Consumíve..
70
FBTS - CIS CONSUMÍVEIS Elaborado: Engº Carlos André Neves de Oliveira
-
Upload
rafael-deiro -
Category
Documents
-
view
32 -
download
0
description
ooooooo
Transcript of Consumíve..

FBTS - CIS
CONSUMÍVEIS
Elaborado: Engº Carlos André Neves de Oliveira

CONSUMÍVEIS
O que são Consumíveis?São todos os materiais empregados na deposição ou proteção da solda, tais como: eletrodos revestidos, varetas, arames sólidos e tubulares, fluxos, gases e anéis consumíveis.

CONSUMÍVEIS
Seleçãode
Consumíveis
Processode
Soldagem
Metalde Base
Habilidadedo
SoldadorProdutividade
Tipo de Fonte
de Energia
Posiçãode
Soldagem
Espessura da
peça
Geometriae
Tipo de Junta

CONSUMÍVEIS
PROCESSOSDE
SOLDAGEM
PROTEÇÃOGASOSA
SEM PROTEÇÃO
GASOSA
TIG (GTAW)
MIG-MAG (GMAW)
ARAME TUBULAR
(FCAW)Caso Especial
ELETRO-GÁS(EGW)
OXI-GÁS(OFW)
ELETRODO REVESTIDO
(SMAW)
ARCO SUBMERSO
(SAW)
ELETROESCÓRIA
(ESW)

CONSUMÍVEIS
ESPECIFICAÇÕES AWS (AMERICAN WELDING SOCIETY)Os metais de adição são agrupados em função de:→ Composição química do metal depositado.→ Composição química do consumível.→ Processo de SoldagemObs.:O ASME ao utilizar a especificação AWS emprega a abreviatura SF antes do código de especificação AWS.
*1919

CONSUMÍVEIS
Diferenças entre ESPECIFICAÇÃO e CLASSIFICAÇÃO
Especificação: indica os requisitos para os consumíveis de acordo com seu emprego. Refere-se a grupos de consumíveis.
Requisitos: O que é necessário? O que é esperado?
De acordo com a AWS, os consumíveis devem atender aos seguintes requisitos:- Propriedades Mecânicas do metal depositado.- Composição química do consumível de soldagem ou do metal depositado.- Sanidade do metal depositado (ensaio radiográfico).

CONSUMÍVEIS
• Especificação AWS → estabelece as condições de testes para os consumíveis. Estes testes deverão ser realizados pelos fabricantes.

CONSUMÍVEIS
Classificação: Refere-se a um determinado consumível e fornece, em valores aproximados (faixas), propriedades mecânicas, composição química e particularidades (revestimento).→ Fornece ao consumível uma designação lógica, permitindo sua identificação e suas características principais.
Diferenças entre Especificação e Classificação
- Especificação: determina de maneira exata as características de um consumível e dá garantia sobre suas propriedades.- Classificação: apresenta uma maneira lógica de designar um consumível.

CONSUMÍVEIS
Exemplos de Especificações AWS
Processos ASME Seção II Parte C / AWS
ESPECIFICAÇÃO PARA:
SMAW SFA-5.1 / A-5.1 Aço ao Carbono
SFA-5.4 / A-5.4 Aço Inoxidável
SFA-5.5 / A-5.5 Aço Baixa Liga
OFW SFA-5.2 / A-5.2 Aços ao Carbono e Baixa Liga
GTAW, GMAW, FCAW, EGW, OFW
SFA-5.32 / A-5.32 Gases de Proteção
GTAW SFA-5.12 / A-5.12 Eletrodos de Tungstênio e suas Ligas
GTAWGMAW
SFA-5.9 / A-5.9 Aço Inoxidável
SFA-5.18 / A-5.18 Aço ao Carbono
SFA-5.28 / A-5.28 Aço Baixa-Liga

CONSUMÍVEIS
Processo ASME Seção II Parte C / AWS ESPECIFICAÇÃO PARA:
FCAW SFA-5.20 / A-5.20 Aço ao Carbono
SFA-5.29 / A-5.29 Aço Baixa-Liga
FCAW e GTAW (Núcleo Fluxado)
SFA-5.22 / A-5.22 Aço Inoxidável
SAW SFA-5.17 / A-5.17 Aço ao Carbono
SFA-5.23 / A-5.23 Aço Baixa-Liga
ESW SFA-5.25 / A-5.25 Aços ao Carbono e Baixa-Liga
EGW SFA-5.26 / A-5.26 Aços ao Carbono e Baixa-Liga
Exemplos de Especificações AWS

CONSUMÍVEIS
Classificações AWS para prefixos de consumíveis
E – Eletrodo Revestido.R – Vareta para soldagem a gás.B – Metal de adição para brazagem.F – Fluxo para arco submerso.ER – Vareta para TIG ou arame para MIG-MAG, Arco Submerso.SG – Gás de proteção.

CONSUMÍVEIS
AWS A5.32-97Gases
deProteção
Composição química
Espessura do material
de base
Posição de
soldagem
Tipo de
corrente

CONSUMÍVEIS
Cores de Cilindros de Gases Industriais

CONSUMÍVEIS
AWS A5.32-97Gases
Inertes Reativos
Ativos
Redutores
Argônio
Hélio CO2
O2
H2

CONSUMÍVEIS
Conceitos de Ionização e Potencial de Ionização- Ionização: Ocorre quando um átomo ou molécula perdem elétrons. Ocorre
com mais facilidade em átomos com maior raio atômico.
- Potencial de Ionização (PI): é a tensão que um determinado gás necessita para ser ionizado. ↑ PI: + difícil abertura e manutenção do arco elétrico.PI Hélio = 1,5 x PI Argônio.

CONSUMÍVEIS
Gases InertesNão reagem com o metal líquido na poça de fusão.
Raio Atômico 71 pm
1a Energia Ionização 1520,6 kJ/mol
Peso Atômico 40
Ponto de Fusão (oC) -189,3
Ponto de Ebulição (oC) -185,8
Massa Atômica 39,948
Estado Físico (298K e 1 atm) gasoso
Condutibilidade térmica (K) baixa
Aplicação na soldagem Al, Cu, Mg.
Soldagem Aço C-Mn Ar + CO2
Argônio
Hélio.
Raio Atômico 31 pm
1a Energia Ionização 2372 kJ/mol
Peso Atômico 5
Ponto de Fusão (oC) -272,2
Ponto de Ebulição (oC) -268,93
Massa Atômica 4,002602
Estado Físico (298K e 1atm) gasoso
Condutibilidade térmica (K) alta
Aplicação na soldagem Cu e Al
Soldagem Aço C-Mn Pouco emprego
Hélio

CONSUMÍVEIS
AWS A5.32-97Gases
Inertes Reativos
Ativos
Redutores
Argônio
Hélio CO2
O2
H2

CONSUMÍVEIS
AWS A5.32-97Gases
Inertes Reativos
Ativos
Redutores
Argônio
Hélio CO2
O2
H2

CONSUMÍVEIS
Gases Reativos
Reagem com o metal líquido na poça de fusão.
- Ativos:
CO2
O2 - Nunca é utilizado sozinho.
- Mais utilizado na soldagem (+barato)- Pode ser utilizado Sozinho- Pode ser utilizado com Ar ou com Ar e O2

CONSUMÍVEIS
AWS A5.32-97Gases
Inertes Reativos
Ativos
Redutores
Argônio
Hélio CO2
O2
H2

CONSUMÍVEIS
Gases Reativos- Redutores:
- Gás redutor: reduz os óxidos metálicos a seu estado puro.H2 - Adicionado ao Ar ou He → aumenta a temperatura do arco.
- Utilizado na Europa (GTAW) → risco de porosidade.

CONSUMÍVEIS
AWS A5.32-97Gases
Inertes ReativosX
Comparando...

CONSUMÍVEIS
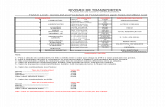
Comparando Ar e CO2
VARIÁVEIS E CARACTERÍSTICAS Argônio CO2
Potencial de ionização Maior menor
Comprimento de arco (função da tensão do arco) Maior menor
Perdas de temperatura do arco por radiação Maiores menores
Temperatura da poça de fusão menor Maior
Penetração do cordão de solda menor Maior
Seção transversal do arco elétrico menor Maior
Largura do cordão menor Maior
Altura do cordão Maior menor
Acabamento do cordão de solda Melhor pior
Estabilidade do arco Maior menor
Dureza do cordão de solda Maior menor
Temperatura do metal líquido na poça de fusão menor Maior

CONSUMÍVEIS
Influência do tipo de gás na forma e penetração do cordão

CONSUMÍVEIS
Classificação dos Gases de Proteção→ Classificados de acordo com sua composição química.
Gases PurosSG - B SG – Essas letras significam “Gás de Proteção”;B – Esta letra representa, logo após o hífen, o gás de proteção (único) que será empregado durante a soldagem.Exemplo: SG-A (Argônio).

CONSUMÍVEIS
Mistura GasosaSG – BXYZ – % / % / %SG – Essas letras significam “Gás de Proteção”.B – Esta letra representa, logo após o hífen, o gás principal da mistura gasosa.XYZ – Estas letras representam os gases, em menor quantidade, que fazem parte da mistura gasosa. A colocação de cada gás na seqüência (XYZ) está relacionada com a quantidade de cada um, em uma ordem decrescente.% / % / % – Estes caracteres representam a percentagem, em ordem decrescente, dos gases que fazem parte da mistura gasosa, que possuem as menores quantidades. Uma barra é usada para separar o percentual de cada gás. A percentagem relativa ao gás principal da mistura será a diferença entre 100% e o somatório dos gases secundários participantes da mistura.Exemplo: SG-AC-25 (Argônio + Dióxido de Carbono ).

CONSUMÍVEIS
Mistura Gasosa Especial
SG – B – GSG – Essas letras significam “Gás de Proteção”;B – Esta letra representa, logo após o hífen, o gás principal da mistura gasosa.G – Esta letra (quando colocada após o gás principal) significa que a mistura gasosa é especial. O gás base deve ser identificado. Os gases menores não precisam ser identificados, desde que sejam um dos gases listados na especificação. Exemplo: SG-H-GObs.: Os outros gases que fazem parte desta mistura são: CO2 e O2.

CONSUMÍVEIS
SMAW
ALMA
Metálica com Baixo % de Carbono
Inox – Alma ligada ou Sintético (Alma Aço C)
Efervescente ou Acalmado
REVESTIMENTO
Funções Tipo
Metalúrgicas
Elétricas
Físicas e Mecânicas
Rutílico
Básico
Celulósico
Ácido

CONSUMÍVEIS
PROCESSO
SMAW
SFA 5.1Aço C-Mn
SFA 5.5Aço Baixa Liga
SFA 5.4Aço Inox

CONSUMÍVEIS
PROCESSO
SMAW
SFA 5.1Aço C-Mn
SFA 5.5Aço Baixa Liga
SFA 5.4Aço Inox

CONSUMÍVEIS
Os eletrodos cobertos pela especificação AWS A5.1 são classificados tendo como base:- Tipo de corrente;- Tipo de revestimento;- Posição de soldagem; e- Propriedades mecânicas do metal de solda na condição “como soldado” ou “envelhecido”.
Pág.16

CONSUMÍVEIS
ClassificaçãoE X X X X1° 2° 3° 4°Onde:Dígito 1: A letra E designa um eletrodo;Dígito 2: Este dígito, composto por 2 algarismos, indica o limite de resistência à tração mínimo do metal de solda em "ksi“.Dígito 3: Designa a posição de soldagem na qual o eletrodo revestido pode ser empregado com resultados satisfatórios.Dígito 4: Este dígito pode variar de 0 (zero) a 9 (nove). Em combinação com o Dígito 3 designam:- Tipo de corrente elétrica, com a qual o eletrodo pode ser usado;- Tipo de revestimento.Ver tabela na página 18.
AWS A5.1

CONSUMÍVEIS
Posições de Soldagem – Dígito 3E-XX1X – Todas as posiçõesE-XX2X - Plana e Horizontal (especialmente solda em ângulo-horizontal)E-XX4X - Todas as posições (especialmente a vertical descendente para os eletrodos de baixo hidrogênio).

CONSUMÍVEIS
PROCESSO
SMAW
SFA 5.1Aço C-Mn
SFA 5.5Aço Baixa Liga
SFA 5.5Aço Inox

CONSUMÍVEIS
Os eletrodos cobertos pela especificação AWS A5.5 são classificados tendo como base:- Tipo de corrente;- Tipo de revestimento;- Posição de soldagem; - Composição química do metal de solda;- Propriedades mecânicas do metal de solda na condição "como soldado" ou como tratado termicamente pós-soldagem“.
Pág.21

CONSUMÍVEIS
ClassificaçãoE X X X X X - X1° 2° 3° 4° 5° Onde:Dígito 1: A letra E designa um eletrodo;Dígito 2: Este dígito, em número de dois ou três, indicam o limite de resistência à tração mínimo de metal de solda em "ksi“.Dígito 3: Designa a posição de soldagem.Dígito 4: Este dígito pode variar de 0 (zero) a 9 (nove). Em combinação com o Dígito 3 designam:- Tipo de corrente elétrica, com a qual o eletrodo pode ser usado;- Tipo de revestimento.Dígito 5 – É composto de letras e algarismos que indicam a composição química do metal depositado.Ver tabela na página 23.
AWS A5.5

CONSUMÍVEIS
PROCESSO
SMAW
SFA 5.1Aço C-Mn
SFA 5.5Aço Baixa Liga
SFA 5.4Aço Inox

CONSUMÍVEIS
Os eletrodos revestidos são classificados tendo como base:- Composição química de metal de solda não diluído;- Tipo de corrente e posição de soldagem.
AWS A5.4
Pág.26

CONSUMÍVEIS
Classificação:E X X X X X - X X1° 2° 3° 4° Onde:Dígito 1 – A letra E designa um eletrodo;Dígito 2 – Este dígito pode ser formado ou só por algarismos, ou uma composição entre algarismos e letras, e se refere à composição química do metal de solda não diluído.Dígito 3 – Posição de soldagem.Dígito 4 - Tipo de corrente em que o eletrodo deve ser utilizado, e em combinação com o anterior indica os tipos e/ou características do revestimento.Exemplo: E 308L
AWS A5.4

CONSUMÍVEIS
PROCESSOS
GTAW e GMAW
Arames e Varetas
AWS A5.9-93Aços Inox
AWS 5.18-2001Aços C-Mn

CONSUMÍVEIS
PROCESSOS
GTAW e GMAW
Arames e Varetas
AWS A5.9-93Aços Inox
AWS 5.18-2001Aços C-Mn

CONSUMÍVEIS
PROCESSOS
GTAW e GMAW
Arames e Varetas
AWS A5.9-93Aços Inox
AWS 5.18-2001Aços C-Mn

CONSUMÍVEIS
AWS A5.9-93
E R XXX1º 2º 3º1º digito - E – A letra E designa um eletrodo.2º digito - R – A letra R designa uma vareta.ER – em conjunto designam vareta ou arame.EC – metal cored.EQ – fita.3º digito – XXX - algarismos ou letras – composição química do consumível.Exemplos: AWS ER 308L, AWS ER 316.
Pág.29

CONSUMÍVEIS
PROCESSOS
GTAW e GMAW
Arames e Varetas
AWS A5.9-93Aços Inox
AWS 5.18-2001Aços C-Mn

CONSUMÍVEIS
AWS 5.18-2001
E R XX S(C) – X (X) 1º 2º 3º 4º 5º1º digito - ER– As letras ER designam varetas ou arames.2º digito – Limite de resistência à tração do metal depositado (Ksi).3º digito – A letra S designa vareta ou arame sólido. A letra C designa metal cored.4º digito – composição química do arame ou vareta.5º digito – representa o gás utilizado no processo (C – CO2 ou M – Ar 80% + CO2 20% )Exemplos: AWS ER 70S-2, AWS ER 70C-6X.
Pág.36

CONSUMÍVEIS
PROCESSOS
OFW
Varetas
AWS A5.2-92Aço C-Mn e Baixa Liga

CONSUMÍVEIS
PROCESSOS
OFW
Varetas
AWS A5.2-92Aços C-Mn e Baixa Liga

CONSUMÍVEIS
AWS A5.2-92R (X)XX1º 2º1º digito - R - designam varetas para soldagem a gás;2º digito - Este dígito pode estar representado por 2 ou 3 algarismos, designando, aproximadamente, o limite de resistência à tração mínimo do metal de solda, em ksi.Exemplos: R60, R100.Obs.: R45 (Caso especial) – 45 Ksi é o limite máximo requerido.
Pág.24

CONSUMÍVEIS
PROCESSOS
FCAW
Arames Gases de Proteção
AWS A5.20-95Aços C-Mn
AWS A5.32-97Gases
AWS A5.22-95 Aços Inox
AWS A5.29-98Aços Baixa Liga

CONSUMÍVEIS
PROCESSO
FCAW
Arames Gases de Proteção
AWS A5.20-95Aços C-Mn
AWS A5.32-97Gases
AWS A5.22-95 Aços Inox
AWS A5.29-98Aços Baixa Liga

CONSUMÍVEIS
PROCESSO
FCAW
Arames Gases de Proteção
AWS A5.20-95Aços C-Mn
AWS A5.32-97Gases
AWS A5.22-95 Aços Inox
AWS A5.29-98Aços Baixa Liga

CONSUMÍVEIS
AWS A5.20-95Os eletrodos tubulares para soldagem a arco de aço-carbono estão classificados com base nos seguintes fatores:- Propriedades mecânicas do metal de solda, na condição de “como soldado”;- Posição de soldagem;- Uso ou não de uma proteção externa;- A adequabilidade para aplicações de um único passe, ou em passes múltiplos;- Tipo de corrente.
Pág.40

CONSUMÍVEIS
E X X T - X X M1º 2º 3º 4º 5º 6ºOnde:Dígito 1 - A letra E designa um eletrodo;Dígito 2 - Este dígito indica o limite de resistência à tração mínimo do metal depositado 10 ksi nas condições de como soldado.Dígito 3 -Este dígito indica a posição de soldagem para o qual o eletrodo é recomendado.0 - Posição plana e horizontal (solda em ângulo)1 - Todas as posiçõesDígito 4 -Indica um eletrodo tubular com núcleo fluxado.Dígito 5 - Indica a utilização e a característica de desempenho.
AWS A5.20-95

CONSUMÍVEIS
PROCESSO
FCAW
Arames Gases de Proteção
AWS A5.20-95Aços C-Mn
AWS A5.32-97Gases
AWS A5.22-95 Aços Inox
AWS A5.29-98Aços Baixa Liga

CONSUMÍVEIS
Os arames tubulares e varetas de núcleo fluxado para soldagem de aços resistentes à corrosão, com adição de cromo ou ao cromo-níquel, estão classificados com base nos seguintes fatores:- Composição química do metal de solda, - Posição de soldagem; - Meio de proteção empregado durante a soldagem,e- Tipo de corrente utilizada.
AWS A5.22-95ARAME TUBULAR (FCAW)
E VARETAS COM NÚCLEO FLUXADO DE AÇO INOXIDÁVEL (GTAW)
Pág.41

CONSUMÍVEIS
ClassificaçãoE X X X X X T X - X1º 2º 3º 4º 5ºOnde:Dígito 1 - A letra E designa um eletrodo;Dígito 2 – Este dígito pode ser formado ou só por algarismos, ou uma composição entre algarismos e letras, e se refere à composição química do consumível de soldagem (caso dos arames, varetas e fitas) ou se refere à composição química do metal de solda não diluído (caso do “metal cored”). Dígito 3 - Indica se tratar de um eletrodo tubular com núcleo fluxado.Dígito 4 - Refere-se a posição de soldagem:0 - Posição plana e horizontal (solda em ângulo)1 - Todas as posições.Dígito 5 - Indica o meio de proteção, a corrente e polaridade empregadas durante a soldagem e o processo de soldagem.
AWS A5.22-95

CONSUMÍVEIS
PROCESSO
FCAW
Arames Gases de Proteção
AWS A5.20-95Aços C-Mn
AWS A5.32-97Gases
AWS A5.22-95 Aços Inox
AWS A5.29-98Aços Baixa Liga

CONSUMÍVEIS
Os eletrodos tubulares para a soldagem a arco de aços baixa liga são classificados com base nos seguintes fatores:- Propriedades mecânicas do metal de solda.- Posição de soldagem.- Uso de gás para proteção externa.- Tipo de corrente.- Composição química do metal depositado ou metal de solda não diluído.
AWS A5.29-98
Pág.42

CONSUMÍVEIS
ClassificaçãoE X X X T X - X M1º 2º 3º 4º 5º 6º 7ºOnde:Dígito 1 - A letra E designa um eletrodo.Dígito 2 - Este dígito pode ser representado com um ou dois algarismos e se refere a faixa de valores de resistência à tração do metal de solda em 10 ksi.Dígito 3 - Posição de soldagem.0 - Posição plana e horizontal1 - Todas as posiçõesDígito 4 -Indica se tratar de um arame tubular com núcleo fluxado.Dígito 5 -Indica a utilização e o desempenho do consumível.
AWS A5.29-98

CONSUMÍVEIS
PROCESSOS
SAW
Arames e Fluxos
AWS A5.17-97Aços C-Mn
AWS 5.23-2001Aços C-Mn

CONSUMÍVEIS
PROCESSOS
SAW
Arames e Fluxos
AWS A5.17-97Aços C-Mn
AWS 5.23-2001Aços C-Mn

CONSUMÍVEIS
PROCESSOS
SAW
Arames e Fluxos
AWS A5.17-97Aços C-Mn
AWS 5.23-2001Aços C-Mn

CONSUMÍVEIS
Os arames e fluxos cobertos por esta especificação são classificados tendo como base:- Propriedades mecânicas do metal de solda, usando o fluxo em combinação com qualquer um dos eletrodos classificados nesta especificação.- Condição do tratamento térmico no qual as propriedades mecânicas são obtidas.- Composição química do eletrodo, para o caso de arames sólidos, ou do metal de solda (utilizando um determinado fluxo) para os eletrodos compósitos (exemplo: arame tubular).
AWS A5.17-97
Pág.32

CONSUMÍVEIS
F S X X X - E X X X K1º 2º 3º 4º 5º 6º 7º 8º 9ºOnde:Dígito 1 - A letra F designa um fluxo;Dígito 2 - A letra S indica se o fluxo em uso foi produzido pela trituração de uma escória previamente fabricada ou produzido por uma mistura formada por uma parte triturada e uma parte “virgem”. A omissão da letra S significa que o fluxo em questão é do tipo “virgem”.
AWS A5.17-97

CONSUMÍVEIS
Dígito 3 - Este dígito refere-se ao limite de resistência à tração mínimo do metal depositado proveniente de uma combinação entre fluxo e arame.Exemplos:- FX6X - EXXX - Faixa do limite de resistência à tração entre 60.000 e 80.000 psi (430 e 560 MPa), onde o algarismo 6 indicado tem relação com o limite mínimo da faixa.- FX7X - EXXX - Faixa do limite de resistência à tração entre 70.000 e 95.000 psi (480 e 660 MPa), onde o algarismo 7 indicado tem relação com o limite mínimo da faixa.
AWS A5.17-97

CONSUMÍVEIS
Dígito 4 - Designa a condição de tratamento térmico na qual os testes foram conduzidos: “A” refere-se à condição “Como Soldado” e “P” ao tratamento térmico após soldagem. O tempo e a temperatura deste tratamento térmico estão contemplados no corpo da especificação A5.17.Dígito 5 - Este dígito refere-se à menor temperatura em que se efetuou o ensaio de impacto (charpy com entalhe em V), obtendo-se valores de no mínimo 27Joules para o metal de solda.Exemplos:FXXXZ - EXXX - A letra Z refere-se a ensaio de impacto não requerido;FXXX0 - EXXX - O algarismo 0 (zero) refere-se à temperatura mínima de 0ºC para o ensaio;FXXX2 - EXXX - O algarismo 2 refere-se à temperatura mínima de -20ºC para o ensaio;
AWS A5.17-97

CONSUMÍVEIS
Dígito 6 - A letra E designa um eletrodo, e as letras EC indicam eletrodo composto (similar ao arame tubular). A omissão da letra “C” indica que o consumível em questão é um arame sólido.Dígito 7 - As letras L, M e H, que podem aparecer neste campo, referem-se a:L (low) -Eletrodo com baixo teor de manganês (faixa: 0,25% - 0,60%).M (medium) - Eletrodo com médio teor de manganês (faixa: 0,80% - 1,40%).H (high) - Eletrodo com alto teor de manganês (faixa: 1,30% - 2,20%).Dígito 8 - Este dígito, representado por 1 ou 2 algarismos, refere-se ao teor de carbono do eletrodo, quando os consumíveis são do tipo “sólido”, ou, ao teor de carbono do metal depositado (ou metal de solda não diluído), quando os consumíveis são do tipo “núcleo fluxado”, conforme Tabela 5.20;Dígito 9 - A letra K indica que o eletrodo foi fabricado com aço acalmado ao silício.
AWS A5.17-97

CONSUMÍVEIS
CÓDIGO ASME
- Utiliza o mesmo sistema de especificação e classificação da AWS.
- O ASME agrupa os metais de adição e os designa com um número denominado de F Number. - Os F Number consideram o grau de dificuldade que os metais de adição oferecem aos soldadores e operadores de soldagem.
Códigos ASME AWS
Especificação SFA-5.1 A 5.1
Classificação E 7018 E 7018
*1880

CONSUMÍVEIS
Exemplos de F Number
F Number 6 agrupa arames sólidos, tubulares, varetas para GTAW, varetas para OFW, arames e fluxos para soldagem SAW etc.
F Number Especificação AWS Classificação Observações
1
SFA-5.1 EXX20/22/24/27/28 Diversos revestimentos,posições plana e horizontal.
SFA-5.4 EXXX(X)-25/26 Eletrodos para Aços Inox
SFA-5.5 EXX20-X/27-X Aços baixa liga

CONSUMÍVEIS
BONS ESTUDOSFIM