BALANCEAMENTO DE CÉLULAS FLEXÍVEIS DE ... - … · 5 movimentação de materiais, melhor...
13
BALANCEAMENTO DE CÉLULAS FLEXÍVEIS DE MANUFATURA PELA OTIMIZAÇÃO DAS CONDIÇÕES OPERACIONAIS E USO DO SOFTWARE ARENA Jose Martinele Alves Silva (UNINOVE) [email protected] Milton Vieira Júnior (UNINOVE) [email protected] Nivaldo Lemos Coppini (UNINOVE) [email protected] Elesandro Antonio Baptista (UNINOVE) [email protected] Gisele Castro Fontanella Pileggi (UNINOVE) [email protected] Nas indústrias manufatureiras, onde são encontrados ambientes de produção flexíveis, uma das principais estratégias empregadas no sistema produtivo é a Manufatura Celular. Este sistema envolve o agrupamento de peças em famílias de peças e oo agrupamento de máquinas em Células de Manufatura. Com a introdução desta estratégia, as empresas adquirem maior flexibilidade de resposta às exigências dos clientes, atendendo a uma demanda mais variada de produtos. Assim, justifica-se a realização de pesquisas em Manufatura Celular particularmente no que se refere ao maior aprofundamento nos aspectos que tratam do balanceamento das Células de Manufatura. Em muitas indústrias o balanceamento de uma Célula de Manufatura é efetuado de uma forma que será entendida neste trabalho como sendo a tradicional, ou seja, o fluxo da produção é estabelecido com base no fluxo de produção da máquina gargalo. Além disso, as condições operacionais das máquinas da célula de manufatura são selecionadas a partir de dados retirados do catálogo do fornecedor da ferramenta. Evidentemente estas condições nem sempre são as ideais. Eventuais balanceamentos da célula são realizados de forma nem sempre a levar a um balanceamento otimizado da célula de manufatura com base em otimização das referidas condições operacionais. Este trabalho tem por objetivo o balanceamento de células de manufatura pela utilização do software de simulação Arena. Com este recurso foi possível comparar o balanceamento tradicional com uma proposta de utilizar- se uma velocidade de corte otimizada na máquina gargalo. Os resultados mostraram-se positivos após balanceamento de uma célula modelo, gerada a partir do software Arena. XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente. São Carlos, SP, Brasil, 12 a15 de outubro de 2010.
Transcript of BALANCEAMENTO DE CÉLULAS FLEXÍVEIS DE ... - … · 5 movimentação de materiais, melhor...
BALANCEAMENTO DE CÉLULAS
FLEXÍVEIS DE MANUFATURA PELA
OTIMIZAÇÃO DAS CONDIÇÕES
OPERACIONAIS E USO DO SOFTWARE
ARENA
Jose Martinele Alves Silva (UNINOVE)
Milton Vieira Júnior (UNINOVE)
Nivaldo Lemos Coppini (UNINOVE)
Elesandro Antonio Baptista (UNINOVE)
Gisele Castro Fontanella Pileggi (UNINOVE)
Nas indústrias manufatureiras, onde são encontrados ambientes de
produção flexíveis, uma das principais estratégias empregadas no
sistema produtivo é a Manufatura Celular. Este sistema envolve o
agrupamento de peças em famílias de peças e oo agrupamento de
máquinas em Células de Manufatura. Com a introdução desta
estratégia, as empresas adquirem maior flexibilidade de resposta às
exigências dos clientes, atendendo a uma demanda mais variada de
produtos. Assim, justifica-se a realização de pesquisas em Manufatura
Celular particularmente no que se refere ao maior aprofundamento
nos aspectos que tratam do balanceamento das Células de Manufatura.
Em muitas indústrias o balanceamento de uma Célula de Manufatura é
efetuado de uma forma que será entendida neste trabalho como sendo
a tradicional, ou seja, o fluxo da produção é estabelecido com base no
fluxo de produção da máquina gargalo. Além disso, as condições
operacionais das máquinas da célula de manufatura são selecionadas
a partir de dados retirados do catálogo do fornecedor da ferramenta.
Evidentemente estas condições nem sempre são as ideais. Eventuais
balanceamentos da célula são realizados de forma nem sempre a levar
a um balanceamento otimizado da célula de manufatura com base em
otimização das referidas condições operacionais. Este trabalho tem
por objetivo o balanceamento de células de manufatura pela utilização
do software de simulação Arena. Com este recurso foi possível
comparar o balanceamento tradicional com uma proposta de utilizar-
se uma velocidade de corte otimizada na máquina gargalo. Os
resultados mostraram-se positivos após balanceamento de uma célula
modelo, gerada a partir do software Arena.
XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente.
São Carlos, SP, Brasil, 12 a15 de outubro de 2010.
2
Palavras-chaves: Arena, Balanceamento de Células; Simulação;
Usinagem
3
1.1 1. Introdução
O mercado, atualmente, condiciona as empresas a manterem-se competitivas, enfrentando
imposições para melhorar sua capacidade produtiva (KESEN et al., 2009). As empresas que
conseguem promover alterações em seu sistema produtivo com agilidade são as prováveis
sobreviventes neste ambiente altamente competitivo, que voraz, devora aquelas que não
acompanham as exigências do mercado.
A manufatura celular (MC) é abordada como uma das principais estratégias utilizadas pelas
indústrias de manufatura, pois proporciona a redução de custos com o aumento de
produtividade, que é um fator de peso para o alcance e manutenção da competitividade e foco
de diversas pesquisas até os dias de hoje. Um ponto de concordância no gerenciamento da
produção vem do fato que a MC consegue atrair grandes melhorias para a organização, mas à
custa de alterações radicais no modo de produzir, envolvendo muitos departamentos e
consumindo certos recursos da empresa (TAHARA et al., 1997).
A MC trata-se da formação que envolve o agrupamento de peças em famílias de peças e o
agrupamento de máquinas em células de manufatura, sendo este sistema também conhecido
como Tecnologia de Grupo (TG). Para Gonçalves e Resende (2004) a MC, é definida como
uma abordagem para a otimização do trabalho em que as unidades organizacionais de
produção são grupos relativamente independentes, sendo que cada unidade é responsável pela
produção de uma determinada família de produtos.
Para Conceição (2005) a adoção do sistema produtivo baseado na arquitetura de células de
manufatura permite somar os benefícios dos sistemas orientados por produto e por processo,
quebrando, desta forma, o paradigma de que não é possível obter simultaneamente vantagens
de economia, de variedade e médias taxas de produção.
Entretanto, com a implantação da MC surge a necessidade de manter este sistema produtivo e
uma das tarefas mais comuns diz respeito ao balanceamento das células de manufatura. Uma
célula de manufatura pode ser balanceada ou não. Balancear corresponde a igualar os tempos
de processamento e, conforme Black (1998) uma célula não precisa ser essencialmente
balanceada, mas nenhum tempo de processamento individual pode ser maior do que o tempo
takt.
Para a empresa, é essencial que a sua produção esteja sincronizada com a sua demanda de
forma que garanta sempre o melhor emprego dos seus recursos. Uma das maneiras utilizadas
para atingir estes objetivos é aplicando o balanceamento na linha de produção.
Entretanto, fazer o balanceamento numa linha de produção demanda muito tempo e, muitos
são os casos em que profissionais dedicam horas para esta tarefa. Nestes casos, faz-se
necessária uma análise para ver se o balanceamento é viável (ALMEIDA et al., 2006).
Para Almeida et al. (2006), uma das soluções para promover o balanceamento seria por meio
de simulação computacional. A simulação pode transmitir informações precisas e efetuar
diversos testes de análise rapidamente, promovendo informações que podem ser a base para a
tomada de decisões. Através da simulação pode-se prever o comportamento de sistemas ou o
efeito da mudança de um parâmetro em seu regime de funcionamento (ALMEIDA FILHO et
al., 2005).
4
No presente trabalho será abordada a comparação de dois cenários de produção de uma
empresa metalúrgica, denominada Alpha, a ser realizada com base em resultados obtidos a
partir de software de simulação.
O primeiro cenário de produção visa demonstrar os tempos de produção de peças a partir do
processamento feito máquinas de uma célula de manufatura em que o balanceamento é
efetuado utilizando-se de parâmetros operacionais obtidos a partir de informações do catálogo
do fabricante da ferramenta utilizada no processo de usinagem da peça.
No segundo cenário, já tendo em mãos as informações coletadas na simulação do primeiro
cenário, no qual foram destacados os tempos e estoques que impliquem em perdas, serão
aplicados novos parâmetros operacionais nos elementos que propiciam o gargalo ou geração
de filas nos estoques. Estes parâmetros são provenientes de uma referência obtida por um
método de otimização conhecida como VCMC. Os valores desta referência serão aplicados até
que se obtenham resultados satisfatórios no modelo de simulação.
2. Manufatura celular
A Manufatura Celular (MC) surgiu como uma forma promissora para as indústrias
manufatureiras resolverem diversos problemas existentes em seu sistema produtivo, tendo que
concentrar esforços para alcançar o aumento de produtividade e, sobretudo, mantendo o foco
nas exigências dos clientes que, sendo que estas, cada vez mais diversificadas, determinam as
tendências de consumo dos mercados.
Para estas indústrias, a nova organização do sistema produtivo trouxe grandes benefícios em
fatores muito importantes para as empresas como redução no tempo gasto com a produção e
maior controle e manutenção do sistema de produção (TRINDADE e OCHI, 2006). A MC
surgiu no início dos anos 1960 como uma estratégia capaz de resolver certos problemas de
complexidade no tempo de produção e prazos de entrega das mercadorias nos sistemas
baseados na produção em lote (GONÇALVES e RESENDE, 2004). Para Burbidge apud
Gonçalves e Resende (2004) a MC, também conhecida como Tecnologia de Grupo (TG) é
definida como uma abordagem para a otimização do trabalho em que as unidades
organizacionais de produção são grupos relativamente independentes, sendo que cada unidade
é responsável pela produção de uma determinada família de produtos.
A MC é caracterizada pelo agrupamento de uma ou mais máquinas ligadas pela
movimentação conjunta de materiais, sob o controle de uma célula centralizadora, com o
objetivo de atender às necessidades de fabricação de uma família de peças (CONCEIÇÃO;
2005). As peças são agrupadas em famílias dependendo de certas características, como
similaridade da geometria das mesmas ou dos processos de fabricação (OLORUNNIWO e
UDO, 2002). Essa definição de manufatura celular enfatiza, sobretudo, o sentido de
configuração conceitual de hardware, além do objetivo geral de um sistema de MC
automatizado (CHEN et al., 2001). Essa definição coloca ainda uma ênfase muito acentuada
na questão do problema de como fazer o agrupamento de máquinas e na formação de células,
tratando de maneira muito simplificada o problema da integração entre tempo, espaço e
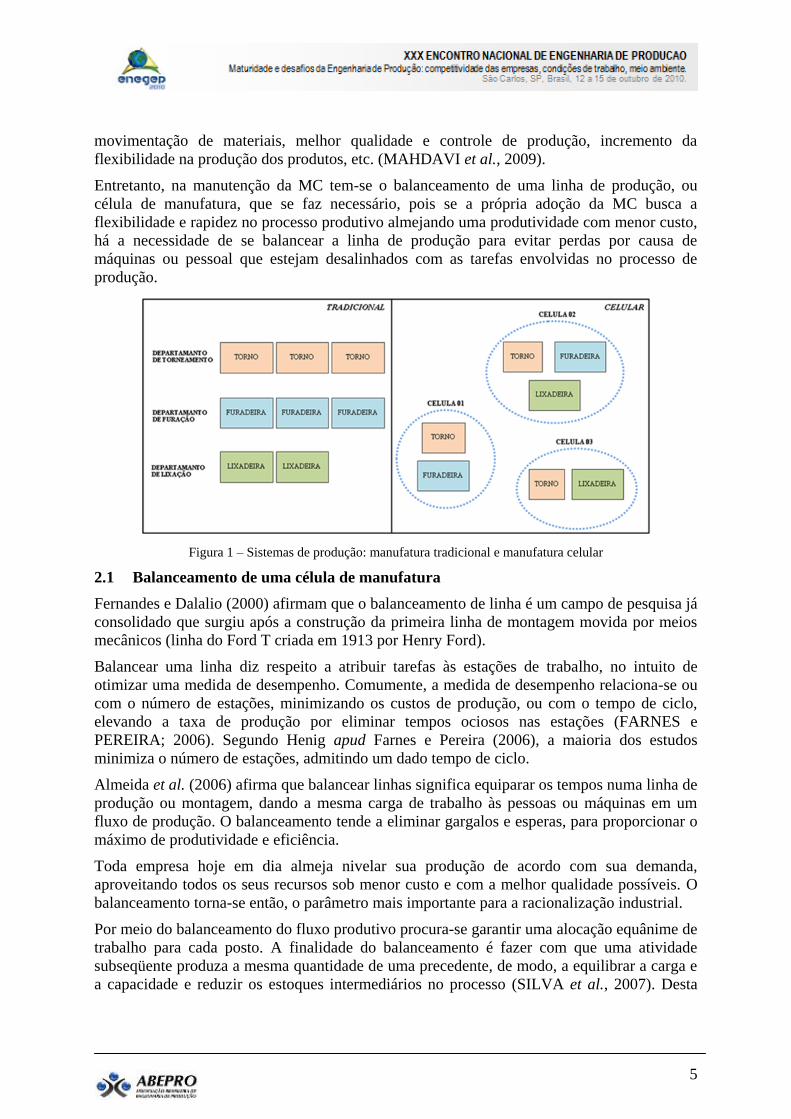
informação na definição do sistema de MC (YAUCH e STEUDEL, 2002). Abaixo é
apresentada a Figura 1 de um sistema produtivo tradicional (job shop) e um sistema de MC,
com três células de manufatura.
As principais vantagens da MC encontradas na literatura dizem respeito à redução no tempo
de setup (preparação) das máquinas, redução no tempo de processamento, redução do WIP
(Work In Process) – redução de estoques de produtos em processos, redução dos custos com
5
movimentação de materiais, melhor qualidade e controle de produção, incremento da
flexibilidade na produção dos produtos, etc. (MAHDAVI et al., 2009).
Entretanto, na manutenção da MC tem-se o balanceamento de uma linha de produção, ou
célula de manufatura, que se faz necessário, pois se a própria adoção da MC busca a
flexibilidade e rapidez no processo produtivo almejando uma produtividade com menor custo,
há a necessidade de se balancear a linha de produção para evitar perdas por causa de
máquinas ou pessoal que estejam desalinhados com as tarefas envolvidas no processo de
produção.
Figura 1 – Sistemas de produção: manufatura tradicional e manufatura celular
2.1 Balanceamento de uma célula de manufatura
Fernandes e Dalalio (2000) afirmam que o balanceamento de linha é um campo de pesquisa já
consolidado que surgiu após a construção da primeira linha de montagem movida por meios
mecânicos (linha do Ford T criada em 1913 por Henry Ford).
Balancear uma linha diz respeito a atribuir tarefas às estações de trabalho, no intuito de
otimizar uma medida de desempenho. Comumente, a medida de desempenho relaciona-se ou
com o número de estações, minimizando os custos de produção, ou com o tempo de ciclo,
elevando a taxa de produção por eliminar tempos ociosos nas estações (FARNES e
PEREIRA; 2006). Segundo Henig apud Farnes e Pereira (2006), a maioria dos estudos
minimiza o número de estações, admitindo um dado tempo de ciclo.
Almeida et al. (2006) afirma que balancear linhas significa equiparar os tempos numa linha de
produção ou montagem, dando a mesma carga de trabalho às pessoas ou máquinas em um
fluxo de produção. O balanceamento tende a eliminar gargalos e esperas, para proporcionar o
máximo de produtividade e eficiência.
Toda empresa hoje em dia almeja nivelar sua produção de acordo com sua demanda,
aproveitando todos os seus recursos sob menor custo e com a melhor qualidade possíveis. O
balanceamento torna-se então, o parâmetro mais importante para a racionalização industrial.
Por meio do balanceamento do fluxo produtivo procura-se garantir uma alocação equânime de
trabalho para cada posto. A finalidade do balanceamento é fazer com que uma atividade
subseqüente produza a mesma quantidade de uma precedente, de modo, a equilibrar a carga e
a capacidade e reduzir os estoques intermediários no processo (SILVA et al., 2007). Desta
6
forma, pretendem-se, tornar o fluxo produtivo contínuo e as filas os menores possíveis entre
os postos de trabalho.
3. Velocidade de corte otimizada
Para Kuljanic & Cukor apud Baptista e Coppini (2002) afirmam a obtenção de parâmetros de
corte pela forma tradicional, como o catálogo do fabricante, não se caracteriza como elemento
suficiente para a garantia do aumento de competitividade das indústrias que utilizam o
processo de produção de forma expressiva. Mesmo se os dados dos testes forem confiáveis
baseando-se em informações estatísticas aplicados para obtê-los, em uma aplicação industrial
esses valores talvez precisem ser otimizados, tendo em conta as características de cenários
dessas indústrias.
Normalmente, a forma tradicionalmente utilizada para efetuar a substituição de uma
ferramenta em certas empresas é por meio da comparação de ambas as ferramentas, levando-
se em consideração o desempenho de corte e testes de custo/benefício. Estes testes
normalmente não se baseiam na condição de corte otimizada e, por causa disto, elas poderiam
acarretar em resultados incorretos (BAPTISTA e COPPINI, 2002).
Então, para os autores, sugerem os seguintes questionamentos: o desempenho da ferramenta
em uso pode ser melhorado? A nova ferramenta pode ter seus parâmetros de corte otimizados
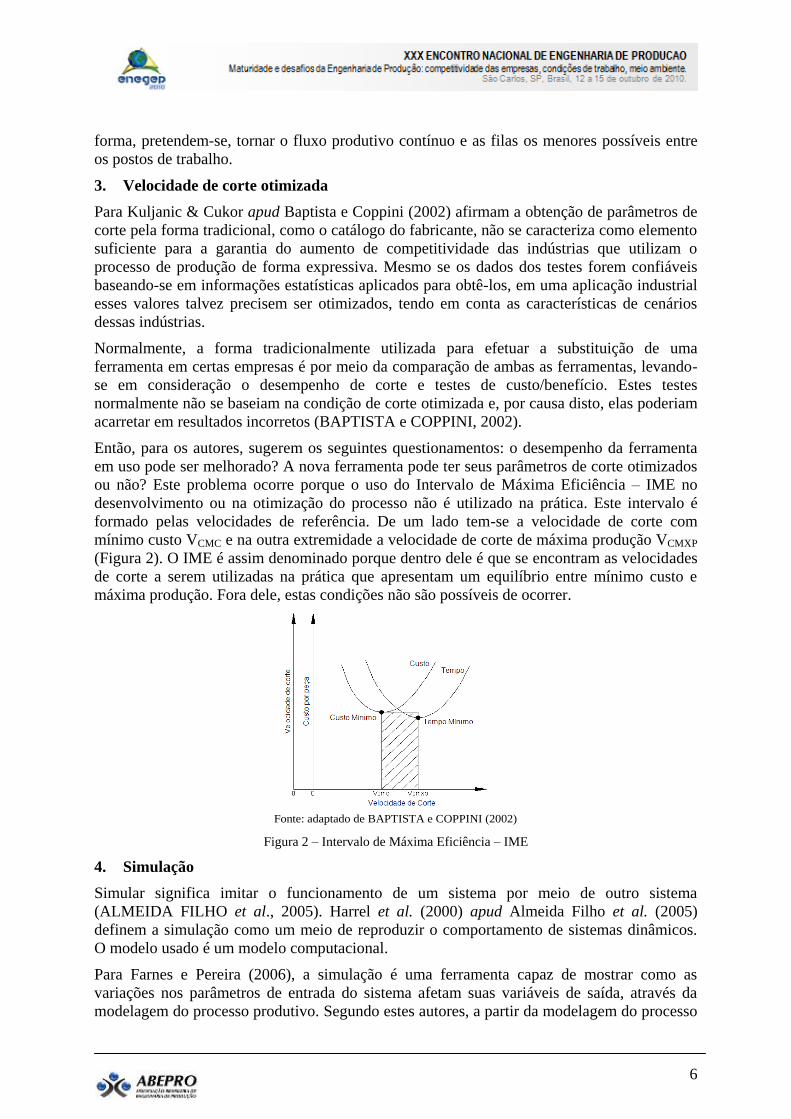
ou não? Este problema ocorre porque o uso do Intervalo de Máxima Eficiência – IME no
desenvolvimento ou na otimização do processo não é utilizado na prática. Este intervalo é
formado pelas velocidades de referência. De um lado tem-se a velocidade de corte com
mínimo custo VCMC e na outra extremidade a velocidade de corte de máxima produção VCMXP
(Figura 2). O IME é assim denominado porque dentro dele é que se encontram as velocidades
de corte a serem utilizadas na prática que apresentam um equilíbrio entre mínimo custo e
máxima produção. Fora dele, estas condições não são possíveis de ocorrer.
Figura 2 – Intervalo de Máxima Eficiência – IME
4. Simulação
Simular significa imitar o funcionamento de um sistema por meio de outro sistema
(ALMEIDA FILHO et al., 2005). Harrel et al. (2000) apud Almeida Filho et al. (2005)
definem a simulação como um meio de reproduzir o comportamento de sistemas dinâmicos.
O modelo usado é um modelo computacional.
Para Farnes e Pereira (2006), a simulação é uma ferramenta capaz de mostrar como as
variações nos parâmetros de entrada do sistema afetam suas variáveis de saída, através da
modelagem do processo produtivo. Segundo estes autores, a partir da modelagem do processo
Fonte: adaptado de BAPTISTA e COPPINI (2002)
Figura 2 – Intervalo de máxima eficiência – MEI (Maximum Efficient Interval).
Fonte: adaptado de BAPTISTA e COPPINI (2002)
7
real de trabalho, é possível identificar restrições de capacidade em sistemas produtivos, e
aprimorá-los à situação ideal.
Desde a sua criação, a simulação foi aplicada a diversos setores, tais como: fabricação,
serviços, defesa, cuidados de saúde e serviços públicos. Ela é reconhecida como a segunda
técnica mais amplamente utilizada no domínio da gestão de operações (JAHANGIRIAN et
al.; 2010).
Por meio da simulação, é feita uma reprodução do modelo real do fluxo de produção, também
conhecido como diagrama de precedência, com informações sobre os recursos e tempos de
produção. Modelando o sistema adequadamente, têm-se resultados rápidos e, em alguns
casos, precisos sobre número de unidades produzidas, tamanho das filas de espera, taxa de
utilização dos recursos, tempo de fluxo e custos (ALMEIDA et al., 2006).
A simulação pode trazer as seguintes vantagens:
Permite avaliar o funcionamento dos sistemas antecipadamente reduzindo custos;
Permite verificar efeitos de mudanças e avaliar cenários distintos auxiliando na tomada de
decisão;
Os custos de simulação de um sistema em desenvolvimento são inferiores aos custos para
alterar um sistema implantado;
A interface gráfica permite a visualização do modelo facilitando a compreensão e
identificação de falhas.
A simulação torna-se, então, uma boa forma de abordagem para prover alternativas ao
balanceamento de uma linha de produção por meio de modelos que podem ser comparados a
fim de se obter um resultado perto do estimado, senão com certa precisão.
Em meio às diversas possibilidades, o software Arena, um dos softwares que permitem a
geração de modelos de simulação de ambientes diversos, pode ser aplicado com esse fim à
medida que suprem as dificuldades existentes na compreensão de certos conceitos, tais como
a influência dos gargalos e do tamanho do lote de fabricação no lead time, na formação de
filas ou de estoques à montante e jusante de um centro de operações (SILVA et al., 2007).
Dessa forma, o presente artigo demonstra como este software pode ser utilizado para auxiliar
a demonstração de questões relacionadas à comparação do balanceamento tradicional com
uma proposta de utilizar-se uma velocidade de corte otimizada na máquina gargalo.
5. Materiais e métodos
O presente estudo diz respeito a uma pesquisa experimental, pois se classifica desta forma
quando se determina um objeto de estudo, selecionando as variáveis que sejam capazes de
influenciá-lo, definindo as formas de controle e de observação dos efeitos que essas variáveis
podem produzir no objeto (GIL, 2002).
Esta pesquisa tem como base a comparação de dois cenários diferentes de fabricação de eixos,
num processo que é realizado em três fases em uma célula de manufatura de uma empresa
aqui denominada Alpha. Essa célula é composta por quatro máquinas e o eixo passa por
estágios de produção que ocorrem em três tipos de máquinas, sendo elas: torno preparador (1
máquina), torno CNC (2 máquinas) e torno fresador (1 máquina). Para a transferência das
peças de uma máquina para outra se tem a movimentação do eixo por meio de talhas, cujo
tempo é considerado como improdutivo, mas necessário. Portanto, este tempo deve constar no
8
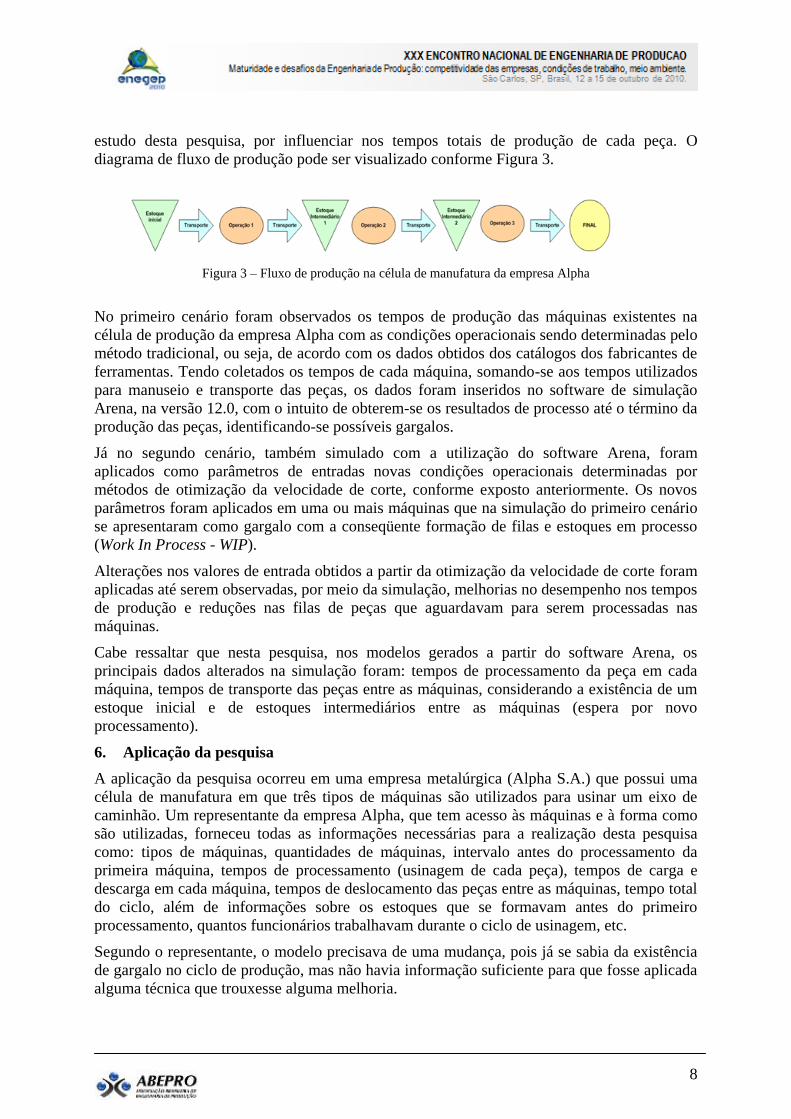
estudo desta pesquisa, por influenciar nos tempos totais de produção de cada peça. O
diagrama de fluxo de produção pode ser visualizado conforme Figura 3.
Fonte: os autores (2010)
Figura 3 – Fluxo de produção na célula de manufatura da empresa Alpha
No primeiro cenário foram observados os tempos de produção das máquinas existentes na
célula de produção da empresa Alpha com as condições operacionais sendo determinadas pelo
método tradicional, ou seja, de acordo com os dados obtidos dos catálogos dos fabricantes de
ferramentas. Tendo coletados os tempos de cada máquina, somando-se aos tempos utilizados
para manuseio e transporte das peças, os dados foram inseridos no software de simulação
Arena, na versão 12.0, com o intuito de obterem-se os resultados de processo até o término da
produção das peças, identificando-se possíveis gargalos.
Já no segundo cenário, também simulado com a utilização do software Arena, foram
aplicados como parâmetros de entradas novas condições operacionais determinadas por
métodos de otimização da velocidade de corte, conforme exposto anteriormente. Os novos
parâmetros foram aplicados em uma ou mais máquinas que na simulação do primeiro cenário
se apresentaram como gargalo com a conseqüente formação de filas e estoques em processo
(Work In Process - WIP).
Alterações nos valores de entrada obtidos a partir da otimização da velocidade de corte foram
aplicadas até serem observadas, por meio da simulação, melhorias no desempenho nos tempos
de produção e reduções nas filas de peças que aguardavam para serem processadas nas
máquinas.
Cabe ressaltar que nesta pesquisa, nos modelos gerados a partir do software Arena, os
principais dados alterados na simulação foram: tempos de processamento da peça em cada
máquina, tempos de transporte das peças entre as máquinas, considerando a existência de um
estoque inicial e de estoques intermediários entre as máquinas (espera por novo
processamento).
6. Aplicação da pesquisa
A aplicação da pesquisa ocorreu em uma empresa metalúrgica (Alpha S.A.) que possui uma
célula de manufatura em que três tipos de máquinas são utilizados para usinar um eixo de
caminhão. Um representante da empresa Alpha, que tem acesso às máquinas e à forma como
são utilizadas, forneceu todas as informações necessárias para a realização desta pesquisa
como: tipos de máquinas, quantidades de máquinas, intervalo antes do processamento da
primeira máquina, tempos de processamento (usinagem de cada peça), tempos de carga e
descarga em cada máquina, tempos de deslocamento das peças entre as máquinas, tempo total
do ciclo, além de informações sobre os estoques que se formavam antes do primeiro
processamento, quantos funcionários trabalhavam durante o ciclo de usinagem, etc.
Segundo o representante, o modelo precisava de uma mudança, pois já se sabia da existência
de gargalo no ciclo de produção, mas não havia informação suficiente para que fosse aplicada
alguma técnica que trouxesse alguma melhoria.
9
De acordo com as informações passadas, havia uma percepção de que os tornos CNC seriam
os gargalos do processo, pois geravam filas de peças entre a primeira e a segunda operações.
O maior tempo de ciclo de processamento de cada peça refere-se à operação executada no
torno CNC, que precisava de melhoria no desempenho, mas que para isto havia a necessidade
de parâmetros de corte que permitissem tomar a decisão certa sem comprometer o sistema e
sem trazer ônus ao caixa da empresa.
Então, optou-se pela aplicação de um modelo computacional gerado a partir da simulação do
cenário otimizado que resultasse na melhoria do desempenho dos tornos CNC. Outros
elementos importantes a esta simulação correspondem a:
Simulação efetuada em 30 (trinta) replicações de 4 horas e 15 minutos (sem coletar dados
durante os 15 minutos iniciais, para não influenciar nos tempos da primeira máquina).
Tempos em minutos
Todos os valores correspondem a valores médios para as 30 replicações
A simulação ocorreu em duas etapas que foram tratadas neste trabalho como os dois cenários
descritos na metodologia.
6.1 Primeiro cenário
Diante das informações obtidas junto à empresa, as quais representam a situação inicial de
processamento das peças, foi criado o primeiro modelo e aplicada a simulação com o software
Arena. Com os dados de entrada para cada máquina e demais tempos do processo, foi
efetuada a simulação, sendo observados os tempos para cada atividade dentro do processo tais
como os indicados na Tabela 1.
A operação que se apresentou como gargalo foi a executada nos dois tornos CNC, que passou
a ser mais observada quanto aos parâmetros operacionais, em busca da melhoria de tempo de
processamento, o que foi explorado na aplicação descrita no segundo cenário. A empresa
antes de providenciar a otimização das velocidades de corte, usava para as três operações de
desbaste, de acabamento e de rosqueamento o valor de 180 m/min.
6.2 Segundo cenário
No segundo cenário, diante das informações obtidas no primeiro, em que ficou evidenciado
que eram os tornos CNC que determinavam a lentidão no sistema, passou-se a intensificar
testes de novos parâmetros operacionais nestas máquinas.
Através de ensaios em chão de fábrica, foi possível determinar o IME para as operações de
desbaste, de acabamento e de rosqueamento realizadas pelos tornos CNC. As velocidades de
mínimo custo foram respectivamente: 195, 203 e 190 m/min. As velocidades de máxima
produção foram: 483, 281 e 2885 m/min. Observou-se que a velocidade de corte praticada no
primeiro cenário era menor que a VCMC determinada através da otimização em chão de
fábrica. Observou-se também que a máquina não tinha suficiente potência para utilizar uma
velocidade de corte maior que 200 m/min. Portanto, esta velocidade foi adotada e realmente
foi possível trabalhar com muito próximo da VCMXP.
10
Máquina
Intervalo de
chegada entre as
peças
Os tempos de
corte de cada um
dos processos
Os tempos de
carga e
descarga em
cada máquina
Os tempos de
deslocamento
das peças entre
as máquinas
Tempo
total de
um ciclo
Torno Preparador
(1 máquina)
A cada 2 minutos.
Obs.: tempo
relacionado ao
primeiro processo
3´50´´+ 1´00´´ para
girar a peça na
máquina
(total: 4´50´´)
carga: 1´20´´
descarga: 1´10´´
(total: 2´30´´)
15´´ 7´35´´
Torno CNC
(2 máquinas)a cada 7´35´´
12´22´´+ 0´20´´
deslocamento de
uma ponta para outra
(total: 12´42´´)
carga: 0´45´´
descarga: 0´25´´
(total: 1´10´´)
15´´ 14´07´´
Torno Fresador
(1 máquina)a cada 6´32´´
2´40´´+ 0´50´´ para
girar a peça na
máquina
(total: 3´30´´)
carga: 0´32´´
descarga: 1´04´´
(total: 1´36´´)
0´23´´ 5´29´´
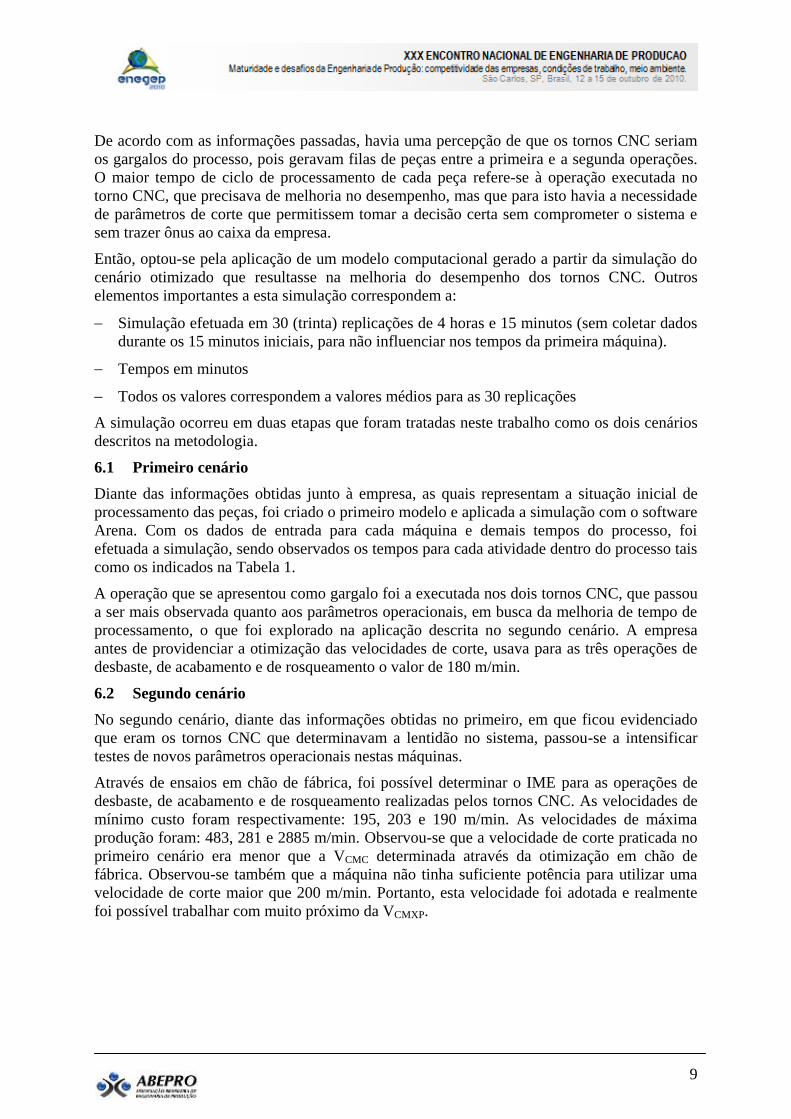
Tabela 1 – Dados antes das alterações de tempos para otimização da célula
Na Tabela 2 têm-se os dados de entrada que, aplicados no modelo de simulação para o
segundo cenário, trouxeram resultados de melhoria no desempenho de indicadores das
máquinas que representam a segunda fase da produção da peça nos tornos CNC. O tempo de
ciclo da operação destes foi reduzido em 1’02” minutos, graças ao aumento do valor de
velocidade de corte de 180 para 200 m/min.
Com a maior velocidade de corte, obteve-se a redução do tempo de usinagem de por peça.
Além disso, por ser a nova velocidade praticamente igual à VCMC, ocorreu maior
produtividade e menor custo. Como decorrência da introdução desta nova velocidade de corte,
as melhorias sentidas no processo foram calculadas e encontram-se apresentadas na Figura 2.
Máquina
Intervalo de
chegada entre as
peças
Os tempos de
corte de cada um
dos processos
Os tempos de
carga e
descarga em
cada máquina
Os tempos de
deslocamento
das peças entre
as máquinas
Tempo
total de
um ciclo
Torno Preparador
(1 máquina)
A cada 2 minutos.
Obs.: tempo
relacionado ao
primeiro processo
3´50´´+ 1´00´´ para
girar a peça na
máquina
(total: 4´50´´)
carga: 1´20´´
descarga: 1´10´´
(total: 2´30´´)
15´´ 7´35´´
Torno CNC
(2 máquinas)a cada 7´35´´
11´20´´+ 0´20´´
deslocamento de
uma ponta para outra
(total: 11´40´´)
carga: 0´45´´
descarga: 0´25´´
(total: 2´30´´)
15´´ 13´05´´
Torno Fresador
(1 máquina)a cada 6´32´´
2´40´´+ 0´50´´ para
girar a peça na
máquina
(total: 3´30´´)
carga: 0´32´´
descarga: 1´04´´
(total: 1´36´´)
0´23´´ 5´29´´
Tabela 2 – Dados coletados após as alterações de tempos para otimização da célula
Com as alterações dos parâmetros operacionais aplicados neste cenário observou-se
melhorias, principalmente nos itens: números de peças prontas, peças em fila e tempo total no
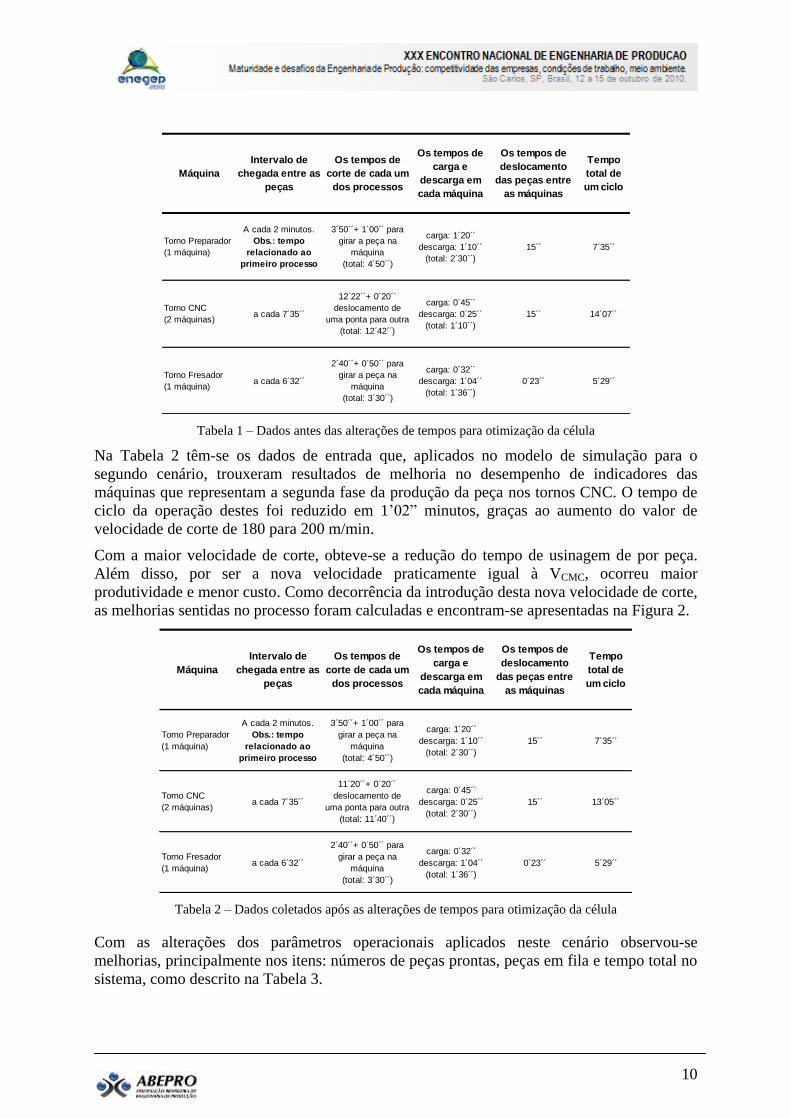
sistema, como descrito na Tabela 3.
11
Antes da alteração Depois da alteração
Nº peças que chegaram para serem
processadas120 120
Nº peças que saíram prontas 36 40
Nº peças na fila 50,38 48,73
Tempo total no sistema (em minutos) 102,55 100,4
Tempo médio de produção (em minutos) 26,3 25,27
Tempo de fila (em minutos) 75,37 74,25
Tempo de transferência (em minutos) 0,883 0,883
Fonte: os autores (2010)
Tabela 3 – Resultados pertinentes à produção e aos tempos de sistema no primeiro e segundo cenários
No entanto, foi observado na simulação deste cenário, que o desempenho nos indicadores da
Tabela 3 poderia ser ainda melhor se fossem aplicadas alterações operacionais na primeira
máquina, o torno preparador, que se apresentou, após a simulação, como detentor de tempos
característicos de gargalos mais significativos do que os verificados nos tornos CNC desde o
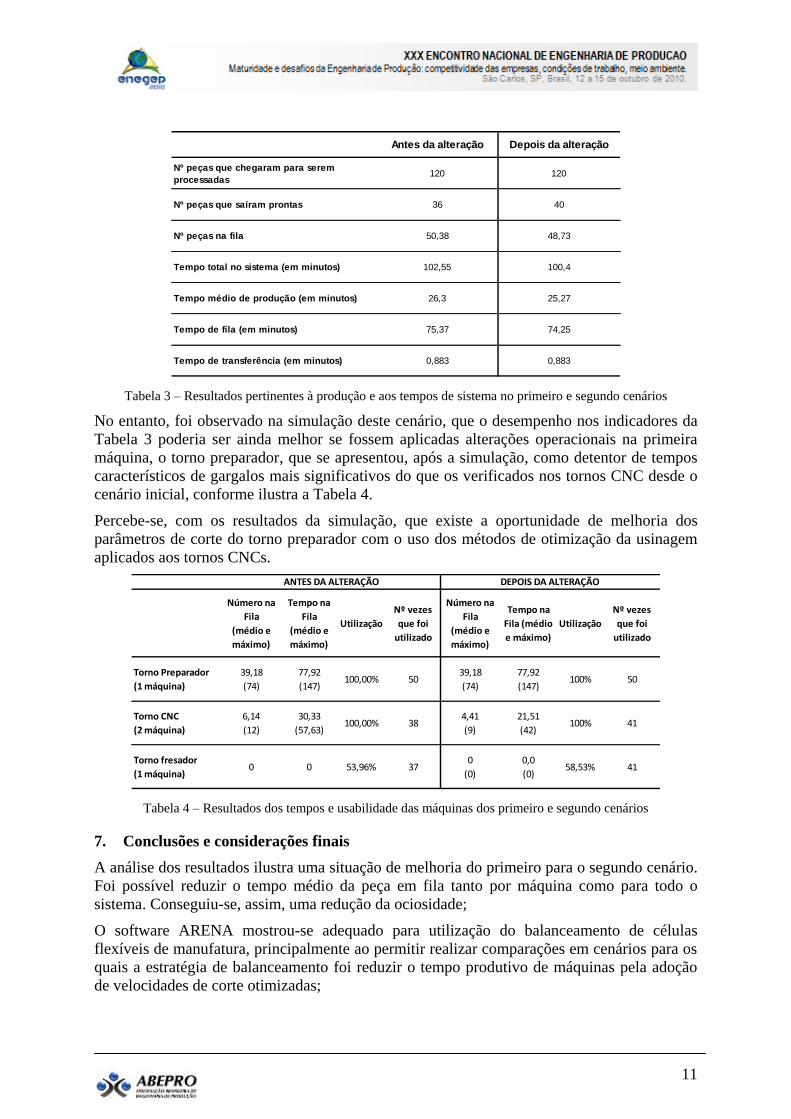
cenário inicial, conforme ilustra a Tabela 4.
Percebe-se, com os resultados da simulação, que existe a oportunidade de melhoria dos
parâmetros de corte do torno preparador com o uso dos métodos de otimização da usinagem
aplicados aos tornos CNCs.
Número na
Fila
(médio e
máximo)
Tempo na
Fila
(médio e
máximo)
Utilização
Nº vezes
que foi
utilizado
Número na
Fila
(médio e
máximo)
Tempo na
Fila (médio
e máximo)
Utilização
Nº vezes
que foi
utilizado
Torno Preparador
(1 máquina)
39,18
(74)
77,92
(147)100,00% 50
39,18
(74)
77,92
(147)100% 50
Torno CNC
(2 máquina)
6,14
(12)
30,33
(57,63)100,00% 38
4,41
(9)
21,51
(42)100% 41
Torno fresador
(1 máquina)0 0 53,96% 37
0
(0)
0,0
(0)58,53% 41
ANTES DA ALTERAÇÃO DEPOIS DA ALTERAÇÃO
Fonte: os autores (2010)
Tabela 4 – Resultados dos tempos e usabilidade das máquinas dos primeiro e segundo cenários
7. Conclusões e considerações finais
A análise dos resultados ilustra uma situação de melhoria do primeiro para o segundo cenário.
Foi possível reduzir o tempo médio da peça em fila tanto por máquina como para todo o
sistema. Conseguiu-se, assim, uma redução da ociosidade;
O software ARENA mostrou-se adequado para utilização do balanceamento de células
flexíveis de manufatura, principalmente ao permitir realizar comparações em cenários para os
quais a estratégia de balanceamento foi reduzir o tempo produtivo de máquinas pela adoção
de velocidades de corte otimizadas;
12
Normalmente o balanceamento de células de manufatura é realizado com racionalização
intensa dos tempos passivos (independentes da velocidade de corte) de cada máquina. Neste
trabalho foi possível verificar que os tempos ativos podem e devem ser utilizados, sendo esta
uma estratégia a ser considerada pelo setor produtivo;
Note-se que, caso o procedimento de otimização das condições operacionais fosse aplicado a
todas as máquinas da célula e estas tivessem potência e níveis de rotações que permitissem a
adoção de velocidades de corte maiores, o balanceamento da célula redundaria em resultados
ainda mais positivos.
8. Referências bibliográficas
ALMEIDA FILHO, R.G.; MONTEVECHI, J.A.B.; MEDEIROS, A.L. Simulação de uma célula de
manufatura de uma empresa de material de defesa para análise de desempenho e avaliação de alternativas. In:
SIMPEP. n. XII , 2005, Bauru SP, novembro.
ALMEIDA, M.S.; COSTA, Y.P.J.S.; FRANCISCO, C.A.C; GOMES, J.C. Utilização da simulação em
ARENA 7.0 no auxílio ao balanceamento da célula de montagem de uma fábrica de calçados. In: ENEGEP. n.
XXVI, 2006, Fortaleza CE, outubro.
BAPTISTA, E.A.; COPPINI, N.L. Machining Process Improvement by Practical Tests in Shop Floor.
REVISTA DE CIÊNCIA & TECNOLOGIA. Piracicaba, v.11, n.20, 49-56, 2002.
BLACK, J.T. O projeto da fábrica com futuro. Porto Alegre, 1998. 101 p.
CHEN C.H.; GOH C.H.; LEE A. Designing group technology manufacturing systems using heuristics
branching rules. Computers & industrial engineering, New York, v. 40, n. 1-2, 117-131, 2001.
CONCEIÇÃO, S.V. Otimização do fluxo de materiais através da manufatura celular. Produção. São Paulo,
v.15, n.2, 235-250, 2005.
FARNES, V.C.F.; PEREIRA, N. A. Balanceamento de linha de montagem com o uso de heurística e
simulação: estudo de caso na linha branca. In: In: SIMPEP. n. XIII, 2006, Bauru SP, novembro.
FERNANDES, F.C.F.; DALALIO, A.G. Balanceamento e rebalanceamento de linhas de montagem operadas
por grupos de trabalho autogerenciados. Gestão & Produção. v.7, n.3, 378-398, 2000.
GIL, A. C. Como elaborar projetos de pesquisa. São Paulo: Ed. Atlas, 2002, 47p.
GONÇALVES, J.F.; RESENDE, M. G. C. An evolutionary algorithm for manufacturing cell formation.
Computers & Industrial Engineering, Porto, v. 47, n.2-3, 247-273, 2004.
JAHANGIRIAN, M.; ELDABI, T.; NASEER, A.; STERGIOULAS, L.K., Young, T. Simulation in
manufacturing and business: A review. European Journal of Operational Research. Uxbridge,v.203, n.1, 1-
13, 2010.
KESEN, S.E.; TOKSARIB, M.D.; GÜNGÖRC, Z.; GÜNERC, E. Analyzing the behaviors of virtual cells
(VCs) and traditional manufacturing systems: Ant colony optimization (ACO)-based metamodels. Computers
& Operations Research. Konya, v.7, n.36, 2275-2285, 2009.
MAHDAVI, I.; PAYDAR, M.M.; SOLIMANPUR, M.; HEIDARZADE, A. Genetic algorithm approach for
solving a cell formation problem in cellular manufacturing. Expert Systems with Applications, Tabarsi Street,
v.36, n.3, 6598-6604, 2009.
OLORUNNIWO, F.; UDO, G. The impact of management and employees on cellular manufacturing
implementation. International Journal of Production Economics, v. 76, n. 1, p. 27-38, 2002.
SILVA, L.M.F; PINTO, M.G; SUBRAMANIAN, A. Utilizando o software arena como ferramenta de apoio ao
ensino em engenharia de produção. In: ENEGEP. n. XXVII, 2007, Foz do Iguaçu PR, outubro.
TAHARA, C.S.; CARVALHO, M.M.; GONÇALVES FILHO, E.V. Revisão das técnicas para a formação de
células de manufatura. In: ENEGEP. n. XVII, 1997, Gramado RS, outubro.
TRINDADE, A.R. ; OCHI, L.S. Um algoritmo evolutivo híbrido para a formação de células de manufatura em
sistemas de produção. Pesquisa Operacional. Rio de Janeiro, V.26, n.2, 255-294, 2006.

13
YAUCH, A.C.; STEUDEL, H. Cellular manufacturing for small businesses: key cultural factors that impact the
conversion process. Journal of operations management. v. 20, n. 5, p. 593-617, 2002.