Caracterização de materiais soldados com base na medição de campos … · 2013. 10. 7. · 1...
27
1 Caracterização de materiais soldados com base na medição de campos de condutividade elétrica Telmo G. Santos Rosa Miranda Pedro Vilaça Pamies Teixeira F. Braz Fernandes a UNIDEMI, Departamento de Engenharia Mecânica e Industrial, Faculdade de Ciências e Tecnologia, Universidade Nova de Lisboa, 2829-516 Caparica, Portugal *email do autor correspondente: [email protected] Lisboa, 1 de Outubro de 2013 Workshop: Técnicas avançadas nos processos de ligação e consolidação Teses MSc na FCT-UNL: João Faria, 2010 Gonçalo Bernardo, 2012 Gonçalo Sorger, 2013 2 Estrutura da Apresentação 1) Introdução: problema e motivação 2) Medição de condutividade elétrica 3) Propriedades que afetam a condutividade 4) Caracterização do perfil de condutividade 5) Conclusões - Correntes Induzidas; - Sondas de 4 pontos; - Dispositivos automatizados de medição. - Limites de grão, forma e distribuição de precipitados; - Deformação plástica. - Ligas de alumínio; - Ligas de aço - Processamento no estado sólido (SFL e PFL); - Processamento por fusão (MAG e TIG)
Transcript of Caracterização de materiais soldados com base na medição de campos … · 2013. 10. 7. · 1...

1
Caracterização de materiais soldadoscom base na medição de
campos de condutividade elétrica
Telmo G. SantosRosa MirandaPedro VilaçaPamies TeixeiraF. Braz Fernandes
a UNIDEMI, Departamento de Engenharia Mecânica e Industrial, Faculdade de Ciências e Tecnologia, Universidade Nova de Lisboa, 2829-516 Caparica, Portugal*email do autor correspondente: [email protected]
Lisboa, 1 de Outubro de 2013
Workshop: Técnicas avançadas nos processos de ligação e consolidação
Teses MSc na FCT-UNL:
João Faria, 2010Gonçalo Bernardo, 2012Gonçalo Sorger, 2013
2
Estrutura da Apresentação
1) Introdução: problema e motivação
2) Medição de condutividade elétrica
3) Propriedades que afetam a condutividade
4) Caracterização do perfil de condutividade
5) Conclusões
- Correntes Induzidas; - Sondas de 4 pontos;- Dispositivos automatizados de medição.
- Limites de grão, forma e distribuição de precipitados;- Deformação plástica.
- Ligas de alumínio;- Ligas de aço
- Processamento no estado sólido (SFL e PFL);- Processamento por fusão (MAG e TIG)

2
Processamento de Materiais no Estado Sólido
• Processamento por Fricção Linear (PFL);
• Friction Stir Hydro Pillar Processing (FHPP);
• Friction Stir Surface (FSS);
• Soldadura por Fricção Linear (FSP);
• Soldadura por Fricção (SF);
• Friction Spot Welding (FSpW);
• Soldadura por Ultra-Sons (SUS);
Objectivo: Alterar as propriedades do material (Dureza, ductilidade, desgaste)
Objectivo: Ligar materiais
-> As alterações do material são uma consequência “acidental” do processo.
Processamento de Matérias no Estado Sólido. Alteração de propriedades:- Mecânicas- Metalúrgicas- Físicas e Químicas
3
Em todos estes processos a condutividade eléctrica também é alterada, em alguns casos significativamente!
1. Este fenómeno não é explorado como mais valia industrial ou tecnológica;
2. A caracterização das alterações de condutividade não está devidamente compreendida e descrita;
3. Este conhecimento é fundamental p.e. para a aplicação de END por métodos eléctricos;
4. Utilizar como método de caracterização de juntas soldadas.
O objectivo:Caracterizar e compreender as variações dos campos de
condutividade eléctrica em diferentes materiais processadas no estado sólido e por fusão.
Motivação e Objectivos
4

3
5
AA7075-T6
Aplicação a caracterização de materiais
Aplicação a caracterização de materiais
AA7075-T6
Macro
Condutividadeeléctrica
Dureza
6

4
7
AA6013-T6
Aplicação a caracterização de materiais
Variação de ~3%IACS
8
AA5083-H111
Aplicação a caracterização de materiais
5
9
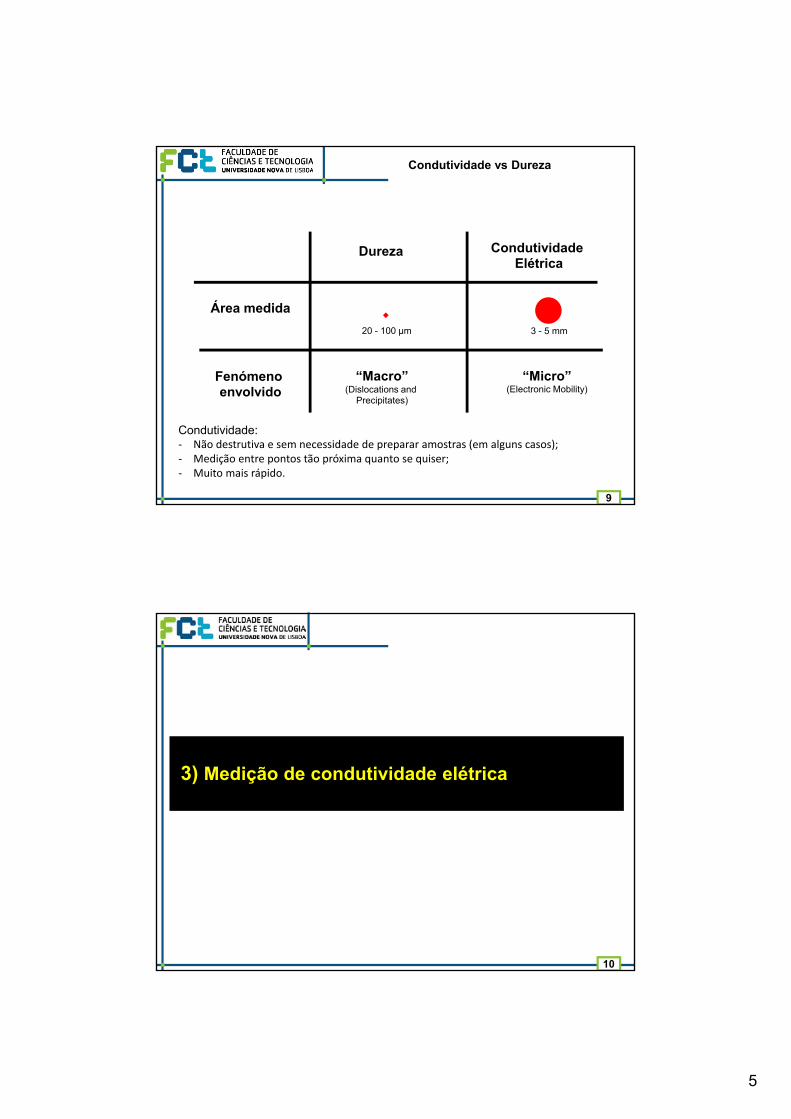
Condutividade vs Dureza
Condutividade Elétrica
Dureza
Área medida
Fenómeno envolvido
“Macro”(Dislocations and
Precipitates)
“Micro”(Electronic Mobility)
20 - 100 μm 3 - 5 mm
Condutividade:‐ Não destrutiva e sem necessidade de preparar amostras (em alguns casos);‐ Medição entre pontos tão próxima quanto se quiser;‐ Muito mais rápido.
10
3) Medição de condutividade elétrica

6
11
Medição de condutividade elétrica
Condutividade elétrica (σ)
- Medida da capacidade de um material para conduzir corrente elétrica;
- Unidades SI: [S⋅m−1]
- Unidade mais usada em END: [%IACS] (International Annealed Copper Standard);
(100 %IACS = 5.8x107 S⋅m−1)
- É o inverso da resistividade elétrica (ρ) [Ω·m]: σ = 1/ ρ;
JE
E [V/m]: Campo elétricoJ [A·m–2]: Densidade de corrente
)()( 000 TTT
Definição exata
Variação com a temperatura
sil 0
Regra de Matthiessen
ρ0: Resistividadeintrinseca
ρl: Rede cristalina;ρi: Impurezas e defeitos;ρS: Deformação pástica;
12
Medição de condutividade elétrica
)(1 0
0
TT

7
13
Medição de condutividade elétrica
Ensaios por Correntes InduzidasEnsaios de queda de potencial
(Sondas de 4 pontos)
Medição de Condutividade elétrica (σ)
14
Medição de condutividade elétrica
Medição com correntes induzidas (CI)

8
15
Medição de condutividade elétrica
Medição com correntes induzidas (CI)
ff
1),,(
Profundidade de penetração
16
Medição de condutividade elétrica
Medição com correntes induzidas (CI)
Sonda helicoidal cilíndrica
Sonda espiral plana
Circulação das CI na superfície do
material

9
17
Medição de condutividade elétrica
Medição com sonda de 4 pontos
N. Bowler, “Theory of four-point direct-current potential drop measurements on a metal plate,” Research in Nondestructive Evaluation, vol. 17, no. 1, pp. 29–48, 2006.
I
Vd 2
I
Vt
)2ln(
t
s
Material semi-infinito
(t>>S)
Chapa fina
(t<S)
18
Medição de condutividade elétrica
Medição com sonda de 4 pontos
Vantagens relativamente aos ensaios por correntes induzidas:
• Aumento de resolução espacial (reduzindo a distância entre pontos);
• Medições segundo uma direção. Permite avaliar a anisotropia dos materiais.
Geometria da sonda:
Alinhamento linear dos pontos de contacto.
10
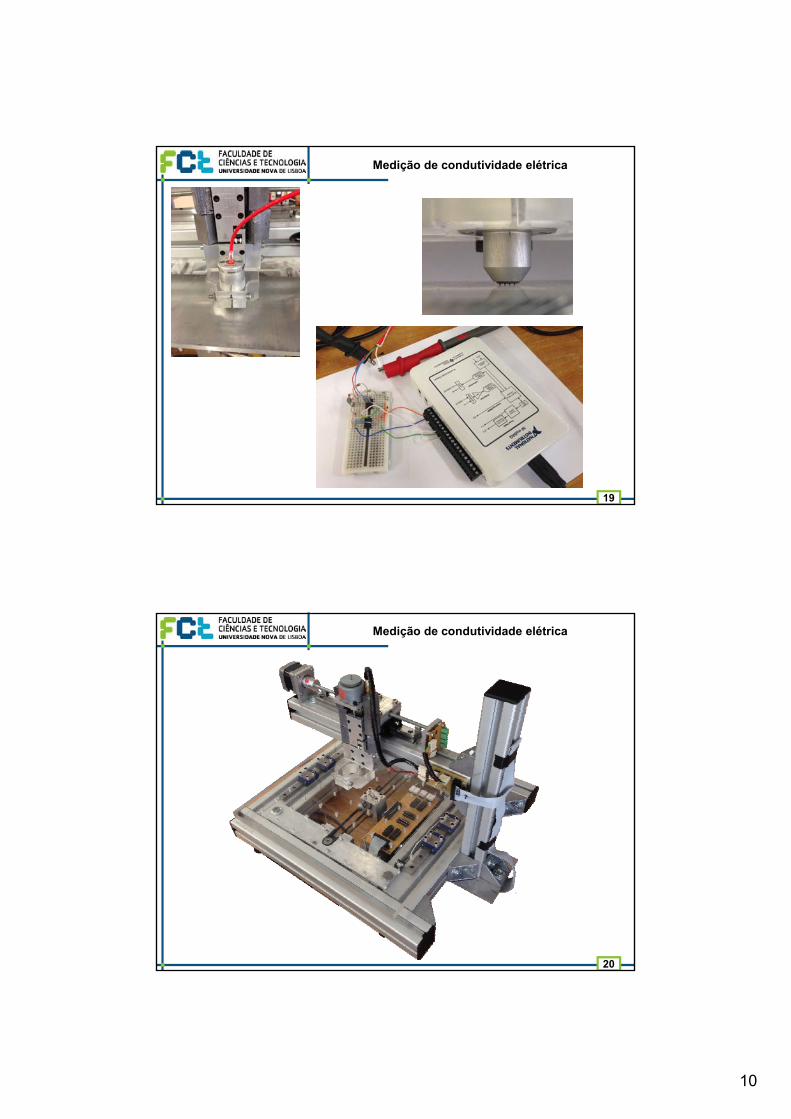
19
Medição de condutividade elétrica
20
Medição de condutividade elétrica

11
21
Simplesmente apoiado
Ventosas
Medição de condutividade elétrica
22
3) Propriedades do material que afetam a condutividade

12
Propriedades que afetam a condutividade
A condutividade eléctrica de materiais metálicos depende de vários factores:
Factores de origem mecânica (M):ε – Extensão (mm / mm)S – Tensões (MPa)D – Defeitos Macro
Factores de origem térmica (T):P – Precipitados (Quantidade e morfologia)
G – Grão (Forma e dimensão)
G)P,D,S,,(= f
M T
• Existem factores que são concorrentes, isto é, que contribuem directa ou inversamente para o aumento da condutividade;
• Estas variáveis estão acopladas, ou seja, não são independentes umas das outras.
É difícil avaliar a contribuição de cada um dos factores independentemente
23
1. Avaliação do efeito da extensão (ε):
ConstanteGP,D,S,
f
Provetes de diferentes Ligas de Al
– Forma paralelipipédica
– Deformação na prensa Hidráulica
Ensaio de compressão entre pratos planos com diferentes níveis de extensão
Propriedades que afetam a condutividade
24

13
Condutividade eléctrica
Dureza
ConstanteGP,D,S,
f
A condutividade elétrica não se mostra muito
dependente da extensão.
Propriedades que afetam a condutividade
25
– Processamento por Fricção Linear
• Quente
• Frio
2.6180
1120
v
1355
355
v
BasePino
Tipo
19 8Plana com 2 estrias com
p = 2
Cónico Roscado M8 triflute
ConstantePD,S,
,
Gf
2. Avaliação do efeito da extensão e do tamanho de grão (G):
Material Al Cr Cu Fe Mg Mn Si Ti Zn
AA1100 99 - 0.05 - - 0.05 - - 0.1
Material: Laminated plates AA1100 with 10 mm thick
Propriedades que afetam a condutividade
26

14
Processamento realizado a quente
Processamento realizado a Frio
ConstantePD,S,
,
Gf
Liga AA100
A condutividade elétrica é mais alterada em
processamentos a quente: em que o grão é menor
Propriedades que afetam a condutividade
27
28
4) Caracterização do perfil de condutividade

15
Caracterização do perfil de condutividade
3. Avaliação da condutividade em função da extensão, dos precipitados e do tamanho de grão:
– Ligas:• AA5083-H111• AA6061-T6• AA7075-T6• AlScMg
– Processamento por Fricção Linear• Quente
• Frio
2.6180
1120
v
1355
355
v
ConstanteDS,
,,
PGf
29
Caracterização do perfil de condutividade
Processamento realizado a quente
Processamento realizado a Frio
Liga AA7075-T6
ConstanteDS,
,,
PGf
A condutividade elétrica é mais alterada em
processamentos a quente
30

16
Caracterização do perfil de condutividade
Liga AA5083-H111
Processamento realizado a quente
Processamento realizado a Frio
ConstanteDS,
,,
PGf
A condutividade elétrica é menos alterada nas ligas
não tratáveis termicamente
31
Caracterização do perfil de condutividade
Liga AA6061-T6
ConstanteDS,
,,
PGf
Processamento realizado a quente
Processamento realizado a Frio
A condutividade elétrica é sensível a heterogeneidades
nos cordões de soldadura
32

17
Caracterização do perfil de condutividade
Liga AlScMg
ConstanteDS,
,,
PGf
Processamento realizado a baixa
pressão
Processamento realizado com maior pressão
33
34
AlMgSc
Ω [rev/min] V [mm/min] Ratio Ω/V [rev/mm]
1120 180 6.22
Caracterização do perfil de condutividade

18
Comparação relativa entre todas as ligas
Processamento realizado a quente
Processamento realizado a Frio
Caracterização do perfil de condutividade
35
Caracterização do perfil de condutividade
36
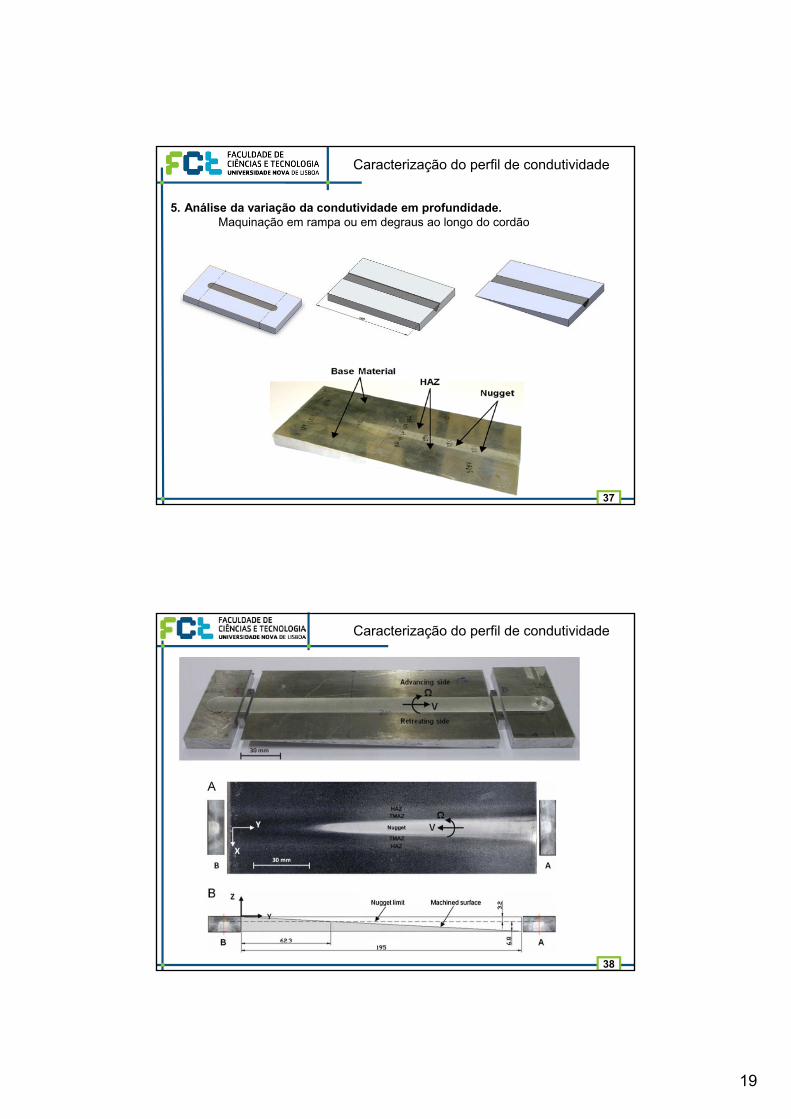
19
5. Análise da variação da condutividade em profundidade.Maquinação em rampa ou em degraus ao longo do cordão
Caracterização do perfil de condutividade
37
38
Caracterização do perfil de condutividade

20
Processamento realizado a quente
Liga AA7075-T6 - variação da condutividade em profundidade
ConstanteDS,
,,
PGf
Caracterização do perfil de condutividade
39
4. Avaliação do efeito da sobreposição de cordões de SFL;
Caracterização do perfil de condutividade
40

21
41
4 different overlap ratios OR = [ -1 ; 0 ; 0.5 ; 1 ]
OR = 0.5
probe
d
d
SOR 1
Where:• dprobe – Mean probe diameter• Sd – Step distance between runs
Definition:
Overlap Ratio,
• 1 – full overlap
• 0 – contact with no overlap
• < 0 – no overlap
OR = ‐1
OR = 1
OR = 0
Note: all runs have same direction
Caracterização do perfil de condutividade
42
Processamento realizado a quente OL = 1/2
Caracterização do perfil de condutividade

22
43
Liga AA1100
Processamento realizado a Quente com OL = 1
Caracterização do perfil de condutividade
44
Processamento realizado a quente OL = ‐1
ConstantePD,S,
,
Gf
Caracterização do perfil de condutividade

23
45
Processamento realizado a Quente com 4 passagens (na mesma direcção)
Liga AA1100
ConstantePD,S,
,
Gf
X 4
OL = 0Ø
Caracterização do perfil de condutividade
46
Aço Inox 304Processamento: TIGProfundidade de medição: 1 mm;Frequência de inspeção: 250 kHz.
1 %IACS
2,9 %IACS
Caracterização do perfil de condutividade

24
47
ChumboProcessamento por Fricção Linear (PFL)Profundidade de medição: 1 mm;Frequência de inspeção: 400 kHz.
8,6 %IACS
8,8 %IACS
Caracterização do perfil de condutividade
48
Caracterização do perfil de condutividade

25
49
Caracterização do perfil de condutividade
50
Caracterização do perfil de condutividade

26
51
5) Conclusões
Conclusões (1)
1) A medição da condutividade elétrica (CE) demonstra ser uma técnica expedita para
fornecer informação relevante acerca da microestrutura de materiais processados
quer no estado sólido, quer por fusão.
2) Na maior parte da condições (materiais e processos) o perfil de CE pode relacionar-se
com o perfil de dureza de uma forma compreensível e intuitiva.
3) Por se basear em fenómenos físicos diferentes a condutividade eléctrica fornece, em
alguns casos, informação mais útil e pertinente do que a dureza, sendo o
procedimento mais simples e rápido. (p.e. liga AA5083-H111 com SFL a quente)
4) A CE não apresenta variações significativas em função da extensão, mesmo para
extensões em que a dureza aumenta consideravelmente.
52

27
53
5) No processamento no estado sólido a condutividade elétrica decresce tipicamente
no nugget e aumenta na zona afetada termicamente.
6) liga AA7075-T6 processada por SFL a quente apresentou a maior variação de
condutividade (7 % IACS). Para esta liga o máximo da condutividade ocorre na ZAC.
O perfil de condutividade é qualitativamente inverso ao perfil de dureza.
7) As ligas não tratáveis termicamente (AA5083-H111, AlMgSc) apresentam uma
variação de condutividade muito reduzida, mesmo quando processada a quente.
8) Um dos principais factores que afecta a CE no processamento no estado sólido é o
tamanho dos limites de grão.
9) A CE permite caracterizar a morfologia da ligação brasada, a sua extensão axial e a
secção transversal.
Conclusões (2)
Publicações Internacionais (ISI)
Telmo G. Santos, F. Braz Fernandes, G. Bernardo, R. M. Miranda, Analyzing mechanical properties and nondestructive characteristics of brazed joints of NiTi shape memory alloys to carbon steel rods, The International Journal of Advanced Manufacturing Technology, 66(6-8), pp. 787–793, 2013. DOI:10.1007/s00170-012-4366-y.
Telmo G. Santos, R. M. Miranda, Pedro Vilaça, J. Pamies Teixeira, Jorge dos Santos, Microstructural Mapping of Friction Stir Welded AA7075-T6 and AlMgSc Alloys Using Electrical Conductivity, Science and Technology of Welding and Joining, 16(7), pp. 630-635, 2011. DOI:10.1179/1362171811Y.0000000052.
Telmo G. Santos, R. M. Miranda, Pedro Vilaça, Pamies Teixeira, Modification of Electrical Conductivity by Friction Stir Processing in Aluminium Alloys, The International Journal of Advanced Manufacturing Technology, 57(5), pp. 511-519, 2011. DOI:10.1007/s00170-011-3308-4.
T. G. Santos P. Vilaça, R. M. Miranda, Electrical conductivity field analysis for evaluation of FSW joints in AA6013 and AA7075 alloys, Journal of Materials Processing Technology 211, 2011 pp. 174-180. DOI:10.1016/j.jmatprotec.2010.08.030.
54