
Bc Bd Be Indicações Práticas. Oxi-Corte. Oxi Corte 02 2014_tcm310... · de corte: defeitos nas...
2
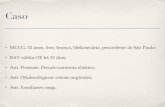
Maçarico Bicos de aquecimento e corte (Defeitos comuns) Bico de aquecimento (Defeito só deste bico) Bico de corte (Defeito só deste bico) Chapa Material Causa de defeitos no oxi-corte Maçarico fora da perpendicular no sentido de corte Maçarico fora da perpendicular no sentido transversal ao sentido de corte Avanço do maçarico demasiado rápido Avanço do maçarico demasiado lento Avanço do maçarico irregular Distância entre o bico e a chapa demasiado grande Distância entre o bico e a chapa demasiado pequena Bicos demasiado grandes para a espessura de chapa Bicos demasiado pequenos para a espessura de chapa Bicos sujos Bicos danificados ou gastos Chama demasiado forte Chama demasiado fraca Chama apagada Chama com excesso de acetileno Chama com excesso de oxigénio Excessivo caudal de oxigénio de corte Caudal de oxigénio de corte demasiado baixo Interrupções momentâneas no fornecimento do oxigénio de corte Pressão do oxigénio de corte demasiado alta Pressão do oxigénio de corte demasiado baixa Jacto do oxigénio de corte interrompido Jacto do oxigénio de corte desviado Superfície da chapa oxidada Superfície de chapa suja, p. ex. com tinta Chapa com incrustações Chapa com vincos Chapa com inclusões de escória Chapa com inclusões finamente distribuídas Teor de carbono demasiado elevado Teor de elementos de liga demasiado elevado Aço susceptível de fissuração a quente Pré-aquecimento do material insuficiente Arrefecimento do material demasiado rápido Material endurecido Oxi-corte 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 A: Defeitos de canto a Fusão do canto b Cadeia de pérolas fundidas c Canto a sobressair d Canto superior defeituoso com escória agarrada B: Defeitos na superfície de corte: tolerâncias de esquadria e inclinação a Concavidade por baixo do canto superior b Fenda de corte convergente c Fenda de corte divergente d Perfil do corte côncavo e Perfil do corte ondulado f Desvio do ângulo pretendido da superfície de corte g Canto inferior arredondado h Recorte no canto inferior C: Defeitos na superfície de corte: defeitos nas estrias a Excessivo arraste das estrias do corte b Estrias do corte inclinadas na parte sup. (sentido do corte) c Estrias do corte inclinadas na parte inf. (sentido do corte) d Estrias do corte localmente desviadas e Estrias do corte muito profundas f Profundidade irregular das estrias do corte D: Defeitos na superfície de corte: cortes incompletos a Canto não cortado até ao fim b Interrupção do processo de corte E: Erosões a Erosões isoladas b Superfícies erodidas interligadas c Erosões, especialmente na parte inferior do corte F: Escória agarrada a Rebarba de escória b Encrostamento de escória G: Fissuras a Na superfície de corte b Por baixo da superfície do corte A qualidade das superfícies de corte rege-se pela norma EN ISO 9013, p. ex. → Tolerância de esquadria – tolerância de inclinação u (anteriormente chamada de irregularidade) Índice: 1. O princípio do processo 2. Maçaricos de oxi-corte 3. Utilização dos maçaricos 4. Técnica de trabalho 5. Qualidade do corte → Oxi-Corte Indicações Práticas. Oxi-Corte. → Profundidade média das estrias (anteriormente chamada de profundidade das estrias) Os possíveis defeitos no oxi-corte bem como as suas causas podem ser consultados na tabela. Linde Portugal, Lda. Av. Infante D. Henrique, Lt. 21/24, 1800-217 Lisboa Tel. Lisboa 218 310 424, Tel. Porto 229 998 380, www.linde.pt U Profundidade das estrias Perfil de base Perfil real 20 mm U Causas de 1ª ordem Causas de 2ª ordem Causas de 3ª ordem 5. Qualidade do corte Aa Bb Bf Cc Da Fa Fb Ga Gb Ea Eb Ec Cd Ce Cf Bg Bh Ca Cb Bc Bd Be Ab Ac Ad Ba Correcto Correcto Correcto Incorrecto Y X X X X X P P P Y Y Y Y Incorrecto Incorrecto 8950/02.14 Profundidade das estrias
-
Upload
phungquynh -
Category
Documents
-
view
234 -
download
0
Transcript of Bc Bd Be Indicações Práticas. Oxi-Corte. Oxi Corte 02 2014_tcm310... · de corte: defeitos nas...

Maç
aric
o
Bico
s de
aqu
ecim
ento
e
cort
e (D
efei
tos
com
uns)
Bico
de
aque
cim
ento
(Def
eito
só
dest
e bi
co)
Bico
de
cort
e (D
efei
to
só d
este
bic
o)
Chap
a
Mat
eria
l
Caus
a de
def
eito
s no
oxi
-cor
teM
açar
ico
fora
da
perp
endi
cula
r no
sent
ido
de c
orte
Maç
aric
o fo
ra d
a pe
rpen
dicu
lar n
o se
ntid
o tr
ansv
ersa
l ao
sent
ido
de c
orte
Avan
ço d
o m
açar
ico
dem
asia
do rá
pido
Avan
ço d
o m
açar
ico
dem
asia
do le
nto
Avan
ço d
o m
açar
ico
irre
gula
rD
istâ
ncia
ent
re o
bic
o e
a ch
apa
dem
asia
do g
rand
eD
istâ
ncia
ent
re o
bic
o e
a ch
apa
dem
asia
do p
eque
naBi
cos
dem
asia
do g
rand
es p
ara
a es
pess
ura
de c
hapa
Bico
s de
mas
iado
peq
ueno
s pa
ra a
esp
essu
ra d
e ch
apa
Bico
s su
jos
Bico
s da
nific
ados
ou
gast
osCh
ama
dem
asia
do fo
rte
Cham
a de
mas
iado
frac
aCh
ama
apag
ada
Cham
a co
m e
xces
so d
e ac
etile
noCh
ama
com
exc
esso
de
oxig
énio
Exce
ssiv
o ca
udal
de
oxig
énio
de
cort
eCa
udal
de
oxig
énio
de
cort
e de
mas
iado
bai
xoIn
terr
upçõ
es m
omen
tâne
as n
o fo
rnec
imen
to d
o ox
igén
io d
e co
rte
Pres
são
do o
xigé
nio
de c
orte
dem
asia
do a
ltaPr
essã
o do
oxi
géni
o de
cor
te d
emas
iado
bai
xaJa
cto
do o
xigé
nio
de c
orte
inte
rrom
pido
Jact
o do
oxi
géni
o de
cor
te d
esvi
ado
Supe
rfíc
ie d
a ch
apa
oxid
ada
Supe
rfíc
ie d
e ch
apa
suja
, p. e
x. c
om ti
nta
Chap
a co
m in
crus
taçõ
esCh
apa
com
vin
cos
Chap
a co
m in
clus
ões
de e
scór
iaCh
apa
com
incl
usõe
s fin
amen
te d
istr
ibuí
das
Teor
de
carb
ono
dem
asia
do e
leva
doTe
or d
e el
emen
tos
de li
ga d
emas
iado
ele
vado
Aço
susc
eptív
el d
e fis
sura
ção
a qu
ente
Pré-
aque
cim
ento
do
mat
eria
l ins
ufic
ient
eA
rref
ecim
ento
do
mat
eria
l dem
asia
do rá
pido
Mat
eria
l end
urec
ido
Oxi-corte 01 02 03 04 05 06 07 08 09 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35
A: Defeitos de canto a Fusão do cantob Cadeia de pérolas fundidasc Canto a sobressaird Canto superior defeituoso com escória agarrada
B: Defeitos na superfície de corte: tolerâncias de esquadria e inclinação
a Concavidade por baixo do canto superiorb Fenda de corte convergentec Fenda de corte divergented Perfil do corte côncavoe Perfil do corte onduladof Desvio do ângulo pretendido da superfície de corteg Canto inferior arredondadoh Recorte no canto inferior
C: Defeitos na superfície de corte: defeitos nas estrias
a Excessivo arraste das estrias do corteb Estrias do corte inclinadas na parte sup. (sentido do corte)c Estrias do corte inclinadas na parte inf. (sentido do corte)d Estrias do corte localmente desviadase Estrias do corte muito profundasf Profundidade irregular das estrias do corte
D: Defeitos na superfície de corte: cortes incompletos
a Canto não cortado até ao fimb Interrupção do processo de corte
E: Erosões a Erosões isoladasb Superfícies erodidas interligadasc Erosões, especialmente na parte inferior do corte
F: Escória agarrada a Rebarba de escóriab Encrostamento de escória
G: Fissuras a Na superfície de corteb Por baixo da superfície do corte
A qualidade das superfícies de corte rege-se pela norma EN ISO 9013, p. ex.
→ Tolerância de esquadria – tolerância de inclinação u (anteriormente chamada de irregularidade)
Índice:1. O princípio do processo2. Maçaricos de oxi-corte3. Utilização dos maçaricos4. Técnica de trabalho5. Qualidade do corte
→ Oxi-Corte
Indicações Práticas. Oxi-Corte.
→ Profundidade média das estrias (anteriormente chamada de profundidade das estrias)
Os possíveis defeitos no oxi-corte bem como as suas causas podem ser consultados na tabela.
Linde Portugal, Lda.Av. Infante D. Henrique, Lt. 21/24, 1800-217 LisboaTel. Lisboa 218 310 424, Tel. Porto 229 998 380, www.linde.pt
U
Prof
undi
dade
da
s es
tria
s
Perfil de basePerfil real
20 mm
U
Causas de 1ª ordem Causas de 2ª ordem Causas de 3ª ordem
5. Qualidade do corte
Aa
Bb
Bf
Cc
Da
Fa Fb Ga Gb
Ea Eb Ec
Cd Ce Cf
Bg Bh Ca Cb
Bc Bd Be
Ab Ac Ad Ba
Correcto
Correcto
Correcto
Incorrecto
Y
X
XX
X
XP
P
P
Y
Y
Y
Y
Incorrecto
Incorrecto
8950
/02.14
Prof
undi
dade
da
s es
tria
s

1. O princípio do processo
No oxi-corte a chama de aquecimento eleva a temperatura do material até ao seu ponto de ignição, e em seguida, o material reage exotermicamente com o jacto do oxigénio de corte. Avançando com o maçarico sobre a peça é criada a fenda de corte. O oxigénio de corte (pureza de 99,5%, no mínimo) reage com o material aquecido apenas se a temperatura de ignição deste ficar aquém da temperatura de fusão. A temperatura de ignição depende essencialmente dos componentes de liga existentes no material. Os aços de construção comuns com um teor de carbono até 0,3% aprox., são fáceis de cortar, por este processo. Em casos especiais é preciso pré-aquecer a peça para evitar a formação de fissuras ou o endurecimento do material na superfície do corte. Em determinados materiais, nomeadamente em aços ligados onde não seria possível cortar por oxi-corte convencional, utiliza-se o oxi-corte com pó de ferro.
Oxi-corte manual
Estes maçaricos são de aspiração e possuem um bico de pressão, isto é a mistura chega já pronta ao bico depois de passar pelo tubo misturador. Também se recomendam os maçaricos de corte manual, sem bico de pressão, onde a mistura dos gases é feita no próprio bico. Estes maçaricos oferecem-nos grande segurança contra o retorno de chama. A pressão do oxigénio de corte é geralmente da ordem dos 6 bar, no máximo. A pressão de trabalho correcta deve ser obtida pela leitura das tabelas de corte ou pela leitura do valor gravado no próprio bico de corte.
Oxi-corte à máquina
Tal como para o oxi-corte manual existem no oxi-corte à máquina dois tipos de maçaricos. O maçarico de aspiração constituído por um tubo misturador e o maçarico cuja mistura é feita no próprio bico.
Os bicos de corte dividem-se em:
2. Maçaricos de oxi-corte
3. Utilização dos maçaricos
4. Técnica de trabalho
Bicos normais Até 6 bar de pressão do oxigénio de corte
Bicos rápidos Até 8 bar de pressão do oxigénio de corte
Bicos de alta velocidade Até 11 bar de pressão do oxigénio de corte
Corte oblíquo a 30º Aprox. 25 %Corte oblíquo a 45º Aprox. 45 %Corte curvilíneo Aprox. 10 %
Consultar na tabela de corte os parâmetros de ajuste, correspondentes ao bico em questão. As pressões dos gases são ajustadas com as válvulas abertas – utilize um manómetro de controle.
Ajuste da chama de aquecimento:1. Abrir primeiro, completamente, a válvula do oxigénio
de aquecimento.
→ Das exigências da superfície de corte, p. ex. se se trata de corte estrutural ou corte de separação.
→ Da composição do material. → Das características da superfície do material, se está decapada
a jacto, se tem escórias, se se encontra oxidada ou pintada. → Das características do movimento da máquina (suavidade). → Da escolha do bico de corte do maçarico.
O técnico com prática pode guiar-se pela figura seguinte:
Iniciar o corte por perfuração
a) Perfuração manual
b) Perfuração por máquina, guiada à mão → Ajustar a distância entre o bico de corte e a chapa segundo
a tabela. → Quando o material atingir a temperatura de ignição (rubro
incandescente e chispante) ligue o avanço da máquina e abra a válvula do oxigénio de corte lentamente.
c) Perfuração por máquina automática → Retirar os valores a ajustar da “tabela de perfuração”
e introduzi-los no comando automático.
A sequência de corte
Com a sequência correcta do corte pode reduzir-se em grande parte a deformação causada pelo calor da chama de aquecimentoObserve os seguintes passos:1. Fazer os recortes interiores primeiro.2. Escolher o sentido de corte de modo que os desperdícios
possam separar-se sozinhos.3. A peça a recortar deve ficar presa à chapa base o mais
tempo possível.4. Cortar sobre a linha traçada.
Sentido de avanço
Mistura oxigénio-acetileno
Oxigénio de corte
Bico de corte
Jacto de oxigéniode corteChama de
aquecimento
Jacto de escória
2. Abrir um pouco a válvula do acetileno.3. Proceder à ignição da mistura.4. Ajustar primeiro um excesso de acetileno.5. Reduzir o acetileno até se obter uma chama neutra.6. Abrir a válvula do oxigénio de corte; se necessário corrigir
a regulação da chama neutra.
O jacto do oxigénio de corte deve sair do bico direito, cilíndrico e sem oscilações. A chama do aquecimento deve envolver concentricamente o jacto do oxigénio.
Selecção da velocidade de corte correcta (ver tabela de corte - não incluída neste folheto)A velocidade de corte depende:
→ Do tipo de corte: se é um corte vertical ou oblíquo, direito ou curvilíneo; para os cortes oblíquos e curvilíneos com raio pequeno é preciso reduzir a velocidade da seguinte percentagem:
Oxigénio de corte
Velocidade de corte
Escória
Sentido de avanço
Válvula de regulação do oxigénio de aquecimento
Válvula de regulação do acetilenoMuito pequena
Agarrada Pouco aderente
Correcta1. Escolher a dimensão do bico em
função da espessura da chapa.2. Ajustar a pressão do oxigénio
segundo a tabela.3. Ajustar a chama de aquecimento
com a válvula do oxigénio de corte aberta.
Muito grande
Pré-aquecimento
Abrir a válvula dooxigénio de cortelentamente
Em chapas grossas levantar o maçarico um pouco e avançar lentamente
PerfuraçãoRecomendações:
→ Cuidar e conservar os bicos de corte. → Para as limpezas utilize os instrumentos fornecidos pelo
fabricante, nunca arames ou brocas. → É importante que o bico de corte seja alimentado com
as quantidades de acetileno, oxigénio de aquecimento e oxigénio de corte, adequadas à espessura a cortar.
→ As pressões indicadas na tabela devem ser lidas à entrada do maçarico – utilize um manómetro de controle.
→ Faça a manutenção das guias de deslocamento da máquina de oxi-corte. Controle a velocidade dos movimentos longitudinais e transversais da máquina de oxi-corte.
É necessário ter em conta as perdas de pressão causadas por: → Mangueiras muito finas ou longas. → Manorredutores ou válvulas anti-retorno de pequena dimensão. → Dispositivos de anti-retorno de chama de pequena capacidade
ou desnecessários.















![[INVENTÁRIO CORPORATI VO GASES DE EFEITO E STUFA ]irani.com.br/uploads/mediacenter/dbaf5853e1aaec7092aab05f6cc323e10... · Acetileno Processos de oxi-corte e soldagem CO 2 Pape/SC](https://static.fdocumentos.tips/doc/165x107/5be71f8809d3f2db738bd9c3/inventario-corporati-vo-gases-de-efeito-e-stufa-iranicombruploadsmediacenterdbaf5853e1aaec7092aab05f6cc323e10.jpg)

