contrário, haverá a
ocorrência de novas tensões internas, iguais ou maiores que aquelas que o
processo deveria eliminar.
12
Como efeitos secundários indesejáveis do alívio de tensões, destacam-se a
redução de limites de resistência e de escoamento, relaxamento das tensões
compressivas que impedem a propagação de trincas, alteração dimensional e o risco
de reação do hidrogênio com o carbono, gerando metano e conseqüentemente o
risco de fragilização a frio. [5]
A norma ASME VIII citas os seguintes parâmetros para alívio de tensões :
A temperatura deve ser controlada a partir de 425 °C;
A temperatura de patamar deve ser de 610 a 620 ºC;
A taxa de aquecimento e resfriamento deve ser menor ou igual a 278 °C/h
para peças com espessura menor que 1”, para espessuras maiores, a taxa
deve ser menor ou igual a 278 dividido pela espessura da peça (em
polegadas);
Durante a temperatura de patamar, a diferença de temperatura entre o ponto
mais frio e o ponto mais quente, não deve ser superior a 83 °C;
O tempo de patamar deve ser de uma hora para cada 1” de espessura;
Durante os períodos de aquecimento e resfriamento, a atmosfera do forno
também deve ser controlada a fim de evitar oxidação excessiva na superfície
da peça;
A peça deve ser resfriada dentro do forno até a temperatura de 425 °C,
abaixo dessa temperatura, o controle pode ser finalizado e a peça resfriada
ao ar calmo. [6]

13
3 METODOLOGIA
3.1 Fabricação dos corpos de prova
Para realizar o estudo das juntas foram fabricados três corpos de prova, com
solda de topo com chanfro de 45º, nas dimensões de 300 x 300 x 19 mm, soldados
com diferentes processos de soldagem, conforme mostrado nas Figuras 3-1 a 3-4.
Foi utilizado o processo TIG para execução da raiz, enquanto o enchimento foi
feito com os processos por eletrodo revestido, arame tubular e arco submerso.
Foram utilizadas chapas apêndice, soldadas nas pontas dos corpos de prova,
para abertura do arco de solda, garantindo que a solda fosse feita de forma contínua
e isentas de descontinuidades comumente encontradas nessa região.
Figura 3-1 Soldagem do passe de raiz com TIG

14
Figura 3-2 Soldagem por eletrodo revestido
Figura 3-3 Soldagem por arame tubular

15
Figura 3-4 Soldagem por arco submerso
Após a soldagem de enchimento do corpo de prova soldado por arco
submerso, a raiz que havia sido feita pelo processo TIG foi removida com uma
esmerilhadeira elétrica e então foi dado um passe com arco submerso.
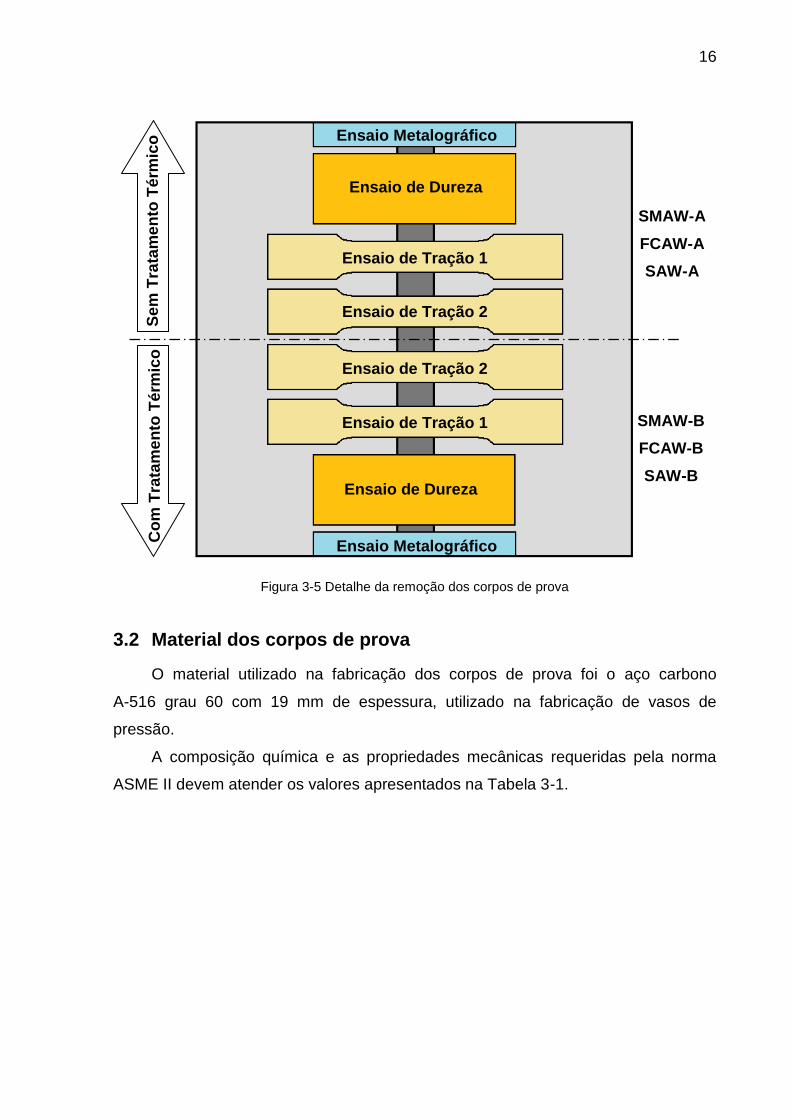
Após a soldagem, os corpos de prova foram divididos em duas partes, sendo
uma delas tratada termicamente para alívio de tensões.
De cada corpo de prova, tratado e não tratado, foram removidos dois corpos
de prova para ensaio de tração, um para ensaio metalográfico e o restante foi
utilizado para medição de dureza, conforme ilustrado na Figura 3-5.
As remoções dos corpos de prova foram feitas utilizando uma serra elétrica
com lubrificação, para que o efeito do calor gerado pelo corte não afetasse os
resultados, ao contrário do oxicorte que pode alterar principalmente os valores de
dureza devido o aquecimento do material.
Os corpos de prova foram identificados conforme o processo de soldagem
utilizado. A distinção entre os corpos de prova tratados termicamente dos não
tratados foi feita pelas letras A e B, sendo a letra A utilizada para os tratados e B
para os não tratados.
16
Figura 3-5 Detalhe da remoção dos corpos de prova
3.2 Material dos corpos de prova
O material utilizado na fabricação dos corpos de prova foi o aço carbono
A-516 grau 60 com 19 mm de espessura, utilizado na fabricação de vasos de
pressão.
A composição química e as propriedades mecânicas requeridas pela norma
ASME II devem atender os valores apresentados na Tabela 3-1.
Se
m T
rata
me
nto
Té
rmic
o
Co
m T
rata
me
nto
Té
rmic
o
Ensaio Metalográfico
Ensaio de Dureza
Ensaio de Tração 1
Ensaio de Tração 2
Ensaio de Tração 2
Ensaio de Tração 1
Ensaio de Dureza
Ensaio Metalográfico
SMAW-B
FCAW-B
SAW-B
SMAW-A
FCAW-A
SAW-A
17
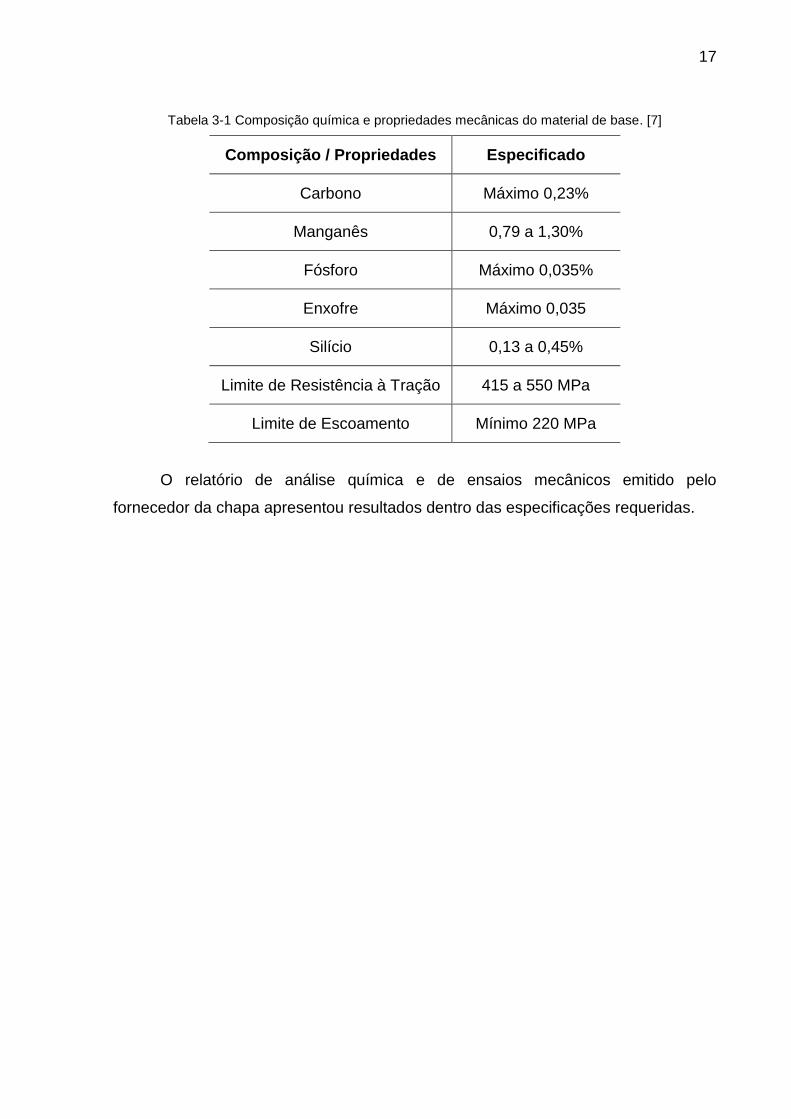
Tabela 3-1 Composição química e propriedades mecânicas do material de base. [7]
Composição / Propriedades Especificado
Carbono Máximo 0,23%
Manganês 0,79 a 1,30%
Fósforo Máximo 0,035%
Enxofre Máximo 0,035
Silício 0,13 a 0,45%
Limite de Resistência à Tração 415 a 550 MPa
Limite de Escoamento Mínimo 220 MPa
O relatório de análise química e de ensaios mecânicos emitido pelo
fornecedor da chapa apresentou resultados dentro das especificações requeridas.
18
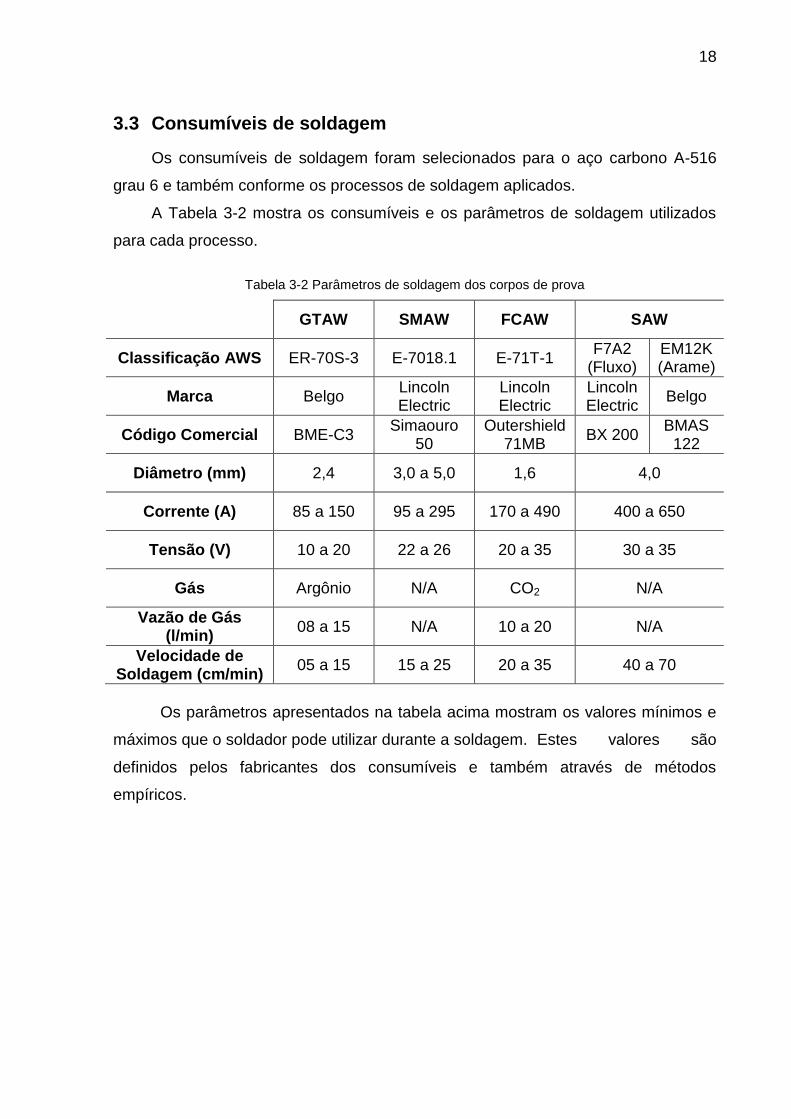
3.3 Consumíveis de soldagem
Os consumíveis de soldagem foram selecionados para o aço carbono A-516
grau 6 e também conforme os processos de soldagem aplicados.
A Tabela 3-2 mostra os consumíveis e os parâmetros de soldagem utilizados
para cada processo.
Tabela 3-2 Parâmetros de soldagem dos corpos de prova
GTAW SMAW FCAW SAW
Classificação AWS ER-70S-3 E-7018.1 E-71T-1 F7A2
(Fluxo) EM12K (Arame)
Marca Belgo Lincoln Electric
Lincoln Electric
Lincoln Electric
Belgo
Código Comercial BME-C3 Simaouro
50 Outershield
71MB BX 200
BMAS 122
Diâmetro (mm) 2,4 3,0 a 5,0 1,6 4,0
Corrente (A) 85 a 150 95 a 295 170 a 490 400 a 650
Tensão (V) 10 a 20 22 a 26 20 a 35 30 a 35
Gás Argônio N/A CO2 N/A
Vazão de Gás (l/min)
08 a 15 N/A 10 a 20 N/A
Velocidade de Soldagem (cm/min)
05 a 15 15 a 25 20 a 35 40 a 70
Os parâmetros apresentados na tabela acima mostram os valores mínimos e
máximos que o soldador pode utilizar durante a soldagem. Estes valores são
definidos pelos fabricantes dos consumíveis e também através de métodos
empíricos.
19
3.4 Tratamento térmico
O tratamento térmico foi realizado nos corpos de prova SMAW-B, FCAW-B e
SAW-B. Todos foram colocados no forno e tratados ao mesmo tempo.
Foi utilizado um forno tipo KO 40/25/65, com o controlador de temperatura
CAT-100 e o termopar TMP-150 (tipo K).
A velocidade de aquecimento dos corpos de prova foi de 60 °C/h, até a
temperatura de patamar de 610 °C, a qual foi mantida durante 60 minutos, seguida
de resfriamento a uma velocidade de 55 °C/h.
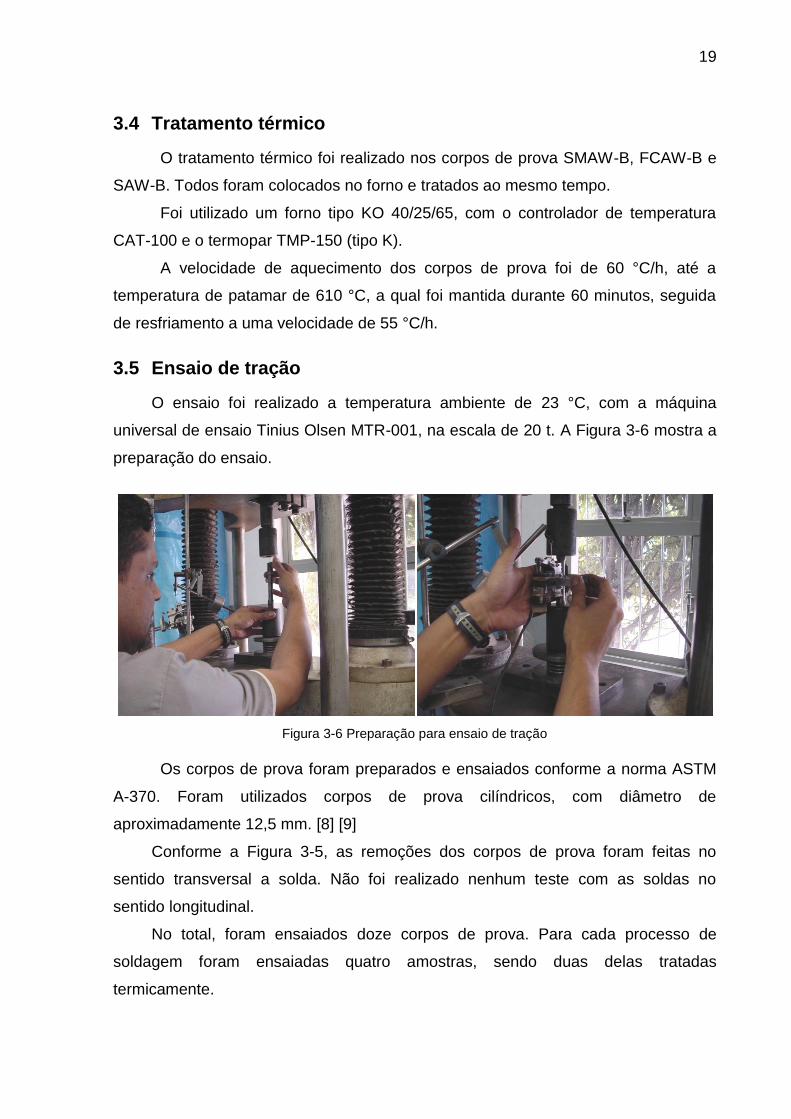
3.5 Ensaio de tração
O ensaio foi realizado a temperatura ambiente de 23 °C, com a máquina
universal de ensaio Tinius Olsen MTR-001, na escala de 20 t. A Figura 3-6 mostra a
preparação do ensaio.
Figura 3-6 Preparação para ensaio de tração
Os corpos de prova foram preparados e ensaiados conforme a norma ASTM
A-370. Foram utilizados corpos de prova cilíndricos, com diâmetro de
aproximadamente 12,5 mm. [8] [9]
Conforme a Figura 3-5, as remoções dos corpos de prova foram feitas no
sentido transversal a solda. Não foi realizado nenhum teste com as soldas no
sentido longitudinal.
No total, foram ensaiados doze corpos de prova. Para cada processo de
soldagem foram ensaiadas quatro amostras, sendo duas delas tratadas
termicamente.
20
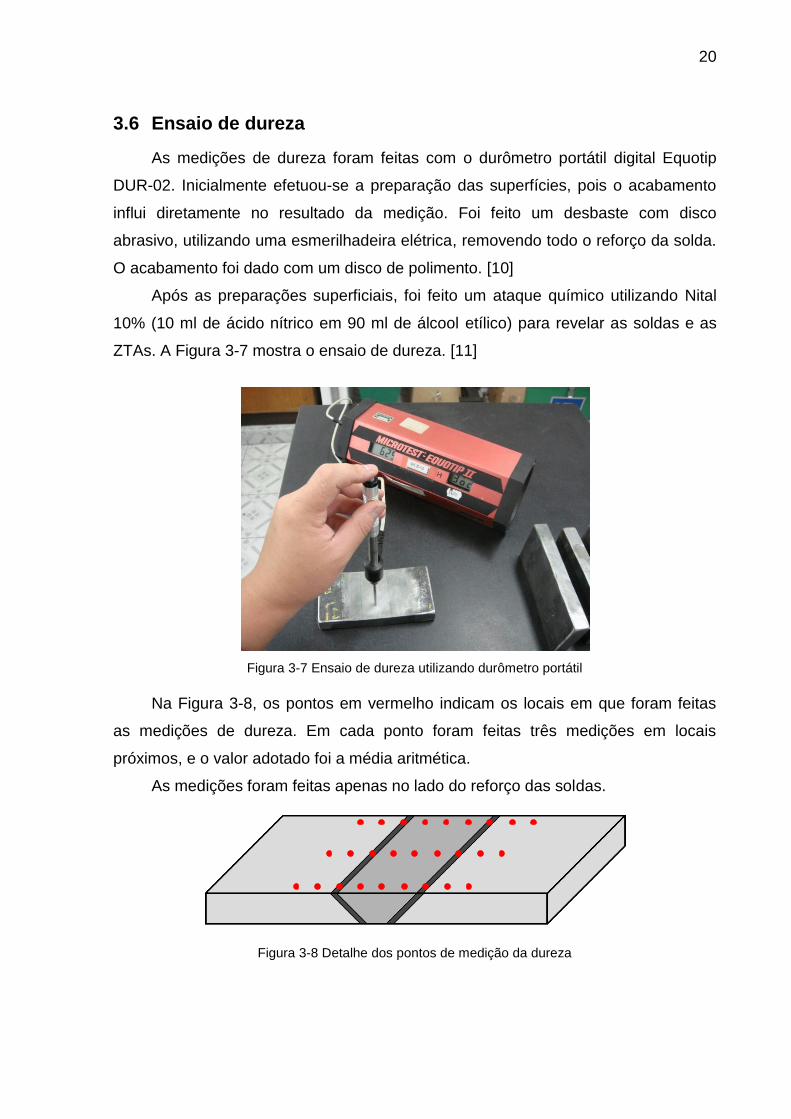
3.6 Ensaio de dureza
As medições de dureza foram feitas com o durômetro portátil digital Equotip
DUR-02. Inicialmente efetuou-se a preparação das superfícies, pois o acabamento
influi diretamente no resultado da medição. Foi feito um desbaste com disco
abrasivo, utilizando uma esmerilhadeira elétrica, removendo todo o reforço da solda.
O acabamento foi dado com um disco de polimento. [10]
Após as preparações superficiais, foi feito um ataque químico utilizando Nital
10% (10 ml de ácido nítrico em 90 ml de álcool etílico) para revelar as soldas e as
ZTAs. A Figura 3-7 mostra o ensaio de dureza. [11]
Figura 3-7 Ensaio de dureza utilizando durômetro portátil
Na Figura 3-8, os pontos em vermelho indicam os locais em que foram feitas
as medições de dureza. Em cada ponto foram feitas três medições em locais
próximos, e o valor adotado foi a média aritmética.
As medições foram feitas apenas no lado do reforço das soldas.
Figura 3-8 Detalhe dos pontos de medição da dureza

21
3.7 Macrografia
Após a remoção dos corpos de prova, as faces foram usinadas para facilitar a
preparação das superfícies.
O acabamento foi feito manualmente, utilizando lixa d’água 360, sob uma
superfície plana.
Após o lixamento das faces, os corpos de prova foram lavados com álcool
isopropílico para remoção de impurezas e contaminações. Para garantir a secagem
das superfícies, foi utilizado um soprador térmico, não utilizando panos ou papéis
que podem comprometer o ensaio devido a possibilidade de contaminação.
Posteriormente foi feito o ataque químico por imersão, utilizando Nital 10%,
conforme mostrado na Figura 3-9. [12]
Figura 3-9 Preparação das amostras para ensaio macrográfico
As fotografias foram feitas com a câmera fotográfica digital SONY DSC-T77 na
resolução de 3 Mega pixels, sem utilização de flash.

22
3.8 Micrografia
A micrografia foi realizada nos mesmos corpos de prova utilizados na
macrografia, porém a face foi polida com alumina, conforme Figura 3-10.
Inicialmente, o ataque químico foi feito com Nital 5% mas observou-se que o
ataque revelou uma estrutura muito escura, dificultando a avaliação. Dessa forma foi
utilizado Nital 2%, o qual resultou uma melhor visualização da estrutura.
Figura 3-10 Polimento dos corpos de prova com alumina
As observações foram feitas com o microscópio óptico Carl Zeiss Axio Scope
A1, com aumento de 25 a 1000 vezes, mostrado na Figura 3-11.
Figura 3-11 Microscópio utilizado na micrografia
23
4 RESULTADOS E DISCUSSÃO
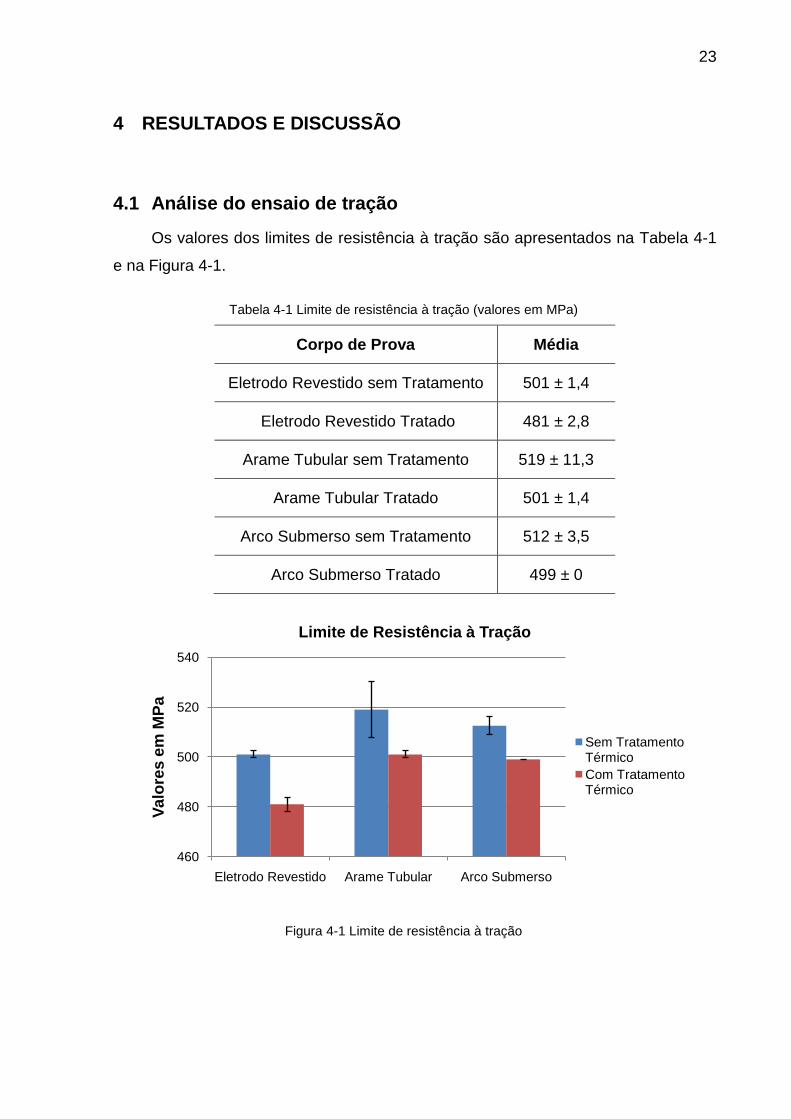
4.1 Análise do ensaio de tração
Os valores dos limites de resistência à tração são apresentados na Tabela 4-1
e na Figura 4-1.
Tabela 4-1 Limite de resistência à tração (valores em MPa)
Corpo de Prova Média
Eletrodo Revestido sem Tratamento 501 ± 1,4
Eletrodo Revestido Tratado 481 ± 2,8
Arame Tubular sem Tratamento 519 ± 11,3
Arame Tubular Tratado 501 ± 1,4
Arco Submerso sem Tratamento 512 ± 3,5
Arco Submerso Tratado 499 ± 0
Figura 4-1 Limite de resistência à tração
460
480
500
520
540
Eletrodo Revestido Arame Tubular Arco Submerso
Va
lore
s e
m M
Pa
Limite de Resistência à Tração
Sem Tratamento Térmico
Com Tratamento Térmico

24
Analisando os resultados, observa-se que após o tratamento térmico para
alívio de tensões, houve uma redução no limite de resistência à tração.
A redução foi de 4% no processo por eletrodo revestido, 3,5% no arame tubular
e 2,6% no arco submerso.
As amostras de eletrodo revestido romperam na solda, enquanto nas amostras
de arame tubular e arco submerso, o rompimento ocorreu no metal de base. As
Figuras 4-2 a 4-4 mostram o local do rompimento.
Figura 4-2 Amostras do ensaio de tração dos corpos de prova soldados por eletrodo revestido
Apesar das amostras de eletrodo revestido terem rompido na solda,
considera-se que as soldas são aceitáveis, pois apresentaram um limite de
resistência à tração dentro dos limites aceitáveis do material de base, que é de 415 a
550 MPa, conforme indicado no item 3.2.
Figura 4-3 Amostras do ensaio de tração dos corpos de prova soldados por arame tubular
25
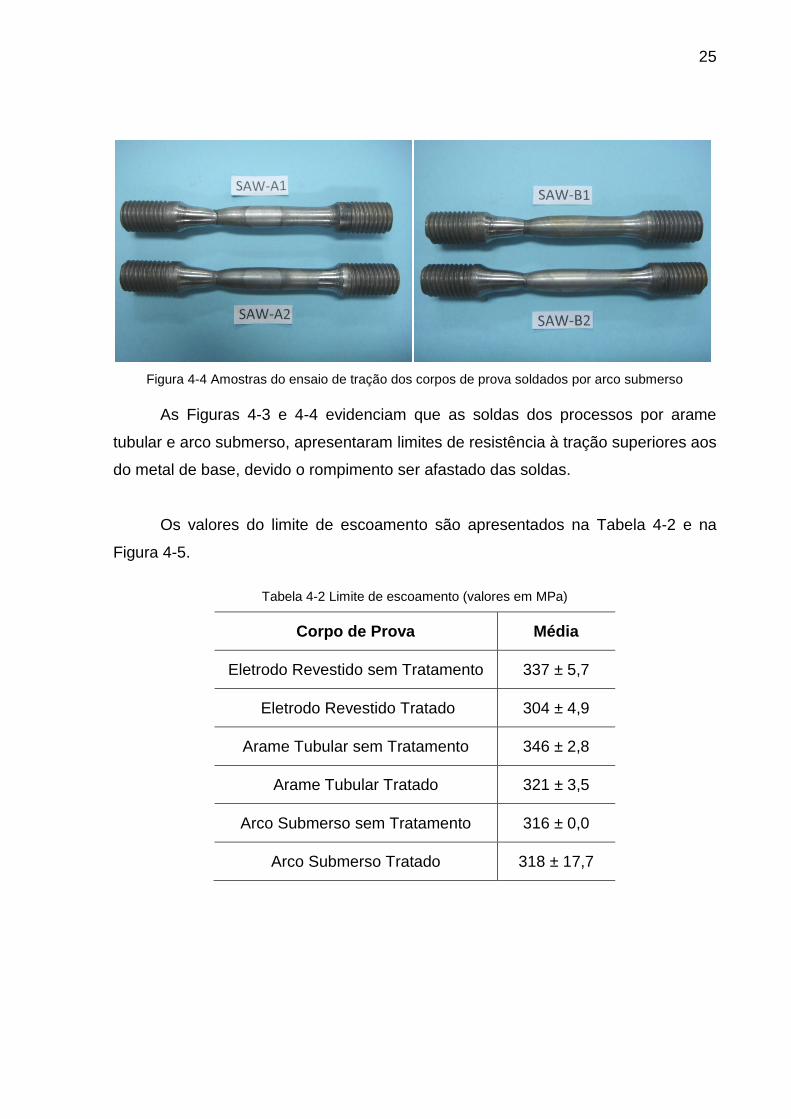
Figura 4-4 Amostras do ensaio de tração dos corpos de prova soldados por arco submerso
As Figuras 4-3 e 4-4 evidenciam que as soldas dos processos por arame
tubular e arco submerso, apresentaram limites de resistência à tração superiores aos
do metal de base, devido o rompimento ser afastado das soldas.
Os valores do limite de escoamento são apresentados na Tabela 4-2 e na
Figura 4-5.
Tabela 4-2 Limite de escoamento (valores em MPa)
Corpo de Prova Média
Eletrodo Revestido sem Tratamento 337 ± 5,7
Eletrodo Revestido Tratado 304 ± 4,9
Arame Tubular sem Tratamento 346 ± 2,8
Arame Tubular Tratado 321 ± 3,5
Arco Submerso sem Tratamento 316 ± 0,0
Arco Submerso Tratado 318 ± 17,7

26
Figura 4-5 Limite de escoamento
Analisando esses resultados, observa-se que houve uma redução no limite de
escoamento, exceto para a amostra de arco submerso, em que houve um pequeno
aumento, porém apresentou o maior desvio padrão.
Não é possível definir se os valores do limite de escoamento apresentados
são referentes ao escoamento das soldas ou do metal de base. Mesmo assim, os
valores são aceitáveis, pois estão muito acima do valor mínimo aceitável pela norma,
que é de 220 MPa, conforme indicado no item 3.2.
150
200
250
300
350
Eletrodo Revestido Arame Tubular Arco Submerso
Va
lore
s e
m M
Pa
Limite de Escoamento
Sem Tratamento Térmico
Com Tratamento Térmico
27
4.2 Análise do ensaio de dureza
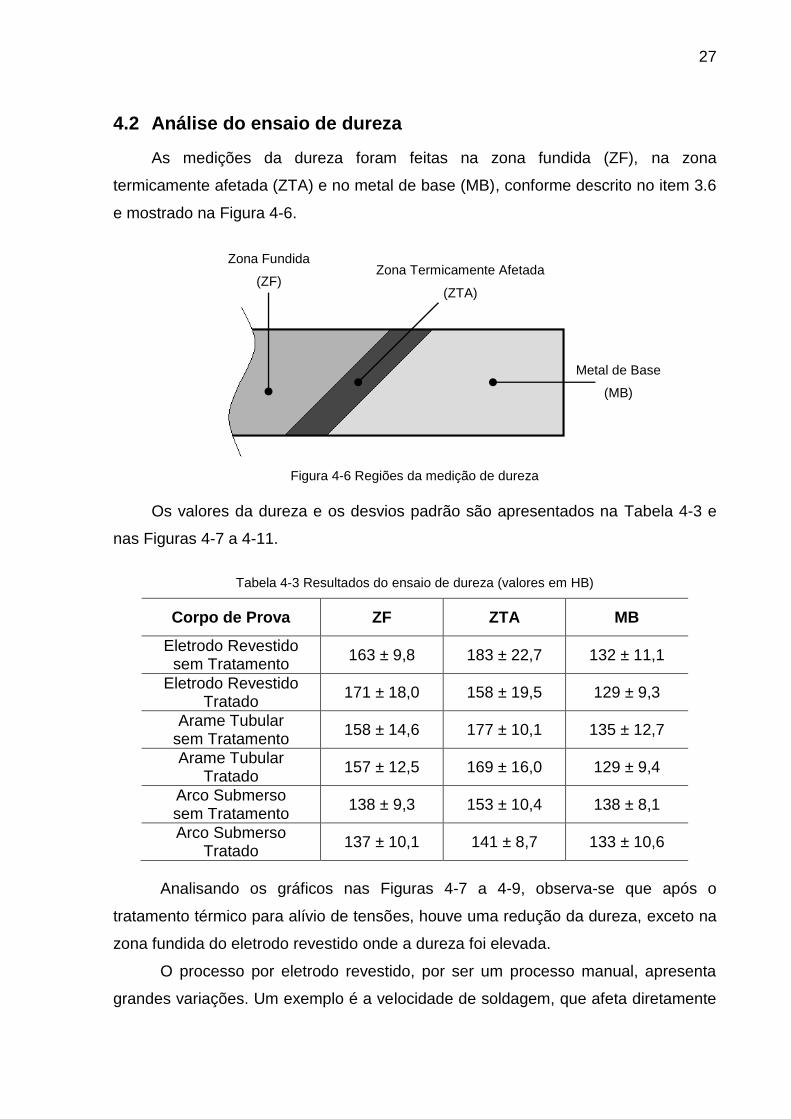
As medições da dureza foram feitas na zona fundida (ZF), na zona
termicamente afetada (ZTA) e no metal de base (MB), conforme descrito no item 3.6
e mostrado na Figura 4-6.
Figura 4-6 Regiões da medição de dureza
Os valores da dureza e os desvios padrão são apresentados na Tabela 4-3 e
nas Figuras 4-7 a 4-11.
Tabela 4-3 Resultados do ensaio de dureza (valores em HB)
Corpo de Prova ZF ZTA MB
Eletrodo Revestido sem Tratamento
163 ± 9,8 183 ± 22,7 132 ± 11,1
Eletrodo Revestido Tratado
171 ± 18,0 158 ± 19,5 129 ± 9,3
Arame Tubular sem Tratamento
158 ± 14,6 177 ± 10,1 135 ± 12,7
Arame Tubular Tratado
157 ± 12,5 169 ± 16,0 129 ± 9,4
Arco Submerso sem Tratamento
138 ± 9,3 153 ± 10,4 138 ± 8,1
Arco Submerso Tratado
137 ± 10,1 141 ± 8,7 133 ± 10,6
Analisando os gráficos nas Figuras 4-7 a 4-9, observa-se que após o
tratamento térmico para alívio de tensões, houve uma redução da dureza, exceto na
zona fundida do eletrodo revestido onde a dureza foi elevada.
O processo por eletrodo revestido, por ser um processo manual, apresenta
grandes variações. Um exemplo é a velocidade de soldagem, que afeta diretamente
Zona Fundida
(ZF) Zona Termicamente Afetada
(ZTA)
Metal de Base
(MB)

28
o valor da dureza, devido a variação de temperatura. Analisando a linha de erro dos
gráficos, observa-se que o processo por eletrodo revestido apresenta o maior desvio
padrão.
Conforme a Figura 3-5, os corpos de prova foram removidos de locais
diferentes, portanto, não é possível saber qual foi a variação exata da dureza, pois a
dureza do corpo de prova tratado não foi medida antes do tratamento térmico.
Figura 4-7 Comparação da dureza dos corpos de prova tratados termicamente com os não-tratados, soldados por eletrodo revestido
Figura 4-8 Comparação da dureza dos corpos de prova tratados termicamente com os não-tratados, soldados por arame tubular
0
50
100
150
200
250
ZF ZTA MB
Du
reza
(H
B)
Eletrodo Revestido
Não-Tratados
Tratados
0
50
100
150
200
250
ZF ZTA MB
Du
reza
(H
B)
Arame Tubular
Não-Tratados
Tratados

29
Figura 4-9 Comparação da dureza dos corpos de prova tratados termicamente com os não-tratados, soldados por arco submerso
Ao contrário do processo por eletrodo revestido, o processo por arco
submerso apresenta-se mais estável, por ser um processo mecanizado. Isto é
comprovado pelos valores do desvio padrão, que apresentam os valores mais baixos
de todos os processos.
Figura 4-10 Comparação da dureza dos corpos de prova sem tratamento térmico
0
50
100
150
200
250
ZF ZTA MB
Du
reza
(H
B)
Arco Submerso
Não-Tratados
Tratados
0
50
100
150
200
250
ZF ZTA MB
Du
reza
(H
B)
Corpos de Prova sem Tratamento
Eletrodo Revestido
Arame Tubular
Arco Submerso

30
Figura 4-11 Comparação da dureza dos corpos de prova com tratamento térmico
Analisando os valores da dureza na zona fundida, nos gráficos das Figuras 4-
10 e 4-11, observa-se que as amostras de eletrodo revestido, tratadas e não-
tratadas, apresentaram os maiores valores. Porém, analisando o gráfico da Figura 4-
1, nota-se que as amostras apresentaram os menores valores de resistência à
tração. Não é possível definir com certeza o motivo da baixa resistência à tração. As
causas mais prováveis podem ser descontinuidades na solda das amostras ou baixa
resistência dos eletrodos.
Durante a soldagem dos corpos de prova, não foram verificados quais os
lotes de consumíveis que foram utilizados, impossibilitando a comparação dos
resultados obtidos neste trabalho, com os resultados dos certificados de qualidade
dos consumíveis.
0
50
100
150
200
250
ZF ZTA MB
Du
reza
(H
B)
Corpos de Prova com Tratamento
Eletrodo Revestido
Arame Tubular
Arco Submerso

31
4.3 Análise do ensaio macrográfico
Analisando as Figuras 4-12 a 4-14, verifica-se que as amostras de eletrodo
revestido apresentaram a menor ZTA, em torno de 2 a 3 mm, enquanto nas demais
a largura foi de 3 a 4 mm.
Essa diferença é causada devido ao aporte energético necessário para fusão
dos consumíveis com o metal de base.
Figura 4-12 Macrografia dos corpos de prova soldados por eletrodo revestido
Figura 4-13 Macrografia dos corpos de prova soldados por arame tubular
Figura 4-14 Macrografia dos corpos de prova soldados por arco submerso
10 mm 10 mm
10 mm 10 mm
10 mm 10 mm
32
As amostras de eletrodo revestido não apresentaram nenhum defeito nas
soldas. Já as amostras de arame tubular e arco submerso, apresentaram poro e falta
de fusão.
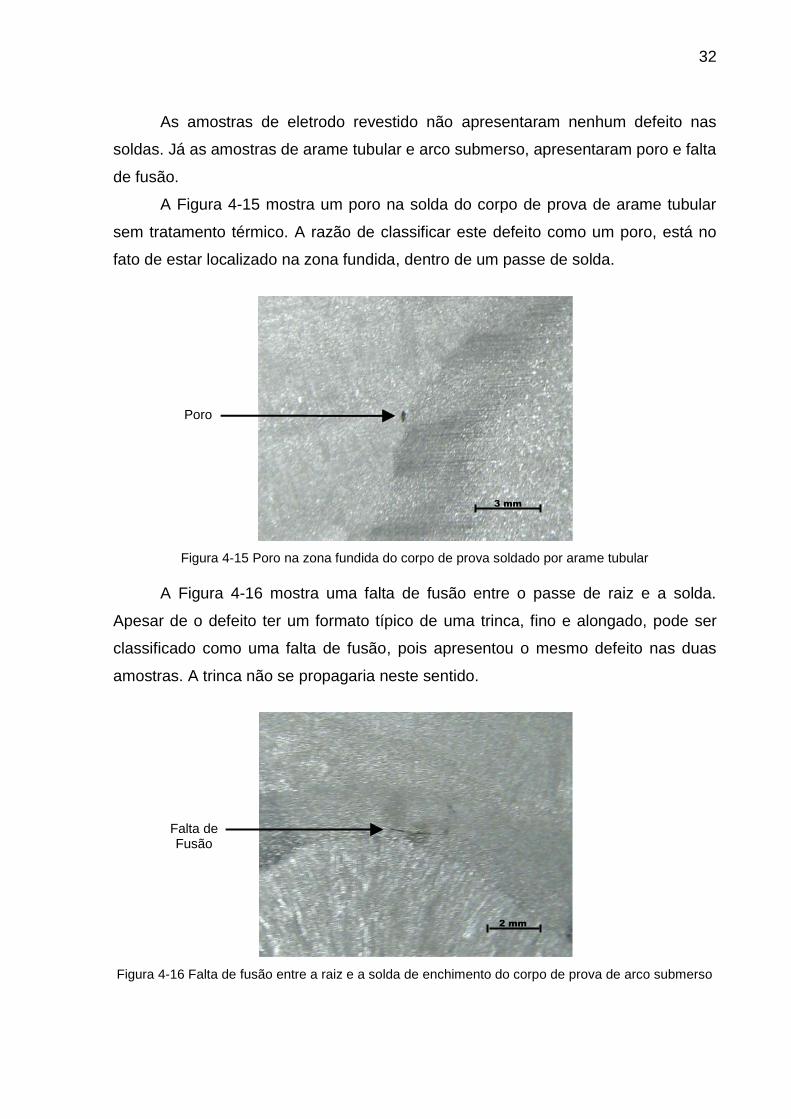
A Figura 4-15 mostra um poro na solda do corpo de prova de arame tubular
sem tratamento térmico. A razão de classificar este defeito como um poro, está no
fato de estar localizado na zona fundida, dentro de um passe de solda.
Figura 4-15 Poro na zona fundida do corpo de prova soldado por arame tubular
A Figura 4-16 mostra uma falta de fusão entre o passe de raiz e a solda.
Apesar de o defeito ter um formato típico de uma trinca, fino e alongado, pode ser
classificado como uma falta de fusão, pois apresentou o mesmo defeito nas duas
amostras. A trinca não se propagaria neste sentido.
Figura 4-16 Falta de fusão entre a raiz e a solda de enchimento do corpo de prova de arco submerso
Falta de Fusão
Poro
3 mm
2 mm
33
Os defeitos apresentados nas amostras de arame tubular e arco submerso
levam a considerar que as amostras de eletrodo revestido apresentaram baixa
resistência à tração devido às características do eletrodo, e não pela presença de
defeitos na solda.
4.4 Análise do ensaio micrográfico
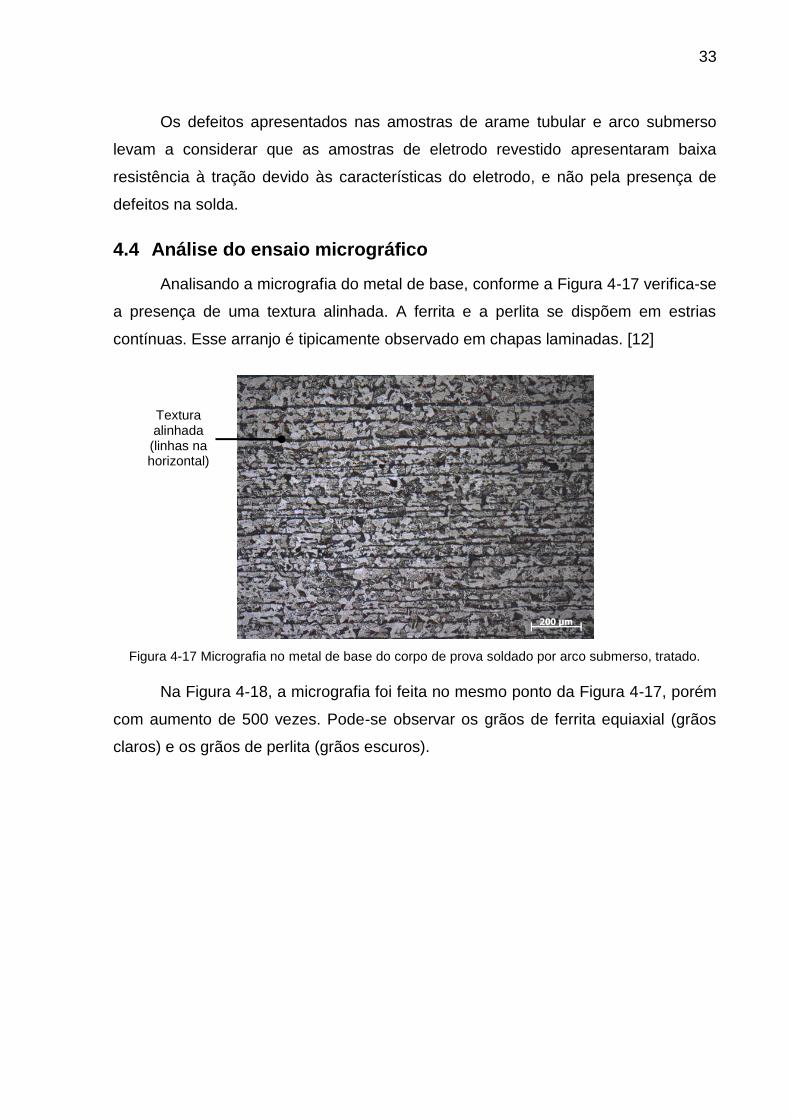
Analisando a micrografia do metal de base, conforme a Figura 4-17 verifica-se
a presença de uma textura alinhada. A ferrita e a perlita se dispõem em estrias
contínuas. Esse arranjo é tipicamente observado em chapas laminadas. [12]
Figura 4-17 Micrografia no metal de base do corpo de prova soldado por arco submerso, tratado.
Na Figura 4-18, a micrografia foi feita no mesmo ponto da Figura 4-17, porém
com aumento de 500 vezes. Pode-se observar os grãos de ferrita equiaxial (grãos
claros) e os grãos de perlita (grãos escuros).
Textura alinhada (linhas na horizontal)

34
Figura 4-18 Micrografia do metal de base do corpo de prova soldado por arco submerso, tratado.
Em todas as amostras, as micrografias feitas no metal de base apresentaram
a textura alinhada, todas no mesmo sentido. Inclusive não houve alteração no
tamanho de grão após o tratamento térmico.
Na Figura 4-19, é possível observar as três regiões da solda: zona fundida,
ZTA e metal de base. Inclusive, é possível determinar com clareza a linha de fusão,
que é o contorno que separa a zona fundida e a ZTA. [12]
Figura 4-19 Micrografia da ZTA do corpo de prova soldado por eletrodo revestido, tratado.
Grão de Ferrita
Grão de Perlita
ZTA
Metal de Base
Linha de Fusão
Zona Fundida

35
Na Figura 4-20, observa-se a região intercrítica da ZTA. Verifica-se que
devido aos ciclos térmicos, a microestrutura começa a recristalizar, tranformando-se
em uma estrutura mais refinada, mantendo a textura alinhada.
Figura 4-20 Região de transição da ZTA e metal de base, do corpo de prova soldado por arco submerso, tratado.
Conforme a Figura 4-21, na ZTA da amostra de eletrodo revestido sem
tratamento térmico, verificou-se uma estrutura com grãos de perlita lamelar, sendo
observada somente nesta amostra. Pode ter-se originado devido à variação da
velocidade de resfriamento. [12]
Figura 4-21 Micrografia na ZTA. Grãos de perlita lamelar.
ZTA
Metal de Base
Perlita Lamelar
36
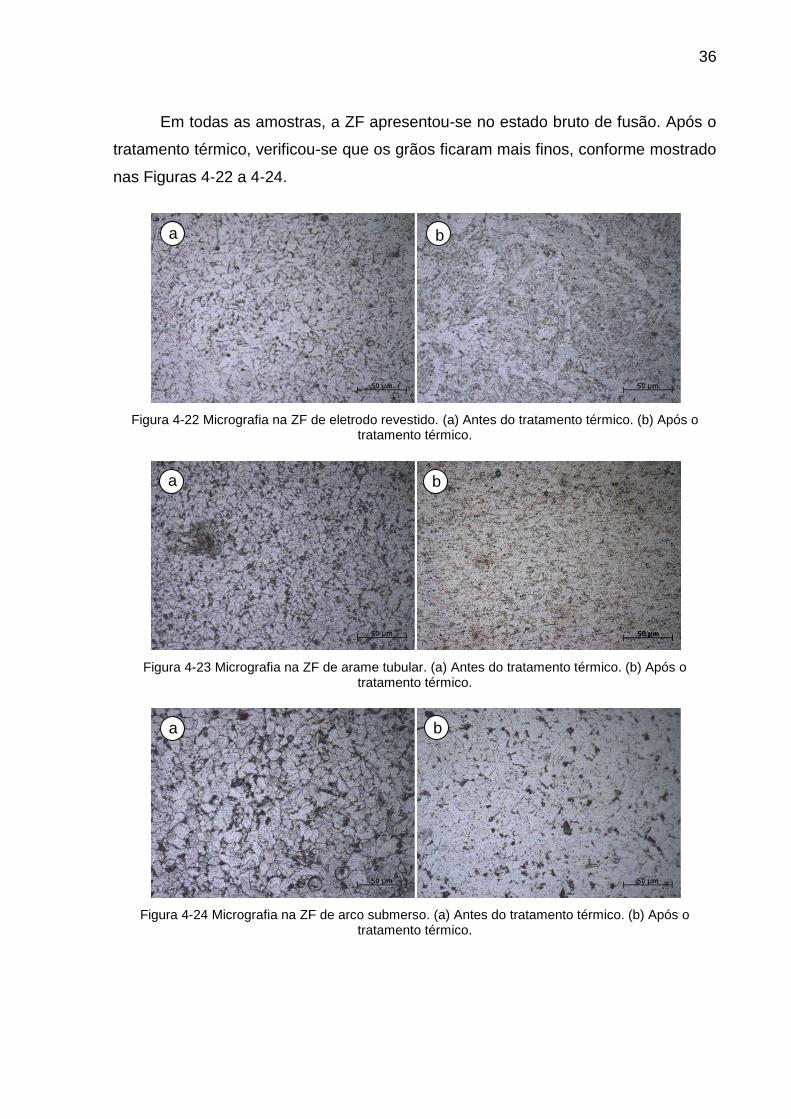
Em todas as amostras, a ZF apresentou-se no estado bruto de fusão. Após o
tratamento térmico, verificou-se que os grãos ficaram mais finos, conforme mostrado
nas Figuras 4-22 a 4-24.
Figura 4-22 Micrografia na ZF de eletrodo revestido. (a) Antes do tratamento térmico. (b) Após o tratamento térmico.
Figura 4-23 Micrografia na ZF de arame tubular. (a) Antes do tratamento térmico. (b) Após o tratamento térmico.
Figura 4-24 Micrografia na ZF de arco submerso. (a) Antes do tratamento térmico. (b) Após o tratamento térmico.
a b
a b
a b
37
Deve-se lembrar que as micrografias comparativas, antes e após o tratamento
térmico, não se referem ao mesmo corpo de prova. Conforme descrito no item 3.1,
as amostras foram removidas de locais diferentes. Assim, não é possível definir com
exatidão a variação do tamanho dos grãos. Observa-se na Figura 4-22 que a
redução foi quase imperceptível.
Durante as observações com microscópio, não foi encontrada nenhuma
estrutura que poderia comprometer as soldas, como é o caso da martensita que
apresenta grande fragilidade. Dessa forma, comprova-se que a velocidade de
resfriamento das soldas foi lenta.
Em todas as amostras foram observadas somente estruturas de ferrita e
perlita, com variação no tamanho de grãos. [13]

38
5 CONCLUSÕES
O estudo desenvolvido ao longo deste trabalho buscou avaliar o efeito dos
processos de soldagem sobre as juntas soldadas de aço carbono.
As análises dos ensaios mecânicos permitiram concluir que para as amostras
ensaiadas, o processo por eletrodo revestido foi o que apresentou a menor eficiência
entre os três processos de soldagem, pois as amostras soldadas por este processo
apresentaram menor valor de resistência à tração e maior valor de dureza, além de
serem as únicas cujo rompimento ocorreu na solda durante o ensaio de tração.
O processo por arame tubular se mostrou mais eficiente por ter produzido juntas
com maior resistência à tração, enquanto o processo por arco submerso apresentou
o valor mais baixo de dureza. Ambos apresentaram tais características antes e após
o tratamento térmico, assim como o rompimento das amostras, que ocorreram no
metal de base.
As micrografias realizadas apresentaram uma estrutura de ferrita e perlita, em
todas as regiões das soldas, com variação no tamanho de grãos. Não foram
observadas estruturas frágeis, podendo concluir que os resultados apresentados
pelo ensaio foram satisfatórios.
Apesar das desvantagens causadas pelo tratamento térmico, considera-se que é
vantajoso tratar as soldas, pois, dessa forma, reduzem-se as tensões residuais
indesejáveis e mesmo com a redução dos limites de resistência à tração e ao
escoamento, as soldas apresentaram a resistência requerida nas normas.
Todos os processos de soldagem utilizados apresentaram resultados aceitáveis,
comprovando-se que podem ser utilizados na soldagem de juntas de alta
responsabilidade, como é o caso de vasos de pressão.
Ressalta-se que as juntas foram soldadas sob condições controladas, não sendo
possível garantir resultados satisfatórios caso a soldagem seja executada com
materiais e equipamentos inadequados e também por profissionais não qualificados.
Pode-se concluir que, independente do processo de soldagem utilizado, é
possível garantir a confiabilidade das juntas, desde que seja feito um
acompanhamento intensivo nos processos.

39
6 CONTRIBUIÇÕES E EXTENSÕES
Este estudo pode contribuir com o profissional de soldagem, durante a escolha
de um processo para determinada aplicação ou também no momento em que este
esteja buscando informações sobre as considerações técnicas que devem ser feitas
para escolha do processo ideal a ser utilizado.
Este estudo pode ser continuado através do aumento do número de amostras,
para que se obtenham resultados estatisticamente mais representativos. Pode-se
incluir o ensaio de impacto, visto que a ductibilidade é uma propriedade de grande
importância para juntas soldadas, e também pode ser feito uma análise de custo
para cada processo de soldagem.
40
Bibliografia
1. OKUMURA, Toshie; TANIGUCHI, Célio. Engenharia de Soldagem e Aplicações. Rio de Janeiro: LTC, 1982. 461 p.
2. MARQUES, Paulo Villani; MODENESI, Paulo José; BRACARENSE, Alexandre Queiroz. Soldagem: Fundamentos e Tecnologia. 2ª ed. Belo Horizonte: Editora UFMG, 2007. 363 p.
3. FORTES, CLEBER. Arco Submerso. ESAB, 2004. 144p
4. AMERICAN SOCIETY FOR METALS. Metals Handbook 9th Edition: Welding, Brazing and Soldering. Volume 6
5. AMERICAN SOCIETY FOR METALS. Metals Handbook 9th Edition: Heat
Treating. Volume 4
6. THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS. ASME Boiler and Pressure Vessel Code: Rules for Construction of Pressure Vessels. Section VIII. New York, 2007.
7. THE AMERICAN SOCIETY OF MECHANICAL ENGINEERS. ASME Boiler
and Pressure Vessel Code: Ferrous Material Specifications. Section II. New York, 2007.
8. ASTM INTERNATIONAL. A-370: Standard Test Methods and Definitions for Mechanical Testing of Steel Products. 2003. 47 p.
9. SOUZA, Sérgio Augusto de. Ensaios Mecânicos de Materiais Metálicos. São Paulo: Editora Edgard Blücher Ltda., 1974. 197 p.
10. GARCIA, Amauri; SPIM, Jaime Alvares; SANTOS, Carlos Alexandre dos. Ensaios dos Materiais. Rio de Janeiro: Editora LTC, 2000. 274 p.
11. AMERICAN SOCIETY FOR METALS. Metals Handbook 9th Edition: Metallography and Microstructures. Volume 9. 2004
12. COLPAERT, Hubertus. Metalografia dos Produtos Siderúrgicos Comuns.
3ª ed. São Paulo, Editora Edgard Blücher, 1974. 412 p.
13. SILVA, André Luiz V. da Costa e; MEI, Paulo Roberto. Aços e Ligas Especiais. 2ª ed. São Paulo, Editora Edgard Blücher, 2006. 646 p.