COMPARA ÌO ENTRE A FOR A DE USINAGEM NO FRESAMENTO DE … · v Resumo do projeto de gradua o...
68
COMPARAÇÃO ENTRE A FORÇA DE USINAGEM NO FRESAMENTO DE TOPO E DE ROSCA PARA O MESMO DIÂMETRO NOMINAL DA FERRAMENTA Guilherme de Souza Reis Marun Projeto de Graduação apresentado ao Curso de Engenharia Mecânica da Escola Politécnica, Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Engenheiro. Orientador: Anna Carla Monteiro de Araujo RIO DE JANEIRO, RJ – BRASIL FEVEREIRO DE 2017
Transcript of COMPARA ÌO ENTRE A FOR A DE USINAGEM NO FRESAMENTO DE … · v Resumo do projeto de gradua o...

COMPARACcedilAtildeO ENTRE A FORCcedilA DE USINAGEM NO FRESAMENTO DE TOPO E DE ROSCA PARA O MESMO
DIAcircMETRO NOMINAL DA FERRAMENTA
Guilherme de Souza Reis Marun
Projeto de Graduaccedilatildeo apresentado ao Curso de
Engenharia Mecacircnica da Escola Politeacutecnica
Universidade Federal do Rio de Janeiro como
parte dos requisitos necessaacuterios agrave obtenccedilatildeo do
tiacutetulo de Engenheiro
Orientador Anna Carla Monteiro de Araujo
RIO DE JANEIRO RJ ndash BRASIL
FEVEREIRO DE 2017
ii
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Departamento de Engenharia Mecacircnica DEMPOLIUFRJ
COMPARACcedilAtildeO ENTRE A FORCcedilA DE USINAGEM NO FRESAMENTO DE TOPO E DE
ROSCA PARA O MESMO DIAcircMETRO NOMINAL DA FERRAMENTA
Guilherme de Souza Reis Marun
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO DE
ENGENHARIA MECAcircNICA DA ESCOLA POLITEacuteCNICA DA UNIVERSIDADE FEDERAL DO
RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSAacuteRIOS PARA A OBTENCcedilAtildeO
DO GRAU DE ENGENHEIRO MECAcircNICO
Aprovado por
________________________________________________ Profa Anna Carla Monteiro de Araujo
________________________________________________ Prof Thiago Gamboa Ritto
________________________________________________ Prof Daniel Alves Castello
RIO DE JANEIRO RJ ndash BRASIL
FEVEREIRO 2017
iii
Marun Guilherme de Souza Reis
Comparaccedilatildeo entre a forccedila de usinagem no fresamento de topo e de rosca para o mesmo diacircmetro nominal da ferramenta Guilherme de Souza Reis Marun ndash Rio de Janeiro UFRJ Escola Politeacutecnica 2017
X 47 p il 297 cm
Orientador Anna Carla Monteiro de Araujo
Projeto de Graduaccedilatildeo ndash UFRJ POLI Curso de
Engenharia Mecacircnica 2017
Referecircncias Bibliograacuteficas p 46-47
1 Forccedila de corte 2 Fresamento de topo 3 Fresamento
de rosca 4 Espessura do cavaco 5 Aacuterea de corte
I de Araujo Anna Carla II Universidade Federal do Rio de
Janeiro Escola Politeacutecnica Curso de Engenharia Mecacircnica
III Forccedilas de usinagem no fresamento
iv
Agradecimentos
Aos meus pais Alfredo e Liana que sempre me apoiaram em todas as decisotildees que
tomei na minha vida e nunca deixaram de incentivar
Agrave minha namorada Yasmin que esteve do meu lado em todos os momentos com
palavras de incentivo e de carinho nos uacuteltimos anos
Aos meus amigos da faculdade Diego Thales Paulo Henrique Dudu Fabriacutecio
Thomas Matheus Pedro Pedroso Mariano Pablo Dorea que sempre foram fieacuteis nesses anos
todos de UFRJ
Agrave minha orientadora Anna Carla pela incriacutevel paciecircncia e interesse em sempre buscar o
melhor de mim
Aos meus amigos Rangel Baacuterbara Douglas Felipe Igor Arthur Pedro por sempre
estarem presentes em todos os momentos da minha vida
v
Resumo do projeto de graduaccedilatildeo apresentado ao DEMUFRJ como parte dos requisitos
necessaacuterios para obtenccedilatildeo do grau de Engenheiro Mecacircnico
COMPARACcedilAtildeO ENTRE A FORCcedilA DE USINAGEM NO FRESAMENTO DE TOPO E DE
ROSCA PARA O MESMO DIAcircMETRO NOMINAL DA FERRAMENTA
Guilherme de Souza Reis Marun
Fevereiro2017
Orientador Anna Carla Monteiro de Araujo
Curso Engenharia Mecacircnica
O principal objetivo deste trabalho eacute encontrar e analisar as diferenccedilas no compor-
tamento da forccedila de corte nos fresamentos de topo e de rosca Para alcanccedilar este objetivo
foram modeladas diferentes trajetoacuterias para cada processo identificando a espessura do
cavaco e a aacuterea de corte de cada um deles Com estes valores foram feitas simulaccedilotildees
atraveacutes do software Mathematica para encontrar os graacuteficos referentes ao comportamento da forccedila de corte Fc Os resultados obtidos mostram as diferenccedilas da forccedila de corte com
geometrias de corte diferentes em cada trajetoacuteria e tambeacutem as diferenccedilas entre o fresa- mento
de topo e de rosca com as mesmas trajetoacuterias
Palavras-chave Forccedila de corte fresamento de topo fresamento de rosca espessura do
cavaco aacuterea de corte
vi
Abstract of Undergraduate Project presented to DEMUFRJ as a part fulfillment of the requirements for the degree of Engineer
COMPARISON BETWEEN THE CUTTING FORCE OF TOP MILLING AND THREAD MILLING
FOR THE SAME TOOL NOMINAL DIAMETER
Guilherme de Souza Reis Marun
February2017
Advisor Anna Carla Monteiro de Araujo
Couse Mechanical Engineering
The main goal of this project is to find and analyze the differences in the behavior of the cutting
force of top milling and thread milling To reach this goal it was modeled different trajectories for
each process identifying the chip thickness and the cutting area on each one of them Using
these values simulations were made using Mathematica software to find the plots of the
behaviors of the cutting force Fc The results that were obtained show the differences between
the cutting force with different cutting geometries and also the differences between the top
milling and thread milling with the same trajectories
Keywords Cutting force top milling thread milling chip thickness cutting area
Sumaacuterio
1 Introduccedilatildeo 1
2 Fresamento de Topo 3
21 Paracircmetros de corte no fresamento 3
22 Trajetoacuterias da ferramenta no fresamento de topo 6
221 Linear 6
222 Circular 7
223 Trajetoacuteria Helicoidal 10
23 Forccedila de Corte no fresamento de topo 12
231 Espessura do cavaco e Aacuterea de Corte 12
232 Forccedila de corte no fresamento de topo 14
3 Fresamento de Rosca 16
31 Geometria das Roscas 16
32 Ferramenta para Fresamento de Rosca 19
33 Trajetoacuterias da fresa de rosca 20
331 Trajetoacuteria Linear - apenas para modelagem 20
332 Helicoidal 22
34 Forccedilas no Fresamento de Rosca 23
4 Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca 24
41 Geometria da ferramenta e paracircmetros de corte 24
42 Trajetoacuterias simuladas 26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte 27
431 Fresamento de topo 27
i
44 Fresamento de Rosca 36
5 Conclusatildeo 43
6 Referecircncias Bibliograacuteficas 46
Apecircndices i
ii
Lista de Figuras
21 Velocidades de corte e de avanccedilo no fresamento 4
22 Acircngulos θ1 e θ2 5
23 Anaacutelise da geometria na trajetoacuteria linear 7
24 Processo de fresamento circular [1] 8
25 Trajetoacuteria circular da ferramenta 9
26 Anaacutelise da geometria na trajetoacuteria circular 10
27 Trajetoacuteria helicoidal da ferramenta 11
28 Espessura do cavaco em um fresamento de topo linear 13
29 Comportamento da forccedila de corte no fresamento 15
31 Processo de fresamento externo [5] 16
32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5] 18
33 Paracircmetros definidos para rosca meacutetrica [6] 19
34 Imagem de uma fresa de rosca com canais retos [7] 19
35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z) 20
36 Cavaco retirado com θ2max = 180 21
37 Vista superior do cavaco retirado 21
38 Corte transversal do material removido 22
39 Corte transversal do material removido 23
41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8]) 25
42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2 27
43 Graacutefico com os valores de espessura do cavaco da Tabela 45 28
44 Espessura do cavaco durante uma volta completa da ferramenta 30
45 Forccedila de corte durante uma volta completa da ferramenta 31
iii
46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2 32
47 Graacutefico com os valores de espessura do cavaco da Tabela 47 33
48 Espessura do cavaco durante uma volta completa da ferramenta 34
49 Forccedila de corte durante uma volta completa da ferramenta 34
410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2 35
411 Forccedila de corte durante iniacutecio do processo 36
412 Forccedila de corte durante final do processo 36
413 Espessura do cavaco pela altura z para θ2 fixo 37
414 Aacuterea de corte durante uma volta completa da ferramenta 39
415 Forccedila de corte durante uma volta completa da ferramenta 39
416 Espessura do cavaco pela altura z 40
417 Forccedila de corte a primeira volta completa da ferramenta 41
418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila 42
iv
Lista de Tabelas
41 Paracircmetros geomeacutetricos da Fresa de Topo 24
42 Paracircmetros geomeacutetricos da Fresa de Rosca 25
43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca 26
44 My caption 26
45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 28
46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear 29
47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 33
48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular 33
49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear 38
410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal 40
51 Resultados da forccedila de corte maacutexima 44
52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2 44
v
Capiacutetulo 1
Introduccedilatildeo
Este trabalho tem como objetivo principal encontrar e analisar diferenccedilas no com-
portamento da forccedila de corte entre dois tipos de fresamento de topo e de rosca compa-
rando trajetoacuterias diferentes do movimento da ferramenta
Essas comparaccedilotildees seratildeo feitas entre trajetoacuterias para o fresamento de topo e depois
para o fresamento de rosca tendo assim uma maneira de identificar qual dos processos
sofre maiores alteraccedilotildees nas forccedilas de corte e tambeacutem espera-se obter resultados que
possibilitem essa conclusatildeo Ainda como objetivo pode-se destacar tambeacutem apontar
as diferenccedilas das ferramentas utilizadas em cada processo e de como cada uma corta o
material de maneira distinta visto que a fresa de rosca tem suas arestas de corte diferentes
da fresa de topo e por isso fazem cortes diferenciados
O presente estudo se torna de grande importacircncia visto que o processo de fresa-
mento eacute um dos processos de maior utilizaccedilatildeo atualmente Tanto o fresamento de topo
quando o fresamento de rosca satildeo amplamente utilizados no mercado mesmo existindo
outros processos de fabricaccedilatildeo semelhantes o fresamento tem maior produtividade e ga-
rante uma qualidade boa para as peccedilas fabricadas Tambeacutem este tipo de processo eacute li-
mitado a produzir peccedilas de pequeno porte considerando as maacutequinas utilizadas para tais
processos natildeo comportarem objetos grandes peccedilas relacionadas agrave mecacircnica como porcas
parafusos de maneira geral podem ser fabricadas com a utilizaccedilatildeo do fresamento A forccedila
de corte necessaacuteria para o processo de fresamento eacute importante uma vez que toda maacute-
quina tem uma potecircncia maacutexima disponiacutevel e eacute necessaacuterio ajustar os paracircmetros de cada
processo para que as forccedilas de usinagem natildeo sobrecarreguem a maacutequina A ferramenta
1
tambeacutem precisa ser selecionada quanto ao diacircmetro e o material Aleacutem disso poucos
trabalhos realizados ateacute hoje apresentam estudos referentes ao caacutelculo de forccedilas de corte
A metodologia utilizada para calcular a forccedila de corte de um processo eacute feita a partir
da modelagem da espessura do cavaco retirado da peccedila e consequentemente da aacuterea de
corte Para a modelagem da espessura do cavaco foi utilizado o modelo de Martellotti e
uma aproximaccedilatildeo feita a partir da geometria do corte para o fresamento de topo Para o
fresamento de rosca a modelagem do cavaco e da aacuterea de corte foi identificando o cavaco
com a simulaccedilatildeo virtual da geometria de corte Com auxiacutelio do software AutoCAD foi
desenhado o conjunto peccedila e ferramenta em dois momentos o primeiro no qual a posiccedilatildeo
da do eixo da ferramenta eacute a posiccedilatildeo que um dente da ferramenta passa pela peccedila e
depois a posiccedilatildeo do eixo em que o dente seguinte passa pela peccedila com isso tem-se o
cavaco retirado da peccedila apoacutes um avanccedilo por dente
Os paracircmetros do processo de usinagem foram selecionados considerando uma si-
mulaccedilatildeo de uma fabricaccedilatildeo de rosca de material accedilo-carbono com pressatildeo especiacutefica de
corte constante Duas ferramentas satildeo consideradas uma fresa de topo e uma fresa de
rosca M10 com passo de 15mm para o fresamento de topo as mesmas dimensotildees foram
consideradas poreacutem para uma ferramenta de topo com diacircmetro constante
O trabalho foi dividido em trecircs partes na primeira apresentada no Capiacutetulo 2 eacute
dada uma visatildeo geral dos paracircmetros baacutesicos do processo de fresamento eacute feita uma
apresentaccedilatildeo do que eacute a espessura do cavaco e como ela eacute utilizada para os caacutelculos da
aacuterea de corte e da forccedila de corte e satildeo apresentados os dois tipos de fresamento citados
de topo e de rosca e suas diversas trajetoacuterias utilizadas para esse estudo No capiacutetulo 3
a geometria de rosca eacute apresentada assim como as aplicaccedilotildees para cada tipo de perfil
de rosca e como o processo do fresamento de rosca eacute torna diferente do fresamento de
topo Ainda no Capiacutetulo 3 eacute visto a geometria da aacuterea de corte do fresamento de rosca e
como ela eacute utilizada para o caacutelculo da forccedila de corte No Capiacutetulo 4 satildeo modelados os
processos dos capiacutetulos anteriores jaacute com paracircmetros reais de uma ferramenta e com o
auxiacutelio do software simuladas cada trajetoacuteria para obter os graacuteficos referentes as forccedilas de
corte de cada trajetoacuteria em cada um dos dois processos No Capiacutetulo 5 satildeo apresentadas
as conclusotildees finais deste trabalho
2
Capiacutetulo 2
Fresamento de Topo
O processo de fresamento eacute um dos processos mais utilizados e comuns da usina-
gem dos materiais trata-se de um processo de obtenccedilatildeo de superfiacutecies com ferramenta
rotativa multicortante chamada fresa No fresamento de topo usualmente o diacircmetro da
ferramente eacute menor que a altura do material removido e a superfiacutecie usinada eacute perpendi-
cular ao eixo de rotaccedilatildeo da fresa
21 Paracircmetros de corte no fresamento
Os paracircmetros de corte satildeo necessaacuterios para planejar o processo e tambeacutem influ-
enciam no acabamento final da peccedila A maacutequina-ferramenta deve ter potecircncia suficiente
para realizar o processo de acordo com os paracircmetros escolhidos Os paracircmetros baacutesicos
de usinagem satildeo a velocidade de corte vc o avanccedilo por dente ft a profundidade de corte
ap e a largura de corte ae
A velocidade de corte vc eacute a velocidade instantacircnea do ponto de referecircncia da aresta
de corte Sua direccedilatildeo eacute tangente ao ponto de contato entre peccedila e ferramenta e eacute usu-
almente representada em mmin A rotaccedilatildeo da ferramenta n que eacute aplicada ao eixo de
rotaccedilatildeo pode ser calculada a partir de vc de acordo com a equaccedilatildeo 21 onde D f eacute o
diacircmetro nominal da ferramenta Quando o diacircmetro natildeo eacute constante a vc varia com a
posiccedilatildeo e com d(z) que eacute diacircmetro da ferramenta em um ponto qualquer a uma distacircncia
z da base da ferramenta
3
n =vc1000
πD f[rpm] (21)
O avanccedilo f eacute o percurso que o ponto no centro da ferramenta percorre quando a
ferramenta completa uma volta O avanccedilo por dente ft eacute a quantidade de material usinado
em uma volta na direccedilatildeo de avanccedilo dividido pelo nuacutemero de dentes z que a ferramenta
possui ou seja eacute o avanccedilo apoacutes cada dente ter passado pela peccedila
A velocidade de avanccedilo vf eacute a velocidade instantacircnea de translaccedilatildeo da ferramenta
segundo a direccedilatildeo e sentido do avanccedilo Eacute calculada a partir da velocidade de rotaccedilatildeo n
do avanccedilo por dente ft e do nuacutemero de dentes da ferramenta z
v f = ft zn[mmmin] (22)
Na Figura 21 pode-se observar as velocidades definidas de acordo com o sentido
de horaacuterio de rotaccedilatildeo da ferramenta para um fresamento de topo
Figura 21 Velocidades de corte e de avanccedilo no fresamento
A profundidade de corte ap eacute a penetraccedilatildeo da ferramenta na peccedila medida perpendi-
cularmente ao plano de trabalho A espessura de corte ae eacute a penetraccedilatildeo da ferramenta no
plano de trabalho O plano de trabalho eacute o plano que conteacutem as velocidades v f e vc
O acircngulo θ2 eacute o acircngulo que define a posiccedilatildeo de um dente da ferramenta de acordo
com a sua rotaccedilatildeo em volta do proacuteprio eixo Este acircngulo cresce no sentido da rotaccedilatildeo
da ferramenta Para uma trajetoacuteria linear o acircngulo θ2 eacute medido a partir do eixo y como
4
visto na Figura 23 jaacute para trajetoacuterias em que a ferramenta faz um percurso circular ao
redor da peccedila o acircngulo θ2 eacute medido a partir do raio da trajetoacuteria ou seja da reta que liga
o centro da ferramenta ao centro da peccedila como pode ser visto na Figura 22
Para as trajetoacuterias que a ferramenta faz um movimento circular ao redor da peccedila a
trajetoacuteria possui um raio Rt e o acircngulo θ1 eacute o acircngulo que relaciona as posiccedilotildees x e y do
centro da ferramenta com o centro da peccedila como mostra a Figura 22
Figura 22 Acircngulos θ1 e θ2
Como pela definiccedilatildeo do acircngulo θ2 ele eacute definido por uma reta que estaacute variando
com o avanccedilo da ferramenta eacute necessaacuterio definir o acircngulo θ que eacute o acircngulo medido a
partir do eixo fixo x ateacute a reta que liga os centros da fresa e da ferramenta no sentido
anti-horaacuterio A variaccedilatildeo de 2π de θ define um avanccedilo completo da fresa e sua definiccedilatildeo eacute
dada pela Equaccedilatildeo 23
θ = (180minusθ1)+θ2 (23)
Por conta disso existe uma defasagem entre a volta completa de θ2 e o iniacutecio do
proacuteximo corte poreacutem pelo avanccedilo da ferramenta que seraacute utilizado neste trabalho ser
5
muito pequeno comparado agraves dimensotildees da peccedila e ferramenta esta defasagem natildeo seraacute
apresentada nos graacuteficos E tambeacutem por conta disto os acircngulos θ1 e θ2 podem ser
relacionados de acordo com raio da trajetoacuteria Rt e o avanccedilo f de acordo com a Equaccedilatildeo
24 Nesta equaccedilatildeo eacute considerado o nuacutemero de voltas que a ferramenta faz em volta do
proacuteprio eixo para completar uma volta total ao redor da peccedila
θ2 =θ1 f
2πRt(24)
22 Trajetoacuterias da ferramenta no fresamento de topo
Neste trabalho seratildeo abordadas trajetoacuterias diferentes para o fresamento de topo
linear circular e helicoidal As trajetoacuterias realizadas pela ferramenta podem ser definidas
pelo comportamento da velocidade de avanccedilo v f e pela geometria de corte Modelos de
vistas superiores ao processo tambeacutem satildeo apresentados representando os paracircmetros de
cada trajetoacuteria
221 Linear
Uma trajetoacuteria linear da ferramenta ilustrada pela Figura 22 significa que a di-
reccedilatildeo de avanccedilo eacute a mesma durante todo o processo Considerando que a velocidade de
avanccedilo v f pode ser definida como um vetor na trajetoacuteria linear a componente v f z eacute nula
por conta da ferramenta natildeo ter movimento vertical como indica a Equaccedilatildeo 25
~v f =
v f x
v f y
0
(25)
Isso confirma a profundidade de corte ap constante devido ao movimento da ferra-
menta ser somente no plano xy Tambeacutem no processo de fresamento as componentes da
velocidade de avanccedilo v f satildeo constantes ou seja suas derivadas em relaccedilatildeo ao tempo satildeo
nulas de acordo com as Equaccedilotildees 26
6
partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

ii
UNIVERSIDADE FEDERAL DO RIO DE JANEIRO
Departamento de Engenharia Mecacircnica DEMPOLIUFRJ
COMPARACcedilAtildeO ENTRE A FORCcedilA DE USINAGEM NO FRESAMENTO DE TOPO E DE
ROSCA PARA O MESMO DIAcircMETRO NOMINAL DA FERRAMENTA
Guilherme de Souza Reis Marun
PROJETO FINAL SUBMETIDO AO CORPO DOCENTE DO DEPARTAMENTO DE
ENGENHARIA MECAcircNICA DA ESCOLA POLITEacuteCNICA DA UNIVERSIDADE FEDERAL DO
RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSAacuteRIOS PARA A OBTENCcedilAtildeO
DO GRAU DE ENGENHEIRO MECAcircNICO
Aprovado por
________________________________________________ Profa Anna Carla Monteiro de Araujo
________________________________________________ Prof Thiago Gamboa Ritto
________________________________________________ Prof Daniel Alves Castello
RIO DE JANEIRO RJ ndash BRASIL
FEVEREIRO 2017
iii
Marun Guilherme de Souza Reis
Comparaccedilatildeo entre a forccedila de usinagem no fresamento de topo e de rosca para o mesmo diacircmetro nominal da ferramenta Guilherme de Souza Reis Marun ndash Rio de Janeiro UFRJ Escola Politeacutecnica 2017
X 47 p il 297 cm
Orientador Anna Carla Monteiro de Araujo
Projeto de Graduaccedilatildeo ndash UFRJ POLI Curso de
Engenharia Mecacircnica 2017
Referecircncias Bibliograacuteficas p 46-47
1 Forccedila de corte 2 Fresamento de topo 3 Fresamento
de rosca 4 Espessura do cavaco 5 Aacuterea de corte
I de Araujo Anna Carla II Universidade Federal do Rio de
Janeiro Escola Politeacutecnica Curso de Engenharia Mecacircnica
III Forccedilas de usinagem no fresamento
iv
Agradecimentos
Aos meus pais Alfredo e Liana que sempre me apoiaram em todas as decisotildees que
tomei na minha vida e nunca deixaram de incentivar
Agrave minha namorada Yasmin que esteve do meu lado em todos os momentos com
palavras de incentivo e de carinho nos uacuteltimos anos
Aos meus amigos da faculdade Diego Thales Paulo Henrique Dudu Fabriacutecio
Thomas Matheus Pedro Pedroso Mariano Pablo Dorea que sempre foram fieacuteis nesses anos
todos de UFRJ
Agrave minha orientadora Anna Carla pela incriacutevel paciecircncia e interesse em sempre buscar o
melhor de mim
Aos meus amigos Rangel Baacuterbara Douglas Felipe Igor Arthur Pedro por sempre
estarem presentes em todos os momentos da minha vida
v
Resumo do projeto de graduaccedilatildeo apresentado ao DEMUFRJ como parte dos requisitos
necessaacuterios para obtenccedilatildeo do grau de Engenheiro Mecacircnico
COMPARACcedilAtildeO ENTRE A FORCcedilA DE USINAGEM NO FRESAMENTO DE TOPO E DE
ROSCA PARA O MESMO DIAcircMETRO NOMINAL DA FERRAMENTA
Guilherme de Souza Reis Marun
Fevereiro2017
Orientador Anna Carla Monteiro de Araujo
Curso Engenharia Mecacircnica
O principal objetivo deste trabalho eacute encontrar e analisar as diferenccedilas no compor-
tamento da forccedila de corte nos fresamentos de topo e de rosca Para alcanccedilar este objetivo
foram modeladas diferentes trajetoacuterias para cada processo identificando a espessura do
cavaco e a aacuterea de corte de cada um deles Com estes valores foram feitas simulaccedilotildees
atraveacutes do software Mathematica para encontrar os graacuteficos referentes ao comportamento da forccedila de corte Fc Os resultados obtidos mostram as diferenccedilas da forccedila de corte com
geometrias de corte diferentes em cada trajetoacuteria e tambeacutem as diferenccedilas entre o fresa- mento
de topo e de rosca com as mesmas trajetoacuterias
Palavras-chave Forccedila de corte fresamento de topo fresamento de rosca espessura do
cavaco aacuterea de corte
vi
Abstract of Undergraduate Project presented to DEMUFRJ as a part fulfillment of the requirements for the degree of Engineer
COMPARISON BETWEEN THE CUTTING FORCE OF TOP MILLING AND THREAD MILLING
FOR THE SAME TOOL NOMINAL DIAMETER
Guilherme de Souza Reis Marun
February2017
Advisor Anna Carla Monteiro de Araujo
Couse Mechanical Engineering
The main goal of this project is to find and analyze the differences in the behavior of the cutting
force of top milling and thread milling To reach this goal it was modeled different trajectories for
each process identifying the chip thickness and the cutting area on each one of them Using
these values simulations were made using Mathematica software to find the plots of the
behaviors of the cutting force Fc The results that were obtained show the differences between
the cutting force with different cutting geometries and also the differences between the top
milling and thread milling with the same trajectories
Keywords Cutting force top milling thread milling chip thickness cutting area
Sumaacuterio
1 Introduccedilatildeo 1
2 Fresamento de Topo 3
21 Paracircmetros de corte no fresamento 3
22 Trajetoacuterias da ferramenta no fresamento de topo 6
221 Linear 6
222 Circular 7
223 Trajetoacuteria Helicoidal 10
23 Forccedila de Corte no fresamento de topo 12
231 Espessura do cavaco e Aacuterea de Corte 12
232 Forccedila de corte no fresamento de topo 14
3 Fresamento de Rosca 16
31 Geometria das Roscas 16
32 Ferramenta para Fresamento de Rosca 19
33 Trajetoacuterias da fresa de rosca 20
331 Trajetoacuteria Linear - apenas para modelagem 20
332 Helicoidal 22
34 Forccedilas no Fresamento de Rosca 23
4 Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca 24
41 Geometria da ferramenta e paracircmetros de corte 24
42 Trajetoacuterias simuladas 26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte 27
431 Fresamento de topo 27
i
44 Fresamento de Rosca 36
5 Conclusatildeo 43
6 Referecircncias Bibliograacuteficas 46
Apecircndices i
ii
Lista de Figuras
21 Velocidades de corte e de avanccedilo no fresamento 4
22 Acircngulos θ1 e θ2 5
23 Anaacutelise da geometria na trajetoacuteria linear 7
24 Processo de fresamento circular [1] 8
25 Trajetoacuteria circular da ferramenta 9
26 Anaacutelise da geometria na trajetoacuteria circular 10
27 Trajetoacuteria helicoidal da ferramenta 11
28 Espessura do cavaco em um fresamento de topo linear 13
29 Comportamento da forccedila de corte no fresamento 15
31 Processo de fresamento externo [5] 16
32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5] 18
33 Paracircmetros definidos para rosca meacutetrica [6] 19
34 Imagem de uma fresa de rosca com canais retos [7] 19
35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z) 20
36 Cavaco retirado com θ2max = 180 21
37 Vista superior do cavaco retirado 21
38 Corte transversal do material removido 22
39 Corte transversal do material removido 23
41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8]) 25
42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2 27
43 Graacutefico com os valores de espessura do cavaco da Tabela 45 28
44 Espessura do cavaco durante uma volta completa da ferramenta 30
45 Forccedila de corte durante uma volta completa da ferramenta 31
iii
46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2 32
47 Graacutefico com os valores de espessura do cavaco da Tabela 47 33
48 Espessura do cavaco durante uma volta completa da ferramenta 34
49 Forccedila de corte durante uma volta completa da ferramenta 34
410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2 35
411 Forccedila de corte durante iniacutecio do processo 36
412 Forccedila de corte durante final do processo 36
413 Espessura do cavaco pela altura z para θ2 fixo 37
414 Aacuterea de corte durante uma volta completa da ferramenta 39
415 Forccedila de corte durante uma volta completa da ferramenta 39
416 Espessura do cavaco pela altura z 40
417 Forccedila de corte a primeira volta completa da ferramenta 41
418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila 42
iv
Lista de Tabelas
41 Paracircmetros geomeacutetricos da Fresa de Topo 24
42 Paracircmetros geomeacutetricos da Fresa de Rosca 25
43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca 26
44 My caption 26
45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 28
46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear 29
47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 33
48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular 33
49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear 38
410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal 40
51 Resultados da forccedila de corte maacutexima 44
52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2 44
v
Capiacutetulo 1
Introduccedilatildeo
Este trabalho tem como objetivo principal encontrar e analisar diferenccedilas no com-
portamento da forccedila de corte entre dois tipos de fresamento de topo e de rosca compa-
rando trajetoacuterias diferentes do movimento da ferramenta
Essas comparaccedilotildees seratildeo feitas entre trajetoacuterias para o fresamento de topo e depois
para o fresamento de rosca tendo assim uma maneira de identificar qual dos processos
sofre maiores alteraccedilotildees nas forccedilas de corte e tambeacutem espera-se obter resultados que
possibilitem essa conclusatildeo Ainda como objetivo pode-se destacar tambeacutem apontar
as diferenccedilas das ferramentas utilizadas em cada processo e de como cada uma corta o
material de maneira distinta visto que a fresa de rosca tem suas arestas de corte diferentes
da fresa de topo e por isso fazem cortes diferenciados
O presente estudo se torna de grande importacircncia visto que o processo de fresa-
mento eacute um dos processos de maior utilizaccedilatildeo atualmente Tanto o fresamento de topo
quando o fresamento de rosca satildeo amplamente utilizados no mercado mesmo existindo
outros processos de fabricaccedilatildeo semelhantes o fresamento tem maior produtividade e ga-
rante uma qualidade boa para as peccedilas fabricadas Tambeacutem este tipo de processo eacute li-
mitado a produzir peccedilas de pequeno porte considerando as maacutequinas utilizadas para tais
processos natildeo comportarem objetos grandes peccedilas relacionadas agrave mecacircnica como porcas
parafusos de maneira geral podem ser fabricadas com a utilizaccedilatildeo do fresamento A forccedila
de corte necessaacuteria para o processo de fresamento eacute importante uma vez que toda maacute-
quina tem uma potecircncia maacutexima disponiacutevel e eacute necessaacuterio ajustar os paracircmetros de cada
processo para que as forccedilas de usinagem natildeo sobrecarreguem a maacutequina A ferramenta
1
tambeacutem precisa ser selecionada quanto ao diacircmetro e o material Aleacutem disso poucos
trabalhos realizados ateacute hoje apresentam estudos referentes ao caacutelculo de forccedilas de corte
A metodologia utilizada para calcular a forccedila de corte de um processo eacute feita a partir
da modelagem da espessura do cavaco retirado da peccedila e consequentemente da aacuterea de
corte Para a modelagem da espessura do cavaco foi utilizado o modelo de Martellotti e
uma aproximaccedilatildeo feita a partir da geometria do corte para o fresamento de topo Para o
fresamento de rosca a modelagem do cavaco e da aacuterea de corte foi identificando o cavaco
com a simulaccedilatildeo virtual da geometria de corte Com auxiacutelio do software AutoCAD foi
desenhado o conjunto peccedila e ferramenta em dois momentos o primeiro no qual a posiccedilatildeo
da do eixo da ferramenta eacute a posiccedilatildeo que um dente da ferramenta passa pela peccedila e
depois a posiccedilatildeo do eixo em que o dente seguinte passa pela peccedila com isso tem-se o
cavaco retirado da peccedila apoacutes um avanccedilo por dente
Os paracircmetros do processo de usinagem foram selecionados considerando uma si-
mulaccedilatildeo de uma fabricaccedilatildeo de rosca de material accedilo-carbono com pressatildeo especiacutefica de
corte constante Duas ferramentas satildeo consideradas uma fresa de topo e uma fresa de
rosca M10 com passo de 15mm para o fresamento de topo as mesmas dimensotildees foram
consideradas poreacutem para uma ferramenta de topo com diacircmetro constante
O trabalho foi dividido em trecircs partes na primeira apresentada no Capiacutetulo 2 eacute
dada uma visatildeo geral dos paracircmetros baacutesicos do processo de fresamento eacute feita uma
apresentaccedilatildeo do que eacute a espessura do cavaco e como ela eacute utilizada para os caacutelculos da
aacuterea de corte e da forccedila de corte e satildeo apresentados os dois tipos de fresamento citados
de topo e de rosca e suas diversas trajetoacuterias utilizadas para esse estudo No capiacutetulo 3
a geometria de rosca eacute apresentada assim como as aplicaccedilotildees para cada tipo de perfil
de rosca e como o processo do fresamento de rosca eacute torna diferente do fresamento de
topo Ainda no Capiacutetulo 3 eacute visto a geometria da aacuterea de corte do fresamento de rosca e
como ela eacute utilizada para o caacutelculo da forccedila de corte No Capiacutetulo 4 satildeo modelados os
processos dos capiacutetulos anteriores jaacute com paracircmetros reais de uma ferramenta e com o
auxiacutelio do software simuladas cada trajetoacuteria para obter os graacuteficos referentes as forccedilas de
corte de cada trajetoacuteria em cada um dos dois processos No Capiacutetulo 5 satildeo apresentadas
as conclusotildees finais deste trabalho
2
Capiacutetulo 2
Fresamento de Topo
O processo de fresamento eacute um dos processos mais utilizados e comuns da usina-
gem dos materiais trata-se de um processo de obtenccedilatildeo de superfiacutecies com ferramenta
rotativa multicortante chamada fresa No fresamento de topo usualmente o diacircmetro da
ferramente eacute menor que a altura do material removido e a superfiacutecie usinada eacute perpendi-
cular ao eixo de rotaccedilatildeo da fresa
21 Paracircmetros de corte no fresamento
Os paracircmetros de corte satildeo necessaacuterios para planejar o processo e tambeacutem influ-
enciam no acabamento final da peccedila A maacutequina-ferramenta deve ter potecircncia suficiente
para realizar o processo de acordo com os paracircmetros escolhidos Os paracircmetros baacutesicos
de usinagem satildeo a velocidade de corte vc o avanccedilo por dente ft a profundidade de corte
ap e a largura de corte ae
A velocidade de corte vc eacute a velocidade instantacircnea do ponto de referecircncia da aresta
de corte Sua direccedilatildeo eacute tangente ao ponto de contato entre peccedila e ferramenta e eacute usu-
almente representada em mmin A rotaccedilatildeo da ferramenta n que eacute aplicada ao eixo de
rotaccedilatildeo pode ser calculada a partir de vc de acordo com a equaccedilatildeo 21 onde D f eacute o
diacircmetro nominal da ferramenta Quando o diacircmetro natildeo eacute constante a vc varia com a
posiccedilatildeo e com d(z) que eacute diacircmetro da ferramenta em um ponto qualquer a uma distacircncia
z da base da ferramenta
3
n =vc1000
πD f[rpm] (21)
O avanccedilo f eacute o percurso que o ponto no centro da ferramenta percorre quando a
ferramenta completa uma volta O avanccedilo por dente ft eacute a quantidade de material usinado
em uma volta na direccedilatildeo de avanccedilo dividido pelo nuacutemero de dentes z que a ferramenta
possui ou seja eacute o avanccedilo apoacutes cada dente ter passado pela peccedila
A velocidade de avanccedilo vf eacute a velocidade instantacircnea de translaccedilatildeo da ferramenta
segundo a direccedilatildeo e sentido do avanccedilo Eacute calculada a partir da velocidade de rotaccedilatildeo n
do avanccedilo por dente ft e do nuacutemero de dentes da ferramenta z
v f = ft zn[mmmin] (22)
Na Figura 21 pode-se observar as velocidades definidas de acordo com o sentido
de horaacuterio de rotaccedilatildeo da ferramenta para um fresamento de topo
Figura 21 Velocidades de corte e de avanccedilo no fresamento
A profundidade de corte ap eacute a penetraccedilatildeo da ferramenta na peccedila medida perpendi-
cularmente ao plano de trabalho A espessura de corte ae eacute a penetraccedilatildeo da ferramenta no
plano de trabalho O plano de trabalho eacute o plano que conteacutem as velocidades v f e vc
O acircngulo θ2 eacute o acircngulo que define a posiccedilatildeo de um dente da ferramenta de acordo
com a sua rotaccedilatildeo em volta do proacuteprio eixo Este acircngulo cresce no sentido da rotaccedilatildeo
da ferramenta Para uma trajetoacuteria linear o acircngulo θ2 eacute medido a partir do eixo y como
4
visto na Figura 23 jaacute para trajetoacuterias em que a ferramenta faz um percurso circular ao
redor da peccedila o acircngulo θ2 eacute medido a partir do raio da trajetoacuteria ou seja da reta que liga
o centro da ferramenta ao centro da peccedila como pode ser visto na Figura 22
Para as trajetoacuterias que a ferramenta faz um movimento circular ao redor da peccedila a
trajetoacuteria possui um raio Rt e o acircngulo θ1 eacute o acircngulo que relaciona as posiccedilotildees x e y do
centro da ferramenta com o centro da peccedila como mostra a Figura 22
Figura 22 Acircngulos θ1 e θ2
Como pela definiccedilatildeo do acircngulo θ2 ele eacute definido por uma reta que estaacute variando
com o avanccedilo da ferramenta eacute necessaacuterio definir o acircngulo θ que eacute o acircngulo medido a
partir do eixo fixo x ateacute a reta que liga os centros da fresa e da ferramenta no sentido
anti-horaacuterio A variaccedilatildeo de 2π de θ define um avanccedilo completo da fresa e sua definiccedilatildeo eacute
dada pela Equaccedilatildeo 23
θ = (180minusθ1)+θ2 (23)
Por conta disso existe uma defasagem entre a volta completa de θ2 e o iniacutecio do
proacuteximo corte poreacutem pelo avanccedilo da ferramenta que seraacute utilizado neste trabalho ser
5
muito pequeno comparado agraves dimensotildees da peccedila e ferramenta esta defasagem natildeo seraacute
apresentada nos graacuteficos E tambeacutem por conta disto os acircngulos θ1 e θ2 podem ser
relacionados de acordo com raio da trajetoacuteria Rt e o avanccedilo f de acordo com a Equaccedilatildeo
24 Nesta equaccedilatildeo eacute considerado o nuacutemero de voltas que a ferramenta faz em volta do
proacuteprio eixo para completar uma volta total ao redor da peccedila
θ2 =θ1 f
2πRt(24)
22 Trajetoacuterias da ferramenta no fresamento de topo
Neste trabalho seratildeo abordadas trajetoacuterias diferentes para o fresamento de topo
linear circular e helicoidal As trajetoacuterias realizadas pela ferramenta podem ser definidas
pelo comportamento da velocidade de avanccedilo v f e pela geometria de corte Modelos de
vistas superiores ao processo tambeacutem satildeo apresentados representando os paracircmetros de
cada trajetoacuteria
221 Linear
Uma trajetoacuteria linear da ferramenta ilustrada pela Figura 22 significa que a di-
reccedilatildeo de avanccedilo eacute a mesma durante todo o processo Considerando que a velocidade de
avanccedilo v f pode ser definida como um vetor na trajetoacuteria linear a componente v f z eacute nula
por conta da ferramenta natildeo ter movimento vertical como indica a Equaccedilatildeo 25
~v f =
v f x
v f y
0
(25)
Isso confirma a profundidade de corte ap constante devido ao movimento da ferra-
menta ser somente no plano xy Tambeacutem no processo de fresamento as componentes da
velocidade de avanccedilo v f satildeo constantes ou seja suas derivadas em relaccedilatildeo ao tempo satildeo
nulas de acordo com as Equaccedilotildees 26
6
partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

iii
Marun Guilherme de Souza Reis
Comparaccedilatildeo entre a forccedila de usinagem no fresamento de topo e de rosca para o mesmo diacircmetro nominal da ferramenta Guilherme de Souza Reis Marun ndash Rio de Janeiro UFRJ Escola Politeacutecnica 2017
X 47 p il 297 cm
Orientador Anna Carla Monteiro de Araujo
Projeto de Graduaccedilatildeo ndash UFRJ POLI Curso de
Engenharia Mecacircnica 2017
Referecircncias Bibliograacuteficas p 46-47
1 Forccedila de corte 2 Fresamento de topo 3 Fresamento
de rosca 4 Espessura do cavaco 5 Aacuterea de corte
I de Araujo Anna Carla II Universidade Federal do Rio de
Janeiro Escola Politeacutecnica Curso de Engenharia Mecacircnica
III Forccedilas de usinagem no fresamento
iv
Agradecimentos
Aos meus pais Alfredo e Liana que sempre me apoiaram em todas as decisotildees que
tomei na minha vida e nunca deixaram de incentivar
Agrave minha namorada Yasmin que esteve do meu lado em todos os momentos com
palavras de incentivo e de carinho nos uacuteltimos anos
Aos meus amigos da faculdade Diego Thales Paulo Henrique Dudu Fabriacutecio
Thomas Matheus Pedro Pedroso Mariano Pablo Dorea que sempre foram fieacuteis nesses anos
todos de UFRJ
Agrave minha orientadora Anna Carla pela incriacutevel paciecircncia e interesse em sempre buscar o
melhor de mim
Aos meus amigos Rangel Baacuterbara Douglas Felipe Igor Arthur Pedro por sempre
estarem presentes em todos os momentos da minha vida
v
Resumo do projeto de graduaccedilatildeo apresentado ao DEMUFRJ como parte dos requisitos
necessaacuterios para obtenccedilatildeo do grau de Engenheiro Mecacircnico
COMPARACcedilAtildeO ENTRE A FORCcedilA DE USINAGEM NO FRESAMENTO DE TOPO E DE
ROSCA PARA O MESMO DIAcircMETRO NOMINAL DA FERRAMENTA
Guilherme de Souza Reis Marun
Fevereiro2017
Orientador Anna Carla Monteiro de Araujo
Curso Engenharia Mecacircnica
O principal objetivo deste trabalho eacute encontrar e analisar as diferenccedilas no compor-
tamento da forccedila de corte nos fresamentos de topo e de rosca Para alcanccedilar este objetivo
foram modeladas diferentes trajetoacuterias para cada processo identificando a espessura do
cavaco e a aacuterea de corte de cada um deles Com estes valores foram feitas simulaccedilotildees
atraveacutes do software Mathematica para encontrar os graacuteficos referentes ao comportamento da forccedila de corte Fc Os resultados obtidos mostram as diferenccedilas da forccedila de corte com
geometrias de corte diferentes em cada trajetoacuteria e tambeacutem as diferenccedilas entre o fresa- mento
de topo e de rosca com as mesmas trajetoacuterias
Palavras-chave Forccedila de corte fresamento de topo fresamento de rosca espessura do
cavaco aacuterea de corte
vi
Abstract of Undergraduate Project presented to DEMUFRJ as a part fulfillment of the requirements for the degree of Engineer
COMPARISON BETWEEN THE CUTTING FORCE OF TOP MILLING AND THREAD MILLING
FOR THE SAME TOOL NOMINAL DIAMETER
Guilherme de Souza Reis Marun
February2017
Advisor Anna Carla Monteiro de Araujo
Couse Mechanical Engineering
The main goal of this project is to find and analyze the differences in the behavior of the cutting
force of top milling and thread milling To reach this goal it was modeled different trajectories for
each process identifying the chip thickness and the cutting area on each one of them Using
these values simulations were made using Mathematica software to find the plots of the
behaviors of the cutting force Fc The results that were obtained show the differences between
the cutting force with different cutting geometries and also the differences between the top
milling and thread milling with the same trajectories
Keywords Cutting force top milling thread milling chip thickness cutting area
Sumaacuterio
1 Introduccedilatildeo 1
2 Fresamento de Topo 3
21 Paracircmetros de corte no fresamento 3
22 Trajetoacuterias da ferramenta no fresamento de topo 6
221 Linear 6
222 Circular 7
223 Trajetoacuteria Helicoidal 10
23 Forccedila de Corte no fresamento de topo 12
231 Espessura do cavaco e Aacuterea de Corte 12
232 Forccedila de corte no fresamento de topo 14
3 Fresamento de Rosca 16
31 Geometria das Roscas 16
32 Ferramenta para Fresamento de Rosca 19
33 Trajetoacuterias da fresa de rosca 20
331 Trajetoacuteria Linear - apenas para modelagem 20
332 Helicoidal 22
34 Forccedilas no Fresamento de Rosca 23
4 Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca 24
41 Geometria da ferramenta e paracircmetros de corte 24
42 Trajetoacuterias simuladas 26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte 27
431 Fresamento de topo 27
i
44 Fresamento de Rosca 36
5 Conclusatildeo 43
6 Referecircncias Bibliograacuteficas 46
Apecircndices i
ii
Lista de Figuras
21 Velocidades de corte e de avanccedilo no fresamento 4
22 Acircngulos θ1 e θ2 5
23 Anaacutelise da geometria na trajetoacuteria linear 7
24 Processo de fresamento circular [1] 8
25 Trajetoacuteria circular da ferramenta 9
26 Anaacutelise da geometria na trajetoacuteria circular 10
27 Trajetoacuteria helicoidal da ferramenta 11
28 Espessura do cavaco em um fresamento de topo linear 13
29 Comportamento da forccedila de corte no fresamento 15
31 Processo de fresamento externo [5] 16
32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5] 18
33 Paracircmetros definidos para rosca meacutetrica [6] 19
34 Imagem de uma fresa de rosca com canais retos [7] 19
35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z) 20
36 Cavaco retirado com θ2max = 180 21
37 Vista superior do cavaco retirado 21
38 Corte transversal do material removido 22
39 Corte transversal do material removido 23
41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8]) 25
42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2 27
43 Graacutefico com os valores de espessura do cavaco da Tabela 45 28
44 Espessura do cavaco durante uma volta completa da ferramenta 30
45 Forccedila de corte durante uma volta completa da ferramenta 31
iii
46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2 32
47 Graacutefico com os valores de espessura do cavaco da Tabela 47 33
48 Espessura do cavaco durante uma volta completa da ferramenta 34
49 Forccedila de corte durante uma volta completa da ferramenta 34
410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2 35
411 Forccedila de corte durante iniacutecio do processo 36
412 Forccedila de corte durante final do processo 36
413 Espessura do cavaco pela altura z para θ2 fixo 37
414 Aacuterea de corte durante uma volta completa da ferramenta 39
415 Forccedila de corte durante uma volta completa da ferramenta 39
416 Espessura do cavaco pela altura z 40
417 Forccedila de corte a primeira volta completa da ferramenta 41
418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila 42
iv
Lista de Tabelas
41 Paracircmetros geomeacutetricos da Fresa de Topo 24
42 Paracircmetros geomeacutetricos da Fresa de Rosca 25
43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca 26
44 My caption 26
45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 28
46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear 29
47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 33
48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular 33
49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear 38
410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal 40
51 Resultados da forccedila de corte maacutexima 44
52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2 44
v
Capiacutetulo 1
Introduccedilatildeo
Este trabalho tem como objetivo principal encontrar e analisar diferenccedilas no com-
portamento da forccedila de corte entre dois tipos de fresamento de topo e de rosca compa-
rando trajetoacuterias diferentes do movimento da ferramenta
Essas comparaccedilotildees seratildeo feitas entre trajetoacuterias para o fresamento de topo e depois
para o fresamento de rosca tendo assim uma maneira de identificar qual dos processos
sofre maiores alteraccedilotildees nas forccedilas de corte e tambeacutem espera-se obter resultados que
possibilitem essa conclusatildeo Ainda como objetivo pode-se destacar tambeacutem apontar
as diferenccedilas das ferramentas utilizadas em cada processo e de como cada uma corta o
material de maneira distinta visto que a fresa de rosca tem suas arestas de corte diferentes
da fresa de topo e por isso fazem cortes diferenciados
O presente estudo se torna de grande importacircncia visto que o processo de fresa-
mento eacute um dos processos de maior utilizaccedilatildeo atualmente Tanto o fresamento de topo
quando o fresamento de rosca satildeo amplamente utilizados no mercado mesmo existindo
outros processos de fabricaccedilatildeo semelhantes o fresamento tem maior produtividade e ga-
rante uma qualidade boa para as peccedilas fabricadas Tambeacutem este tipo de processo eacute li-
mitado a produzir peccedilas de pequeno porte considerando as maacutequinas utilizadas para tais
processos natildeo comportarem objetos grandes peccedilas relacionadas agrave mecacircnica como porcas
parafusos de maneira geral podem ser fabricadas com a utilizaccedilatildeo do fresamento A forccedila
de corte necessaacuteria para o processo de fresamento eacute importante uma vez que toda maacute-
quina tem uma potecircncia maacutexima disponiacutevel e eacute necessaacuterio ajustar os paracircmetros de cada
processo para que as forccedilas de usinagem natildeo sobrecarreguem a maacutequina A ferramenta
1
tambeacutem precisa ser selecionada quanto ao diacircmetro e o material Aleacutem disso poucos
trabalhos realizados ateacute hoje apresentam estudos referentes ao caacutelculo de forccedilas de corte
A metodologia utilizada para calcular a forccedila de corte de um processo eacute feita a partir
da modelagem da espessura do cavaco retirado da peccedila e consequentemente da aacuterea de
corte Para a modelagem da espessura do cavaco foi utilizado o modelo de Martellotti e
uma aproximaccedilatildeo feita a partir da geometria do corte para o fresamento de topo Para o
fresamento de rosca a modelagem do cavaco e da aacuterea de corte foi identificando o cavaco
com a simulaccedilatildeo virtual da geometria de corte Com auxiacutelio do software AutoCAD foi
desenhado o conjunto peccedila e ferramenta em dois momentos o primeiro no qual a posiccedilatildeo
da do eixo da ferramenta eacute a posiccedilatildeo que um dente da ferramenta passa pela peccedila e
depois a posiccedilatildeo do eixo em que o dente seguinte passa pela peccedila com isso tem-se o
cavaco retirado da peccedila apoacutes um avanccedilo por dente
Os paracircmetros do processo de usinagem foram selecionados considerando uma si-
mulaccedilatildeo de uma fabricaccedilatildeo de rosca de material accedilo-carbono com pressatildeo especiacutefica de
corte constante Duas ferramentas satildeo consideradas uma fresa de topo e uma fresa de
rosca M10 com passo de 15mm para o fresamento de topo as mesmas dimensotildees foram
consideradas poreacutem para uma ferramenta de topo com diacircmetro constante
O trabalho foi dividido em trecircs partes na primeira apresentada no Capiacutetulo 2 eacute
dada uma visatildeo geral dos paracircmetros baacutesicos do processo de fresamento eacute feita uma
apresentaccedilatildeo do que eacute a espessura do cavaco e como ela eacute utilizada para os caacutelculos da
aacuterea de corte e da forccedila de corte e satildeo apresentados os dois tipos de fresamento citados
de topo e de rosca e suas diversas trajetoacuterias utilizadas para esse estudo No capiacutetulo 3
a geometria de rosca eacute apresentada assim como as aplicaccedilotildees para cada tipo de perfil
de rosca e como o processo do fresamento de rosca eacute torna diferente do fresamento de
topo Ainda no Capiacutetulo 3 eacute visto a geometria da aacuterea de corte do fresamento de rosca e
como ela eacute utilizada para o caacutelculo da forccedila de corte No Capiacutetulo 4 satildeo modelados os
processos dos capiacutetulos anteriores jaacute com paracircmetros reais de uma ferramenta e com o
auxiacutelio do software simuladas cada trajetoacuteria para obter os graacuteficos referentes as forccedilas de
corte de cada trajetoacuteria em cada um dos dois processos No Capiacutetulo 5 satildeo apresentadas
as conclusotildees finais deste trabalho
2
Capiacutetulo 2
Fresamento de Topo
O processo de fresamento eacute um dos processos mais utilizados e comuns da usina-
gem dos materiais trata-se de um processo de obtenccedilatildeo de superfiacutecies com ferramenta
rotativa multicortante chamada fresa No fresamento de topo usualmente o diacircmetro da
ferramente eacute menor que a altura do material removido e a superfiacutecie usinada eacute perpendi-
cular ao eixo de rotaccedilatildeo da fresa
21 Paracircmetros de corte no fresamento
Os paracircmetros de corte satildeo necessaacuterios para planejar o processo e tambeacutem influ-
enciam no acabamento final da peccedila A maacutequina-ferramenta deve ter potecircncia suficiente
para realizar o processo de acordo com os paracircmetros escolhidos Os paracircmetros baacutesicos
de usinagem satildeo a velocidade de corte vc o avanccedilo por dente ft a profundidade de corte
ap e a largura de corte ae
A velocidade de corte vc eacute a velocidade instantacircnea do ponto de referecircncia da aresta
de corte Sua direccedilatildeo eacute tangente ao ponto de contato entre peccedila e ferramenta e eacute usu-
almente representada em mmin A rotaccedilatildeo da ferramenta n que eacute aplicada ao eixo de
rotaccedilatildeo pode ser calculada a partir de vc de acordo com a equaccedilatildeo 21 onde D f eacute o
diacircmetro nominal da ferramenta Quando o diacircmetro natildeo eacute constante a vc varia com a
posiccedilatildeo e com d(z) que eacute diacircmetro da ferramenta em um ponto qualquer a uma distacircncia
z da base da ferramenta
3
n =vc1000
πD f[rpm] (21)
O avanccedilo f eacute o percurso que o ponto no centro da ferramenta percorre quando a
ferramenta completa uma volta O avanccedilo por dente ft eacute a quantidade de material usinado
em uma volta na direccedilatildeo de avanccedilo dividido pelo nuacutemero de dentes z que a ferramenta
possui ou seja eacute o avanccedilo apoacutes cada dente ter passado pela peccedila
A velocidade de avanccedilo vf eacute a velocidade instantacircnea de translaccedilatildeo da ferramenta
segundo a direccedilatildeo e sentido do avanccedilo Eacute calculada a partir da velocidade de rotaccedilatildeo n
do avanccedilo por dente ft e do nuacutemero de dentes da ferramenta z
v f = ft zn[mmmin] (22)
Na Figura 21 pode-se observar as velocidades definidas de acordo com o sentido
de horaacuterio de rotaccedilatildeo da ferramenta para um fresamento de topo
Figura 21 Velocidades de corte e de avanccedilo no fresamento
A profundidade de corte ap eacute a penetraccedilatildeo da ferramenta na peccedila medida perpendi-
cularmente ao plano de trabalho A espessura de corte ae eacute a penetraccedilatildeo da ferramenta no
plano de trabalho O plano de trabalho eacute o plano que conteacutem as velocidades v f e vc
O acircngulo θ2 eacute o acircngulo que define a posiccedilatildeo de um dente da ferramenta de acordo
com a sua rotaccedilatildeo em volta do proacuteprio eixo Este acircngulo cresce no sentido da rotaccedilatildeo
da ferramenta Para uma trajetoacuteria linear o acircngulo θ2 eacute medido a partir do eixo y como
4
visto na Figura 23 jaacute para trajetoacuterias em que a ferramenta faz um percurso circular ao
redor da peccedila o acircngulo θ2 eacute medido a partir do raio da trajetoacuteria ou seja da reta que liga
o centro da ferramenta ao centro da peccedila como pode ser visto na Figura 22
Para as trajetoacuterias que a ferramenta faz um movimento circular ao redor da peccedila a
trajetoacuteria possui um raio Rt e o acircngulo θ1 eacute o acircngulo que relaciona as posiccedilotildees x e y do
centro da ferramenta com o centro da peccedila como mostra a Figura 22
Figura 22 Acircngulos θ1 e θ2
Como pela definiccedilatildeo do acircngulo θ2 ele eacute definido por uma reta que estaacute variando
com o avanccedilo da ferramenta eacute necessaacuterio definir o acircngulo θ que eacute o acircngulo medido a
partir do eixo fixo x ateacute a reta que liga os centros da fresa e da ferramenta no sentido
anti-horaacuterio A variaccedilatildeo de 2π de θ define um avanccedilo completo da fresa e sua definiccedilatildeo eacute
dada pela Equaccedilatildeo 23
θ = (180minusθ1)+θ2 (23)
Por conta disso existe uma defasagem entre a volta completa de θ2 e o iniacutecio do
proacuteximo corte poreacutem pelo avanccedilo da ferramenta que seraacute utilizado neste trabalho ser
5
muito pequeno comparado agraves dimensotildees da peccedila e ferramenta esta defasagem natildeo seraacute
apresentada nos graacuteficos E tambeacutem por conta disto os acircngulos θ1 e θ2 podem ser
relacionados de acordo com raio da trajetoacuteria Rt e o avanccedilo f de acordo com a Equaccedilatildeo
24 Nesta equaccedilatildeo eacute considerado o nuacutemero de voltas que a ferramenta faz em volta do
proacuteprio eixo para completar uma volta total ao redor da peccedila
θ2 =θ1 f
2πRt(24)
22 Trajetoacuterias da ferramenta no fresamento de topo
Neste trabalho seratildeo abordadas trajetoacuterias diferentes para o fresamento de topo
linear circular e helicoidal As trajetoacuterias realizadas pela ferramenta podem ser definidas
pelo comportamento da velocidade de avanccedilo v f e pela geometria de corte Modelos de
vistas superiores ao processo tambeacutem satildeo apresentados representando os paracircmetros de
cada trajetoacuteria
221 Linear
Uma trajetoacuteria linear da ferramenta ilustrada pela Figura 22 significa que a di-
reccedilatildeo de avanccedilo eacute a mesma durante todo o processo Considerando que a velocidade de
avanccedilo v f pode ser definida como um vetor na trajetoacuteria linear a componente v f z eacute nula
por conta da ferramenta natildeo ter movimento vertical como indica a Equaccedilatildeo 25
~v f =
v f x
v f y
0
(25)
Isso confirma a profundidade de corte ap constante devido ao movimento da ferra-
menta ser somente no plano xy Tambeacutem no processo de fresamento as componentes da
velocidade de avanccedilo v f satildeo constantes ou seja suas derivadas em relaccedilatildeo ao tempo satildeo
nulas de acordo com as Equaccedilotildees 26
6
partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

iv
Agradecimentos
Aos meus pais Alfredo e Liana que sempre me apoiaram em todas as decisotildees que
tomei na minha vida e nunca deixaram de incentivar
Agrave minha namorada Yasmin que esteve do meu lado em todos os momentos com
palavras de incentivo e de carinho nos uacuteltimos anos
Aos meus amigos da faculdade Diego Thales Paulo Henrique Dudu Fabriacutecio
Thomas Matheus Pedro Pedroso Mariano Pablo Dorea que sempre foram fieacuteis nesses anos
todos de UFRJ
Agrave minha orientadora Anna Carla pela incriacutevel paciecircncia e interesse em sempre buscar o
melhor de mim
Aos meus amigos Rangel Baacuterbara Douglas Felipe Igor Arthur Pedro por sempre
estarem presentes em todos os momentos da minha vida
v
Resumo do projeto de graduaccedilatildeo apresentado ao DEMUFRJ como parte dos requisitos
necessaacuterios para obtenccedilatildeo do grau de Engenheiro Mecacircnico
COMPARACcedilAtildeO ENTRE A FORCcedilA DE USINAGEM NO FRESAMENTO DE TOPO E DE
ROSCA PARA O MESMO DIAcircMETRO NOMINAL DA FERRAMENTA
Guilherme de Souza Reis Marun
Fevereiro2017
Orientador Anna Carla Monteiro de Araujo
Curso Engenharia Mecacircnica
O principal objetivo deste trabalho eacute encontrar e analisar as diferenccedilas no compor-
tamento da forccedila de corte nos fresamentos de topo e de rosca Para alcanccedilar este objetivo
foram modeladas diferentes trajetoacuterias para cada processo identificando a espessura do
cavaco e a aacuterea de corte de cada um deles Com estes valores foram feitas simulaccedilotildees
atraveacutes do software Mathematica para encontrar os graacuteficos referentes ao comportamento da forccedila de corte Fc Os resultados obtidos mostram as diferenccedilas da forccedila de corte com
geometrias de corte diferentes em cada trajetoacuteria e tambeacutem as diferenccedilas entre o fresa- mento
de topo e de rosca com as mesmas trajetoacuterias
Palavras-chave Forccedila de corte fresamento de topo fresamento de rosca espessura do
cavaco aacuterea de corte
vi
Abstract of Undergraduate Project presented to DEMUFRJ as a part fulfillment of the requirements for the degree of Engineer
COMPARISON BETWEEN THE CUTTING FORCE OF TOP MILLING AND THREAD MILLING
FOR THE SAME TOOL NOMINAL DIAMETER
Guilherme de Souza Reis Marun
February2017
Advisor Anna Carla Monteiro de Araujo
Couse Mechanical Engineering
The main goal of this project is to find and analyze the differences in the behavior of the cutting
force of top milling and thread milling To reach this goal it was modeled different trajectories for
each process identifying the chip thickness and the cutting area on each one of them Using
these values simulations were made using Mathematica software to find the plots of the
behaviors of the cutting force Fc The results that were obtained show the differences between
the cutting force with different cutting geometries and also the differences between the top
milling and thread milling with the same trajectories
Keywords Cutting force top milling thread milling chip thickness cutting area
Sumaacuterio
1 Introduccedilatildeo 1
2 Fresamento de Topo 3
21 Paracircmetros de corte no fresamento 3
22 Trajetoacuterias da ferramenta no fresamento de topo 6
221 Linear 6
222 Circular 7
223 Trajetoacuteria Helicoidal 10
23 Forccedila de Corte no fresamento de topo 12
231 Espessura do cavaco e Aacuterea de Corte 12
232 Forccedila de corte no fresamento de topo 14
3 Fresamento de Rosca 16
31 Geometria das Roscas 16
32 Ferramenta para Fresamento de Rosca 19
33 Trajetoacuterias da fresa de rosca 20
331 Trajetoacuteria Linear - apenas para modelagem 20
332 Helicoidal 22
34 Forccedilas no Fresamento de Rosca 23
4 Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca 24
41 Geometria da ferramenta e paracircmetros de corte 24
42 Trajetoacuterias simuladas 26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte 27
431 Fresamento de topo 27
i
44 Fresamento de Rosca 36
5 Conclusatildeo 43
6 Referecircncias Bibliograacuteficas 46
Apecircndices i
ii
Lista de Figuras
21 Velocidades de corte e de avanccedilo no fresamento 4
22 Acircngulos θ1 e θ2 5
23 Anaacutelise da geometria na trajetoacuteria linear 7
24 Processo de fresamento circular [1] 8
25 Trajetoacuteria circular da ferramenta 9
26 Anaacutelise da geometria na trajetoacuteria circular 10
27 Trajetoacuteria helicoidal da ferramenta 11
28 Espessura do cavaco em um fresamento de topo linear 13
29 Comportamento da forccedila de corte no fresamento 15
31 Processo de fresamento externo [5] 16
32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5] 18
33 Paracircmetros definidos para rosca meacutetrica [6] 19
34 Imagem de uma fresa de rosca com canais retos [7] 19
35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z) 20
36 Cavaco retirado com θ2max = 180 21
37 Vista superior do cavaco retirado 21
38 Corte transversal do material removido 22
39 Corte transversal do material removido 23
41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8]) 25
42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2 27
43 Graacutefico com os valores de espessura do cavaco da Tabela 45 28
44 Espessura do cavaco durante uma volta completa da ferramenta 30
45 Forccedila de corte durante uma volta completa da ferramenta 31
iii
46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2 32
47 Graacutefico com os valores de espessura do cavaco da Tabela 47 33
48 Espessura do cavaco durante uma volta completa da ferramenta 34
49 Forccedila de corte durante uma volta completa da ferramenta 34
410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2 35
411 Forccedila de corte durante iniacutecio do processo 36
412 Forccedila de corte durante final do processo 36
413 Espessura do cavaco pela altura z para θ2 fixo 37
414 Aacuterea de corte durante uma volta completa da ferramenta 39
415 Forccedila de corte durante uma volta completa da ferramenta 39
416 Espessura do cavaco pela altura z 40
417 Forccedila de corte a primeira volta completa da ferramenta 41
418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila 42
iv
Lista de Tabelas
41 Paracircmetros geomeacutetricos da Fresa de Topo 24
42 Paracircmetros geomeacutetricos da Fresa de Rosca 25
43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca 26
44 My caption 26
45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 28
46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear 29
47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 33
48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular 33
49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear 38
410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal 40
51 Resultados da forccedila de corte maacutexima 44
52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2 44
v
Capiacutetulo 1
Introduccedilatildeo
Este trabalho tem como objetivo principal encontrar e analisar diferenccedilas no com-
portamento da forccedila de corte entre dois tipos de fresamento de topo e de rosca compa-
rando trajetoacuterias diferentes do movimento da ferramenta
Essas comparaccedilotildees seratildeo feitas entre trajetoacuterias para o fresamento de topo e depois
para o fresamento de rosca tendo assim uma maneira de identificar qual dos processos
sofre maiores alteraccedilotildees nas forccedilas de corte e tambeacutem espera-se obter resultados que
possibilitem essa conclusatildeo Ainda como objetivo pode-se destacar tambeacutem apontar
as diferenccedilas das ferramentas utilizadas em cada processo e de como cada uma corta o
material de maneira distinta visto que a fresa de rosca tem suas arestas de corte diferentes
da fresa de topo e por isso fazem cortes diferenciados
O presente estudo se torna de grande importacircncia visto que o processo de fresa-
mento eacute um dos processos de maior utilizaccedilatildeo atualmente Tanto o fresamento de topo
quando o fresamento de rosca satildeo amplamente utilizados no mercado mesmo existindo
outros processos de fabricaccedilatildeo semelhantes o fresamento tem maior produtividade e ga-
rante uma qualidade boa para as peccedilas fabricadas Tambeacutem este tipo de processo eacute li-
mitado a produzir peccedilas de pequeno porte considerando as maacutequinas utilizadas para tais
processos natildeo comportarem objetos grandes peccedilas relacionadas agrave mecacircnica como porcas
parafusos de maneira geral podem ser fabricadas com a utilizaccedilatildeo do fresamento A forccedila
de corte necessaacuteria para o processo de fresamento eacute importante uma vez que toda maacute-
quina tem uma potecircncia maacutexima disponiacutevel e eacute necessaacuterio ajustar os paracircmetros de cada
processo para que as forccedilas de usinagem natildeo sobrecarreguem a maacutequina A ferramenta
1
tambeacutem precisa ser selecionada quanto ao diacircmetro e o material Aleacutem disso poucos
trabalhos realizados ateacute hoje apresentam estudos referentes ao caacutelculo de forccedilas de corte
A metodologia utilizada para calcular a forccedila de corte de um processo eacute feita a partir
da modelagem da espessura do cavaco retirado da peccedila e consequentemente da aacuterea de
corte Para a modelagem da espessura do cavaco foi utilizado o modelo de Martellotti e
uma aproximaccedilatildeo feita a partir da geometria do corte para o fresamento de topo Para o
fresamento de rosca a modelagem do cavaco e da aacuterea de corte foi identificando o cavaco
com a simulaccedilatildeo virtual da geometria de corte Com auxiacutelio do software AutoCAD foi
desenhado o conjunto peccedila e ferramenta em dois momentos o primeiro no qual a posiccedilatildeo
da do eixo da ferramenta eacute a posiccedilatildeo que um dente da ferramenta passa pela peccedila e
depois a posiccedilatildeo do eixo em que o dente seguinte passa pela peccedila com isso tem-se o
cavaco retirado da peccedila apoacutes um avanccedilo por dente
Os paracircmetros do processo de usinagem foram selecionados considerando uma si-
mulaccedilatildeo de uma fabricaccedilatildeo de rosca de material accedilo-carbono com pressatildeo especiacutefica de
corte constante Duas ferramentas satildeo consideradas uma fresa de topo e uma fresa de
rosca M10 com passo de 15mm para o fresamento de topo as mesmas dimensotildees foram
consideradas poreacutem para uma ferramenta de topo com diacircmetro constante
O trabalho foi dividido em trecircs partes na primeira apresentada no Capiacutetulo 2 eacute
dada uma visatildeo geral dos paracircmetros baacutesicos do processo de fresamento eacute feita uma
apresentaccedilatildeo do que eacute a espessura do cavaco e como ela eacute utilizada para os caacutelculos da
aacuterea de corte e da forccedila de corte e satildeo apresentados os dois tipos de fresamento citados
de topo e de rosca e suas diversas trajetoacuterias utilizadas para esse estudo No capiacutetulo 3
a geometria de rosca eacute apresentada assim como as aplicaccedilotildees para cada tipo de perfil
de rosca e como o processo do fresamento de rosca eacute torna diferente do fresamento de
topo Ainda no Capiacutetulo 3 eacute visto a geometria da aacuterea de corte do fresamento de rosca e
como ela eacute utilizada para o caacutelculo da forccedila de corte No Capiacutetulo 4 satildeo modelados os
processos dos capiacutetulos anteriores jaacute com paracircmetros reais de uma ferramenta e com o
auxiacutelio do software simuladas cada trajetoacuteria para obter os graacuteficos referentes as forccedilas de
corte de cada trajetoacuteria em cada um dos dois processos No Capiacutetulo 5 satildeo apresentadas
as conclusotildees finais deste trabalho
2
Capiacutetulo 2
Fresamento de Topo
O processo de fresamento eacute um dos processos mais utilizados e comuns da usina-
gem dos materiais trata-se de um processo de obtenccedilatildeo de superfiacutecies com ferramenta
rotativa multicortante chamada fresa No fresamento de topo usualmente o diacircmetro da
ferramente eacute menor que a altura do material removido e a superfiacutecie usinada eacute perpendi-
cular ao eixo de rotaccedilatildeo da fresa
21 Paracircmetros de corte no fresamento
Os paracircmetros de corte satildeo necessaacuterios para planejar o processo e tambeacutem influ-
enciam no acabamento final da peccedila A maacutequina-ferramenta deve ter potecircncia suficiente
para realizar o processo de acordo com os paracircmetros escolhidos Os paracircmetros baacutesicos
de usinagem satildeo a velocidade de corte vc o avanccedilo por dente ft a profundidade de corte
ap e a largura de corte ae
A velocidade de corte vc eacute a velocidade instantacircnea do ponto de referecircncia da aresta
de corte Sua direccedilatildeo eacute tangente ao ponto de contato entre peccedila e ferramenta e eacute usu-
almente representada em mmin A rotaccedilatildeo da ferramenta n que eacute aplicada ao eixo de
rotaccedilatildeo pode ser calculada a partir de vc de acordo com a equaccedilatildeo 21 onde D f eacute o
diacircmetro nominal da ferramenta Quando o diacircmetro natildeo eacute constante a vc varia com a
posiccedilatildeo e com d(z) que eacute diacircmetro da ferramenta em um ponto qualquer a uma distacircncia
z da base da ferramenta
3
n =vc1000
πD f[rpm] (21)
O avanccedilo f eacute o percurso que o ponto no centro da ferramenta percorre quando a
ferramenta completa uma volta O avanccedilo por dente ft eacute a quantidade de material usinado
em uma volta na direccedilatildeo de avanccedilo dividido pelo nuacutemero de dentes z que a ferramenta
possui ou seja eacute o avanccedilo apoacutes cada dente ter passado pela peccedila
A velocidade de avanccedilo vf eacute a velocidade instantacircnea de translaccedilatildeo da ferramenta
segundo a direccedilatildeo e sentido do avanccedilo Eacute calculada a partir da velocidade de rotaccedilatildeo n
do avanccedilo por dente ft e do nuacutemero de dentes da ferramenta z
v f = ft zn[mmmin] (22)
Na Figura 21 pode-se observar as velocidades definidas de acordo com o sentido
de horaacuterio de rotaccedilatildeo da ferramenta para um fresamento de topo
Figura 21 Velocidades de corte e de avanccedilo no fresamento
A profundidade de corte ap eacute a penetraccedilatildeo da ferramenta na peccedila medida perpendi-
cularmente ao plano de trabalho A espessura de corte ae eacute a penetraccedilatildeo da ferramenta no
plano de trabalho O plano de trabalho eacute o plano que conteacutem as velocidades v f e vc
O acircngulo θ2 eacute o acircngulo que define a posiccedilatildeo de um dente da ferramenta de acordo
com a sua rotaccedilatildeo em volta do proacuteprio eixo Este acircngulo cresce no sentido da rotaccedilatildeo
da ferramenta Para uma trajetoacuteria linear o acircngulo θ2 eacute medido a partir do eixo y como
4
visto na Figura 23 jaacute para trajetoacuterias em que a ferramenta faz um percurso circular ao
redor da peccedila o acircngulo θ2 eacute medido a partir do raio da trajetoacuteria ou seja da reta que liga
o centro da ferramenta ao centro da peccedila como pode ser visto na Figura 22
Para as trajetoacuterias que a ferramenta faz um movimento circular ao redor da peccedila a
trajetoacuteria possui um raio Rt e o acircngulo θ1 eacute o acircngulo que relaciona as posiccedilotildees x e y do
centro da ferramenta com o centro da peccedila como mostra a Figura 22
Figura 22 Acircngulos θ1 e θ2
Como pela definiccedilatildeo do acircngulo θ2 ele eacute definido por uma reta que estaacute variando
com o avanccedilo da ferramenta eacute necessaacuterio definir o acircngulo θ que eacute o acircngulo medido a
partir do eixo fixo x ateacute a reta que liga os centros da fresa e da ferramenta no sentido
anti-horaacuterio A variaccedilatildeo de 2π de θ define um avanccedilo completo da fresa e sua definiccedilatildeo eacute
dada pela Equaccedilatildeo 23
θ = (180minusθ1)+θ2 (23)
Por conta disso existe uma defasagem entre a volta completa de θ2 e o iniacutecio do
proacuteximo corte poreacutem pelo avanccedilo da ferramenta que seraacute utilizado neste trabalho ser
5
muito pequeno comparado agraves dimensotildees da peccedila e ferramenta esta defasagem natildeo seraacute
apresentada nos graacuteficos E tambeacutem por conta disto os acircngulos θ1 e θ2 podem ser
relacionados de acordo com raio da trajetoacuteria Rt e o avanccedilo f de acordo com a Equaccedilatildeo
24 Nesta equaccedilatildeo eacute considerado o nuacutemero de voltas que a ferramenta faz em volta do
proacuteprio eixo para completar uma volta total ao redor da peccedila
θ2 =θ1 f
2πRt(24)
22 Trajetoacuterias da ferramenta no fresamento de topo
Neste trabalho seratildeo abordadas trajetoacuterias diferentes para o fresamento de topo
linear circular e helicoidal As trajetoacuterias realizadas pela ferramenta podem ser definidas
pelo comportamento da velocidade de avanccedilo v f e pela geometria de corte Modelos de
vistas superiores ao processo tambeacutem satildeo apresentados representando os paracircmetros de
cada trajetoacuteria
221 Linear
Uma trajetoacuteria linear da ferramenta ilustrada pela Figura 22 significa que a di-
reccedilatildeo de avanccedilo eacute a mesma durante todo o processo Considerando que a velocidade de
avanccedilo v f pode ser definida como um vetor na trajetoacuteria linear a componente v f z eacute nula
por conta da ferramenta natildeo ter movimento vertical como indica a Equaccedilatildeo 25
~v f =
v f x
v f y
0
(25)
Isso confirma a profundidade de corte ap constante devido ao movimento da ferra-
menta ser somente no plano xy Tambeacutem no processo de fresamento as componentes da
velocidade de avanccedilo v f satildeo constantes ou seja suas derivadas em relaccedilatildeo ao tempo satildeo
nulas de acordo com as Equaccedilotildees 26
6
partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

v
Resumo do projeto de graduaccedilatildeo apresentado ao DEMUFRJ como parte dos requisitos
necessaacuterios para obtenccedilatildeo do grau de Engenheiro Mecacircnico
COMPARACcedilAtildeO ENTRE A FORCcedilA DE USINAGEM NO FRESAMENTO DE TOPO E DE
ROSCA PARA O MESMO DIAcircMETRO NOMINAL DA FERRAMENTA
Guilherme de Souza Reis Marun
Fevereiro2017
Orientador Anna Carla Monteiro de Araujo
Curso Engenharia Mecacircnica
O principal objetivo deste trabalho eacute encontrar e analisar as diferenccedilas no compor-
tamento da forccedila de corte nos fresamentos de topo e de rosca Para alcanccedilar este objetivo
foram modeladas diferentes trajetoacuterias para cada processo identificando a espessura do
cavaco e a aacuterea de corte de cada um deles Com estes valores foram feitas simulaccedilotildees
atraveacutes do software Mathematica para encontrar os graacuteficos referentes ao comportamento da forccedila de corte Fc Os resultados obtidos mostram as diferenccedilas da forccedila de corte com
geometrias de corte diferentes em cada trajetoacuteria e tambeacutem as diferenccedilas entre o fresa- mento
de topo e de rosca com as mesmas trajetoacuterias
Palavras-chave Forccedila de corte fresamento de topo fresamento de rosca espessura do
cavaco aacuterea de corte
vi
Abstract of Undergraduate Project presented to DEMUFRJ as a part fulfillment of the requirements for the degree of Engineer
COMPARISON BETWEEN THE CUTTING FORCE OF TOP MILLING AND THREAD MILLING
FOR THE SAME TOOL NOMINAL DIAMETER
Guilherme de Souza Reis Marun
February2017
Advisor Anna Carla Monteiro de Araujo
Couse Mechanical Engineering
The main goal of this project is to find and analyze the differences in the behavior of the cutting
force of top milling and thread milling To reach this goal it was modeled different trajectories for
each process identifying the chip thickness and the cutting area on each one of them Using
these values simulations were made using Mathematica software to find the plots of the
behaviors of the cutting force Fc The results that were obtained show the differences between
the cutting force with different cutting geometries and also the differences between the top
milling and thread milling with the same trajectories
Keywords Cutting force top milling thread milling chip thickness cutting area
Sumaacuterio
1 Introduccedilatildeo 1
2 Fresamento de Topo 3
21 Paracircmetros de corte no fresamento 3
22 Trajetoacuterias da ferramenta no fresamento de topo 6
221 Linear 6
222 Circular 7
223 Trajetoacuteria Helicoidal 10
23 Forccedila de Corte no fresamento de topo 12
231 Espessura do cavaco e Aacuterea de Corte 12
232 Forccedila de corte no fresamento de topo 14
3 Fresamento de Rosca 16
31 Geometria das Roscas 16
32 Ferramenta para Fresamento de Rosca 19
33 Trajetoacuterias da fresa de rosca 20
331 Trajetoacuteria Linear - apenas para modelagem 20
332 Helicoidal 22
34 Forccedilas no Fresamento de Rosca 23
4 Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca 24
41 Geometria da ferramenta e paracircmetros de corte 24
42 Trajetoacuterias simuladas 26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte 27
431 Fresamento de topo 27
i
44 Fresamento de Rosca 36
5 Conclusatildeo 43
6 Referecircncias Bibliograacuteficas 46
Apecircndices i
ii
Lista de Figuras
21 Velocidades de corte e de avanccedilo no fresamento 4
22 Acircngulos θ1 e θ2 5
23 Anaacutelise da geometria na trajetoacuteria linear 7
24 Processo de fresamento circular [1] 8
25 Trajetoacuteria circular da ferramenta 9
26 Anaacutelise da geometria na trajetoacuteria circular 10
27 Trajetoacuteria helicoidal da ferramenta 11
28 Espessura do cavaco em um fresamento de topo linear 13
29 Comportamento da forccedila de corte no fresamento 15
31 Processo de fresamento externo [5] 16
32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5] 18
33 Paracircmetros definidos para rosca meacutetrica [6] 19
34 Imagem de uma fresa de rosca com canais retos [7] 19
35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z) 20
36 Cavaco retirado com θ2max = 180 21
37 Vista superior do cavaco retirado 21
38 Corte transversal do material removido 22
39 Corte transversal do material removido 23
41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8]) 25
42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2 27
43 Graacutefico com os valores de espessura do cavaco da Tabela 45 28
44 Espessura do cavaco durante uma volta completa da ferramenta 30
45 Forccedila de corte durante uma volta completa da ferramenta 31
iii
46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2 32
47 Graacutefico com os valores de espessura do cavaco da Tabela 47 33
48 Espessura do cavaco durante uma volta completa da ferramenta 34
49 Forccedila de corte durante uma volta completa da ferramenta 34
410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2 35
411 Forccedila de corte durante iniacutecio do processo 36
412 Forccedila de corte durante final do processo 36
413 Espessura do cavaco pela altura z para θ2 fixo 37
414 Aacuterea de corte durante uma volta completa da ferramenta 39
415 Forccedila de corte durante uma volta completa da ferramenta 39
416 Espessura do cavaco pela altura z 40
417 Forccedila de corte a primeira volta completa da ferramenta 41
418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila 42
iv
Lista de Tabelas
41 Paracircmetros geomeacutetricos da Fresa de Topo 24
42 Paracircmetros geomeacutetricos da Fresa de Rosca 25
43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca 26
44 My caption 26
45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 28
46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear 29
47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 33
48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular 33
49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear 38
410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal 40
51 Resultados da forccedila de corte maacutexima 44
52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2 44
v
Capiacutetulo 1
Introduccedilatildeo
Este trabalho tem como objetivo principal encontrar e analisar diferenccedilas no com-
portamento da forccedila de corte entre dois tipos de fresamento de topo e de rosca compa-
rando trajetoacuterias diferentes do movimento da ferramenta
Essas comparaccedilotildees seratildeo feitas entre trajetoacuterias para o fresamento de topo e depois
para o fresamento de rosca tendo assim uma maneira de identificar qual dos processos
sofre maiores alteraccedilotildees nas forccedilas de corte e tambeacutem espera-se obter resultados que
possibilitem essa conclusatildeo Ainda como objetivo pode-se destacar tambeacutem apontar
as diferenccedilas das ferramentas utilizadas em cada processo e de como cada uma corta o
material de maneira distinta visto que a fresa de rosca tem suas arestas de corte diferentes
da fresa de topo e por isso fazem cortes diferenciados
O presente estudo se torna de grande importacircncia visto que o processo de fresa-
mento eacute um dos processos de maior utilizaccedilatildeo atualmente Tanto o fresamento de topo
quando o fresamento de rosca satildeo amplamente utilizados no mercado mesmo existindo
outros processos de fabricaccedilatildeo semelhantes o fresamento tem maior produtividade e ga-
rante uma qualidade boa para as peccedilas fabricadas Tambeacutem este tipo de processo eacute li-
mitado a produzir peccedilas de pequeno porte considerando as maacutequinas utilizadas para tais
processos natildeo comportarem objetos grandes peccedilas relacionadas agrave mecacircnica como porcas
parafusos de maneira geral podem ser fabricadas com a utilizaccedilatildeo do fresamento A forccedila
de corte necessaacuteria para o processo de fresamento eacute importante uma vez que toda maacute-
quina tem uma potecircncia maacutexima disponiacutevel e eacute necessaacuterio ajustar os paracircmetros de cada
processo para que as forccedilas de usinagem natildeo sobrecarreguem a maacutequina A ferramenta
1
tambeacutem precisa ser selecionada quanto ao diacircmetro e o material Aleacutem disso poucos
trabalhos realizados ateacute hoje apresentam estudos referentes ao caacutelculo de forccedilas de corte
A metodologia utilizada para calcular a forccedila de corte de um processo eacute feita a partir
da modelagem da espessura do cavaco retirado da peccedila e consequentemente da aacuterea de
corte Para a modelagem da espessura do cavaco foi utilizado o modelo de Martellotti e
uma aproximaccedilatildeo feita a partir da geometria do corte para o fresamento de topo Para o
fresamento de rosca a modelagem do cavaco e da aacuterea de corte foi identificando o cavaco
com a simulaccedilatildeo virtual da geometria de corte Com auxiacutelio do software AutoCAD foi
desenhado o conjunto peccedila e ferramenta em dois momentos o primeiro no qual a posiccedilatildeo
da do eixo da ferramenta eacute a posiccedilatildeo que um dente da ferramenta passa pela peccedila e
depois a posiccedilatildeo do eixo em que o dente seguinte passa pela peccedila com isso tem-se o
cavaco retirado da peccedila apoacutes um avanccedilo por dente
Os paracircmetros do processo de usinagem foram selecionados considerando uma si-
mulaccedilatildeo de uma fabricaccedilatildeo de rosca de material accedilo-carbono com pressatildeo especiacutefica de
corte constante Duas ferramentas satildeo consideradas uma fresa de topo e uma fresa de
rosca M10 com passo de 15mm para o fresamento de topo as mesmas dimensotildees foram
consideradas poreacutem para uma ferramenta de topo com diacircmetro constante
O trabalho foi dividido em trecircs partes na primeira apresentada no Capiacutetulo 2 eacute
dada uma visatildeo geral dos paracircmetros baacutesicos do processo de fresamento eacute feita uma
apresentaccedilatildeo do que eacute a espessura do cavaco e como ela eacute utilizada para os caacutelculos da
aacuterea de corte e da forccedila de corte e satildeo apresentados os dois tipos de fresamento citados
de topo e de rosca e suas diversas trajetoacuterias utilizadas para esse estudo No capiacutetulo 3
a geometria de rosca eacute apresentada assim como as aplicaccedilotildees para cada tipo de perfil
de rosca e como o processo do fresamento de rosca eacute torna diferente do fresamento de
topo Ainda no Capiacutetulo 3 eacute visto a geometria da aacuterea de corte do fresamento de rosca e
como ela eacute utilizada para o caacutelculo da forccedila de corte No Capiacutetulo 4 satildeo modelados os
processos dos capiacutetulos anteriores jaacute com paracircmetros reais de uma ferramenta e com o
auxiacutelio do software simuladas cada trajetoacuteria para obter os graacuteficos referentes as forccedilas de
corte de cada trajetoacuteria em cada um dos dois processos No Capiacutetulo 5 satildeo apresentadas
as conclusotildees finais deste trabalho
2
Capiacutetulo 2
Fresamento de Topo
O processo de fresamento eacute um dos processos mais utilizados e comuns da usina-
gem dos materiais trata-se de um processo de obtenccedilatildeo de superfiacutecies com ferramenta
rotativa multicortante chamada fresa No fresamento de topo usualmente o diacircmetro da
ferramente eacute menor que a altura do material removido e a superfiacutecie usinada eacute perpendi-
cular ao eixo de rotaccedilatildeo da fresa
21 Paracircmetros de corte no fresamento
Os paracircmetros de corte satildeo necessaacuterios para planejar o processo e tambeacutem influ-
enciam no acabamento final da peccedila A maacutequina-ferramenta deve ter potecircncia suficiente
para realizar o processo de acordo com os paracircmetros escolhidos Os paracircmetros baacutesicos
de usinagem satildeo a velocidade de corte vc o avanccedilo por dente ft a profundidade de corte
ap e a largura de corte ae
A velocidade de corte vc eacute a velocidade instantacircnea do ponto de referecircncia da aresta
de corte Sua direccedilatildeo eacute tangente ao ponto de contato entre peccedila e ferramenta e eacute usu-
almente representada em mmin A rotaccedilatildeo da ferramenta n que eacute aplicada ao eixo de
rotaccedilatildeo pode ser calculada a partir de vc de acordo com a equaccedilatildeo 21 onde D f eacute o
diacircmetro nominal da ferramenta Quando o diacircmetro natildeo eacute constante a vc varia com a
posiccedilatildeo e com d(z) que eacute diacircmetro da ferramenta em um ponto qualquer a uma distacircncia
z da base da ferramenta
3
n =vc1000
πD f[rpm] (21)
O avanccedilo f eacute o percurso que o ponto no centro da ferramenta percorre quando a
ferramenta completa uma volta O avanccedilo por dente ft eacute a quantidade de material usinado
em uma volta na direccedilatildeo de avanccedilo dividido pelo nuacutemero de dentes z que a ferramenta
possui ou seja eacute o avanccedilo apoacutes cada dente ter passado pela peccedila
A velocidade de avanccedilo vf eacute a velocidade instantacircnea de translaccedilatildeo da ferramenta
segundo a direccedilatildeo e sentido do avanccedilo Eacute calculada a partir da velocidade de rotaccedilatildeo n
do avanccedilo por dente ft e do nuacutemero de dentes da ferramenta z
v f = ft zn[mmmin] (22)
Na Figura 21 pode-se observar as velocidades definidas de acordo com o sentido
de horaacuterio de rotaccedilatildeo da ferramenta para um fresamento de topo
Figura 21 Velocidades de corte e de avanccedilo no fresamento
A profundidade de corte ap eacute a penetraccedilatildeo da ferramenta na peccedila medida perpendi-
cularmente ao plano de trabalho A espessura de corte ae eacute a penetraccedilatildeo da ferramenta no
plano de trabalho O plano de trabalho eacute o plano que conteacutem as velocidades v f e vc
O acircngulo θ2 eacute o acircngulo que define a posiccedilatildeo de um dente da ferramenta de acordo
com a sua rotaccedilatildeo em volta do proacuteprio eixo Este acircngulo cresce no sentido da rotaccedilatildeo
da ferramenta Para uma trajetoacuteria linear o acircngulo θ2 eacute medido a partir do eixo y como
4
visto na Figura 23 jaacute para trajetoacuterias em que a ferramenta faz um percurso circular ao
redor da peccedila o acircngulo θ2 eacute medido a partir do raio da trajetoacuteria ou seja da reta que liga
o centro da ferramenta ao centro da peccedila como pode ser visto na Figura 22
Para as trajetoacuterias que a ferramenta faz um movimento circular ao redor da peccedila a
trajetoacuteria possui um raio Rt e o acircngulo θ1 eacute o acircngulo que relaciona as posiccedilotildees x e y do
centro da ferramenta com o centro da peccedila como mostra a Figura 22
Figura 22 Acircngulos θ1 e θ2
Como pela definiccedilatildeo do acircngulo θ2 ele eacute definido por uma reta que estaacute variando
com o avanccedilo da ferramenta eacute necessaacuterio definir o acircngulo θ que eacute o acircngulo medido a
partir do eixo fixo x ateacute a reta que liga os centros da fresa e da ferramenta no sentido
anti-horaacuterio A variaccedilatildeo de 2π de θ define um avanccedilo completo da fresa e sua definiccedilatildeo eacute
dada pela Equaccedilatildeo 23
θ = (180minusθ1)+θ2 (23)
Por conta disso existe uma defasagem entre a volta completa de θ2 e o iniacutecio do
proacuteximo corte poreacutem pelo avanccedilo da ferramenta que seraacute utilizado neste trabalho ser
5
muito pequeno comparado agraves dimensotildees da peccedila e ferramenta esta defasagem natildeo seraacute
apresentada nos graacuteficos E tambeacutem por conta disto os acircngulos θ1 e θ2 podem ser
relacionados de acordo com raio da trajetoacuteria Rt e o avanccedilo f de acordo com a Equaccedilatildeo
24 Nesta equaccedilatildeo eacute considerado o nuacutemero de voltas que a ferramenta faz em volta do
proacuteprio eixo para completar uma volta total ao redor da peccedila
θ2 =θ1 f
2πRt(24)
22 Trajetoacuterias da ferramenta no fresamento de topo
Neste trabalho seratildeo abordadas trajetoacuterias diferentes para o fresamento de topo
linear circular e helicoidal As trajetoacuterias realizadas pela ferramenta podem ser definidas
pelo comportamento da velocidade de avanccedilo v f e pela geometria de corte Modelos de
vistas superiores ao processo tambeacutem satildeo apresentados representando os paracircmetros de
cada trajetoacuteria
221 Linear
Uma trajetoacuteria linear da ferramenta ilustrada pela Figura 22 significa que a di-
reccedilatildeo de avanccedilo eacute a mesma durante todo o processo Considerando que a velocidade de
avanccedilo v f pode ser definida como um vetor na trajetoacuteria linear a componente v f z eacute nula
por conta da ferramenta natildeo ter movimento vertical como indica a Equaccedilatildeo 25
~v f =
v f x
v f y
0
(25)
Isso confirma a profundidade de corte ap constante devido ao movimento da ferra-
menta ser somente no plano xy Tambeacutem no processo de fresamento as componentes da
velocidade de avanccedilo v f satildeo constantes ou seja suas derivadas em relaccedilatildeo ao tempo satildeo
nulas de acordo com as Equaccedilotildees 26
6
partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

vi
Abstract of Undergraduate Project presented to DEMUFRJ as a part fulfillment of the requirements for the degree of Engineer
COMPARISON BETWEEN THE CUTTING FORCE OF TOP MILLING AND THREAD MILLING
FOR THE SAME TOOL NOMINAL DIAMETER
Guilherme de Souza Reis Marun
February2017
Advisor Anna Carla Monteiro de Araujo
Couse Mechanical Engineering
The main goal of this project is to find and analyze the differences in the behavior of the cutting
force of top milling and thread milling To reach this goal it was modeled different trajectories for
each process identifying the chip thickness and the cutting area on each one of them Using
these values simulations were made using Mathematica software to find the plots of the
behaviors of the cutting force Fc The results that were obtained show the differences between
the cutting force with different cutting geometries and also the differences between the top
milling and thread milling with the same trajectories
Keywords Cutting force top milling thread milling chip thickness cutting area
Sumaacuterio
1 Introduccedilatildeo 1
2 Fresamento de Topo 3
21 Paracircmetros de corte no fresamento 3
22 Trajetoacuterias da ferramenta no fresamento de topo 6
221 Linear 6
222 Circular 7
223 Trajetoacuteria Helicoidal 10
23 Forccedila de Corte no fresamento de topo 12
231 Espessura do cavaco e Aacuterea de Corte 12
232 Forccedila de corte no fresamento de topo 14
3 Fresamento de Rosca 16
31 Geometria das Roscas 16
32 Ferramenta para Fresamento de Rosca 19
33 Trajetoacuterias da fresa de rosca 20
331 Trajetoacuteria Linear - apenas para modelagem 20
332 Helicoidal 22
34 Forccedilas no Fresamento de Rosca 23
4 Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca 24
41 Geometria da ferramenta e paracircmetros de corte 24
42 Trajetoacuterias simuladas 26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte 27
431 Fresamento de topo 27
i
44 Fresamento de Rosca 36
5 Conclusatildeo 43
6 Referecircncias Bibliograacuteficas 46
Apecircndices i
ii
Lista de Figuras
21 Velocidades de corte e de avanccedilo no fresamento 4
22 Acircngulos θ1 e θ2 5
23 Anaacutelise da geometria na trajetoacuteria linear 7
24 Processo de fresamento circular [1] 8
25 Trajetoacuteria circular da ferramenta 9
26 Anaacutelise da geometria na trajetoacuteria circular 10
27 Trajetoacuteria helicoidal da ferramenta 11
28 Espessura do cavaco em um fresamento de topo linear 13
29 Comportamento da forccedila de corte no fresamento 15
31 Processo de fresamento externo [5] 16
32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5] 18
33 Paracircmetros definidos para rosca meacutetrica [6] 19
34 Imagem de uma fresa de rosca com canais retos [7] 19
35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z) 20
36 Cavaco retirado com θ2max = 180 21
37 Vista superior do cavaco retirado 21
38 Corte transversal do material removido 22
39 Corte transversal do material removido 23
41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8]) 25
42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2 27
43 Graacutefico com os valores de espessura do cavaco da Tabela 45 28
44 Espessura do cavaco durante uma volta completa da ferramenta 30
45 Forccedila de corte durante uma volta completa da ferramenta 31
iii
46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2 32
47 Graacutefico com os valores de espessura do cavaco da Tabela 47 33
48 Espessura do cavaco durante uma volta completa da ferramenta 34
49 Forccedila de corte durante uma volta completa da ferramenta 34
410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2 35
411 Forccedila de corte durante iniacutecio do processo 36
412 Forccedila de corte durante final do processo 36
413 Espessura do cavaco pela altura z para θ2 fixo 37
414 Aacuterea de corte durante uma volta completa da ferramenta 39
415 Forccedila de corte durante uma volta completa da ferramenta 39
416 Espessura do cavaco pela altura z 40
417 Forccedila de corte a primeira volta completa da ferramenta 41
418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila 42
iv
Lista de Tabelas
41 Paracircmetros geomeacutetricos da Fresa de Topo 24
42 Paracircmetros geomeacutetricos da Fresa de Rosca 25
43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca 26
44 My caption 26
45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 28
46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear 29
47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 33
48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular 33
49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear 38
410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal 40
51 Resultados da forccedila de corte maacutexima 44
52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2 44
v
Capiacutetulo 1
Introduccedilatildeo
Este trabalho tem como objetivo principal encontrar e analisar diferenccedilas no com-
portamento da forccedila de corte entre dois tipos de fresamento de topo e de rosca compa-
rando trajetoacuterias diferentes do movimento da ferramenta
Essas comparaccedilotildees seratildeo feitas entre trajetoacuterias para o fresamento de topo e depois
para o fresamento de rosca tendo assim uma maneira de identificar qual dos processos
sofre maiores alteraccedilotildees nas forccedilas de corte e tambeacutem espera-se obter resultados que
possibilitem essa conclusatildeo Ainda como objetivo pode-se destacar tambeacutem apontar
as diferenccedilas das ferramentas utilizadas em cada processo e de como cada uma corta o
material de maneira distinta visto que a fresa de rosca tem suas arestas de corte diferentes
da fresa de topo e por isso fazem cortes diferenciados
O presente estudo se torna de grande importacircncia visto que o processo de fresa-
mento eacute um dos processos de maior utilizaccedilatildeo atualmente Tanto o fresamento de topo
quando o fresamento de rosca satildeo amplamente utilizados no mercado mesmo existindo
outros processos de fabricaccedilatildeo semelhantes o fresamento tem maior produtividade e ga-
rante uma qualidade boa para as peccedilas fabricadas Tambeacutem este tipo de processo eacute li-
mitado a produzir peccedilas de pequeno porte considerando as maacutequinas utilizadas para tais
processos natildeo comportarem objetos grandes peccedilas relacionadas agrave mecacircnica como porcas
parafusos de maneira geral podem ser fabricadas com a utilizaccedilatildeo do fresamento A forccedila
de corte necessaacuteria para o processo de fresamento eacute importante uma vez que toda maacute-
quina tem uma potecircncia maacutexima disponiacutevel e eacute necessaacuterio ajustar os paracircmetros de cada
processo para que as forccedilas de usinagem natildeo sobrecarreguem a maacutequina A ferramenta
1
tambeacutem precisa ser selecionada quanto ao diacircmetro e o material Aleacutem disso poucos
trabalhos realizados ateacute hoje apresentam estudos referentes ao caacutelculo de forccedilas de corte
A metodologia utilizada para calcular a forccedila de corte de um processo eacute feita a partir
da modelagem da espessura do cavaco retirado da peccedila e consequentemente da aacuterea de
corte Para a modelagem da espessura do cavaco foi utilizado o modelo de Martellotti e
uma aproximaccedilatildeo feita a partir da geometria do corte para o fresamento de topo Para o
fresamento de rosca a modelagem do cavaco e da aacuterea de corte foi identificando o cavaco
com a simulaccedilatildeo virtual da geometria de corte Com auxiacutelio do software AutoCAD foi
desenhado o conjunto peccedila e ferramenta em dois momentos o primeiro no qual a posiccedilatildeo
da do eixo da ferramenta eacute a posiccedilatildeo que um dente da ferramenta passa pela peccedila e
depois a posiccedilatildeo do eixo em que o dente seguinte passa pela peccedila com isso tem-se o
cavaco retirado da peccedila apoacutes um avanccedilo por dente
Os paracircmetros do processo de usinagem foram selecionados considerando uma si-
mulaccedilatildeo de uma fabricaccedilatildeo de rosca de material accedilo-carbono com pressatildeo especiacutefica de
corte constante Duas ferramentas satildeo consideradas uma fresa de topo e uma fresa de
rosca M10 com passo de 15mm para o fresamento de topo as mesmas dimensotildees foram
consideradas poreacutem para uma ferramenta de topo com diacircmetro constante
O trabalho foi dividido em trecircs partes na primeira apresentada no Capiacutetulo 2 eacute
dada uma visatildeo geral dos paracircmetros baacutesicos do processo de fresamento eacute feita uma
apresentaccedilatildeo do que eacute a espessura do cavaco e como ela eacute utilizada para os caacutelculos da
aacuterea de corte e da forccedila de corte e satildeo apresentados os dois tipos de fresamento citados
de topo e de rosca e suas diversas trajetoacuterias utilizadas para esse estudo No capiacutetulo 3
a geometria de rosca eacute apresentada assim como as aplicaccedilotildees para cada tipo de perfil
de rosca e como o processo do fresamento de rosca eacute torna diferente do fresamento de
topo Ainda no Capiacutetulo 3 eacute visto a geometria da aacuterea de corte do fresamento de rosca e
como ela eacute utilizada para o caacutelculo da forccedila de corte No Capiacutetulo 4 satildeo modelados os
processos dos capiacutetulos anteriores jaacute com paracircmetros reais de uma ferramenta e com o
auxiacutelio do software simuladas cada trajetoacuteria para obter os graacuteficos referentes as forccedilas de
corte de cada trajetoacuteria em cada um dos dois processos No Capiacutetulo 5 satildeo apresentadas
as conclusotildees finais deste trabalho
2
Capiacutetulo 2
Fresamento de Topo
O processo de fresamento eacute um dos processos mais utilizados e comuns da usina-
gem dos materiais trata-se de um processo de obtenccedilatildeo de superfiacutecies com ferramenta
rotativa multicortante chamada fresa No fresamento de topo usualmente o diacircmetro da
ferramente eacute menor que a altura do material removido e a superfiacutecie usinada eacute perpendi-
cular ao eixo de rotaccedilatildeo da fresa
21 Paracircmetros de corte no fresamento
Os paracircmetros de corte satildeo necessaacuterios para planejar o processo e tambeacutem influ-
enciam no acabamento final da peccedila A maacutequina-ferramenta deve ter potecircncia suficiente
para realizar o processo de acordo com os paracircmetros escolhidos Os paracircmetros baacutesicos
de usinagem satildeo a velocidade de corte vc o avanccedilo por dente ft a profundidade de corte
ap e a largura de corte ae
A velocidade de corte vc eacute a velocidade instantacircnea do ponto de referecircncia da aresta
de corte Sua direccedilatildeo eacute tangente ao ponto de contato entre peccedila e ferramenta e eacute usu-
almente representada em mmin A rotaccedilatildeo da ferramenta n que eacute aplicada ao eixo de
rotaccedilatildeo pode ser calculada a partir de vc de acordo com a equaccedilatildeo 21 onde D f eacute o
diacircmetro nominal da ferramenta Quando o diacircmetro natildeo eacute constante a vc varia com a
posiccedilatildeo e com d(z) que eacute diacircmetro da ferramenta em um ponto qualquer a uma distacircncia
z da base da ferramenta
3
n =vc1000
πD f[rpm] (21)
O avanccedilo f eacute o percurso que o ponto no centro da ferramenta percorre quando a
ferramenta completa uma volta O avanccedilo por dente ft eacute a quantidade de material usinado
em uma volta na direccedilatildeo de avanccedilo dividido pelo nuacutemero de dentes z que a ferramenta
possui ou seja eacute o avanccedilo apoacutes cada dente ter passado pela peccedila
A velocidade de avanccedilo vf eacute a velocidade instantacircnea de translaccedilatildeo da ferramenta
segundo a direccedilatildeo e sentido do avanccedilo Eacute calculada a partir da velocidade de rotaccedilatildeo n
do avanccedilo por dente ft e do nuacutemero de dentes da ferramenta z
v f = ft zn[mmmin] (22)
Na Figura 21 pode-se observar as velocidades definidas de acordo com o sentido
de horaacuterio de rotaccedilatildeo da ferramenta para um fresamento de topo
Figura 21 Velocidades de corte e de avanccedilo no fresamento
A profundidade de corte ap eacute a penetraccedilatildeo da ferramenta na peccedila medida perpendi-
cularmente ao plano de trabalho A espessura de corte ae eacute a penetraccedilatildeo da ferramenta no
plano de trabalho O plano de trabalho eacute o plano que conteacutem as velocidades v f e vc
O acircngulo θ2 eacute o acircngulo que define a posiccedilatildeo de um dente da ferramenta de acordo
com a sua rotaccedilatildeo em volta do proacuteprio eixo Este acircngulo cresce no sentido da rotaccedilatildeo
da ferramenta Para uma trajetoacuteria linear o acircngulo θ2 eacute medido a partir do eixo y como
4
visto na Figura 23 jaacute para trajetoacuterias em que a ferramenta faz um percurso circular ao
redor da peccedila o acircngulo θ2 eacute medido a partir do raio da trajetoacuteria ou seja da reta que liga
o centro da ferramenta ao centro da peccedila como pode ser visto na Figura 22
Para as trajetoacuterias que a ferramenta faz um movimento circular ao redor da peccedila a
trajetoacuteria possui um raio Rt e o acircngulo θ1 eacute o acircngulo que relaciona as posiccedilotildees x e y do
centro da ferramenta com o centro da peccedila como mostra a Figura 22
Figura 22 Acircngulos θ1 e θ2
Como pela definiccedilatildeo do acircngulo θ2 ele eacute definido por uma reta que estaacute variando
com o avanccedilo da ferramenta eacute necessaacuterio definir o acircngulo θ que eacute o acircngulo medido a
partir do eixo fixo x ateacute a reta que liga os centros da fresa e da ferramenta no sentido
anti-horaacuterio A variaccedilatildeo de 2π de θ define um avanccedilo completo da fresa e sua definiccedilatildeo eacute
dada pela Equaccedilatildeo 23
θ = (180minusθ1)+θ2 (23)
Por conta disso existe uma defasagem entre a volta completa de θ2 e o iniacutecio do
proacuteximo corte poreacutem pelo avanccedilo da ferramenta que seraacute utilizado neste trabalho ser
5
muito pequeno comparado agraves dimensotildees da peccedila e ferramenta esta defasagem natildeo seraacute
apresentada nos graacuteficos E tambeacutem por conta disto os acircngulos θ1 e θ2 podem ser
relacionados de acordo com raio da trajetoacuteria Rt e o avanccedilo f de acordo com a Equaccedilatildeo
24 Nesta equaccedilatildeo eacute considerado o nuacutemero de voltas que a ferramenta faz em volta do
proacuteprio eixo para completar uma volta total ao redor da peccedila
θ2 =θ1 f
2πRt(24)
22 Trajetoacuterias da ferramenta no fresamento de topo
Neste trabalho seratildeo abordadas trajetoacuterias diferentes para o fresamento de topo
linear circular e helicoidal As trajetoacuterias realizadas pela ferramenta podem ser definidas
pelo comportamento da velocidade de avanccedilo v f e pela geometria de corte Modelos de
vistas superiores ao processo tambeacutem satildeo apresentados representando os paracircmetros de
cada trajetoacuteria
221 Linear
Uma trajetoacuteria linear da ferramenta ilustrada pela Figura 22 significa que a di-
reccedilatildeo de avanccedilo eacute a mesma durante todo o processo Considerando que a velocidade de
avanccedilo v f pode ser definida como um vetor na trajetoacuteria linear a componente v f z eacute nula
por conta da ferramenta natildeo ter movimento vertical como indica a Equaccedilatildeo 25
~v f =
v f x
v f y
0
(25)
Isso confirma a profundidade de corte ap constante devido ao movimento da ferra-
menta ser somente no plano xy Tambeacutem no processo de fresamento as componentes da
velocidade de avanccedilo v f satildeo constantes ou seja suas derivadas em relaccedilatildeo ao tempo satildeo
nulas de acordo com as Equaccedilotildees 26
6
partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Sumaacuterio
1 Introduccedilatildeo 1
2 Fresamento de Topo 3
21 Paracircmetros de corte no fresamento 3
22 Trajetoacuterias da ferramenta no fresamento de topo 6
221 Linear 6
222 Circular 7
223 Trajetoacuteria Helicoidal 10
23 Forccedila de Corte no fresamento de topo 12
231 Espessura do cavaco e Aacuterea de Corte 12
232 Forccedila de corte no fresamento de topo 14
3 Fresamento de Rosca 16
31 Geometria das Roscas 16
32 Ferramenta para Fresamento de Rosca 19
33 Trajetoacuterias da fresa de rosca 20
331 Trajetoacuteria Linear - apenas para modelagem 20
332 Helicoidal 22
34 Forccedilas no Fresamento de Rosca 23
4 Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca 24
41 Geometria da ferramenta e paracircmetros de corte 24
42 Trajetoacuterias simuladas 26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte 27
431 Fresamento de topo 27
i
44 Fresamento de Rosca 36
5 Conclusatildeo 43
6 Referecircncias Bibliograacuteficas 46
Apecircndices i
ii
Lista de Figuras
21 Velocidades de corte e de avanccedilo no fresamento 4
22 Acircngulos θ1 e θ2 5
23 Anaacutelise da geometria na trajetoacuteria linear 7
24 Processo de fresamento circular [1] 8
25 Trajetoacuteria circular da ferramenta 9
26 Anaacutelise da geometria na trajetoacuteria circular 10
27 Trajetoacuteria helicoidal da ferramenta 11
28 Espessura do cavaco em um fresamento de topo linear 13
29 Comportamento da forccedila de corte no fresamento 15
31 Processo de fresamento externo [5] 16
32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5] 18
33 Paracircmetros definidos para rosca meacutetrica [6] 19
34 Imagem de uma fresa de rosca com canais retos [7] 19
35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z) 20
36 Cavaco retirado com θ2max = 180 21
37 Vista superior do cavaco retirado 21
38 Corte transversal do material removido 22
39 Corte transversal do material removido 23
41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8]) 25
42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2 27
43 Graacutefico com os valores de espessura do cavaco da Tabela 45 28
44 Espessura do cavaco durante uma volta completa da ferramenta 30
45 Forccedila de corte durante uma volta completa da ferramenta 31
iii
46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2 32
47 Graacutefico com os valores de espessura do cavaco da Tabela 47 33
48 Espessura do cavaco durante uma volta completa da ferramenta 34
49 Forccedila de corte durante uma volta completa da ferramenta 34
410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2 35
411 Forccedila de corte durante iniacutecio do processo 36
412 Forccedila de corte durante final do processo 36
413 Espessura do cavaco pela altura z para θ2 fixo 37
414 Aacuterea de corte durante uma volta completa da ferramenta 39
415 Forccedila de corte durante uma volta completa da ferramenta 39
416 Espessura do cavaco pela altura z 40
417 Forccedila de corte a primeira volta completa da ferramenta 41
418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila 42
iv
Lista de Tabelas
41 Paracircmetros geomeacutetricos da Fresa de Topo 24
42 Paracircmetros geomeacutetricos da Fresa de Rosca 25
43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca 26
44 My caption 26
45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 28
46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear 29
47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 33
48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular 33
49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear 38
410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal 40
51 Resultados da forccedila de corte maacutexima 44
52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2 44
v
Capiacutetulo 1
Introduccedilatildeo
Este trabalho tem como objetivo principal encontrar e analisar diferenccedilas no com-
portamento da forccedila de corte entre dois tipos de fresamento de topo e de rosca compa-
rando trajetoacuterias diferentes do movimento da ferramenta
Essas comparaccedilotildees seratildeo feitas entre trajetoacuterias para o fresamento de topo e depois
para o fresamento de rosca tendo assim uma maneira de identificar qual dos processos
sofre maiores alteraccedilotildees nas forccedilas de corte e tambeacutem espera-se obter resultados que
possibilitem essa conclusatildeo Ainda como objetivo pode-se destacar tambeacutem apontar
as diferenccedilas das ferramentas utilizadas em cada processo e de como cada uma corta o
material de maneira distinta visto que a fresa de rosca tem suas arestas de corte diferentes
da fresa de topo e por isso fazem cortes diferenciados
O presente estudo se torna de grande importacircncia visto que o processo de fresa-
mento eacute um dos processos de maior utilizaccedilatildeo atualmente Tanto o fresamento de topo
quando o fresamento de rosca satildeo amplamente utilizados no mercado mesmo existindo
outros processos de fabricaccedilatildeo semelhantes o fresamento tem maior produtividade e ga-
rante uma qualidade boa para as peccedilas fabricadas Tambeacutem este tipo de processo eacute li-
mitado a produzir peccedilas de pequeno porte considerando as maacutequinas utilizadas para tais
processos natildeo comportarem objetos grandes peccedilas relacionadas agrave mecacircnica como porcas
parafusos de maneira geral podem ser fabricadas com a utilizaccedilatildeo do fresamento A forccedila
de corte necessaacuteria para o processo de fresamento eacute importante uma vez que toda maacute-
quina tem uma potecircncia maacutexima disponiacutevel e eacute necessaacuterio ajustar os paracircmetros de cada
processo para que as forccedilas de usinagem natildeo sobrecarreguem a maacutequina A ferramenta
1
tambeacutem precisa ser selecionada quanto ao diacircmetro e o material Aleacutem disso poucos
trabalhos realizados ateacute hoje apresentam estudos referentes ao caacutelculo de forccedilas de corte
A metodologia utilizada para calcular a forccedila de corte de um processo eacute feita a partir
da modelagem da espessura do cavaco retirado da peccedila e consequentemente da aacuterea de
corte Para a modelagem da espessura do cavaco foi utilizado o modelo de Martellotti e
uma aproximaccedilatildeo feita a partir da geometria do corte para o fresamento de topo Para o
fresamento de rosca a modelagem do cavaco e da aacuterea de corte foi identificando o cavaco
com a simulaccedilatildeo virtual da geometria de corte Com auxiacutelio do software AutoCAD foi
desenhado o conjunto peccedila e ferramenta em dois momentos o primeiro no qual a posiccedilatildeo
da do eixo da ferramenta eacute a posiccedilatildeo que um dente da ferramenta passa pela peccedila e
depois a posiccedilatildeo do eixo em que o dente seguinte passa pela peccedila com isso tem-se o
cavaco retirado da peccedila apoacutes um avanccedilo por dente
Os paracircmetros do processo de usinagem foram selecionados considerando uma si-
mulaccedilatildeo de uma fabricaccedilatildeo de rosca de material accedilo-carbono com pressatildeo especiacutefica de
corte constante Duas ferramentas satildeo consideradas uma fresa de topo e uma fresa de
rosca M10 com passo de 15mm para o fresamento de topo as mesmas dimensotildees foram
consideradas poreacutem para uma ferramenta de topo com diacircmetro constante
O trabalho foi dividido em trecircs partes na primeira apresentada no Capiacutetulo 2 eacute
dada uma visatildeo geral dos paracircmetros baacutesicos do processo de fresamento eacute feita uma
apresentaccedilatildeo do que eacute a espessura do cavaco e como ela eacute utilizada para os caacutelculos da
aacuterea de corte e da forccedila de corte e satildeo apresentados os dois tipos de fresamento citados
de topo e de rosca e suas diversas trajetoacuterias utilizadas para esse estudo No capiacutetulo 3
a geometria de rosca eacute apresentada assim como as aplicaccedilotildees para cada tipo de perfil
de rosca e como o processo do fresamento de rosca eacute torna diferente do fresamento de
topo Ainda no Capiacutetulo 3 eacute visto a geometria da aacuterea de corte do fresamento de rosca e
como ela eacute utilizada para o caacutelculo da forccedila de corte No Capiacutetulo 4 satildeo modelados os
processos dos capiacutetulos anteriores jaacute com paracircmetros reais de uma ferramenta e com o
auxiacutelio do software simuladas cada trajetoacuteria para obter os graacuteficos referentes as forccedilas de
corte de cada trajetoacuteria em cada um dos dois processos No Capiacutetulo 5 satildeo apresentadas
as conclusotildees finais deste trabalho
2
Capiacutetulo 2
Fresamento de Topo
O processo de fresamento eacute um dos processos mais utilizados e comuns da usina-
gem dos materiais trata-se de um processo de obtenccedilatildeo de superfiacutecies com ferramenta
rotativa multicortante chamada fresa No fresamento de topo usualmente o diacircmetro da
ferramente eacute menor que a altura do material removido e a superfiacutecie usinada eacute perpendi-
cular ao eixo de rotaccedilatildeo da fresa
21 Paracircmetros de corte no fresamento
Os paracircmetros de corte satildeo necessaacuterios para planejar o processo e tambeacutem influ-
enciam no acabamento final da peccedila A maacutequina-ferramenta deve ter potecircncia suficiente
para realizar o processo de acordo com os paracircmetros escolhidos Os paracircmetros baacutesicos
de usinagem satildeo a velocidade de corte vc o avanccedilo por dente ft a profundidade de corte
ap e a largura de corte ae
A velocidade de corte vc eacute a velocidade instantacircnea do ponto de referecircncia da aresta
de corte Sua direccedilatildeo eacute tangente ao ponto de contato entre peccedila e ferramenta e eacute usu-
almente representada em mmin A rotaccedilatildeo da ferramenta n que eacute aplicada ao eixo de
rotaccedilatildeo pode ser calculada a partir de vc de acordo com a equaccedilatildeo 21 onde D f eacute o
diacircmetro nominal da ferramenta Quando o diacircmetro natildeo eacute constante a vc varia com a
posiccedilatildeo e com d(z) que eacute diacircmetro da ferramenta em um ponto qualquer a uma distacircncia
z da base da ferramenta
3
n =vc1000
πD f[rpm] (21)
O avanccedilo f eacute o percurso que o ponto no centro da ferramenta percorre quando a
ferramenta completa uma volta O avanccedilo por dente ft eacute a quantidade de material usinado
em uma volta na direccedilatildeo de avanccedilo dividido pelo nuacutemero de dentes z que a ferramenta
possui ou seja eacute o avanccedilo apoacutes cada dente ter passado pela peccedila
A velocidade de avanccedilo vf eacute a velocidade instantacircnea de translaccedilatildeo da ferramenta
segundo a direccedilatildeo e sentido do avanccedilo Eacute calculada a partir da velocidade de rotaccedilatildeo n
do avanccedilo por dente ft e do nuacutemero de dentes da ferramenta z
v f = ft zn[mmmin] (22)
Na Figura 21 pode-se observar as velocidades definidas de acordo com o sentido
de horaacuterio de rotaccedilatildeo da ferramenta para um fresamento de topo
Figura 21 Velocidades de corte e de avanccedilo no fresamento
A profundidade de corte ap eacute a penetraccedilatildeo da ferramenta na peccedila medida perpendi-
cularmente ao plano de trabalho A espessura de corte ae eacute a penetraccedilatildeo da ferramenta no
plano de trabalho O plano de trabalho eacute o plano que conteacutem as velocidades v f e vc
O acircngulo θ2 eacute o acircngulo que define a posiccedilatildeo de um dente da ferramenta de acordo
com a sua rotaccedilatildeo em volta do proacuteprio eixo Este acircngulo cresce no sentido da rotaccedilatildeo
da ferramenta Para uma trajetoacuteria linear o acircngulo θ2 eacute medido a partir do eixo y como
4
visto na Figura 23 jaacute para trajetoacuterias em que a ferramenta faz um percurso circular ao
redor da peccedila o acircngulo θ2 eacute medido a partir do raio da trajetoacuteria ou seja da reta que liga
o centro da ferramenta ao centro da peccedila como pode ser visto na Figura 22
Para as trajetoacuterias que a ferramenta faz um movimento circular ao redor da peccedila a
trajetoacuteria possui um raio Rt e o acircngulo θ1 eacute o acircngulo que relaciona as posiccedilotildees x e y do
centro da ferramenta com o centro da peccedila como mostra a Figura 22
Figura 22 Acircngulos θ1 e θ2
Como pela definiccedilatildeo do acircngulo θ2 ele eacute definido por uma reta que estaacute variando
com o avanccedilo da ferramenta eacute necessaacuterio definir o acircngulo θ que eacute o acircngulo medido a
partir do eixo fixo x ateacute a reta que liga os centros da fresa e da ferramenta no sentido
anti-horaacuterio A variaccedilatildeo de 2π de θ define um avanccedilo completo da fresa e sua definiccedilatildeo eacute
dada pela Equaccedilatildeo 23
θ = (180minusθ1)+θ2 (23)
Por conta disso existe uma defasagem entre a volta completa de θ2 e o iniacutecio do
proacuteximo corte poreacutem pelo avanccedilo da ferramenta que seraacute utilizado neste trabalho ser
5
muito pequeno comparado agraves dimensotildees da peccedila e ferramenta esta defasagem natildeo seraacute
apresentada nos graacuteficos E tambeacutem por conta disto os acircngulos θ1 e θ2 podem ser
relacionados de acordo com raio da trajetoacuteria Rt e o avanccedilo f de acordo com a Equaccedilatildeo
24 Nesta equaccedilatildeo eacute considerado o nuacutemero de voltas que a ferramenta faz em volta do
proacuteprio eixo para completar uma volta total ao redor da peccedila
θ2 =θ1 f
2πRt(24)
22 Trajetoacuterias da ferramenta no fresamento de topo
Neste trabalho seratildeo abordadas trajetoacuterias diferentes para o fresamento de topo
linear circular e helicoidal As trajetoacuterias realizadas pela ferramenta podem ser definidas
pelo comportamento da velocidade de avanccedilo v f e pela geometria de corte Modelos de
vistas superiores ao processo tambeacutem satildeo apresentados representando os paracircmetros de
cada trajetoacuteria
221 Linear
Uma trajetoacuteria linear da ferramenta ilustrada pela Figura 22 significa que a di-
reccedilatildeo de avanccedilo eacute a mesma durante todo o processo Considerando que a velocidade de
avanccedilo v f pode ser definida como um vetor na trajetoacuteria linear a componente v f z eacute nula
por conta da ferramenta natildeo ter movimento vertical como indica a Equaccedilatildeo 25
~v f =
v f x
v f y
0
(25)
Isso confirma a profundidade de corte ap constante devido ao movimento da ferra-
menta ser somente no plano xy Tambeacutem no processo de fresamento as componentes da
velocidade de avanccedilo v f satildeo constantes ou seja suas derivadas em relaccedilatildeo ao tempo satildeo
nulas de acordo com as Equaccedilotildees 26
6
partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

44 Fresamento de Rosca 36
5 Conclusatildeo 43
6 Referecircncias Bibliograacuteficas 46
Apecircndices i
ii
Lista de Figuras
21 Velocidades de corte e de avanccedilo no fresamento 4
22 Acircngulos θ1 e θ2 5
23 Anaacutelise da geometria na trajetoacuteria linear 7
24 Processo de fresamento circular [1] 8
25 Trajetoacuteria circular da ferramenta 9
26 Anaacutelise da geometria na trajetoacuteria circular 10
27 Trajetoacuteria helicoidal da ferramenta 11
28 Espessura do cavaco em um fresamento de topo linear 13
29 Comportamento da forccedila de corte no fresamento 15
31 Processo de fresamento externo [5] 16
32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5] 18
33 Paracircmetros definidos para rosca meacutetrica [6] 19
34 Imagem de uma fresa de rosca com canais retos [7] 19
35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z) 20
36 Cavaco retirado com θ2max = 180 21
37 Vista superior do cavaco retirado 21
38 Corte transversal do material removido 22
39 Corte transversal do material removido 23
41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8]) 25
42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2 27
43 Graacutefico com os valores de espessura do cavaco da Tabela 45 28
44 Espessura do cavaco durante uma volta completa da ferramenta 30
45 Forccedila de corte durante uma volta completa da ferramenta 31
iii
46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2 32
47 Graacutefico com os valores de espessura do cavaco da Tabela 47 33
48 Espessura do cavaco durante uma volta completa da ferramenta 34
49 Forccedila de corte durante uma volta completa da ferramenta 34
410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2 35
411 Forccedila de corte durante iniacutecio do processo 36
412 Forccedila de corte durante final do processo 36
413 Espessura do cavaco pela altura z para θ2 fixo 37
414 Aacuterea de corte durante uma volta completa da ferramenta 39
415 Forccedila de corte durante uma volta completa da ferramenta 39
416 Espessura do cavaco pela altura z 40
417 Forccedila de corte a primeira volta completa da ferramenta 41
418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila 42
iv
Lista de Tabelas
41 Paracircmetros geomeacutetricos da Fresa de Topo 24
42 Paracircmetros geomeacutetricos da Fresa de Rosca 25
43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca 26
44 My caption 26
45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 28
46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear 29
47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 33
48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular 33
49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear 38
410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal 40
51 Resultados da forccedila de corte maacutexima 44
52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2 44
v
Capiacutetulo 1
Introduccedilatildeo
Este trabalho tem como objetivo principal encontrar e analisar diferenccedilas no com-
portamento da forccedila de corte entre dois tipos de fresamento de topo e de rosca compa-
rando trajetoacuterias diferentes do movimento da ferramenta
Essas comparaccedilotildees seratildeo feitas entre trajetoacuterias para o fresamento de topo e depois
para o fresamento de rosca tendo assim uma maneira de identificar qual dos processos
sofre maiores alteraccedilotildees nas forccedilas de corte e tambeacutem espera-se obter resultados que
possibilitem essa conclusatildeo Ainda como objetivo pode-se destacar tambeacutem apontar
as diferenccedilas das ferramentas utilizadas em cada processo e de como cada uma corta o
material de maneira distinta visto que a fresa de rosca tem suas arestas de corte diferentes
da fresa de topo e por isso fazem cortes diferenciados
O presente estudo se torna de grande importacircncia visto que o processo de fresa-
mento eacute um dos processos de maior utilizaccedilatildeo atualmente Tanto o fresamento de topo
quando o fresamento de rosca satildeo amplamente utilizados no mercado mesmo existindo
outros processos de fabricaccedilatildeo semelhantes o fresamento tem maior produtividade e ga-
rante uma qualidade boa para as peccedilas fabricadas Tambeacutem este tipo de processo eacute li-
mitado a produzir peccedilas de pequeno porte considerando as maacutequinas utilizadas para tais
processos natildeo comportarem objetos grandes peccedilas relacionadas agrave mecacircnica como porcas
parafusos de maneira geral podem ser fabricadas com a utilizaccedilatildeo do fresamento A forccedila
de corte necessaacuteria para o processo de fresamento eacute importante uma vez que toda maacute-
quina tem uma potecircncia maacutexima disponiacutevel e eacute necessaacuterio ajustar os paracircmetros de cada
processo para que as forccedilas de usinagem natildeo sobrecarreguem a maacutequina A ferramenta
1
tambeacutem precisa ser selecionada quanto ao diacircmetro e o material Aleacutem disso poucos
trabalhos realizados ateacute hoje apresentam estudos referentes ao caacutelculo de forccedilas de corte
A metodologia utilizada para calcular a forccedila de corte de um processo eacute feita a partir
da modelagem da espessura do cavaco retirado da peccedila e consequentemente da aacuterea de
corte Para a modelagem da espessura do cavaco foi utilizado o modelo de Martellotti e
uma aproximaccedilatildeo feita a partir da geometria do corte para o fresamento de topo Para o
fresamento de rosca a modelagem do cavaco e da aacuterea de corte foi identificando o cavaco
com a simulaccedilatildeo virtual da geometria de corte Com auxiacutelio do software AutoCAD foi
desenhado o conjunto peccedila e ferramenta em dois momentos o primeiro no qual a posiccedilatildeo
da do eixo da ferramenta eacute a posiccedilatildeo que um dente da ferramenta passa pela peccedila e
depois a posiccedilatildeo do eixo em que o dente seguinte passa pela peccedila com isso tem-se o
cavaco retirado da peccedila apoacutes um avanccedilo por dente
Os paracircmetros do processo de usinagem foram selecionados considerando uma si-
mulaccedilatildeo de uma fabricaccedilatildeo de rosca de material accedilo-carbono com pressatildeo especiacutefica de
corte constante Duas ferramentas satildeo consideradas uma fresa de topo e uma fresa de
rosca M10 com passo de 15mm para o fresamento de topo as mesmas dimensotildees foram
consideradas poreacutem para uma ferramenta de topo com diacircmetro constante
O trabalho foi dividido em trecircs partes na primeira apresentada no Capiacutetulo 2 eacute
dada uma visatildeo geral dos paracircmetros baacutesicos do processo de fresamento eacute feita uma
apresentaccedilatildeo do que eacute a espessura do cavaco e como ela eacute utilizada para os caacutelculos da
aacuterea de corte e da forccedila de corte e satildeo apresentados os dois tipos de fresamento citados
de topo e de rosca e suas diversas trajetoacuterias utilizadas para esse estudo No capiacutetulo 3
a geometria de rosca eacute apresentada assim como as aplicaccedilotildees para cada tipo de perfil
de rosca e como o processo do fresamento de rosca eacute torna diferente do fresamento de
topo Ainda no Capiacutetulo 3 eacute visto a geometria da aacuterea de corte do fresamento de rosca e
como ela eacute utilizada para o caacutelculo da forccedila de corte No Capiacutetulo 4 satildeo modelados os
processos dos capiacutetulos anteriores jaacute com paracircmetros reais de uma ferramenta e com o
auxiacutelio do software simuladas cada trajetoacuteria para obter os graacuteficos referentes as forccedilas de
corte de cada trajetoacuteria em cada um dos dois processos No Capiacutetulo 5 satildeo apresentadas
as conclusotildees finais deste trabalho
2
Capiacutetulo 2
Fresamento de Topo
O processo de fresamento eacute um dos processos mais utilizados e comuns da usina-
gem dos materiais trata-se de um processo de obtenccedilatildeo de superfiacutecies com ferramenta
rotativa multicortante chamada fresa No fresamento de topo usualmente o diacircmetro da
ferramente eacute menor que a altura do material removido e a superfiacutecie usinada eacute perpendi-
cular ao eixo de rotaccedilatildeo da fresa
21 Paracircmetros de corte no fresamento
Os paracircmetros de corte satildeo necessaacuterios para planejar o processo e tambeacutem influ-
enciam no acabamento final da peccedila A maacutequina-ferramenta deve ter potecircncia suficiente
para realizar o processo de acordo com os paracircmetros escolhidos Os paracircmetros baacutesicos
de usinagem satildeo a velocidade de corte vc o avanccedilo por dente ft a profundidade de corte
ap e a largura de corte ae
A velocidade de corte vc eacute a velocidade instantacircnea do ponto de referecircncia da aresta
de corte Sua direccedilatildeo eacute tangente ao ponto de contato entre peccedila e ferramenta e eacute usu-
almente representada em mmin A rotaccedilatildeo da ferramenta n que eacute aplicada ao eixo de
rotaccedilatildeo pode ser calculada a partir de vc de acordo com a equaccedilatildeo 21 onde D f eacute o
diacircmetro nominal da ferramenta Quando o diacircmetro natildeo eacute constante a vc varia com a
posiccedilatildeo e com d(z) que eacute diacircmetro da ferramenta em um ponto qualquer a uma distacircncia
z da base da ferramenta
3
n =vc1000
πD f[rpm] (21)
O avanccedilo f eacute o percurso que o ponto no centro da ferramenta percorre quando a
ferramenta completa uma volta O avanccedilo por dente ft eacute a quantidade de material usinado
em uma volta na direccedilatildeo de avanccedilo dividido pelo nuacutemero de dentes z que a ferramenta
possui ou seja eacute o avanccedilo apoacutes cada dente ter passado pela peccedila
A velocidade de avanccedilo vf eacute a velocidade instantacircnea de translaccedilatildeo da ferramenta
segundo a direccedilatildeo e sentido do avanccedilo Eacute calculada a partir da velocidade de rotaccedilatildeo n
do avanccedilo por dente ft e do nuacutemero de dentes da ferramenta z
v f = ft zn[mmmin] (22)
Na Figura 21 pode-se observar as velocidades definidas de acordo com o sentido
de horaacuterio de rotaccedilatildeo da ferramenta para um fresamento de topo
Figura 21 Velocidades de corte e de avanccedilo no fresamento
A profundidade de corte ap eacute a penetraccedilatildeo da ferramenta na peccedila medida perpendi-
cularmente ao plano de trabalho A espessura de corte ae eacute a penetraccedilatildeo da ferramenta no
plano de trabalho O plano de trabalho eacute o plano que conteacutem as velocidades v f e vc
O acircngulo θ2 eacute o acircngulo que define a posiccedilatildeo de um dente da ferramenta de acordo
com a sua rotaccedilatildeo em volta do proacuteprio eixo Este acircngulo cresce no sentido da rotaccedilatildeo
da ferramenta Para uma trajetoacuteria linear o acircngulo θ2 eacute medido a partir do eixo y como
4
visto na Figura 23 jaacute para trajetoacuterias em que a ferramenta faz um percurso circular ao
redor da peccedila o acircngulo θ2 eacute medido a partir do raio da trajetoacuteria ou seja da reta que liga
o centro da ferramenta ao centro da peccedila como pode ser visto na Figura 22
Para as trajetoacuterias que a ferramenta faz um movimento circular ao redor da peccedila a
trajetoacuteria possui um raio Rt e o acircngulo θ1 eacute o acircngulo que relaciona as posiccedilotildees x e y do
centro da ferramenta com o centro da peccedila como mostra a Figura 22
Figura 22 Acircngulos θ1 e θ2
Como pela definiccedilatildeo do acircngulo θ2 ele eacute definido por uma reta que estaacute variando
com o avanccedilo da ferramenta eacute necessaacuterio definir o acircngulo θ que eacute o acircngulo medido a
partir do eixo fixo x ateacute a reta que liga os centros da fresa e da ferramenta no sentido
anti-horaacuterio A variaccedilatildeo de 2π de θ define um avanccedilo completo da fresa e sua definiccedilatildeo eacute
dada pela Equaccedilatildeo 23
θ = (180minusθ1)+θ2 (23)
Por conta disso existe uma defasagem entre a volta completa de θ2 e o iniacutecio do
proacuteximo corte poreacutem pelo avanccedilo da ferramenta que seraacute utilizado neste trabalho ser
5
muito pequeno comparado agraves dimensotildees da peccedila e ferramenta esta defasagem natildeo seraacute
apresentada nos graacuteficos E tambeacutem por conta disto os acircngulos θ1 e θ2 podem ser
relacionados de acordo com raio da trajetoacuteria Rt e o avanccedilo f de acordo com a Equaccedilatildeo
24 Nesta equaccedilatildeo eacute considerado o nuacutemero de voltas que a ferramenta faz em volta do
proacuteprio eixo para completar uma volta total ao redor da peccedila
θ2 =θ1 f
2πRt(24)
22 Trajetoacuterias da ferramenta no fresamento de topo
Neste trabalho seratildeo abordadas trajetoacuterias diferentes para o fresamento de topo
linear circular e helicoidal As trajetoacuterias realizadas pela ferramenta podem ser definidas
pelo comportamento da velocidade de avanccedilo v f e pela geometria de corte Modelos de
vistas superiores ao processo tambeacutem satildeo apresentados representando os paracircmetros de
cada trajetoacuteria
221 Linear
Uma trajetoacuteria linear da ferramenta ilustrada pela Figura 22 significa que a di-
reccedilatildeo de avanccedilo eacute a mesma durante todo o processo Considerando que a velocidade de
avanccedilo v f pode ser definida como um vetor na trajetoacuteria linear a componente v f z eacute nula
por conta da ferramenta natildeo ter movimento vertical como indica a Equaccedilatildeo 25
~v f =
v f x
v f y
0
(25)
Isso confirma a profundidade de corte ap constante devido ao movimento da ferra-
menta ser somente no plano xy Tambeacutem no processo de fresamento as componentes da
velocidade de avanccedilo v f satildeo constantes ou seja suas derivadas em relaccedilatildeo ao tempo satildeo
nulas de acordo com as Equaccedilotildees 26
6
partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Lista de Figuras
21 Velocidades de corte e de avanccedilo no fresamento 4
22 Acircngulos θ1 e θ2 5
23 Anaacutelise da geometria na trajetoacuteria linear 7
24 Processo de fresamento circular [1] 8
25 Trajetoacuteria circular da ferramenta 9
26 Anaacutelise da geometria na trajetoacuteria circular 10
27 Trajetoacuteria helicoidal da ferramenta 11
28 Espessura do cavaco em um fresamento de topo linear 13
29 Comportamento da forccedila de corte no fresamento 15
31 Processo de fresamento externo [5] 16
32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5] 18
33 Paracircmetros definidos para rosca meacutetrica [6] 19
34 Imagem de uma fresa de rosca com canais retos [7] 19
35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z) 20
36 Cavaco retirado com θ2max = 180 21
37 Vista superior do cavaco retirado 21
38 Corte transversal do material removido 22
39 Corte transversal do material removido 23
41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8]) 25
42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2 27
43 Graacutefico com os valores de espessura do cavaco da Tabela 45 28
44 Espessura do cavaco durante uma volta completa da ferramenta 30
45 Forccedila de corte durante uma volta completa da ferramenta 31
iii
46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2 32
47 Graacutefico com os valores de espessura do cavaco da Tabela 47 33
48 Espessura do cavaco durante uma volta completa da ferramenta 34
49 Forccedila de corte durante uma volta completa da ferramenta 34
410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2 35
411 Forccedila de corte durante iniacutecio do processo 36
412 Forccedila de corte durante final do processo 36
413 Espessura do cavaco pela altura z para θ2 fixo 37
414 Aacuterea de corte durante uma volta completa da ferramenta 39
415 Forccedila de corte durante uma volta completa da ferramenta 39
416 Espessura do cavaco pela altura z 40
417 Forccedila de corte a primeira volta completa da ferramenta 41
418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila 42
iv
Lista de Tabelas
41 Paracircmetros geomeacutetricos da Fresa de Topo 24
42 Paracircmetros geomeacutetricos da Fresa de Rosca 25
43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca 26
44 My caption 26
45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 28
46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear 29
47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 33
48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular 33
49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear 38
410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal 40
51 Resultados da forccedila de corte maacutexima 44
52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2 44
v
Capiacutetulo 1
Introduccedilatildeo
Este trabalho tem como objetivo principal encontrar e analisar diferenccedilas no com-
portamento da forccedila de corte entre dois tipos de fresamento de topo e de rosca compa-
rando trajetoacuterias diferentes do movimento da ferramenta
Essas comparaccedilotildees seratildeo feitas entre trajetoacuterias para o fresamento de topo e depois
para o fresamento de rosca tendo assim uma maneira de identificar qual dos processos
sofre maiores alteraccedilotildees nas forccedilas de corte e tambeacutem espera-se obter resultados que
possibilitem essa conclusatildeo Ainda como objetivo pode-se destacar tambeacutem apontar
as diferenccedilas das ferramentas utilizadas em cada processo e de como cada uma corta o
material de maneira distinta visto que a fresa de rosca tem suas arestas de corte diferentes
da fresa de topo e por isso fazem cortes diferenciados
O presente estudo se torna de grande importacircncia visto que o processo de fresa-
mento eacute um dos processos de maior utilizaccedilatildeo atualmente Tanto o fresamento de topo
quando o fresamento de rosca satildeo amplamente utilizados no mercado mesmo existindo
outros processos de fabricaccedilatildeo semelhantes o fresamento tem maior produtividade e ga-
rante uma qualidade boa para as peccedilas fabricadas Tambeacutem este tipo de processo eacute li-
mitado a produzir peccedilas de pequeno porte considerando as maacutequinas utilizadas para tais
processos natildeo comportarem objetos grandes peccedilas relacionadas agrave mecacircnica como porcas
parafusos de maneira geral podem ser fabricadas com a utilizaccedilatildeo do fresamento A forccedila
de corte necessaacuteria para o processo de fresamento eacute importante uma vez que toda maacute-
quina tem uma potecircncia maacutexima disponiacutevel e eacute necessaacuterio ajustar os paracircmetros de cada
processo para que as forccedilas de usinagem natildeo sobrecarreguem a maacutequina A ferramenta
1
tambeacutem precisa ser selecionada quanto ao diacircmetro e o material Aleacutem disso poucos
trabalhos realizados ateacute hoje apresentam estudos referentes ao caacutelculo de forccedilas de corte
A metodologia utilizada para calcular a forccedila de corte de um processo eacute feita a partir
da modelagem da espessura do cavaco retirado da peccedila e consequentemente da aacuterea de
corte Para a modelagem da espessura do cavaco foi utilizado o modelo de Martellotti e
uma aproximaccedilatildeo feita a partir da geometria do corte para o fresamento de topo Para o
fresamento de rosca a modelagem do cavaco e da aacuterea de corte foi identificando o cavaco
com a simulaccedilatildeo virtual da geometria de corte Com auxiacutelio do software AutoCAD foi
desenhado o conjunto peccedila e ferramenta em dois momentos o primeiro no qual a posiccedilatildeo
da do eixo da ferramenta eacute a posiccedilatildeo que um dente da ferramenta passa pela peccedila e
depois a posiccedilatildeo do eixo em que o dente seguinte passa pela peccedila com isso tem-se o
cavaco retirado da peccedila apoacutes um avanccedilo por dente
Os paracircmetros do processo de usinagem foram selecionados considerando uma si-
mulaccedilatildeo de uma fabricaccedilatildeo de rosca de material accedilo-carbono com pressatildeo especiacutefica de
corte constante Duas ferramentas satildeo consideradas uma fresa de topo e uma fresa de
rosca M10 com passo de 15mm para o fresamento de topo as mesmas dimensotildees foram
consideradas poreacutem para uma ferramenta de topo com diacircmetro constante
O trabalho foi dividido em trecircs partes na primeira apresentada no Capiacutetulo 2 eacute
dada uma visatildeo geral dos paracircmetros baacutesicos do processo de fresamento eacute feita uma
apresentaccedilatildeo do que eacute a espessura do cavaco e como ela eacute utilizada para os caacutelculos da
aacuterea de corte e da forccedila de corte e satildeo apresentados os dois tipos de fresamento citados
de topo e de rosca e suas diversas trajetoacuterias utilizadas para esse estudo No capiacutetulo 3
a geometria de rosca eacute apresentada assim como as aplicaccedilotildees para cada tipo de perfil
de rosca e como o processo do fresamento de rosca eacute torna diferente do fresamento de
topo Ainda no Capiacutetulo 3 eacute visto a geometria da aacuterea de corte do fresamento de rosca e
como ela eacute utilizada para o caacutelculo da forccedila de corte No Capiacutetulo 4 satildeo modelados os
processos dos capiacutetulos anteriores jaacute com paracircmetros reais de uma ferramenta e com o
auxiacutelio do software simuladas cada trajetoacuteria para obter os graacuteficos referentes as forccedilas de
corte de cada trajetoacuteria em cada um dos dois processos No Capiacutetulo 5 satildeo apresentadas
as conclusotildees finais deste trabalho
2
Capiacutetulo 2
Fresamento de Topo
O processo de fresamento eacute um dos processos mais utilizados e comuns da usina-
gem dos materiais trata-se de um processo de obtenccedilatildeo de superfiacutecies com ferramenta
rotativa multicortante chamada fresa No fresamento de topo usualmente o diacircmetro da
ferramente eacute menor que a altura do material removido e a superfiacutecie usinada eacute perpendi-
cular ao eixo de rotaccedilatildeo da fresa
21 Paracircmetros de corte no fresamento
Os paracircmetros de corte satildeo necessaacuterios para planejar o processo e tambeacutem influ-
enciam no acabamento final da peccedila A maacutequina-ferramenta deve ter potecircncia suficiente
para realizar o processo de acordo com os paracircmetros escolhidos Os paracircmetros baacutesicos
de usinagem satildeo a velocidade de corte vc o avanccedilo por dente ft a profundidade de corte
ap e a largura de corte ae
A velocidade de corte vc eacute a velocidade instantacircnea do ponto de referecircncia da aresta
de corte Sua direccedilatildeo eacute tangente ao ponto de contato entre peccedila e ferramenta e eacute usu-
almente representada em mmin A rotaccedilatildeo da ferramenta n que eacute aplicada ao eixo de
rotaccedilatildeo pode ser calculada a partir de vc de acordo com a equaccedilatildeo 21 onde D f eacute o
diacircmetro nominal da ferramenta Quando o diacircmetro natildeo eacute constante a vc varia com a
posiccedilatildeo e com d(z) que eacute diacircmetro da ferramenta em um ponto qualquer a uma distacircncia
z da base da ferramenta
3
n =vc1000
πD f[rpm] (21)
O avanccedilo f eacute o percurso que o ponto no centro da ferramenta percorre quando a
ferramenta completa uma volta O avanccedilo por dente ft eacute a quantidade de material usinado
em uma volta na direccedilatildeo de avanccedilo dividido pelo nuacutemero de dentes z que a ferramenta
possui ou seja eacute o avanccedilo apoacutes cada dente ter passado pela peccedila
A velocidade de avanccedilo vf eacute a velocidade instantacircnea de translaccedilatildeo da ferramenta
segundo a direccedilatildeo e sentido do avanccedilo Eacute calculada a partir da velocidade de rotaccedilatildeo n
do avanccedilo por dente ft e do nuacutemero de dentes da ferramenta z
v f = ft zn[mmmin] (22)
Na Figura 21 pode-se observar as velocidades definidas de acordo com o sentido
de horaacuterio de rotaccedilatildeo da ferramenta para um fresamento de topo
Figura 21 Velocidades de corte e de avanccedilo no fresamento
A profundidade de corte ap eacute a penetraccedilatildeo da ferramenta na peccedila medida perpendi-
cularmente ao plano de trabalho A espessura de corte ae eacute a penetraccedilatildeo da ferramenta no
plano de trabalho O plano de trabalho eacute o plano que conteacutem as velocidades v f e vc
O acircngulo θ2 eacute o acircngulo que define a posiccedilatildeo de um dente da ferramenta de acordo
com a sua rotaccedilatildeo em volta do proacuteprio eixo Este acircngulo cresce no sentido da rotaccedilatildeo
da ferramenta Para uma trajetoacuteria linear o acircngulo θ2 eacute medido a partir do eixo y como
4
visto na Figura 23 jaacute para trajetoacuterias em que a ferramenta faz um percurso circular ao
redor da peccedila o acircngulo θ2 eacute medido a partir do raio da trajetoacuteria ou seja da reta que liga
o centro da ferramenta ao centro da peccedila como pode ser visto na Figura 22
Para as trajetoacuterias que a ferramenta faz um movimento circular ao redor da peccedila a
trajetoacuteria possui um raio Rt e o acircngulo θ1 eacute o acircngulo que relaciona as posiccedilotildees x e y do
centro da ferramenta com o centro da peccedila como mostra a Figura 22
Figura 22 Acircngulos θ1 e θ2
Como pela definiccedilatildeo do acircngulo θ2 ele eacute definido por uma reta que estaacute variando
com o avanccedilo da ferramenta eacute necessaacuterio definir o acircngulo θ que eacute o acircngulo medido a
partir do eixo fixo x ateacute a reta que liga os centros da fresa e da ferramenta no sentido
anti-horaacuterio A variaccedilatildeo de 2π de θ define um avanccedilo completo da fresa e sua definiccedilatildeo eacute
dada pela Equaccedilatildeo 23
θ = (180minusθ1)+θ2 (23)
Por conta disso existe uma defasagem entre a volta completa de θ2 e o iniacutecio do
proacuteximo corte poreacutem pelo avanccedilo da ferramenta que seraacute utilizado neste trabalho ser
5
muito pequeno comparado agraves dimensotildees da peccedila e ferramenta esta defasagem natildeo seraacute
apresentada nos graacuteficos E tambeacutem por conta disto os acircngulos θ1 e θ2 podem ser
relacionados de acordo com raio da trajetoacuteria Rt e o avanccedilo f de acordo com a Equaccedilatildeo
24 Nesta equaccedilatildeo eacute considerado o nuacutemero de voltas que a ferramenta faz em volta do
proacuteprio eixo para completar uma volta total ao redor da peccedila
θ2 =θ1 f
2πRt(24)
22 Trajetoacuterias da ferramenta no fresamento de topo
Neste trabalho seratildeo abordadas trajetoacuterias diferentes para o fresamento de topo
linear circular e helicoidal As trajetoacuterias realizadas pela ferramenta podem ser definidas
pelo comportamento da velocidade de avanccedilo v f e pela geometria de corte Modelos de
vistas superiores ao processo tambeacutem satildeo apresentados representando os paracircmetros de
cada trajetoacuteria
221 Linear
Uma trajetoacuteria linear da ferramenta ilustrada pela Figura 22 significa que a di-
reccedilatildeo de avanccedilo eacute a mesma durante todo o processo Considerando que a velocidade de
avanccedilo v f pode ser definida como um vetor na trajetoacuteria linear a componente v f z eacute nula
por conta da ferramenta natildeo ter movimento vertical como indica a Equaccedilatildeo 25
~v f =
v f x
v f y
0
(25)
Isso confirma a profundidade de corte ap constante devido ao movimento da ferra-
menta ser somente no plano xy Tambeacutem no processo de fresamento as componentes da
velocidade de avanccedilo v f satildeo constantes ou seja suas derivadas em relaccedilatildeo ao tempo satildeo
nulas de acordo com as Equaccedilotildees 26
6
partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2 32
47 Graacutefico com os valores de espessura do cavaco da Tabela 47 33
48 Espessura do cavaco durante uma volta completa da ferramenta 34
49 Forccedila de corte durante uma volta completa da ferramenta 34
410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2 35
411 Forccedila de corte durante iniacutecio do processo 36
412 Forccedila de corte durante final do processo 36
413 Espessura do cavaco pela altura z para θ2 fixo 37
414 Aacuterea de corte durante uma volta completa da ferramenta 39
415 Forccedila de corte durante uma volta completa da ferramenta 39
416 Espessura do cavaco pela altura z 40
417 Forccedila de corte a primeira volta completa da ferramenta 41
418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila 42
iv
Lista de Tabelas
41 Paracircmetros geomeacutetricos da Fresa de Topo 24
42 Paracircmetros geomeacutetricos da Fresa de Rosca 25
43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca 26
44 My caption 26
45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 28
46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear 29
47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 33
48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular 33
49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear 38
410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal 40
51 Resultados da forccedila de corte maacutexima 44
52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2 44
v
Capiacutetulo 1
Introduccedilatildeo
Este trabalho tem como objetivo principal encontrar e analisar diferenccedilas no com-
portamento da forccedila de corte entre dois tipos de fresamento de topo e de rosca compa-
rando trajetoacuterias diferentes do movimento da ferramenta
Essas comparaccedilotildees seratildeo feitas entre trajetoacuterias para o fresamento de topo e depois
para o fresamento de rosca tendo assim uma maneira de identificar qual dos processos
sofre maiores alteraccedilotildees nas forccedilas de corte e tambeacutem espera-se obter resultados que
possibilitem essa conclusatildeo Ainda como objetivo pode-se destacar tambeacutem apontar
as diferenccedilas das ferramentas utilizadas em cada processo e de como cada uma corta o
material de maneira distinta visto que a fresa de rosca tem suas arestas de corte diferentes
da fresa de topo e por isso fazem cortes diferenciados
O presente estudo se torna de grande importacircncia visto que o processo de fresa-
mento eacute um dos processos de maior utilizaccedilatildeo atualmente Tanto o fresamento de topo
quando o fresamento de rosca satildeo amplamente utilizados no mercado mesmo existindo
outros processos de fabricaccedilatildeo semelhantes o fresamento tem maior produtividade e ga-
rante uma qualidade boa para as peccedilas fabricadas Tambeacutem este tipo de processo eacute li-
mitado a produzir peccedilas de pequeno porte considerando as maacutequinas utilizadas para tais
processos natildeo comportarem objetos grandes peccedilas relacionadas agrave mecacircnica como porcas
parafusos de maneira geral podem ser fabricadas com a utilizaccedilatildeo do fresamento A forccedila
de corte necessaacuteria para o processo de fresamento eacute importante uma vez que toda maacute-
quina tem uma potecircncia maacutexima disponiacutevel e eacute necessaacuterio ajustar os paracircmetros de cada
processo para que as forccedilas de usinagem natildeo sobrecarreguem a maacutequina A ferramenta
1
tambeacutem precisa ser selecionada quanto ao diacircmetro e o material Aleacutem disso poucos
trabalhos realizados ateacute hoje apresentam estudos referentes ao caacutelculo de forccedilas de corte
A metodologia utilizada para calcular a forccedila de corte de um processo eacute feita a partir
da modelagem da espessura do cavaco retirado da peccedila e consequentemente da aacuterea de
corte Para a modelagem da espessura do cavaco foi utilizado o modelo de Martellotti e
uma aproximaccedilatildeo feita a partir da geometria do corte para o fresamento de topo Para o
fresamento de rosca a modelagem do cavaco e da aacuterea de corte foi identificando o cavaco
com a simulaccedilatildeo virtual da geometria de corte Com auxiacutelio do software AutoCAD foi
desenhado o conjunto peccedila e ferramenta em dois momentos o primeiro no qual a posiccedilatildeo
da do eixo da ferramenta eacute a posiccedilatildeo que um dente da ferramenta passa pela peccedila e
depois a posiccedilatildeo do eixo em que o dente seguinte passa pela peccedila com isso tem-se o
cavaco retirado da peccedila apoacutes um avanccedilo por dente
Os paracircmetros do processo de usinagem foram selecionados considerando uma si-
mulaccedilatildeo de uma fabricaccedilatildeo de rosca de material accedilo-carbono com pressatildeo especiacutefica de
corte constante Duas ferramentas satildeo consideradas uma fresa de topo e uma fresa de
rosca M10 com passo de 15mm para o fresamento de topo as mesmas dimensotildees foram
consideradas poreacutem para uma ferramenta de topo com diacircmetro constante
O trabalho foi dividido em trecircs partes na primeira apresentada no Capiacutetulo 2 eacute
dada uma visatildeo geral dos paracircmetros baacutesicos do processo de fresamento eacute feita uma
apresentaccedilatildeo do que eacute a espessura do cavaco e como ela eacute utilizada para os caacutelculos da
aacuterea de corte e da forccedila de corte e satildeo apresentados os dois tipos de fresamento citados
de topo e de rosca e suas diversas trajetoacuterias utilizadas para esse estudo No capiacutetulo 3
a geometria de rosca eacute apresentada assim como as aplicaccedilotildees para cada tipo de perfil
de rosca e como o processo do fresamento de rosca eacute torna diferente do fresamento de
topo Ainda no Capiacutetulo 3 eacute visto a geometria da aacuterea de corte do fresamento de rosca e
como ela eacute utilizada para o caacutelculo da forccedila de corte No Capiacutetulo 4 satildeo modelados os
processos dos capiacutetulos anteriores jaacute com paracircmetros reais de uma ferramenta e com o
auxiacutelio do software simuladas cada trajetoacuteria para obter os graacuteficos referentes as forccedilas de
corte de cada trajetoacuteria em cada um dos dois processos No Capiacutetulo 5 satildeo apresentadas
as conclusotildees finais deste trabalho
2
Capiacutetulo 2
Fresamento de Topo
O processo de fresamento eacute um dos processos mais utilizados e comuns da usina-
gem dos materiais trata-se de um processo de obtenccedilatildeo de superfiacutecies com ferramenta
rotativa multicortante chamada fresa No fresamento de topo usualmente o diacircmetro da
ferramente eacute menor que a altura do material removido e a superfiacutecie usinada eacute perpendi-
cular ao eixo de rotaccedilatildeo da fresa
21 Paracircmetros de corte no fresamento
Os paracircmetros de corte satildeo necessaacuterios para planejar o processo e tambeacutem influ-
enciam no acabamento final da peccedila A maacutequina-ferramenta deve ter potecircncia suficiente
para realizar o processo de acordo com os paracircmetros escolhidos Os paracircmetros baacutesicos
de usinagem satildeo a velocidade de corte vc o avanccedilo por dente ft a profundidade de corte
ap e a largura de corte ae
A velocidade de corte vc eacute a velocidade instantacircnea do ponto de referecircncia da aresta
de corte Sua direccedilatildeo eacute tangente ao ponto de contato entre peccedila e ferramenta e eacute usu-
almente representada em mmin A rotaccedilatildeo da ferramenta n que eacute aplicada ao eixo de
rotaccedilatildeo pode ser calculada a partir de vc de acordo com a equaccedilatildeo 21 onde D f eacute o
diacircmetro nominal da ferramenta Quando o diacircmetro natildeo eacute constante a vc varia com a
posiccedilatildeo e com d(z) que eacute diacircmetro da ferramenta em um ponto qualquer a uma distacircncia
z da base da ferramenta
3
n =vc1000
πD f[rpm] (21)
O avanccedilo f eacute o percurso que o ponto no centro da ferramenta percorre quando a
ferramenta completa uma volta O avanccedilo por dente ft eacute a quantidade de material usinado
em uma volta na direccedilatildeo de avanccedilo dividido pelo nuacutemero de dentes z que a ferramenta
possui ou seja eacute o avanccedilo apoacutes cada dente ter passado pela peccedila
A velocidade de avanccedilo vf eacute a velocidade instantacircnea de translaccedilatildeo da ferramenta
segundo a direccedilatildeo e sentido do avanccedilo Eacute calculada a partir da velocidade de rotaccedilatildeo n
do avanccedilo por dente ft e do nuacutemero de dentes da ferramenta z
v f = ft zn[mmmin] (22)
Na Figura 21 pode-se observar as velocidades definidas de acordo com o sentido
de horaacuterio de rotaccedilatildeo da ferramenta para um fresamento de topo
Figura 21 Velocidades de corte e de avanccedilo no fresamento
A profundidade de corte ap eacute a penetraccedilatildeo da ferramenta na peccedila medida perpendi-
cularmente ao plano de trabalho A espessura de corte ae eacute a penetraccedilatildeo da ferramenta no
plano de trabalho O plano de trabalho eacute o plano que conteacutem as velocidades v f e vc
O acircngulo θ2 eacute o acircngulo que define a posiccedilatildeo de um dente da ferramenta de acordo
com a sua rotaccedilatildeo em volta do proacuteprio eixo Este acircngulo cresce no sentido da rotaccedilatildeo
da ferramenta Para uma trajetoacuteria linear o acircngulo θ2 eacute medido a partir do eixo y como
4
visto na Figura 23 jaacute para trajetoacuterias em que a ferramenta faz um percurso circular ao
redor da peccedila o acircngulo θ2 eacute medido a partir do raio da trajetoacuteria ou seja da reta que liga
o centro da ferramenta ao centro da peccedila como pode ser visto na Figura 22
Para as trajetoacuterias que a ferramenta faz um movimento circular ao redor da peccedila a
trajetoacuteria possui um raio Rt e o acircngulo θ1 eacute o acircngulo que relaciona as posiccedilotildees x e y do
centro da ferramenta com o centro da peccedila como mostra a Figura 22
Figura 22 Acircngulos θ1 e θ2
Como pela definiccedilatildeo do acircngulo θ2 ele eacute definido por uma reta que estaacute variando
com o avanccedilo da ferramenta eacute necessaacuterio definir o acircngulo θ que eacute o acircngulo medido a
partir do eixo fixo x ateacute a reta que liga os centros da fresa e da ferramenta no sentido
anti-horaacuterio A variaccedilatildeo de 2π de θ define um avanccedilo completo da fresa e sua definiccedilatildeo eacute
dada pela Equaccedilatildeo 23
θ = (180minusθ1)+θ2 (23)
Por conta disso existe uma defasagem entre a volta completa de θ2 e o iniacutecio do
proacuteximo corte poreacutem pelo avanccedilo da ferramenta que seraacute utilizado neste trabalho ser
5
muito pequeno comparado agraves dimensotildees da peccedila e ferramenta esta defasagem natildeo seraacute
apresentada nos graacuteficos E tambeacutem por conta disto os acircngulos θ1 e θ2 podem ser
relacionados de acordo com raio da trajetoacuteria Rt e o avanccedilo f de acordo com a Equaccedilatildeo
24 Nesta equaccedilatildeo eacute considerado o nuacutemero de voltas que a ferramenta faz em volta do
proacuteprio eixo para completar uma volta total ao redor da peccedila
θ2 =θ1 f
2πRt(24)
22 Trajetoacuterias da ferramenta no fresamento de topo
Neste trabalho seratildeo abordadas trajetoacuterias diferentes para o fresamento de topo
linear circular e helicoidal As trajetoacuterias realizadas pela ferramenta podem ser definidas
pelo comportamento da velocidade de avanccedilo v f e pela geometria de corte Modelos de
vistas superiores ao processo tambeacutem satildeo apresentados representando os paracircmetros de
cada trajetoacuteria
221 Linear
Uma trajetoacuteria linear da ferramenta ilustrada pela Figura 22 significa que a di-
reccedilatildeo de avanccedilo eacute a mesma durante todo o processo Considerando que a velocidade de
avanccedilo v f pode ser definida como um vetor na trajetoacuteria linear a componente v f z eacute nula
por conta da ferramenta natildeo ter movimento vertical como indica a Equaccedilatildeo 25
~v f =
v f x
v f y
0
(25)
Isso confirma a profundidade de corte ap constante devido ao movimento da ferra-
menta ser somente no plano xy Tambeacutem no processo de fresamento as componentes da
velocidade de avanccedilo v f satildeo constantes ou seja suas derivadas em relaccedilatildeo ao tempo satildeo
nulas de acordo com as Equaccedilotildees 26
6
partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Lista de Tabelas
41 Paracircmetros geomeacutetricos da Fresa de Topo 24
42 Paracircmetros geomeacutetricos da Fresa de Rosca 25
43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca 26
44 My caption 26
45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 28
46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear 29
47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2 33
48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular 33
49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear 38
410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal 40
51 Resultados da forccedila de corte maacutexima 44
52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2 44
v
Capiacutetulo 1
Introduccedilatildeo
Este trabalho tem como objetivo principal encontrar e analisar diferenccedilas no com-
portamento da forccedila de corte entre dois tipos de fresamento de topo e de rosca compa-
rando trajetoacuterias diferentes do movimento da ferramenta
Essas comparaccedilotildees seratildeo feitas entre trajetoacuterias para o fresamento de topo e depois
para o fresamento de rosca tendo assim uma maneira de identificar qual dos processos
sofre maiores alteraccedilotildees nas forccedilas de corte e tambeacutem espera-se obter resultados que
possibilitem essa conclusatildeo Ainda como objetivo pode-se destacar tambeacutem apontar
as diferenccedilas das ferramentas utilizadas em cada processo e de como cada uma corta o
material de maneira distinta visto que a fresa de rosca tem suas arestas de corte diferentes
da fresa de topo e por isso fazem cortes diferenciados
O presente estudo se torna de grande importacircncia visto que o processo de fresa-
mento eacute um dos processos de maior utilizaccedilatildeo atualmente Tanto o fresamento de topo
quando o fresamento de rosca satildeo amplamente utilizados no mercado mesmo existindo
outros processos de fabricaccedilatildeo semelhantes o fresamento tem maior produtividade e ga-
rante uma qualidade boa para as peccedilas fabricadas Tambeacutem este tipo de processo eacute li-
mitado a produzir peccedilas de pequeno porte considerando as maacutequinas utilizadas para tais
processos natildeo comportarem objetos grandes peccedilas relacionadas agrave mecacircnica como porcas
parafusos de maneira geral podem ser fabricadas com a utilizaccedilatildeo do fresamento A forccedila
de corte necessaacuteria para o processo de fresamento eacute importante uma vez que toda maacute-
quina tem uma potecircncia maacutexima disponiacutevel e eacute necessaacuterio ajustar os paracircmetros de cada
processo para que as forccedilas de usinagem natildeo sobrecarreguem a maacutequina A ferramenta
1
tambeacutem precisa ser selecionada quanto ao diacircmetro e o material Aleacutem disso poucos
trabalhos realizados ateacute hoje apresentam estudos referentes ao caacutelculo de forccedilas de corte
A metodologia utilizada para calcular a forccedila de corte de um processo eacute feita a partir
da modelagem da espessura do cavaco retirado da peccedila e consequentemente da aacuterea de
corte Para a modelagem da espessura do cavaco foi utilizado o modelo de Martellotti e
uma aproximaccedilatildeo feita a partir da geometria do corte para o fresamento de topo Para o
fresamento de rosca a modelagem do cavaco e da aacuterea de corte foi identificando o cavaco
com a simulaccedilatildeo virtual da geometria de corte Com auxiacutelio do software AutoCAD foi
desenhado o conjunto peccedila e ferramenta em dois momentos o primeiro no qual a posiccedilatildeo
da do eixo da ferramenta eacute a posiccedilatildeo que um dente da ferramenta passa pela peccedila e
depois a posiccedilatildeo do eixo em que o dente seguinte passa pela peccedila com isso tem-se o
cavaco retirado da peccedila apoacutes um avanccedilo por dente
Os paracircmetros do processo de usinagem foram selecionados considerando uma si-
mulaccedilatildeo de uma fabricaccedilatildeo de rosca de material accedilo-carbono com pressatildeo especiacutefica de
corte constante Duas ferramentas satildeo consideradas uma fresa de topo e uma fresa de
rosca M10 com passo de 15mm para o fresamento de topo as mesmas dimensotildees foram
consideradas poreacutem para uma ferramenta de topo com diacircmetro constante
O trabalho foi dividido em trecircs partes na primeira apresentada no Capiacutetulo 2 eacute
dada uma visatildeo geral dos paracircmetros baacutesicos do processo de fresamento eacute feita uma
apresentaccedilatildeo do que eacute a espessura do cavaco e como ela eacute utilizada para os caacutelculos da
aacuterea de corte e da forccedila de corte e satildeo apresentados os dois tipos de fresamento citados
de topo e de rosca e suas diversas trajetoacuterias utilizadas para esse estudo No capiacutetulo 3
a geometria de rosca eacute apresentada assim como as aplicaccedilotildees para cada tipo de perfil
de rosca e como o processo do fresamento de rosca eacute torna diferente do fresamento de
topo Ainda no Capiacutetulo 3 eacute visto a geometria da aacuterea de corte do fresamento de rosca e
como ela eacute utilizada para o caacutelculo da forccedila de corte No Capiacutetulo 4 satildeo modelados os
processos dos capiacutetulos anteriores jaacute com paracircmetros reais de uma ferramenta e com o
auxiacutelio do software simuladas cada trajetoacuteria para obter os graacuteficos referentes as forccedilas de
corte de cada trajetoacuteria em cada um dos dois processos No Capiacutetulo 5 satildeo apresentadas
as conclusotildees finais deste trabalho
2
Capiacutetulo 2
Fresamento de Topo
O processo de fresamento eacute um dos processos mais utilizados e comuns da usina-
gem dos materiais trata-se de um processo de obtenccedilatildeo de superfiacutecies com ferramenta
rotativa multicortante chamada fresa No fresamento de topo usualmente o diacircmetro da
ferramente eacute menor que a altura do material removido e a superfiacutecie usinada eacute perpendi-
cular ao eixo de rotaccedilatildeo da fresa
21 Paracircmetros de corte no fresamento
Os paracircmetros de corte satildeo necessaacuterios para planejar o processo e tambeacutem influ-
enciam no acabamento final da peccedila A maacutequina-ferramenta deve ter potecircncia suficiente
para realizar o processo de acordo com os paracircmetros escolhidos Os paracircmetros baacutesicos
de usinagem satildeo a velocidade de corte vc o avanccedilo por dente ft a profundidade de corte
ap e a largura de corte ae
A velocidade de corte vc eacute a velocidade instantacircnea do ponto de referecircncia da aresta
de corte Sua direccedilatildeo eacute tangente ao ponto de contato entre peccedila e ferramenta e eacute usu-
almente representada em mmin A rotaccedilatildeo da ferramenta n que eacute aplicada ao eixo de
rotaccedilatildeo pode ser calculada a partir de vc de acordo com a equaccedilatildeo 21 onde D f eacute o
diacircmetro nominal da ferramenta Quando o diacircmetro natildeo eacute constante a vc varia com a
posiccedilatildeo e com d(z) que eacute diacircmetro da ferramenta em um ponto qualquer a uma distacircncia
z da base da ferramenta
3
n =vc1000
πD f[rpm] (21)
O avanccedilo f eacute o percurso que o ponto no centro da ferramenta percorre quando a
ferramenta completa uma volta O avanccedilo por dente ft eacute a quantidade de material usinado
em uma volta na direccedilatildeo de avanccedilo dividido pelo nuacutemero de dentes z que a ferramenta
possui ou seja eacute o avanccedilo apoacutes cada dente ter passado pela peccedila
A velocidade de avanccedilo vf eacute a velocidade instantacircnea de translaccedilatildeo da ferramenta
segundo a direccedilatildeo e sentido do avanccedilo Eacute calculada a partir da velocidade de rotaccedilatildeo n
do avanccedilo por dente ft e do nuacutemero de dentes da ferramenta z
v f = ft zn[mmmin] (22)
Na Figura 21 pode-se observar as velocidades definidas de acordo com o sentido
de horaacuterio de rotaccedilatildeo da ferramenta para um fresamento de topo
Figura 21 Velocidades de corte e de avanccedilo no fresamento
A profundidade de corte ap eacute a penetraccedilatildeo da ferramenta na peccedila medida perpendi-
cularmente ao plano de trabalho A espessura de corte ae eacute a penetraccedilatildeo da ferramenta no
plano de trabalho O plano de trabalho eacute o plano que conteacutem as velocidades v f e vc
O acircngulo θ2 eacute o acircngulo que define a posiccedilatildeo de um dente da ferramenta de acordo
com a sua rotaccedilatildeo em volta do proacuteprio eixo Este acircngulo cresce no sentido da rotaccedilatildeo
da ferramenta Para uma trajetoacuteria linear o acircngulo θ2 eacute medido a partir do eixo y como
4
visto na Figura 23 jaacute para trajetoacuterias em que a ferramenta faz um percurso circular ao
redor da peccedila o acircngulo θ2 eacute medido a partir do raio da trajetoacuteria ou seja da reta que liga
o centro da ferramenta ao centro da peccedila como pode ser visto na Figura 22
Para as trajetoacuterias que a ferramenta faz um movimento circular ao redor da peccedila a
trajetoacuteria possui um raio Rt e o acircngulo θ1 eacute o acircngulo que relaciona as posiccedilotildees x e y do
centro da ferramenta com o centro da peccedila como mostra a Figura 22
Figura 22 Acircngulos θ1 e θ2
Como pela definiccedilatildeo do acircngulo θ2 ele eacute definido por uma reta que estaacute variando
com o avanccedilo da ferramenta eacute necessaacuterio definir o acircngulo θ que eacute o acircngulo medido a
partir do eixo fixo x ateacute a reta que liga os centros da fresa e da ferramenta no sentido
anti-horaacuterio A variaccedilatildeo de 2π de θ define um avanccedilo completo da fresa e sua definiccedilatildeo eacute
dada pela Equaccedilatildeo 23
θ = (180minusθ1)+θ2 (23)
Por conta disso existe uma defasagem entre a volta completa de θ2 e o iniacutecio do
proacuteximo corte poreacutem pelo avanccedilo da ferramenta que seraacute utilizado neste trabalho ser
5
muito pequeno comparado agraves dimensotildees da peccedila e ferramenta esta defasagem natildeo seraacute
apresentada nos graacuteficos E tambeacutem por conta disto os acircngulos θ1 e θ2 podem ser
relacionados de acordo com raio da trajetoacuteria Rt e o avanccedilo f de acordo com a Equaccedilatildeo
24 Nesta equaccedilatildeo eacute considerado o nuacutemero de voltas que a ferramenta faz em volta do
proacuteprio eixo para completar uma volta total ao redor da peccedila
θ2 =θ1 f
2πRt(24)
22 Trajetoacuterias da ferramenta no fresamento de topo
Neste trabalho seratildeo abordadas trajetoacuterias diferentes para o fresamento de topo
linear circular e helicoidal As trajetoacuterias realizadas pela ferramenta podem ser definidas
pelo comportamento da velocidade de avanccedilo v f e pela geometria de corte Modelos de
vistas superiores ao processo tambeacutem satildeo apresentados representando os paracircmetros de
cada trajetoacuteria
221 Linear
Uma trajetoacuteria linear da ferramenta ilustrada pela Figura 22 significa que a di-
reccedilatildeo de avanccedilo eacute a mesma durante todo o processo Considerando que a velocidade de
avanccedilo v f pode ser definida como um vetor na trajetoacuteria linear a componente v f z eacute nula
por conta da ferramenta natildeo ter movimento vertical como indica a Equaccedilatildeo 25
~v f =
v f x
v f y
0
(25)
Isso confirma a profundidade de corte ap constante devido ao movimento da ferra-
menta ser somente no plano xy Tambeacutem no processo de fresamento as componentes da
velocidade de avanccedilo v f satildeo constantes ou seja suas derivadas em relaccedilatildeo ao tempo satildeo
nulas de acordo com as Equaccedilotildees 26
6
partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Capiacutetulo 1
Introduccedilatildeo
Este trabalho tem como objetivo principal encontrar e analisar diferenccedilas no com-
portamento da forccedila de corte entre dois tipos de fresamento de topo e de rosca compa-
rando trajetoacuterias diferentes do movimento da ferramenta
Essas comparaccedilotildees seratildeo feitas entre trajetoacuterias para o fresamento de topo e depois
para o fresamento de rosca tendo assim uma maneira de identificar qual dos processos
sofre maiores alteraccedilotildees nas forccedilas de corte e tambeacutem espera-se obter resultados que
possibilitem essa conclusatildeo Ainda como objetivo pode-se destacar tambeacutem apontar
as diferenccedilas das ferramentas utilizadas em cada processo e de como cada uma corta o
material de maneira distinta visto que a fresa de rosca tem suas arestas de corte diferentes
da fresa de topo e por isso fazem cortes diferenciados
O presente estudo se torna de grande importacircncia visto que o processo de fresa-
mento eacute um dos processos de maior utilizaccedilatildeo atualmente Tanto o fresamento de topo
quando o fresamento de rosca satildeo amplamente utilizados no mercado mesmo existindo
outros processos de fabricaccedilatildeo semelhantes o fresamento tem maior produtividade e ga-
rante uma qualidade boa para as peccedilas fabricadas Tambeacutem este tipo de processo eacute li-
mitado a produzir peccedilas de pequeno porte considerando as maacutequinas utilizadas para tais
processos natildeo comportarem objetos grandes peccedilas relacionadas agrave mecacircnica como porcas
parafusos de maneira geral podem ser fabricadas com a utilizaccedilatildeo do fresamento A forccedila
de corte necessaacuteria para o processo de fresamento eacute importante uma vez que toda maacute-
quina tem uma potecircncia maacutexima disponiacutevel e eacute necessaacuterio ajustar os paracircmetros de cada
processo para que as forccedilas de usinagem natildeo sobrecarreguem a maacutequina A ferramenta
1
tambeacutem precisa ser selecionada quanto ao diacircmetro e o material Aleacutem disso poucos
trabalhos realizados ateacute hoje apresentam estudos referentes ao caacutelculo de forccedilas de corte
A metodologia utilizada para calcular a forccedila de corte de um processo eacute feita a partir
da modelagem da espessura do cavaco retirado da peccedila e consequentemente da aacuterea de
corte Para a modelagem da espessura do cavaco foi utilizado o modelo de Martellotti e
uma aproximaccedilatildeo feita a partir da geometria do corte para o fresamento de topo Para o
fresamento de rosca a modelagem do cavaco e da aacuterea de corte foi identificando o cavaco
com a simulaccedilatildeo virtual da geometria de corte Com auxiacutelio do software AutoCAD foi
desenhado o conjunto peccedila e ferramenta em dois momentos o primeiro no qual a posiccedilatildeo
da do eixo da ferramenta eacute a posiccedilatildeo que um dente da ferramenta passa pela peccedila e
depois a posiccedilatildeo do eixo em que o dente seguinte passa pela peccedila com isso tem-se o
cavaco retirado da peccedila apoacutes um avanccedilo por dente
Os paracircmetros do processo de usinagem foram selecionados considerando uma si-
mulaccedilatildeo de uma fabricaccedilatildeo de rosca de material accedilo-carbono com pressatildeo especiacutefica de
corte constante Duas ferramentas satildeo consideradas uma fresa de topo e uma fresa de
rosca M10 com passo de 15mm para o fresamento de topo as mesmas dimensotildees foram
consideradas poreacutem para uma ferramenta de topo com diacircmetro constante
O trabalho foi dividido em trecircs partes na primeira apresentada no Capiacutetulo 2 eacute
dada uma visatildeo geral dos paracircmetros baacutesicos do processo de fresamento eacute feita uma
apresentaccedilatildeo do que eacute a espessura do cavaco e como ela eacute utilizada para os caacutelculos da
aacuterea de corte e da forccedila de corte e satildeo apresentados os dois tipos de fresamento citados
de topo e de rosca e suas diversas trajetoacuterias utilizadas para esse estudo No capiacutetulo 3
a geometria de rosca eacute apresentada assim como as aplicaccedilotildees para cada tipo de perfil
de rosca e como o processo do fresamento de rosca eacute torna diferente do fresamento de
topo Ainda no Capiacutetulo 3 eacute visto a geometria da aacuterea de corte do fresamento de rosca e
como ela eacute utilizada para o caacutelculo da forccedila de corte No Capiacutetulo 4 satildeo modelados os
processos dos capiacutetulos anteriores jaacute com paracircmetros reais de uma ferramenta e com o
auxiacutelio do software simuladas cada trajetoacuteria para obter os graacuteficos referentes as forccedilas de
corte de cada trajetoacuteria em cada um dos dois processos No Capiacutetulo 5 satildeo apresentadas
as conclusotildees finais deste trabalho
2
Capiacutetulo 2
Fresamento de Topo
O processo de fresamento eacute um dos processos mais utilizados e comuns da usina-
gem dos materiais trata-se de um processo de obtenccedilatildeo de superfiacutecies com ferramenta
rotativa multicortante chamada fresa No fresamento de topo usualmente o diacircmetro da
ferramente eacute menor que a altura do material removido e a superfiacutecie usinada eacute perpendi-
cular ao eixo de rotaccedilatildeo da fresa
21 Paracircmetros de corte no fresamento
Os paracircmetros de corte satildeo necessaacuterios para planejar o processo e tambeacutem influ-
enciam no acabamento final da peccedila A maacutequina-ferramenta deve ter potecircncia suficiente
para realizar o processo de acordo com os paracircmetros escolhidos Os paracircmetros baacutesicos
de usinagem satildeo a velocidade de corte vc o avanccedilo por dente ft a profundidade de corte
ap e a largura de corte ae
A velocidade de corte vc eacute a velocidade instantacircnea do ponto de referecircncia da aresta
de corte Sua direccedilatildeo eacute tangente ao ponto de contato entre peccedila e ferramenta e eacute usu-
almente representada em mmin A rotaccedilatildeo da ferramenta n que eacute aplicada ao eixo de
rotaccedilatildeo pode ser calculada a partir de vc de acordo com a equaccedilatildeo 21 onde D f eacute o
diacircmetro nominal da ferramenta Quando o diacircmetro natildeo eacute constante a vc varia com a
posiccedilatildeo e com d(z) que eacute diacircmetro da ferramenta em um ponto qualquer a uma distacircncia
z da base da ferramenta
3
n =vc1000
πD f[rpm] (21)
O avanccedilo f eacute o percurso que o ponto no centro da ferramenta percorre quando a
ferramenta completa uma volta O avanccedilo por dente ft eacute a quantidade de material usinado
em uma volta na direccedilatildeo de avanccedilo dividido pelo nuacutemero de dentes z que a ferramenta
possui ou seja eacute o avanccedilo apoacutes cada dente ter passado pela peccedila
A velocidade de avanccedilo vf eacute a velocidade instantacircnea de translaccedilatildeo da ferramenta
segundo a direccedilatildeo e sentido do avanccedilo Eacute calculada a partir da velocidade de rotaccedilatildeo n
do avanccedilo por dente ft e do nuacutemero de dentes da ferramenta z
v f = ft zn[mmmin] (22)
Na Figura 21 pode-se observar as velocidades definidas de acordo com o sentido
de horaacuterio de rotaccedilatildeo da ferramenta para um fresamento de topo
Figura 21 Velocidades de corte e de avanccedilo no fresamento
A profundidade de corte ap eacute a penetraccedilatildeo da ferramenta na peccedila medida perpendi-
cularmente ao plano de trabalho A espessura de corte ae eacute a penetraccedilatildeo da ferramenta no
plano de trabalho O plano de trabalho eacute o plano que conteacutem as velocidades v f e vc
O acircngulo θ2 eacute o acircngulo que define a posiccedilatildeo de um dente da ferramenta de acordo
com a sua rotaccedilatildeo em volta do proacuteprio eixo Este acircngulo cresce no sentido da rotaccedilatildeo
da ferramenta Para uma trajetoacuteria linear o acircngulo θ2 eacute medido a partir do eixo y como
4
visto na Figura 23 jaacute para trajetoacuterias em que a ferramenta faz um percurso circular ao
redor da peccedila o acircngulo θ2 eacute medido a partir do raio da trajetoacuteria ou seja da reta que liga
o centro da ferramenta ao centro da peccedila como pode ser visto na Figura 22
Para as trajetoacuterias que a ferramenta faz um movimento circular ao redor da peccedila a
trajetoacuteria possui um raio Rt e o acircngulo θ1 eacute o acircngulo que relaciona as posiccedilotildees x e y do
centro da ferramenta com o centro da peccedila como mostra a Figura 22
Figura 22 Acircngulos θ1 e θ2
Como pela definiccedilatildeo do acircngulo θ2 ele eacute definido por uma reta que estaacute variando
com o avanccedilo da ferramenta eacute necessaacuterio definir o acircngulo θ que eacute o acircngulo medido a
partir do eixo fixo x ateacute a reta que liga os centros da fresa e da ferramenta no sentido
anti-horaacuterio A variaccedilatildeo de 2π de θ define um avanccedilo completo da fresa e sua definiccedilatildeo eacute
dada pela Equaccedilatildeo 23
θ = (180minusθ1)+θ2 (23)
Por conta disso existe uma defasagem entre a volta completa de θ2 e o iniacutecio do
proacuteximo corte poreacutem pelo avanccedilo da ferramenta que seraacute utilizado neste trabalho ser
5
muito pequeno comparado agraves dimensotildees da peccedila e ferramenta esta defasagem natildeo seraacute
apresentada nos graacuteficos E tambeacutem por conta disto os acircngulos θ1 e θ2 podem ser
relacionados de acordo com raio da trajetoacuteria Rt e o avanccedilo f de acordo com a Equaccedilatildeo
24 Nesta equaccedilatildeo eacute considerado o nuacutemero de voltas que a ferramenta faz em volta do
proacuteprio eixo para completar uma volta total ao redor da peccedila
θ2 =θ1 f
2πRt(24)
22 Trajetoacuterias da ferramenta no fresamento de topo
Neste trabalho seratildeo abordadas trajetoacuterias diferentes para o fresamento de topo
linear circular e helicoidal As trajetoacuterias realizadas pela ferramenta podem ser definidas
pelo comportamento da velocidade de avanccedilo v f e pela geometria de corte Modelos de
vistas superiores ao processo tambeacutem satildeo apresentados representando os paracircmetros de
cada trajetoacuteria
221 Linear
Uma trajetoacuteria linear da ferramenta ilustrada pela Figura 22 significa que a di-
reccedilatildeo de avanccedilo eacute a mesma durante todo o processo Considerando que a velocidade de
avanccedilo v f pode ser definida como um vetor na trajetoacuteria linear a componente v f z eacute nula
por conta da ferramenta natildeo ter movimento vertical como indica a Equaccedilatildeo 25
~v f =
v f x
v f y
0
(25)
Isso confirma a profundidade de corte ap constante devido ao movimento da ferra-
menta ser somente no plano xy Tambeacutem no processo de fresamento as componentes da
velocidade de avanccedilo v f satildeo constantes ou seja suas derivadas em relaccedilatildeo ao tempo satildeo
nulas de acordo com as Equaccedilotildees 26
6
partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

tambeacutem precisa ser selecionada quanto ao diacircmetro e o material Aleacutem disso poucos
trabalhos realizados ateacute hoje apresentam estudos referentes ao caacutelculo de forccedilas de corte
A metodologia utilizada para calcular a forccedila de corte de um processo eacute feita a partir
da modelagem da espessura do cavaco retirado da peccedila e consequentemente da aacuterea de
corte Para a modelagem da espessura do cavaco foi utilizado o modelo de Martellotti e
uma aproximaccedilatildeo feita a partir da geometria do corte para o fresamento de topo Para o
fresamento de rosca a modelagem do cavaco e da aacuterea de corte foi identificando o cavaco
com a simulaccedilatildeo virtual da geometria de corte Com auxiacutelio do software AutoCAD foi
desenhado o conjunto peccedila e ferramenta em dois momentos o primeiro no qual a posiccedilatildeo
da do eixo da ferramenta eacute a posiccedilatildeo que um dente da ferramenta passa pela peccedila e
depois a posiccedilatildeo do eixo em que o dente seguinte passa pela peccedila com isso tem-se o
cavaco retirado da peccedila apoacutes um avanccedilo por dente
Os paracircmetros do processo de usinagem foram selecionados considerando uma si-
mulaccedilatildeo de uma fabricaccedilatildeo de rosca de material accedilo-carbono com pressatildeo especiacutefica de
corte constante Duas ferramentas satildeo consideradas uma fresa de topo e uma fresa de
rosca M10 com passo de 15mm para o fresamento de topo as mesmas dimensotildees foram
consideradas poreacutem para uma ferramenta de topo com diacircmetro constante
O trabalho foi dividido em trecircs partes na primeira apresentada no Capiacutetulo 2 eacute
dada uma visatildeo geral dos paracircmetros baacutesicos do processo de fresamento eacute feita uma
apresentaccedilatildeo do que eacute a espessura do cavaco e como ela eacute utilizada para os caacutelculos da
aacuterea de corte e da forccedila de corte e satildeo apresentados os dois tipos de fresamento citados
de topo e de rosca e suas diversas trajetoacuterias utilizadas para esse estudo No capiacutetulo 3
a geometria de rosca eacute apresentada assim como as aplicaccedilotildees para cada tipo de perfil
de rosca e como o processo do fresamento de rosca eacute torna diferente do fresamento de
topo Ainda no Capiacutetulo 3 eacute visto a geometria da aacuterea de corte do fresamento de rosca e
como ela eacute utilizada para o caacutelculo da forccedila de corte No Capiacutetulo 4 satildeo modelados os
processos dos capiacutetulos anteriores jaacute com paracircmetros reais de uma ferramenta e com o
auxiacutelio do software simuladas cada trajetoacuteria para obter os graacuteficos referentes as forccedilas de
corte de cada trajetoacuteria em cada um dos dois processos No Capiacutetulo 5 satildeo apresentadas
as conclusotildees finais deste trabalho
2
Capiacutetulo 2
Fresamento de Topo
O processo de fresamento eacute um dos processos mais utilizados e comuns da usina-
gem dos materiais trata-se de um processo de obtenccedilatildeo de superfiacutecies com ferramenta
rotativa multicortante chamada fresa No fresamento de topo usualmente o diacircmetro da
ferramente eacute menor que a altura do material removido e a superfiacutecie usinada eacute perpendi-
cular ao eixo de rotaccedilatildeo da fresa
21 Paracircmetros de corte no fresamento
Os paracircmetros de corte satildeo necessaacuterios para planejar o processo e tambeacutem influ-
enciam no acabamento final da peccedila A maacutequina-ferramenta deve ter potecircncia suficiente
para realizar o processo de acordo com os paracircmetros escolhidos Os paracircmetros baacutesicos
de usinagem satildeo a velocidade de corte vc o avanccedilo por dente ft a profundidade de corte
ap e a largura de corte ae
A velocidade de corte vc eacute a velocidade instantacircnea do ponto de referecircncia da aresta
de corte Sua direccedilatildeo eacute tangente ao ponto de contato entre peccedila e ferramenta e eacute usu-
almente representada em mmin A rotaccedilatildeo da ferramenta n que eacute aplicada ao eixo de
rotaccedilatildeo pode ser calculada a partir de vc de acordo com a equaccedilatildeo 21 onde D f eacute o
diacircmetro nominal da ferramenta Quando o diacircmetro natildeo eacute constante a vc varia com a
posiccedilatildeo e com d(z) que eacute diacircmetro da ferramenta em um ponto qualquer a uma distacircncia
z da base da ferramenta
3
n =vc1000
πD f[rpm] (21)
O avanccedilo f eacute o percurso que o ponto no centro da ferramenta percorre quando a
ferramenta completa uma volta O avanccedilo por dente ft eacute a quantidade de material usinado
em uma volta na direccedilatildeo de avanccedilo dividido pelo nuacutemero de dentes z que a ferramenta
possui ou seja eacute o avanccedilo apoacutes cada dente ter passado pela peccedila
A velocidade de avanccedilo vf eacute a velocidade instantacircnea de translaccedilatildeo da ferramenta
segundo a direccedilatildeo e sentido do avanccedilo Eacute calculada a partir da velocidade de rotaccedilatildeo n
do avanccedilo por dente ft e do nuacutemero de dentes da ferramenta z
v f = ft zn[mmmin] (22)
Na Figura 21 pode-se observar as velocidades definidas de acordo com o sentido
de horaacuterio de rotaccedilatildeo da ferramenta para um fresamento de topo
Figura 21 Velocidades de corte e de avanccedilo no fresamento
A profundidade de corte ap eacute a penetraccedilatildeo da ferramenta na peccedila medida perpendi-
cularmente ao plano de trabalho A espessura de corte ae eacute a penetraccedilatildeo da ferramenta no
plano de trabalho O plano de trabalho eacute o plano que conteacutem as velocidades v f e vc
O acircngulo θ2 eacute o acircngulo que define a posiccedilatildeo de um dente da ferramenta de acordo
com a sua rotaccedilatildeo em volta do proacuteprio eixo Este acircngulo cresce no sentido da rotaccedilatildeo
da ferramenta Para uma trajetoacuteria linear o acircngulo θ2 eacute medido a partir do eixo y como
4
visto na Figura 23 jaacute para trajetoacuterias em que a ferramenta faz um percurso circular ao
redor da peccedila o acircngulo θ2 eacute medido a partir do raio da trajetoacuteria ou seja da reta que liga
o centro da ferramenta ao centro da peccedila como pode ser visto na Figura 22
Para as trajetoacuterias que a ferramenta faz um movimento circular ao redor da peccedila a
trajetoacuteria possui um raio Rt e o acircngulo θ1 eacute o acircngulo que relaciona as posiccedilotildees x e y do
centro da ferramenta com o centro da peccedila como mostra a Figura 22
Figura 22 Acircngulos θ1 e θ2
Como pela definiccedilatildeo do acircngulo θ2 ele eacute definido por uma reta que estaacute variando
com o avanccedilo da ferramenta eacute necessaacuterio definir o acircngulo θ que eacute o acircngulo medido a
partir do eixo fixo x ateacute a reta que liga os centros da fresa e da ferramenta no sentido
anti-horaacuterio A variaccedilatildeo de 2π de θ define um avanccedilo completo da fresa e sua definiccedilatildeo eacute
dada pela Equaccedilatildeo 23
θ = (180minusθ1)+θ2 (23)
Por conta disso existe uma defasagem entre a volta completa de θ2 e o iniacutecio do
proacuteximo corte poreacutem pelo avanccedilo da ferramenta que seraacute utilizado neste trabalho ser
5
muito pequeno comparado agraves dimensotildees da peccedila e ferramenta esta defasagem natildeo seraacute
apresentada nos graacuteficos E tambeacutem por conta disto os acircngulos θ1 e θ2 podem ser
relacionados de acordo com raio da trajetoacuteria Rt e o avanccedilo f de acordo com a Equaccedilatildeo
24 Nesta equaccedilatildeo eacute considerado o nuacutemero de voltas que a ferramenta faz em volta do
proacuteprio eixo para completar uma volta total ao redor da peccedila
θ2 =θ1 f
2πRt(24)
22 Trajetoacuterias da ferramenta no fresamento de topo
Neste trabalho seratildeo abordadas trajetoacuterias diferentes para o fresamento de topo
linear circular e helicoidal As trajetoacuterias realizadas pela ferramenta podem ser definidas
pelo comportamento da velocidade de avanccedilo v f e pela geometria de corte Modelos de
vistas superiores ao processo tambeacutem satildeo apresentados representando os paracircmetros de
cada trajetoacuteria
221 Linear
Uma trajetoacuteria linear da ferramenta ilustrada pela Figura 22 significa que a di-
reccedilatildeo de avanccedilo eacute a mesma durante todo o processo Considerando que a velocidade de
avanccedilo v f pode ser definida como um vetor na trajetoacuteria linear a componente v f z eacute nula
por conta da ferramenta natildeo ter movimento vertical como indica a Equaccedilatildeo 25
~v f =
v f x
v f y
0
(25)
Isso confirma a profundidade de corte ap constante devido ao movimento da ferra-
menta ser somente no plano xy Tambeacutem no processo de fresamento as componentes da
velocidade de avanccedilo v f satildeo constantes ou seja suas derivadas em relaccedilatildeo ao tempo satildeo
nulas de acordo com as Equaccedilotildees 26
6
partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Capiacutetulo 2
Fresamento de Topo
O processo de fresamento eacute um dos processos mais utilizados e comuns da usina-
gem dos materiais trata-se de um processo de obtenccedilatildeo de superfiacutecies com ferramenta
rotativa multicortante chamada fresa No fresamento de topo usualmente o diacircmetro da
ferramente eacute menor que a altura do material removido e a superfiacutecie usinada eacute perpendi-
cular ao eixo de rotaccedilatildeo da fresa
21 Paracircmetros de corte no fresamento
Os paracircmetros de corte satildeo necessaacuterios para planejar o processo e tambeacutem influ-
enciam no acabamento final da peccedila A maacutequina-ferramenta deve ter potecircncia suficiente
para realizar o processo de acordo com os paracircmetros escolhidos Os paracircmetros baacutesicos
de usinagem satildeo a velocidade de corte vc o avanccedilo por dente ft a profundidade de corte
ap e a largura de corte ae
A velocidade de corte vc eacute a velocidade instantacircnea do ponto de referecircncia da aresta
de corte Sua direccedilatildeo eacute tangente ao ponto de contato entre peccedila e ferramenta e eacute usu-
almente representada em mmin A rotaccedilatildeo da ferramenta n que eacute aplicada ao eixo de
rotaccedilatildeo pode ser calculada a partir de vc de acordo com a equaccedilatildeo 21 onde D f eacute o
diacircmetro nominal da ferramenta Quando o diacircmetro natildeo eacute constante a vc varia com a
posiccedilatildeo e com d(z) que eacute diacircmetro da ferramenta em um ponto qualquer a uma distacircncia
z da base da ferramenta
3
n =vc1000
πD f[rpm] (21)
O avanccedilo f eacute o percurso que o ponto no centro da ferramenta percorre quando a
ferramenta completa uma volta O avanccedilo por dente ft eacute a quantidade de material usinado
em uma volta na direccedilatildeo de avanccedilo dividido pelo nuacutemero de dentes z que a ferramenta
possui ou seja eacute o avanccedilo apoacutes cada dente ter passado pela peccedila
A velocidade de avanccedilo vf eacute a velocidade instantacircnea de translaccedilatildeo da ferramenta
segundo a direccedilatildeo e sentido do avanccedilo Eacute calculada a partir da velocidade de rotaccedilatildeo n
do avanccedilo por dente ft e do nuacutemero de dentes da ferramenta z
v f = ft zn[mmmin] (22)
Na Figura 21 pode-se observar as velocidades definidas de acordo com o sentido
de horaacuterio de rotaccedilatildeo da ferramenta para um fresamento de topo
Figura 21 Velocidades de corte e de avanccedilo no fresamento
A profundidade de corte ap eacute a penetraccedilatildeo da ferramenta na peccedila medida perpendi-
cularmente ao plano de trabalho A espessura de corte ae eacute a penetraccedilatildeo da ferramenta no
plano de trabalho O plano de trabalho eacute o plano que conteacutem as velocidades v f e vc
O acircngulo θ2 eacute o acircngulo que define a posiccedilatildeo de um dente da ferramenta de acordo
com a sua rotaccedilatildeo em volta do proacuteprio eixo Este acircngulo cresce no sentido da rotaccedilatildeo
da ferramenta Para uma trajetoacuteria linear o acircngulo θ2 eacute medido a partir do eixo y como
4
visto na Figura 23 jaacute para trajetoacuterias em que a ferramenta faz um percurso circular ao
redor da peccedila o acircngulo θ2 eacute medido a partir do raio da trajetoacuteria ou seja da reta que liga
o centro da ferramenta ao centro da peccedila como pode ser visto na Figura 22
Para as trajetoacuterias que a ferramenta faz um movimento circular ao redor da peccedila a
trajetoacuteria possui um raio Rt e o acircngulo θ1 eacute o acircngulo que relaciona as posiccedilotildees x e y do
centro da ferramenta com o centro da peccedila como mostra a Figura 22
Figura 22 Acircngulos θ1 e θ2
Como pela definiccedilatildeo do acircngulo θ2 ele eacute definido por uma reta que estaacute variando
com o avanccedilo da ferramenta eacute necessaacuterio definir o acircngulo θ que eacute o acircngulo medido a
partir do eixo fixo x ateacute a reta que liga os centros da fresa e da ferramenta no sentido
anti-horaacuterio A variaccedilatildeo de 2π de θ define um avanccedilo completo da fresa e sua definiccedilatildeo eacute
dada pela Equaccedilatildeo 23
θ = (180minusθ1)+θ2 (23)
Por conta disso existe uma defasagem entre a volta completa de θ2 e o iniacutecio do
proacuteximo corte poreacutem pelo avanccedilo da ferramenta que seraacute utilizado neste trabalho ser
5
muito pequeno comparado agraves dimensotildees da peccedila e ferramenta esta defasagem natildeo seraacute
apresentada nos graacuteficos E tambeacutem por conta disto os acircngulos θ1 e θ2 podem ser
relacionados de acordo com raio da trajetoacuteria Rt e o avanccedilo f de acordo com a Equaccedilatildeo
24 Nesta equaccedilatildeo eacute considerado o nuacutemero de voltas que a ferramenta faz em volta do
proacuteprio eixo para completar uma volta total ao redor da peccedila
θ2 =θ1 f
2πRt(24)
22 Trajetoacuterias da ferramenta no fresamento de topo
Neste trabalho seratildeo abordadas trajetoacuterias diferentes para o fresamento de topo
linear circular e helicoidal As trajetoacuterias realizadas pela ferramenta podem ser definidas
pelo comportamento da velocidade de avanccedilo v f e pela geometria de corte Modelos de
vistas superiores ao processo tambeacutem satildeo apresentados representando os paracircmetros de
cada trajetoacuteria
221 Linear
Uma trajetoacuteria linear da ferramenta ilustrada pela Figura 22 significa que a di-
reccedilatildeo de avanccedilo eacute a mesma durante todo o processo Considerando que a velocidade de
avanccedilo v f pode ser definida como um vetor na trajetoacuteria linear a componente v f z eacute nula
por conta da ferramenta natildeo ter movimento vertical como indica a Equaccedilatildeo 25
~v f =
v f x
v f y
0
(25)
Isso confirma a profundidade de corte ap constante devido ao movimento da ferra-
menta ser somente no plano xy Tambeacutem no processo de fresamento as componentes da
velocidade de avanccedilo v f satildeo constantes ou seja suas derivadas em relaccedilatildeo ao tempo satildeo
nulas de acordo com as Equaccedilotildees 26
6
partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

n =vc1000
πD f[rpm] (21)
O avanccedilo f eacute o percurso que o ponto no centro da ferramenta percorre quando a
ferramenta completa uma volta O avanccedilo por dente ft eacute a quantidade de material usinado
em uma volta na direccedilatildeo de avanccedilo dividido pelo nuacutemero de dentes z que a ferramenta
possui ou seja eacute o avanccedilo apoacutes cada dente ter passado pela peccedila
A velocidade de avanccedilo vf eacute a velocidade instantacircnea de translaccedilatildeo da ferramenta
segundo a direccedilatildeo e sentido do avanccedilo Eacute calculada a partir da velocidade de rotaccedilatildeo n
do avanccedilo por dente ft e do nuacutemero de dentes da ferramenta z
v f = ft zn[mmmin] (22)
Na Figura 21 pode-se observar as velocidades definidas de acordo com o sentido
de horaacuterio de rotaccedilatildeo da ferramenta para um fresamento de topo
Figura 21 Velocidades de corte e de avanccedilo no fresamento
A profundidade de corte ap eacute a penetraccedilatildeo da ferramenta na peccedila medida perpendi-
cularmente ao plano de trabalho A espessura de corte ae eacute a penetraccedilatildeo da ferramenta no
plano de trabalho O plano de trabalho eacute o plano que conteacutem as velocidades v f e vc
O acircngulo θ2 eacute o acircngulo que define a posiccedilatildeo de um dente da ferramenta de acordo
com a sua rotaccedilatildeo em volta do proacuteprio eixo Este acircngulo cresce no sentido da rotaccedilatildeo
da ferramenta Para uma trajetoacuteria linear o acircngulo θ2 eacute medido a partir do eixo y como
4
visto na Figura 23 jaacute para trajetoacuterias em que a ferramenta faz um percurso circular ao
redor da peccedila o acircngulo θ2 eacute medido a partir do raio da trajetoacuteria ou seja da reta que liga
o centro da ferramenta ao centro da peccedila como pode ser visto na Figura 22
Para as trajetoacuterias que a ferramenta faz um movimento circular ao redor da peccedila a
trajetoacuteria possui um raio Rt e o acircngulo θ1 eacute o acircngulo que relaciona as posiccedilotildees x e y do
centro da ferramenta com o centro da peccedila como mostra a Figura 22
Figura 22 Acircngulos θ1 e θ2
Como pela definiccedilatildeo do acircngulo θ2 ele eacute definido por uma reta que estaacute variando
com o avanccedilo da ferramenta eacute necessaacuterio definir o acircngulo θ que eacute o acircngulo medido a
partir do eixo fixo x ateacute a reta que liga os centros da fresa e da ferramenta no sentido
anti-horaacuterio A variaccedilatildeo de 2π de θ define um avanccedilo completo da fresa e sua definiccedilatildeo eacute
dada pela Equaccedilatildeo 23
θ = (180minusθ1)+θ2 (23)
Por conta disso existe uma defasagem entre a volta completa de θ2 e o iniacutecio do
proacuteximo corte poreacutem pelo avanccedilo da ferramenta que seraacute utilizado neste trabalho ser
5
muito pequeno comparado agraves dimensotildees da peccedila e ferramenta esta defasagem natildeo seraacute
apresentada nos graacuteficos E tambeacutem por conta disto os acircngulos θ1 e θ2 podem ser
relacionados de acordo com raio da trajetoacuteria Rt e o avanccedilo f de acordo com a Equaccedilatildeo
24 Nesta equaccedilatildeo eacute considerado o nuacutemero de voltas que a ferramenta faz em volta do
proacuteprio eixo para completar uma volta total ao redor da peccedila
θ2 =θ1 f
2πRt(24)
22 Trajetoacuterias da ferramenta no fresamento de topo
Neste trabalho seratildeo abordadas trajetoacuterias diferentes para o fresamento de topo
linear circular e helicoidal As trajetoacuterias realizadas pela ferramenta podem ser definidas
pelo comportamento da velocidade de avanccedilo v f e pela geometria de corte Modelos de
vistas superiores ao processo tambeacutem satildeo apresentados representando os paracircmetros de
cada trajetoacuteria
221 Linear
Uma trajetoacuteria linear da ferramenta ilustrada pela Figura 22 significa que a di-
reccedilatildeo de avanccedilo eacute a mesma durante todo o processo Considerando que a velocidade de
avanccedilo v f pode ser definida como um vetor na trajetoacuteria linear a componente v f z eacute nula
por conta da ferramenta natildeo ter movimento vertical como indica a Equaccedilatildeo 25
~v f =
v f x
v f y
0
(25)
Isso confirma a profundidade de corte ap constante devido ao movimento da ferra-
menta ser somente no plano xy Tambeacutem no processo de fresamento as componentes da
velocidade de avanccedilo v f satildeo constantes ou seja suas derivadas em relaccedilatildeo ao tempo satildeo
nulas de acordo com as Equaccedilotildees 26
6
partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

visto na Figura 23 jaacute para trajetoacuterias em que a ferramenta faz um percurso circular ao
redor da peccedila o acircngulo θ2 eacute medido a partir do raio da trajetoacuteria ou seja da reta que liga
o centro da ferramenta ao centro da peccedila como pode ser visto na Figura 22
Para as trajetoacuterias que a ferramenta faz um movimento circular ao redor da peccedila a
trajetoacuteria possui um raio Rt e o acircngulo θ1 eacute o acircngulo que relaciona as posiccedilotildees x e y do
centro da ferramenta com o centro da peccedila como mostra a Figura 22
Figura 22 Acircngulos θ1 e θ2
Como pela definiccedilatildeo do acircngulo θ2 ele eacute definido por uma reta que estaacute variando
com o avanccedilo da ferramenta eacute necessaacuterio definir o acircngulo θ que eacute o acircngulo medido a
partir do eixo fixo x ateacute a reta que liga os centros da fresa e da ferramenta no sentido
anti-horaacuterio A variaccedilatildeo de 2π de θ define um avanccedilo completo da fresa e sua definiccedilatildeo eacute
dada pela Equaccedilatildeo 23
θ = (180minusθ1)+θ2 (23)
Por conta disso existe uma defasagem entre a volta completa de θ2 e o iniacutecio do
proacuteximo corte poreacutem pelo avanccedilo da ferramenta que seraacute utilizado neste trabalho ser
5
muito pequeno comparado agraves dimensotildees da peccedila e ferramenta esta defasagem natildeo seraacute
apresentada nos graacuteficos E tambeacutem por conta disto os acircngulos θ1 e θ2 podem ser
relacionados de acordo com raio da trajetoacuteria Rt e o avanccedilo f de acordo com a Equaccedilatildeo
24 Nesta equaccedilatildeo eacute considerado o nuacutemero de voltas que a ferramenta faz em volta do
proacuteprio eixo para completar uma volta total ao redor da peccedila
θ2 =θ1 f
2πRt(24)
22 Trajetoacuterias da ferramenta no fresamento de topo
Neste trabalho seratildeo abordadas trajetoacuterias diferentes para o fresamento de topo
linear circular e helicoidal As trajetoacuterias realizadas pela ferramenta podem ser definidas
pelo comportamento da velocidade de avanccedilo v f e pela geometria de corte Modelos de
vistas superiores ao processo tambeacutem satildeo apresentados representando os paracircmetros de
cada trajetoacuteria
221 Linear
Uma trajetoacuteria linear da ferramenta ilustrada pela Figura 22 significa que a di-
reccedilatildeo de avanccedilo eacute a mesma durante todo o processo Considerando que a velocidade de
avanccedilo v f pode ser definida como um vetor na trajetoacuteria linear a componente v f z eacute nula
por conta da ferramenta natildeo ter movimento vertical como indica a Equaccedilatildeo 25
~v f =
v f x
v f y
0
(25)
Isso confirma a profundidade de corte ap constante devido ao movimento da ferra-
menta ser somente no plano xy Tambeacutem no processo de fresamento as componentes da
velocidade de avanccedilo v f satildeo constantes ou seja suas derivadas em relaccedilatildeo ao tempo satildeo
nulas de acordo com as Equaccedilotildees 26
6
partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

muito pequeno comparado agraves dimensotildees da peccedila e ferramenta esta defasagem natildeo seraacute
apresentada nos graacuteficos E tambeacutem por conta disto os acircngulos θ1 e θ2 podem ser
relacionados de acordo com raio da trajetoacuteria Rt e o avanccedilo f de acordo com a Equaccedilatildeo
24 Nesta equaccedilatildeo eacute considerado o nuacutemero de voltas que a ferramenta faz em volta do
proacuteprio eixo para completar uma volta total ao redor da peccedila
θ2 =θ1 f
2πRt(24)
22 Trajetoacuterias da ferramenta no fresamento de topo
Neste trabalho seratildeo abordadas trajetoacuterias diferentes para o fresamento de topo
linear circular e helicoidal As trajetoacuterias realizadas pela ferramenta podem ser definidas
pelo comportamento da velocidade de avanccedilo v f e pela geometria de corte Modelos de
vistas superiores ao processo tambeacutem satildeo apresentados representando os paracircmetros de
cada trajetoacuteria
221 Linear
Uma trajetoacuteria linear da ferramenta ilustrada pela Figura 22 significa que a di-
reccedilatildeo de avanccedilo eacute a mesma durante todo o processo Considerando que a velocidade de
avanccedilo v f pode ser definida como um vetor na trajetoacuteria linear a componente v f z eacute nula
por conta da ferramenta natildeo ter movimento vertical como indica a Equaccedilatildeo 25
~v f =
v f x
v f y
0
(25)
Isso confirma a profundidade de corte ap constante devido ao movimento da ferra-
menta ser somente no plano xy Tambeacutem no processo de fresamento as componentes da
velocidade de avanccedilo v f satildeo constantes ou seja suas derivadas em relaccedilatildeo ao tempo satildeo
nulas de acordo com as Equaccedilotildees 26
6
partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

partv f x
partt= 0
partv f y
partt= 0 (26)
As Equaccedilotildees 26 comprovam o movimento linear da trajetoacuteria se natildeo haacute variaccedilatildeo
nas componentes a direccedilatildeo de ~v f eacute a mesma durante o processo inteiro Ainda uma das
componentes pode ser nula fazendo com que a ferramenta se movimente na direccedilatildeo do
eixo x ou do eixo y Um modelo representando a vista superior do processo na trajetoacuteria
linear pode ser visto na Figura 23 Neste modelo a velocidade de avanccedilo soacute possui a
componente v f x
Figura 23 Anaacutelise da geometria na trajetoacuteria linear
222 Circular
A trajetoacuteria circular se diferencia da linear de maneira que sua direccedilatildeo de avanccedilo
natildeo eacute constante ela varia fazendo com que o eixo da ferramenta percorra um caminho
circular ao redor da peccedila como mostra a Figura 24
7
Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Figura 24 Processo de fresamento circular [1]
Assim como na trajetoacuteria linear a Equaccedilatildeo 25 tambeacutem eacute vaacutelida e a profundidade
de corte ap tambeacutem eacute constante pelo fato da componente da velocidade de avanccedilo em z
v f z ser nula As componentes v f x e v f y natildeo satildeo mais constantes como indica as Equaccedilotildees
27 e por isso a direccedilatildeo de ~v f muda ao longo do processo de usinagem
partv f x
partt6= 0
partv f y
partt6= 0 (27)
Nesta trajetoacuteria assim como na linear se utiliza de uma maacutequina de comando nu-
meacuterico (CNC) que eacute programada de maneira que a ferramenta percorra o trajeto desejado
Para isto satildeo definidos os pontos Px e Py em que o centro da ferramenta percorre durante
este trajeto de acordo com a Equaccedilotildees 28 29 e 210 Estes pontos satildeo definidos a uma
altura z nula de modo que o movimento permaneccedila em um plano
Px = Rt Sen(θ1) (28)
Py = Rt Cos(θ1) (29)
Pz = 0 (210)
Com os pontos definidos a maacutequina CNC ajusta uma trajetoacuteria por meio de uma in-
terpolaccedilatildeo para realizar o processo Os pontos que formam esta trajetoacuteria circular podem
8
ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

ser vistos na Figura 25
Figura 25 Trajetoacuteria circular da ferramenta
Da mesma forma que foi feito para a trajetoacuteria linear um modelo visto de cima eacute
feito para demonstrar melhor a geometria da ferramenta e da peccedila para essa trajetoacuteria
Nesse caso θ2 aumenta no sentido horaacuterio mesmo sentido de rotaccedilatildeo da fresa A Figura
26 ilustra essa vista superior e podem satildeo vistos o acircngulo θ2max a espessura de corte ae
e o raio Rt da trajetoacuteria circular do eixo da ferramenta
9
Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Figura 26 Anaacutelise da geometria na trajetoacuteria circular
223 Trajetoacuteria Helicoidal
Esta trajetoacuteria deixa de ser em um plano aleacutem do avanccedilo por dente no plano xy
existe um avanccedilo no eixo z Sua velocidade de avanccedilo ~v f eacute indicada na Equaccedilatildeo 211 e
da mesma forma que na trajetoacuteria circular as componentes v f x e v f y natildeo satildeo constantes
como visto nas Equaccedilotildees 27
~v f =
v f x
v f y
v f z
(211)
A Equaccedilatildeo 212 ilustra que a componente v f z eacute constante nessa trajetoacuteria a ferra-
menta subindo ou descendo ao redor da peccedila natildeo muda de direccedilatildeo no eixo z e natildeo
partv f z
partt= 0 (212)
No plano xy o movimento da ferramenta eacute igual e possui a mesma geometria de corte
10
do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

do modelo circular e por isso a Figura 26 tambeacutem representa a vista superior desta
trajetoacuteria O movimento feito por um ponto no centro da base da ferramenta forma uma
heacutelice e pode ser definido por coordenadas cilindricas da seguinte forma
Px = Rt Sen(θ1) (213)
Py = Rt Cos(θ1) (214)
Pz =P(θ1)
2π(215)
As Equaccedilotildees 213 214 e 215 apresentam as coordenadas do centro da ferramenta
em casa um dos eixos em funccedilatildeo de Rt do passo P da ferramenta Na Figura 27 plota-se
os pontos do centro da fresa ao percorrer trecircs voltas completas de θ1
Figura 27 Trajetoacuteria helicoidal da ferramenta
Com este movimento em heacutelice a profundidade de corte ap deixa de ser constante
como nas outras trajetoacuterias descritas Por isso ap passa a ser uma funccedilatildeo do acircngulo θ1
como descrevem as Equaccedilotildees 216 e 217 a primeira para a ferramenta subindo em
relaccedilatildeo agrave peccedila e a segunda para a ferramenta descendo
ap(θ1) = apiminus (θ12π
)P (216)
ap(θ1) = api +(θ12π
)P (217)
Sendo
bull api - Profundidade de corte inicial
11
23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

23 Forccedila de Corte no fresamento de topo
A estimativa da forccedila de corte eacute uma maneira de prever potecircncia necessaacuteria para efe-
tuar o processo e com isso ajustar os paracircmetros mencionados para satisfazer o processo
de fresamento respeitando os limites da maacutequina Uma forma de fazer esta estimativa eacute
calcular a quantidade de material removido da peccedila estimando geometricamente a aacuterea
de corte em funccedilatildeo da espessura do cavaco
231 Espessura do cavaco e Aacuterea de Corte
A formaccedilatildeo do cavaco se inicia com a deformaccedilatildeo elaacutestica do material seguida pela
deformaccedilatildeo plaacutestica do material apoacutes isto acontece a ruptura e o deslizamento do material
por um plano de cisalhamento formado na interface da ferramenta e da peccedila (Adaptado
de [2]) O cavaco indeformado eacute a parte do material ainda natildeo deformada apoacutes o plano
de cisalhamento medido na direccedilatildeo radial da ferramenta No fresamento por conta da
rotaccedilatildeo realizada pela ferramenta a espessura do cavaco indeformado natildeo eacute constante
mas sim variaacutevel O acircngulo θ2max representa o valor maacuteximo que o acircngulo θ2 pode
alcanccedilar quando o dente sai do contato com a peccedila e quando a espessura do cavaco
atinge seu valor maacuteximo tambeacutem O caacutelculo da espessura do cavaco no fresamento para
uma trajetoacuteria linear eacute descrito por Martellotti [3] por uma funccedilatildeo do acircngulo de rotaccedilatildeo
θ2 Equaccedilatildeo 218 para uma trajetoacuteria linear A Figura 28 ilustra uma vista superior da
Figura 21 e permite visualizar como a relaccedilatildeo entre ft θ2 e tc
tc(θ2) = ft Sen(θ2) (218)
12
Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Figura 28 Espessura do cavaco em um fresamento de topo linear
No exemplo da Figura 28 o acircngulo θ2max eacute 180e a largura de corte ae eacute igual ao
D f da ferramenta Para este tipo de trajetoacuteria 0 lt θ2 lt 180 e 0 lt ae lt D f e portanto na
Figura 28 ilustram os maiores valores possiacuteveis para ambos os paracircmetros Um modelo
mais adequado para este trabalho eacute apresentado na Figura 23 em que o θ2max eacute menor e
ae tambeacutem eacute menor
A aacuterea de corte Ac eacute calculada pela multiplicaccedilatildeo da espessura do cavaco pela pro-
fundidade de corte e tambeacutem varia ateacute atingir um valor maacuteximo quando θ2 eacute igual a
θ2max
Ac(θ2) = aptc(θ2) (219)
Para esse tipo de trajetoacuteria a ferramenta natildeo possui movimento vertical por isso ap
eacute constante
13
232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

232 Forccedila de corte no fresamento de topo
A forccedila de corte Fc eacute a componente na direccedilatildeo da velocidade de corte vc da forccedila de
usinagem e tambeacutem eacute a maior parcela da forccedila de usinagem Por ser a componente mais
importante da forccedila de usinagem ela eacute utilizada para o caacutelculo de potecircncia necessaacuteria
pela maacutequina para executar o processo No fresamento assim como em outros processos
de usinagem que tem o corte interrompido a forccedila de corte Fc se comporta de maneira
perioacutedica ou seja cresce ateacute atingir um valor maacuteximo e quando o dente sai do contato
com a peccedila reduz seu valor a zero ateacute outro dente comeccedilar a cortar e repetir o processo
Esta forccedila de corte Fc pode ser calculada com uma pressatildeo especiacutefica referente ao material
que multiplica uma aacuterea de corte (adaptado de [3]) como mostra a Equaccedilatildeo 220
~Fc(θ2) = KcAc(θ2) (220)
Como somente seraacute analisado a componente ~Fc da forccedila de usinagem neste trabalho
seraacute utilizado o moacutedulo Fc do vetor ~Fc A pressatildeo especiacutefica Kc representa a forccedila por
unidade de aacuterea do cavaco A forccedila de corte tambeacutem eacute uma funccedilatildeo do acircngulo θ2
Fc(θ2) = Kcaptc(θ2) (221)
A partir da Equaccedilatildeo 221 pode-se plotar na Figura 29 o comportamento de Fc
durante uma volta de uma ferramenta com trecircs dentes seu valor cresce ateacute atingir seu
maacuteximo e depois vai a zero esse tipo de grafico eacute caracteriacutestico de processos que tem
corte interrompido com o fresamento
14
Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Figura 29 Comportamento da forccedila de corte no fresamento
15
Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Capiacutetulo 3
Fresamento de Rosca
Neste capiacutetulo seraacute descrito o processo de fabricaccedilatildeo de roscas atraveacutes do fresa-
mento Seratildeo definidas as geometrias das roscas e seus paracircmetros o tipo de ferramenta
usada nesse processo e tambeacutem como se comportam o cavaco a aacuterea de corte e a forccedila de
corte
Figura 31 Processo de fresamento externo [5]
31 Geometria das Roscas
A fabricaccedilatildeo de roscas pode ser feita por diversos processos de usinagem diferentes
torneamento fresamento cossinete ou macho aleacutem do processo de conformaccedilatildeo que
tambeacutem eacute utilizado O tornemento de roscas eacute o meacutetodo mais comum e mais simples de
fabricaccedilatildeo de roscas trata-se de um processo em que uma ferramenta estacionaacuteria com
uma uacutenica aresta de corte usina a peccedila que gira e possui um movimento de avanccedilo Jaacute
16
o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

o fresamento de rosca se utiliza de uma ferramenta com mais de uma aresta de corte e
nesse processo a peccedila eacute permanece fixa enquanto a ferramenta faz um movimento de
rampa subindo ou descendo ao redor da peccedila Esse processo se difere do torneamento
por possibilitar a usinagem de peccedilas que natildeo permitam sua utilizaccedilatildeo em um torno ser
mais adequado para a usinagem de materiais de difiacutecil usinagem e tambeacutem possuir um
acabamento final de peccedila melhor que o do torneamento
As roscas podem ser descritas como um conjunto de filetes em uma superfiacutecie ciacutelin-
drica ou cocircnica Os pontos que descrevem os filetes percorrem uma trajetoacuteria helicoidal
formando heacutelices com passo fixo ou variaacutevel
As roscas podem ser classificadas como internas ou externas dependendo da super-
fiacutecie que o perfil se encontra Tambeacutem podem ser classificadas como direita ou esquerda
de acordo com o sentido de aperto que ela apresenta se o sentido de aperto de um pa-
rafuso em uma porca eacute o sentido horaacuterio a rosca eacute direita jaacute a rosca esquerda obedece
justamente o contraacuterio o sentido anti-horaacuterio de aperto
Outra maneira de classificar as roscas pode ser feita pelo perfil apresentado como
pode ser visto na Figura 32 junto com as aplicaccedilotildees usuais de cada um O perfil de rosca
mais comum eacute o perfil triangular e sua aplicaccedilatildeo eacute feita na fixaccedilatildeo de diversos objetos
outro perfil de rosca eacute o perfil trapezoidal que eacute utilizado para tramissatildeo de movimento
como por exemplo em um fuso de um torno
17
Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Figura 32 Classificaccedilatildeo quanto ao perfil e aplicaccedilotildees das roscas [5]
Especificamente para as roscas meacutetricas seu perfil eacute visto na Figura 33 A geo-
metria desse perfil definida pela norma permite que seja calculada qualquer distacircncia a
partir do passo P e da altura do triacircngulo fundamental H Essa proporcionalidade permite
a intercambialidade e a qualidade das peccedilas
18
Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Figura 33 Paracircmetros definidos para rosca meacutetrica [6]
32 Ferramenta para Fresamento de Rosca
A ferramenta que eacute utilizada para o processo de fabricaccedilatildeo de roscas eacute uma fresa
especial diferente da fresa de topo Essa fresa possui perfil complementar ao da rosca
como mostra a Figura 34 para que possa ser usinado o perfil na peccedila
Figura 34 Imagem de uma fresa de rosca com canais retos [7]
Na Figura 34 satildeo indicados L Le e D que representam o comprimento total da fer-
ramenta o comprimento efetivo de corte e o diacircmetro nominal da fresa respectivamente
Por exemplo uma fresa M10 tem seu diacircmetro nominal D igual a 10mm Uma fresa de
19
rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

rosca tambeacutem possui um acircngulo de heacutelice λ que eacute o acircngulo entre a direccedilatildeo dos canais
da fresa com o eixo da fresa no exemplo da Figura 34 a fresa tem canais retos e o seu
acircngulo λ vale 0
Para ser rosqueada o diacircmetro varia com um ponto qualquer agrave uma altura z da base
da ferramenta A Figura 35 ilustra a diferenccedila de diacircmetro no perfil da fresa d(z) varia
de D1 ateacute D2 com o aumento da altura z depois diminui ateacute D1 novamente para cada
dente da ferramenta
Figura 35 Geometria da fresa indicando os diacircmetros D1 D2 e d(z)
33 Trajetoacuterias da fresa de rosca
331 Trajetoacuteria Linear - apenas para modelagem
O fresamento de rosca com uma trajetoacuteria linear natildeo existe na praacutetica poreacutem eacute uma
boa adaptaccedilatildeo a ser feita de modo a simplificar o caacutelculo de Fc Utilizando a mesma
trajetoacuteria do capiacutetulo anterior soacute que agora com uma fresa de rosca com mais de uma
aresta de corte produzindo espessuras de cavavo diferentes para cada aresta
Se nessa simplificaccedilatildeo o processo for semelhante agrave Figura 28 em que ae eacute maacuteximo
e θ2max vale 180 o material retirado por um dente da fresa de rosca seria como ilustra a
36 A Figura 37 representa este material retirado visto de cima indicando como exemplo
os acircngulos θ2 de 45 e 90 e θ2max de 180
20
Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Figura 36 Cavaco retirado com θ2max = 180
Figura 37 Vista superior do cavaco retirado
Esta Figura 36 foi obtida atraveacutes do AutoCAD simulando a passagem de um
dente da ferramenta durante um ft Nela pode-se observar a variaccedilatildeo da aacuterea de corte
em funccedilatildeo de θ2 se forem feitos cortes transversais em posiccedilotildees diferentes de θ2 A
Figura 38 representa o um corte transversal na posiccedilatildeo em que θ2 eacute 45
21
Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Figura 38 Corte transversal do material removido
332 Helicoidal
Esta eacute a trajetoacuteria utilizada na praacutetica para a fabricaccedilatildeo de roscas Primeiro a fer-
ramenta tem diversas maneiras de entrar na peccedila para iniciar o corte para o fresamento
de rosca externa a fresa se aproxima tangenciando a peccedila e a partir do iniacutecio do corte
da mesma maneira que no Capiacutetulo anterior a ferramenta faz o movimento em rampa
circular ao redor da peccedila como ilustrado na Figura 27
Diferentemente da hipoacutetese de trajetoacuteria linear feitar anteriormente agora a fer-
ramenta tem movimento subindo no eixo z Utilizando do processo anaacutelogo feito para
encontrar a Figura 417 tambeacutem se faz um corte transversal na posiccedilatildeo em que θ2 eacute 45
apoacutes simular no software a passagem de um dente pela peccedila A Figura 39 mostra este
corte
22
Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Figura 39 Corte transversal do material removido
34 Forccedilas no Fresamento de Rosca
Assim como no fresamento de topo a forccedila de corte ~Fc eacute a componente mais im-
portante da forccedila de usinagem e tambeacutem tem a mesma direccedilatildeo da velocidade de corte
vc Semelhante ao fresamento de topo ~Fc eacute uma funccedilatildeo da aacuterea de corte Ac poreacutem Ac
no fresamento de rosca natildeo pode ser obtida pela Equaccedilatildeo 28 por conta da geometria de
corte ser diferente e o diacircmetro da ferramenta natildeo ser constante A aacuterea de corte Ac eacute a
aacuterea vista nas Figuras 38 e 39 essa aacuterea varia com θ2 da mesma forma que a aacuterea de
corte do fresamento de topo varia
A forccedila de corte no fresamento de rosca tambeacutem eacute calculada em funccedilatildeo da aacuterea de
corte (Equaccedilatildeo 25) e tambeacutem varia de acordo com o acircngulo θ2 Por se tratar de um
processo de fresamento tambeacutem possui o corte interrompido e por isso o valor de Fc
aumenta ateacute atingir seu valor maacuteximo e vai a zero quando o dente sai do contato da peccedila
Diferentemente do fresamento dos modelos de fresamento de topo nesse caso natildeo
pode ser utilizado como aproximaccedilatildeo o modelo de Martellotti para calcular a espessura
do cavaco Dessa maneira a modelagem seraacute feita diretamente da aacuterea Ac com auxiacutelio do
AutoCAD
23
Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Capiacutetulo 4
Simulaccedilatildeo da Forccedila de Corte nos
Fresamentos de Topo e de Rosca
Nesse capiacutetulo satildeo realizadas simulaccedilotildees para cada tipo de fresamento em diferen-
tes trajetoacuterias utilizando paracircmetros reais para uma ferramenta e para um processo Para
isso seraacute utilizado um software para modelar as geometrias de corte de cada processo e
obter a espessura do cavaco e a aacuterea de corte de cada um
41 Geometria da ferramenta e paracircmetros de corte
Em todos os modelos foram usados os mesmos paracircmetros tanto para a ferramenta
quanto para o processo em si os referentes agrave ferramenta de topo podem ser vistos na
Tabela 41 e os referentes agrave fresa de rosca na Tabela 42
Tabela 41 Paracircmetros geomeacutetricos da Fresa de Topo
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
24
Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Tabela 42 Paracircmetros geomeacutetricos da Fresa de Rosca
Passo 15 mm
Diacircmetro da fresa (D2) 82 mm
Comprimento efetivo de corte (Le) 195 mm
Nuacutemero de dentes (z) 3
A Figura 41 ilustra as duas ferramentas reais que foram adaptadas para a realizaccedilatildeo
das simulaccedilotildees
Figura 41 Fresa de topo e fresa de Rosca usadas (Adaptadas de [7] e [8])
Jaacute os paracircmetros referentes ao processo de usinagem em si estatildeo na Tabela 43 Os
mesmos paracircmetros do processo foram definidos para as trajetoacuterias do fresamento de topo
e do fresamento de rosca
25
Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Tabela 43 Paracircmetros geomeacutetricos para o Fresamento de Topo e de Rosca
vc(mmin) 15
v f (mmmin) 175
ft(mmrot) 01
ae(mm) 09743
ap(mm) 45
Diacircmetro da Peccedila (mm) 8
42 Trajetoacuterias simuladas
Nesta seccedilatildeo satildeo apresentadas todas as trajetoacuterias simuladas para o fresamento de
topo e o de rosca a Tabela 44 identifica as trajetoacuterias de cada processo e as diferenccedilas
entre elas
Tabela 44 My caption
Processo de Usinagem Trajetoacuteria ~v f θ2max
Fresamento de Topo
Linear
v f x
0
0
40
Circular
v f x
v f y
0
28
Helicoidal
v f x
v f y
v f z
28
Fresamento de RoscaLinear - simplificaccedilatildeo
v f x
0
0
40
Helicoidal
v f x
v f y
v f z
28
26
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-
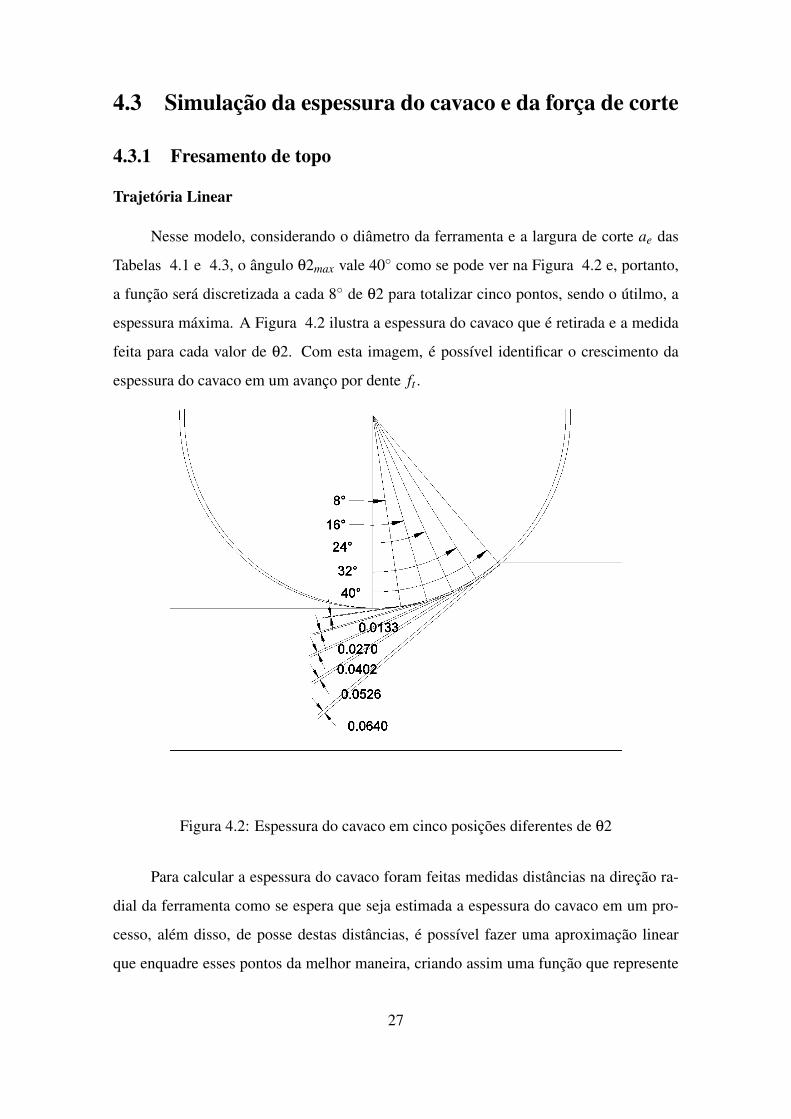
43 Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
431 Fresamento de topo
Trajetoacuteria Linear
Nesse modelo considerando o diacircmetro da ferramenta e a largura de corte ae das
Tabelas 41 e 43 o acircngulo θ2max vale 40 como se pode ver na Figura 42 e portanto
a funccedilatildeo seraacute discretizada a cada 8 de θ2 para totalizar cinco pontos sendo o uacutetilmo a
espessura maacutexima A Figura 42 ilustra a espessura do cavaco que eacute retirada e a medida
feita para cada valor de θ2 Com esta imagem eacute possiacutevel identificar o crescimento da
espessura do cavaco em um avanccedilo por dente ft
Figura 42 Espessura do cavaco em cinco posiccedilotildees diferentes de θ2
Para calcular a espessura do cavaco foram feitas medidas distacircncias na direccedilatildeo ra-
dial da ferramenta como se espera que seja estimada a espessura do cavaco em um pro-
cesso aleacutem disso de posse destas distacircncias eacute possiacutevel fazer uma aproximaccedilatildeo linear
que enquadre esses pontos da melhor maneira criando assim uma funccedilatildeo que represente
27
a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

a variaccedilatildeo desta espessura pelo acircngulo θ2 Com o software Mathematica essa funccedilatildeo foi
gerada e eacute indicada na Equaccedilatildeo 41
tc(θ2) = 00016θ2 (41)
Aleacutem da reta gerada no Mathematica tem-se a funccedilatildeo teoacuterica do modelo de Mar-
tellotti da Equaccedilatildeo 218 citada no capiacutetulo 2 e o proacuteprio valor medido no desenho para
cada posiccedilatildeo
A Tabela 45 e a Figura 43 mostram todos os pontos referentes agraves trecircs maneiras
citadas e se percebe que os valores se aproximam bastante comprovando que as maneiras
de medir essas espessuras estaacute coerente
Tabela 45 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias medidas (mm)
0 0 0 0
8 00139 00129 00133
16 00276 00258 00270
24 00407 00387 00402
32 00530 00516 00526
40 00643 00644 00640
Figura 43 Graacutefico com os valores de espessura do cavaco da Tabela 45
28
Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Entretanto para escolher qual das retas utilizar se faz necessaacuterio comparar as duas
maneiras em que os pontos foram calculados com os pontos medidos no desenho e a ma-
neira utilizada para fazer tal comparaccedilatildeo foi utilizando o coeficiente de determinaccedilatildeo R2
Esse coeficiente varia de 0 a 1 e indica em percentual quanto um ajuste linear consegue
explicar os valores observados esse meacutetodo eacute feito calculando a soma dos quadrados (SQ)
das diferenccedilas entre valores observados e meacutedia da amostra conforme a Equaccedilatildeo 42
SQ =n
sumi=1
(yiminus y)2 (42)
Uma vez calculada a SQ de cada modelo e da amostra a razatildeo R2 de cada uma pela
da amostra indica quatildeo bem o ajuste representa a mediccedilatildeo
Tabela 46 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria linear
Modelo de Martellotti Aproximaccedilatildeo Linear
R2 09964 09977
Observando a Tabela 46 conclui-se que a aproximaccedilatildeo linear feita representa li-
geiramente melhor os valores cotados no desenho e por conta disso a Equaccedilatildeo 41 seraacute
usada daqui para frente para representar a variaccedilatildeo da espessura do cavaco quando θ2
varia de 0 ateacute θ2max
Aleacutem disso como a ferramenta possui trecircs dentes apoacutes o θ2max ser atingido a
ferramenta natildeo corta ateacute que o proacuteximo dente entre na peccedila ou seja quando θ2 for 120
o cavaco comeccedila a ser retirado de novo e assim o processo se repete a cada dente que a
ferramenta toca na peccedila
Pode-se plotar na Figura 44 a Equaccedilatildeo 41 calculando os valores da espessura do
cavaco considerando uma volta completa da ferramenta quando os trecircs dentes cortam e
θ2 varia de 0 ateacute 360
29
Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Figura 44 Espessura do cavaco durante uma volta completa da ferramenta
Com a aproximaccedilatildeo linear de tc feita e sabendo que a profundidade de corte ap
nesse modelo eacute constante sabe-se a aacuterea de corte Ac utilizando a Equaccedilatildeo 219
A forccedila de corte ~Fceacute calculada como a Equaccedilatildeo 221 sugere utilizando pressatildeo
especiacutefica de corte Kc Para que possa ser feita uma comparaccedilatildeo dos valores da forccedila de
corte entre as trajetoacuterias foi utilizado uma pressatildeo especiacutefica de corte Kc igual para todos
os processos O valor para Kc de um accedilo-carbono meacutedio eacute de 3600Nmm2 [9] e este seraacute
o valor utilizado para os caacutelculos a seguir Com este valor de Kc plota-se o graacutefico da
Figura 45
30
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-
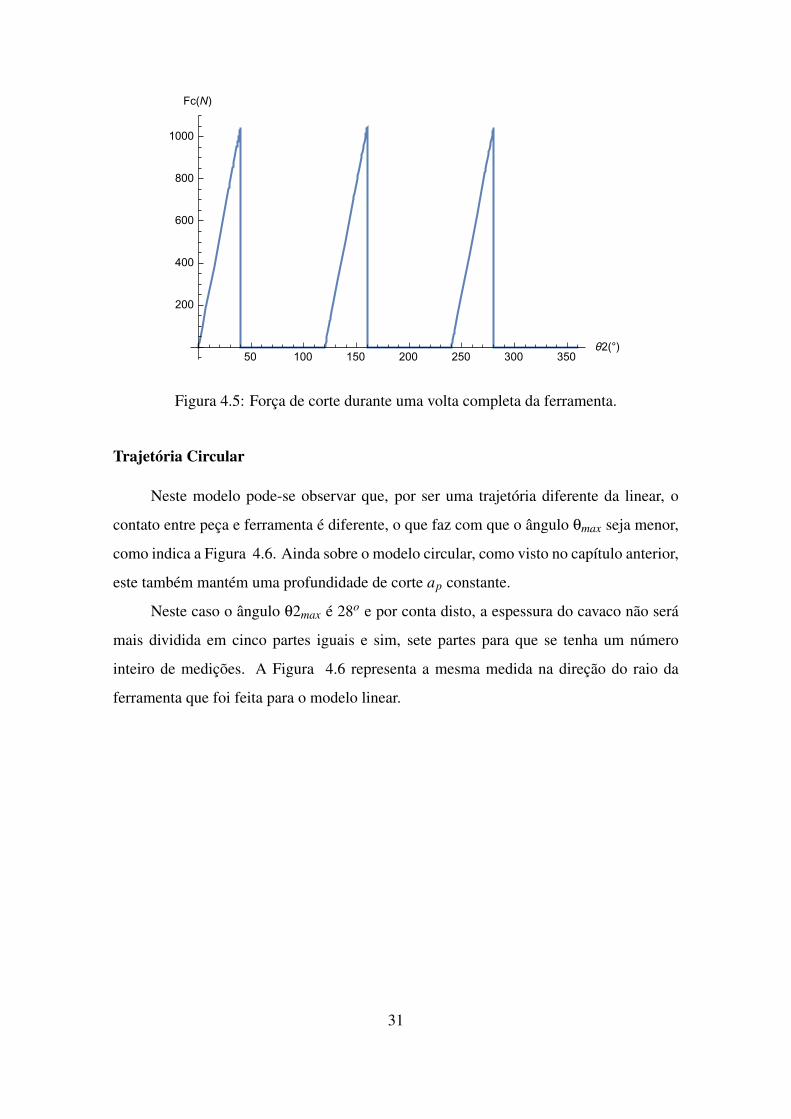
Figura 45 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Circular
Neste modelo pode-se observar que por ser uma trajetoacuteria diferente da linear o
contato entre peccedila e ferramenta eacute diferente o que faz com que o acircngulo θmax seja menor
como indica a Figura 46 Ainda sobre o modelo circular como visto no capiacutetulo anterior
este tambeacutem manteacutem uma profundidade de corte ap constante
Neste caso o acircngulo θ2max eacute 28o e por conta disto a espessura do cavaco natildeo seraacute
mais dividida em cinco partes iguais e sim sete partes para que se tenha um nuacutemero
inteiro de mediccedilotildees A Figura 46 representa a mesma medida na direccedilatildeo do raio da
ferramenta que foi feita para o modelo linear
31
Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Figura 46 Espessura do cavaco em sete posiccedilotildees diferentes de θ2
Agora para esse modelo tambeacutem eacute feita uma regressatildeo linear com auxiacutelio do
Mathematica indicada pela Equaccedilatildeo 43
tc(θ2) = 00017θ2 (43)
Considerando que o avanccedilo por dente ft eacute pequeno e que para uma movimenta-
ccedilatildeo pequena da fresa a Equaccedilatildeo de Martelloti para o fresamento linear se torna vaacutelida
existem de novo trecircs maneiras de se obter a funccedilatildeo do crescimento do cavaco por θ2
Mais uma vez se vecirc necessaacuterio analisar qual modelo eacute mais proacuteximo das dimensotildees
medidas (Tabela 47 e a Figura 48) Repetindo o processo feito no modelo anterior se
determina o coeficiente R2 indicado na Tabela 48
32
Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Tabela 47 Valores da espessura do cavaco na posiccedilatildeo do acircngulo θ2
θ2 (o) Modelo de Martellotti (mm) Aproximaccedilatildeo Linear (mm) Distacircncias Medidas (mm)
0 0 0 0
4 00070 00068 00068
8 00139 00136 00138
12 00208 00203 00207
16 00276 00271 00276
20 00342 00339 00342
24 00407 00407 00407
28 00469 00474 00474
Figura 47 Graacutefico com os valores de espessura do cavaco da Tabela 47
Tabela 48 Coeficiente de determinaccedilatildeo dos modelos na trajetoacuteria circular
Modelo teoacuterico Aproximaccedilatildeo Linear
R2 09840 09992
A aproximaccedilatildeo linear da Equaccedilatildeo 43 tambeacutem foi mais proacutexima dos valores medido
e por conta disso tambeacutem seraacute utilizada para os caacutelculos seguintes Analogamente ao
33
processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

processo feito para o modelo anterior os graacuteficos para a espessura do cavaco e forccedila de
corte satildeo estimados e vistos nas Figuras 48 e 49
Figura 48 Espessura do cavaco durante uma volta completa da ferramenta
Figura 49 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
Uma vez que a projeccedilatildeo desta trajetoacuteria eacute igual agrave trajetoacuteria circular o modelo de
Martellotti tambeacutem eacute uma aproximaccedilatildeo que seraacute feita para o caacutelculo de tc jaacute que o avanccedilo
por dente e o avanccedilo em z satildeo muito pequenos se comparados agrave geometria da peccedila e
34
da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

da ferramenta Entretanto os caacutelculos de Ac e Fc usaratildeo a profundidade ap variaacutevel
Considerando que a ferramenta esteja subindo em relaccedilatildeo peccedila a Equaccedilatildeo 216 eacute vaacutelida
para o caacutelculo de ap em funccedilatildeo de θ2
Como foi escolhido uma profundidade de corte inicial de 45mm que equivale a trecircs
passos quando a ferramenta completar trecircs voltas ao redor da peccedila elas natildeo tem mais
contato e natildeo haacute mais fresamento ou seja a aacuterea e a forccedila de corte satildeo nulas Neste caso
os graacuteficos seratildeo plotados em funccedilatildeo de θ1 para facilitar a visualizaatildeo e o entendimento
dos mesmo A Figuras 411 indica a forccedila de corte Fc na primeira variaccedilatildeo de 10 de
θ1 a Figura 412 indica a mesma variaccedilatildeo de θ1 dois passos depois ou seja depois
da ferramenta ter completado duas voltas completas ao redor da peccedila A Figura 410
representa uma fresa de rosca nas posiccedilotildees z1 e z2 referentes agrave simulaccedilatildeo 1 e agrave simulaccedilatildeo
2 dos graacuteficos a seguir Apesar da figura representar uma fresa de rosca a simulaccedilatildeo feita
continua sento com uma fresa de topo de diacircmetro constante
Figura 410 Posiccedilotildees da ferramenta nas simulaccedilotildees 1 e 2
35
Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Figura 411 Forccedila de corte durante iniacutecio do processo
Figura 412 Forccedila de corte durante final do processo
44 Fresamento de Rosca
Como citado no capiacutetulo anterior para fresamentos de rosca natildeo se pode calcular
utilizar a profundidade de corte ap jaacute que o diacircmetro da fresa natildeo eacute mais constante Com
auxiacutelio novamente do AutoCAD foram feitos cortes transversais em diferentes posiccedilotildees
de θ2 no material retirado da peccedila a cada ft como visto no capiacutetulo anterior As aacutereas
36
internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

internas dos cortes feitos indicam a aacuterea de corte Ac a cada posiccedilatildeo de θ2 de um dente da
ferramenta
Trajetoacuteria Linear - apenas para modelagem
Diferentemente do fresamento de topo a espessura do cavaco natildeo tem um valor
constante para cada θ2 Na Figura 413 eacute plotado tc pela altura z em um θ2 fixo A
espessura tc atinge seu maacuteximo na aresta mais externa da ferramenta em que d(z) = D2
Figura 413 Espessura do cavaco pela altura z para θ2 fixo
Nessa simplificaccedilatildeo a trajetoacuteria da ferramenta vista de cima faz a mesma geometria
de corte da Figura 23 Com isso θ2max tambeacutem vale 40 e por isso os cortes tranversais
seratildeo feitos a cada variaccedilatildeo de 8 de θ2 A aacuterea de cada corte eacute vaacutelida para um dente da
ferramenta e como a profundidade de corte ap escolhida foi 45mm a aacuterea de corte Ac
deve ser multiplicada por 3 jaacute que 3 dentes da fresa estatildeo em contato com a peccedila
A Tabela 49 indica a aacuterea de corte para cada posiccedilatildeo de θ2
37
Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Tabela 49 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria linear
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
8 00231 00693
16 00432 01296
24 00624 01872
32 00801 02403
40 00961 02883
Utilizando o Mathematica eacute gera uma funccedilatildeo que represente o crescimento de Ac
por θ2 a melhor aproximaccedilatildeo de acordo com o software foi de uma funccedilatildeo senoidal com
foacutermula indicada pela Equaccedilatildeo 44
Ac(θ2) = aSen(ωθ2) (44)
Sendo a e ω coeficientes gerados pelo proacuteprio Mathematica para satisfazer o mo-
delo sugerido Para os dados da aacuterea de corte dos trecircs dentes da Tabela 49 os coeficientes
calculados satildeo vistos na Equaccedilatildeo 45 e os graacuteficos da aacuterea de corte e forccedila de corte para
0 lt θ2 lt 360 nas Figuras 414 e 415
Ac(θ2) = 03679Sen(12840θ2) (45)
38
Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Figura 414 Aacuterea de corte durante uma volta completa da ferramenta
Figura 415 Forccedila de corte durante uma volta completa da ferramenta
Trajetoacuteria Helicoidal
O comportamento da espessura do cavaco nessa trajetoacuteria eacute diferente da simplifica-
ccedilatildeo linear anterior Para um θ2 fixo de acordo com a geometria do corte e a ferramenta
tendo um avanccedilo no eixo z percebe-se que as espessuras do cavaco nas arestas laterais
natildeo satildeo iguais como visto no graacutefico da Figura 416 Mais uma vez a aresta de corte
mais externa em que d(z) = D2 possui o tc maacuteximo
39
Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Figura 416 Espessura do cavaco pela altura z
Analogamente agrave trajetoacuteria anterior tambeacutem foram feitas as medidas as Aacutereas de
corte na passagem de um dente e as mesmas multiplicadas por trecircs A vista superior
dessa trajetoacuteria assim como no fresamento de topo eacute a mesma da trajetoacuteria circular ilus-
trada na Figura 26 portanto de acordo com a geometria o θ2max vale 28 Da mesma
forma os cortes transversais seratildeo feitos a cada 4 totalizando 7 cortes como indica a
Tabela
Tabela 410 Valores da Aacuterea de corte em diferentes posiccedilotildees de θ2 na trajetoacuteria helicoidal
θ2 () Aacuterea de corte de um dente (mm2) Aacuterea de corte de trecircs dentes (mm2)
0 0 0
4 00184 00552
8 00242 00726
12 00333 00999
16 00433 01299
20 00530 01590
24 00624 01872
28 00714 02142
Tambeacutem de acordo com o software Equaccedilatildeo 44 eacute um modelo adequado para
aproximaccedilatildeo desses pontos agrave uma funccedilatildeo Nesse caso os coeficientes calculados satildeo
indicados na Equaccedilatildeo 46
40
Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Ac(θ2) = 02628Sen(1910θ2) (46)
Com o movimento vertical da ferramenta saindo da peccedila considera-se que a aacuterea de
corte Ac e a forccedila de corte Fc diminuam linearmente ateacute atingirem valor nulo Da mesma
maneira que foi feito para a trajetoacuteria helicoidal do fresamento de topo os graacuteficos das
Figuras 417 e 418 representam as simulaccedilotildees 1 e 2 indicadas pela Figura 410 Estes
tambeacutem satildeo em funccedilatildeo de θ1 e representam a forccedila de corte Fc nos primeiros 10 de θ1 e
dois passos depois variando tambeacutem 10
Figura 417 Forccedila de corte a primeira volta completa da ferramenta
41
Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Figura 418 Forccedila de corte apoacutes duas voltas da fresa ao redor da peccedila
42
Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Capiacutetulo 5
Conclusatildeo
Nesste trabalho foram analisadas as diferenccedilas das forccedilas encontradas em trajetoacuterias
diferentes de dois tipos de fresamento de topo e de rosca com o mesmo diacircmetro
Em todos os processos considerou-se a usinagem jaacute iniciada sem incluir a entrada
e a saiacuteda da ferramenta e de acordo com a geometria de corte uma diferenccedila identificada
eacute no contato entre peccedila e ferramenta Nas trajetoacuterias lineares de ambos os processos o acircn-
gulo θ2max foi igual agrave 40 jaacute na trajetoacuteria circular do fresamento de topo e nas trajetoacuterias
helicoidais de ambos os processos o acircngulo θ2max foi igual agrave 28
Outra diferenccedila ilustrada no trabalho eacute entre a espessura do cavaco no fresamento
de topo e no fresamento de rosca Como a fresa de rosca possui seu diacircmetro variaacutevel
era esperado que a forccedila de corte Fc fosse diferente do fresamento de topo mesmo que
para a mesma trajetoacuteria Como visto na Tabela 51 essa diferenccedila ocorreu tanto para a
trajetoacuteria linear quanto para a trajetoacuteria helicoidal
Esperava-se encontrar forccedilas de corte de corte com valores adequados e reais o sufi-
ciente A Tabela 51 ilustra as forccedilas de corte maacuteximas encontradas em cada trajetoacuteria e
comparando os valores de pressatildeo especiacutefica de corte utilizados com valores experimen-
tais de trabalhos passados [10] os resultados obtidos se encontram na mesma ordem de
grandeza e podem ser considerados para anaacutelise
43
Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Tabela 51 Resultados da forccedila de corte maacutexima
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo
Linear 40 104397N
Circular 28 76856N
Helicoidal 28 76856N
Fresamento de RoscaLinear - apenas para modelagem 40 103434N
Helicoidal 28 88296N
Nas trajetoacuterias circular e helicoidal do fresamento de topo como o acircngulo θ2max eacute
menor que na trajetoacuteria linear esperava-se encontrar uma forccedila de corte Fc tambeacutem menor
A forccedila de corte Fc maacutexima encontrada nas trajetoacuterias em que θ2max = 28 eacute 26 menor
que na trajetoacuteria linear em que θ2max = 40 O mesmo era esperado para o fresamento
de rosca e por conta disso foi simulada a trajetoacuteria linear somente como paracircmetro de
comparaccedilatildeo No fresamento de rosca a forccedila de corte Fc maacutexima encontrada no iniacutecio da
trajetoacuteria helicoidal eacute 146 menor que para o modelo linear
Se comparados o fresamento de topo com o fresamento de rosca nas mesmas traje-
toacuterias eacute identificado que para a trajetoacuteria linear o fresamento de topo apresenta uma forccedila
de corte Fc maacutexima 093 maior do que o valor encontrado para o fresamento de rosca
enquanto para a trajetoacuteria helicoidal o fresamento de topo apresentou um valor maacuteximo
de Fc 129 menor do que o valor encontrado no fresamento de rosca
Tabela 52 Resultados da forccedila de corte maacutexima na posiccedilatildeo z2
Processo Trajetoacuteria θ2max Fc Maacutexima
Fresamento de Topo Helicoidal 28 25619N
Fresamento de Rosca Helicoidal 28 29422N
A Tabela table12 eacute referente aos valores encontrados nas trajetoacuterias helicoidais do
fresamento de topo e de rosca na posiccedilatildeo z2 da Figura 410 ou seja apoacutes a ferramenta
ter avanccedilado dois passos no eixo z Apoacutes a saiacuteda gradual da ferramenta na peccedila era
esperado encontrar forccedilas de corte Fc maacuteximas menores das forccedilas no iniacutecio do processo
O fresamento de topo nesta posiccedilatildeo apresentou um valor para Fc maacuteximo 127 maior
que o fresamento de rosca assim como no iniacutecio do processo
44
Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Sugestotildees para trabalhos futuros seriam executar os processos experimentalmente
com os mesmos paracircmetros para as ferramentas e para a usinagem Como este trabalho
foi todo feito atraveacutes de simulaccedilotildees natildeo eacute considerado nenhum tipo de alteraccedilatildeo no pro-
cesso como vibraccedilatildeo aumento de temperatura fixaccedilatildeo da peccedila desgaste da ferramenta
O experimento sendo feito pode ser paracircmetro de comparaccedilatildeo com os resultados aqui
obtidos para identificar tais perdas num processo de usinagem real
Tambeacutem como sugestatildeo seria a execuccedilatildeo da mesma simulaccedilatildeo feita neste trabalho
poreacutem com paracircmetros de corte diferentes com o objetivo de encontrar alguma relaccedilatildeo
entre as forccedilas de corte e os paracircmetros Esta conclusatildeo poderia levar agrave alguma regra geral
que pudesse ser usada para quaisquer processo de fresamento de rosca e de topo
45
Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Capiacutetulo 6
Referecircncias Bibliograacuteficas
[1] Ferraresi D Fundamentos da Usinagem dos Materiais Ed Blucher Satildeo Paulo
1977 pp89-91
[2] Usinagem em rampaFresamento circular externo Disponiacutevel em http
wwwsandvikcoromantcompt-ptknowledgemillingapplication_overview
holes_and_cavitiescircular_external_milling_ramping Acesso em 10 de No-
vembro de 2016
[3] MartellottiM An Analysis Of The Milling Process Trans ASME 1941
VOL 63 NO 8 p 691
[4] Araujo A C Silveira J L Kapoor S 2004 Force prediction in thread mil-
ling Journal of the Brazilian Society of Mechanical Science amp Engineer v26 n1 pp
84-85
[5] Granato J C Usinagem de Rosca em Compoacutesito de hidroxiapatita e polihidro-
xibutirano Trabalho de conclusatildeo de curso UFRJ 2012
[6] Budynas R G Nisbett J K Elementos de Maacutequinas de Shigley 8a ediccedilatildeo
The McGraw-Hill Companies New York 2008 p423
[7] Cataacutelogo Vardex TM Solid - Solid Carbide Thread Mill Tools 2011-2012 Dis-
poniacutevel em httpwwwvarguscomdownloadfilesTM20Solid20Vardex20EE[020811]
webpdf Acesso em 5 de Janeiro de 2017
[8] Cataacutelogo ZCC-CT Fresas de Metal Duro Disponiacutevel em httpwwwwolfbrasil
combrcatalogoscatalogo_fresas_metal_duropdf Acesso em 5 de Janeiro de
2017
46
[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

[9] Stemmer C E Ferramentas de Corte I 3a Ediccedilatildeo Editora da UFSC Florianoacute-
polis SC p178
[10] Cardoso FG Anaacutelise de Forccedilas de Fresamento de Roscas API Dissertaccedilatildeo
de Mestrado CEFETRJ 2012
47
Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

Apecircndices
i
=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

=
=
=
=
θ = θ
◼ =
= [ θ θ]
+ θ
= θ
=
=
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005
006
tc(mm)
lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

lt θ - θ
lt
θ - θ
θ
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
◼ =
= [ θ θ]
= θ
=
=
θ
lt θ - θ
lt
θ - θ
θ
lt θ - θ
lt θ -
θ
θ rarr rarr
2 TccFinalnb
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
001
002
003
004
005tc(mm)
lt θ - θ
lt θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
Fc(N)
◼
lt θ - ( ) θ
( ) lt
-θ
θ - ( ) θ
( ) θ
TccFinalnb 3
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr
[ rarr [θ[deg]] [[]]
rarr rarr []]
2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
360 362 364 366 368 370θ1(deg)
200
400
600
800Fc(N)
4 TccFinalnb
lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

lt θ -
θ
lt
-θ
θ -
θ
θ rarr rarr rarr
rarr [θ[deg]] [[]]
720 722 724 726 728 730θ1(deg)
200
400
600
800Fc(N)
◼
θ
=
=
[[ lt lt ]
rarr [[]] [[]] rarr ]
02 04 06 08 10 12 14z(mm)
0035
0040
0045
0050
0055
0060
0065
tc(mm)
=
= [ω θ]
= [ ω θ]
TccFinalnb 5
rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

rarr ω rarr
[θ_] = [ θ]
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
005
010
015
020
025
030
Acmm2
lt θ - θ
lt
θ - θ
θ rarr rarr
rarr [θ[]] [[]]
50 100 150 200 250 300 350θ2(deg)
200
400
600
800
1000
Fc(N)
6 TccFinalnb
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-
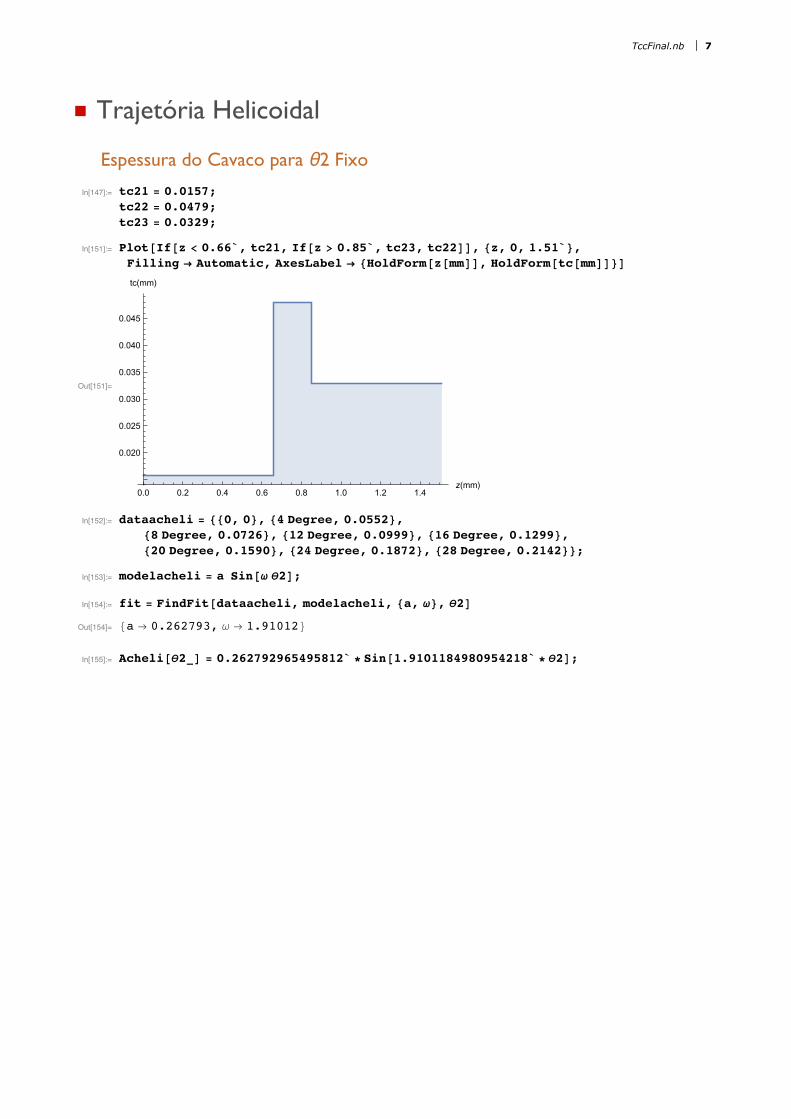
◼
θ
=
=
=
[[ lt [ gt ]]
rarr rarr [[]] [[]]]
00 02 04 06 08 10 12 14z(mm)
0020
0025
0030
0035
0040
0045
tc(mm)
=
= [ω θ]
= [ ω θ]
rarr ω rarr
[θ_] = [ θ]
TccFinalnb 7
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-
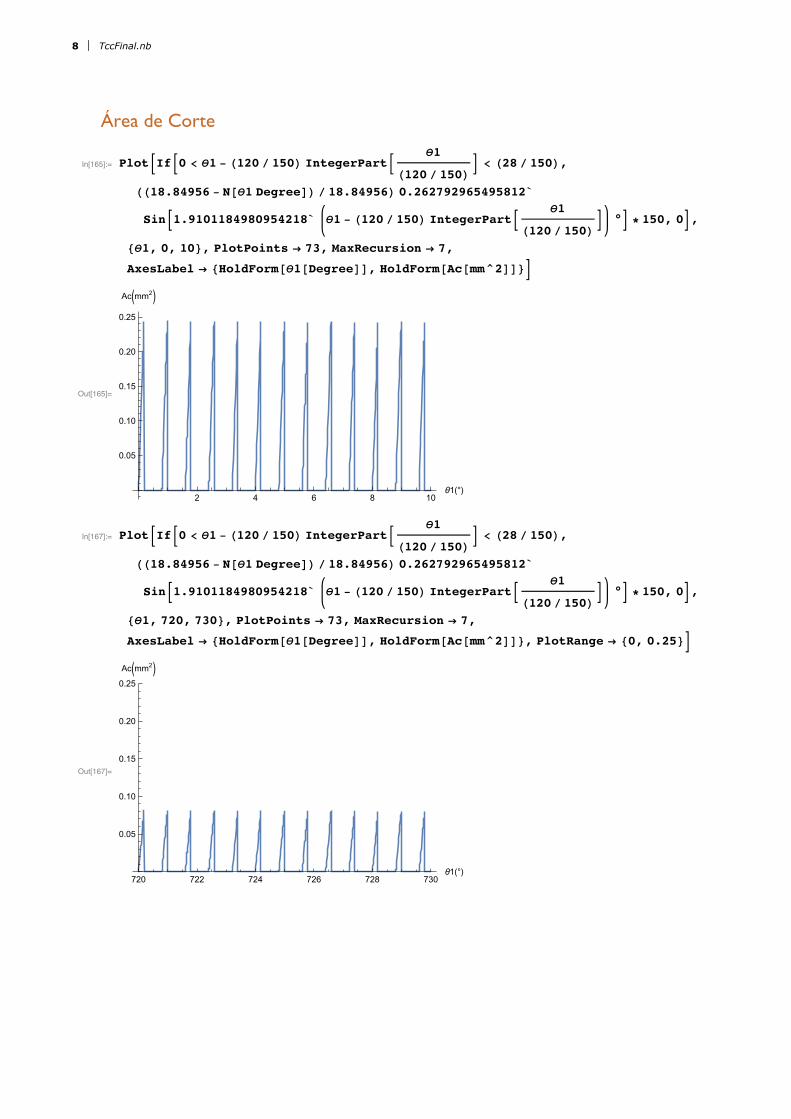
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]]
2 4 6 8 10θ1(deg)
005
010
015
020
025
Acmm2
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
005
010
015
020
025
Acmm2
8 TccFinalnb
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-

lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
0 2 4 6 8 10θ1(deg)
200
400
600
800
Fc(N)
lt θ - ( ) θ
( ) lt ( )
(( - [θ ]) )
θ - ( ) θ
( ) deg
θ rarr rarr
rarr [θ[]] [[]] rarr
720 722 724 726 728 730θ1(deg)
400
600
800
Fc(N)
TccFinalnb 9
- Introduccedilatildeo
- Fresamento de Topo
-
- Paracircmetros de corte no fresamento
- Trajetoacuterias da ferramenta no fresamento de topo
-
- Linear
- Circular
- Trajetoacuteria Helicoidal
-
- Forccedila de Corte no fresamento de topo
-
- Espessura do cavaco e Aacuterea de Corte
- Forccedila de corte no fresamento de topo
-
- Fresamento de Rosca
-
- Geometria das Roscas
- Ferramenta para Fresamento de Rosca
- Trajetoacuterias da fresa de rosca
-
- Trajetoacuteria Linear - apenas para modelagem
- Helicoidal
-
- Forccedilas no Fresamento de Rosca
-
- Simulaccedilatildeo da Forccedila de Corte nos Fresamentos de Topo e de Rosca
-
- Geometria da ferramenta e paracircmetros de corte
- Trajetoacuterias simuladas
- Simulaccedilatildeo da espessura do cavaco e da forccedila de corte
-
- Fresamento de topo
-
- Fresamento de Rosca
-
- Conclusatildeo
- Referecircncias Bibliograacuteficas
- Apecircndices
-