
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25...
38
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD Manual P/N 464 782 A - Portuguese - NORDSON ENGINEERING GMBH D LÜNEBURG D GERMANY
Transcript of Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25...
Cabeças de aplicação eléctropneumaticas de hot‐melt
EP 25 / EP 25 S / EP 25 SD
Manual P/N 464 782 A- Portuguese -
NORDSON ENGINEERING GMBH � LÜNEBURG � GERMANY

��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
COV_PO_464782A
IndicaçãoEste manual é válida para toda a série.
Número de encomendaP/N = Número de encomenda para artigos Nordson
IndicaçãoEste manual é uma publicação da Nordson Corporation protegida por copyright. Copyright � 1998.
É proibida a publicação, reprodução ou tradução deste documento sem o consentimento prévio da Nordson Corporation. A informação contida nesta publicação está sujeita a alterações sem aviso prévio.
Marcas comerciaisAccuJet, AquaGuard, Asymtek, Automove, Autotech, Blue Box, CF, CanWorks, Century, Clean Coat, CleanSleeve, CleanSpray, Compumelt, Control Coat,Cross‐Cut, Cyclo‐Kinetic, Dispensejet, DispenseMate, Durafiber, Durasystem, Easy Coat, Easymove Plus, Econo‐Coat, EPREG, ETI, Excel 2000, Flex‐O‐Coat,FlexiCoat, Flexi‐Spray, Flow Sentry, Fluidmove, FoamMelt, FoamMix, Helix, Horizon, Hose Mole, Hot Shot, Hot Stitch, Isocoil, Isocore, Iso‐Flo, JR, KB30, Little Squirt,Magnastatic, MEG, Meltex, MicroSet, Millenium, Mini Squirt, Moist‐Cure, Mountaingate, MultiScan, Nordson, OmniScan, Opticoat, Package of Values, Pattern View,PluraFoam, Porous Coat, PowderGrid, Powderware, Pro‐Flo, ProLink, Pro‐Meter, Pro‐Stream, PRX, RBX, Rhino, S. design stylized, Saturn, SC5, Select Charge,Select Coat, Select Cure, Slautterback, Smart‐Coat, Spray Squirt, Spraymelt, Super Squirt, Sure Coat, System Sentry, Tela‐Therm, Trends, Tribomatic, UniScan,UpTime, Veritec, Versa‐Coat, Versa‐Screen, Versa‐Spray, Watermark, When you expect more. são marcas comerciais registadas - ® - da Nordson Corporation.
ATS, Aerocharge, Auto‐Flo, AutoScan, BetterBook, Chameleon, CanNeck, Check Mate, COLORMAX, Control Weave, Controlled Fiberization, CPX, E‐Nordson,EasyClean, Eclipse, Equi=Bead, Fillmaster, Gluie, Ink‐Dot, Iso‐Flex, Kinetix, Maxima, MicroFin, Minimeter, Multifil, OptiMix, PluraMix, Primarc, Prism, Process Sentry,PurTech, Pulse Spray, Seal Sentry, Select Series, Sensomatic, Shaftshield, Spectral, Spectrum, Sure Brand, Swirl Coat, Vista, Walcom, 2 Rings (Design) são marcascomerciais - � - da Nordson Corporation.
A utilização por terceiros das marcas e designações comerciais, mencionadas neste documento, para os fins a que se destinam,pode resultar em violação de propriedade.

Índice I
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
Índice
1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1. Fim a que se destina 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Uso indevido - exemplos - 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. Perigos residuais 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. Referências no manual 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4. Ilustrações 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Cabeça de aplicação EP 25 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Cabeça de aplicação EP 25 S 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Cabeça de aplicação EP 25 SD 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. Funcionamento 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Placa de características 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1. Desembalar 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. Transporte 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. Instalação 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Exaustão de gases de hot‐melt 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4. Armazenagem 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. Eliminação 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6. Ligações eléctricas 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Cabos 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Ligar a cabeça de aplicação 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Disparar a válvula solenóide 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Indicações de segurança
Descrição
Instalação

ÍndiceII
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
7. Ligação pneumática 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Filtro do ar comprimido (acessório) 9. . . . . . . . . . . . . . . . . . . . . . . . . .
Conjunto de ar aquecido (acessório) 9. . . . . . . . . . . . . . . . . . . . . . . . .
Ligar o ar comprimido 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Ligar o ar de pulverização (EP 25 S e EP 25 SD) 10. . . . . . . . . . . . .
Lubrificar ou não o ar de controlo 10. . . . . . . . . . . . . . . . . . . . . . . . . . .
Operação com ar de controlo não lubrificado 11. . . . . . . . . . . . . . . . .
Operação com ar de controlo lubrificado 11. . . . . . . . . . . . . . . . . . . .
8. Instalar mangueiras aquecidas 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Ligar 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Desligar 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Reduzir a pressão 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Utilizar uma segunda chave inglesa 12. . . . . . . . . . . . . . . . . . . . . .
1. Disparo da válvula solenóide 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. Configurar temperaturas 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Temperatura máxima de operação 13. . . . . . . . . . . . . . . . . . . . . . . . .
3. Ajuste da pressão do ar de controlo 13. . . . . . . . . . . . . . . . . . . . . . . . . . .
Pressão máxima do ar de controlo 13. . . . . . . . . . . . . . . . . . . . . . . . . .
4. Definição da quantidade de aplicação de adesivo 14. . . . . . . . . . . . . . .
Ajuste do curso da haste 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. Ajuste do padrão de pulverização (EP 25 S) 15. . . . . . . . . . . . . . . . . . . .
6. Ajuste do padrão de pulverização (EP 25 SD) 16. . . . . . . . . . . . . . . . . .
7. Criar uma folha de registos 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1. Reduzir a pressão 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. Manutenção diária 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Verificação de danos externos 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Limpeza externa da cabeça de aplicação 19. . . . . . . . . . . . . . . . . . . .
Cabeças de aplicação de revestimento 19. . . . . . . . . . . . . . . . . . .
Limpeza externa do bocal 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3. Manutenção regular 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Mudar o tipo do hot‐melt 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4. Registo de manutenção 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Instalação (cont.)
Operação
Manutenção
Índice III
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
1. Montagem na traseira da cabeça de aplicação com módulos de controlo novos 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. Substituição de módulos de controlo simples 22. . . . . . . . . . . . . . . . . . .
3. Montagem na traseira do modulo de controlo 23. . . . . . . . . . . . . . . . . . .
4. Remoção do modulo de controlo 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5. Desmontagem do módulo de controlo 24. . . . . . . . . . . . . . . . . . . . . . . . .
6. Susbtituição dos O‐rings e aplicação de óleo 25. . . . . . . . . . . . . . . . . . .
Aplicação de óleo nos O‐rings 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Resumo das peças 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7. Montagem do módulo de controlo 26. . . . . . . . . . . . . . . . . . . . . . . . . . . .
8. Instalação do módulo de controlo 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1. Tabela para a resolução de problemas 27. . . . . . . . . . . . . . . . . . . . . . . .
1. Dados gerais 28. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2. Cabos de potência 29. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
Reparação/Montagem natraseira
Resolução de problemas
Dados técnicos

ÍndiceIV
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD 1
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
Indicações de segurança
ATENÇÃO: Respeite e siga todas as indicações de segurança.As indicações gerais encontram‐se no documento em anexo eas específicas em toda a restante documentação.
Descrição
As cabeças de aplicação de hot‐melt EP 25 - doravante mencionadastambém como cabeças de aplicação - apenas podem ser utilizadas paraa aplicação de materiais de hot‐melt.
Qualquer outra utilização ser considerada uso indevido e será por conta erisco do operador. A Nordson não se responsabiliza por danos pessoaisou de equipamento resultantes de uso indevido.
O cumprimento das instruções de segurança da Nordson também fazparte da finalidade a que se propõem estas unidades. A Nordsonrecomenda ao operador obter informação detalhada sobre os materiais autilizar.
A cabeça de aplicação não pode ser utilizada nas seguintes condições:
� Se estiver com defeito;
� Quando foram efectuadas modificações ou alterações pelo cliente;
� Em ambientes explosivos;
� Se forem utilizados materiais impróprios para a unidade;
� Se não foram respeitados os valores indicados em Dados técnicos.
A cabeça de aplicação não pode ser utilizada para fundir e processar osseguintes materiais:
� Hot‐melt de poliuretano (PUR);
� Materiais explosivos e inflamáveis;
� Materiais susceptíveis à erosão e corrosão;
� Alimentos.
1. Fim a que se destina
Uso indevido - exemplos -
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD2
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
A unidade foi preparada para proteger o operador contra possíveisperigos. No entanto, não é possível evitar alguns destes perigos. Ooperador deve ter em conta o seguinte:
� Perigo de queimaduras na cabeça de aplicação quando está quente:no adesivo quente quando substituir os cartuchos do filtro (opção) equando fizer ajustes.
� Inalação de vapores de hot‐melt altamente perigosos.
Este manual aplica‐se a toda a série.
A colocação dos números nas ilustrações não corresponde à dosdesenhos técnicos e listas de peças de reposição.
As ilustrações mostram apenas os componentes essenciais da unidade.Os restantes componentes e pormenores encontram‐se nos desenhostécnicos (veja em Lista de peças).
2. Perigos residuais
3. Referências no manual
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD 3
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
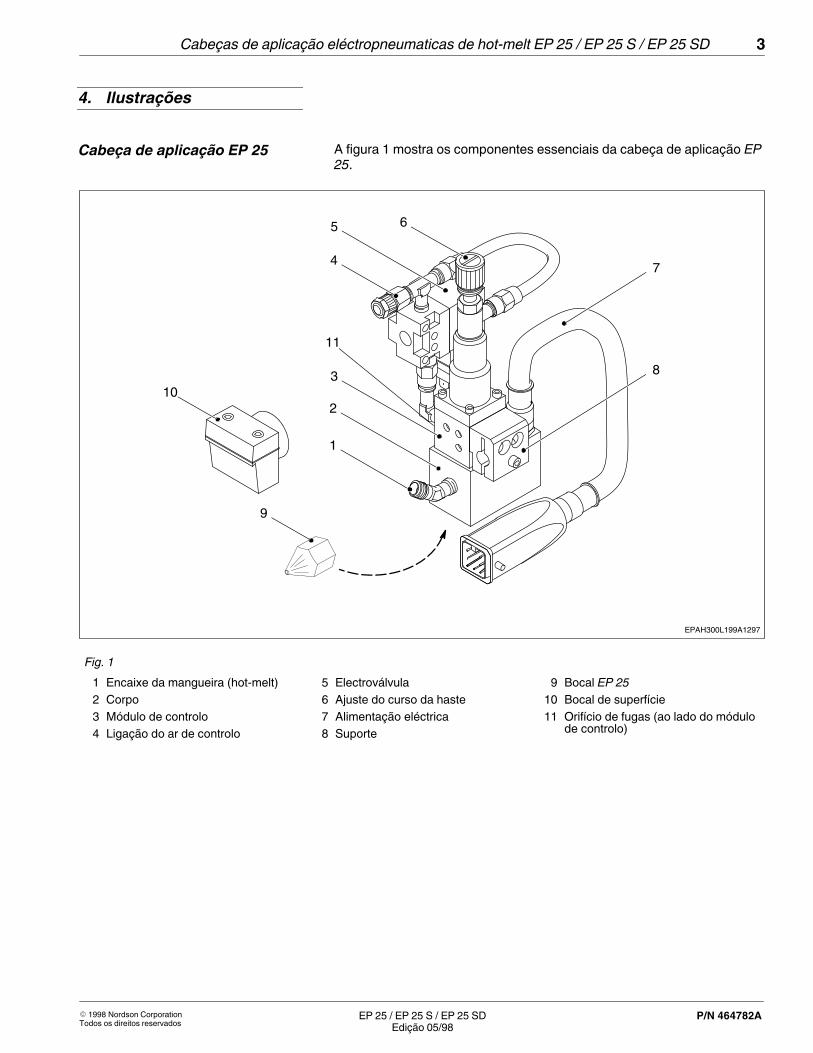
A figura 1 mostra os componentes essenciais da cabeça de aplicação EP25.
11
1
2
3
4
6
7
5
8
9
EPAH300L199A1297
10
Fig. 1
1 Encaixe da mangueira (hot‐melt)2 Corpo3 Módulo de controlo4 Ligação do ar de controlo
5 Electroválvula6 Ajuste do curso da haste7 Alimentação eléctrica8 Suporte
9 Bocal EP 2510 Bocal de superfície11 Orifício de fugas (ao lado do módulo
de controlo)
4. Ilustrações
Cabeça de aplicação EP 25

Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD4
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
A figura 2 mostra os componentes essenciais da cabeça de aplicação EP 25 S.
9
EPAH313L199A1297
10
11
1
2
3
4
6
7
5
8
Fig. 2
1 Encaixe da mangueira (hot‐melt)2 Corpo3 Módulo de controlo4 Ligação do ar de controlo
5 Electroválvula6 Ajuste do curso da haste7 Alimentação eléctrica8 Suporte
9 Bocal EP 25 S10 Ligação do ar de pulverização EP 25 S11 Orifício de fugas (ao lado do módulo de
controlo)
4. Ilustrações (cont.)
Cabeça de aplicação EP 25 S

Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD 5
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
A figura 3 mostra os componentes essenciais da cabeça de aplicação EP 25 SD.
EPAH314L199A1297
13
10 12
9
11
1
2
3
4
6
7
5
8
”I”
”A”
Fig. 3
1 Encaixe da mangueira (hot‐melt)2 Corpo3 Módulo de controlo4 Ligação do ar de controlo5 Electroválvula
6 Ajuste do curso da haste7 Alimentação eléctrica8 Suporte9 Bocal EP 25 SD
10 Parafuso de ajuste do ar de pulverização,ar interno
11 Orifício de fugas (ao lado do módulo decontrolo)
12 Parafuso de ajuste do ar de pulverização,ar externo
13 Ligação do ar de pulverização EP 25 SD
Cabeça de aplicação EP 25 SD

R
Nordson Engineering GmbH
WV
D 21337 Lüneburg - Germany
CFSY084S0501095
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD6
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
As cabeças de aplicação EP 25 são utilizadas para aplicar adesivos, porexemplo, como aplicação de pontos (EP 25), em forma de espiral (EP 25 S) ou pulverizado (EP 25 SD).
O módulo de controlo e o corpo são independentes um do outro. Assim, épossível obter temperaturas de 200 °C / 392 °F ou 260 °C / 500 °F (versãoT ou alta temperatura) e mantê‐las durante períodos mais longos. Omodelo EP 25 V foi concebido para taxas de fluxo elevadas e viscosidadeelevada.
O aquecimento é efectuado por cartuchos eléctricos. A temperatura émonitorizada continuamente através de sensores de temperatura econtrolada por um controlador de temperatura electrónico que seencontra no caixa dos componentes eléctricos da unidade de aplicação.
O método de pulverização patenteado (EP 25 S, EP 25 SD) misturamaterial hot‐melt com ar de pulverização no interior do bocal depulverização.
1.ª caixa Tipo da cabeça de aplicação
2.ª caixa Número de encomenda da Nordson
3.ª caixa Número de série
4.ª caixa Tensão de processamento V = Volt
5.ª caixa Consumo de energia W = Watt
Fig. 4
5. Funcionamento
Placa de características
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD 7
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
Instalação
ATENÇÃO: Confiar as seguintes tarefas unicamente a pessoalqualificado. Siga as indicações de segurança contidas aqui eem toda a documentação.
Desembale cuidadosamente, depois verifique se foram provocadosdanos durante o transporte. Reutilize os materiais da embalagem ouelimine‐os de acordo com as regulamentações locais.
INDICAÇÃO: A cabeça de aplicação de hot‐melt consiste numa peçavaliosa de elevada precisão. Manusear com muito cuidado! Proteja obocal contra danos.
Instale a cabeça de aplicação no local adequado da máquina derevestimento. Cumpra as indicações que se seguem:
� Não utilize em atmosferas explosivas
� Proteja contra a humidade, vibrações, poeira e correntes de ar
� Assegure um acesso fácil às peças relevantes para a manutenção eoperação
� Proteja o bocal contra danos.
Certifique‐se de que os gases libertados pelo hot‐melt não excedem oslimites prescritos. Se necessário exauste os gases libertados. Ventile aárea de montagem da unidade.
Não armazene no exterior! Proteja da humidade e poeiras. Não pouse aunidade em cima do bocal. Proteja o bocal contra danos.
Quando o seu produto Nordson terminar e/ou deixar de ser necessário,deverá eliminá‐lo conforme a regulamentação locais.
1. Desembalar
2. Transporte
3. Instalação
Exaustão de gases de hot‐melt
4. Armazenagem
5. Eliminação

1EPAH301S055A1297
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD8
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
ATENÇÃO: Perigo de choque eléctrico. O não cumprimento dasindicações de segurança pode resultar em ferimentos, morte oudanificar o equipamento.
ATENÇÃO: Certifique‐se de que os cabos não tocam nas peçasem movimento/quentes. Não trilhe os cabos e verifique‐osregularmente. Em caso de dano substitua‐os imediatamente!
ATENÇÃO: Utilize apenas a tensão de linha indicada na placade características.
1. Ligue o cabo de potência com ficha (1) à tomada da mangueiraaquecida.
2. Utilize as braçadeiras de segurança (quando disponíveis) parasegurar a ligação da ficha.
Fig. 5
ATENÇÃO: Utilize apenas a tensão de linha indicada na placade características.
Dispare a válvula solenóide apenas quando a cabeça de aplicação atingira temperatura de operação! Quando o material hot‐melt está muito frio, osvedantes do módulo de controlo podem ser danificados.
6. Ligações eléctricas
Cabos
Ligar a cabeça de aplicação
Disparar a válvula solenóide

1
EPAH302S055A1297
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD 9
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
A cabeça de aplicação apenas pode ser ligada a ar comprimidocondicionado e de pressão controlada.
INDICAÇÃO: O ar de controlo pode ser lubrificado ou não. Leiaatentamente o capítulo Lubrificar ou não o ar de controlo. O ar depulverização pode não ser lubrificado.
A operação segura e a vida útil das cabeças de aplicação accionadaspneumáticamente depende sobretudo do condicionamento do arcomprimido. As poeiras ou a condensação aumentarão o desgaste dassuperfícies de deslize e dos elementos vedantes, provocando danos.Para evitar estas influências maléficas, o ar de controlo para as cabeçasde aplicação Nordson deve ser condicionado através de um filtro de arcom depósitos de condensação de ar. A unidade de ar condicionadolimpa e seca o ar comprimido.
INDICAÇÃO: O tamanho da malha do filtro não deve ser ultrapassar 40 �m.
Os kits do conjunto de ar aquecido da Nordson são utilizados paracondicionar o ar de pulverização para pistolas e cabeças de aplicação dear de pulverização. Consistem numa válvula de controlo de pressão comfiltro, uma válvula solenóide e uma válvula de calibragem precisa. Paramais informações, consulte o manual Conjunto de ar aquecido.
INDICAÇÃO: O ar de pulverização deve ser aquecido com umpré‐aquecedor de ar.
Ligue a mangueira do ar de controlo à ligação do ar (1).
INDICAÇÃO: Certifique‐se de que o ar de controlo está sempre ligado.Entre outras funções, mantém o bocal fechado quando ocorreEMERGENCY OFF (interrupção de emergência) ou quando o sistemapára. Isto evita que o material hot‐melt escorra pelo bocal.
Fig. 6
7. Ligação pneumática
Filtro do ar comprimido(acessório)
Conjunto de ar aquecido(acessório)
Ligar o ar comprimido

EPAH315S055A1297
3 4EP 25 S EP 25 SD
1 2
EPAH206S064A0997
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD10
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
Ligue a mangueira do ar de pulverização às ligações de ar (3 ou 4) dosbocais de pulverização (1 ou 2).
INDICAÇÃO: O ar de pulverização pode nunca ser lubrificado.
Fig. 7
As cabeças de aplicação de hot‐melt da série EP 25 fabricadas a partir de1997 podem ser utilizadas com ar de controlo lubrificado ou não. Istotornou‐se possível devido a modificações efectuadas no módulo decontrolo:
� Cilindro do módulo de controlo com um revestimento interno especial
� O‐rings do pistão com uma dureza aumentada da escora.
INDICAÇÃO: Se lubrificar o ar de controlo uma vez, terá de o fazersempre, uma vez que o ar de controlo lubrificado retira o lubrificanteaplicado na fábrica dos módulos de controlo e válvulas solenóide.
Os módulos de controlo de design novo podem ser identificados atravésde uma ranhura a toda a volta (ver seta, fig. 8).
Fig. 8
7. Ligação pneumática(cont.)
Ligar o ar de pulverização(EP 25 S e EP 25 SD)
Lubrificar ou não o ar decontrolo
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD 11
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
Se forem ligados módulos de controlo / cabeças de aplicação de designnovo a um sistema de ar comprimido que tenha sido lubrificadopreviamente, não é suficiente parar a lubrificação do ar. Os resíduos delubrificante do sistema entraria para os módulos de controlo e válvulassolenóide. Assim, retiraria dessas peças o lubrificante aplicado na fábrica,reduzindo bastante a vida útil dos componentes.
Para trabalhar com ar não lubrificado assegure‐se de que:
� a unidade está definida para operação sem lubrificação
� não entra no sistema de ar nenhuma fuga de óleo proveniente de umcompressor avariado
� o ar de controlo é sempre fornecido para a cabeça de aplicação.Mantém os módulos de controlo fechados quando ocorre umaEMERGENCY OFF (interrupção de emergência) ou quando o sistemapára. Isto impede que o material hot‐melt escorra pelo bocal.
INDICAÇÃO: A Nordson não assume qualquer responsabilidade quanto adanos resultantes de uma lubrificação de ar não aprovada, nem mesmoquando durante curtos períodos de tempo.
Os módulos de controlo de design novo ou as cabeças de aplicaçãoequipadas com eles também podem ser operadas com ar lubrificado.
INDICAÇÃO: Se lubrificar o ar de controlo uma vez, terá de o fazersempre, uma vez que o ar de controlo lubrificado retira o lubrificanteaplicado na fábrica dos módulos de controlo e válvulas solenóide. Utilizeapenas este lubrificante:
Lubrificante P/N
Klüber Unisilkon TK002/50 316 578
Operação com ar de controlonão lubrificado
Operação com ar de contrololubrificado

MXHH001S050B0997
1 32
MXHH002S033A0295
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD12
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
ATENÇÃO: Quente! Perigo de queimaduras. Utilize luvas deprotecção térmica.
Se existir hot‐melt arrefecido no racord (1) e/ou na ligação da mangueira (2), deve aquecer estes componentes até o hot‐melt derreter(aprox. 80 �C/176 °F).
1. Ligue electricamente a mangueira (3) à unidade.
2. Aqueça a cabeça de aplicação e a mangueira até que o materialhot‐melt amoleça (aprox. 80 �C/176 °F).
3. Ligue a mangueira aquecida.
Fig. 9
ATENÇÃO: O sistema e o hot‐melt estão pressurizados. Antesde desligar as mangueiras aquecidas, reduza a pressão dosistema. O não cumprimento destas indicações pode resultarem queimaduras graves.
Reduzir a pressão
1. Defina a(s) velocidade(s) do motor da unidade que fornece o materialpara 0 min‐1; desligue o(s) motor(s).
2. Coloque um recipiente por baixo do bocal da cabeça de aplicação.
3. Dispare as electroválvulas electrica ou manualmente. Repita estaoperação até o hot‐melt deixar de sair pelo bocal.
4. Aproveite o hot‐melt para outra utilização ou elimine‐o de acordo comas regulamentações locais.
Utilizar uma segunda chave inglesa
Utilize uma segunda chave inglesa para apertar as mangueiras aquecidaspor forma a evitar que o racord de ligação rode.
Fig. 10
8. Instalar mangueirasaquecidas
Ligar
Desligar
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD 13
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
Operação
ATENÇÃO: Confiar as seguintes tarefas unicamente a pessoalqualificado. Siga as indicações de segurança contidas aqui eem toda a documentação.
Dispare a válvula solenóide apenas quando a cabeça de aplicação atingira temperatura de operação! Se o adesivo estiver muito frio, os vedantesdo modulo de controlo podem ser danificados.
ATENÇÃO: Utilize apenas com as tensões descritas na placade características.
O procedimento para definir as temperaturas é descrito no manual docontrolador de temperatura. Os controladores de temperatura não fazemparte da cabeça de aplicação. Podem encontrar‐se, por exemplo, noarmário dos componentes eléctricos de uma unidade de aplicação dehot‐melt num armário de componentes eléctricos independente.
200 °C / 392 °F; 260 °C / 500 °F com o elemento de temperaturaelevada.
INDICAÇÃO: A temperatura máxima de operação não deve serultrapassada.
A Nordson não assume qualquer garantia nem responsabilidade devido adanos resultantes de definições de temperatura incorrectas.
A pressão do ar de controlo para o módulo de controlo é ajustadaindividualmente para cada aplicação através de uma válvula de controlode ar comprimido externo. A válvula de controlo de ar comprimido não fazparte da cabeça de aplicação.
INDICAÇÃO: Certifique‐se de que a cabeça de aplicação recebe semprear de controlo. O ar de controlo mantém os módulos de controlo fechadosquando ocorre uma EMERGENCY OFF (interrupção de emergência) ouquando o sistema pára. Isto evita que o material hot‐melt escorra parafora dos módulos de controlo.
6 bar / 0.6 MPa / 87 psi
INDICAÇÃO: A pressão máxima do ar de controlo não pode serultrapassada.
A Nordson não assumirá qualquer garantia nem responsabilidade devidoa danos provocados por definições de pressão incorrectas.
1. Disparo da válvulasolenóide
2. Configurar temperaturas
Temperatura máxima deoperação
3. Ajuste da pressão do arde controlo
Pressão máxima do ar decontrolo

XXAH157S130A0797
Máx. + 1.2 mmMáx. + 0.047pol.
Máx. + 1.2 mmMáx. + 0.047pol.
1
23
4
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD14
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
A quantidade de aplicação de adesivo depende do peso de aplicação deadesivo desejado e da velocidade do substrato. Geralmente, asdefinições são feitas com os mostradores de velocidade da bomba. Asdefinições óptimas devem ser determinadas através de tentativas e erros.
Os mostradores de velocidade encontram‐se, por exemplo, na caixa doscomponentes eléctricos do aparelho de aplicação de adesivo ou numacaixa de componentes eléctricos separado.
Dependendo do modelo do sistema de aplicação de adesivo hot‐melt, ocontrolo da velocidade da bomba pode também ser efectuado com umgerador tacómetro ou um controlador de pressão electrónico.
Todos os módulos de controlo estão equipados com um ajuste do cursoda haste utilizado para a calibragem precisa da quantidade de materialhot‐melt necessária.
ATENÇÃO: Perigo! O manípulo de ajuste do curso da haste nãotem limite máximo de definição. Se existir ar comprimido ligado,nunca aumente o manípulo de ajuste / parafuso de ajuste,porque pode saltar.
CUIDADO: O curso da haste apenas pode ser ajustado quandoa cabeça de aplicação está quente! Caso não cumpra estaindicação, pode provocar danos nos vedantes.
A figura 11 mostra:
� Ajuste do curso da haste de trinco (1)
� Ajuste do curso da haste com parafuso de ajuste (2) e contraporca (3)
� limitação do curso não ajustável (4).
INDICAÇÃO: O manípulo de ajuste do curso da haste não tem limitemáximo de definição; começando de baixo, apenas pode ser rodado nomáximo 2¼ voltas para cima. Isto corresponde a um curso da haste dobocal com um máximo de 1,2 mm.Caso não cumpra esta indicação pode provocar um desgaste excessivoou mau funcionamento. A experiência mostrou que um ajuste do curso deum máximo de 0,5 a 0,6 mm (o que corresponde a 1 volta) é suficiente.
Curso da haste Taxa de hot‐melt
No sentido oposto ao dos ponteiros dosrelógios(+) = aumenta
Aumenta
No sentido dos ponteiros dos relógios(-) = diminui
Diminui
Fig. 11
4. Definição da quantidadede aplicação de adesivo
Ajuste do curso da haste

2 2
1 1
EPAH303S097A1297
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD 15
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
O ar de pulverização deve ser sempre aquecido com um pré‐aquecedorde ar. O padrão de pulverização é optimizado ajustando em alternância:
� Quantidade de adesivo (na unidade que fornece o material)
� Ajuste do curso da haste (na cabeça de aplicação)
� Pressão do ar de pulverização (no controlador de pressão separado).
1. Defina a pressão do ar de pulverização até aproximadamente 0,5 bar / 7,25 psi / 0,05 MPa.
2. Dispare a válvula solenóide; o material sai.
3. Defina a quantidade desejada de material.
4. Optimize o padrão de pulverização modificando a pressão do ar depulverização com a ligação (2) e modificando o ajuste do curso dahaste (1).
Fig. 12
5. Ajuste do padrão depulverização (EP 25 S)

2
2
1 1
EPAH316S097A1297
3455
4
23
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD16
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
O ar de pulverização deve ser sempre aquecido com um pré‐aquecedorde ar. O padrão de pulverização é optimizado ajustando em alternância:
� Quantidade de adesivo (na unidade que fornece o material)
� Ajuste do curso da haste (na cabeça de aplicação)
� Pressão do ar de pulverização (no controlador de pressão separado)
� Parafusos de ajuste do ar “I” (5) e “A” (2).
1. Solte a porca do tubo (3) rodando 1/2 volta para a esquerda.
2. Coloque a ponteira do ar (4) de forma a que os dois orifícios exterioresfiquem perpendiculares à direcção da aplicação.
3. Aperte a porca do tubo (3).
4. No controlador de pressão separado, defina a pressão do ar depulverização para aproximadamente 3 bar / 43,5 psi / 0,3 Mpa; maistarde, adapte a pressão do ar de pulverização ao padrão depulverização.
5. Dispare a válvula solenóide; o material começa a sair.
6. Defina a quantidade desejada de material.
7. Interrompa o fornecimento de ar para o bocal rodando os parafusosde ajuste do ar “I” (5) e “A” (2) para a direita.
8. Utilize o parafuso de ajuste de ar interno “I” (5) para definir um padrãode pulverização regular.
9. Defina a largura de pulverização necessária com o parafuso de ajustede ar externo “A” (2).
Fig. 13
6. Ajuste do padrão depulverização (EP 25 SD)

Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD 17
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
Faça uma cópia da folha de registos antes de a preencher.
Informação do produto
Hot‐melt Fornecedor
Máx. temperatura de processamento
Viscosidade
Agente de limpeza Fornecedor
Ponto de inflamação
Definições básicas Pressão do ar de controlo
Cabeça de aplicação Pressão do ar de pulverização
Curso da haste (rotações)
Definições básicas Cabeça de aplicação da zona deaquecimento
Temperatura Temperatura insuficiente
Temperatura excessiva
Notas
Formulário preenchido por:
Nome Data
7. Criar uma folha deregistos

Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD18
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
Manutenção
ATENÇÃO: Confiar as seguintes tarefas unicamente a pessoalqualificado. Siga as indicações de segurança contidas aqui eem toda a documentação.
INDICAÇÃO: A manutenção é uma medida de prevenção de grandeimportância para a segurança no trabalho e durabilidade do aplicador.Nunca deve ser neglicenciada.
ATENÇÃO: O sistema e o hot‐melt estão pressurizados. Antesde desligar as mangueiras aquecidas e as cabeças deaplicação, reduza a pressão do sistema. A não observânciadestas indicações pode resultar em graves queimaduras.
ATENÇÃO: Quente! Risco de queimaduras. Usar luvas deisolamento térmico.
1. Defina a(s) velocidade(s) do motor da unidade que fornece o materialpara 0 min‐1; desligue o(s) motor(es).
2. Coloque um recipiente por baixo do bocal da cabeça de aplicação.
3. Dispare as electroválvulas eléctrica ou manualmente. Repita estaoperação até o hot‐melt deixar de sair pelo bocal.
4. Aproveite o hot‐melt para outra utilização ou elimine‐o de acordo comas regulamentações locais.
EPAH208L058A0997
Fig. 14 Esquematização do princípio da descarga da pressão do material
1. Reduzir a pressão

Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD 19
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
Os intervalos indicados são baseados na experiência geral. Dependendoda localização da unidade, das condições de produção e do período deoperação, podem revelar‐se necessários outros intervalos demanutenção.
Peça Actividade Intervalo Consultar
Cabeça de aplicação Verificação de danos
Limpeza externa
Diariamente
Diariamente
P. 19
Bocal Limpeza externa Diariamente P. 20
ATENÇÃO: Se as peças danificadas colocarem em perigo asegurança de funcionamento da cabeça de aplicação e/ou asegurança do pessoal, desligue a cabeça de aplicação e peçasdanificadas devem ser substituídas por pessoal qualificado.Utilize apenas as peças de reposição da Nordson.
A limpeza externa impede que as impurezas criadas durante a produçãoprovoquem avarias na unidade.
CUIDADO: Não danifique nem retire os sinais de aviso. Ossinais de aviso danificados ou removidos devem serimediatamente substituídos.
CUIDADO: Nunca utilize ferramentas duras. Tenha muitocuidado quando manusear o bocal.
Retire os resíduos de adesivo com um agente de limpeza recomendadopelo fabricante sempre que possível. Se necessário, aqueça com umaquecedor de ar. Limpe a cabeça de aplicação com um pano que nãodeixe libertar pelo.
Cabeças de aplicação de revestimento
CUIDADO: Não utilize ferramentas duras ou de metal paralimpar. Não utilize escovas de arame! A cabeça de aplicaçãopode ficar danificada. Utilize apenas dispositivos suaves(espátulas de lã ou PTFE ou escovas suaves).
2. Manutenção diária
Verificação de danos externos
Limpeza externa da cabeça deaplicação

Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD20
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
CUIDADO: Limpe o bocal muito cuidadosamente; nunca utilizeferramentas duras ou de metal para limpar. Um bocal danificadoresultará numa aplicação de adesivo irregular e este terá de serreparado.
ATENÇÃO: Quente! Risco de queimaduras. Usar luvas deisolamento térmico.
1. Retire imediatamente os resíduos de material hot‐melt do bocal comum pano suave. Deve executar esta operação antes de o materialquebrar.
2. Se necessário, retire os resíduos endurecidos com uma espátula de lãou PTFE.
Os intervalos indicados são baseados na experiência geral. Dependendoda localização da unidade, das condições de produção e do período deoperação, podem revelar‐se necessários outros intervalos demanutenção.
Peça Actividade Intervalo Consultar
Cabeça de aplicação Lave com agente de limpeza Quando estiver sujo ouquando substituir oadesivo
-
Bocal Desmontar e limpar Quando estiver sujo -
Módulo de controlo Verifique o orifício de fuga Semanalmente -
Filtro (opção) Manual separado
INDICAÇÃO: Antes de mudar o tipo de material, veja se pode misturar ohot‐melt velho e o novo.
� Se a mistura for possível: os resíduos do material velho podem serretirados utilizando o material novo.
� Se a mistura não for possível: lave cuidadosamente a unidade comum agente de limpeza recomendado pelo fornecedor do hot‐melt.
INDICAÇÃO: Elimine o adesivo e o agente de limpeza de acordo com asregulamentações locais.
2. Manutenção diária (cont.)
Limpeza externa do bocal
3. Manutenção regular
Mudar o tipo do hot‐melt
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD 21
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
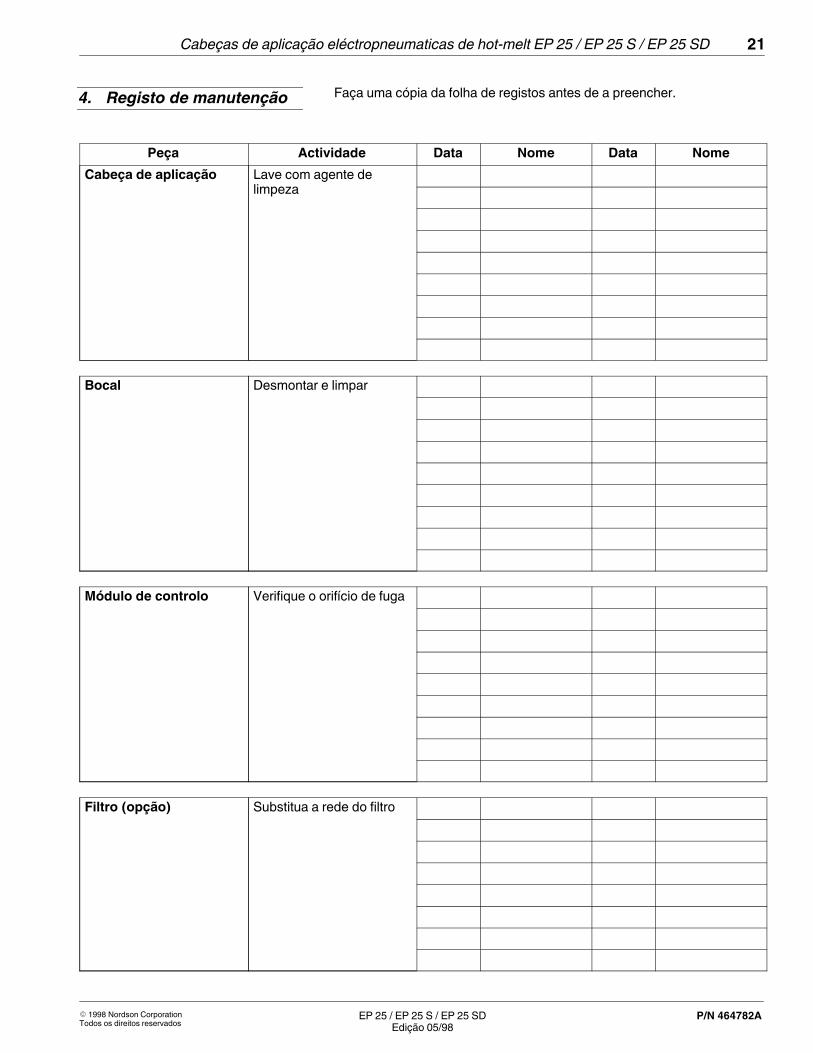
Faça uma cópia da folha de registos antes de a preencher.
Peça Actividade Data Nome Data Nome
Cabeça de aplicação Lave com agente delimpeza
Bocal Desmontar e limpar
Módulo de controlo Verifique o orifício de fuga
Filtro (opção) Substitua a rede do filtro
4. Registo de manutenção
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD22
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
Reparação/Montagem na traseira
ATENÇÃO: Confiar as seguintes tarefas unicamente a pessoalqualificado. Siga as indicações de segurança contidas aqui eem toda a documentação.
Começando com as unidades fabricadas em 1997, EP 25 as cabeças deaplicação podem ser utilizadas com ar comprimido, lubrificado ou não. Seforem montados na traseira modelos mais antigos com ar comprimido nãolubrificado, os módulos de controlo devem ser substituídos.
Se montar na traseira uma cabeça de aplicação mais antiga parafuncionamento com ar de controlo não lubrificado, deve executar asmedidas que se seguem:
� Substituir o módulo de controlo por um módulo de design recente
� Substituir a válvula solenóide
� Alterar completamente o fornecimento de ar de controlo pressurizadopara ar não lubrificado.
� Ajuste o curso da haste (consultar Ajuste do curso da haste).
Se apenas forem substituídos alguns dos módulos de controlo de umacabeça de aplicação, a cabeça de aplicação deve continuar a seroperada com ar de controlo lubrificado. Podem ser utilizados oslubrificantes que se seguem:
Lubrificante P/N
Klüber Unisilkon TK002/100 253 700
Klüber Unisilkon TK002/50 316 578
1. Montagem na traseira dacabeça de aplicação commódulos de controlonovos
2. Substituição de módulosde controlo simples

EPAH305S050A1297
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD 23
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
Se um módulo de controlo for montado na traseira para ser operado comar de controlo não lubrificado, deve executar as medidas que se seguem:
� Retirar o modulo de controlo (consultar Remoção do módulo decontrolo e Instalação do módulo de controlo)
� Desmonte o módulo de controlo (consultar Desmontagem do módulode controlo e Montagem do módulo de controlo)
� Substitua o cilindro (consultar Resumo das peças)
� Substitua os O‐rings do pistão e aplique óleo (consultar Resumo daspeças)
� Substitua todas as válvulas solenóide
� Altere completamente o fornecimento de ar de controlo comprimidopara ar não lubrificado
� Ajuste o curso da haste (consultar Ajuste do curso da haste).
ATENÇÃO: Quente! Perigo de queimaduras. Usar luvas deprotecção térmica.
1. Desligue as ligações do ar
2. Aqueça a cabeça de aplicação até que o material hot‐melt amoleça
3. Desaperte os parafusos de fixação e retire o módulo de controlo.
Fig. 15
3. Montagem na traseira domodulo de controlo
4. Remoção do modulo decontrolo

XXAH159S120A0797
1
3
4
5
7
6
8
9
2
2
1
2
2
1
2
2
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD24
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
ATENÇÃO: Quente! Perigo de queimaduras. Usar luvas deprotecção térmica.
INDICAÇÃO: Instale apenas peças do mesmo módulo de controlo ousubstitua completamente por peças novas Nordson. Não misture peçasde módulos de controlo diferentes.
INDICAÇÃO: A desmontagem do corpo (9) não é descrita. Sãonecessárias ferramentas e técnicas especiais para a desmontagem. Casoexista alguma fuga no corpo, o módulo de controlo deve sercompletamente substituído.
INDICAÇÃO: A Nordson não será responsável pelo mau funcionamentode módulos de controlo devido a uma montagem incorrecta ou utilizaçãode peças incorrectas.
1. Desligue as ligações do ar.
2. Aqueça a cabeça de aplicação até aproximadamente 100 °C / 212 °Fpara evitar que os parafusos de fixação (3) partam quando foremdesapertados. A cabeça de aplicação pode arrefecer novamente apósa remoção dos parafusos.
3. Se o cilindro (4) tiver de ser substituído, primeiro desaparafuse oajuste do curso da haste (1) e depois os parafusos de fixação (3).Se o cilindro (4) não tiver de ser substituído, comece por desapertar osparafusos de fixação(3).
4. Repare na posição do pequeno orifício de ventilação antes de retirar ocilindro (4).
Fig. 16
INDICAÇÃO: Não faça deslizar o pistão (7) para fora do corpo (9)! Casonão cumpra esta indicação pode provocar fugas, se resíduos de materialhot‐melt endurecido se colar à haste/agulha.
5. Desmontagem domódulo de controlo
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD 25
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
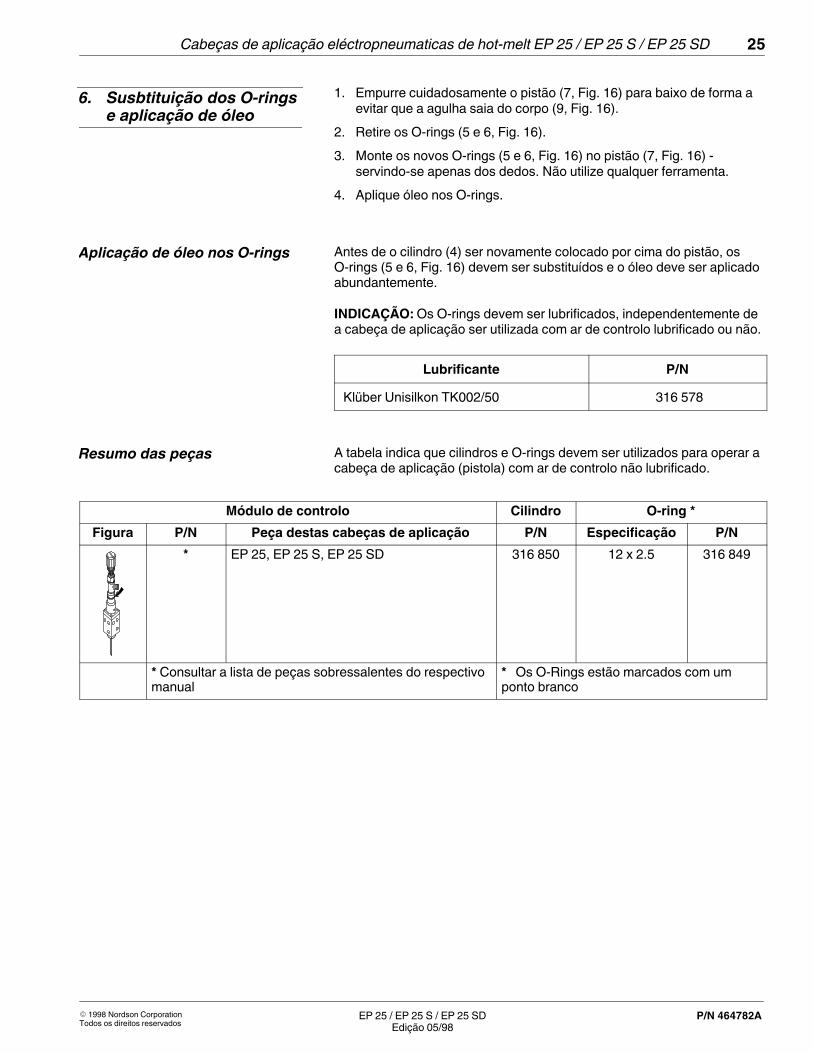
1. Empurre cuidadosamente o pistão (7, Fig. 16) para baixo de forma aevitar que a agulha saia do corpo (9, Fig. 16).
2. Retire os O‐rings (5 e 6, Fig. 16).
3. Monte os novos O‐rings (5 e 6, Fig. 16) no pistão (7, Fig. 16) -servindo‐se apenas dos dedos. Não utilize qualquer ferramenta.
4. Aplique óleo nos O‐rings.
Antes de o cilindro (4) ser novamente colocado por cima do pistão, osO‐rings (5 e 6, Fig. 16) devem ser substituídos e o óleo deve ser aplicadoabundantemente.
INDICAÇÃO: Os O‐rings devem ser lubrificados, independentemente dea cabeça de aplicação ser utilizada com ar de controlo lubrificado ou não.
Lubrificante P/N
Klüber Unisilkon TK002/50 316 578
A tabela indica que cilindros e O‐rings devem ser utilizados para operar acabeça de aplicação (pistola) com ar de controlo não lubrificado.
Módulo de controlo Cilindro O‐ring *
Figura P/N Peça destas cabeças de aplicação P/N Especificação P/N
* EP 25, EP 25 S, EP 25 SD 316 850 12 x 2.5 316 849
* Consultar a lista de peças sobressalentes do respectivomanual
* Os O‐Rings estão marcados com umponto branco
6. Susbtituição dos O‐ringse aplicação de óleo
Aplicação de óleo nos O‐rings
Resumo das peças

XXAH159S120A0797
1
3
4
5
7
6
8
9
2
2
1
2
2
1
2
2
EPAH306S050A1297
3 mm
Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD26
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
1. Se o ajuste do curso da haste (1) tiver sido retirado do cilindro (4),aparafuse novamente. Substitua as anilhas de vedação (2), P/N 251 428.
2. Substitua o O‐ring (8).
3. Certifique‐se de que os O‐rings (5 e 6) foram lubrificados com olubrificante indicado (consultar Aplicação de óleo nos O‐rings).
4. Faça deslizar cuidadosamente o cilindro (4) por cima do pistão (7).Certifique‐se de que o pequeno orifício de ventilação se encontra namesma posição.
5. Se possível, aplique pasta de montagem na rosca dos parafusos defixação para evitar que esta fique presa.Pasta de montagem: Never Seez, encomenda n.º P/N 263 921.
6. Aperte os parafusos de fixação (3) com força e em cruz.
7. Instale novamente as ligações do ar de controlo.
8. Ajuste o curso da haste caso tenha sido alterado (consultar Ajuste docurso da haste).
Fig. 17
1. Aqueça a cabeça de aplicação até que o material hot‐melt amoleça.
2. Se possível, aplique pasta de montagem na rosca dos parafusos defixação para evitar que esta fique presa. Pasta de montagem: Never Seez, encomenda n.º P/N 263 921.
3. Substitua os O‐ring(s). Encomenda n.º P/N 250 257.
4. Coloque o modulo de controlo na cabeça de aplicação e aperte osparafusos de fixação ao mesmo tempo/em cruz.
Fig. 18
7. Montagem do módulo decontrolo
8. Instalação do módulo decontrolo

Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD 27
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
Resolução de problemas
A tabela de resolução de problemas que se segue parte do princípio deque todos os outros componentes do sistema funcionam correctamente.
Problema Causa possível Acção correctiva Ver
Não há adesivo A cabeça de aplicação ainda nãoatingiu a temperatura deprocessamento
Espere até atingir a temperatura e,se necessário, ajuste o valorcorrecto da temperatura
Página 13
Não existe adesivo suficiente naunidade de aplicação
Encher -
A bomba da unidade de aplicaçãode material hot‐melt não funciona
Verificar -
O ar de controlo não está ligado Ligar Página 9
Bocal obstruído Limpar o bocal Página 20
Filtro (opção) obstruído Limpar o filtro e substituir a rede dofiltro
-
A haste do bocal está presa Substituir o módulo de controlo Página 22
Não há adesivo: a cabeça de aplicaçãonão atinge a tempera‐tura desejada
Temperatura não definidacorrectamente no controlador detemperatura
Definir a temperaturacorrectamente
Página 13
A ficha não tem contacto Prender a ficha Página 8
Cartucho(s) do aquecedor comdefeito
Substituir cartucho(s) doaquecedor
-
A aplicação deadesivo não é exacta
O bocal está entupido oudanificado
Desaparafusar o bocal (quandoquente) e limpar ou substituir
-
-
Os parâmetros de produção nãoestão em sintonia
Ajuste os parâmetros, altere‐os senecessário
-
Adesivo inadequado Consultar o fabricante do adesivo Folha dedados
O tempo aberto édemasiado longo
Temperatura de aplicaçãodemasiado alta
Diminua a temperatura Página 13
Adesivo inadequado Consultar o fabricante do adesivo Folha dedados
O tempo aberto édemasiado curto
Temperatura de aplicaçãodemasiado baixa
Aumente a temperatura Página 13
Adesivo inadequado Consultar o fabricante do adesivo Folha dedados
1. Tabela para a resoluçãode problemas

Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD28
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
Dados técnicos
INDICAÇÃO: As especificações técnicas são válidas apenas para ascabeças de aplicação normais.
Produto Cabeça de aplicação de material hot‐melt
Nome do produto EP 25 / EP 25 S / EP 25 SD(Opções: revestimento, elevada temperatura (versão T),elevado regime de fluxo de material (versão V)
Voltagem Consulte a placa de características
Consumo máximo de energia Consulte a placa de características
Tipo do módulo de controlo Variatções: Standard, Cavidade Zero
Filtro (Opção) Variações: Nenhuma, 0,1 mm, 0,2 mm, 0,4 mm
Bocais Variações: 0,6 mm, 0,8 mm, 1,0 mm, 1,2 mm
Sensor de temperatura Variações: Fe‐CuNi (FE/KO), Pt 100, Ni 120
Válvula solenóide Variações: MV 24‐U 24 VC.C., MV 240‐1U 240 VC.A.,MV 110‐1U 110 VC.A.
Grau de protecção IP 30
Pressão máxima do ar de controlo 6 bar / 0,6 MPa / 87 psi
Instalação da ligação damangueira
Variações: Diâmetros internos: 8 mm, 13 mm
Temperatura máxima deprocessamento
200 °C / 392 °F; 260 °C / 500 °F com versão de temperatura elevada
Temperatura máxima ambientepara as válvulas solenóide
Aprox. 55 °C / 131 °F
1. Dados gerais

Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD 29
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
Peso Aprox. 1100 g

Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD30
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A
XXAH135L046B0598
2 Azul3 Castanho
4 Preto
5 Preto
6 Vermelho
7 Azul
Aquecedor
Válvula solenóide
8 Verde/amarelo Condutor terra
Fio de ligação termo +
Fio de ligação termo -Inserção de pinos HAN 7D KWU
Fig. 19 Cabo de potência para o sensor de temperatura Fe‐CuNi (FE/KO)
XXAH249L046B0598
2 Azul3 Castanho
4 Preto
5 Preto
6 Vermelho (preto)
7 Branco (preto)
Aquecedor
Válvula solenóide
Sensor de temperatura Pt 100
8 Verde/amarelo Condutor terra
Inserção de pinos HAN 7D KWU
Fig. 20 Cabo de potência para o sensor de temperatura Pt 100
XXAH129L046B0598
Sensor de temperatura Ni 1205
3
1
2
Preto
PretoAquecedor
Condutor terraVerde/amarelo
Fig. 21 Cabo de potência com sensor de temperatura Ni 120
2. Cabos de potência

Cabeças de aplicação eléctropneumaticas de hot‐melt EP 25 / EP 25 S / EP 25 SD 31
��1998 Nordson CorporationTodos os direitos reservados
EP 25 / EP 25 S / EP 25 SDEdição 05/98
P/N 464782A











![Tutorial Hot Potatoes[1]](https://static.fdocumentos.tips/doc/165x107/557b11a1d8b42a7e118b4c32/tutorial-hot-potatoes1.jpg)



