Considerações sobremisturas depósfarmacêuticos · onde os grãos desempenhariam o papel de...
7
Considerações sobre misturas de pós farmacêuticos Considerations about pharmaceutical mixing indexes Mareio Labastie' RESUMO - Uma revisão dos conceitos de base sobre misturas como operação é apresentada. Os diversos tipos de mistura, modelos matemáticos sugeridos para definí- los, a interação de mecanismos agindo no sentido de misturar e de segregar, as diversas maneiras de se avaliar a qualidade de uma mistura de pós são revistos de maneira a aplicá-Ios na caracterização dos vários modelos de misturadores industriais de uso farmacêutico. SUMMARY - A review of mixing basic concepts is pre- sented. Several kinds of mixing, matematic models de- rived, interaction of mechanisms favouring mix or seg re- gation, possible ways to evaluate quality mixing powders are revised in order to characterize different models of pharmaceutical mixers. UNITERMOS - Mistura; índices de mistura; misturadores industriais. KEYWORDS - Mixing; mixing indexes; industrial mixers. 1. DEFINIÇÃO Uma mistura pode ser definida como o processo de distribuir dife- rentes partes de um sistema". No caso dos fluidos, o comportamento desse processo é governado por três leis principais, a saber: 1) a lei de conservação das massas 2) a lei de conservação da energia 3) as leis do movimento. Em um material granular, ao con- trário, as partículas são intrinseca- mente heterogêneas e as forças que asseguram sua estabilidade se dis- tribuem de maneira desigual". Com efeito, um meio granular não pode ser considerado como um fluido onde os grãos desempenhariam o papel de moléculas. Partículas sóli- das não se agitam, a não ser por efeito de uma força externa. Con- trariamente a um líquido, onde a agitação leva a misturas mais ho- mogêneas, partículas granulares re- agirão a uma vibração de diferentes maneiras. Sabe-se que grãos de pós têm propriedades intrínsecas tais como densidade verdadeira, forma, resis- tência mecânica, etc. Por outro lado, quando associados entre eles, de- senvol vem propriedades deri vadas como, distribuição granulométrica, densidade aparente, fluidez ou com- pressibilidade. 2. TIPOS DE MISTURAS 1) Mistura ideal: é aquela em que as partículas de um dos compo- nentes se distribuem de maneira per- feitamente homogênea e aleatória entre os outros componentes. É um estado ideal que, embora sempre se deseje atingir, raramente se conse- gue na prática porque para isso se- ria preciso que as propriedades das partículas fossem exatamente as mesmas. 2) Mistura randomizada: éo mais alto grau da homogeneidade que se obtém na prática, onde a probabilidade teórica de encontrar a mesma proporção dos componen- tes é a mesma em todos os pontos do sistema. Lacey " demonstrou que essa pro- babilidade teórica pode ser defini- da pela relação crI =~ a~b ( 1) onde a, é o desvio-padrão teórico, a eb são as proporções relativas dos dois componentes em uma mistura binária e n é o número total de par- tículas deste sistema. Por exemplo, supondo-se que a = 2%, b = 98% e n = 20000 partículas, esse valor será igual a: {98.2 crI = V200i50 = 0,099% Em outras palavras a variação de homogeneidade entre duas amos- tragens aleatórias, medida em ter- mos de valor do desvio-padrão é inferior a 1 por 1000. Neste caso teórico supõe-se que todas as partí- culas dos dois componentes têm a mesma distribuição granulométrica e mesma densidade, o que raramen- te acontece. Por outro lado, Delattre" demons- trou que, no caso de uma mistura ideal de partículas que só diferem pela cor, a proporção relativa dos componentes segue uma distribui- ção do tipo binomial, onde a pro- babilidade de achar x partícula de um componente em n partículas é igual a: F(x,n)=C~.pX(l-p)N-x (2) Para considerar o efeito de dife- rença de tamanho particular dos componentes, Stange " derivou da distribuição binomial uma relação que exprime a variância teórica de uma mistura binária a partir dos dados de uma análise granulométrica por microscopia (distribuição de partículas por número): onde p e q são as proporções relativas dos componentes, M éo peso da amostra, W e W são os pesos médios das partfculas deter- Recebido em 24/5/95 'Pesquisador em Qualidade de Medicamentos, INCQS, Fundação Oswaldo Cruz 82 Rev. Bras. Farm., 76(3): 82-88, 1995
Transcript of Considerações sobremisturas depósfarmacêuticos · onde os grãos desempenhariam o papel de...
Considerações sobre misturas de pós farmacêuticos
Considerations about pharmaceutical mixing indexes
Mareio Labastie'
RESUMO - Uma revisão dos conceitos de base sobremisturas como operação é apresentada. Os diversos tiposde mistura, modelos matemáticos sugeridos para definí-los, a interação de mecanismos agindo no sentido demisturar e de segregar, as diversas maneiras de se avaliara qualidade de uma mistura de pós são revistos de maneiraa aplicá-Ios na caracterização dos vários modelos demisturadores industriais de uso farmacêutico.
SUMMARY - A review of mixing basic concepts is pre-sented. Several kinds of mixing, matematic models de-rived, interaction of mechanisms favouring mix or seg re-gation, possible ways to evaluate quality mixing powdersare revised in order to characterize different models ofpharmaceutical mixers.
UNITERMOS - Mistura; índices de mistura; misturadoresindustriais.
KEYWORDS - Mixing; mixing indexes; industrial mixers.
1. DEFINIÇÃO
Uma mistura pode ser definidacomo o processo de distribuir dife-rentes partes de um sistema". Nocaso dos fluidos, o comportamentodesse processo é governado por trêsleis principais, a saber:
1) a lei de conservação das massas2) a lei de conservação da energia3) as leis do movimento.Em um material granular, ao con-
trário, as partículas são intrinseca-mente heterogêneas e as forças queasseguram sua estabilidade se dis-tribuem de maneira desigual". Comefeito, um meio granular não podeser considerado como um fluidoonde os grãos desempenhariam opapel de moléculas. Partículas sóli-das não se agitam, a não ser porefeito de uma força externa. Con-trariamente a um líquido, onde aagitação leva a misturas mais ho-mogêneas, partículas granulares re-agirão a uma vibração de diferentesmaneiras.
Sabe-se que grãos de pós têmpropriedades intrínsecas tais comodensidade verdadeira, forma, resis-tência mecânica, etc. Por outro lado,quando associados entre eles, de-senvol vem propriedades deri vadascomo, distribuição granulométrica,densidade aparente, fluidez ou com-pressibilidade.
2. TIPOS DE MISTURAS
1) Mistura ideal: é aquela emque as partículas de um dos compo-nentes se distribuem de maneira per-feitamente homogênea e aleatóriaentre os outros componentes. É umestado ideal que, embora sempre sedeseje atingir, raramente se conse-gue na prática porque para isso se-ria preciso que as propriedades daspartículas fossem exatamente asmesmas.
2) Mistura randomizada: é omais alto grau da homogeneidadeque se obtém na prática, onde aprobabilidade teórica de encontrara mesma proporção dos componen-tes é a mesma em todos os pontos dosistema.
Lacey " demonstrou que essa pro-babilidade teórica pode ser defini-da pela relação
crI = ~ a~b ( 1)
onde a, é o desvio-padrão teórico,a eb são as proporções relativas dosdois componentes em uma misturabinária e n é o número total de par-tículas deste sistema. Por exemplo,supondo-se que a = 2%, b = 98% en = 20000 partículas, esse valor seráigual a:
{98.2crI = V200i50 = 0,099%
Em outras palavras a variação de
homogeneidade entre duas amos-tragens aleatórias, medida em ter-mos de valor do desvio-padrão éinferior a 1 por 1000. Neste casoteórico supõe-se que todas as partí-culas dos dois componentes têm amesma distribuição granulométricae mesma densidade, o que raramen-te acontece.
Por outro lado, Delattre" demons-trou que, no caso de uma misturaideal de partículas que só diferempela cor, a proporção relativa doscomponentes segue uma distribui-ção do tipo binomial, onde a pro-babilidade de achar x partícula deum componente em n partículas éigual a:
F(x,n)=C~.pX(l-p)N-x (2)
Para considerar o efeito de dife-rença de tamanho particular doscomponentes, Stange " derivou dadistribuição binomial uma relaçãoque exprime a variância teórica deuma mistura binária a partir dosdados de uma análise granulométricapor microscopia (distribuição departículas por número):
onde p e q são as proporçõesrelativas dos componentes, M é opeso da amostra, W e W são ospesos médios das partfculas deter-
Recebido em 24/5/95'Pesquisador em Qualidade de Medicamentos, INCQS, Fundação Oswaldo Cruz
82 Rev. Bras. Farm., 76(3): 82-88, 1995
1
THE MIX
RANOOMPATH
OF PAATICLES
(c)
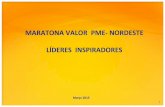
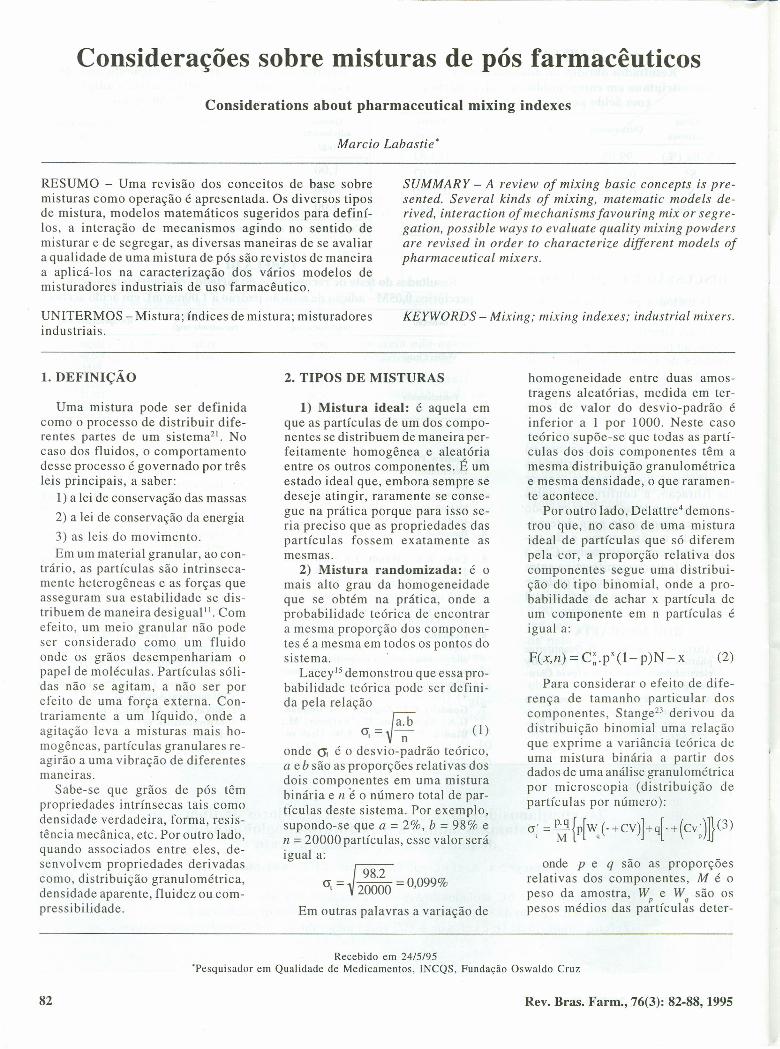
Figura 1 - Representação esquemática dos diferentes mecanismos observados quando de uma mistura: (a) difusão, (b) convecção e(c) cisalhamento.
minadas a partir de um histograma dedistribuição e CVp e CVq são os coefi-cientes de variação dessas médias.
Poole et al." propuseram umaexpressão análoga para o caso ondea granulometria é estabelecida portamisação, e as frações granulomé-tricas expressas por peso:
, p.qo R =-M [pCL,fm) +q(I,fm) ] (4)I I q I I P
onde p e q são as proporçõesrelativas em peso dos componentes,M o peso da amostra, e os termos(I,fm,)q e CLf.m.)p as médias ponde-rad~s 'do peso de'sses componentes.
JohnsonI2,13,14, simplificou essasequações para os casos onde a pro-porção relativa de um dos compo-nentes, por exemplo p, é muito me-nor ou infinitamente menor que ooutro componente q. Se por exem-plo p < 0,1 %, o valor de q se apro-xima de 100% (portanto de 1) enesse caso
(5)
e se o valor de p está compreendidoentre 1% e 10% tem-se que
2, pq ~(JR = M (L,(m)p
3) Mistura estruturada: esteconceito foi introduzido por Her-sey". Uma mistura estruturada é de-finida como aquela onde a unidadede mistura que apresenta a mesmacomposição que todas as outras uni-dades é a menor possível.
Para efeitos práticos, essa unida-de corres ponderá à forma farma-cêutica que se deseja obter (um com-primido de 300 miligramas, porexemplo).
De acordo com Hersey", na mai-oria dos casos uma mistura não étotalmente randomizada nem total-mente estruturada, mas situa-se en-tre os dois.
(6)
Rev. Bras. Farm., 76(3), 1995
4) Mistura total: é o conceitomais recente e foi introduzido porStaniforth". O modelo de Staniforthleva em conta o fenômeno de ade-rência de finas partículas de exci-piente sobre grossas partículas deprincípio ativo:
2 (p+Fq-Fp).(q-Fq+Fp)O"T= N
tos. Este mecanismo é o mais eficazno sentido de mudar de uma maneiraglobal a configuração do sistema"(Figuras 1 e 2). É necessário obser-var que a condição prévia para per-mitir o movimento das partículas é aexpansão da massa de pós, o querequer espaço suficiente do contrá-rio a percolação das pequenas partí-culas através das mais grossas sóserá possível sob efeito de agitaçãomecânica".
No caso de misturas de pós reali-zadas em misturadores correntes deuso farmacêutico em pequenas ougrandes dimensões, os mecanismosde convecção e cisalhamento são delonge os mais importantes.
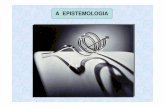
O esquema seguinte (Figura 2)ilustra a analogia entre os conceitosde micromistura e macromistura,introduzidos por Hogg et al'? e osprocessos de difusão e convecção:o primeiro fragmenta e desloca, di-minuindo as distâncias para que osegundo possa homogeneizar a con-centração entre regiões adjacentes 3.
(7)
onde p e q são os componentes eFp e Fq são as frações dos compo-nentes p e q que aderem respectiva-mente sobre os outros componentes.
Pode-se observar que, na ausên-cia de fenômenos de aderência, Fqe Fp são nulos, o que leva nova-mente à expressão (1).
3. MECANISMOS DE MISTURA
Os três principais mecanismosde um processo de mistura propostospor Lacey são:
Difusão: movimento das partí-culas individuais, que mudam deposição umas em relação às outrasdada sua posição de equilíbrio ins-tável ou por neutralizar cargas ele-trostáticas por exemplo. Este tipode mecanismo se aproxima daqueledas moléculas dosfluidos e é caracte-rístico dos mistura-dores de cuba mó-vel que giram emtorno de um eixo!".
Convecção: mo-vimento observadoquando grupos departículas se deslo-cam em um movi-mento conjunto. Estemecanismo é geral-mente a conseqüên-cia de uma agitaçãoexterna".
Cisalhamento:movimento observa-do quando blocos departículas deslizam Figura 2 - Diferenciação esquemática entre os processos deem planos superpos- difusão e convecção.
4. SEGREGAÇÃO
Desde que as partículas em uma
DlFFUSION
zOi=ow>zOo
83
mistura apresentam propriedadesfísico-químicas diferentes, a saber:distribuição de tamanho de partícu-la, densidade aparente, fluidez, etc.,essas diferenças vão evidentementeopor-se a uma mistura ideal, distri-buindo seus diversos componentessegundo suas propriedades'? Pode-se então considerar a segregação e arandomização de uma mistura comoduas tendências opostas que atuamdentro do sistema de uma maneiradinâmica".
As diferenças de tamanho de partí-cula dos componentes são provavel-mente um dos fatores mais influentessobre o fenômeno de segregação. Olsenet ai demonstraram que a velocidadede segregação segue uma cinética linearde acordo com a diferença de tamanhodos componentes'", Williams" observao aparecimento de fenômenos de se-gregação a partir de diferenças de ta-manho não maiores que 3%. A dimi-nuição do teor em finos tende a diminuira velocidade de segregação!".
No caso de partículas de densida-des muito diferentes, a segregaçãoaumenta se as partículas mais finassão também as mais densas. Existeportanto uma interação entre essasduas características.
Em misturas onde se observamfenômenos de aderência entre aspartículas, as diferenças de tama-nho granulométrico não favorecemtanto a segregação porque a aderên-cia as neutraliza em parte. Podesuceder, no entanto, que tais forçasde aderência sejam insuficientes, enesse caso a segregação tende aaumentar". Por exemplo, a presen-ça de estearato de magnésio dimi-nui a aderência entre as partículas enesse caso favorece a segregação.
Vários aparelhos são descritos naliteratura para avaliar o fenômenode segregação e repertoriados porWilliarns'", O segregômetro de Harrisutiliza três ou quatro recipientes nosquais a mistura passa de um paraoutro, o que provoca uma classifica-ção dos constituintes em várias por-ções. O segregômetro de cilindrorotativo é constituído de um cilindrooco recebendo o pó e inclinado sobreseu eixo horizontal de 22,5". Essecilindro gira em torno de seu eixo, oque permite um fracionamento daspartículas segundo seu tamanho.Depois do teste, cada metade (inferi-or e superior) do pó contido nocilindro é submetido a uma operação
84
de tamização, para determinar o teorde partículas mais grossas. Por essarelação, deduz-se um valor chamadograu de segregação DS:
Cs-CiDS=-C C·x 100 (8)s+ I
onde Cs é o teor em peso daspartículas grossas na metade supe-rior da porção de pó e Ci é o teor empeso das partículas grossas na me-tade inferior.
Segundo Cartilier ' este segregô-metro é aquele que reproduz maisfielmente a segregação observadaem um misturador de cuba móvel.
Enfim, os segregômetros de ci-salhamento são os mais adaptadosquando se deseja obter uma cinéticade segregação. É constituído de umacuba rotativa cujo fundo é obturadopor uma tela de tamis e de uma cubafixa destinada a receber a fraçãotamisada. Neste tipo de segregô-metro, coloca-se uma porção de póem grossas partículas dentro da cuba
'rotati va, recobrindo-a de uma ca-mada de partículas mais delgadas.Uma vez que a cuba começa a girar,as partículas finas vão migrar atra-vés da camada de grossas partículase vão passar pelo tamis colocadoentre a cuba rotativa e a outra cubafixa ao fundo. As partículas se de-põem nessa cuba fixa e são pesadas.A evolução de peso do pó recolhidoao longo do tempo é representadapor uma curva que caracteriza otempo de percolação.
5. A VALIAÇÃO DE UMPROCESSO DE MISTURA
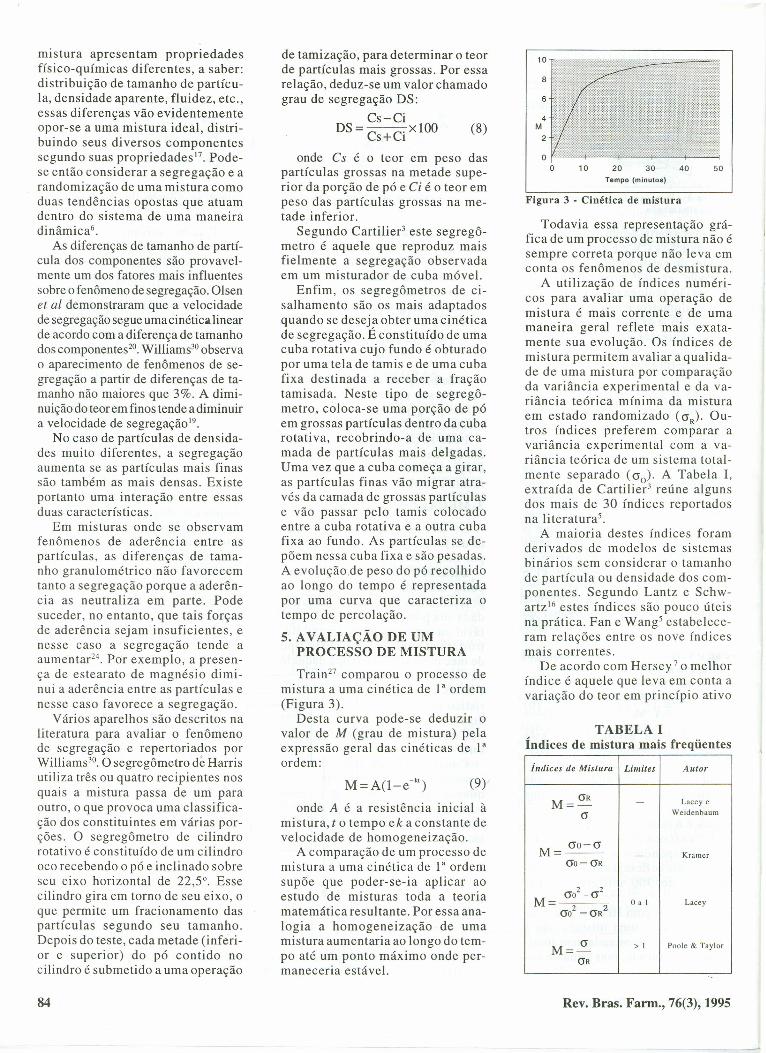
Train?? comparou o processo demistura a uma cinética de 1a ordem(Figura 3).
Desta curva pode-se deduzir ovalor de M (grau de mistura) pelaexpressão geral das cinéticas de 1a
ordem:
onde A é a resistência inicial àmistura, t o tempo ek a constante develocidade de homogeneização.
A comparação de um processo demistura a uma cinética de 1a ordemsupõe que poder-se-ia aplicar aoestudo de misturas toda a teoriamatemática resultante. Por essa ana-logia a homogeneização de umamistura aumentaria ao longo do tem-po até um ponto máximo onde per-maneceria estável.
° 10 20 30 40 50Tempo (minutos)
Figura 3 . Cinética de mistura
Todavia essa representação grá-fica de um processo de mistura não ésempre corretaporque não leva emconta os fenômenos de desmistura.
A utilização de índices numéri-cos para avaliar uma operação demistura é mais corrente e de umamaneira geral reflete mais exata-mente sua evolução. Os índices demistura permitem avaliar a qualida-de de uma mistura por comparaçãoda variância experimental e da va-riância teórica mínima da misturaem estado randomizado (aR)' Ou-tros índices preferem comparar avariância experimental com a va-riância teórica de um sistema total-mente separado (ao)' A Tabela I,extraída de Cartilier ' reúne algunsdos mais de 30 índices reportadosna Iiteratura",
A maioria destes índices foramderivados de modelos de sistemasbinários sem considerar o tamanhode partícula ou densidade dos com-ponentes. Segundo Lantz e Schw-artz " estes índices são pouco úteisna prática. Fan e Wang? estabelece-ram relações entre os nove índicesmais correntes.
De acordo com Hersey 7 o melhoríndice é aquele que leva em conta avariação do teor em princípio ativo
TABELA IÍndices de mistura mais freqüentes
Índices de Mistura Limites Autor
M=aR - Lacey e
a Wcidenbaum
ao- aM=-- - Krumer
aO-aR
M=ao2 _a2
() a ! Lacey
ao2 -aR 2
M=~ >! Pnole & Taylor
aR"
Rev. Bras. Farm., 76(3), 1995
estabelecido pelas farmacopéias(margem de mistura), representadopelo valor do desvio-padrão limite(jA que não deve ser ultrapassadoem relação ao desvio-padrão o de-terminado experimentalmente:
oM=- (10)(jA
Buslik? observou que na deter-minação da homogeneidade dasmisturas é preciso considerar o ta-manho de amostra tomada. Segun-do ele, o tamanho ideal é aquele quepermite obter um coeficiente devariação ~1 % sobre o teor do com-ponente considerado. A homogenei-dade de uma mistura será então oinverso deste valor W1:
1H = ~ (11)
WlPodê-se concluir desta discussão
que não existe o índice de misturauniversal. O índice deve ser esco-lhido em função do objetivo que sequer atingir.
6. MISTURADORESINDUSTRIAIS
De maneira geral, os mistura-dores são utilizados em contínuoou por lotes".
Os misturadores por lote são denumerosos tipos e correntementeclassificados de várias maneiras, sejapelo mecanismo preponderante (di-fusão, convecção, cisalhamento)"seja pelo sistema de agitação em-pregado.".
No primeiro caso são ditos "se-gregativos" (quando trabalham pordifusão ou cisalhamento) ou "não-segregativos" (quando trabalham porcon vecção).
A segunda classificação é a maiscorrente e considera os misturadoresde acordo com o sistema de agitação:interno (um elemento de agitaçãodentro da massa de pós) ou externo(por simples rotação da cuba). Fre-qüentemente acontece que os doissistemas sejam utilizados ao mesmotempo. A classificação torna-se entãomais complexa.
De modo sumário, poderíamosclassificar os tipos de misturadoressegundo sua concepção mecânica:
1) Misturadores de cuba móvel- misturadores cúbicos- misturadores em V- de duplo cone- misturadores Turbula
Rev. Bras. Farm., 76(3), 1995
2) Cuba rotativa associada a umelemento de agitação ou separaçãointerna
3) Cubas fixas com agitação in-terna:
- misturadores de palhetas- misturadores sigma- misturadores planetários- cônicos de espiral
4) Cuba fixa com sistemas deagitação múltipla (elemento de agi-tação mais agitador de grande po-tência)
5) Misturadores a ar (leitos flui-dizados)
1) Os misturadores de cuba móvelO princípio geral de funciona-
mento destes misturadores consisteem levar a massa de pós a um valorsuperior a seu ângulo de talude, oque a faz aluir sobre o fundo dacuba. Esse princípio de base já ha-via sido demonstrado para os mis-turadores de tambor rotativo, osprimeiros e os mais simples". Nes-se tipo de misturadores, o movi-mento das partículas se faz pordeslizamento e "queda em chuva".Nesse tipo de aparelhagem o movi-mento se faz em um só sentido e emuma só direção, o que empobrecenotadamente a eficácia da opera-ção.
Nesse gênero de aparelho, o me-canismo de mistura é limitado aofenômeno de difusão e o cisalha-mento se restringe à superfície dopó. Segundo Bruxelmane! quantomais freqüentemente se muda a di-reção da circulação do material, tan-to mais planos de cisalhamento seformarão na massa de pós.
Um espaço reservado à misturaque seja simétrico favorece um des-locamento unilateral, enquanto quese o espaço for assimétrico, as par-tículas tendem a se deslocar em vá-rias direções, o que aumenta sensi-velmente o fenômeno de cisalha-mento. A assimetria é portanto umfator geométrico não desprezível eque contribuirá consideravelmenteà eficácia de um misturador. Os re-cipientes chamados "bins" são deforma próxima a de um cubo à exce-ção da forma afunilada da paredeinferior e dos ângulos arredonda-dos. Na automatização dos labora-tórios industriais essa forma é doponto-de-vista manutenção e volu-me unitário a mais apropriada. As
misturas realizadas por simples ro-tação dessas cubas devem ser seria-mente validadas caso a caso.
Por essa razão, os misturadorescúbicos são pouco utilizados na in-dústria farmacêutica. Os mistura-dores em V, ao contrário, são utili-zados mais correntemente.
Nos misturadores em V, dois ci-lindros se juntam para formar um"V". O aparelho gira em torno doeixo formado pelo plano dos doiscilindros. Essa geometria permiteum grande número de vantagens:
- minimiza a fricção entre as par-tículas no caso de granulados muitofrágeis;
- torna a misturador disponívelem grandes capacidades;
'- facilita as operações de carga edescarga;
- é fácil de limpar;- sua manutenção é muito simples.Nos misturadores em V o princí-
pio de funcionamento consiste em- dividir os pós em duas porções
em um primeiro movimento- desloca as porções divididas- as reúne em um último movi-
mento.A operação de um misturador em
V pode se resumir em três etapas:dividir, deslocar, reunir.
Entre as desvantagens desse tipode misturador poderíamos citar:
- requer muito espaço para insta-lação; .
- apresenta problemas de segre-gação quando se trabalha com pósde densidade e tamanho granularmuito diferente;
- o cisalhamento é muito fracopara impedir o fenômeno de aglo-meração de partículas muito finas;
- operações de pré-mistura serãonecessárias quando se trabalha comprincípios ativos em fraca concen-tração e os pós são de livre escoa-mento.
Os dois parâmetros essenciaispara os misturadores em V são:
10- taxa de enchimento: nunca
superior a 60%; 50% é o limite re-comendado geralmente. A tabela IIilustra a taxa de enchimento de ummisturador de duplo cone em rela-ção ao tempo de operação para al-cançar a mesma eficácia".
20 velocidade de rotação: emborao cisalhamento aumente a velocida-des de rotação mais elevadas, a se-gregação aumentará também porqueas finas partículas tenderão a manter-
85
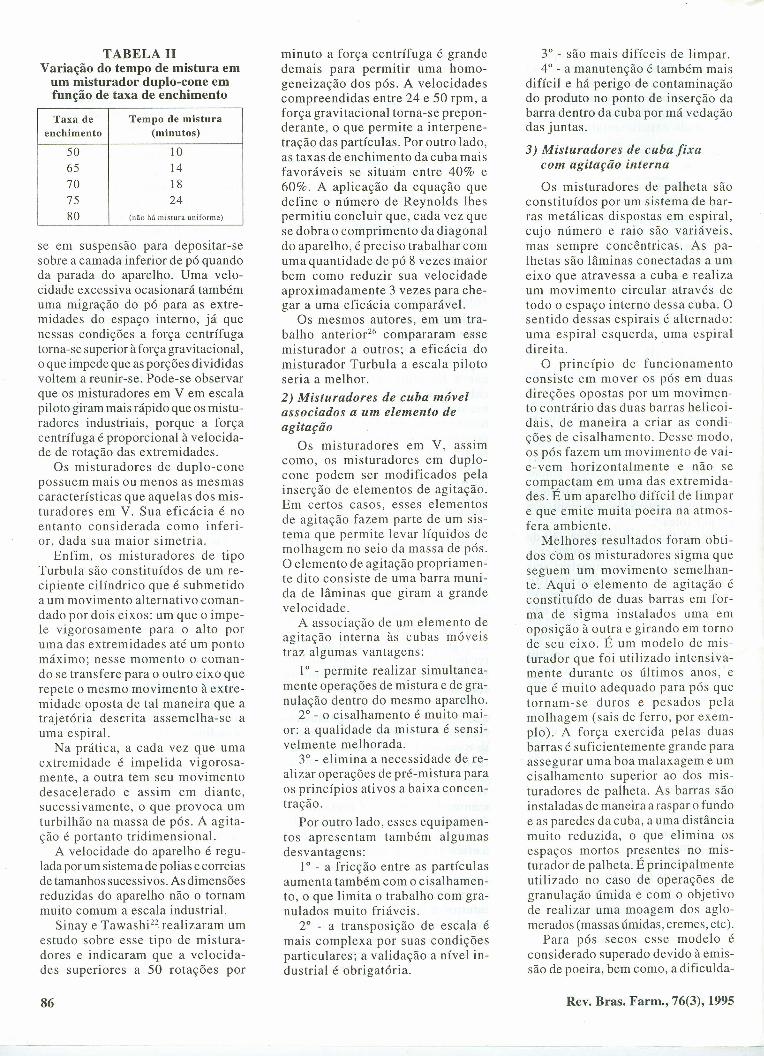
TABELA 11Variação do tempo de mistura emum misturador duplo-cone emfunção de taxa de enchimento
Taxa de Tempo de misturaenchimento (minutos)
50 1065 1470 1875 2480 (não há mistura uniforme)
se em suspensão para depositar-sesobre a camada inferior de pó quandoda parada do aparelho. Uma velo-cidade excessiva ocasionará tambémuma migração do pó para as extre-midades do espaço interno, já quenessas condições a força centrífugatorna-se superior à força gravitacional,o que impede que as porções di vididasvoltem a reunir-se. Pode-se observarque os misturadores em V em escalapiloto giram mais rápido que os mistu-radores industriais, porque a forçacentrífuga é proporcional à velocida-de de rotação das extremidades.
Os misturadores de duplo-conepossuem mais ou menos as mesmascaracterísticas que aquelas dos mis-turadores em V. Sua eficácia é noentanto considerada como inferi-or, dada sua maior simetria.
Enfim, os misturadores de tipoTurbula são constituídos de um re-cipiente cilíndrico que é submetidoa um movimento alternativo coman-dado por dois eixos: um que o impe-le vigorosamente para o alto poruma das extremidades até um pontomáximo; nesse momento o coman-do se transfere para o outro eixo querepete o mesmo movimento à extre-midade oposta de tal maneira que atrajetória descrita assemelha-se auma espiral.
Na prática, a cada vez que umaextremidade é impelida vigorosa-mente, a outra tem seu movimentodesacelerado e assim em diante,sucessivamente, o que provoca umturbilhão na massa de pós. A agita-ção é portanto tridimensional.
A velocidade do aparelho é regu-lada por um sistema de polias e correiasde tamanhos sucessivos. As dimensõesreduzidas do aparelho não o tornammuito comum a escala industrial.
Sinay e Tawashi " realizaram umestudo sobre esse tipo de mistura-dores e indicaram que a velocida-des superiores a 50 rotações por
86
minuto a força centrífuga é grandedemais para permitir uma homo-geneização dos pós. A velocidadescompreendidas entre 24 e 50 rpm, aforça gravitacional torna-se prepon-derante, o que permite a interpene-tração das partículas. Por outro lado,as taxas de enchimento da cuba maisfavoráveis se situam entre 40% e60%. A aplicação da equação quedefine o número de Reynolds lhespermitiu concluir que, cada vez quese dobra o comprimento da diagonaldo aparelho, é preciso trabalhar comuma quantidade de pó 8 vezes maiorbem como reduzir sua velocidadeaproximadamente 3 vezes para che-gar a uma eficácia comparável.
Os mesmos autores, em um tra-balho anterior" compararam essemisturador a outros; a eficácia domisturador Turbula a escala pilotoseria a melhor.2) Misturadores de cuba móvelassociados a um elemento deagitação
Os misturadores em V, assimcomo, os misturadores em duplo-cone podem ser modificados pelainserção de elementos de agitação.Em certos casos, esses elementosde agitação fazem parte de um sis-tema que permite levar líquidos demolhagem no seio da massa de pós.O elemento de agitação propriamen-te dito consiste de uma barra muni-da de lâminas que giram a grandevelocidade.
A associação de um elemento deagitação interna às cubas móveistraz algumas vantagens:
1° - permite realizar simultanea-mente operações de mistura e de gra-nulação dentro do mesmo aparelho.
2° - o cisalhamento é muito mai-or: a qualidade da mistura é sensi-velmente melhorada.
3° - elimina a necessidade de re-alizar operações de pré- mistura paraos princípios ati vos a baixa concen-tração.
Por outro lado, esses equipamen-tos apresentam também algumasdesvantagens:
1° - a fricção entre as partículasaumenta também com o cisalhamen-to, o que limita o trabalho com gra-nulados muito friáveis.
2° - a transposição de escala émais complexa por suas condiçõesparticulares; a validação a nível in-dustrial é obrigatória.
3° - são mais difíceis de limpar.4° - a manutenção é também mais
difícil e há perigo de contaminaçãodo produto no ponto de inserção dabarra dentro da cuba por má vedaçãodas juntas.
3) Misturadores de cuba fixacom agitação internaOs misturadores de palheta são
constituídos por um sistema de bar-ras metálicas dispostas em espiral,cujo número e raio são variáveis,mas sempre concêntricas. As pa-lhe tas são lâminas conectadas a umeixo que atravessa a cuba e realizaum movimento circular através detodo o espaço interno dessa cuba. Osentido dessas espirais é alternado:uma espiral esquerda, uma espiraldireita.
O princípio de funcionamentoconsiste em mover os pós em duasdireções opostas por um movimen-to contrário das duas barras helicoi-dais, de maneira a criar as condi-ções de cisalhamento. Desse modo,os pós fazem um movimento de vai-e-vem horizontalmente e não secompactam em uma das extremida-des. É um aparelho difícil de limpare que emite muita poeira na atmos-fera ambiente.
Melhores resultados foram obti-dos com os misturadores sigma queseguem um movimento semelhan-te. Aqui o elemento de agitação éconstituído de duas barras em for-ma de sigma instalados uma emoposição à outra e girando em tornode seu eixo. É um modelo de mis-turador que foi utilizado intensiva-mente durante os últimos anos, eque é muito adequado para pós quetornam-se duros e pesados pelamolhagem (sais de ferro, por exem-plo). A força exercida pelas duasbarras é suficientemente grande paraassegurar uma boa malaxagem e umcisalhamento superior ao dos mis-turadores de palheta. As barras sãoinstaladas de maneira a raspar o fundoe as paredes da cuba, a uma distânciamuito reduzida, o que elimina osespaços mortos presentes no mis-turador de palheta. É principalmenteutilizado no caso de operações degranulação úmida e com o objetivode realizar uma moagem dos aglo-merados (massas úmidas, cremes, etc).
Para pós secos esse modelo éconsiderado superado devido à emis-são de poeira, bem como, a dificulda-
Rev. Bras. Farm., 76(3), 1995
de de limpá-Io convenientemente, oque o torna pouco compatível com asmodernas regras de GMP.
Os misturadores planetários asso-ciam dois tipos de movimento: rota-ção e translação. A translação érealizada por meio do eixo que con-tém as palhetas, as quais giram tam-bém em torno do seu próprio eixo. Atrajetória descrita assemelha-se aosmovimentos de um planeta a girarsobre si mesmo e descrevendo umcírculo ao redor de um astro central.Em conseqüência, não há espaçosmortos nesse tipo de aparelhagem.
Ele é igualmente muito mais fá-cil de manipular e de limpar que osmodelos precedentes. O fundo dacuba é hemisférico e a própria cubaé retirável; apresenta um alto nívelde cisalhamento.
Sua desvantagem é seu tamanhoreduzido, inadequado para grandesproduções.
Enfim, o misturador cônico deespiral compõem-se de uma cubacônica e de um elemento de agita-ção em forma de parafuso de Ar-quimedes situado ao longo da pare-de. O formato cônico da cuba faz ospós se escoarem para o fundo sobação da gravidade, enquanto que arotação do parafuso sobre ele mes-mo tende a levar os pós para o alto.A mistura se faz então por contra-circulação. Além disso, esse para-fuso faz um movimento de raspa-gem circular ao longo da parede dacuba.
A taxa de cisalhamento nesse tipode misturador é moderada, e suainstalação requer muito espaço. To-davia ele tem a grande vantagem deuma perfeita uniformidade de efeitose não importa qual e o tamanho delote de produto ou do próprio equi-pamento, o que o torna o aparelho deescolha para trabalhos de trans-posição de escala.
4) Misturadores de sistemas deagitação múltipla
Esse tipo de misturador é repre-sentado pelos Gral-Processors eRoto-Granuladores. O sistema deagitação é composto de dois ele-mentos: uma grande lâmina em for-ma de âncora que gira a baixa velo-cidade raspando o fundo da cubapara não deixar espaços mortos efaz circular os pós graças a um agi-tador de alta velocidade (chopper)acionado por um motor separado e
Rev. Bras. Farm., 76(3), 1995
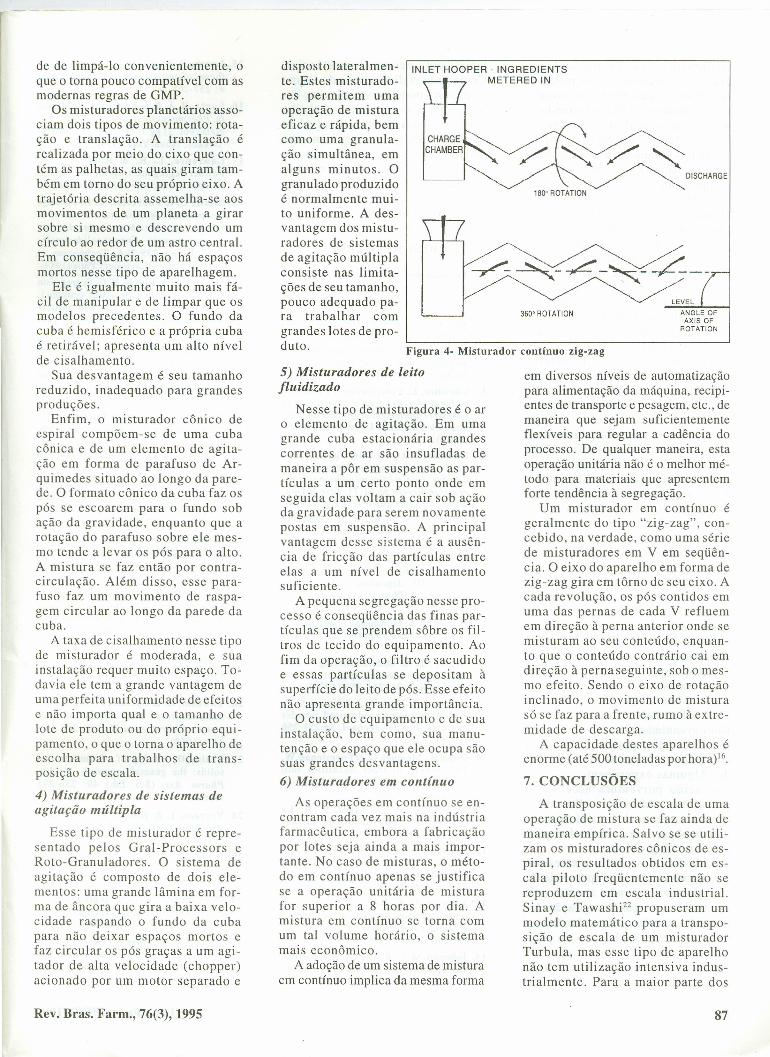
INLET HOOPER ·INGREDIENTSMETERED IN
disposto lateralmen-te. Estes misturado-res permitem umaoperação de misturaeficaz e rápida, bemcomo uma granula-ção simultânea, emalguns minutos. Ogranulado produzidoé normalmente mui-to uniforme. A des-vantagem dos mistu-radores de sistemasde agitação múltiplaconsiste nas limita-ções de seu tamanho,pouco adequado pa-ra trabalhar comgrandes lotes de pro-duto.
DISCHARGE
180' ROTATlON
LEVE L
360' ROTATION ANGLE OFAXIS OF
ROTATlON
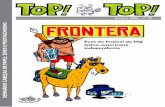
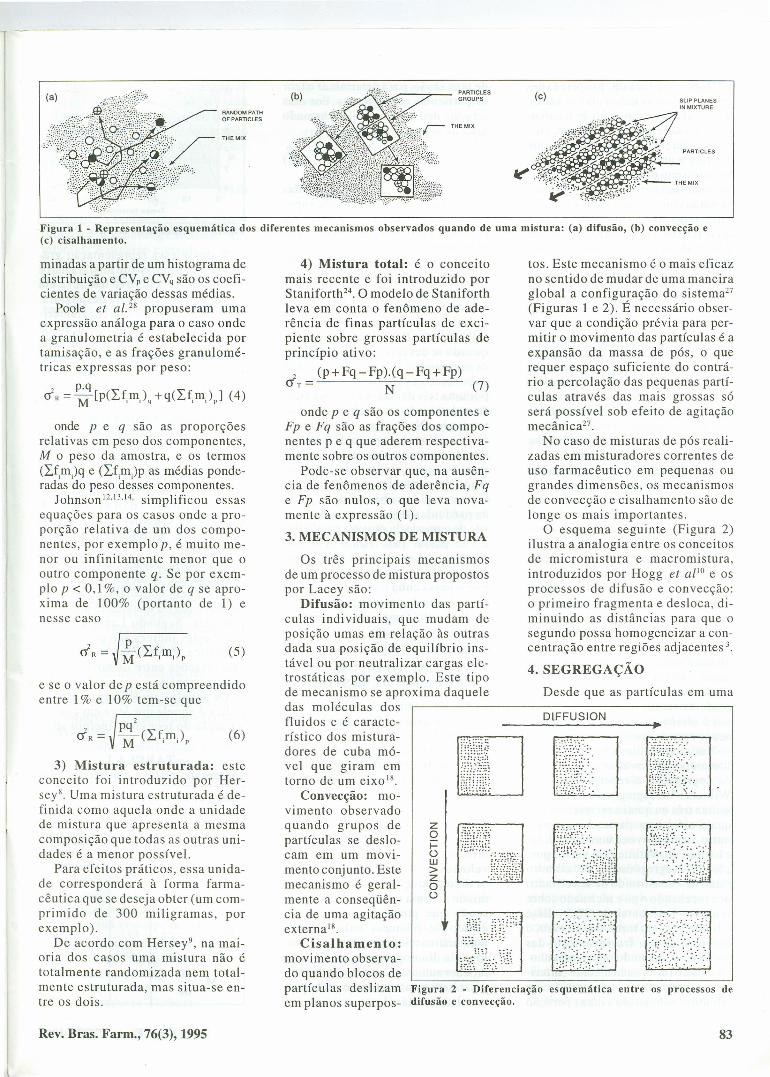
Figura 4· Misturador contínuo zig-zag
5) Misturadores de leitofluidizado
Nesse tipo de misturadores é o aro elemento de agitação. Em umagrande cuba estacionária grandescorrentes de ar são insufladas demaneira a pôr em suspensão as par-tículas a um certo ponto onde emseguida elas voltam a cair sob açãoda gravidade para serem novamentepostas em suspensão. A principalvantagem desse sistema é a ausên-cia de fricção das partículas entreelas a um nível de cisalhamentosuficiente.
A pequena segregação nesse pro-cesso é conseqüência das finas par-tículas que se prendem sôbre os fil-tros de tecido do equipamento. Aofim da operação, o filtro é sacudidoe essas partículas se depositam àsuperfície do leito de pós. Esse efeitonão apresenta grande importância.
O custo de equipamento e de suainstalação, bem como, sua manu-tenção e o espaço que ele ocupa sãosuas grandes desvantagens.6) Misturadores em contínuo
As operações em contínuo se en-contram cada vez mais na indústriafarmacêutica, embora a fabricaçãopor lotes seja ainda a mais impor-tante. No caso de misturas, o méto-do em contínuo apenas se justificase a operação unitária de misturafor superior a 8 horas por dia. Amistura em contínuo se torna comum tal volume horário, o sistemamais econômico.
A adoção de um sistema de misturaem contínuo implica da mesma forma
em diversos níveis de automatizaçãopara alimentação da máquina, recipi-entes de transporte e pesagem, etc., demaneira que sejam suficientementeflexíveis para regular a cadência doprocesso. De qualquer maneira, estaoperação unitária não é o melhor mé-todo para materiais que apresentemforte tendência à segregação.
Um misturador em contínuo égeralmente do tipo "zig-zag", con-cebido, na verdade, como uma sériede misturadores em V em seqüên-cia. O eixo do aparelho em forma dezig-zag gira em tôrno de seu eixo. Acada revolução, os pós contidos emuma das pernas de cada V refluemem direção à perna anterior onde semisturam ao seu conteúdo, enquan-to que o conteúdo contrário cai emdireção à perna seguinte, sob o mes-mo efeito. Sendo o eixo de rotaçãoinclinado, o movimento de misturasó se faz para a frente, rumo à extre-midade de descarga.
A capacidade destes aparelhos éenorme (até 500 toneladas por hora)":
7. CONCLUSÕES
A transposição de escala de umaoperação de mistura se faz ainda demaneira empírica. Salvo se se utili-zam os misturadores cônicos de es-piral, os resultados obtidos em es-cala piloto freqüentemente não sereproduzem em escala industrial.Sinay e Tawashi " propuseram ummodelo matemático para a transpo-sição de escala de um misturadorTurbula, mas esse tipo de aparelhonão tem utilização intensiva indus-trialmente. Para a maior parte dos
87
misturadores, não se dispõe de re-gras estabelecidas ou de modelosmatemáticos que permitam assegu-rar os mesmos resultados quando sepassa de uma escala a outra. A razãoé muito clara: as interações partícu-las de pós em uma mistura são mui-to específicas para cada condiçãode operação.
Podem-se encontrar, no entanto,alguns procedimentos gerais indi-cados para os problemas mais co-muns'". As operações de pré-mistu-ra são normalmente utilizadas quan-do há problemas de uniformidadede um princípio ativo a baixa con-centração que deve ser dispersadoem grandes quantidades de exci-piente. Se os dois componentes apre-sentam uma diferença excessiva degranulometria, pode-se recorrer àtrituração do princípio ativo comuma fração de excipiente, seja 25%do total. Esta operação pode serexecutada em um moinho de tipoFitzpatrick e o material triturado épassado por um tamis de fina aber-tura de malha (20 a 40 mesh). Acres-centa-se em seguida uma quantida-de de excipiente suficiente para che-gar a 50% do total e mistura-se du-rante 10 a 15 minutos em um mistu-rador de baixa velocidade. A quan-tidade restante é adicionada e serealiza então a mistura final.
Às vezes a pré-mistura pode sersubstituída por um simples aumen-to do nível de cisalhamento. Osmisturadores com um elemento deagitação interna tem uma agitaçãosuficientemente intensa para disper-sar pequenas quantidades de umcomponente nos outros.
Os misturadores de agitação aalta velocidade (Gral-Processor,Roto-granulador) são os equipamen-tos de escolha quando se trabalhacom pós coesivos e de alta densida-de. Algumas experimentações pré-vias serão porventura necessáriaspara ajustar o nível de cisalhamento.Os misturadores de leito fluidizadodão também bons resultados paraesse tipo de problema.
Lubrificantes como o estearatode magnésio têm a propriedade dese aglomerar quando a mistura ésubmetida a forças de agitação de-masiado intensas. Esse fenômenopode acarretar problemas de flui-dez na fase de compressão. Osformuladores freqüentemente ten-dem a aumentar a quantidade de
88
lubrificante nessas circunstâncias.Contudo uma diminuição do tempode mistura poderia corrigir esse de-feito, sobretudo quando se trabalhacom um misturador de alto nível decisalhamento. Poder-se-ia mesmotentar realizar a operação em umtipo de misturador de mais baixocisalhamento. Um último recursoseria de só acrescentar o lubrifican-te 5 a 10 minutos antes do fim daoperação de mistura.
BIBLIOGRAFIA
1. Bruxelmane, M. Agitation desproduitsgranulaires et pulvérulents - propriétésd' écoulement et mécanismes de mélangedes p oudres - examen de quelquesmélangeurs, Les formes galéniquessolides, Liêge, 25 de maio de 1984.
2. Buslik, D. A proposed universal ho-mogeneity and mixing index. PowderTeehnol. 7:111-116 (1973).
3. Cartilier, L. Contribution à l'étude dumélange des poudres à principe actifcohésif etfaiblement dosé. Tese de Dou-torado à Université Libre de Bruxelles,(1989).
4. Delattre, I. Aspects théoriques et pra-tiques de Ia [ormulation. de comprimésà fuible dose médicamenieux par com-pression directe, pg 61-71. Tese de Dou-torado à Universidade de Liége (1974).
5. Fan, L. T. & Wang, R. H. Onmixingindexes. Powder Teehnol. 11 :27 -32(1975).
6. Faiman, M. D. & Rippie, E. G. Segre-gation Kinetics of particulate solidssystems IIl: dependance on agitationintensity. 1. Pharm. Sei. 54: 719-722(1965).
7. Hersey, J. A. Monitoring homogeneity.Drug Dev. Ind. Pharm. 1: 119-132( 1974-75).
8. Hersey, J. A. Ordered mixing: a newconcept in powder mixing practice.Pow-der Teehnol. 24: 251-256 (1979).
9. Hersey.T, A. Thiel, W.J. & Young,C. C.Partially ordered-randomised powdermixtures. Powder Teeilnol. 24:251-256( 1979).
10. Hogg, R., Mempel, G. & Fuerstenau,W.The mixing of trace quantities intoparticulate solids. Powder Technol. 2:223-228 (1968-69).
11. Jaeger, A. M. & Nagel, S. R. Laphysique de l 'état granulaire. La Re-cherche, 23: 1280-1387 (1992)
12. Johnson, M. C. R. ParticIe size dis-tribution of the active ingredient forsolid dos age forms of low dosage.Pharm. Aela Helvet. 47:546-559 (1972).
13. Johnson, M. C. R. Particle size reque-rements related to content uniformityof solid dosage forms. 1. Pharm. Sei.63: 1961-1963(1974).
14. Johnson, M. C. R. The effect ofparticlesize upon mixture homogeneity. Pharm.Aeta Helvet. 50: 60-63 (1975).
15. Lacey, P. M. C. Developments in thetheory of particIe mixing. J. Appl. Chem.4: 257-268 (1954).
16. Lantz, R. J. & Schwartz, J. B. Mixingin Pharmaceutical dosage forms: Ta-blets (vol. 2) pg 1-71. 2' edição, MareeiDekker, Nova York (1990).
17. Lawrence, L. R. & Riddow, J. K.Powder segregation during die filling.Powder Technol. 2: 253-259 (1968-69).
18. Merle, C. & Pourcelot, Y. Le mélangedes poudres. in Galenica 6:Poudres etformes unitaires obtenues par divisionou ag glutination - Formes solides orales(vol. 1), pg 239-264, Techniques etDocumentation (Laviosier), Paris (1984).
19. Olsen. J. L. & Rippie, E. G. Segregationkinetics of particulate solids systems I:influence of particle size and particIesize distribution. J. Pharm. Sei. 53: 147-150 (1964).
20. Olsen, J. L. & Rippie, E. G. Segregationkinetics of particulate solids systemsll: particIe density-size interactions andwall effects. J. Pharm. Sei. 53: 1360-1363 (1964).
21. Rippie, E. Mixing em Lachman, L.;Lieberman, H.A. & Kaning, J.L.: Thetheo ry and practice of Industrial Pilar-maey, Lea & Febiger, Philadelphia, pg82-99 (1970).
22. Sinay, Y. & Tawashi, R. Etude modélede mélanges solides-solides: facteursdynamiques et geométriques. Pharm.Aela Helvet. 47: 265-272 (1972). .
23. Stange, K. Die mischgüte einer zufalls-mischung aIs grundlage zur benerteilungvon mischversuchen.Cilemie Ing. Technol.26: 331-337 (1954).
24. Staniforth, J. N., Rees, J. E., Lai, F.K. & Hersey, J. A. Interparticle forcein binary and ternary ordered powdermixes. J. Pharm. Pahrmacol. 34: 141-145 (1982).
25. Staniforth, J. N. Total mixing 1M. 1.Pharm. Technol. & Prod. Mfr. 2: 7-12(1981).
26. Tawashi, R. & Speiser, P. Einfluss derteilschengrôsse beim mischen on pul-verem. Pharm. Aeta Helvet, 38: 310-317 (1963).
27. Train, D. Mixing of pharmaceuticalsolids: the general approach. 1. Am.Pharm. Ass. (Sei. Ed.) 49: 256-271( 1960).
28. Verraes, J. & Kinget, P. Le mélangestructuré. 1. Pharm. Bel.g 34: 297-307(1979).
29. Williams, J. C. The mixing of drypoders.Powder Technol. 2: 13-20 (1968-69).
30. Williams, J. C. The segregation ofparticulate materiais - a review. PowderTeehnol. 15: 245-251 (1976).
31. Yip, C. W. & Hersey, J. A. Ordered orrandom mixing: choice of system andmixer. Drug Dev. Ind. Pharm. 3: 429-438 (1977).
Rev. Bras. Farm., 76(3), 1995