Chao de Fabrica Layout
32
FUNDAÇÃO EDUCACIONAL DE MACAÉ – FUNEMAC FACULDADE PROFESSOR MIGUEL ÂNGELO DA SILVA SANTOS CHÃO-DE-FÁBRICA - LAYOUT Grupo: C.E.O. James Edward Ponte Martun g (2° – A DM) Leonardo Soares Gomes (3° – E.P.) Paola de Pinho Palhais (2° – E.P.) MACAÉ, RJ DEZEMBRO - 2010
-
Upload
reinaldo-side-junior -
Category
Documents
-
view
194 -
download
0
Transcript of Chao de Fabrica Layout

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 1/32
FUNDAÇÃO EDUCACIONAL DE MACAÉ – FUNEMAC
FACULDADE PROFESSOR MIGUEL ÂNGELO DA SILVA SANTOS
CHÃO-DE-FÁBRICA - LAYOUT
Grupo: C.E.O.
James Edward Ponte Martung (2° – ADM)
Leonardo Soares Gomes (3° – E.P.)
Paola de Pinho Palhais (2° – E.P.)
MACAÉ, RJ
DEZEMBRO - 2010

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 2/32
CHÃO-DE-FÁBRICA - LAYOUT
Grupo: C.E.O.
James Edward Ponte Martung (2° – ADM)
Leonardo Soares Gomes (3° – E.P.)
Paola de Pinho Palhais (2° – E.P.)
PROJETO SEMESTRAL SUBMETIDO AO CORPO DOCENTE DA FACULDADEPROFESSOR MIGUEL ÂNGELO DA SILVA SANTOS (FeMASS) COMO PARTE DA
SISTEMÁTICA DE AVALIAÇÃO POR PROJETOS (SAP).
Banca Examinadora:
_______________________________________________
Mauro Takao. (Orientador)
_______________________________________________
Juliane Claramunt
MACAÉ, RJ - BRASIL
DEZEMBRO - 2010

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 3/32
RESUMO
A pesquisa concentra-se na conceituação existente do termo layout descrita por
diversos autores, seus modelos principais (layout posicional, layout por processo, layout em
linha e layout celular), com respectivas vantagens, desvantagens e aplicações de cada tipo no
Chão-de-Fábrica, listando novas tendências. Após a apresentação serão descritas algumas
características que devem ser analisadas em um layout após este ser implantado em uma
planta de produção, características tais como segurança, fluxo, flexibilidade e mão-de-obra.
PALAVRAS-CHAVE: Layout , Arranjo Físico, Organização, Planejamento.

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 4/32
iv
LISTA DE FIGURAS
Figura 1. Layout posicional.......................................................................................................12
Figura 2. Linha de montagem de avião.....................................................................................13
Figura 3. Layout por processo...................................................................................................14
Figura 4. Demonstração do fluxo complexo no layout em processo.......................................15
Figura 5. Layout em linha.........................................................................................................15
Figura 6. Linha de montagem em indústria automobilística....................................................16
Figura 7. Layout celular............................................................................................................17

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 5/32
v
LISTA DE TABELAS
Tabela 1. Conceitos de layout...................................................................................................10
Tabela 2. Vantagens e desvantagens quanto ao tipo de layout.................................................20
Tabela 3. Variedade e volume quanto ao tipo de layout ...........................................................22

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 6/32
6
SUMÁRIO
1. INTRODUÇÃO.............................................................................................................. 7 1.1. OBJETIVOS .......................................................................................................................8 1.1.1. Objetivo geral............................................................................................................. 8 1.1.2. Objetivo específico..................................................................................................... 8 1.2. JUSTIFICATIVA ...........................................................................................................9 1.3. METODOLOGIA........................................................................................................... 9 2. LAYOUT – CARACTERÍSTICAS, APLICAÇÕES E COMPARAÇÕES ..................... 10 2.1. significado da palavra layout ......................................................................................... 10 2.2. conceito de layout ......................................................................................................... 10 2.3. PROCEDIMENTO DE ELABORAÇÃO DO LAYOUT ................................................ 11 2.4. TIPOS DE LAYOUT ..................................................................................................... 12 2.4.1. Layout por posição fixa ............................................................................................12 2.4.2. Layout por processo.................................................................................................. 13 2.4.3. Layout em linha ........................................................................................................ 15 2.4.4. Layout celular........................................................................................................... 17 2.4.5. Layout misto e as novas formas de organização........................................................ 18 2.5. ELABORAÇÃO DE PROJETO DETALHADO........................................................... 19 2.5.1. Resultados da implementação de projeto elaborado .................................................. 19 2.6. ANÁLISES COMPARATIVAS....................................................................................20 2.6.1. Quanto ao tipo de layout ...........................................................................................20 2.6.2. Quanto à variedade e o volume do produto ............................................................... 21 3. CONSIDERAÇÕES FINAIS ........................................................................................ 23 3.1. CONCLUSÕES............................................................................................................ 23 3.2. PROPOSTAS DE TRABALHOS FUTUROS............................................................... 24 REFERÊNCIAS BIBLIOGRÁFICAS.................................................................................. 25 APÊNDICE A – Chão-de-Fábrica e suas Transformações históricas .................................... 26

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 7/32
7
1. INTRODUÇÃO
Com a Revolução Industrial iniciada na Inglaterra no Século XVIII e expandindo-seno Século XIX por todo o mundo, iniciou-se uma evolução tecnológica trazendo oportunidade
de emprego aos antigos artesãos e a pessoas que não possuíam habilidades artesanais, também
se verifica uma evolução na forma e controle da produção, que na era artesã, segundo Martins
(2006), era descrita como Produção Organizada.
A primeira grande transformação na forma de produção foi a substituição da força
humana ou animal pela máquina a vapor logo após sua invenção em 1764 feita por James
Watt. Neste momento observa-se uma tendência a padronização de produtos, surgindo
juntamente com os seus respectivos projetos que passou a ser definido previamente àprodução.
Os primeiros estudos científicos e comprovados do funcionamento de uma fábrica
foram elaborados por Frederick Taylor, o qual observou o funcionamento e desenvolvimento
das fábricas, suas formas de produzir e de controlar a produção, tendo como base uma visão
da organização de forma administrativa. Após os estudos de Taylor, ocorreu o
desenvolvimento da linha de montagem por Henry Ford em 1910, desenvolvendo conceitos
novos sobre o modo de se produzir, aplicando suas ideias de organização em uma linha de
montagem, diretamente no Chão-de-Fábrica (ver Apêndice A).A partir dos estudos de Taylor e Ford verifica-se que a forma como se organiza uma
fábrica, tanto na esfera administrativa quanto na produção é determinante para conseguir o
máximo de produtividade e alcançar o sucesso. Essa organização é definida como Layout ou
arranjo físico.
O layout pode ser implementado em qualquer tipo de lugar onde exista a necessidade
de divisão, organização do espaço e fluidez de pessoas ou materiais, ele pode ser observado

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 8/32
8
em plantações agrícolas, criação de animais, casa de espetáculo, shoppings, escritórios, enfim,
em qualquer lugar que necessite de uma organização.
Com as atenções voltadas para a Indústria, pode-se determinar que o layout da planta
de produção deva ser tratado com antecedência a sua instalação, pois é nesta fase que a
maioria das empresas destinam os seus recursos para equipamentos e instalações físicas,
segundo Tortorella e Fogliatto (2008) é na definição do layout que se estabelece uma
organização fundamental na produção e os padrões de fluxo de materiais, buscando resultados
a longo prazo, pois os custos para se re-projetar a planta são muito altos, tendo impacto
diretamente na produção, pois com a parada parcial ou total da produção para a re-
organização, tem-se uma re-adaptação ao novo fluxo de material e de pessoas entre outros.
Assim um layout inicial correto é fundamental para a efetividade e eficiência operacional de
uma empresa.
1.1. OBJETIVOS
1.1.1. Objetivo geral
Apresentação histórica do Chão-de-Fábrica, desde o surgimento das primeiras
organizações de trabalhadores para fins de produção de manufatura até os dias atuais,
mostrando quais foram as mudanças ocorridas fisicamente nos métodos de produção.
Aprofundar-se a cada projeto em áreas de atuação de um engenheiro de produção,
tais quais layouts, estudos de tempos e movimentos, PCP, entre outros, mostrando os avanços
e as mudanças que podem ser feitas e aplicadas nas indústrias da cidade de Macaé.
1.1.2. Objetivo específico
Demonstrar a necessidade de se adequar um Layout à produção visando os impactos
que este tem diretamente na produção.

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 9/32
9
Realizar a diferenciação dos layout s de forma a se entender as vantagens e
desvantagens de cada um.
1.2. JUSTIFICATIVA
A escolha do tema foi baseada na relação que os membros do grupo de pesquisa têm
como graduandos, com o modelo de produção aplicado às empresas nos dias atuais. O estudo
do tema permite o aprofundar de conhecimentos nos layout s de fábricas e seus impactos na
produção, proporcionando uma visão do Chão-de-Fábrica e um entendimento dos métodos
empregados em cada fase de construção do mesmo, tendo como finalidade uma melhorformação acadêmica e preparação profissional.
1.3. METODOLOGIA
A metodologia utilizada neste projeto será a pesquisa bibliográfica com busca de
métodos já descritos em textos científicos, periódicos, livros e em material disponibilizado naInternet e, a partir deste ponto, distinguir as linhas de pensamentos e organizá-las
adequadamente.

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 10/32
10
2. LAYOUT – CARACTERÍSTICAS, APLICAÇÕES E COMPARAÇÕES
2.1. SIGNIFICADO DA PALAVRA LAYOUT
Para Peinado e Graeml (2007, pg. 199) “A palavra de origem inglesa para arranjo
físico é layout .” e existe ainda uma grafia desta palavra em português, leiaute, porém esta não
é muito difundida no meio empresarial. Como o termo original é amplamente difundido, ele
será utilizado também nesta obra a fim de manter uma linguagem mais fidedigna da realidade,
porém quando necessário será utilizado o termo arranjo físico.
2.2. CONCEITO DE LAYOUT
O termo layout é definido por vários autores de forma análoga e complementares
entre si, a tabela a seguir foi organizada por Peinado e Graeml (2007) e apresentam algumas
dessas definições:
Tabela 1 – Conceitos de Layout Conceitos e Definições
Slack et. al. (2002) definem arranjo físico de uma operação produtiva como a preocupação com alocalização física dos recursos de transformação. De forma simples, definir o arranjo físico édecidir onde colocar todas as instalações, máquinas, equipamentos e pessoal da produção.Stevenson (2001) considera que o arranjo físico é a configuração de departamentos, de centros detrabalho e de instalações e equipamentos, com ênfase especial na movimentação otimizada, atravésdo sistema, dos elementos aos quais se aplica o trabalho.Moreira (1998) lembra que planejar o arranjo físico significa tomar decisões sobre a forma decomo serão dispostos os centros de trabalho que ai devem permanecer.

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 11/32
11
Gaither e Frazier (2001) dizem que definir o arranjo físico significa planejar a localização de todasas máquinas, utilidades, estações de trabalho, áreas de atendimento ao cliente, áreas dearmazenamento de materiais, corredores, banheiros, refeitórios, bebedouros, divisórias internas,escritórios e salas de computador, e ainda os padrões de fluxo de materiais e de pessoas quecirculam o prédio.Ritzman & Krajewski (2004) consideram, como os outros autores, que o planejamento do arranjofísico envolve decisões sobre as disposições dos centros de atividade econômica em uma unidade edefinem centro de atividade econômica como qualquer coisa que utiliza espaço: uma pessoa, umgrupo de pessoas, o balcão de um caixa, uma máquina, uma banca de trabalho e assim por diante.Gurgel (2003), em seu glossário de engenharia de produção, define arranjo físico como sendo aarte e a ciência de se converter os elementos complexos e inter-relacionados da organização damanufatura e facilidades físicas em uma estrutura capaz de atingir os objetivos da empresa pelaotimização entre a geração de custos e a geração de lucros.
FONTE: Peinado e Graeml, 2007, pg199.
A partir de todas as definições acima, pode-se obter uma definição de layout
especificamente para o Chão-de-Fábrica, como sendo a melhor utilização do espaço
disponível de uma área produtiva resultando na transformação da matéria-prima em produtofinalizado de forma mais efetiva, através da menor distância percorrida na planta de produção,
no menor tempo possível, com a maior qualidade do produto, e principalmente mantendo o
bem-estar e segurança dos trabalhadores.
2.3. PROCEDIMENTO DE ELABORAÇÃO DO LAYOUT
Com a evolução do mercado industrial, estudos relacionados ao Chão-de-Fábrica,
que podemos analisar no Apêndice A, e a grande demanda de mercadoria, ficou visível a
necessidade da elaboração e planejamento não somente de processos comuns à rotina de uma
empresa, assim como a forma com que suas máquinas e funcionários se dispõem no cenário
empresarial.
Segundo Martins e Leugeni (2002), existe previamente a determinação do layout a
ser utilizado, uma seqüência lógica que deve ser seguida para desenvolvimento do mesmo.
Assim a localização da unidade deve ser definida, sucedida da determinação da sua
capacidade de produção para depois pensar no layout .

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 12/32
12
2.4. TIPOS DE LAYOUT
Slack (2009), afirma que todo layout existentes derivam basicamente de quatro tipos
de comuns, podendo haver combinações que variam de acordo com a necessidade de cada
empresa:
• Layout por posição fixa
• Layout por processo
• Layout em linha
• Layout Celular
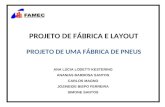
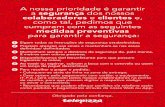
2.4.1. Layout por posição fixa
O layout por posição fixa, conhecido também por layout posicional, é utilizado
sempre para produtos de grandes dimensões, localizados em apenas uma posição e não
podendo ocorrer à movimentação do mesmo. Todo o processo é realizado ao seu redor, assim
como a disposição de máquinas, pessoas e materiais, que estão exemplificados na figura 1.
Figura 1 – Layout posicionalFONTE: Adaptado de Groover (1987, pg. 29)

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 13/32
13
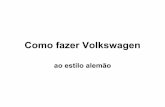
Martins e Laugeni (2006) sugerem que este tipo de layout deve ser utilizado para
construção de aviões de grande porte, navios, edifícios, foguetes, construções de estradas,
entre outros. Este layout possui alto valor agregado e baixa produção em termo de quantidade.
A figura 2 mostra uma fábrica de aviões e todos os equipamentos e pessoas ao seu redor para.
Figura 2 – Linha de montagem de aviõesFONTE: http://www.underflash.com/construindo-um-aviao-florida-one, 2010
Pode-se resumir o layout por posição em suas principais vantagens e desvantagens.
Afirma Peinado e Graelm (2007), que temos como vantagem a paralisação do produto o qual
se torna de fácil acesso para suas devidas alterações, a possibilidade de terceirização de
grande parte do projeto e a implementação de softwares e técnicas de controle da produção.
Temos grandes desvantagens relacionadas à necessidade de supervisão Geral, alto
custo de movimentação do produto, necessidade de galpões e áreas de tamanhos
proporcionais a serem construídos, complexa supervisão geral relacionada à mão-de-obra, e
conseqüentemente, devido a todos os empecilhos devido ao tamanho do produto, um baixo
volume de produção e padronização.
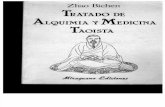
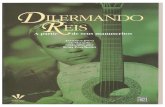
2.4.2. Layout por processo
O layout por processo, conhecido também por layout funcional, de acordo com
Matins e Leugeni (2006), é quando se agregam processos e equipamentos de mesmas
operações em uma única área em comum, conforme demonstrado na figura 3.

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 14/32
14
Figura 3 – Layout por processoFONTE: Adaptado de http://www.eps.ufsc.br/teses96/friedrich/figuras/fig1_1.gif
Moacyr Filho (2007) afirma que o layout por processo é utilizado quando a produção
é intermitente, com produção de grande variação de peças e em lotes. Também é possívelanalisar um layout por processo, fora de uma fábrica, facilmente em bancos, hospitais, e
supermercados, no qual o cliente é direcionado ao setor escolhido de acordo com sua
necessidade.
Neste tipo de layout temos como vantagem, a supervisão especializada por
processos, que se torna mais eficaz ao ponto que está focada em apenas um setor. A grande
disponibilidade de máquinas idênticas utilizadas com a mesma finalidade auxilia na redução
da vulnerabilidade de paradas, quebras, e interrompimento da produção por falhas. Pelo fato
da produção ser em lotes, temos o aumento da produção estando todas as máquinas
funcionando continuamente.
De acordo com Peinado e Graelm (2007) o layout por processo tem a vantagem de
dar grande flexibilidade a produção, podendo o fluxo ser modificado facilmente de acordo
com a demanda. Outro ponto importante é o baixo custo de implementação deste tipo de
layout quanto à necessidade de cada máquina, podendo-se economizar ao agrupar máquinas
que precisam de necessidades semelhantes, assim como controle de gases, temperatura,
ambiente, entre outros.
A desvantagem observada na utilização do layout por processo está relacionada a
distancia percorrida pela peça ao longo de todos os processos, entre cada estação de trabalho,
gerando assim um fluxo complexo, demonstrado na figura 4. Segundo Moacyr Filho (2007),
os estoques e as distâncias entre os processos de trabalho, acabam gerando lead time, que
seria o longo tempo que a produção leva até ser finalizada.

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 15/32
15
Figura 4 – Demonstração do fluxo complexo no Layout em processoFONTE: http://www.eps.ufsc.br/disserta98/lopes/cap2.html, 1998
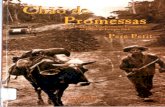
2.4.3. Layout em linha
Neste tipo de layout , conhecido também por layout por produto, o maquinário e as
estações de trabalho são dispostos na seqüência do processo de montagem, sem caminhos
alternativos para o fluxo produtivo. O produto percorre a linha de montagem, onde cada tarefa
da operação é realizada, conforme demonstrado na figura 5.
Figura 5 – Layout linhaFONTE: Adaptado de Groover (1987, pg. 29)
De acordo com Peinado e Graelm (2007), este tipo de layout permite maior rapidez
ao fluxo de produção de produtos cujo processo de fabricação ou de montagem seja

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 16/32
16
padronizado, sendo indicado para indústrias cuja variedade de produtos não seja muito
elevada e cujos processos sejam padronizados, tais como a indústria alimentícia, a de
frigoríficos e a automobilística exemplificada na figura 6.
Figura 6 – Linha de montagem em indústria automobilísticaFONTE: http://www2.uol.com.br/interpressmotor/reportagem/item19442.shl
A padronização de processos permite a redução do custo variável da produção,
barateando o produto, ao mesmo tempo em que proporciona a possibilidade de produção em
massa o que é justamente uma das vantagens deste tipo de layout . Outras vantagens são a
produção em larga escala, o consumo constante de material e o uso de equipamentos jáconhecidos, permitindo um maior controle da produtividade.
Entre as desvantagens, há a baixa variedade de produtos produzidos, assim como a
pouca flexibilidade da produção. Como as máquinas e equipamentos são padronizados, é
difícil alterar a linha para se produzir algo diferente. Além disso, se uma parte da linha para,
toda a linha é obrigada a parar a produção até que o problema seja resolvido. As estações de
trabalho devem ser bem supervisionadas para que o ritmo da produção não caia. Outra grande
desvantagem é o elevado custo do maquinário utilizado na linha, elevando o custo fixo da
produção.

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 17/32
17
2.4.4. Layout celular
Este tipo de layout , de acordo com Dalmas (2004), se baseia na divisão do sistema
produtivo em células, que são subsistemas auto-suficientes e auto-gerenciáveis, onde se
concentra todo o maquinário e todas as ferramentas necessárias para a produção de
determinado produto ou família de produtos. Desta forma, todo o processo é realizado em um
mesmo local, sem a necessidade de grande movimentação de materiais, reduzindo assim o
tempo morto do processo produtivo, conforme exemplo da figura 7.
Figura 7 – Layout celular
FONTE: Adaptado de http://www.eps.ufsc.br/teses96/friedrich/figuras/fig1_1.gif
O layout celular pode ser considerado como um layout híbrido, uma vez que
apresenta características do layout em linha e do layout por processo. As máquinas são
dispostas na seqüência do processo produtivo, e somente um processo pode ser realizado por
vez. O tempo de ciclo determina a taxa de produção da célula.
Um exemplo da utilização do layout celular é a maternidade de um hospital. É uma
área própria do hospital, completamente equipada para a realização de partos e cuidados
posteriores às mães e aos recém-nascidos. Não há necessidade de se realizar parte desse
processo em outra área do hospital. Outro exemplo é uma feira, cada estande realiza por
completo a comercialização dos produtos, podendo ser considerado uma célula da feira.
O layout celular apresenta vantagens, tais como a menor distância entre as operações,
reduzindo o tempo morto do processo e diminuindo o transporte e manuseio de materiais, e o
menor tempo de setup, permitindo produzir lotes menores e diminuir o estoque. Outra
vantagem do layout celular é a maior padronização de máquinas e processos, o que permite o

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 18/32
18
emprego de trabalhadores multifuncionais que conhecem melhor e participam ativamente do
processo de produção.
As principais desvantagens que o layout celular apresenta são a complexidade para a
elaboração de um layout deste tipo, além de tornar oneroso o rearranjo, e a especificidade da
célula, uma vez que ela é projetada para a produção de um produto específico ou de uma
família de produtos. Isso dificulta muito a introdução de novos componentes ou a produção de
outros produtos na célula.
2.4.5. Layout misto e as novas formas de organização
A Combinação dos quatro tipos básicos de layout é perfeitamente aceitável e
habitual. Dentro de uma unidade tão complexa de geração de serviços e produtos,
denominadas fábricas, certamente nem sempre um tipo de layout se adéqua atendendo às suas
necessidades, que é exemplificado a seguir por Slack (2009).
...”um hospital normalmente seria arranjado conforme os princípios
do arranjo físico por processo – com cada departamento representando um
tipo particular de processo (departamento de radiologia, salas de cirurgia,
laboratório de processamento de sangue, entre outros). Ainda assim dentro
de cada departamento diferentes tipos de arranjos físicos são utilizados. O
departamento de radiologia provavelmente é arranjado por processo, salas de
cirurgia, segundo um arranjo físico posicional, e o laboratório de
processamento de sangue, conforme um arranjo físico por produto”... Slack
(2009, pg210)
Com a necessidade de maior flexibilidade da produção, rearranjo do layout , e
reconfiguração de equipamentos, estão sendo estudados e desenvolvidos novos tipos de layout
a fim de proporcionar maior interação entre máquinas, podemos citar tais como: layout ágil,
holônico, modular, fractal, etc. Em um primeiro instante este projeto não se aprofunda nas
novas tendências.

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 19/32
19
2.5. ELABORAÇÃO DE PROJETO DETALHADO
De acordo com Slack (2009), uma vez definido o layout a ser utilizado, deve-se
utilizar diversas técnicas e estudos matemáticos aprofundados que se enquadram em cada tipo
de layout escolhido.
O projeto detalhado a ser definido nada mais é do que a elaboração do
mapeamento de todo o processo e maquinário a ser utilizada. Uma regra geral que se aplica
em todo tipo de layout é:
• A definição do espaço físico,
• Maquinário: definindo suas quantidades, mão-de-obra necessária, e localização
física• Estações de trabalho: sua localização, tamanho disponível para cada, e suas
tarefas.
O projeto detalhado pode ser constituído desde as técnicas mais simples, a técnicas
cada vez mais elaboradas, variando de acordo com a necessidade de cada empresa e sua
disponibilidade de espaço, mão-de-obra, e capacidade produtiva.
2.5.1. Resultados da implementação de projeto elaborado
Ao analisar os resultados produtivos em termos de lucro da produção, deve-se
previamente analisar todo o processo e layout envolvido, e notar se o projeto instituído à
empresa atende as necessidades gerais, relevantes a todo e qualquer tipo de layout .
Afirma Slack (2009), que há características gerais as quais todo layout deve obter
excelência para ter boa performance e eficiência na produção, dentre elas:
Segurança – Todas as instalações da empresa devem conter passagens, de fácil
acesso, com suas devidas marcações e sem impedimentos. A sinalização quanto às
saídas de emergência, e similares devem estar nítidas de forma clara e visível, sem
impedimentos. Processos que demandam de mão-de-obra especializada, e manuseio
perigoso deve estar accessível apenas a pessoas autorizadas.

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 20/32
20
Fluxo Claro – Ao longo de todo Chão-de-Fábrica e diversos departamentos da
empresa, deve-se deixar claro o fluxo de clientes, materiais e mão-de-obra, fazendo
com que a sinalização seja visível evitando acidentes e entradas restritas.
Flexibilidade – Todo layout implementado, apesar da dificuldade de
remanejamento, deve sofrer modificações em longo prazo, de acordo com que
ocorrem mudanças nas operações e na empresa como um todo. O layout deve ser
projetado, de forma a ser capaz de se adaptar a novas fontes de produção, ou níveis
mais altos de capacidade produtiva.
Mão-de-obra – A mão-de-obra deve ser alocada ao sistema produtivo de
trabalho de forma que não interfira em sua saúde e conforto. As operações que
produzem altos níveis de barulho, ou posições desagradáveis aos funcionários devem
ser descartadas. Fornecendo à mão-de-obra ambientem limpos, iluminados,ventilados e que atendam aos princípios de ergonomia.
2.6. ANÁLISES COMPARATIVAS
2.6.1. Quanto ao tipo de layout
Peinado e Graeml (2007) e Tompikins apud Piazzarollo at. Al (2008) enumeram
vantagens e desvantagens dos principais tipos de layout . Abaixo se encontra tais
características distribuídas em forma de tabela.
Tabela 2 – Vantagens e desvantagens quanto ao tipo de layout .Tipo de Layout
Vantagens Desvantagens
Linha
- Possibilidade de produção em massa
com grande produtividade;- Carga de máquina e consumo dematerial constante ao longo da linha deprodução;- Controle de produtividade mais fácil;- Simplicidade, lógica e um fluxo diretocomo resultado;- O tempo total de produção por unidadeé baixa;- A movimentação de material éreduzida;
- Alto investimento em máquinas;
- Costuma gerar tédio nos operadores;- Falta de flexibilidade da linha;- Parada de máquinas resulta numa interrupçãoda linha por completo;- Mudanças no design do produto tornam olayout obsoleto;- Estações de trabalho mais lentas, limitam otrabalho da linha de produção por inteiro;- Necessidade de uma supervisão geral;- Resulta geralmente em altos investimentosem equipamento.

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 21/32
21
- Não exige muita habilidade dostrabalhadores.
Processo
- Grande flexibilidade para atender amudanças de mercado;- Bom nível de motivação nosfuncionários;- Atende a produtos diversificados e emquantidades variáveis ao mesmo tempo;- Menor investimento para instalação doparque industrial;- Maior margem do produto.- Aumento da utilização de máquinas;- Equipamentos com funções geraispodem ser utilizados;- Alta flexibilidade na alocação depessoal e equipamento;- Operários multifuncionais;
- O produto apresenta um fluxo longo dentroda fábrica;- Diluição menor de custo fixo em função demenor expectativa de produção;- Exige mão-de-obra qualificada;- Maior necessidade de preparo e setup demáquinas;- Aumento da necessidade de movimentaçãode materiais;- O controle da produção torna-se maiscomplicado;- Linha de produção longa.
Célula
- Aumento da flexibilidade quanto ao
tamanho de lotes por produto;- Diminuição dos estoques;- Maior satisfação no trabalho;- O agrupamento dos produtos resultanuma alta utilização das máquinas;- Melhoria no fluxo de produção ediminuição das distancias percorridas;- O ambiente de trabalho dos grupos e aampliação das funções dostrabalhadores têm resultados positivossobre a produção.
- Específico para uma família de produtos;- Dificuldade de elaborar o arranjo;- Exige uma supervisão geral;- Necessidade de treinamento e habilidade dosgrupos de trabalho;- O controle da produção depende da boainteratividade entre as células.
Posicional
- Não há movimentação do produto;- Dependendo do tipo de fábrica,
permite a utilização de softwares decontrole de produção;- Permite a terceirização de todo ou departe do processo em tempo fixado;- Promove um estimulo pessoal, poisuma pessoa pode realizar todo otrabalho;- Alta flexibilidade, pode suportarmudanças no design do produto, no mixde produtos e no volume de produção.
- Complexidade na supervisão e controle deuma forma geral: mão-de-obra, material, etc.- Produção em pequena escala e com baixograu de padronização;- Aumento da movimentação de pessoal eequipamento;- exige grande habilidade e qualidade depessoas;- Exige uma supervisão geral.
2.6.2. Quanto à variedade e o volume do produto
Slack (2009) defende que o fluxo das operações, seja ela industrial ou não, sempre
dependerá da relação entre volume e variedade. Pode-se resumir em uma tabela comparativa a
relação direta entre volume e variedade, de acordo com cada tipo de layout .

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 22/32
22
Tabela 3 – Variedade e volume quanto ao tipo de layout .
Layout Volume Variedade Observações
Posicional Baixo AltaProdutos de alto valor agregado ex: Construção deembarcações
Processo Baixo AltaProdução intermitente Com disponibilidade de
alteração de fluxo de faço acesso.Célula Baixo Alta
Grande variedade destinada a um grupo específico declientes ex. Banca de Cds.
Linha Alto BaixaInformações e clientes regularizadas e altapadronização ex: Montadora de veículos.

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 23/32
23
3. CONSIDERAÇÕES FINAIS
3.1. CONCLUSÕES
O presente trabalho apresentou a conceituação e a contextualização da importância
do layout de uma fábrica, apresentando suas variações e aplicações no Chão-de-Fábrica.
Observou-se que todas as variações descritas de layout buscam sempre o melhor em
cada quesito que afeta o Chão-de-Fábrica. Os layout s visam uma melhor aparência e conforto,
fazendo com que o espaço seja mais eficiente e proporcione um maior bem-estar possível nas
pessoas, juntando os conceitos de economia de operações e fluxo de materiais e de pessoas.
Outro ponto observado é que quando um layout é bem planejado, permite umaexpansão das instalações com pouco impacto na produção, ou seja, ele evita longas paradas na
produção para tais ajustes e diminuem o tempo para a re-adaptação as novas configurações do
layout .
Com relação ao processo, um layout adequado permite um maior controle da
produção no que se refere à quantidade e qualidade, reduzindo o tempo para produção e
facilitando as inspeções intermediárias e finais quando estas são aplicáveis. Além da
qualidade do produto, um layout adequado a produção deve proporcionar um conforto e
segurança ao funcionário no ambiente de trabalho, facilitando também a supervisão daprodução pela chefia.
Com todas as observações realizadas, a conceituação de layout que se obteve em
relação ao Chão-de-Fábrica é o que melhor representa as qualidades desejáveis em um
processo de escolha de um layout para uma fábrica. Desta forma, a escolha do layout deve
sempre buscar a melhor utilização do espaço disponível de uma área produtiva
resultando na transformação da matéria-prima em produto finalizado de forma mais

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 24/32
24
efetiva, através da menor distância percorrida na planta, no menor tempo possível, com
a maior qualidade do produto, e principalmente mantendo o bem-estar e segurança dos
trabalhadores.
3.2. PROPOSTAS DE TRABALHOS FUTUROS
Planeja-se elaborar pesquisas que cerquem o tema Chão-de-Fábrica, assim como
técnicas, gerenciamento e processamento realizados. Entre tais temos: MRP, PCP,
Gerenciamento de Equipes, entre outros.

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 25/32
25
REFERÊNCIAS BIBLIOGRÁFICAS
BATALHA, Mario Otávio. Introdução à Engenharia de Produção. Rio de Janeiro:Editora Elsevier, 2008.
CHIAVENATO, Idalberto. Introdução a Teoria Geral da Administração. 7 ed.,Rio de Janeiro: Elsevier, 2003.
DALMAS, Volnei. Avaliação de um layout celular implementado: um estudo decaso um uma indústria de autopeças. Tese de Mestrado, UFRS, Porto Alegre, RS, Brasil,2004.
GROOVER, M. R.. Automation production systems, and computer-integredmanufacturing. 1° ed., Rio de Janeiro: Prentice-Hall do Brasil LTDA, 1987.
MARTINS, Petrônio G; LAUGENI, Fernando Piero. Administração da Produção.2° ed., São Paulo: Editora Saraiva, 2006.
PEINADO, Jurandir, GRAEML, Alexandre. Administração da Produção:Operações industriais e de serviços. 1° ed., Curitiba: UnicenP, 2007.
PIAZZAROLLO, Murilo. at. al. Estudo de um layout por processo na indústriamoveleira: um estudo de caso. In: IV Simpósio Acadêmico de Engenharia de Produção,PP. 1-10, Viçosa, outubro de 2008. Disponível em: <http://www.saepro.ufv.br/Image/artigos/ Artigo17.pdf>, Acessado em: 02-set-10
SLACK, Nigel; CHAMBERS, Stuart; JOHNSTON, Robert. Administração daProdução. 2 ed., São Paulo: Editora Atlas S.A., 2009.
TORTORRELLA, Guilherme L.; FOGLIAATTO, Flávio S. PlanejamentoSistemático de layout com apoio de análise de decisão multicritério. Produção, v.18, n.3,p.609-624, 2008. Disponível em: <http://www.scielo.br/pdf/prod/v18n3/a15v18n3.pdf>,Acessado em: 14-set-10.

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 26/32
26
APÊNDICE A – CHÃO-DE-FÁBRICA E SUAS TRANSFORMAÇÕES
HISTÓRICAS
Em oportunidade anterior, foi realizado um estudo sobre o surgimento do termo
Chão-de-Fábrica. Porém para se chegar até este ponto de surgimento, foi realizada a
conceituação de modo de produção e suas fases históricas, assim como a descrição das
mesmas, apresentando suas principais características.
O conceito de modo de produção foi determinado como sendo a maneira pela qual
uma sociedade produz seus bens e serviços, como os utiliza e os distribui. O modo de
produção é formado por forças produtivas da sociedade e pelas relações de produção
existentes nela.Determinou-se cinco modos de produção principais durante toda a história, são eles:
Modo de Produção Primitivo, Modo de Produção Asiático, Modo de Produção Escravo,
Modo de Produção Escravista, Modo de Produção Feudal e o mais contemporâneo Modo de
Produção Capitalista.
O Modo de Produção Primitivo foi caracterizado pela inexistência da propriedade
privada dos meios de produção, não existindo exploração do trabalho. Todos os resultados
obtidos pelas atividades produtivas (caça, pesca, cultivo de terras, etc.) eram distribuídos por
todos, caracterizando a ideia de propriedade coletiva, pertencente ao Reino da Natureza.O Modo de Produção Asiático surgiu com o aparecimento do Estado e da divisão de
classes sociais. Três classes eram claramente observáveis: aristocratas, camponeses e
escravos. Neste modo de produção, o sistema produtivo era realizado pelos camponeses e
gerido pelo Estado. A ideia de propriedade privada ainda era pouco difundida e o controle
exercido pelo Estado sobre os camponeses era justificado pela religião.
O Modo de Produção Escravista ocorreu a partir do desenvolvimento da propriedade
privada. Neste período os meios de produção (terras e instrumentos de produção) e os
escravos (mão-de-obra) eram propriedades do senhor, assim todo o resultado dastransformações ocorridas na produção era de propriedade do senhor, servindo para mantê-lo e
enriquecê-lo. Neste momento observa-se uma minoria (senhores) sendo proprietário da
maioria (escravos).
O Modo de Produção Feudal tem como principal característica a relação entre
Senhores e servos. Os Senhores eram detentores das terras e dos meios de produção, enquanto
os servos eram proprietários apenas da mão-de-obra, assim a relação entre eles era a seguinte:

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 27/32
27
os servos ocupavam pequenas partes das terras do Senhor Feudal, cultivavam-na e produziam
para a própria subsistência, em contra partida estavam sujeitos as obrigações para com o
Senhor Feudal, como o trabalho forçado nas terras do Senhor, a entrega de parte do excedente
de produção e o pagamento de taxas e impostos por dinheiro obtido no comércio do excedente
de sua produção.
A passagem do Modo de Produção Feudal para o Capitalismo ocorreu devido ao
avanço na Revolução Industrial. As transformações ocorridas no relacionamento entre
propriedade privada dos meios de produção, mão-de-obra e evolução tecnológica marcaram o
inicio do novo sistema de produção.
O fluxo de mão-de-obra que saia dos campos feudais em direção aos grandes centros
fez com que as oficinas de artesãos se ampliassem, obrigando a realização da otimização dos
meios de produção, fazendo com que muitos trabalhadores ficassem lado a ladoconjuntamente, no mesmo processo de produção. Neste momento observou-se a primeira
ideia de Chão-de-Fábrica.
A partir destes aglomerados de trabalhadores, surgiram as primeiras relações de
trabalho assalariado. Os trabalhadores passaram a ser remunerados pelas funções que
exerciam e por conseqüência a serem exigidos a produzir o que era determinado, a mão-de-
obra estava subjugada a força do Capital. A relação de superioridade e de subordinação
substitui a escravidão, a servidão e a vassalagem de outrora. É esta transformação que
caracteriza o surgimento do Capitalismo.O Modo de Produção Capitalista pode ser descrito pela relação entre Capital (dono
dos meios de produção, matéria-prima e produto finalizado) e mão-de-obra (conhecimento de
como fazer, de como utilizar habilidades na transformação dos insumos).
A tabela a seguir apresenta os modos de produção relacionados anteriormente
juntamente com suas características principais.
Comparativo entre Modos de ProduçãoModo deProdução
QuemProduz
Quem seApropria
Quem Decide Classes Sociais
Primitivo Todos Todos da Tribo Todos Não Existem
AsiáticoCamponeses e
EscravosAristocráticos
(Estado)Aristocráticos
(Estado)Aristocráticos,
Camponeses e EscravosEscravismo (4000a.C. a 400 d.C.)
EscravosSenhores de
EscravosSenhores Senhores X Escravos
Feudalismo(400 a 1700)
ServosSenhores Feudais(Nobreza/Clero)
Senhores Feudais Senhor Feudal X Servo
Capitalismo(a partir de 1700)
TrabalhadoresAssalariados
Burguesia (Donosdos meios de
Produção)Burguesia
Burguesia XAssalariados

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 28/32
28
Comparação entre os Modos de Produção Americano e Japonês. Dentro do Modo de Produção
Capitalista, observaram-se três divisões: o Modo de Produção Inglês, o Modo de Produção
Americano e o Modo de Produção Japonês. Cada divisão apresenta características marcantes
descritas a seguir.
O Modo de Produção Inglês se desenvolveu em conjunto com a Revolução
Industrial. Com as transformações ocorridas nas fábricas, com o advento de novo ferramental,
as máquinas, e novas fontes de energia, o objetivo de acumular capital (tanto da burguesia
quanto dos operários) ficara cada vez mais fácil. Entretanto, mesmo com todo este avanço a
burguesia ainda não tinha o controle total da produção devido aos operários ainda terem certo
controle sobre a produção, pois as máquinas dependiam deles para serem operadas. Este fato
precisava ser eliminado para poder completar a totalidade da subjugação do trabalho peloCapital, ou seja, uma revolução técno-científica seria o próximo passo.
O Modo de Produção Americano consolidou a revolução técno-científica,
fortalecendo as raízes do capitalismo. O modelo americano tem dois pilares principais, a
administração científica segundo Taylor (Taylorismo) e a produção em massa segundo Ford
(Fordismo).
O Taylorismo realizou uma abordagem científica da produção, analisando a fundo as
tarefas dos operários, decompondo os movimentos e processos de trabalho a fim de
racionalizá-los e aperfeiçoá-los. Para Taylor, a organização e a administração devem serabordadas cientificamente, com planejamento, padronização de máquinas e ferramentas,
métodos e rotinas para execução de tarefas e prêmios para incentivar a produtividade. A
substituição dos métodos rudimentares e empíricos por métodos científicos recebeu o nome
de Organização Racional do Trabalho (ORT).
No Fordismo, é apresentado o conceito de produção em massa, que é a capacidade de
produzir o maior numero possível de unidades de um produto, com o máximo de qualidade
possível e a preços acessíveis. Ford utilizava em sua fábrica muitos dos princípios da
administração científica de Taylor, porém, enquanto Taylor focava na área de administração,Ford agia diretamente no Chão-de-Fábrica, desenvolvendo a linha de montagem contribuindo
para a produção em massa.
O Modo de Produção Americano apoiado no Taylorismo e no Fordismo apresentou
um novo modelo de trabalhador: o operário especialista. Trabalhadores completamente
focados na realização de sua tarefa e muitas vezes sem o conhecimento do processo como um
todo, permitindo maior eficiência na execução das tarefas.

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 29/32
29
A terceira divisão do capitalismo é o Modo de Produção Japonês ou Modelo de
Produção Enxuto. Este modelo surgiu da necessidade do Japão, logo após a Segunda Grande
Guerra, reconstruir-se de forma condizente com suas capacidades físicas, já que não dispunha
de muito território e nem de capacidade econômica, pois estava arruinado pela guerra. Com
estas características, o Japão não podia ter o luxo de acumular Capital em forma de estoque,
não tinha muito dinheiro para produzir nem tão pouco espaço para guardá-lo, assim, com
esses dois principais limitantes o modelo Taylor/Ford não poderia ser utilizado.
Com a nova realidade, os japoneses focaram na necessidade de produzir somente
aquilo que era realmente necessário, evitando o que não lhe agregava valor, os desperdícios, e
fazendo de sua produção a menor possível e o máximo rentável. Este novo processo produtivo
passou a ser chamado de Just in Time, fundamentado na melhoria contínua a qual é obtida
através da redução de estoques, e ocorre de acordo com a demanda.Com relação ao operário do modelo japonês, não bastava mais ter um operário
limitado e conhecedor do seu serviço, ele passou a ser a um colaborador e tem a noção de
cada etapa do processo e de sua importância para o produto final. Esta nova visão de
colaborador exige que este seja comprometido com a organização tanto no Chão-de-Fábrica,
na hora de produzir, quanto na sua conduta ao evoluir dentro da organização se tornando um
líder, na hora de gerir.
A seguir encontra-se uma tabela comparativa sintetizando as diferenças encontradas
entre o modelo de produção americano e o modelo japonês.MODO DE PRODUÇÃO AMERICANO MODO DE PRODUÇÃO JAPONÊS
Especialização do operário tornando-o cadavez mais focado apenas em sua própria função.
Movimentos repetitivos.O operário não expressa opinião sobre o
sistema de produção e supostas formas deaprimoramento.
Plurifuncionalidade do operário frente aosistema de produção.
São capacitados e treinados, com aresponsabilidade de parar e alterar o sistema deprodução assim que fossem identificadosproblemas.
Valorização do operário.
Setup ou troca de ferramentas que atrasavaa produção como um todo.
Atraso gera um aumento de lote e acumulode estoque para compensação do tempoperdido.
Manutenção corretiva da máquina quenecessita de especialista e atrasa o processo.
Setup otimizado, com treinamento dooperário reduzindo o tempo de ajuste ou troca.
Flexibilidade para a produção de pequenoslotes.Manutenção preventiva da máquina feita
pelo próprio operário que a opera, sendo treinadoe qualificado para efetuar a manutenção.

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 30/32
30
Acúmulo constante de estoques,empurrando para o mercado o que eraproduzido.
Todos os gastos com desperdícios sendoalocados ao preço final do produto.
Demanda maior que a oferta
Redução do estoques como principalfundamentação do sistema Just in time.
Desperdícios eram inaceitáveis, tornando oproduto final com maior qualidade e menorescustos.
Produção executada de acordo com ademanda, e desejo do cliente.

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 31/32
31
FICHA DE AVALIAÇÃO DE PROJETOS SEMESTRAIS
ORIENTADOR________________________ GRUPO___________ Apresentado em ____/____/20__
Aluno1:________________________________________________ Curso:________ Período:______
Aluno2:________________________________________________ Curso:________ Período:______
Aluno3:________________________________________________ Curso:________ Período:______
TÍTULO DOPROJETO ________________________________________________________________________
CRITÉRIOS DE AVALIAÇÃO Professor Avaliador
1. Trabalho escrito (7,0)
1.1. O projeto apresenta redação clara, estruturada e adequada aoidioma?
(1,0)
1.2. O resumo apresenta o tema, os objetivos, a metodologia e asconclusões? (0,5) 1.3. A introdução define e delimita o tema, além de indicar asquestões que o trabalho pretende responder?
(0,5)
1.4. Os objetivos gerais são claros e compatíveis com o objeto deestudo/tema proposto?
(0,5)
1.5. Os objetivos específicos foram atingidos? São umdetalhamento do geral, relevantes e estão bem justificados?
(1,0)
1.6. O desenvolvimento evidencia a relação entre afundamentação teórica, o objeto de pesquisa e a análise elaborada(contribuição autoral)?
(1,5)
1.7. A conclusão é coerente com os objetivos e está baseada nodesenvolvimento do trabalho?
(1,0)
1.8. Todas as citações estão devidamente referenciadas? As
figuras e tabelas estão referenciadas no texto?
(0,5)
1.9. As referências bibliográficas são pertinentes? (0,5)
NOTA 1
2. Apresentação oral (3,0) Aluno1 Aluno2 Aluno3
2.1. A apresentação representa umasíntese do trabalho impresso?
(0,5)
2.2. Demonstrou domínio do assuntotratado? (1,0)
2.3. Seguiu o tempo estabelecido? (0,5)
2.4. A apresentação foi estruturada e
apresentada de forma didática?
(1,0)
NOTA 2
NOTA FINAL (NOTA1+NOTA2)
FAVOR ANEXAR ESTE DOCUMENTO A ATA OFICIAL DE NOTA.
Macaé, _____ de __________________ de 20___.

5/10/2018 Chao de Fabrica Layout - slidepdf.com
http://slidepdf.com/reader/full/chao-de-fabrica-layout-55a0bcf21768e 32/32
32
FICHA DE AVALIAÇÃO DE PROJETOS SEMESTRAIS
ORIENTADOR________________________ GRUPO___________ Apresentado em ____/____/20__
Aluno1:________________________________________________ Curso:________ Período:______
Aluno2:________________________________________________ Curso:________ Período:______
Aluno3:________________________________________________ Curso:________ Período:______
TÍTULO DOPROJETO ________________________________________________________________________
CRITÉRIOS DE AVALIAÇÃO Professor Avaliador
1. Trabalho escrito (7,0)
1.1. O projeto apresenta redação clara, estruturada e adequada aoidioma?
(1,0)
1.2. O resumo apresenta o tema, os objetivos, a metodologia e asconclusões? (0,5) 1.3. A introdução define e delimita o tema, além de indicar asquestões que o trabalho pretende responder?
(0,5)
1.4. Os objetivos gerais são claros e compatíveis com o objeto deestudo/tema proposto?
(0,5)
1.5. Os objetivos específicos foram atingidos? São umdetalhamento do geral, relevantes e estão bem justificados?
(1,0)
1.6. O desenvolvimento evidencia a relação entre afundamentação teórica, o objeto de pesquisa e a análise elaborada(contribuição autoral)?
(1,5)
1.7. A conclusão é coerente com os objetivos e está baseada nodesenvolvimento do trabalho?
(1,0)
1.8. Todas as citações estão devidamente referenciadas? As
figuras e tabelas estão referenciadas no texto?
(0,5)
1.9. As referências bibliográficas são pertinentes? (0,5)
NOTA 1
2. Apresentação oral (3,0) Aluno1 Aluno2 Aluno3
2.1. A apresentação representa umasíntese do trabalho impresso?
(0,5)
2.2. Demonstrou domínio do assuntotratado? (1,0)
2.3. Seguiu o tempo estabelecido? (0,5)
2.4. A apresentação foi estruturada e
apresentada de forma didática?
(1,0)
NOTA 2
NOTA FINAL (NOTA1+NOTA2)
FAVOR ANEXAR ESTE DOCUMENTO A ATA OFICIAL DE NOTA.
Macaé, _____ de __________________ de 20___.