AVALIAÇÃO DO DESGASTE DA FERRAMENTA DE METAL …livros01.livrosgratis.com.br/cp156210.pdf ·...
95
PONTIFÍCIA UNIVERSIDADE CATÓLICA DE MINAS GERAIS PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA AVALIAÇÃO DO DESGASTE DA FERRAMENTA DE METAL DURO REVESTIDA COM TiN NO FRESAMENTO DO AÇO ABNT4140 LAMINADO A QUENTE E TEMPERADO/REVENIDO. Cristiano Mateus de Almeida Belo Horizonte 2010
-
Upload
nguyencong -
Category
Documents
-
view
214 -
download
0
Transcript of AVALIAÇÃO DO DESGASTE DA FERRAMENTA DE METAL …livros01.livrosgratis.com.br/cp156210.pdf ·...
PONTIFÍCIA UNIVERSIDADE CATÓLICA DE MINAS GERAIS PROGRAMA DE PÓS-GRADUAÇÃO EM ENGENHARIA MECÂNICA
AVALIAÇÃO DO DESGASTE DA FERRAMENTA DE METAL DURO REVESTIDA COM TiN NO FRESAMENTO DO AÇO ABNT4140 LAMINADO A QUENTE E TEMPERADO/REVENIDO.
Cristiano Mateus de Almeida
Belo Horizonte 2010

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.
Cristiano Mateus de Almeida
AVALIAÇÃO DO DESGASTE DA FERRAMENTA DE METAL DURO REVESTIDA COM TiN NO FRESAMENTO DO AÇO ABNT4140 LAMINADO A QUENTE E TEMPERADO/REVENIDO.
Dissertação apresentada ao Programa de Pós-Graduação em Engenharia Mecânica da Pontifícia Universidade Católica de Minas Gerais, como parte dos requisitos para obtenção do título de Mestre em Engenharia Mecânica.
Orientador: Prof. Dr. José Rubens Gonçalves Carneiro
Belo Horizonte 2010
FICHA CATALOGRÁFICA
Elaborada pela Biblioteca da Pontifícia Universidade Católica de Minas Gerais
Almeida, Cristiano Mateus de
A447a Avaliação do desgaste da ferramenta de metal duro revestida com TiN no fresamento do aço ABNT 4140 laminado a quente e temperado/revenido / Cristiano Mateus de Almeida. Belo Horizonte, 2010. 91f. : il.
Orientador: José Rubens Gonçalves Carneiro Dissertação (Mestrado) – Pontifícia Universidade Católica de Minas Gerais, Programa de Pós-Graduação em Engenharia Mecânica
1. Fresagem (Trabalhos em metal). 2. Usinagem. 3. Metais – Corte. 4. Processos de fabricação. 5. Metais duros. I. Carneiro, José Rubens Gonçalves. II. II. Pontifícia Universidade Católica de Minas Gerais. Programa de Pós-Graduação em Engenharia Mecânica. III. Título.
CDU: 621.7
Cristiano Mateus de Almeida
AVALIAÇÃO DO DESGASTE DA FERRAMENTA DE METAL DURO REVESTIDA COM TiN NO FRESAMENTO DO AÇO ABNT4140 LAMINADO A QUENTE E
TEMPERADO/REVENIDO.
Dissertação apresentada ao Programa de Pós-Graduação em Engenharia Mecânica da Pontifícia Universidade Católica de Minas Gerais como parte dos requisitos para obtenção do título de Mestre em Engenharia Mecânica.
_____________________________________________________________ Dr. José Rubens Gonçalves Carneiro (Orientador) – PUC Minas
________________________________________________ Dr. Sandro Cardoso Santos – CEFET/MG
_______________________________________________ Dr. Denílson Laudares Rodrigues – PUC Minas
Belo Horizonte, Fevereiro de 2010.

Dedico este trabalho primeiramente a
Deus Senhor de todas as coisas, aos meus
amados pais, Nicodemos e Adriana, às
minhas irmãs Daniele e Fabiana.
AGRADECIMENTOS
Agradeço a Deus que nunca me desampara nos momentos mais difíceis, e
continua me amparando com sua graça e paz.
Ao programa de Pós-graduação em Engenharia Mecânica da Universidade
Católica de Minas Gerais.
Ao Prof. Dr. José Rubens Gonçalves Carneiro, pela orientação nesse
trabalho, e pelo companheirismo constante.
Ao Prof. Dr. Wisley Falco Sales, pelo incentivo e apoio durante o tempo em
que foi meu orientador.
Aos funcionários do laboratório de processos de fabricação da PUC MG, pelo
apoio e ajuda constante, especialmente ao Carlos.
À empresa HOSCH do Brasil, pelo apoiou para conclusão desse trabalho.
A todos que, de forma direta ou indireta, contribuíram para execução e
finalização desse trabalho.

“Porque o SENHOR dá a sabedoria, e da sua boca
vem a inteligência e o entendimento”
RESUMO
A indústria metal mecânica exige cada vez mais o desenvolvimento dos processos
de fabricação, principalmente a modernização das máquinas operatrizes e a
evolução constante das ferramentas de corte. A escolha correta das ferramentas de
corte e dos parâmetros de usinagem não apenas se torna uma questão de
acompanhamento da tecnologia, mas uma necessidade, em razão do aumento da
demanda e da redução de custo do processo com garantia da qualidade dos
produtos. O presente trabalho avalia a influência dos parâmetros avanço e
velocidade de corte no processo de fresamento do aço ABNT 4140 laminado e
temperado/revenido com a mesma dureza, utilizando fluido emulsionável e a seco,
no desgaste da ferramenta de corte revestida por TiN. Para obtenção dos
resultados, barras do aço ABNT 4140 laminadas a quente e temperadas/revenidas
foram fresadas em máquina CNC utilizando velocidades de corte de 120, 180 e
240m/min, e avanços de 0,1, 0,15 e 0,2mm/rev para cada velocidade. Para melhor
avaliar o desgaste das ferramentas, a identificação do desgaste de flanco foi
realizada nas três posições destas na fresa para a velocidade de 180m/min. A
escolha dos parâmetros se baseou nos diferentes mecanismos de desgaste que
operam principalmente após o desgaste de flanco superior a 0,3mm. Constatou-se
que os mecanismos de desgaste de adesão, craterização e lascamento da aresta de
corte foram predominantes para tempos de usinagem superiores a 20 minutos e
avanço de 0,2mm/rev.
Palavras-chave: Fresamento, ferramenta de corte, desgaste de ferramenta de corte, fluido de corte.

ABSTRACT The metal mechanics industry constantly demands development of the production
processes, mostly modernization of operating machines and evolution of cutting
tools. The correct choice of cutting tools and machining parameters not only is a
matter of keeping up with technology, but also is a necessity, due to increasing
demand and process cost reduction, assuring product quality. The present work
evaluates the influence of cutting feed and speed in the milling process of ABNT
4140 steel with quench and tempering heat-treatment, using cutting fluid and dry, on
coated TiN tool wear. In order to attain the results, ABNT 4140 steel bars with
quench and tempering heat-treatment had been milled in a CNC machine using
cutting speeds of 120, 180 and 240m/min, and feeds of 0.1, 0.15 and 0.2mm/rev for
every speed. For best tool wear evaluation, flank wear identification was made in the
three tool positions on the mill for 180m/min cutting speed. The choice of such
parameters was founded on the different wear mechanisms that occur, most of them
after flank wear greater than 0.3mm. It was noticed that the adhesion, crack and
chipping wear mechanisms of the cutting edge were predominant for milling periods
superior to 20 minutes and 0.2mm/rev feed.
Keywords: Milling, cutting tool, cutting tool wear, cutting fluid.
LISTA DE FIGURAS
Figura 1 - Representação esquemática das geometrias básicas do processo de fresamento, como diâmetro da fresa (D), avanço (fm), velocidade (V), profundidade de corte (af) e rotação. ..............................................................................................22 Figura 2 - Microdureza Vickers dos principais revestimentos de ferramenta de corte. (ABELE, E. et. al., 2002). ..........................................................................................27 Figura 3 -Comparação dos testes de desgaste e fresamento para ferramenta e HSS revestida de TiN. .......................................................................................................28 Figura 4 - Alguns tipos de desgaste e as variáveis de medição do desgaste em ferramentas de usinagem (Norma ISO 3585, 1993)..................................................29 Figura 5 – Representação esquemática de cratera na superfície de saída da ferramenta de corte. ..................................................................................................30 Figura 6 - Desgaste de flanco na superfície de saída da ferramenta de corte ..........31 Figura 7 - Desgaste de entalhe na aresta principal da ferramenta de corte (TELES, J.M. ,2007) ................................................................................................................31 Figura 8 - Mecanismos de desgaste (MACHADO, A.R. et. al. ,1999) .......................32 Figura 9 – Efeito da velocidade de corte na evolução do desgaste de flanco VB para os revestimentos TiAlN e TiNAlOX para substrato de K35 com avanço de 0,2 mm/rev . .................................................................................................................................33 Figura 10 – Comparação das taxas de desgaste de flanco de inserto de aço rápido na condição de revestido de TiN e não revestido, sobre três condições de torneamento a seco...................................................................................................34 Figura 11 – Mapa de desgaste de flanco para inserto de HSS revestido de TiN durante operação de torneamento a seco.................................................................35 Figura 12 - Deformação plástica da aresta de corte (ISCAR, 2001). ........................36 Figura 13 –Mecanismo de difusão ocorrido na superfície de saída da ferramenta (ISCAR, 2001). ..........................................................................................................36 Figura 14 – Mecanismo de abrasão na ferramenta de corte (ISCAR, 2001).............37 Figura 15 – Desgaste por oxidação da aresta de corte da ferramenta (ISCAR, 2001)...................................................................................................................................38 Figura 16 – Ferramenta com APC na aresta de corte (ISCAR, 2001).......................39
Figura 17 – Sentidos práticos da aplicação do fluido de corte ..................................45 Figura 18 - Representação dos efeitos externos e efeitos internos da superfície. ....46 Figura 19 - Textura de uma superfície mostrando efeitos de rugosidade (A), ondulações (B) e erro de forma (C). (OLIVEIRA, C.J., 2004)....................................47 Figura 20 - Esquema de um instrumento de controle de uma superfície. .................48 Figura 21 – Representação do perfil de rugosidade Ra, para um comprimento de amostragem (l). .........................................................................................................48 Figura 22: Parâmetro de rugosidade Rt (MARTINS, P.S., 2008). .............................49 Figura 23: Parâmetro de rugosidade Rz (MARTINS, P.S.,2008). .............................50 Figura 24 – Variação da rugosidade média Ra e Rt com distância de corte em fresamento com fluido para aço inoxidável com durezas de 35, 40 e 55 HRC. ........50 Figura 25 - Centro de usinagem Discovery 560, utilizado no fresamento do aço ABNT 4140 laminado e temperado/revenido.............................................................53 Figura 26 - Fresa montada com as pastilhas de corte (a) e especificação da fresa utilizada na usinagem................................................................................................54 Figura 27 - Pastilha de metal duro , revestida por TiN, utilizada nos experimentos de fresamento. ...............................................................................................................55 Figura 28 - Rugosímetro Taylor Hobson – Surtronic 3+ em funcionamento, evidenciando a medição da rugosidade. ...................................................................55 Figura 29 - Microscópio de medição Mitutoyo, modelo TM-505 e série 176 .............56 Figura 30 - Microscópio eletrônico de varredura (MEV), dotado de EDS..................57 Figura 31 – Microestrutura do aço ABNT 4140 laminado a quente e temperado/revenido– Aumento 200 X, Ataque: Nital 4% ..........................................58 Figura 32 – Avaliação do desgaste da ferramenta de corte P35, revestida com TiN, com velocidades de corte de 120, 180 e 240 m/min, e avanços de 0,1, 0,15 e 0,2 mm/rev, fresamento com fluido de corte, e tempo total de usinagem de 50 minutos...................................................................................................................................59 Figura 33 - Aspecto do desgaste da ferramenta de corte em tempo de fresamento de 50 minutos com fluido de corte, do aço ABNT4140 laminado com Vc= 120 m/min, f = 0,15 mm;rev, ampliação de 15X (a); ampliação de 50X (b); ampliação de 350X (c); ampliação de 1200X (d); ...........................................................................................61
Figura 34 - Aspecto do desgaste da ferramenta de corte no fresamento com fluido de corte do aço ABNT4140 laminado, com Vc= 240 m/min, f = 0,15, ampliação de 15X (a); ampliação de 50X (b); ampliação de 250X (c); ampliação de 2000X (d); ...........62 Figura 35 – Aspecto do desgaste da ferramenta de corte com fluido de corte, para o aço ABNT4140, Laminado com Vc= 120 m/min, f = 0,2, ampliação de 15X (a); ampliação de 50X (b); ampliação de 250X (c); ampliação de 2000X (d);..................63 Figura 36- Aspecto do desgaste da ferramenta de corte com fluido de corte: Laminado com Vc= 240 m/min, f = 0,2, ampliação de 15x (a); ampliação de 35x (b); ampliação de 100x (c); ampliação de 1500x (d);.......................................................64 Figura 37 – Evolução do desgaste de flanco (VB) máximo da ferramenta de corte, em função do tempo de fresamento, para velocidade de corte de 120 m/min, com fluido de corte............................................................................................................65 Figura 38 – Evolução do desgaste de flanco (VB) máximo da ferramenta de corte, em função do tempo de fresamento, para velocidade de corte de 120 m/min, a seco...................................................................................................................................66 Figura 39 - Análise de rugosidade da superfície usinada para velocidade de corte de 120 m/min, avanço de corte de 0,1 , 0,15 e 0,2 mm/rev, com fluido de corte. ..........67 Figura 40 – Evolução do desgaste de flanco (VB) máximo da ferramenta de corte, em função do tempo de fresamento, para velocidade de corte de 180 m/min, com fluido..........................................................................................................................68 Figura 41 - Análise de rugosidade da superfície usinada para velocidade de corte de 180 m/min, avanço de corte de 0,1 , 0,15 e 0,2 mm/rev, com fluido de corte. ..........69 Figura 42 – Evolução do desgaste de flanco (VB) máximo da ferramenta de corte, em função do tempo de fresamento, para velocidade de corte de 180 m/min, a seco...................................................................................................................................70 Figura 43 - Análise de rugosidade da superfície usinada para velocidade de corte de 180 m/min, avanço de corte de 0,1 , 0,15 e 0,2 mm/rev, a seco. ..............................71 Figura 44 – Evolução do desgaste de flanco (VB) máximo da ferramenta de corte, em função do tempo de fresamento, para velocidade de corte de 240 m/min, a seco...................................................................................................................................72 Figura 45 - Influencia do desgaste da ferramenta de corte nas três posições diferentes de fixação na fresa, para velocidade de 180 m/min, avanço de 0,1 mm/rev para o aço ABNT 4140 temperado e revenido a seco (a) , laminado a seco (b), temperado revenido com fluido (c) e laminado com fluido (d) ...................................73 Figura 46 - Influencia do desgaste da ferramenta de corte nas três posições diferentes de fixação na fresa, para velocidade de 180 m/min, avanço de 0,15 mm/rev para o aço ABNT 4140 temperado e revenido a seco (a) , laminado a seco (b), temperado revenido com fluido (c) e laminado com fluido (d).............................75
Figura 47 - Influencia do desgaste da ferramenta de corte nas três posições diferentes de fixação na fresa, para velocidade de 180 m/min, avanço de 0,2 mm/rev para o aço ABNT 4140 temperado e revenido a seco (a) , laminado a seco (b), temperado revenido com fluido (c) e laminado com fluido (d) ...................................76 Figura 48 - Evolução do desgaste de flanco para o tempo de fresamento até 50 minutos, para o aço ABNT 4140 temperado/revenido com fluido de corte, para as três posições diferentes de fixação da ferramenta na fresa, para velocidade de 180 m/min, avanços de 0,1, 0,15 e 0,2 mm/rev. ..............................................................78 Figura 49 - Evolução do desgaste de flanco para o tempo de fresamento até 50 minutos, para o aço ABNT 4140 laminado com fluido de corte, para as três posições diferentes de fixação da ferramenta na fresa, para velocidade de 180 m/min, avanços de 0,1, 0,15 e 0,2 mm/rev. ..........................................................................79 Figura 50 – Evolução do desgaste de flanco da ferramenta, para tempo de fresamento de 50 minutos nas três posições da fresa para velocidade de 180 m/min, avanço de 0,2 mm/rev para o aço ABNT 4140 temperado/revenido, com fluido.......80 Figura 51 - Aspecto da superfície da ferramenta de corte na posição 1 da fresa, com fluido de corte após 1 minuto de fresamento, do aço ABNT4140 temperado/revenido, com Vc= 180 m/min, f = 0,2 mm/rev, ampliação de 15X (a); ampliação de 150X (b); ampliação de 350X (c); ampliação de 1200X (d);......................................................81 Figura 52 - Aspecto da superfície da ferramenta de corte na posição 2 da fresa, com fluido de corte após 1 minuto de fresamento, do aço ABNT4140 temperado/revenido, com Vc= 180 m/min, f = 0,2 mm/rev, ampliação de 15X (a); ampliação de 150X (b); ampliação de 350X (c); ampliação de 1200X (d);......................................................82 Figura 53 - Aspecto da superfície da ferramenta de corte na posição 1 da fresa, com fluido de corte após 3 minuto de fresamento, do aço ABNT4140 temperado/revenido, com Vc= 180 m/min, f = 0,2 mm/rev, ampliação de 15X (a); ampliação de 150X (b); ampliação de 350X (c); ampliação de 1000X (d);......................................................83 Figura 54 - Aspecto da superfície da ferramenta de corte na posição 2 da fresa, com fluido de corte após 3 minuto de fresamento, do aço ABNT4140 temperado/revenido, com Vc= 180 m/min, f = 0,2 mm/rev, ampliação de 15X (a); ampliação de 150X (b); ampliação de 350X (c); ampliação de 1000X (d);......................................................84
LISTA DE TABELAS
Tabela 1 – Classificação do metal duro segundo norma ISO 513/2004....................24 Tabela 2 - Parâmetros de corte utilizados no fresamento do aço ABNT 4140 laminado e temperado/revenido ................................................................................53 Tabela 3 – Análise química da barra de aço ABNT 4140 em percentagem em peso..................................................................................................................................58
LISTA DE ABREVIATURAS E SIGLAS
ABNT Associação Brasileira de Norma Técnica APC Aresta postiça de corte ap Profundidade de corte ae profundidade radial de usinagem b Largura de usinagem CIM Fabricação Integrada por Computador CVD Deposiçao quimica de vapor D Diâmetro da fresa EP Extrema pressão Fc Força de corte Ff Força de avanço Fp Força passiva fm Avanço da fresa fz Avanço de corte por dente HRc Dureza Rockwell C ISO “International Organization for Standardization”
(Organização Internacional de Padronização) IV Indice de viscosidade KF Distância da aresta a borda da cratera KB Largura da cratera KT Profundidade de cratera l Comprimento da amostragem ln Comprimento de avaliação M Classe de material da ferramenta de corte MQL Mínimas quantidades de lubrificantes N1 Rotação da fresa n Numero de medidas PVD Deposiçao fisica de vapor Ra Rugosidde média aritmética dos desvios da superfície Rq Rugosidade média quadrática Rt Altura máxima de rugosidade Rz Média dos cinco maiores picos e maiores vales de um perfil VB Desgaste do flanco médio (mm) VBmax Desgaste de flanco máximo (mm) Vc Velocidade de corte Y1 Comprimento de cada pico e vale
SUMÁRIO
1. INTRODUÇÃO ......................................................................................................17 1.1 Justificativa........................................................................................................19 1.2 Objetivos ............................................................................................................19 1.2.1 Objetivos gerais .............................................................................................19 1.2.2 Objetivos específicos.....................................................................................20 1.3 Organização do trabalho ..................................................................................20 2. REVISÃO BIBLIOGRÁFICA.................................................................................21 2.1 Fundamentos do processo de usinagem........................................................21 2.2 Materiais da ferramenta de corte .....................................................................23 2.2.1 Ferramentas revestidas .................................................................................25 2.3 Desgaste da ferramenta de corte.....................................................................28 2.4 Formas de desgaste da ferramenta de corte ..................................................30 2.5 Mecanismos de desgaste .................................................................................32 2.6 Modelagem do desgaste de ferramenta ..........................................................39 2.7 Fluidos de corte.................................................................................................41 2.7.1 Classificação dos fluidos de corte ...............................................................42 2.7.2 Método de aplicação dos fluidos de corte ...................................................43 2.8 Integridade superficial ......................................................................................46 3. PROCEDIMENTOS EXPERIMENTAIS ................................................................52 3.1 Materiais e Métodos Experimentais.................................................................52 4. RESULTADOS E DISCUSSÕES..........................................................................58 4.1 Análise química e metalográfica do material..................................................58 5. CONCLUSÕES .....................................................................................................85 ANEXO I....................................................................................................................86 REFERÊNCIAS.........................................................................................................87
17
1. INTRODUÇÃO
O aço ABNT4140 é um aço de baixa liga que alia resistência mecânica, média
usinabilidade, baixa soldabilidade e temperabilidade elevada. Na indústria
automotiva e agrícola, peças como eixos, pinos, bielas e virabrequins são obtidas
através da usinagem do aço ABNT 4140 na condição de laminado a quente ou
tratado termicamente.
A usinagem é o termo utilizado para descrever os processos em que uma
camada de material, o cavaco, é removida da superfície de uma peça por uma
ferramenta em forma de cunha, sendo normalmente utilizada para conferir formas
mais precisas, com tolerâncias dimensionais e acabamento superficial
especificados, em peças de metais fundidas, forjadas, pré-fabricadas ou brutas e,
conseqüentemente, satisfazer requisitos de projeto. Dentre os processos de
usinagem é possível descrever o fresamento, que é um processo mecânico de
usinagem destinado à obtenção de superfícies quaisquer com o auxílio de
ferramentas de corte geralmente multicortantes. Para tanto, a ferramenta gira e a
peça ou a ferramenta se deslocam segundo uma trajetória pré-definida.
O processo de fresamento é largamente usado em uma variedade de
indústrias tais como automotiva, aeroespacial, têxtil e outras. Em operações de
usinagem, forças de corte e energia específica são parâmetros importantes através
dos quais avalia-se o desempenho. É importante minimizar as forças de corte do
processo de fresamento, já que é um processo intermitente que pode levar a
vibrações indesejáveis, resultando em acabamento superficial deficiente.
Profundidade de corte, avanço e velocidade de corte são seus parâmetros
principais. Há uma relação fechada entre ferramenta, peça, força de corte e
qualidade superficial.
O processo de fresamento é usado em grandes usinagens, superfícies planas
de maneira precisa e rápida. As condições de usinagem dependem de ferramenta
de corte, máquina ferramenta, fluido de corte, e parâmetros de corte.
Recomendações de fabricantes somente seriam usadas como um guia, desde que
melhores condições possam ser encontradas para outras ferramentas e parâmetros
de corte (RICHETTI, 2004).
18
Revestimentos protegem a ferramenta do desgaste direto, diminuem o atrito
entre a ferramenta e a peça, reduzem a força de corte, alteram a distribuição de
temperatura na ferramenta e no cavaco, e possibilitam maiores velocidades de corte
(KARAGÖZ, 1996). Nitreto de Titânio (TiN) depositado em ferramentas de corte e
em outras superfícies de materiais susceptíveis a desgaste aumenta a vida útil e a
faixa de condições para as quais essas ferramentas são utilizadas. Dureza e
tenacidade estão entre as propriedades de revestimento que têm influência na
resistência ao desgaste de ferramentas revestidas. Elevadas tensões de
compressão no revestimento reduzem trincas de fadiga térmica e mecânica na
aresta de corte da ferramenta (PANJAN, 2003). O revestimento de TiN reduz a
tendência do cavaco aderir à ferramenta, reduz a aresta postiça e muda a geometria
de contato, aumentando também a temperatura na interface cavaco-ferramenta.
OLIVEIRA, A.J. et. al., 2009 verificaram que a inclinação da superfície da
peça influencia a vida da ferramenta e o seu desgaste envolvendo diferentes
mecanismos. As tentativas de quantificar taxas de desgaste e mecanismos em
termos de parâmetros operacionais são de difícil tarefa tanto em revestimento de
uma única camada ou de multicamadas, uma vez que esses mecanismos são
diferentes daqueles obtidos em teste de laboratório (ALPAS, A.T. et. al., 1998;
IMBENI, V. et. al.,2001). Usualmente, estudam-se esses mecanismos até desgaste
máximo de flanco de 0,3mm, em razão da deterioração da textura superficial e
vibração do sistema com acréscimo da força de corte.
Em usinagem, fluido de corte é aplicado para aumentar a produção, qualidade
de superfície, reduzir custo e aumentar lucro. Teste de desempenho é um pré-
requisito para seleção ótima e aplicação de fluído de corte e sua importância é
crescente em conexão com a necessidade para documentação de novos fluídos de
corte baseados em produtos sustentáveis, corte com mínima quantidade de fluído e
a seco. Fluido de corte pode, também, ser prejudicial em operações de corte
intermitentes tais como fresamento. A oscilação de temperatura promovida pelo
fluido causa variações de tensões na ferramenta ocasionando trincas
perpendiculares à aresta de corte (VIEIRA, J.M. et. al., 2001). Atualmente, devido ao
alto custo dos fluidos utilizados na refrigeração/lubrificação em usinagem, aliado a
questões ecológicas e, também, aos cuidados com a saúde do trabalhador, é
necessário avaliar a real necessidade de se trabalhar com os fluidos (TELES, J.M.,
2007).
19
Estimam-se os custos associados com o uso de fluidos de corte em 16% dos
custos de fabricação ($300 bilhões / ano nos USA). Esses custos incluem o próprio
fluido, sistema de bombeamento, sistema de filtragem, armazenagem e disposição,
e, algumas vezes, sistema de recirculação, efeitos fisiológicos no operador e efeito
global no ambiente. Os benefícios da usinagem a seco são mais que economia de
custos. A indústria de fluido de corte é muito sensível à questão ambiental e está
reformulando novas composições que são ambientalmente mais amigáveis sem Pb,
Cl e S. É possível que fluido de corte seja, no futuro, utilizado mais seletivamente ou
não utilizado completamente (NARUTAKI, N. et. al.,1997).
1.1 Justificativa
O aço ABNT4140 é utilizado na indústria de equipamentos na condição de
laminado na forma de barra e tratado termicamente. Tendo a mesma dureza final do
ABNT4140 na condição de laminado e temperado/revenido, estudou-se como se
comporta o desgaste da ferramenta e a rugosidade da superfície usinada no
fresamento do aço ABNT 4140 em tempos de até 50 minutos de corte e avanço de
0,2mm/rev. Avaliaram-se as condições de corte que promovem a redução do
desgaste de ferramenta e melhoria do acabamento superficial da peça.
1.2 Objetivos
1.2.1 Objetivos gerais
Avaliar o desgaste da ferramenta de corte de metal duro revestida com TiN e
a rugosidade da superfície usinada no fresamento do aço ABNT 4140 laminado e
temperado/revenido.
20
1.2.2 Objetivos específicos
Avaliar a influência dos parâmetros de corte no fresamento do aço ABNT4140
laminado e temperado/revenido;
Comparar a usinabilidade do aço ABNT 4140 nos estados laminado e
temperado/revenido com a mesma dureza;
Avaliar a influência do fluido emulsionável e do corte a seco no fresamento do
aço ABNT 4140, laminado e temperado e revenido, e também na vida da
ferramenta de corte de metal duro integral revestida com TiN;
Avaliar a influência do fluido de corte na qualidade das superfícies das peças
obtidas no fresamento quanto aos parâmetros de topografia, tais como Ra, Rq, Rt
e Rz;
1.3 Organização do trabalho
No Capítulo 1 são apresentados uma breve introdução, a justificativa e,
finalmente, os objetivos gerais e específicos do trabalho proposto.
No Capítulo 2 é apresentada a revisão bibliográfica com os temas e tópicos
importantes deste trabalho, como usinagem, fresamento, ferramentas de corte, tipos
de desgaste da ferramenta, tipos de monitoração dos processos.
No Capítulo 3 é apresentado o procedimento experimental para realização
deste trabalho.
No Capítulo 4 é apresentada a análise dos resultados obtidos
experimentalmente.
No Capítulo 5 é apresentado a conclusão do trabalho e sugestões para
trabalhos futuros.
21
2. REVISÃO BIBLIOGRÁFICA
2.1 Fundamentos do processo de usinagem
A usinagem é um processo utilizado na fabricação de componentes voltados
aos diversos setores industriais. Estima-se que em torno de 15 a 20% de todo o aço
produzido no mundo seja transformado e removido por usinagem na forma de
cavaco, o que evidencia que este processo apresenta perspectivas reais de
aprimoramento, tanto no que tange aos equipamentos quanto na operação. A
tendência mundial da indústria de usinagem é produzir peças complexas com
dimensional/tolerância geométrica bem definidos, acabamento superficial esmerado,
baixo custo e sem poluir o meio ambiente.
O processo de usinagem é complexo, envolvendo fenômenos como
deformação plástica, fratura, impacto, pontos de contato intermitentes e contínuos,
desgaste, e se caracteriza pela geração de calor e elevada temperatura de corte.
Em razão da complexidade do processo de corte, não é muitas vezes possível obter
uma descrição matemática da dinâmica do processo o que pode ser superado, às
vezes, pela utilização de medição indireta através de sensores. A evolução da
máquina ferramenta, não apenas em termos estruturais, proporcionou melhorias no
processo, como, por exemplo, a precisão de movimentos obtidos e a diminuição de
vibrações mecânicas com o aumento da rigidez. Atualmente, o auge da evolução diz
respeito à usinagem a elevadas velocidades de corte, realizada em máquinas
ferramentas com os recursos de comando numérico.
Na usinagem, o fresamento se caracteriza por uma ferramenta chamada fresa
provida de arestas cortantes dispostas simetricamente em torno de um eixo. O
movimento de corte é proporcionado pela rotação da fresa ao redor do eixo, o
movimento de avanço feito pela peça que está fixada na mesa da máquina (DINIZ,
A.E. et. al., 2000). Por causa de um grande número de dentes a taxa da remoção do
metal é frequentemente elevada. O fresamento é usado para a produção de formas
curvadas, cavidades, e em função da posição do eixo-árvore da máquina
ferramenta, se classifica em horizontal (eixo-árvore posição horizontal), vertical ou
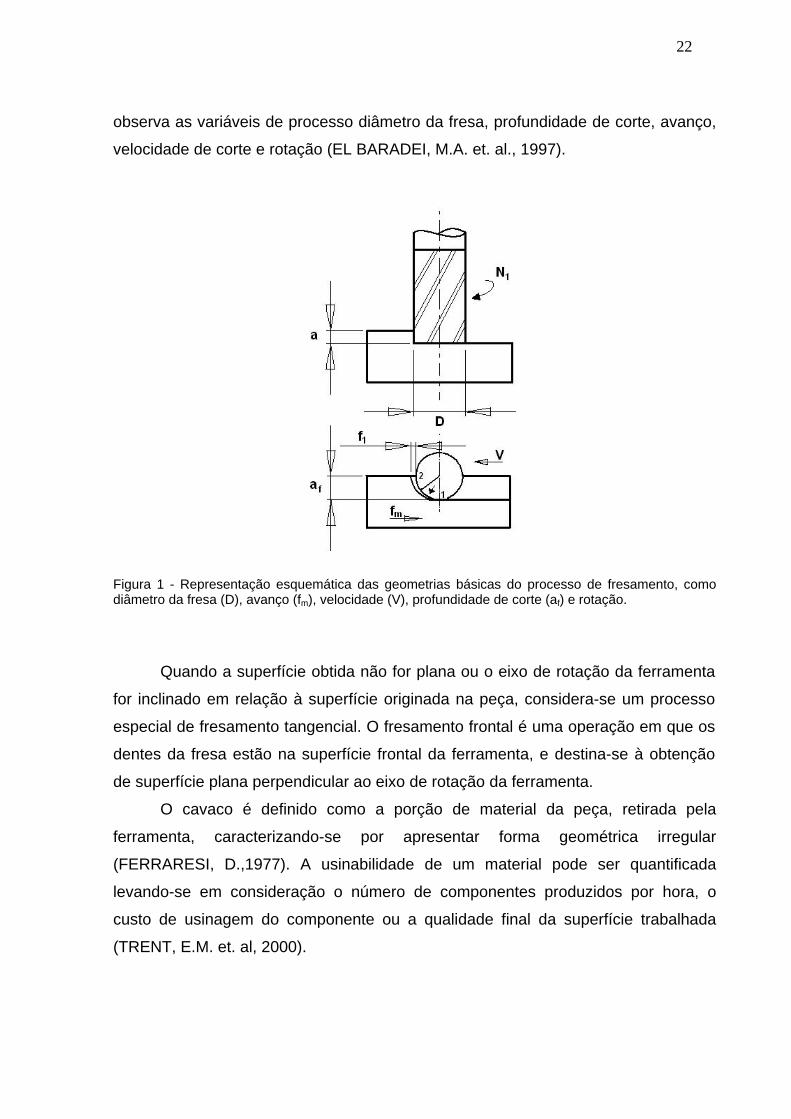
inclinado. A Figura 1 mostra a geometria básica do processo de fresamento, onde se
22
observa as variáveis de processo diâmetro da fresa, profundidade de corte, avanço,
velocidade de corte e rotação (EL BARADEI, M.A. et. al., 1997).
Figura 1 - Representação esquemática das geometrias básicas do processo de fresamento, como diâmetro da fresa (D), avanço (fm), velocidade (V), profundidade de corte (af) e rotação.
Quando a superfície obtida não for plana ou o eixo de rotação da ferramenta
for inclinado em relação à superfície originada na peça, considera-se um processo
especial de fresamento tangencial. O fresamento frontal é uma operação em que os
dentes da fresa estão na superfície frontal da ferramenta, e destina-se à obtenção
de superfície plana perpendicular ao eixo de rotação da ferramenta.
O cavaco é definido como a porção de material da peça, retirada pela
ferramenta, caracterizando-se por apresentar forma geométrica irregular
(FERRARESI, D.,1977). A usinabilidade de um material pode ser quantificada
levando-se em consideração o número de componentes produzidos por hora, o
custo de usinagem do componente ou a qualidade final da superfície trabalhada
(TRENT, E.M. et. al, 2000).
23
2.2 Materiais da ferramenta de corte
Considera-se uma série de fatores na seleção do material da ferramenta de
corte a ser utilizado, dentre eles a microestrutura do material a ser usinado, dureza e
tipo de cavaco, processo de usinagem, condições da máquina operatriz, forma e
dimensões da própria ferramenta, custo do material da ferramenta, condições de
usinagem e características do material da ferramenta (alta dureza a quente,
resistência ao desgaste, tenacidade, estabilidade química).
As ferramentas de aço carbono e baixa liga, são de custo mais baixo, maior
disponibilidade, melhor usinabilidade, facilidade de têmpera, etc. O principal
inconveniente dessas ferramentas é a redução da dureza, e, portanto, sua
habilidade de operarem como ferramenta de corte, em temperaturas relativamente
baixas, em torno de 250ºC. Os aços-rápidos são aços liga cujos elementos de liga
principais são W, Mo, Cr, V, Co e Nb com boa tenacidade, elevada resistência ao
desgaste e dureza a quente. Em algumas ferramentas de corte, como brocas,
machos, alargadores e alguns tipos de fresas, a aplicação de materiais mais
resistentes ao desgaste como metal duro ou cerâmico, é muito restrito devido a sua
forma e dimensão. Assim, tem-se algumas ferramentas de aço rápido onde se busca
algumas melhorias, através da aplicação de uma camada de revestimento de um
material mais resistente ao desgaste, como o TiN, TiC, aplicados pelos processos
CVD e PVD.
A ferramenta de metal duro é um produto da metalurgia do pó feito de
partículas duras finamente divididas de carbonetos de metais refratários,
sinterizados com um ou mais metais do grupo do ferro (níquel, ou cobalto). As
partículas duras são WC em combinação com outros TiC, TaC e NbC. Este material
de ferramenta combina dureza a alta temperatura e tenacidade, devido a sua
variação de composição (DINIZ, A.E. et. al, 2000).
A tabela 1 classifica os metais duros em grupos, designados pelas letras P,
M, K.
24
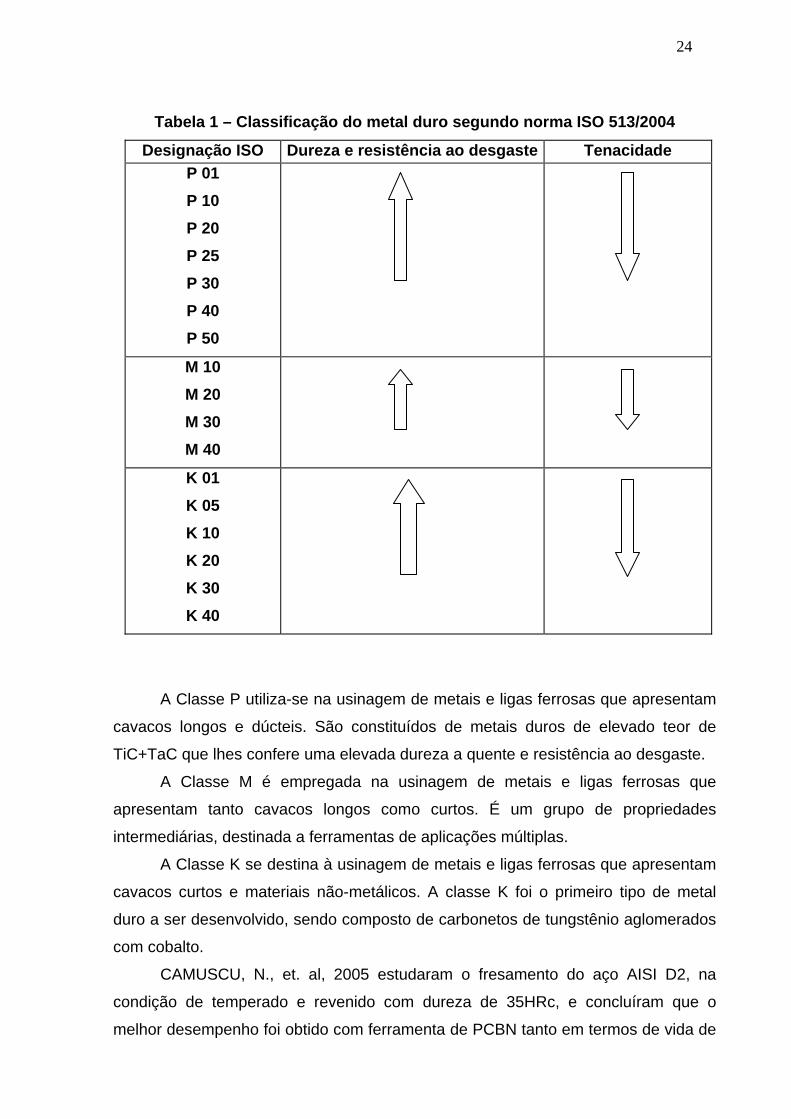
Tabela 1 – Classificação do metal duro segundo norma ISO 513/2004
Designação ISO Dureza e resistência ao desgaste Tenacidade P 01 P 10 P 20 P 25 P 30 P 40 P 50
M 10 M 20 M 30 M 40
K 01 K 05 K 10 K 20 K 30 K 40
A Classe P utiliza-se na usinagem de metais e ligas ferrosas que apresentam
cavacos longos e dúcteis. São constituídos de metais duros de elevado teor de
TiC+TaC que lhes confere uma elevada dureza a quente e resistência ao desgaste.
A Classe M é empregada na usinagem de metais e ligas ferrosas que
apresentam tanto cavacos longos como curtos. É um grupo de propriedades
intermediárias, destinada a ferramentas de aplicações múltiplas.
A Classe K se destina à usinagem de metais e ligas ferrosas que apresentam
cavacos curtos e materiais não-metálicos. A classe K foi o primeiro tipo de metal
duro a ser desenvolvido, sendo composto de carbonetos de tungstênio aglomerados
com cobalto.
CAMUSCU, N., et. al, 2005 estudaram o fresamento do aço AISI D2, na
condição de temperado e revenido com dureza de 35HRc, e concluíram que o
melhor desempenho foi obtido com ferramenta de PCBN tanto em termos de vida de
25
ferramenta quanto em acabamento superficial. Ferramenta de PCBN removeu um
volume de metal de 260cm3 e produziu um acabamento superficial com rugosidade
média de 0,2-0,4 µm, mas a ferramenta de Al2O3 revestida de TiCN provou ser mais
econômica que a ferramenta de PCBN.
2.2.1 Ferramentas revestidas
A importância dos revestimentos cresceu na indústria metal mecânica, em
particular nas ferramentas de usinagem, em razão da proteção contra os desgastes
abrasivo e adesivo, redução do atrito no corte, e possibilidade de corte a seco.
Esses revestimentos podem ser de mono ou multicamadas, propiciando uma
flexibilidade na seleção dos sistemas de acordo com as necessidades de cada
aplicação. O sucesso dos revestimentos em ferramenta de corte resulta das
propriedades mecânicas (dureza a quente, resistência ao desgaste e tensões
compressivas) e físicas (estabilidade química, boa adesão, resistência à corrosão),
tanto à temperatura ambiente quanto à temperaturas mais elevadas (BOUZAKIS,
K.D. et. al., 1999). Todas as ferramentas de corte podem ser revestidas, e este
revestimento deve ser precedido de estudo técnico e econômico.
As fases envolvidas no processo de revestimento são inspeção da
ferramenta( rugosidade inferior de 2µm, inexistência de trinca, rebarbas, queima de
retífica), decapagem, rebarbação, projeto de fixação no forno, revestimento e
inspeção final. No processo de revestimento, ocorrem reações heterogêneas nas
quais difusão dos reagentes, absorção e desorção dos compostos pela peça
ocorrem ao longo do evento.Na inspeção final, verifica-se composição química da
camada, estrutura, aderência ao substrato e propriedades mecânicas (ORNELAS
SANTOS, J.A.B, 2004).
O tipo de processo e os seus parâmetros influenciam a microestrutura dos
revestimentos. O processo CVD, para revestimento de TiC/TiN, utiliza um reator
aquecido à temperatura superior a 1000°C e baixa pressão (0,5 – 1Torr) no qual há
um fluxo contínuo de H2, N2 e o TiCl4. Os gases da atmosfera dissociam-se em íons
no interior do reator que são impulsionados para a superfície do inserto. As
temperaturas elevadas promovem alterações estruturais em aços rápidos, dificultam
26
a obtenção de tolerâncias das ferramentas o que aumenta as fases do processo
CVD. Adicionando energia ao gás que envolve o substrato, este gás é ionizado e
ativado, tornando possível a deposição em temperaturas mais baixas (processo
PACVD). Os revestimentos depositados por CVD têm espessura entre 5 e 20 µm.
ESKILDSEN, S.S. et. al., 1999 utilizaram o processo PACVD na produção de
revestimento de TiN, e obtiveram filmes de granulação fina, livres de porosidade e
bolhas e resistentes à corrosão com vida duas vezes superior em matrizes de
injeção. O custo deste processo, no entanto, deve ser reduzido para competir com o
processo PVD. O processo PVD é uma técnica a vácuo no qual um ou mais
componentes estão na fase sólida. Incorporado em uma planta PVD há um alvo de
titânio sólido para deposição de TiN. As três técnicas disponíveis são decomposição
por evaporação à vácuo, desintegração do catodo e deposição iônica. A adesão do
revestimento ao substrato no processo PVD é inferior àquela obtida no CVD devido
às temperaturas mais elevadas utilizadas no CVD propiciarem alguma difusão do
revestimento ao substrato. Tamanho de grão inferior e maior número de defeitos do
reticulado com elevadas tensões residuais no processo de revestimento de TiN, em
PVD, associa-se com maior microdureza em comparação ao CVD (PRENGEL, H.G.
et. al., 1998). KLOCKE, F. et. al.,2007 mostraram que pré e pós-tratamento de
revestimento PVD através de microjateamento de ar e partículas abrasivas
aumentam a vida da ferramenta pela indução de tensões compressivas na
subsuperfície do substrato e melhoria da adesão na interface.
O fenômeno de crescimento de defeito é conhecido em todas as tecnologias
de revestimentos. Os defeitos são distribuídos heterogeneamente, enquanto sua
forma, tamanho e densidade dependem do tipo de substrato, pré-tratamento, e
condições de deposição. No processo PVD, encontram-se crateras profundas
(diâmetro de 5 – 40µm), estruturas cônicas com diâmetro de 1µm, poros e bolhas
que se apresentam ao longo de todo o revestimento. PANJAN, P. et. al., 2008
estudaram estes defeitos utilizando-se das técnicas de microscopia eletrônica de
varredura (MEV), microscopia de força atômica (AFM) e perfilometria.
A maioria dos trabalhos em fresamento foi conduzida em velocidades de corte
maiores que 100m/min e, em alguns casos, menores velocidades são inevitáveis.
Fresa com diâmetro de 2mm por exemplo, para fazer aberturas em superfície de
metal duro. LIEW, W.Y.H. et. al., 2008 mostraram que revestimento de TiN é efetivo
em inibir o início de propagação de trinca no substrato.
27
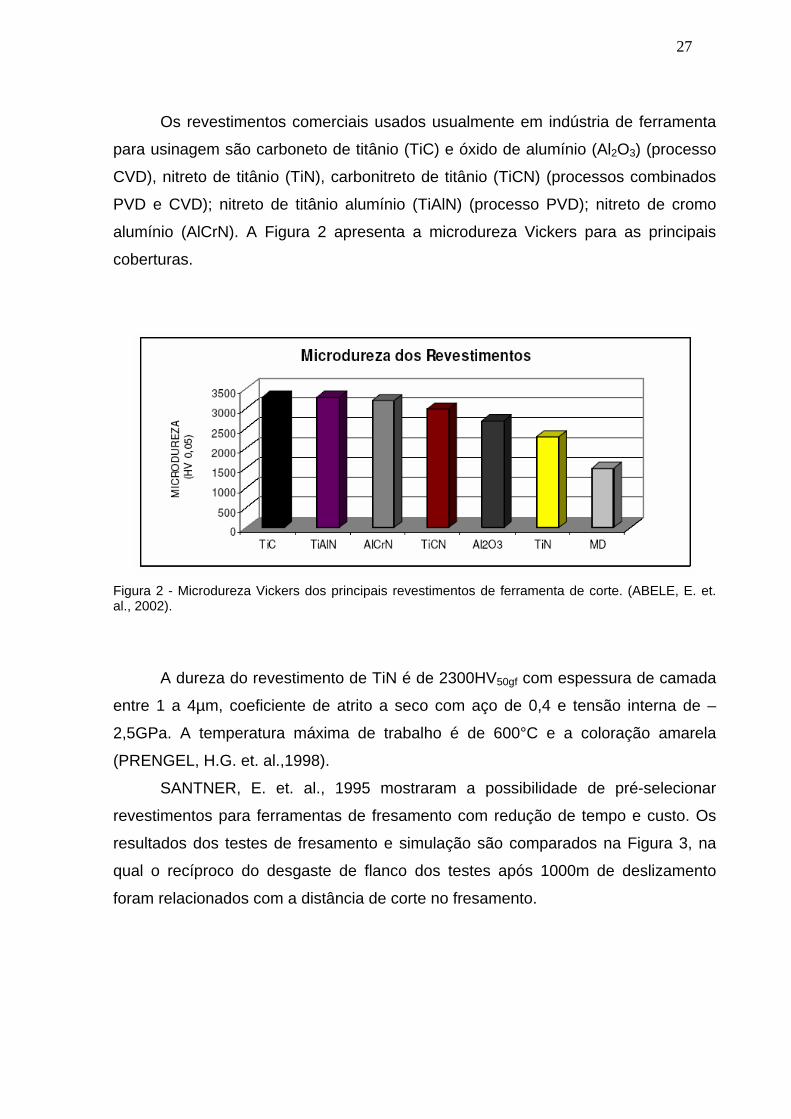
Os revestimentos comerciais usados usualmente em indústria de ferramenta
para usinagem são carboneto de titânio (TiC) e óxido de alumínio (Al2O3) (processo
CVD), nitreto de titânio (TiN), carbonitreto de titânio (TiCN) (processos combinados
PVD e CVD); nitreto de titânio alumínio (TiAlN) (processo PVD); nitreto de cromo
alumínio (AlCrN). A Figura 2 apresenta a microdureza Vickers para as principais
coberturas.
Figura 2 - Microdureza Vickers dos principais revestimentos de ferramenta de corte. (ABELE, E. et. al., 2002).
A dureza do revestimento de TiN é de 2300HV50gf com espessura de camada
entre 1 a 4µm, coeficiente de atrito a seco com aço de 0,4 e tensão interna de –
2,5GPa. A temperatura máxima de trabalho é de 600°C e a coloração amarela
(PRENGEL, H.G. et. al.,1998).
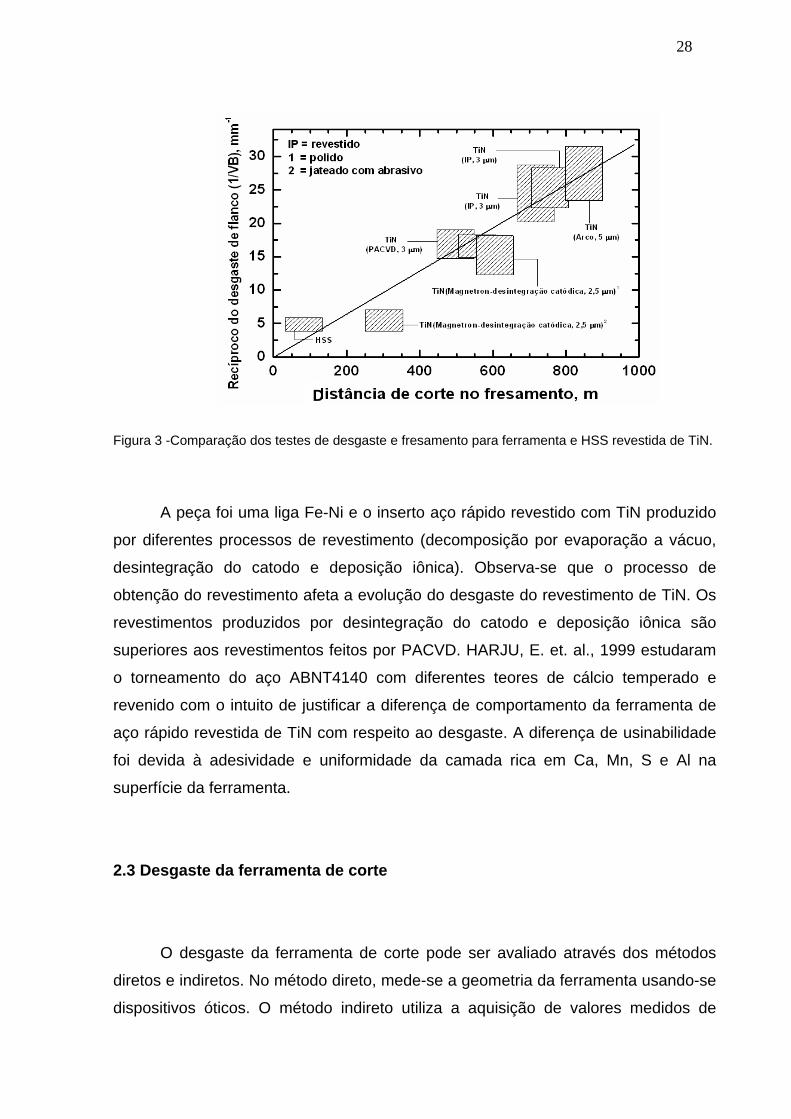
SANTNER, E. et. al., 1995 mostraram a possibilidade de pré-selecionar
revestimentos para ferramentas de fresamento com redução de tempo e custo. Os
resultados dos testes de fresamento e simulação são comparados na Figura 3, na
qual o recíproco do desgaste de flanco dos testes após 1000m de deslizamento
foram relacionados com a distância de corte no fresamento.
28
Figura 3 -Comparação dos testes de desgaste e fresamento para ferramenta e HSS revestida de TiN.
A peça foi uma liga Fe-Ni e o inserto aço rápido revestido com TiN produzido
por diferentes processos de revestimento (decomposição por evaporação a vácuo,
desintegração do catodo e deposição iônica). Observa-se que o processo de
obtenção do revestimento afeta a evolução do desgaste do revestimento de TiN. Os
revestimentos produzidos por desintegração do catodo e deposição iônica são
superiores aos revestimentos feitos por PACVD. HARJU, E. et. al., 1999 estudaram
o torneamento do aço ABNT4140 com diferentes teores de cálcio temperado e
revenido com o intuito de justificar a diferença de comportamento da ferramenta de
aço rápido revestida de TiN com respeito ao desgaste. A diferença de usinabilidade
foi devida à adesividade e uniformidade da camada rica em Ca, Mn, S e Al na
superfície da ferramenta.
2.3 Desgaste da ferramenta de corte
O desgaste da ferramenta de corte pode ser avaliado através dos métodos
diretos e indiretos. No método direto, mede-se a geometria da ferramenta usando-se
dispositivos óticos. O método indireto utiliza a aquisição de valores medidos de
D
29
variáveis do processo (tais como a força de corte, temperatura, vibração, emissão
acústica) e da relação entre o desgaste da ferramenta e esses parâmetros de
processo. Testar a vida da ferramenta envolve a consideração de variáveis
numerosas tais como o material, geometria e revestimento da ferramenta,
característica do material da peça, condições de corte, o tipo e a modalidade de
aplicação do fluido de corte, as características dinâmicas da ferramenta, da máquina
e dos dispositivos elétricos da ferramenta/peça, etc.
As falhas da ferramenta de corte (desgaste e ruptura) representam
aproximadamente 20% da vida de uma ferramenta na máquina. O desgaste da
ferramenta atua diretamente na qualidade da superfície da peça, na sua precisão
dimensional e, finalmente, no custo do produto final.
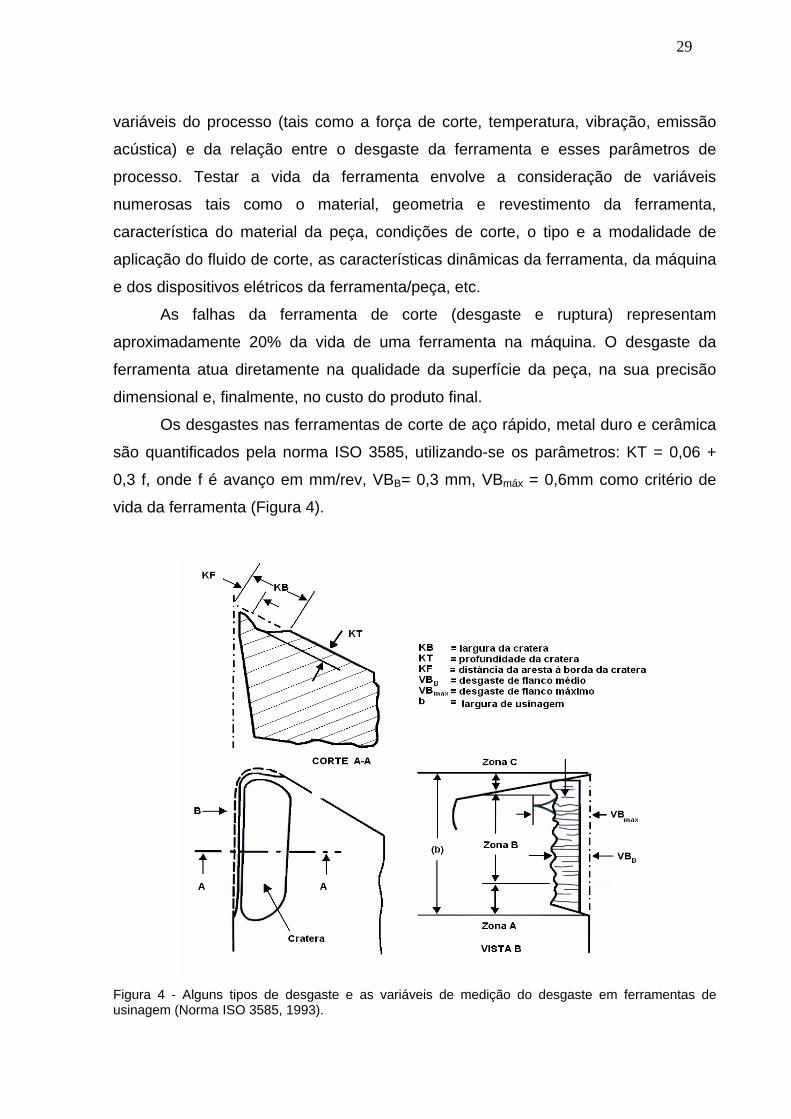
Os desgastes nas ferramentas de corte de aço rápido, metal duro e cerâmica
são quantificados pela norma ISO 3585, utilizando-se os parâmetros: KT = 0,06 +
0,3 f, onde f é avanço em mm/rev, VBB= 0,3 mm, VBmáx = 0,6mm como critério de
vida da ferramenta (Figura 4).
Figura 4 - Alguns tipos de desgaste e as variáveis de medição do desgaste em ferramentas de usinagem (Norma ISO 3585, 1993).
30
2.4 Formas de desgaste da ferramenta de corte
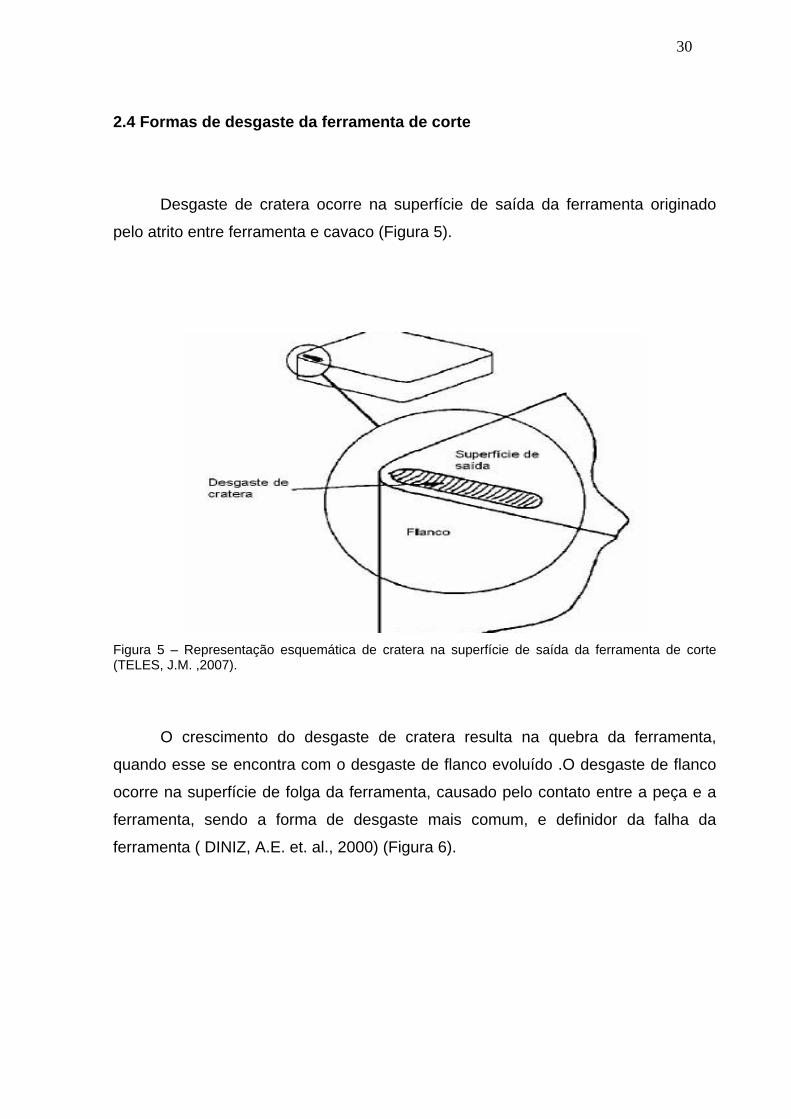
Desgaste de cratera ocorre na superfície de saída da ferramenta originado
pelo atrito entre ferramenta e cavaco (Figura 5).
Figura 5 – Representação esquemática de cratera na superfície de saída da ferramenta de corte (TELES, J.M. ,2007).
O crescimento do desgaste de cratera resulta na quebra da ferramenta,
quando esse se encontra com o desgaste de flanco evoluído .O desgaste de flanco
ocorre na superfície de folga da ferramenta, causado pelo contato entre a peça e a
ferramenta, sendo a forma de desgaste mais comum, e definidor da falha da
ferramenta ( DINIZ, A.E. et. al., 2000) (Figura 6).
31
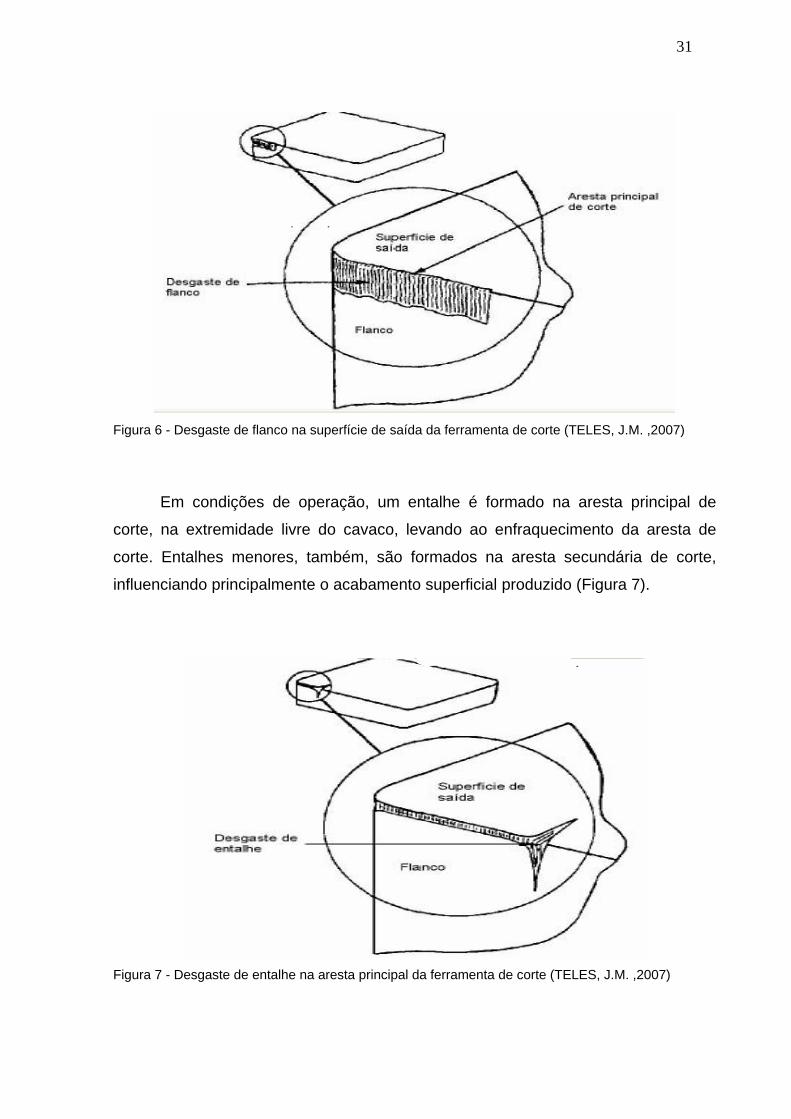
Figura 6 - Desgaste de flanco na superfície de saída da ferramenta de corte (TELES, J.M. ,2007)
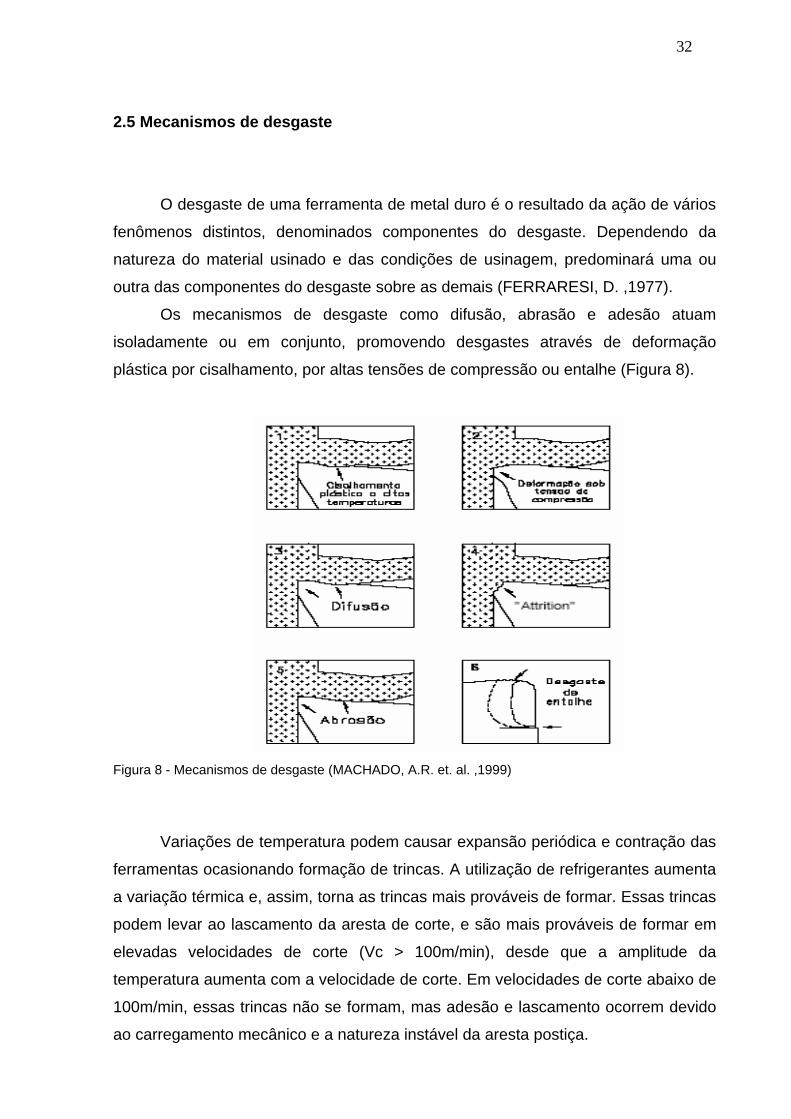
Em condições de operação, um entalhe é formado na aresta principal de
corte, na extremidade livre do cavaco, levando ao enfraquecimento da aresta de
corte. Entalhes menores, também, são formados na aresta secundária de corte,
influenciando principalmente o acabamento superficial produzido (Figura 7).
Figura 7 - Desgaste de entalhe na aresta principal da ferramenta de corte (TELES, J.M. ,2007)
32
2.5 Mecanismos de desgaste
O desgaste de uma ferramenta de metal duro é o resultado da ação de vários
fenômenos distintos, denominados componentes do desgaste. Dependendo da
natureza do material usinado e das condições de usinagem, predominará uma ou
outra das componentes do desgaste sobre as demais (FERRARESI, D. ,1977).
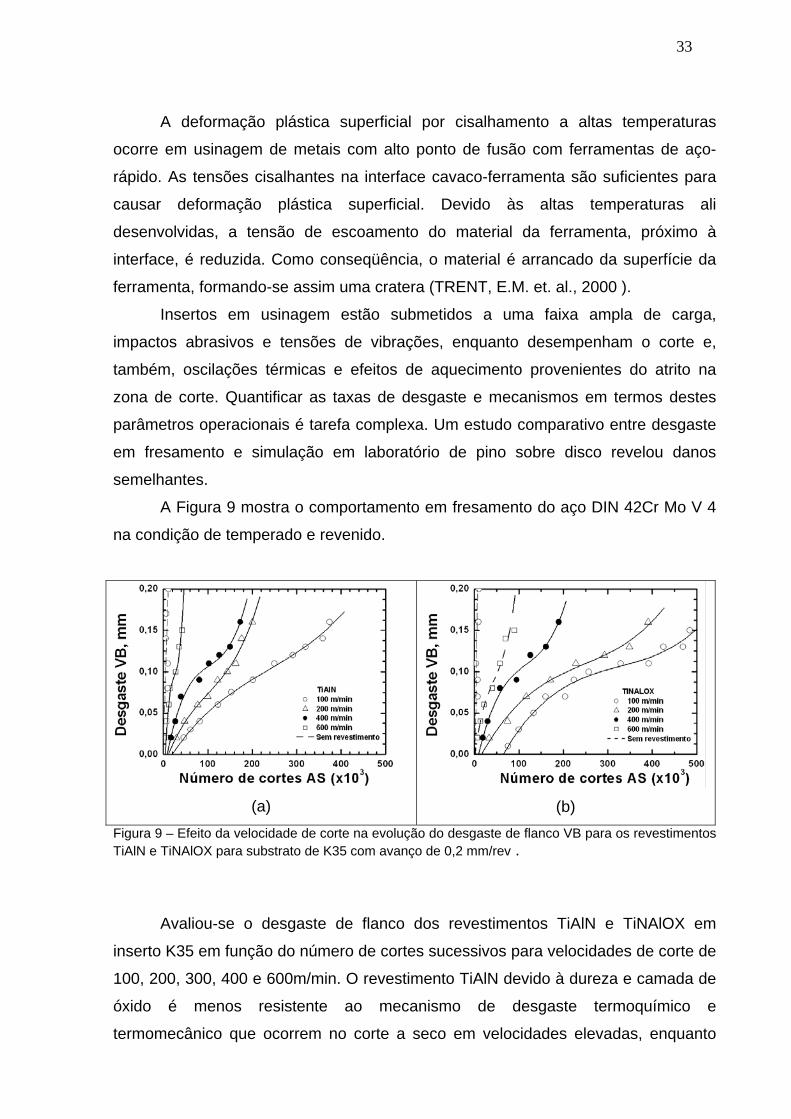
Os mecanismos de desgaste como difusão, abrasão e adesão atuam
isoladamente ou em conjunto, promovendo desgastes através de deformação
plástica por cisalhamento, por altas tensões de compressão ou entalhe (Figura 8).
Figura 8 - Mecanismos de desgaste (MACHADO, A.R. et. al. ,1999)
Variações de temperatura podem causar expansão periódica e contração das
ferramentas ocasionando formação de trincas. A utilização de refrigerantes aumenta
a variação térmica e, assim, torna as trincas mais prováveis de formar. Essas trincas
podem levar ao lascamento da aresta de corte, e são mais prováveis de formar em
elevadas velocidades de corte (Vc > 100m/min), desde que a amplitude da
temperatura aumenta com a velocidade de corte. Em velocidades de corte abaixo de
100m/min, essas trincas não se formam, mas adesão e lascamento ocorrem devido
ao carregamento mecânico e a natureza instável da aresta postiça.
33
A deformação plástica superficial por cisalhamento a altas temperaturas
ocorre em usinagem de metais com alto ponto de fusão com ferramentas de aço-
rápido. As tensões cisalhantes na interface cavaco-ferramenta são suficientes para
causar deformação plástica superficial. Devido às altas temperaturas ali
desenvolvidas, a tensão de escoamento do material da ferramenta, próximo à
interface, é reduzida. Como conseqüência, o material é arrancado da superfície da
ferramenta, formando-se assim uma cratera (TRENT, E.M. et. al., 2000 ).
Insertos em usinagem estão submetidos a uma faixa ampla de carga,
impactos abrasivos e tensões de vibrações, enquanto desempenham o corte e,
também, oscilações térmicas e efeitos de aquecimento provenientes do atrito na
zona de corte. Quantificar as taxas de desgaste e mecanismos em termos destes
parâmetros operacionais é tarefa complexa. Um estudo comparativo entre desgaste
em fresamento e simulação em laboratório de pino sobre disco revelou danos
semelhantes.
A Figura 9 mostra o comportamento em fresamento do aço DIN 42Cr Mo V 4
na condição de temperado e revenido.
(a)
(b)
Figura 9 – Efeito da velocidade de corte na evolução do desgaste de flanco VB para os revestimentos TiAlN e TiNAlOX para substrato de K35 com avanço de 0,2 mm/rev .
Avaliou-se o desgaste de flanco dos revestimentos TiAlN e TiNAlOX em
inserto K35 em função do número de cortes sucessivos para velocidades de corte de
100, 200, 300, 400 e 600m/min. O revestimento TiAlN devido à dureza e camada de
óxido é menos resistente ao mecanismo de desgaste termoquímico e
termomecânico que ocorrem no corte a seco em velocidades elevadas, enquanto
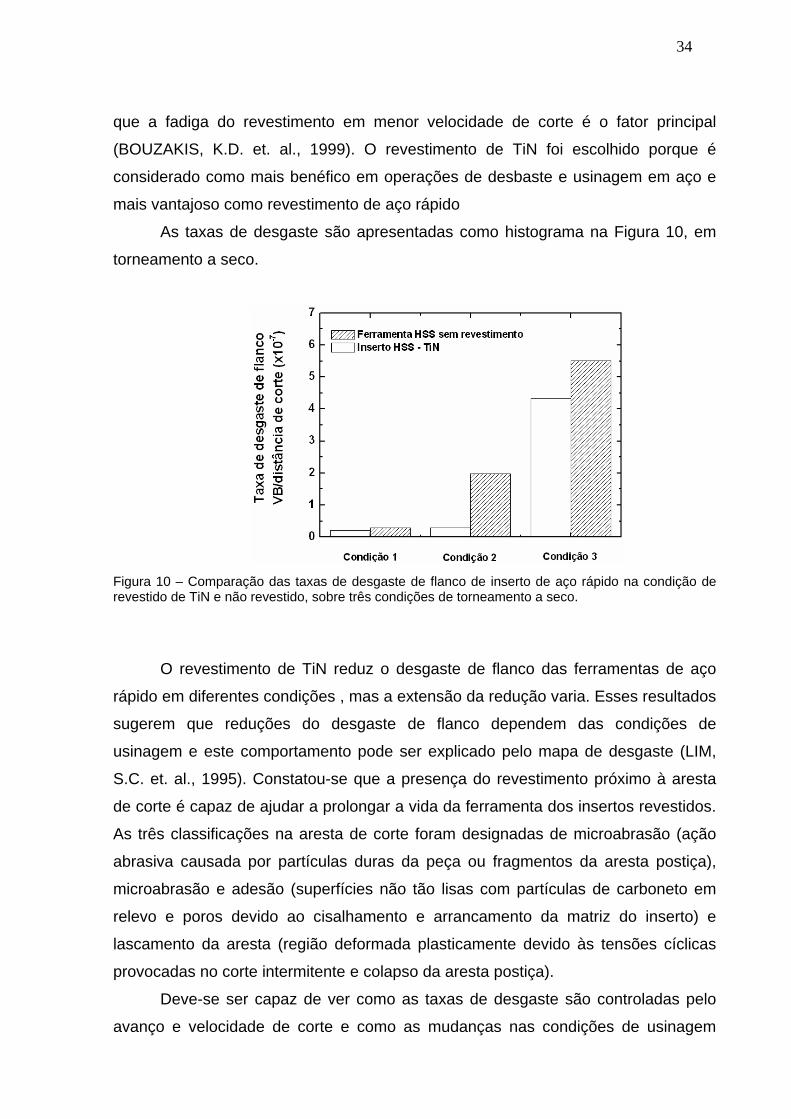
34
que a fadiga do revestimento em menor velocidade de corte é o fator principal
(BOUZAKIS, K.D. et. al., 1999). O revestimento de TiN foi escolhido porque é
considerado como mais benéfico em operações de desbaste e usinagem em aço e
mais vantajoso como revestimento de aço rápido
As taxas de desgaste são apresentadas como histograma na Figura 10, em
torneamento a seco.
Figura 10 – Comparação das taxas de desgaste de flanco de inserto de aço rápido na condição de revestido de TiN e não revestido, sobre três condições de torneamento a seco.
O revestimento de TiN reduz o desgaste de flanco das ferramentas de aço
rápido em diferentes condições , mas a extensão da redução varia. Esses resultados
sugerem que reduções do desgaste de flanco dependem das condições de
usinagem e este comportamento pode ser explicado pelo mapa de desgaste (LIM,
S.C. et. al., 1995). Constatou-se que a presença do revestimento próximo à aresta
de corte é capaz de ajudar a prolongar a vida da ferramenta dos insertos revestidos.
As três classificações na aresta de corte foram designadas de microabrasão (ação
abrasiva causada por partículas duras da peça ou fragmentos da aresta postiça),
microabrasão e adesão (superfícies não tão lisas com partículas de carboneto em
relevo e poros devido ao cisalhamento e arrancamento da matriz do inserto) e
lascamento da aresta (região deformada plasticamente devido às tensões cíclicas
provocadas no corte intermitente e colapso da aresta postiça).
Deve-se ser capaz de ver como as taxas de desgaste são controladas pelo
avanço e velocidade de corte e como as mudanças nas condições de usinagem
35
podem levar à transição de um mecanismo a outro. A transição de um mecanismo a
outro é mais sensível a velocidade de corte que ao avanço.
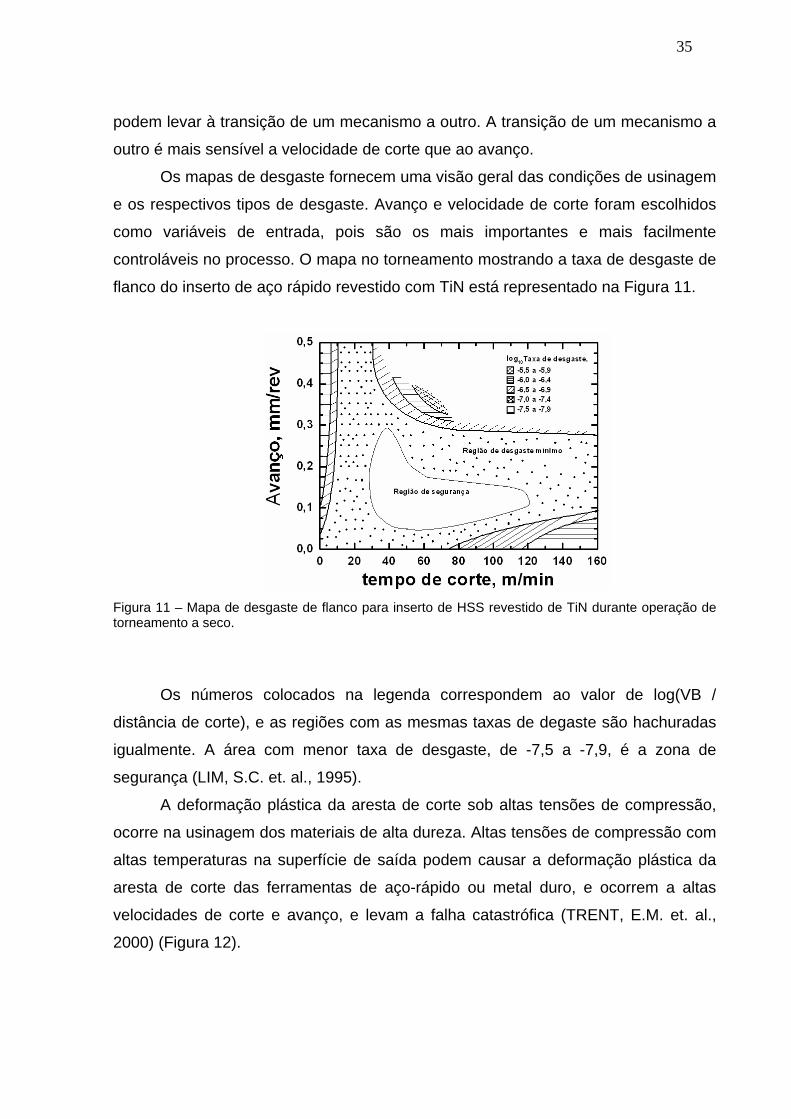
Os mapas de desgaste fornecem uma visão geral das condições de usinagem
e os respectivos tipos de desgaste. Avanço e velocidade de corte foram escolhidos
como variáveis de entrada, pois são os mais importantes e mais facilmente
controláveis no processo. O mapa no torneamento mostrando a taxa de desgaste de
flanco do inserto de aço rápido revestido com TiN está representado na Figura 11.
Figura 11 – Mapa de desgaste de flanco para inserto de HSS revestido de TiN durante operação de torneamento a seco.
Os números colocados na legenda correspondem ao valor de log(VB /
distância de corte), e as regiões com as mesmas taxas de degaste são hachuradas
igualmente. A área com menor taxa de desgaste, de -7,5 a -7,9, é a zona de
segurança (LIM, S.C. et. al., 1995).
A deformação plástica da aresta de corte sob altas tensões de compressão,
ocorre na usinagem dos materiais de alta dureza. Altas tensões de compressão com
altas temperaturas na superfície de saída podem causar a deformação plástica da
aresta de corte das ferramentas de aço-rápido ou metal duro, e ocorrem a altas
velocidades de corte e avanço, e levam a falha catastrófica (TRENT, E.M. et. al.,
2000) (Figura 12).
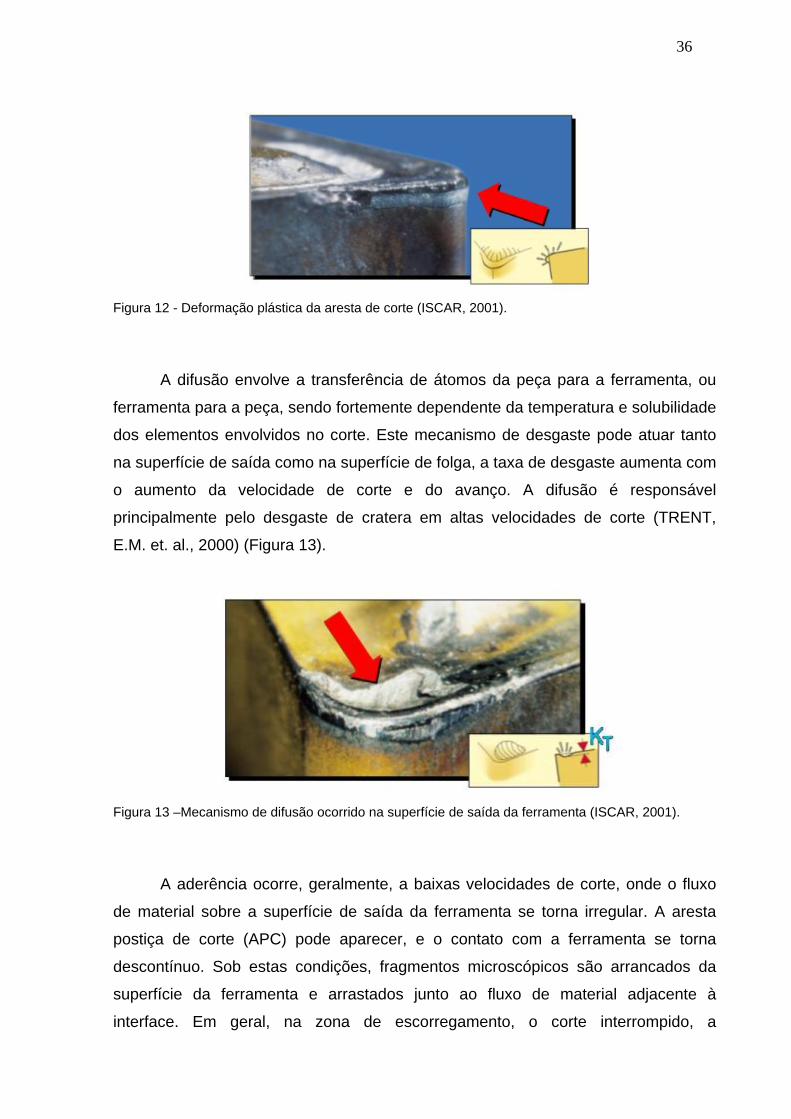
36
Figura 12 - Deformação plástica da aresta de corte (ISCAR, 2001).
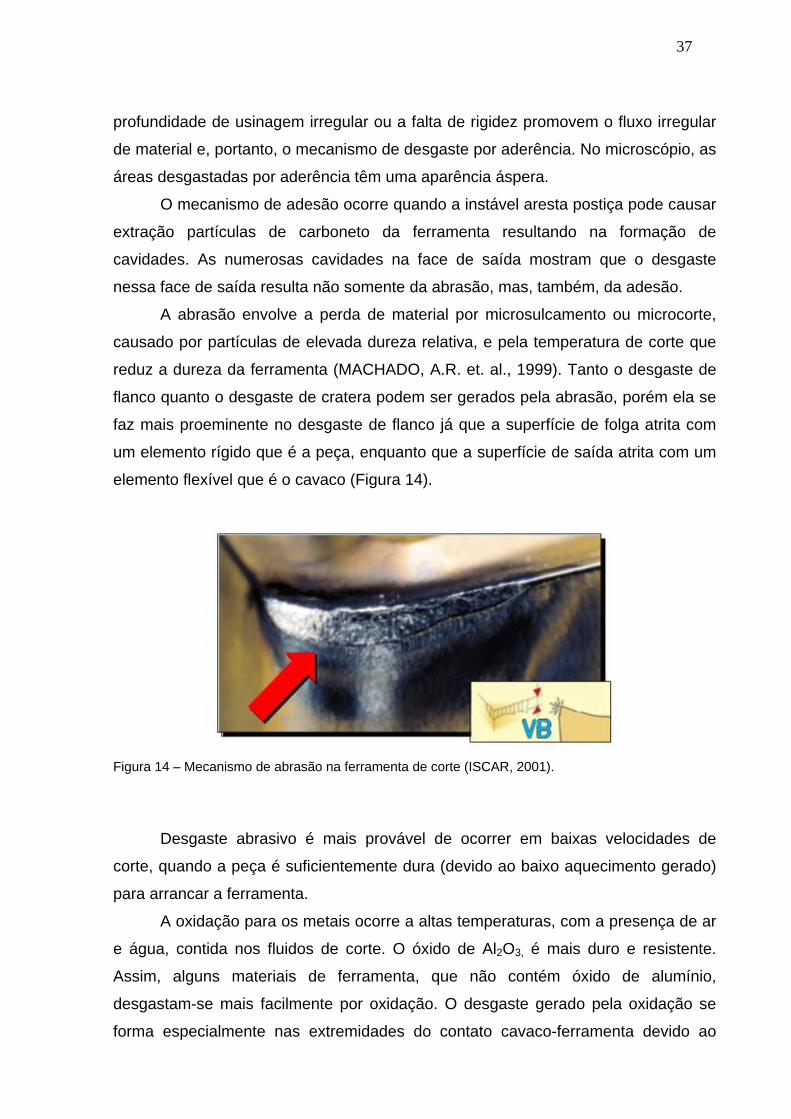
A difusão envolve a transferência de átomos da peça para a ferramenta, ou
ferramenta para a peça, sendo fortemente dependente da temperatura e solubilidade
dos elementos envolvidos no corte. Este mecanismo de desgaste pode atuar tanto
na superfície de saída como na superfície de folga, a taxa de desgaste aumenta com
o aumento da velocidade de corte e do avanço. A difusão é responsável
principalmente pelo desgaste de cratera em altas velocidades de corte (TRENT,
E.M. et. al., 2000) (Figura 13).
Figura 13 –Mecanismo de difusão ocorrido na superfície de saída da ferramenta (ISCAR, 2001).
A aderência ocorre, geralmente, a baixas velocidades de corte, onde o fluxo
de material sobre a superfície de saída da ferramenta se torna irregular. A aresta
postiça de corte (APC) pode aparecer, e o contato com a ferramenta se torna
descontínuo. Sob estas condições, fragmentos microscópicos são arrancados da
superfície da ferramenta e arrastados junto ao fluxo de material adjacente à
interface. Em geral, na zona de escorregamento, o corte interrompido, a
37
profundidade de usinagem irregular ou a falta de rigidez promovem o fluxo irregular
de material e, portanto, o mecanismo de desgaste por aderência. No microscópio, as
áreas desgastadas por aderência têm uma aparência áspera.
O mecanismo de adesão ocorre quando a instável aresta postiça pode causar
extração partículas de carboneto da ferramenta resultando na formação de
cavidades. As numerosas cavidades na face de saída mostram que o desgaste
nessa face de saída resulta não somente da abrasão, mas, também, da adesão.
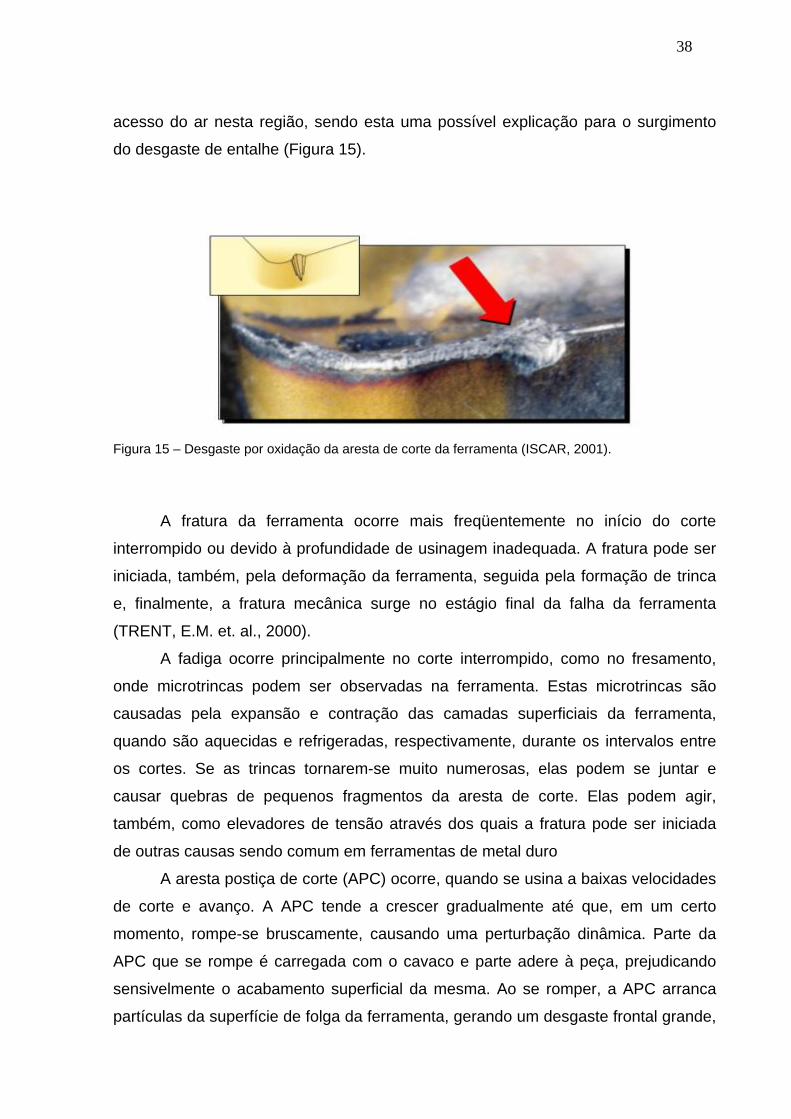
A abrasão envolve a perda de material por microsulcamento ou microcorte,
causado por partículas de elevada dureza relativa, e pela temperatura de corte que
reduz a dureza da ferramenta (MACHADO, A.R. et. al., 1999). Tanto o desgaste de
flanco quanto o desgaste de cratera podem ser gerados pela abrasão, porém ela se
faz mais proeminente no desgaste de flanco já que a superfície de folga atrita com
um elemento rígido que é a peça, enquanto que a superfície de saída atrita com um
elemento flexível que é o cavaco (Figura 14).
Figura 14 – Mecanismo de abrasão na ferramenta de corte (ISCAR, 2001).
Desgaste abrasivo é mais provável de ocorrer em baixas velocidades de
corte, quando a peça é suficientemente dura (devido ao baixo aquecimento gerado)
para arrancar a ferramenta.
A oxidação para os metais ocorre a altas temperaturas, com a presença de ar
e água, contida nos fluidos de corte. O óxido de Al2O3, é mais duro e resistente.
Assim, alguns materiais de ferramenta, que não contém óxido de alumínio,
desgastam-se mais facilmente por oxidação. O desgaste gerado pela oxidação se
forma especialmente nas extremidades do contato cavaco-ferramenta devido ao
38
acesso do ar nesta região, sendo esta uma possível explicação para o surgimento
do desgaste de entalhe (Figura 15).
Figura 15 – Desgaste por oxidação da aresta de corte da ferramenta (ISCAR, 2001).
A fratura da ferramenta ocorre mais freqüentemente no início do corte
interrompido ou devido à profundidade de usinagem inadequada. A fratura pode ser
iniciada, também, pela deformação da ferramenta, seguida pela formação de trinca
e, finalmente, a fratura mecânica surge no estágio final da falha da ferramenta
(TRENT, E.M. et. al., 2000).
A fadiga ocorre principalmente no corte interrompido, como no fresamento,
onde microtrincas podem ser observadas na ferramenta. Estas microtrincas são
causadas pela expansão e contração das camadas superficiais da ferramenta,
quando são aquecidas e refrigeradas, respectivamente, durante os intervalos entre
os cortes. Se as trincas tornarem-se muito numerosas, elas podem se juntar e
causar quebras de pequenos fragmentos da aresta de corte. Elas podem agir,
também, como elevadores de tensão através dos quais a fratura pode ser iniciada
de outras causas sendo comum em ferramentas de metal duro
A aresta postiça de corte (APC) ocorre, quando se usina a baixas velocidades
de corte e avanço. A APC tende a crescer gradualmente até que, em um certo
momento, rompe-se bruscamente, causando uma perturbação dinâmica. Parte da
APC que se rompe é carregada com o cavaco e parte adere à peça, prejudicando
sensivelmente o acabamento superficial da mesma. Ao se romper, a APC arranca
partículas da superfície de folga da ferramenta, gerando um desgaste frontal grande,
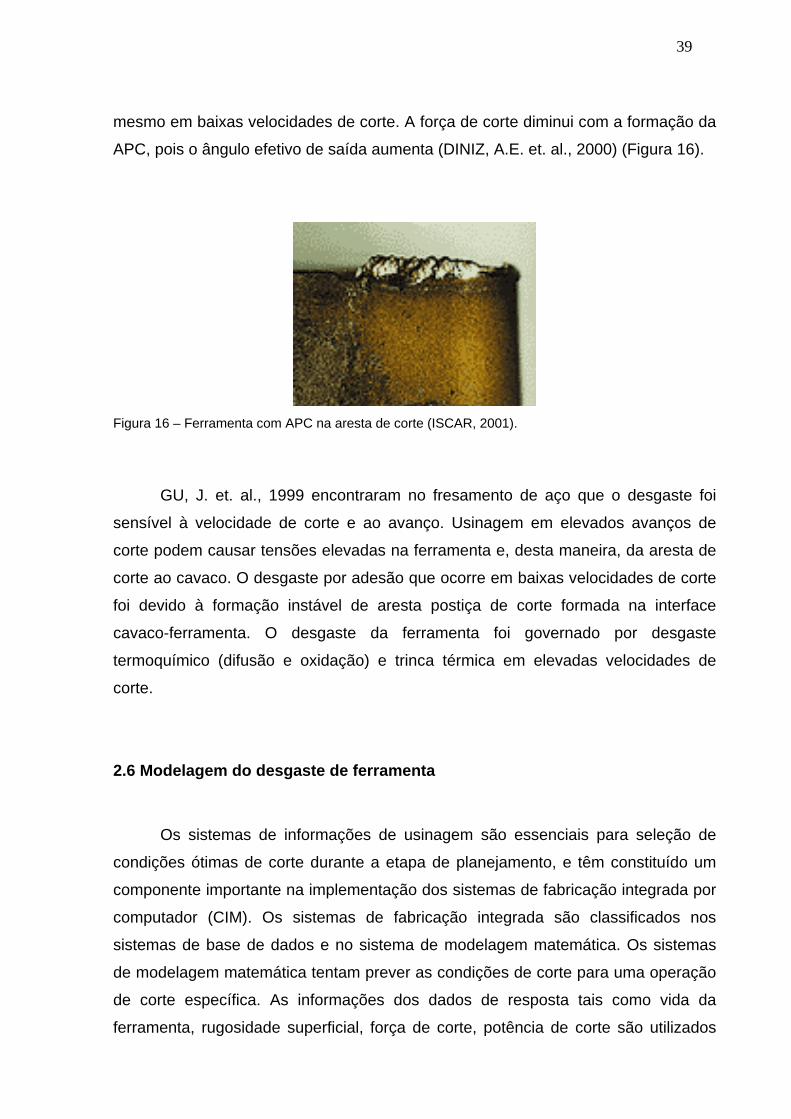
39
mesmo em baixas velocidades de corte. A força de corte diminui com a formação da
APC, pois o ângulo efetivo de saída aumenta (DINIZ, A.E. et. al., 2000) (Figura 16).
Figura 16 – Ferramenta com APC na aresta de corte (ISCAR, 2001).
GU, J. et. al., 1999 encontraram no fresamento de aço que o desgaste foi
sensível à velocidade de corte e ao avanço. Usinagem em elevados avanços de
corte podem causar tensões elevadas na ferramenta e, desta maneira, da aresta de
corte ao cavaco. O desgaste por adesão que ocorre em baixas velocidades de corte
foi devido à formação instável de aresta postiça de corte formada na interface
cavaco-ferramenta. O desgaste da ferramenta foi governado por desgaste
termoquímico (difusão e oxidação) e trinca térmica em elevadas velocidades de
corte.
2.6 Modelagem do desgaste de ferramenta
Os sistemas de informações de usinagem são essenciais para seleção de
condições ótimas de corte durante a etapa de planejamento, e têm constituído um
componente importante na implementação dos sistemas de fabricação integrada por
computador (CIM). Os sistemas de fabricação integrada são classificados nos
sistemas de base de dados e no sistema de modelagem matemática. Os sistemas
de modelagem matemática tentam prever as condições de corte para uma operação
de corte específica. As informações dos dados de resposta tais como vida da
ferramenta, rugosidade superficial, força de corte, potência de corte são utilizados
40
como dados de entrada. Depois, os modelos matemáticos destas respostas de
usinagem são desenvolvidos como uma função das variáveis de usinagem,
utilizando-se um módulo de construção do modelo, os parâmetros do modelo e
outros fatores econômicos relevantes para derivar as condições de corte otimizadas.
É difícil prever a vida de ferramenta em fresamento com suficiente exatidão
como função dos parâmetros de processo, contudo é essencial no sistema de
usinagem produtivo que exige trocas de ferramentas automáticas. Na literatura, os
modelos de desgaste de ferramenta para fresamento são poucos e raros devido à
complexidade na modelagem do processo.
ALAUDDIN , M. et. al., 1997 desenvolveram modelo para fresamento de aço
ABNT 1020 laminado a frio, utilizando-se inserto de aço rápido sob condições de
corte a seco. Eles desenvolveram um modelo de regressão de primeira e segunda
ordem para previsão de vida da ferramenta com os parâmetros de processo
velocidade de corte, avanço e profundidade de corte pela metodologia de superfície
resposta. Concluíram que os efeitos do avanço e velocidade de corte são
significativos em ambos os modelos, enquanto que a profundidade de corte somente
é no modelo de segunda-ordem. Seleção apropriada de velocidade de corte e
avanço aumenta a taxa de remoção de material sem redução de vida da ferramenta.
SANTOS, A.L.B. et. al., 1999 utilizaram a equação expandida de Taylor para
prever a vida de ferramenta em fresamento do ABNT 1045 e aço inoxidável AISI 304
com inserto P45 revestido de TiN-TiC-TiN. Foi obtido erro de 46 e 10% ,
respectivamente, para o aço inoxidável e aço ABNT 1045 nas mesmas condições
experimentais.
SHARMAN, A. et. al., 2001 estudaram a vida da ferramenta de aço rápido em
fresamento de Inconel 718 com inserto revestido de TiAlN e CrN sob condições de
corte a seco. Eles concluíram que o revestimento da ferramenta foi o principal fator
que interferiu na vida da ferramenta, seguido pela velocidade de corte e ângulo de
trabalho da peça.
Um dos problemas na estimativa de vida de ferramenta diz respeito ao
desgaste não-uniforme , desgaste de entalhe, deflexão da ferramenta e vibração.
Essas fontes de variação podem ocasionar erros em modelos de regressão
ordinária.
41
2.7 Fluidos de corte
As principais funções do fluido de corte são de lubrificação a baixas
velocidades de corte, refrigeração à altas velocidades de corte, e, menos importante,
ajudar a retirar o cavaco da zona de corte e proteger a máquina ferramenta e a peça
de corrosão atmosférica (SANTOS, S.C. et. al., 2003).
A produtividade impulsionou o estudo e o desenvolvimento de vários tipos de
fluidos de corte ao longo dos anos e, principalmente, nas últimas décadas (SILVA,
M.B. et. al., 1998).
Dissipação de calor e lubrificação são problemas comuns nos processos
industriais de usinagem. Quando as operações de remoção de material são
conduzidas a altas velocidades e baixas pressões, a regulagem de geração de calor
e a lubrificação do ponto de contato são realizadas na maioria das indústrias por
despejos de emulsões de óleo e água. Entretanto, um fluido tem a vantagem
particular de combinar a propriedade refrigerante da água e a propriedade de
lubrificação do óleo.
Em usinagem, o aquecimento gerado devido à deformação plástica da peça e
atrito na interface cavaco-ferramenta afeta a qualidade do produto sob o ponto de
vista dimensional e de acabamento superficial. Dessa maneira, o controle efetivo do
aquecimento gerado na zona de corte é essencial para garantir a qualidade
superficial da peça na usinagem. Durante a formação do cavaco na usinagem de
peças, há perda de energia que, na sua maior parte, se converte em calor, causando
assim elevadas temperaturas na região do corte. Esta solicitação térmica da peça
pode até levar ao comprometimento da sua integridade superficial, ou seja,
surgimento de fissuras, distorções, tensões residuais elevadas e não-conformidades
dimensionais, podendo estes efeitos indesejáveis ser acompanhados do desgaste
acentuado da ferramenta. Com o objetivo de reduzir as temperaturas de corte e o
atrito peça-ferramenta, passou-se a utilizar os fluidos de corte.
A escolha do fluido de corte é importante durante o processo industrial de um
produto, pois dependerá de uma seqüência de fatores inter-relacionados tais como,
aspectos econômicos, custos relacionados ao procedimento de descarte e saúde
humana.
42
Fluido de corte é a escolha convencional para tratar deste problema. Eles são
introduzidos na zona de usinagem para melhorar as características tribológicas dos
processos de usinagem e, também, dissipar o calor gerado. No entanto, a aplicação
dos fluidos de corte convencionais produz alguns problemas tecno-ambientais tais
como, poluição ambiental, problemas biológicos para os operadores, poluição das
águas e acréscimo no custo de fabricação total, etc. Todos estes fatores contribuem
para a investigação da utilização dos fluidos biodegradáveis e usinagem livre de
refrigeração.
O desenvolvimento de iniciativas que inibem a poluição e aumentem a
consciência do consumidor em consumo de produtos ecologicamente correto têm
pressionado as indústrias em minimizar o uso de fluidos de corte. Experimentos têm
sido conduzidos para se estudar o efeito do nitrogênio líquido na redução de força
de usinagem e na dissipação de calor gerado( RAO, P.V. et. al., 2006).
2.7.1 Classificação dos fluidos de corte
Existem diversas formas de se classificar os fluidos de corte, e não há uma
pradronização que estabeleça uma única classificação entre as empresas
fabricantes (MACHADO, A.R. et. al., 1999).
Uma primeira classificação agrupa os fluidos de corte em aquosos, ar, água,
soluções químicas, emulsões, óleos minerais, óleos graxos, óleos compostos, óleos
de extrema pressão, óleos de usos múltiplos.
Uma segunda classificação divide os fluidos formados apenas por óleo
integral e a partir da adição de óleo concentrado à água que são as emulsões e
soluções. Os óleos integrais são, basicamente, óleos minerais puros ou com aditivos,
normalmente de alta pressão. O emprego destes óleos nos últimos anos como fluido
de corte tem perdido espaço para os óleos solúveis em água, devido ao alto custo
em relação aos demais, aos riscos de fogo, ineficiência a altas velocidades de corte,
baixo poder refrigerante e formação de fumos, além de oferecerem riscos à saúde
do operador.
43
As emulsões são compostas de duas fases, uma fase contínua consistindo de
pequenas partículas de óleo mineral (derivado do petróleo) ou sintéticos suspensos
na água (segunda fase). As emulsões de óleo de petróleo geralmente têm maior
capacidade lubrificante, porém, menor capacidade refrigerante. Em geral, as
emulsões apresentam propriedades lubrificantes e refrigerantes moderadas.
Os fluidos emulsionáveis convencionais são compostos de óleos minerais
adicionados à água nas proporções de 1:10 a 1:100, mais agentes emulgadores que
garantem a miscibilidade destes com a água. Os fluidos semi-sintéticos são, também
formadores de emulsões. Eles apresentam de 5% a 50% de óleo mineral no fluido
concentrado e aditivos e compostos químicos que se dissolvem na água formando
moléculas individuais.
Os fluidos sintéticos caracterizam-se por não conterem óleo mineral em sua
composição. Baseiam-se em substâncias químicas que formam uma solução com a
água. Os óleos sintéticos mais comuns oferecem boa proteção anti-corrosiva e
refrigeração. Os mais complexos são de uso geral, com boas propriedades
lubrificantes e refrigerantes. Faz-se uma distinção, quando os fluidos sintéticos
contêm apenas inibidores de corrosão, e as propriedades de extrema pressão (EP)
não são necessárias.
2.7.2 Método de aplicação dos fluidos de corte
A principal finalidade de se usar o fluido do corte em processos é reduzir
temperaturas de corte na zona do corte, a fim de aumentar a vida da ferramenta. As
vantagens deste uso, entretanto, têm sido questionadas devido aos efeitos negativos
no custo do produto, no ambiente e na saúde humana. O corte a seco foi tentado
como uma alternativa possível ao uso do fluido de corte (SALES, W.F. et. al., 2002)
PIGOTT, COLWELL (citado por DINIZ, A.E. et. al., 2007) foram os primeiros
autores que discutiram o uso do fluido de corte a alta pressão com as ferramentas a
alta velocidade de corte. Observaram um aumento significativo na vida da
ferramenta, quando o líquido de alta pressão foi usado, em comparação ao método
convencional de aplicar o fluido de corte. De acordo com esses autores, o método
convencional não produziu resultados significativos, porque os cavacos são
44
refrigerados muito mais do que a ferramenta e a peça. Além disso, a velocidade
baixa de penetração não permite que o lubrificante alcance a aresta de corte.
KAMINSKI, ALVELID (citado por DINIZ, A.E. et.al., 2007) indicaram que os
métodos convencionais de aplicação do fluido de corte não são muito eficazes,
porque o jato a baixa pressão atrapalha a penetração na interface-cavaco
ferramenta, e, conseqüentemente, na temperatura crescente da zona do corte. No
processo de torneamento, um aumento na pressão foi possível reduzir a quantidade
de fluido injetada.
EZUGWU, BONNEY (citado por DINIZ, A.E. et.al., 2007) confirmaram a
praticabilidade de se usar o fluido de corte a alta pressão em processos de
torneamento. O fluido a alta pressão aumenta a lubrificação e reduz a temperatura
da interface cavaco ferramenta e a peça. Um outro benefício está em uma
diminuição do contato entre o cavaco e a ferramenta, que contribui ainda mais para
uma diminuição da temperatura.
MACHADO, A.R. et. al., 1997 realizaram diversas experiências para verificar
a influência da aplicação de fluido de corte a alta pressão (14,5MPa) direcionada
para ferramenta no torneamento de Ti6Al4V e de Inconel 901. As condições
diferentes de corte foram testadas, e, em cada caso, os resultados foram
comparados àqueles obtidos com a aplicação convencional do fluido de corte.
Concluíram que o sistema a alta pressão reduziu a temperatura de corte
significativamente. Além disso, ao usinar a liga de titânio, o sistema refrigerante a
alta pressão, aumentou significativamente a vida da ferramenta em todas as
condições de corte testadas.
EZUGWU et al. (citado por DINIZ; MICARONI, 2007) avaliaram a vida da
ferramenta de cerâmica reforçada, em usinar Inconel 718 em velocidades diferentes
do corte e sob as pressões de corte diferentes, até 20,3MPa. Em todas as
velocidades de corte, a vida da ferramenta aumentou com a pressão do fluido de
corte. Entretanto, quando a pressão aumentou de 15 a 20,3MPa, a vida da
ferramenta diminuiu rapidamente devido ao entalhe excessivo na profundidade da
região cortada. O desgaste do entalhe é atribuído pelos autores à erosão da
ferramenta cerâmica, causada pela refrigeração a alta pressão.
Há três sentidos práticos da aplicação do fluido de corte em uma operação de
usinagem: (a) na superfície superior do cavaco; (b) para a relação do cavaco-
ferramenta e (c) na relação ferramenta peça (Figura 17).
45
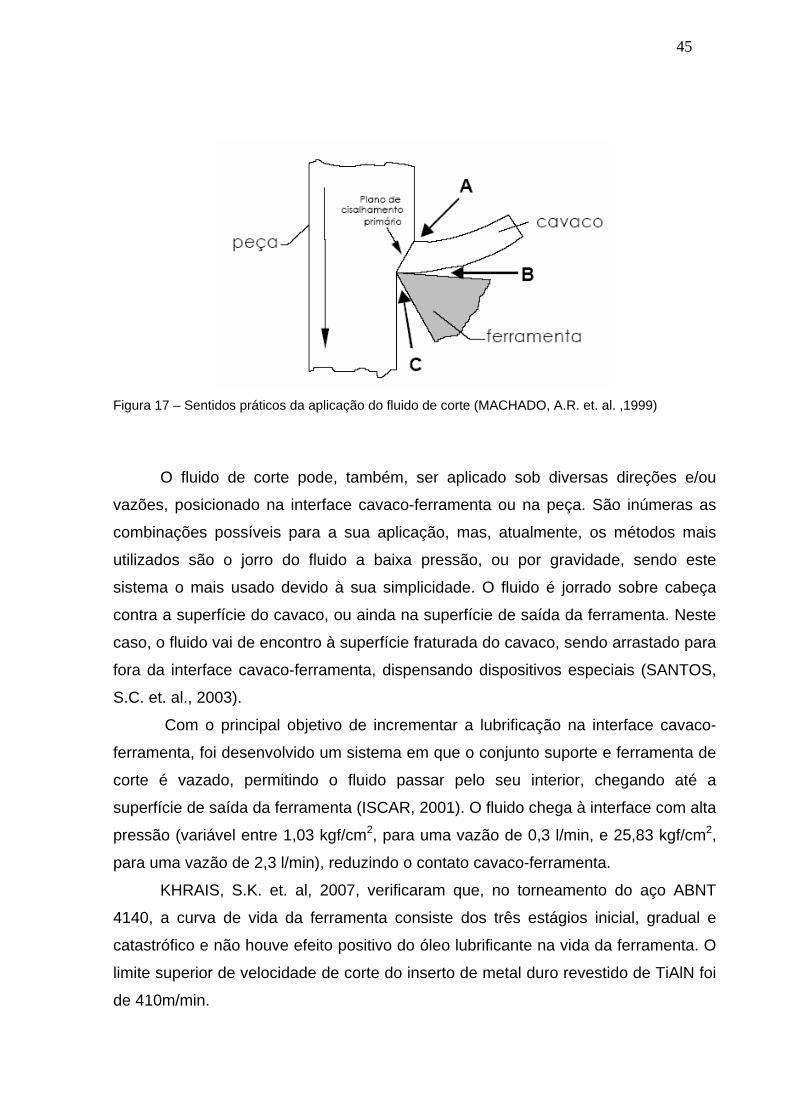
Figura 17 – Sentidos práticos da aplicação do fluido de corte (MACHADO, A.R. et. al. ,1999)
O fluido de corte pode, também, ser aplicado sob diversas direções e/ou
vazões, posicionado na interface cavaco-ferramenta ou na peça. São inúmeras as
combinações possíveis para a sua aplicação, mas, atualmente, os métodos mais
utilizados são o jorro do fluido a baixa pressão, ou por gravidade, sendo este
sistema o mais usado devido à sua simplicidade. O fluido é jorrado sobre cabeça
contra a superfície do cavaco, ou ainda na superfície de saída da ferramenta. Neste
caso, o fluido vai de encontro à superfície fraturada do cavaco, sendo arrastado para
fora da interface cavaco-ferramenta, dispensando dispositivos especiais (SANTOS,
S.C. et. al., 2003).
Com o principal objetivo de incrementar a lubrificação na interface cavaco-
ferramenta, foi desenvolvido um sistema em que o conjunto suporte e ferramenta de
corte é vazado, permitindo o fluido passar pelo seu interior, chegando até a
superfície de saída da ferramenta (ISCAR, 2001). O fluido chega à interface com alta
pressão (variável entre 1,03 kgf/cm2, para uma vazão de 0,3 l/min, e 25,83 kgf/cm2,
para uma vazão de 2,3 l/min), reduzindo o contato cavaco-ferramenta.
KHRAIS, S.K. et. al, 2007, verificaram que, no torneamento do aço ABNT
4140, a curva de vida da ferramenta consiste dos três estágios inicial, gradual e
catastrófico e não houve efeito positivo do óleo lubrificante na vida da ferramenta. O
limite superior de velocidade de corte do inserto de metal duro revestido de TiAlN foi
de 410m/min.
46
2.8 Integridade superficial
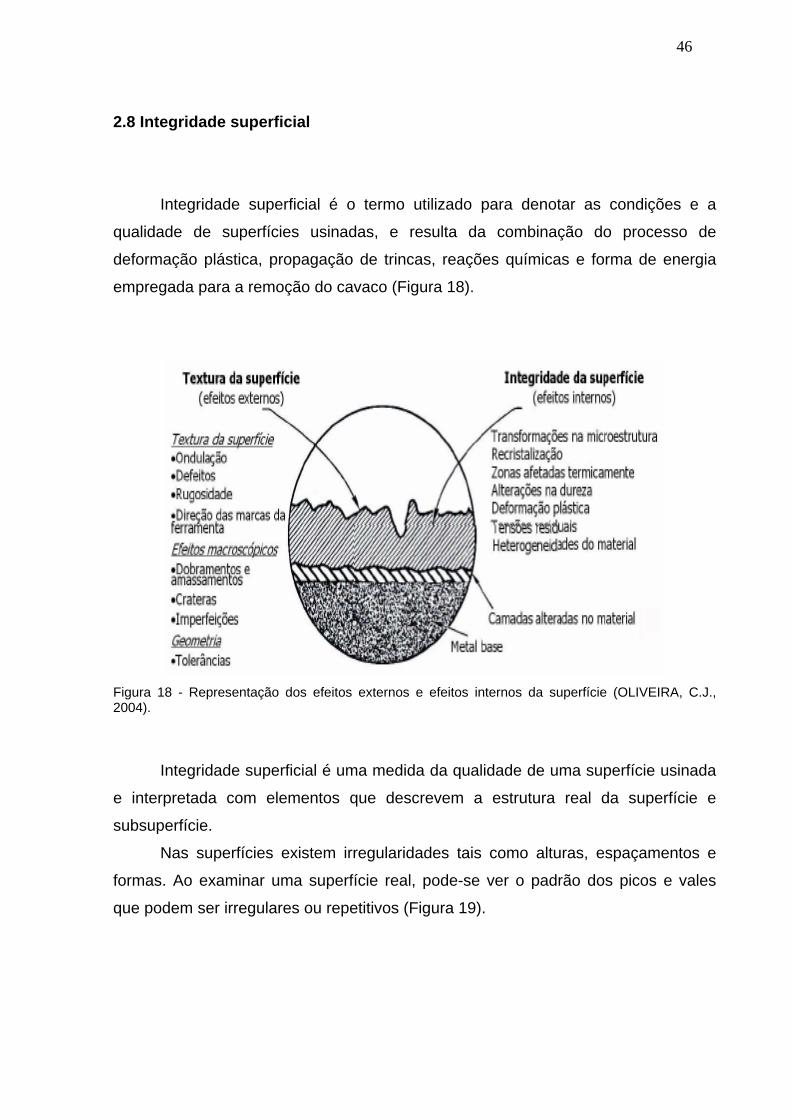
Integridade superficial é o termo utilizado para denotar as condições e a
qualidade de superfícies usinadas, e resulta da combinação do processo de
deformação plástica, propagação de trincas, reações químicas e forma de energia
empregada para a remoção do cavaco (Figura 18).
Figura 18 - Representação dos efeitos externos e efeitos internos da superfície (OLIVEIRA, C.J., 2004).
Integridade superficial é uma medida da qualidade de uma superfície usinada
e interpretada com elementos que descrevem a estrutura real da superfície e
subsuperfície.
Nas superfícies existem irregularidades tais como alturas, espaçamentos e
formas. Ao examinar uma superfície real, pode-se ver o padrão dos picos e vales
que podem ser irregulares ou repetitivos (Figura 19).
47
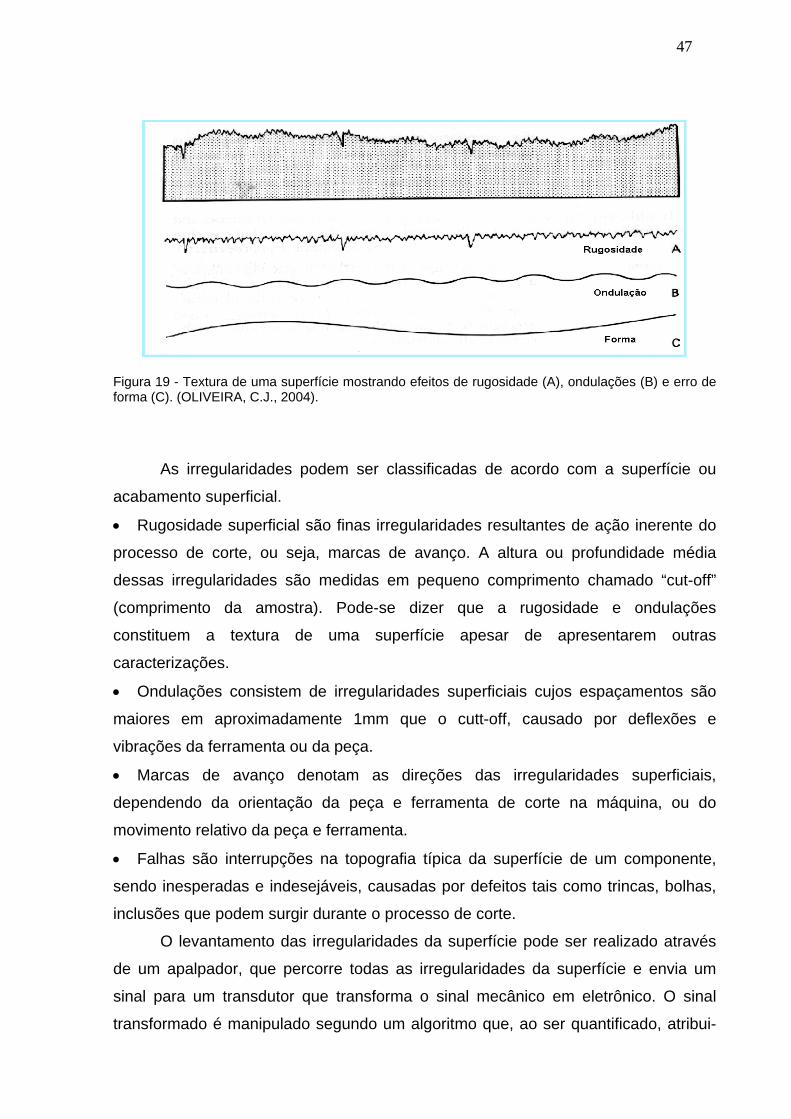
Figura 19 - Textura de uma superfície mostrando efeitos de rugosidade (A), ondulações (B) e erro de forma (C). (OLIVEIRA, C.J., 2004).
As irregularidades podem ser classificadas de acordo com a superfície ou
acabamento superficial.
• Rugosidade superficial são finas irregularidades resultantes de ação inerente do
processo de corte, ou seja, marcas de avanço. A altura ou profundidade média
dessas irregularidades são medidas em pequeno comprimento chamado “cut-off”
(comprimento da amostra). Pode-se dizer que a rugosidade e ondulações
constituem a textura de uma superfície apesar de apresentarem outras
caracterizações.
• Ondulações consistem de irregularidades superficiais cujos espaçamentos são
maiores em aproximadamente 1mm que o cutt-off, causado por deflexões e
vibrações da ferramenta ou da peça.
• Marcas de avanço denotam as direções das irregularidades superficiais,
dependendo da orientação da peça e ferramenta de corte na máquina, ou do
movimento relativo da peça e ferramenta.
• Falhas são interrupções na topografia típica da superfície de um componente,
sendo inesperadas e indesejáveis, causadas por defeitos tais como trincas, bolhas,
inclusões que podem surgir durante o processo de corte.
O levantamento das irregularidades da superfície pode ser realizado através
de um apalpador, que percorre todas as irregularidades da superfície e envia um
sinal para um transdutor que transforma o sinal mecânico em eletrônico. O sinal
transformado é manipulado segundo um algoritmo que, ao ser quantificado, atribui-
48
se ao mesmo um valor equivalente a uma unidade de comprimento, geralmente na
ordem de µm. Uma vez conhecido este valor, ele é colocado de forma gráfica e/ou
manuseado estatisticamente para gerar todos os parâmetros de controle de uma
superfície (Figura 20).
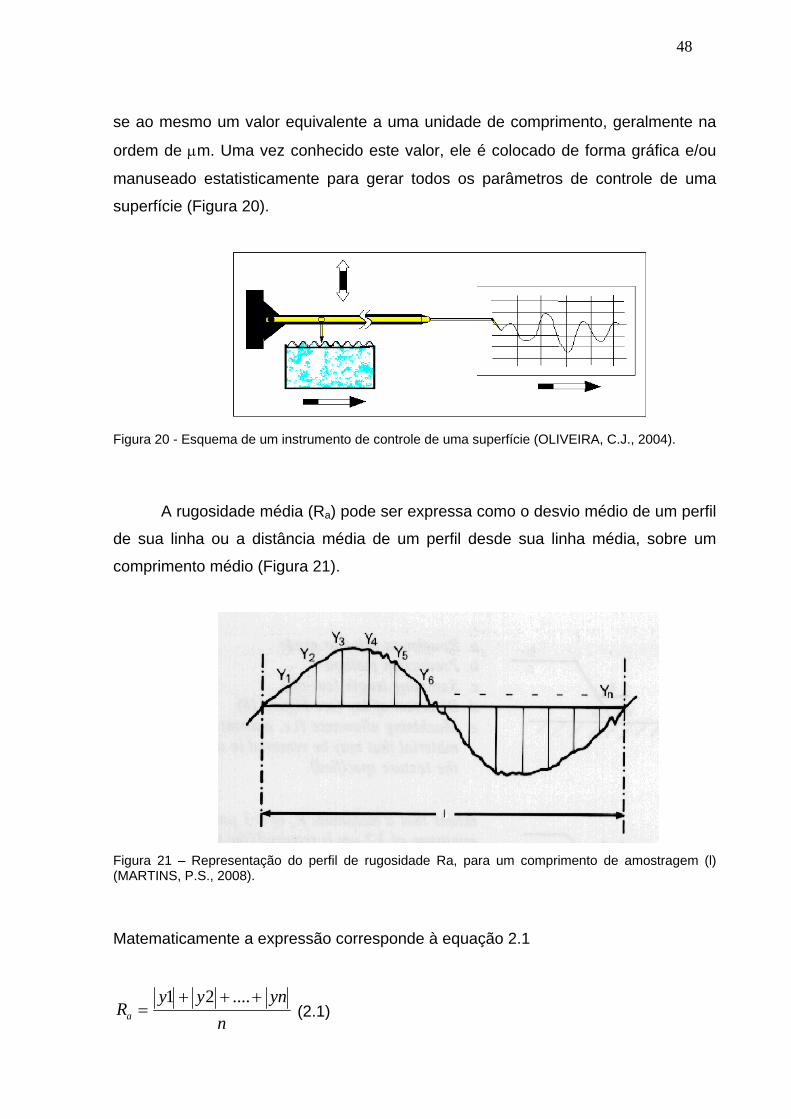
Figura 20 - Esquema de um instrumento de controle de uma superfície (OLIVEIRA, C.J., 2004).
A rugosidade média (Ra) pode ser expressa como o desvio médio de um perfil
de sua linha ou a distância média de um perfil desde sua linha média, sobre um
comprimento médio (Figura 21).
Figura 21 – Representação do perfil de rugosidade Ra, para um comprimento de amostragem (l) (MARTINS, P.S., 2008).
Matematicamente a expressão corresponde à equação 2.1
nynyy
Ra
+++=
....21 (2.1)
49
Em todos os processos de fabricação, além da geometria e tolerâncias de medidas,
a rugosidade superficial também é importante. Demanda crescente por melhor
confiabilidade e efetividade de conjuntos mecânicos, redução de perdas por atrito, e
maior potência levam a aumentos de carga de contato superficiais. As propriedades
de superfícies de contato mais importantes são rugosidade superficial e topografia
(SEDLACEK, M. et.al., 2008). A rugosidade média (Ra) fornece boa descrição das
variações de altura, mas não dá qualquer informação na ondulação e não é sensível
a pequenas variações no perfil. A rugosidade superficial é afetada pelos fatores
como geometria da ferramenta, profundidade de corte, velocidade de corte, avanço,
microestrutura da peça e rigidez do conjunto.
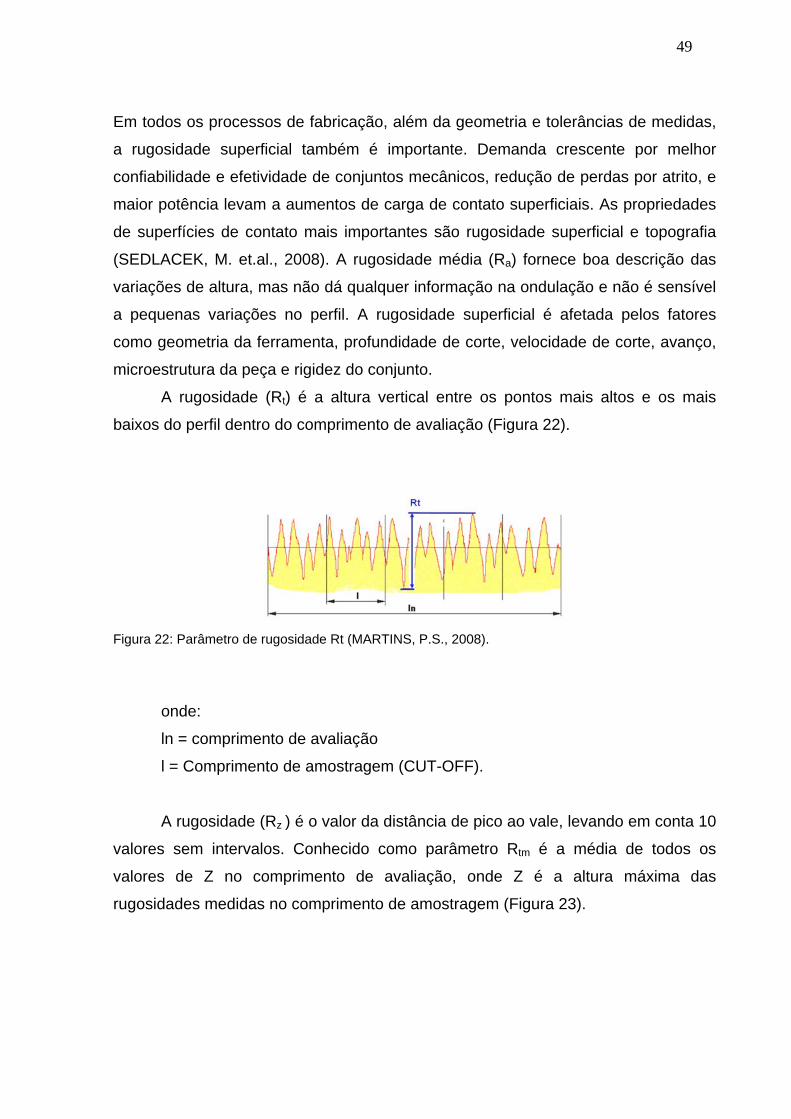
A rugosidade (Rt) é a altura vertical entre os pontos mais altos e os mais
baixos do perfil dentro do comprimento de avaliação (Figura 22).
Figura 22: Parâmetro de rugosidade Rt (MARTINS, P.S., 2008).
onde:
ln = comprimento de avaliação
l = Comprimento de amostragem (CUT-OFF).
A rugosidade (Rz ) é o valor da distância de pico ao vale, levando em conta 10
valores sem intervalos. Conhecido como parâmetro Rtm é a média de todos os
valores de Z no comprimento de avaliação, onde Z é a altura máxima das
rugosidades medidas no comprimento de amostragem (Figura 23).
50
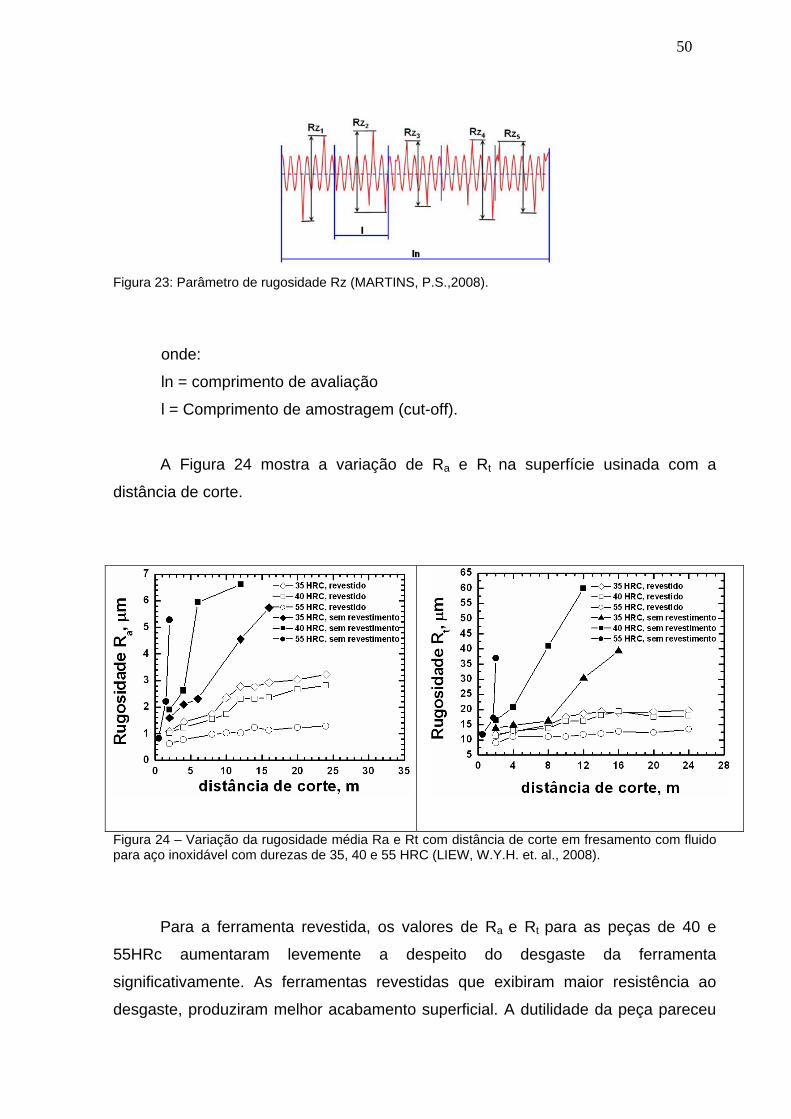
Figura 23: Parâmetro de rugosidade Rz (MARTINS, P.S.,2008).
onde:
ln = comprimento de avaliação
l = Comprimento de amostragem (cut-off).
A Figura 24 mostra a variação de Ra e Rt na superfície usinada com a
distância de corte.
Figura 24 – Variação da rugosidade média Ra e Rt com distância de corte em fresamento com fluido para aço inoxidável com durezas de 35, 40 e 55 HRC (LIEW, W.Y.H. et. al., 2008).
Para a ferramenta revestida, os valores de Ra e Rt para as peças de 40 e
55HRc aumentaram levemente a despeito do desgaste da ferramenta
significativamente. As ferramentas revestidas que exibiram maior resistência ao
desgaste, produziram melhor acabamento superficial. A dutilidade da peça pareceu
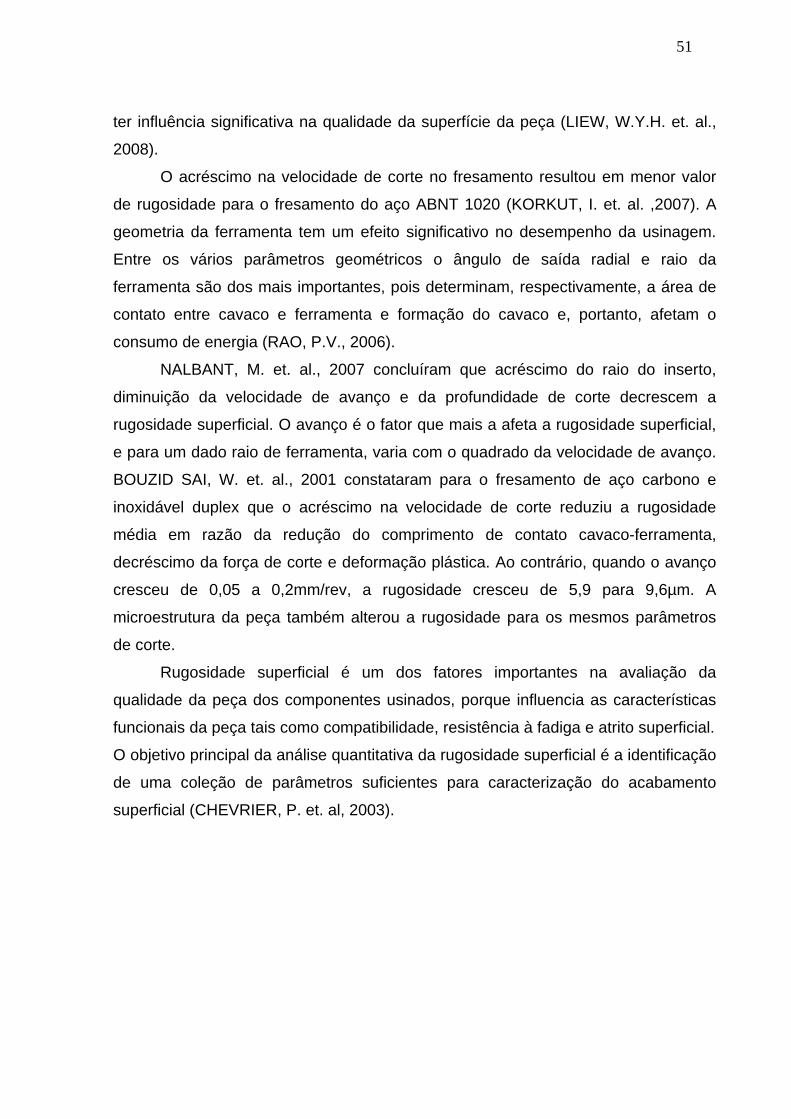
51
ter influência significativa na qualidade da superfície da peça (LIEW, W.Y.H. et. al.,
2008).
O acréscimo na velocidade de corte no fresamento resultou em menor valor
de rugosidade para o fresamento do aço ABNT 1020 (KORKUT, I. et. al. ,2007). A
geometria da ferramenta tem um efeito significativo no desempenho da usinagem.
Entre os vários parâmetros geométricos o ângulo de saída radial e raio da
ferramenta são dos mais importantes, pois determinam, respectivamente, a área de
contato entre cavaco e ferramenta e formação do cavaco e, portanto, afetam o
consumo de energia (RAO, P.V., 2006).
NALBANT, M. et. al., 2007 concluíram que acréscimo do raio do inserto,
diminuição da velocidade de avanço e da profundidade de corte decrescem a
rugosidade superficial. O avanço é o fator que mais a afeta a rugosidade superficial,
e para um dado raio de ferramenta, varia com o quadrado da velocidade de avanço.
BOUZID SAI, W. et. al., 2001 constataram para o fresamento de aço carbono e
inoxidável duplex que o acréscimo na velocidade de corte reduziu a rugosidade
média em razão da redução do comprimento de contato cavaco-ferramenta,
decréscimo da força de corte e deformação plástica. Ao contrário, quando o avanço
cresceu de 0,05 a 0,2mm/rev, a rugosidade cresceu de 5,9 para 9,6µm. A
microestrutura da peça também alterou a rugosidade para os mesmos parâmetros
de corte.
Rugosidade superficial é um dos fatores importantes na avaliação da
qualidade da peça dos componentes usinados, porque influencia as características
funcionais da peça tais como compatibilidade, resistência à fadiga e atrito superficial.
O objetivo principal da análise quantitativa da rugosidade superficial é a identificação
de uma coleção de parâmetros suficientes para caracterização do acabamento
superficial (CHEVRIER, P. et. al, 2003).
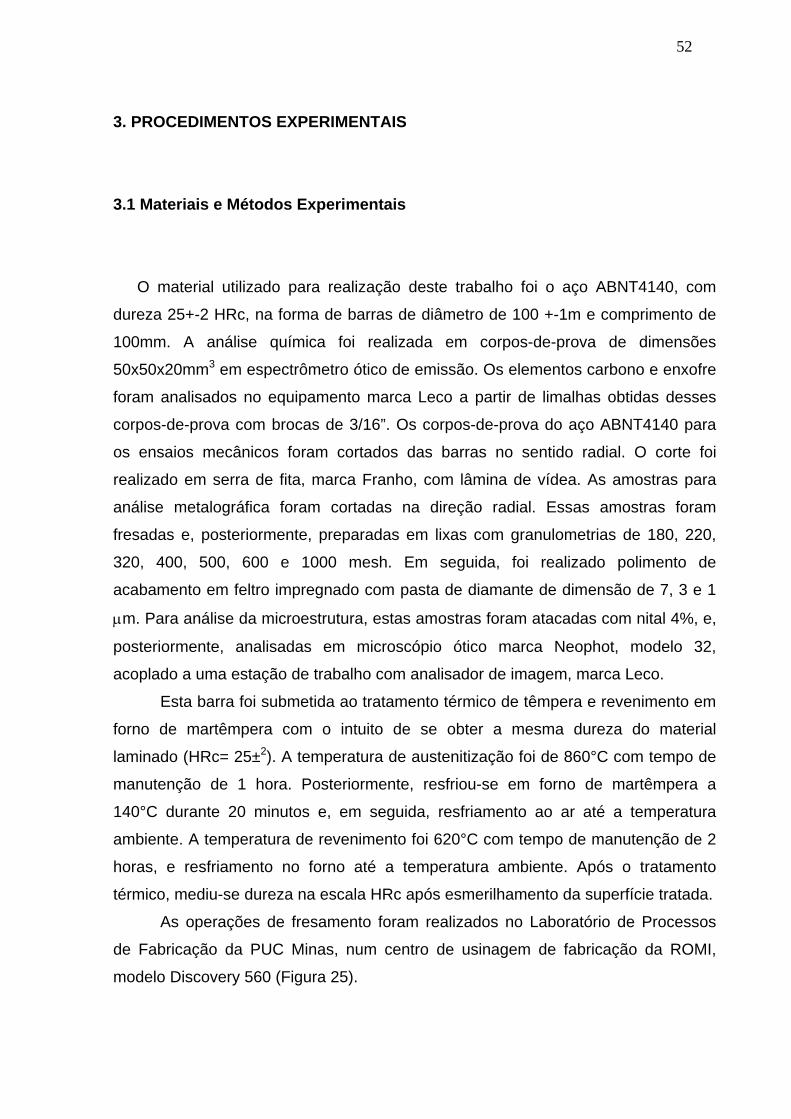
52
3. PROCEDIMENTOS EXPERIMENTAIS
3.1 Materiais e Métodos Experimentais
O material utilizado para realização deste trabalho foi o aço ABNT4140, com
dureza 25+-2 HRc, na forma de barras de diâmetro de 100 +-1m e comprimento de
100mm. A análise química foi realizada em corpos-de-prova de dimensões
50x50x20mm3 em espectrômetro ótico de emissão. Os elementos carbono e enxofre
foram analisados no equipamento marca Leco a partir de limalhas obtidas desses
corpos-de-prova com brocas de 3/16”. Os corpos-de-prova do aço ABNT4140 para
os ensaios mecânicos foram cortados das barras no sentido radial. O corte foi
realizado em serra de fita, marca Franho, com lâmina de vídea. As amostras para
análise metalográfica foram cortadas na direção radial. Essas amostras foram
fresadas e, posteriormente, preparadas em lixas com granulometrias de 180, 220,
320, 400, 500, 600 e 1000 mesh. Em seguida, foi realizado polimento de
acabamento em feltro impregnado com pasta de diamante de dimensão de 7, 3 e 1
µm. Para análise da microestrutura, estas amostras foram atacadas com nital 4%, e,
posteriormente, analisadas em microscópio ótico marca Neophot, modelo 32,
acoplado a uma estação de trabalho com analisador de imagem, marca Leco.
Esta barra foi submetida ao tratamento térmico de têmpera e revenimento em
forno de martêmpera com o intuito de se obter a mesma dureza do material
laminado (HRc= 25±2). A temperatura de austenitização foi de 860°C com tempo de
manutenção de 1 hora. Posteriormente, resfriou-se em forno de martêmpera a
140°C durante 20 minutos e, em seguida, resfriamento ao ar até a temperatura
ambiente. A temperatura de revenimento foi 620°C com tempo de manutenção de 2
horas, e resfriamento no forno até a temperatura ambiente. Após o tratamento
térmico, mediu-se dureza na escala HRc após esmerilhamento da superfície tratada.
As operações de fresamento foram realizados no Laboratório de Processos
de Fabricação da PUC Minas, num centro de usinagem de fabricação da ROMI,
modelo Discovery 560 (Figura 25).
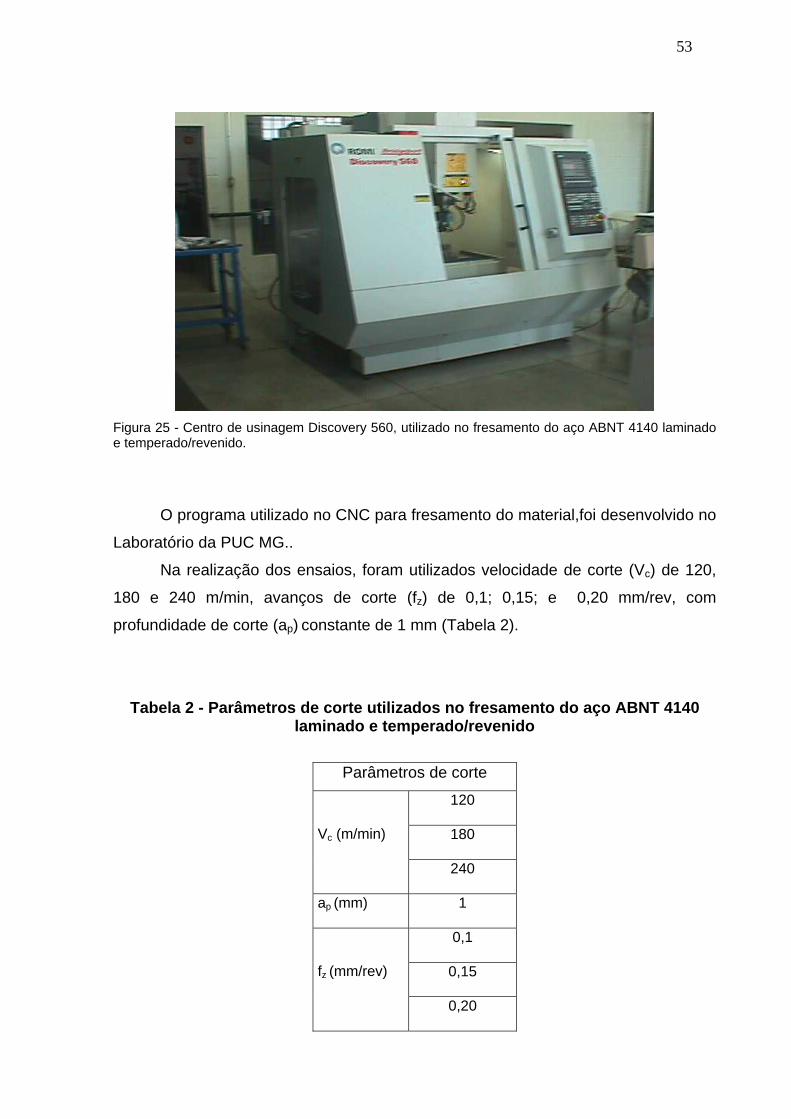
53
Figura 25 - Centro de usinagem Discovery 560, utilizado no fresamento do aço ABNT 4140 laminado e temperado/revenido.
O programa utilizado no CNC para fresamento do material,foi desenvolvido no
Laboratório da PUC MG..
Na realização dos ensaios, foram utilizados velocidade de corte (Vc) de 120,
180 e 240 m/min, avanços de corte (fz) de 0,1; 0,15; e 0,20 mm/rev, com
profundidade de corte (ap) constante de 1 mm (Tabela 2).
Tabela 2 - Parâmetros de corte utilizados no fresamento do aço ABNT 4140 laminado e temperado/revenido
Parâmetros de corte
120
180 Vc (m/min)
240
ap (mm) 1
0,1
0,15 fz (mm/rev)
0,20
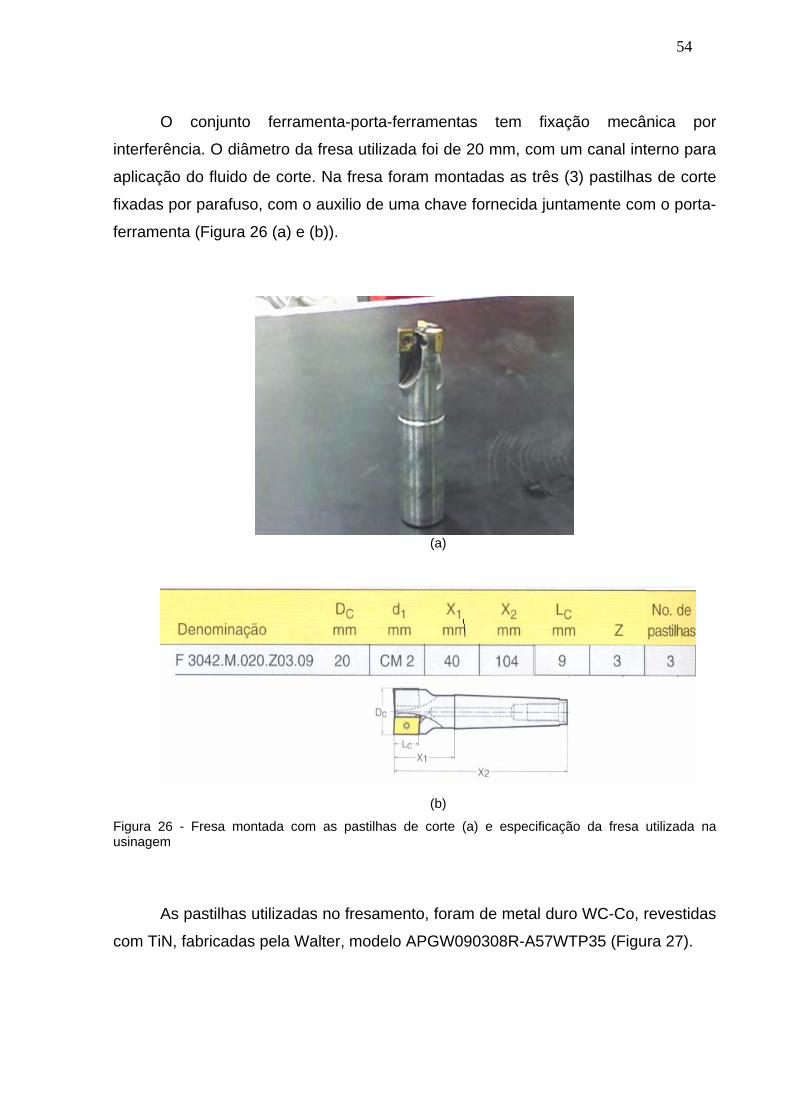
54
O conjunto ferramenta-porta-ferramentas tem fixação mecânica por
interferência. O diâmetro da fresa utilizada foi de 20 mm, com um canal interno para
aplicação do fluido de corte. Na fresa foram montadas as três (3) pastilhas de corte
fixadas por parafuso, com o auxilio de uma chave fornecida juntamente com o porta-
ferramenta (Figura 26 (a) e (b)).
(a)
(b)
Figura 26 - Fresa montada com as pastilhas de corte (a) e especificação da fresa utilizada na usinagem
As pastilhas utilizadas no fresamento, foram de metal duro WC-Co, revestidas
com TiN, fabricadas pela Walter, modelo APGW090308R-A57WTP35 (Figura 27).
55
Figura 27 - Pastilha de metal duro , revestida por TiN, utilizada nos experimentos de fresamento.
Os ensaios foram realizados a seco (sem fluido de corte), e com fluido de corte
aplicado pelo centro da ferramenta. O fluido de corte é emulsionável em água,
fabricado pela Blaser Brasil, na concentração de 8% em volume . Para o sistema de
aplicação do fluido pelo centro da fresa, a vazão do fluido foi constante de 15 l/min,
circulando no sistema com uso de uma bomba de alta potência com pressão de 10
bar. O acabamento superficial da peça usinada foi avaliado com utilização de um
rugosímetro, marca Taylor Hobson, modelo Surtronic 3+ (Anexo I). Esse rugosimetro
foi fixado à mesa e, após cada intervalo de tempo de 5 minutos de fresamento,
deslizou-se o apalpador sobre a superficie da peça, a partir da distância de 10mm da
sua extremidade (Figura 28).
Figura 28 - Rugosímetro Taylor Hobson – Surtronic 3+ em funcionamento, evidenciando a medição da rugosidade.
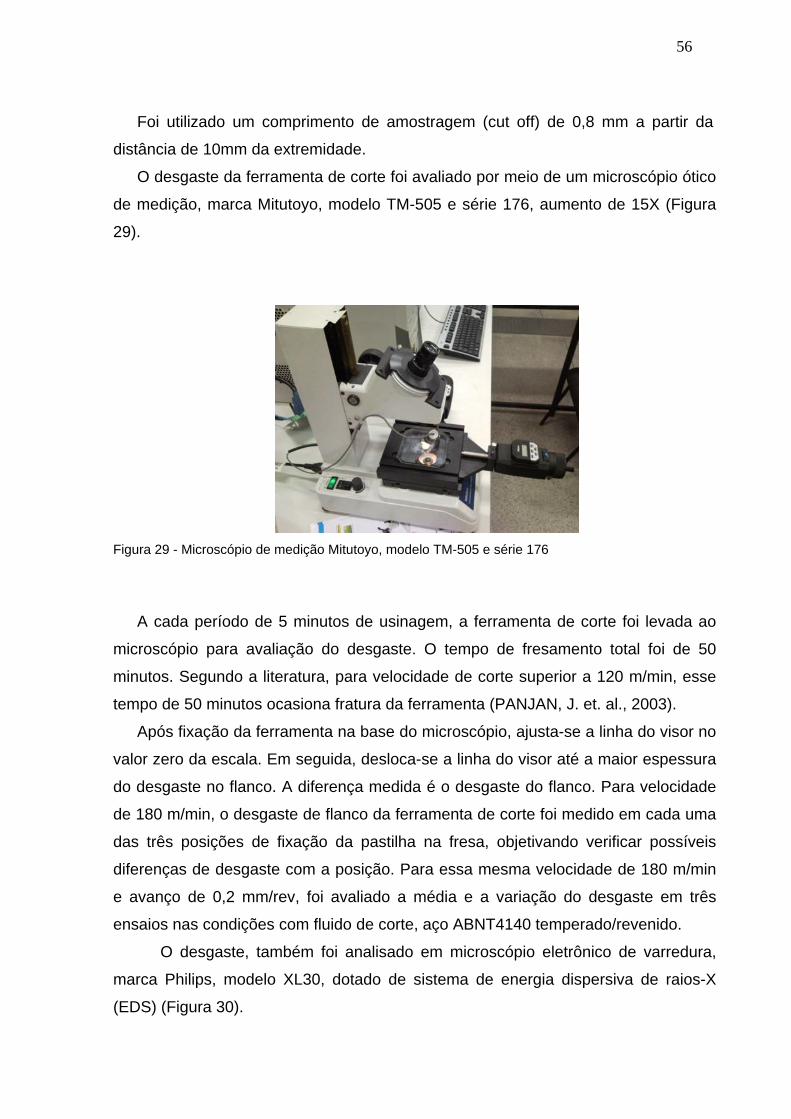
56
Foi utilizado um comprimento de amostragem (cut off) de 0,8 mm a partir da
distância de 10mm da extremidade.
O desgaste da ferramenta de corte foi avaliado por meio de um microscópio ótico
de medição, marca Mitutoyo, modelo TM-505 e série 176, aumento de 15X (Figura
29).
Figura 29 - Microscópio de medição Mitutoyo, modelo TM-505 e série 176
A cada período de 5 minutos de usinagem, a ferramenta de corte foi levada ao
microscópio para avaliação do desgaste. O tempo de fresamento total foi de 50
minutos. Segundo a literatura, para velocidade de corte superior a 120 m/min, esse
tempo de 50 minutos ocasiona fratura da ferramenta (PANJAN, J. et. al., 2003).
Após fixação da ferramenta na base do microscópio, ajusta-se a linha do visor no
valor zero da escala. Em seguida, desloca-se a linha do visor até a maior espessura
do desgaste no flanco. A diferença medida é o desgaste do flanco. Para velocidade
de 180 m/min, o desgaste de flanco da ferramenta de corte foi medido em cada uma
das três posições de fixação da pastilha na fresa, objetivando verificar possíveis
diferenças de desgaste com a posição. Para essa mesma velocidade de 180 m/min
e avanço de 0,2 mm/rev, foi avaliado a média e a variação do desgaste em três
ensaios nas condições com fluido de corte, aço ABNT4140 temperado/revenido.
O desgaste, também foi analisado em microscópio eletrônico de varredura,
marca Philips, modelo XL30, dotado de sistema de energia dispersiva de raios-X
(EDS) (Figura 30).
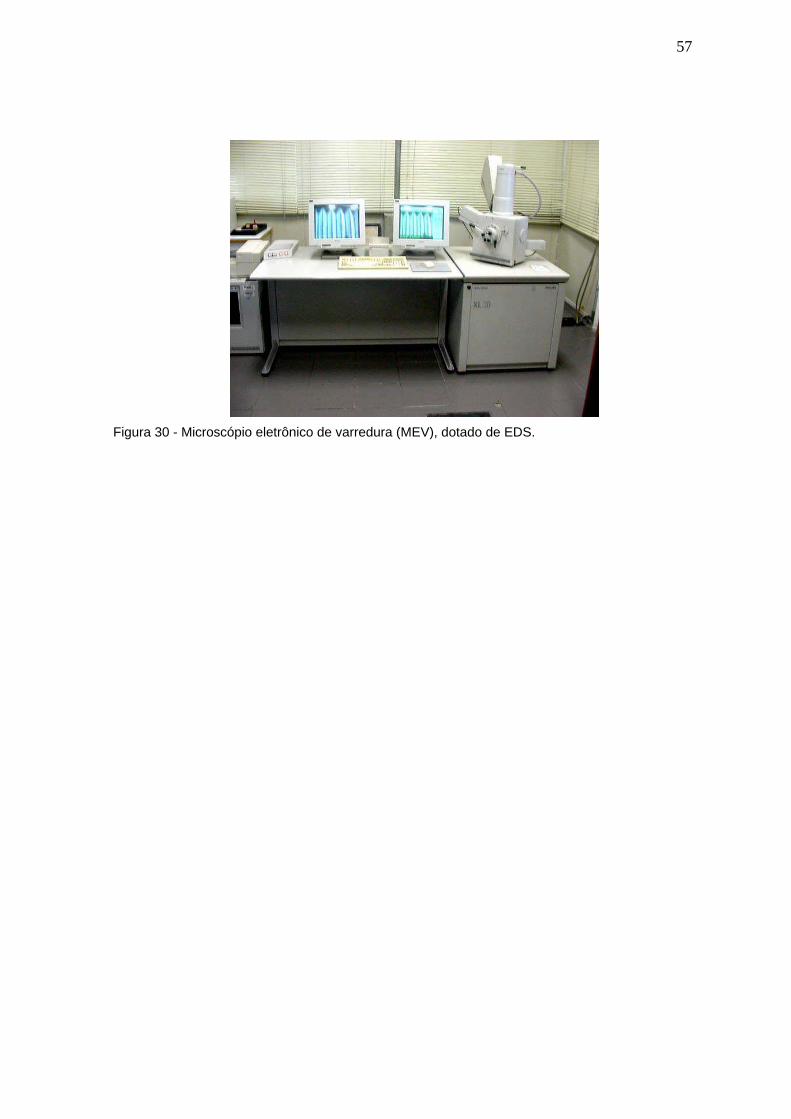
57
Figura 30 - Microscópio eletrônico de varredura (MEV), dotado de EDS.
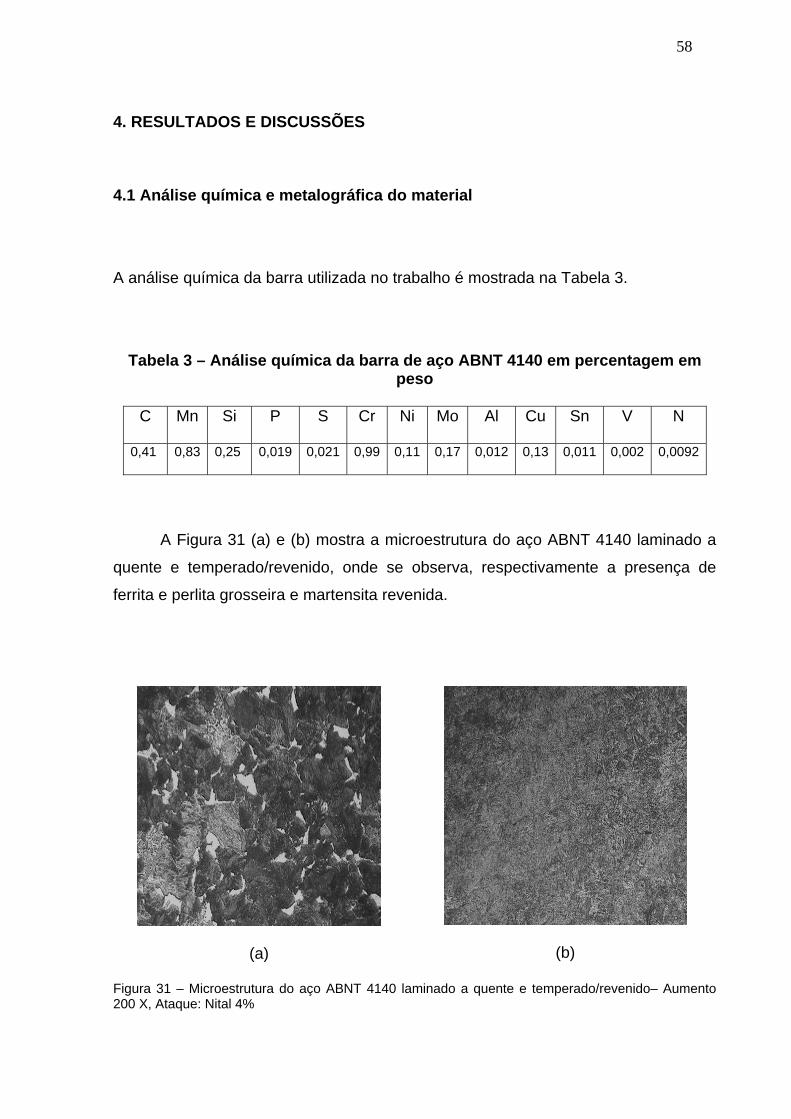
58
4. RESULTADOS E DISCUSSÕES 4.1 Análise química e metalográfica do material A análise química da barra utilizada no trabalho é mostrada na Tabela 3.
Tabela 3 – Análise química da barra de aço ABNT 4140 em percentagem em
peso
C Mn Si P S Cr Ni Mo Al Cu Sn V N
0,41 0,83 0,25 0,019 0,021 0,99 0,11 0,17 0,012 0,13 0,011 0,002 0,0092
A Figura 31 (a) e (b) mostra a microestrutura do aço ABNT 4140 laminado a
quente e temperado/revenido, onde se observa, respectivamente a presença de
ferrita e perlita grosseira e martensita revenida.
(a)
(b)
Figura 31 – Microestrutura do aço ABNT 4140 laminado a quente e temperado/revenido– Aumento 200 X, Ataque: Nital 4%
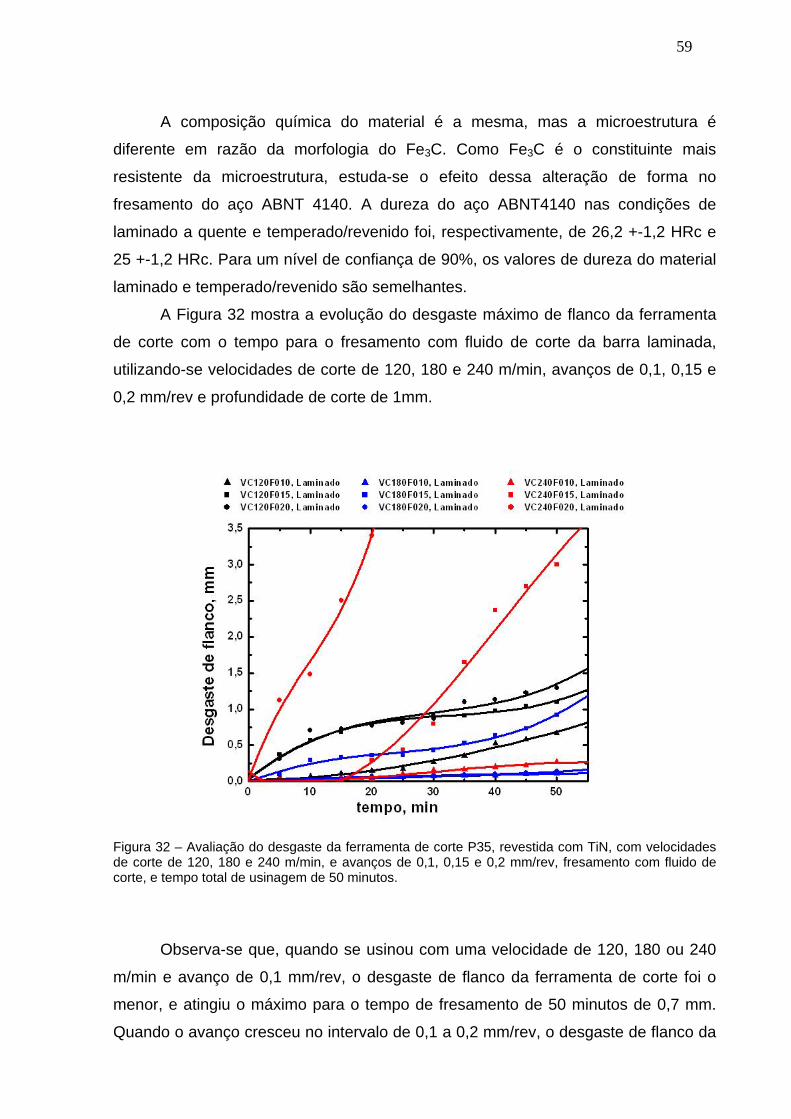
59
A composição química do material é a mesma, mas a microestrutura é
diferente em razão da morfologia do Fe3C. Como Fe3C é o constituinte mais
resistente da microestrutura, estuda-se o efeito dessa alteração de forma no
fresamento do aço ABNT 4140. A dureza do aço ABNT4140 nas condições de
laminado a quente e temperado/revenido foi, respectivamente, de 26,2 +-1,2 HRc e
25 +-1,2 HRc. Para um nível de confiança de 90%, os valores de dureza do material
laminado e temperado/revenido são semelhantes.
A Figura 32 mostra a evolução do desgaste máximo de flanco da ferramenta
de corte com o tempo para o fresamento com fluido de corte da barra laminada,
utilizando-se velocidades de corte de 120, 180 e 240 m/min, avanços de 0,1, 0,15 e
0,2 mm/rev e profundidade de corte de 1mm.
Figura 32 – Avaliação do desgaste da ferramenta de corte P35, revestida com TiN, com velocidades de corte de 120, 180 e 240 m/min, e avanços de 0,1, 0,15 e 0,2 mm/rev, fresamento com fluido de corte, e tempo total de usinagem de 50 minutos.
Observa-se que, quando se usinou com uma velocidade de 120, 180 ou 240
m/min e avanço de 0,1 mm/rev, o desgaste de flanco da ferramenta de corte foi o
menor, e atingiu o máximo para o tempo de fresamento de 50 minutos de 0,7 mm.
Quando o avanço cresceu no intervalo de 0,1 a 0,2 mm/rev, o desgaste de flanco da
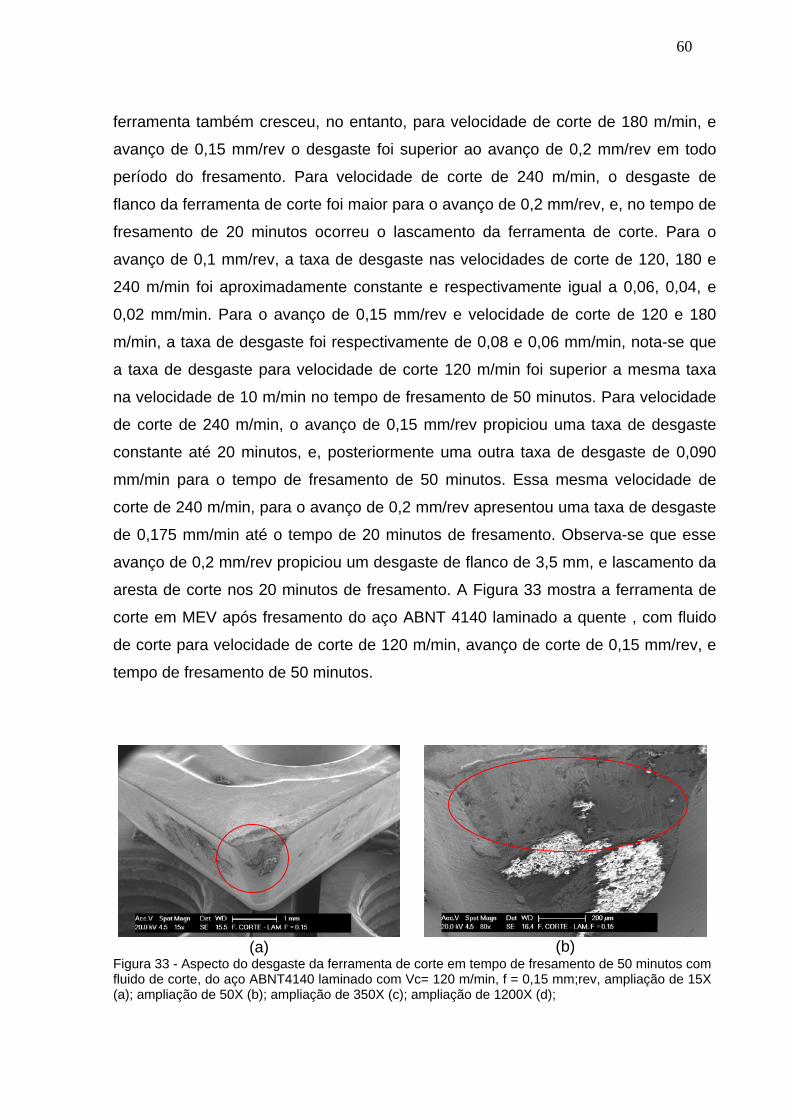
60
ferramenta também cresceu, no entanto, para velocidade de corte de 180 m/min, e
avanço de 0,15 mm/rev o desgaste foi superior ao avanço de 0,2 mm/rev em todo
período do fresamento. Para velocidade de corte de 240 m/min, o desgaste de
flanco da ferramenta de corte foi maior para o avanço de 0,2 mm/rev, e, no tempo de
fresamento de 20 minutos ocorreu o lascamento da ferramenta de corte. Para o
avanço de 0,1 mm/rev, a taxa de desgaste nas velocidades de corte de 120, 180 e
240 m/min foi aproximadamente constante e respectivamente igual a 0,06, 0,04, e
0,02 mm/min. Para o avanço de 0,15 mm/rev e velocidade de corte de 120 e 180
m/min, a taxa de desgaste foi respectivamente de 0,08 e 0,06 mm/min, nota-se que
a taxa de desgaste para velocidade de corte 120 m/min foi superior a mesma taxa
na velocidade de 10 m/min no tempo de fresamento de 50 minutos. Para velocidade
de corte de 240 m/min, o avanço de 0,15 mm/rev propiciou uma taxa de desgaste
constante até 20 minutos, e, posteriormente uma outra taxa de desgaste de 0,090
mm/min para o tempo de fresamento de 50 minutos. Essa mesma velocidade de
corte de 240 m/min, para o avanço de 0,2 mm/rev apresentou uma taxa de desgaste
de 0,175 mm/min até o tempo de 20 minutos de fresamento. Observa-se que esse
avanço de 0,2 mm/rev propiciou um desgaste de flanco de 3,5 mm, e lascamento da
aresta de corte nos 20 minutos de fresamento. A Figura 33 mostra a ferramenta de
corte em MEV após fresamento do aço ABNT 4140 laminado a quente , com fluido
de corte para velocidade de corte de 120 m/min, avanço de corte de 0,15 mm/rev, e
tempo de fresamento de 50 minutos.
(a)
(b) Figura 33 - Aspecto do desgaste da ferramenta de corte em tempo de fresamento de 50 minutos com fluido de corte, do aço ABNT4140 laminado com Vc= 120 m/min, f = 0,15 mm;rev, ampliação de 15X (a); ampliação de 50X (b); ampliação de 350X (c); ampliação de 1200X (d);
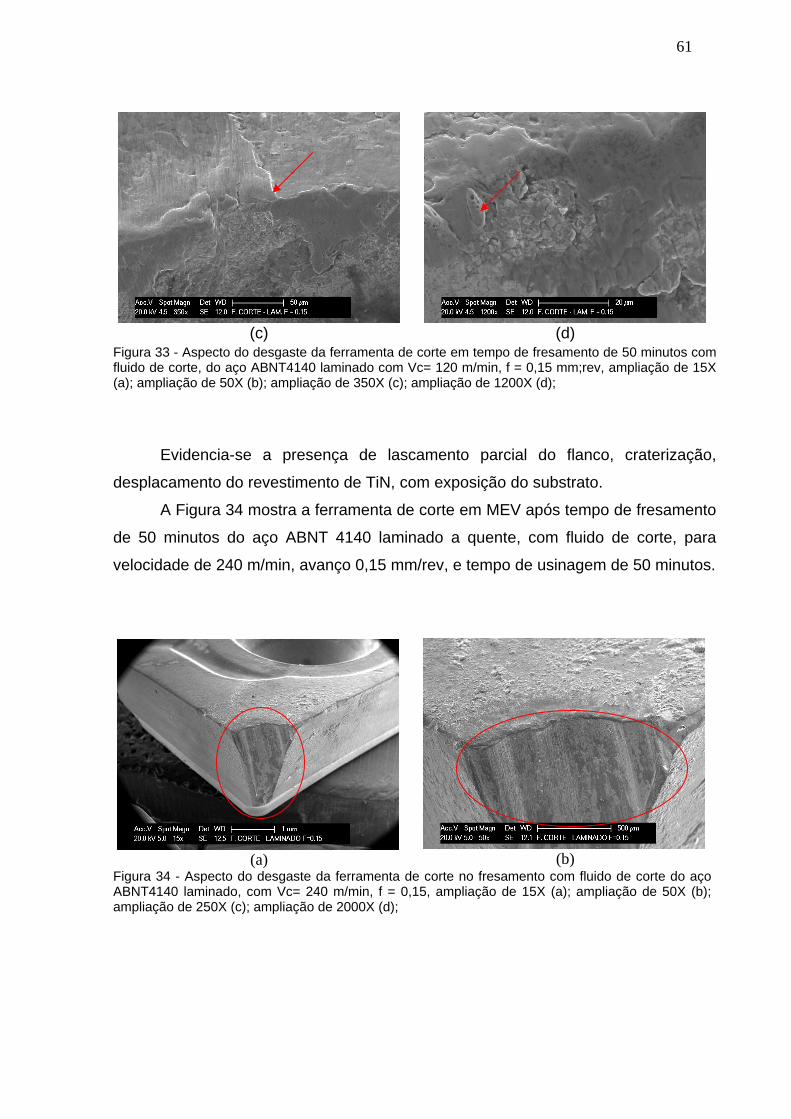
61
(c)
(d)
Figura 33 - Aspecto do desgaste da ferramenta de corte em tempo de fresamento de 50 minutos com fluido de corte, do aço ABNT4140 laminado com Vc= 120 m/min, f = 0,15 mm;rev, ampliação de 15X (a); ampliação de 50X (b); ampliação de 350X (c); ampliação de 1200X (d);
Evidencia-se a presença de lascamento parcial do flanco, craterização,
desplacamento do revestimento de TiN, com exposição do substrato.
A Figura 34 mostra a ferramenta de corte em MEV após tempo de fresamento
de 50 minutos do aço ABNT 4140 laminado a quente, com fluido de corte, para
velocidade de 240 m/min, avanço 0,15 mm/rev, e tempo de usinagem de 50 minutos.
(a)
(b)
Figura 34 - Aspecto do desgaste da ferramenta de corte no fresamento com fluido de corte do aço ABNT4140 laminado, com Vc= 240 m/min, f = 0,15, ampliação de 15X (a); ampliação de 50X (b); ampliação de 250X (c); ampliação de 2000X (d);
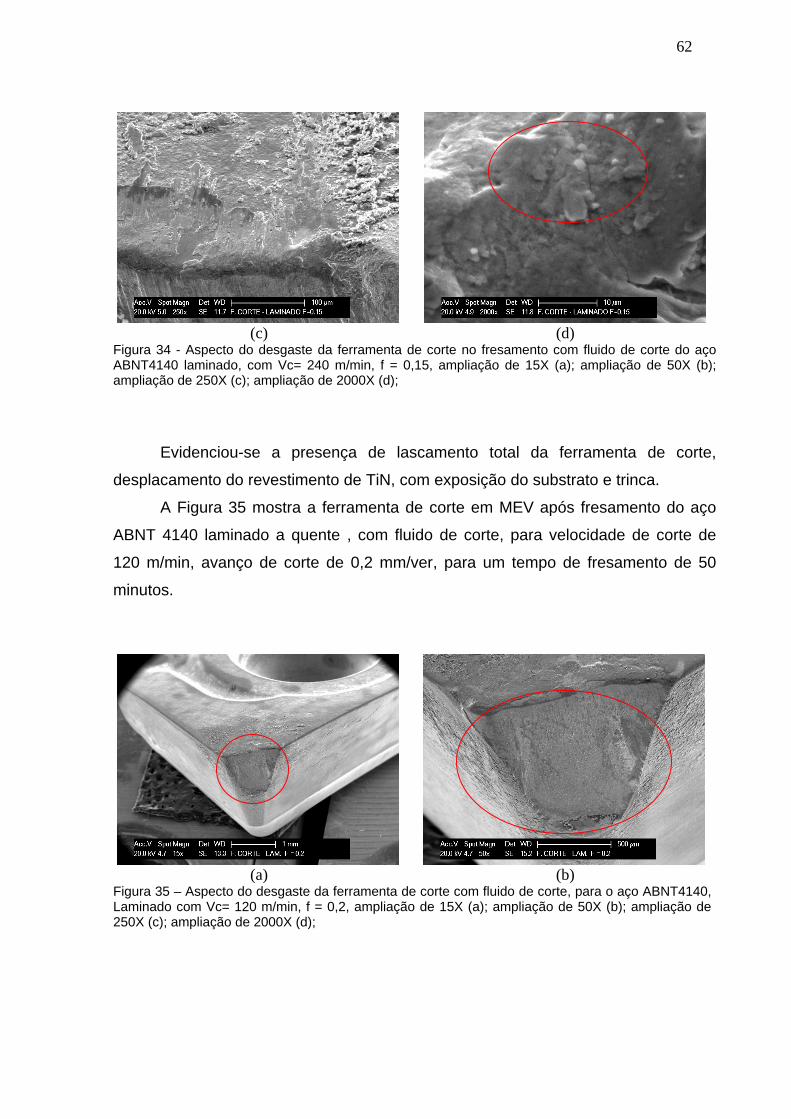
62
(c)
(d)
Figura 34 - Aspecto do desgaste da ferramenta de corte no fresamento com fluido de corte do aço ABNT4140 laminado, com Vc= 240 m/min, f = 0,15, ampliação de 15X (a); ampliação de 50X (b); ampliação de 250X (c); ampliação de 2000X (d);
Evidenciou-se a presença de lascamento total da ferramenta de corte,
desplacamento do revestimento de TiN, com exposição do substrato e trinca.
A Figura 35 mostra a ferramenta de corte em MEV após fresamento do aço
ABNT 4140 laminado a quente , com fluido de corte, para velocidade de corte de
120 m/min, avanço de corte de 0,2 mm/ver, para um tempo de fresamento de 50
minutos.
(a)
(b)
Figura 35 – Aspecto do desgaste da ferramenta de corte com fluido de corte, para o aço ABNT4140, Laminado com Vc= 120 m/min, f = 0,2, ampliação de 15X (a); ampliação de 50X (b); ampliação de 250X (c); ampliação de 2000X (d);
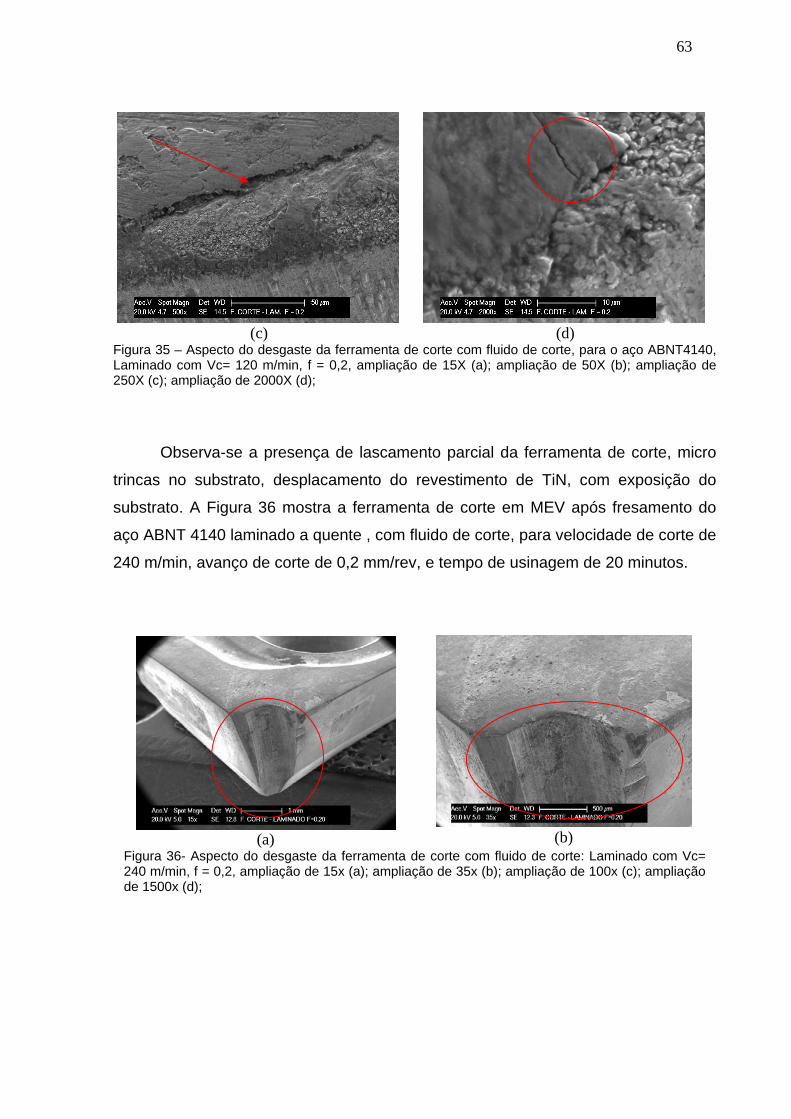
63
(c)
(d)
Figura 35 – Aspecto do desgaste da ferramenta de corte com fluido de corte, para o aço ABNT4140, Laminado com Vc= 120 m/min, f = 0,2, ampliação de 15X (a); ampliação de 50X (b); ampliação de 250X (c); ampliação de 2000X (d);
Observa-se a presença de lascamento parcial da ferramenta de corte, micro
trincas no substrato, desplacamento do revestimento de TiN, com exposição do
substrato. A Figura 36 mostra a ferramenta de corte em MEV após fresamento do
aço ABNT 4140 laminado a quente , com fluido de corte, para velocidade de corte de
240 m/min, avanço de corte de 0,2 mm/rev, e tempo de usinagem de 20 minutos.
(a)
(b)
Figura 36- Aspecto do desgaste da ferramenta de corte com fluido de corte: Laminado com Vc= 240 m/min, f = 0,2, ampliação de 15x (a); ampliação de 35x (b); ampliação de 100x (c); ampliação de 1500x (d);
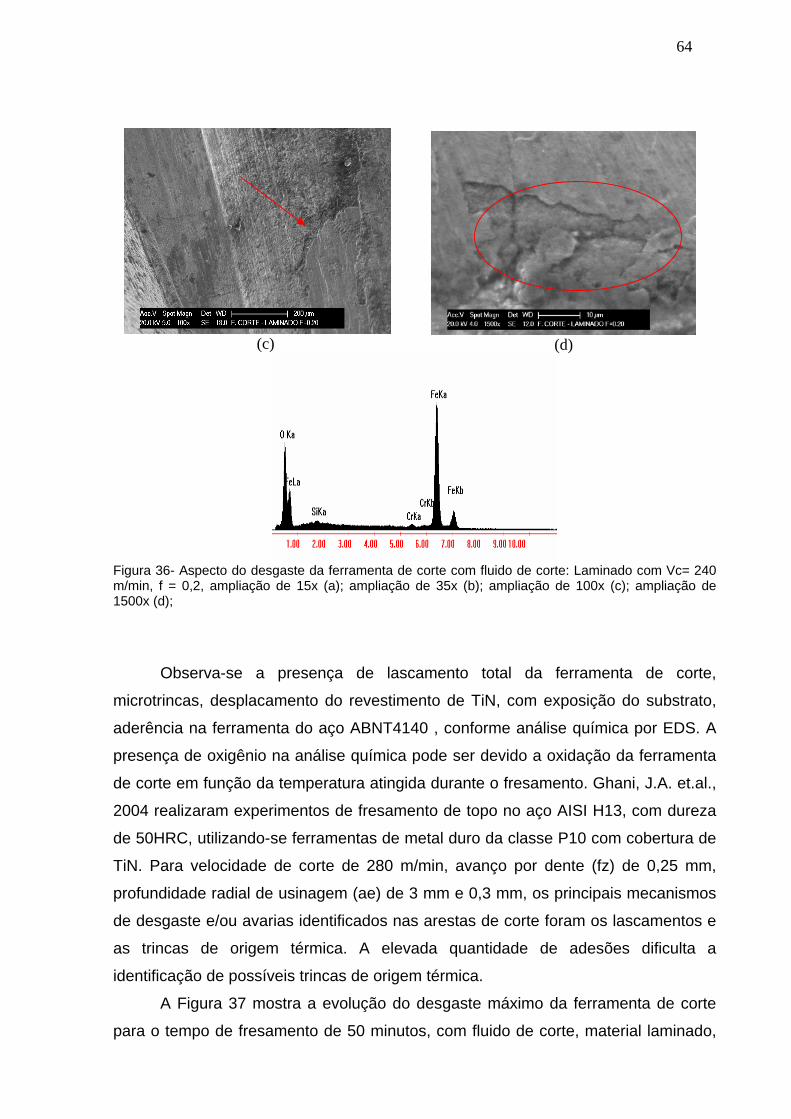
64
(c)
(d)
Figura 36- Aspecto do desgaste da ferramenta de corte com fluido de corte: Laminado com Vc= 240 m/min, f = 0,2, ampliação de 15x (a); ampliação de 35x (b); ampliação de 100x (c); ampliação de 1500x (d);
Observa-se a presença de lascamento total da ferramenta de corte,
microtrincas, desplacamento do revestimento de TiN, com exposição do substrato,
aderência na ferramenta do aço ABNT4140 , conforme análise química por EDS. A
presença de oxigênio na análise química pode ser devido a oxidação da ferramenta
de corte em função da temperatura atingida durante o fresamento. Ghani, J.A. et.al.,
2004 realizaram experimentos de fresamento de topo no aço AISI H13, com dureza
de 50HRC, utilizando-se ferramentas de metal duro da classe P10 com cobertura de
TiN. Para velocidade de corte de 280 m/min, avanço por dente (fz) de 0,25 mm,
profundidade radial de usinagem (ae) de 3 mm e 0,3 mm, os principais mecanismos
de desgaste e/ou avarias identificados nas arestas de corte foram os lascamentos e
as trincas de origem térmica. A elevada quantidade de adesões dificulta a
identificação de possíveis trincas de origem térmica.
A Figura 37 mostra a evolução do desgaste máximo da ferramenta de corte
para o tempo de fresamento de 50 minutos, com fluido de corte, material laminado,

65
temperado e revenido, utilizando-se velocidade de corte de 120 m/min, avanços de
0,1, 0,15 e 0,2 mm/rev e profundidade de corte de 1mm.
Figura 37 – Evolução do desgaste de flanco (VB) máximo da ferramenta de corte, em função do tempo de fresamento, para velocidade de corte de 120 m/min, com fluido de corte.
Observa-se que, para o avanço de 0,2 mm/rev, no material
temperado/revenido, a taxa de desgaste foi de 0,12 mm/min até 10 minutos de
fresamento, e posteriormente foi constante até o tempo de 50 minutos de
fresamento. Para o aço ABNT4140 laminado a quente, a taxa de desgaste foi de
0,07 mm/min até 10 minutos de fresamento, e posteriormente de 0,015 mm/min
entre 10 e 50 minutos de fresamento. Para o avanço de corte de 0,15 mm/rev o
desgaste da ferramenta de corte foi maior do que 0,1 mm/rev tanto para material
laminado e temperado/revenido. A taxa de crescimento do desgaste para avanços
de 0,1 e 0,15mm/rev foi maior para o material laminado. Até então não se sabe a
causa do ocorrido. Para velocidade de corte de 120 m/min, o desgaste máximo de
flanco da ferramenta foi de 1,3 mm, até o tempo de 50 minutos de fresamento, quer
para o aço ABNT 4140 laminado a quente e temperado/revenido. Embora para o
tempo de 50 minutos de fresamento o desgaste máximo tenha sido praticamente o
mesmo, até o tempo de 10 minutos o aço ABNT 4140 temperado/revenido, provocou
um desgaste maior da ferramenta de corte, e, posteriormente a taxa de desgaste foi
menor para o aço ABNT4140 temperado/revenido entre 10 e 50 minutos. Para o
avanço de 0,15 mm/ver as taxas de desgaste foram respectivamente de 0,06 e 0,04
para o aço ABNT4140 laminado a quente e temperado/revenido.
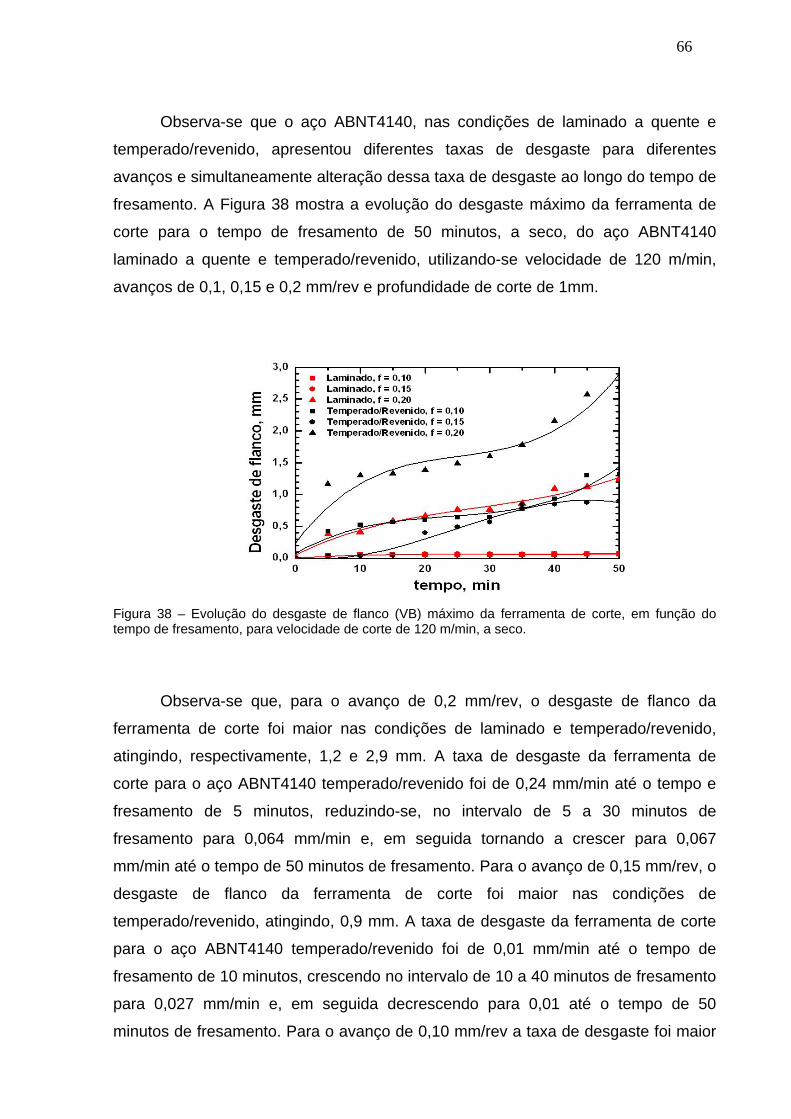
66
Observa-se que o aço ABNT4140, nas condições de laminado a quente e
temperado/revenido, apresentou diferentes taxas de desgaste para diferentes
avanços e simultaneamente alteração dessa taxa de desgaste ao longo do tempo de
fresamento. A Figura 38 mostra a evolução do desgaste máximo da ferramenta de
corte para o tempo de fresamento de 50 minutos, a seco, do aço ABNT4140
laminado a quente e temperado/revenido, utilizando-se velocidade de 120 m/min,
avanços de 0,1, 0,15 e 0,2 mm/rev e profundidade de corte de 1mm.
Figura 38 – Evolução do desgaste de flanco (VB) máximo da ferramenta de corte, em função do tempo de fresamento, para velocidade de corte de 120 m/min, a seco.
Observa-se que, para o avanço de 0,2 mm/rev, o desgaste de flanco da
ferramenta de corte foi maior nas condições de laminado e temperado/revenido,
atingindo, respectivamente, 1,2 e 2,9 mm. A taxa de desgaste da ferramenta de
corte para o aço ABNT4140 temperado/revenido foi de 0,24 mm/min até o tempo e
fresamento de 5 minutos, reduzindo-se, no intervalo de 5 a 30 minutos de
fresamento para 0,064 mm/min e, em seguida tornando a crescer para 0,067
mm/min até o tempo de 50 minutos de fresamento. Para o avanço de 0,15 mm/rev, o
desgaste de flanco da ferramenta de corte foi maior nas condições de
temperado/revenido, atingindo, 0,9 mm. A taxa de desgaste da ferramenta de corte
para o aço ABNT4140 temperado/revenido foi de 0,01 mm/min até o tempo de
fresamento de 10 minutos, crescendo no intervalo de 10 a 40 minutos de fresamento
para 0,027 mm/min e, em seguida decrescendo para 0,01 até o tempo de 50
minutos de fresamento. Para o avanço de 0,10 mm/rev a taxa de desgaste foi maior
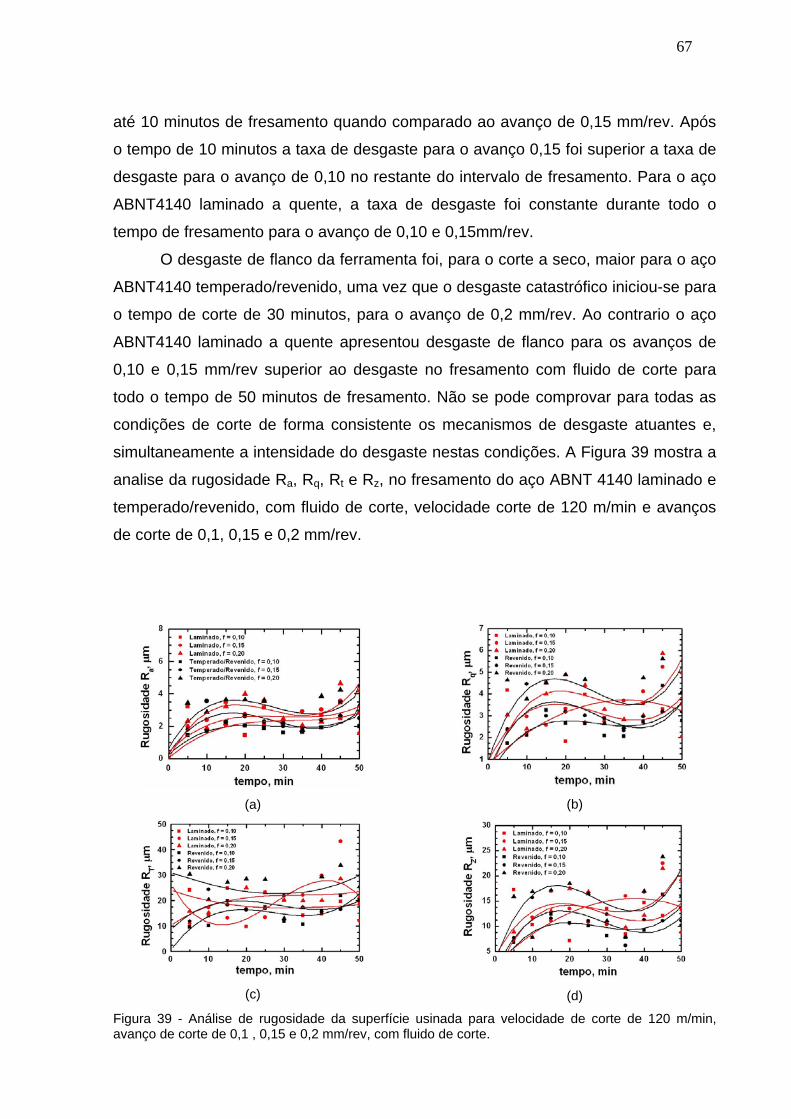
67
até 10 minutos de fresamento quando comparado ao avanço de 0,15 mm/rev. Após
o tempo de 10 minutos a taxa de desgaste para o avanço 0,15 foi superior a taxa de
desgaste para o avanço de 0,10 no restante do intervalo de fresamento. Para o aço
ABNT4140 laminado a quente, a taxa de desgaste foi constante durante todo o
tempo de fresamento para o avanço de 0,10 e 0,15mm/rev.
O desgaste de flanco da ferramenta foi, para o corte a seco, maior para o aço
ABNT4140 temperado/revenido, uma vez que o desgaste catastrófico iniciou-se para
o tempo de corte de 30 minutos, para o avanço de 0,2 mm/rev. Ao contrario o aço
ABNT4140 laminado a quente apresentou desgaste de flanco para os avanços de
0,10 e 0,15 mm/rev superior ao desgaste no fresamento com fluido de corte para
todo o tempo de 50 minutos de fresamento. Não se pode comprovar para todas as
condições de corte de forma consistente os mecanismos de desgaste atuantes e,
simultaneamente a intensidade do desgaste nestas condições. A Figura 39 mostra a
analise da rugosidade Ra, Rq, Rt e Rz, no fresamento do aço ABNT 4140 laminado e
temperado/revenido, com fluido de corte, velocidade corte de 120 m/min e avanços
de corte de 0,1, 0,15 e 0,2 mm/rev.
Figura 39 - Análise de rugosidade da superfície usinada para velocidade de corte de 120 m/min, avanço de corte de 0,1 , 0,15 e 0,2 mm/rev, com fluido de corte.
(a)
(b)
(c)
(d)
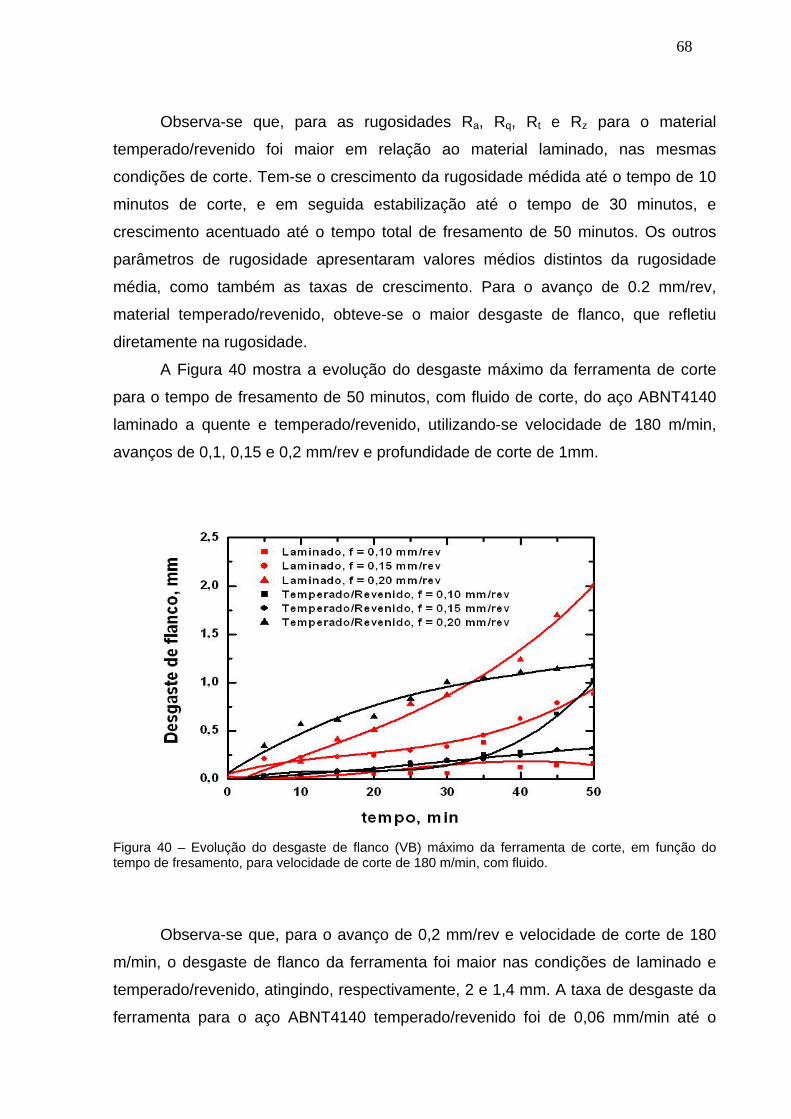
68
Observa-se que, para as rugosidades Ra, Rq, Rt e Rz para o material
temperado/revenido foi maior em relação ao material laminado, nas mesmas
condições de corte. Tem-se o crescimento da rugosidade médida até o tempo de 10
minutos de corte, e em seguida estabilização até o tempo de 30 minutos, e
crescimento acentuado até o tempo total de fresamento de 50 minutos. Os outros
parâmetros de rugosidade apresentaram valores médios distintos da rugosidade
média, como também as taxas de crescimento. Para o avanço de 0.2 mm/rev,
material temperado/revenido, obteve-se o maior desgaste de flanco, que refletiu
diretamente na rugosidade.
A Figura 40 mostra a evolução do desgaste máximo da ferramenta de corte
para o tempo de fresamento de 50 minutos, com fluido de corte, do aço ABNT4140
laminado a quente e temperado/revenido, utilizando-se velocidade de 180 m/min,
avanços de 0,1, 0,15 e 0,2 mm/rev e profundidade de corte de 1mm.
Figura 40 – Evolução do desgaste de flanco (VB) máximo da ferramenta de corte, em função do tempo de fresamento, para velocidade de corte de 180 m/min, com fluido.
Observa-se que, para o avanço de 0,2 mm/rev e velocidade de corte de 180
m/min, o desgaste de flanco da ferramenta foi maior nas condições de laminado e
temperado/revenido, atingindo, respectivamente, 2 e 1,4 mm. A taxa de desgaste da
ferramenta para o aço ABNT4140 temperado/revenido foi de 0,06 mm/min até o
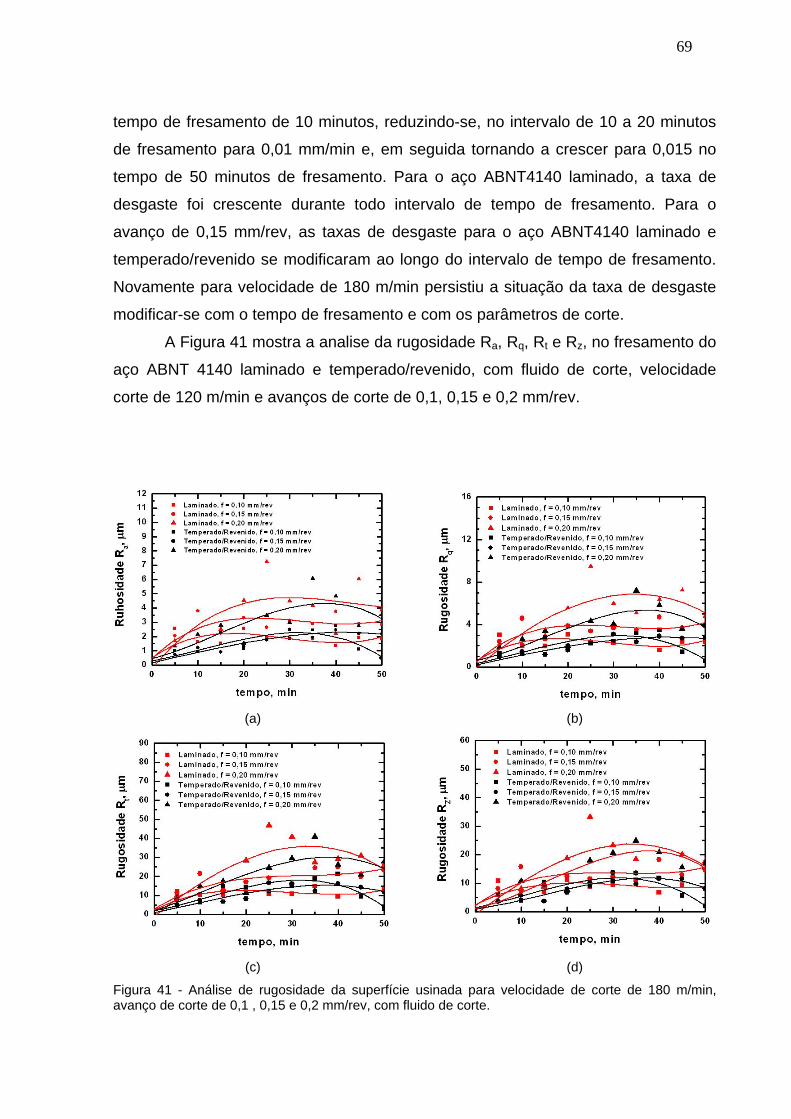
69
tempo de fresamento de 10 minutos, reduzindo-se, no intervalo de 10 a 20 minutos
de fresamento para 0,01 mm/min e, em seguida tornando a crescer para 0,015 no
tempo de 50 minutos de fresamento. Para o aço ABNT4140 laminado, a taxa de
desgaste foi crescente durante todo intervalo de tempo de fresamento. Para o
avanço de 0,15 mm/rev, as taxas de desgaste para o aço ABNT4140 laminado e
temperado/revenido se modificaram ao longo do intervalo de tempo de fresamento.
Novamente para velocidade de 180 m/min persistiu a situação da taxa de desgaste
modificar-se com o tempo de fresamento e com os parâmetros de corte.
A Figura 41 mostra a analise da rugosidade Ra, Rq, Rt e Rz, no fresamento do
aço ABNT 4140 laminado e temperado/revenido, com fluido de corte, velocidade
corte de 120 m/min e avanços de corte de 0,1, 0,15 e 0,2 mm/rev.
Figura 41 - Análise de rugosidade da superfície usinada para velocidade de corte de 180 m/min, avanço de corte de 0,1 , 0,15 e 0,2 mm/rev, com fluido de corte.
(a)
(b)
(c)
(d)
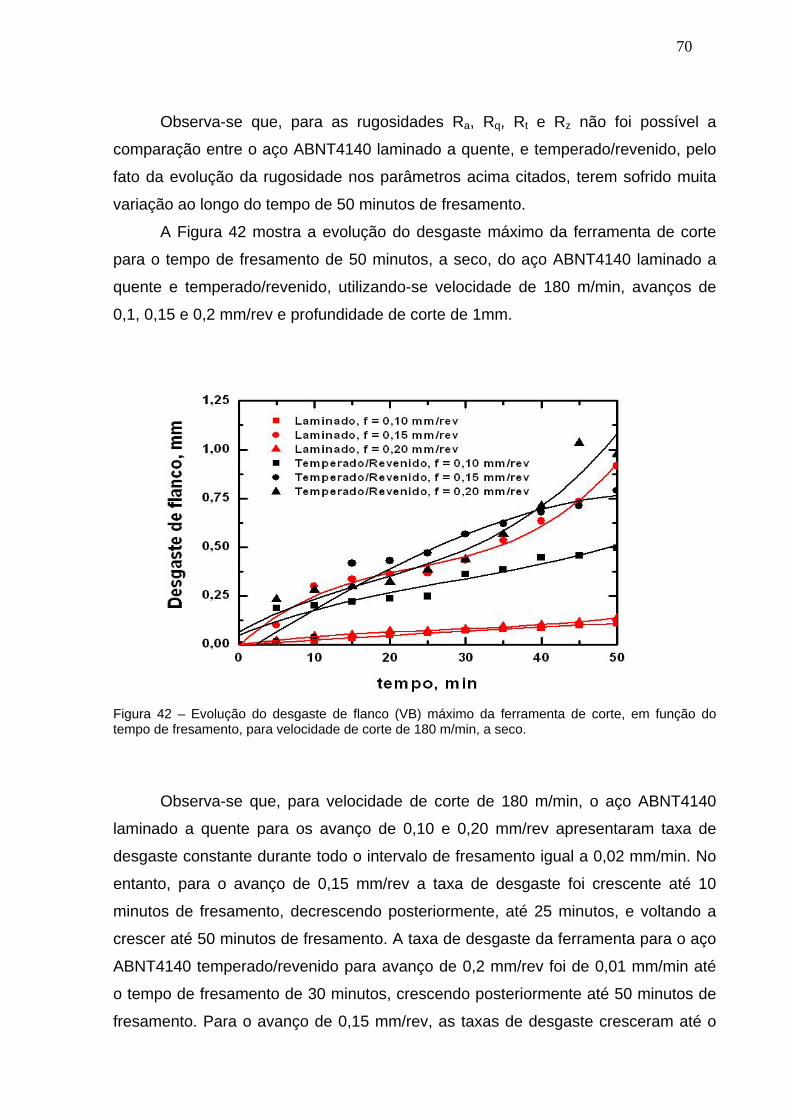
70
Observa-se que, para as rugosidades Ra, Rq, Rt e Rz não foi possível a
comparação entre o aço ABNT4140 laminado a quente, e temperado/revenido, pelo
fato da evolução da rugosidade nos parâmetros acima citados, terem sofrido muita
variação ao longo do tempo de 50 minutos de fresamento.
A Figura 42 mostra a evolução do desgaste máximo da ferramenta de corte
para o tempo de fresamento de 50 minutos, a seco, do aço ABNT4140 laminado a
quente e temperado/revenido, utilizando-se velocidade de 180 m/min, avanços de
0,1, 0,15 e 0,2 mm/rev e profundidade de corte de 1mm.
Figura 42 – Evolução do desgaste de flanco (VB) máximo da ferramenta de corte, em função do tempo de fresamento, para velocidade de corte de 180 m/min, a seco.
Observa-se que, para velocidade de corte de 180 m/min, o aço ABNT4140
laminado a quente para os avanço de 0,10 e 0,20 mm/rev apresentaram taxa de
desgaste constante durante todo o intervalo de fresamento igual a 0,02 mm/min. No
entanto, para o avanço de 0,15 mm/rev a taxa de desgaste foi crescente até 10
minutos de fresamento, decrescendo posteriormente, até 25 minutos, e voltando a
crescer até 50 minutos de fresamento. A taxa de desgaste da ferramenta para o aço
ABNT4140 temperado/revenido para avanço de 0,2 mm/rev foi de 0,01 mm/min até
o tempo de fresamento de 30 minutos, crescendo posteriormente até 50 minutos de
fresamento. Para o avanço de 0,15 mm/rev, as taxas de desgaste cresceram até o
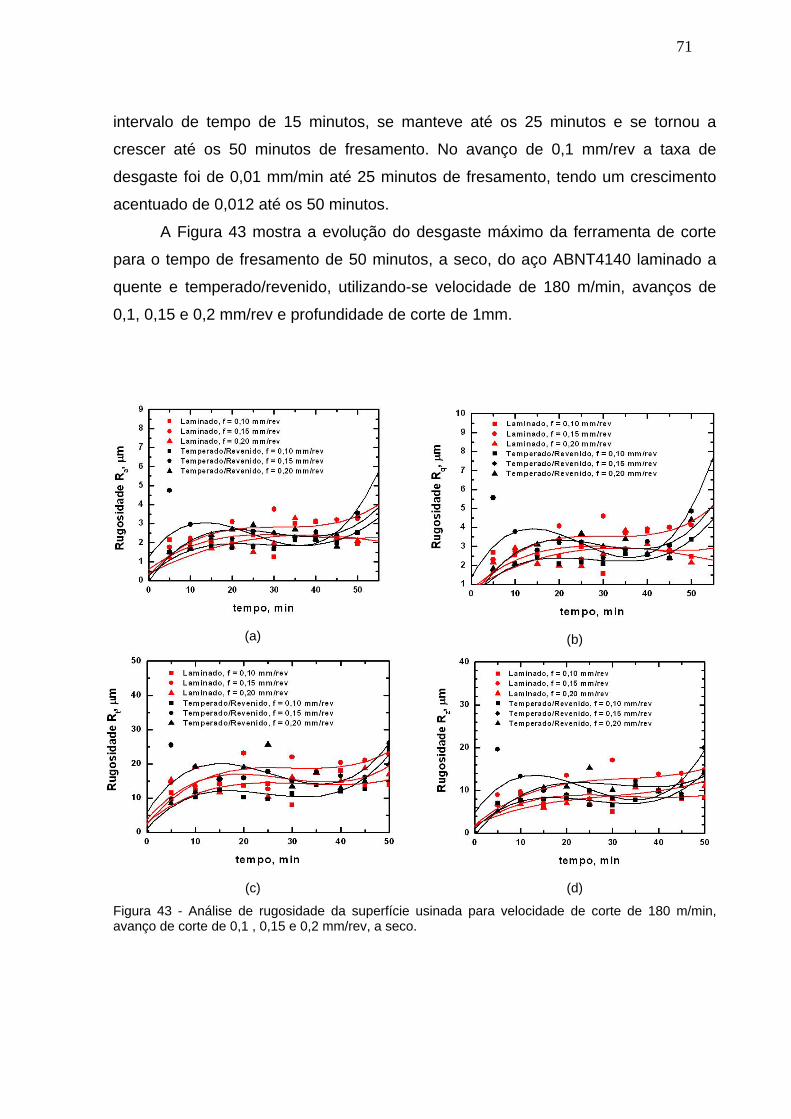
71
intervalo de tempo de 15 minutos, se manteve até os 25 minutos e se tornou a
crescer até os 50 minutos de fresamento. No avanço de 0,1 mm/rev a taxa de
desgaste foi de 0,01 mm/min até 25 minutos de fresamento, tendo um crescimento
acentuado de 0,012 até os 50 minutos.
A Figura 43 mostra a evolução do desgaste máximo da ferramenta de corte
para o tempo de fresamento de 50 minutos, a seco, do aço ABNT4140 laminado a
quente e temperado/revenido, utilizando-se velocidade de 180 m/min, avanços de
0,1, 0,15 e 0,2 mm/rev e profundidade de corte de 1mm.
Figura 43 - Análise de rugosidade da superfície usinada para velocidade de corte de 180 m/min, avanço de corte de 0,1 , 0,15 e 0,2 mm/rev, a seco.
(a)
(b)
(c)
(d)
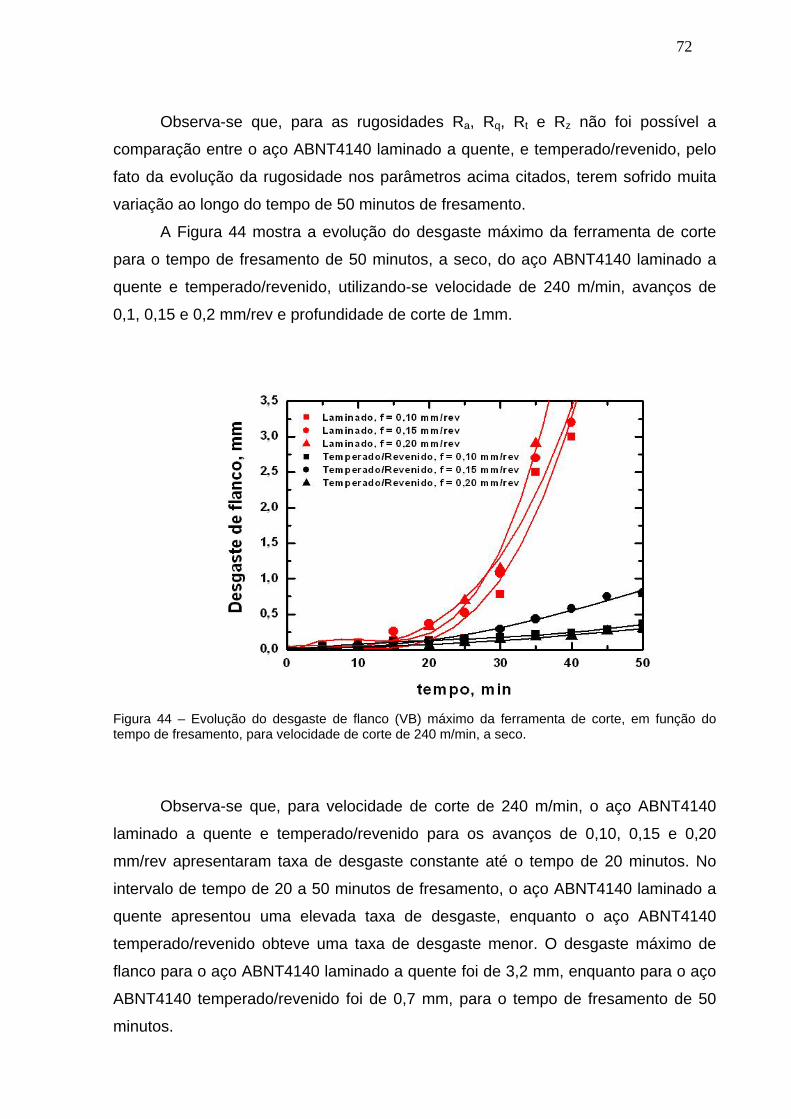
72
Observa-se que, para as rugosidades Ra, Rq, Rt e Rz não foi possível a
comparação entre o aço ABNT4140 laminado a quente, e temperado/revenido, pelo
fato da evolução da rugosidade nos parâmetros acima citados, terem sofrido muita
variação ao longo do tempo de 50 minutos de fresamento.
A Figura 44 mostra a evolução do desgaste máximo da ferramenta de corte
para o tempo de fresamento de 50 minutos, a seco, do aço ABNT4140 laminado a
quente e temperado/revenido, utilizando-se velocidade de 240 m/min, avanços de
0,1, 0,15 e 0,2 mm/rev e profundidade de corte de 1mm.
Figura 44 – Evolução do desgaste de flanco (VB) máximo da ferramenta de corte, em função do tempo de fresamento, para velocidade de corte de 240 m/min, a seco.
Observa-se que, para velocidade de corte de 240 m/min, o aço ABNT4140
laminado a quente e temperado/revenido para os avanços de 0,10, 0,15 e 0,20
mm/rev apresentaram taxa de desgaste constante até o tempo de 20 minutos. No
intervalo de tempo de 20 a 50 minutos de fresamento, o aço ABNT4140 laminado a
quente apresentou uma elevada taxa de desgaste, enquanto o aço ABNT4140
temperado/revenido obteve uma taxa de desgaste menor. O desgaste máximo de
flanco para o aço ABNT4140 laminado a quente foi de 3,2 mm, enquanto para o aço
ABNT4140 temperado/revenido foi de 0,7 mm, para o tempo de fresamento de 50
minutos.
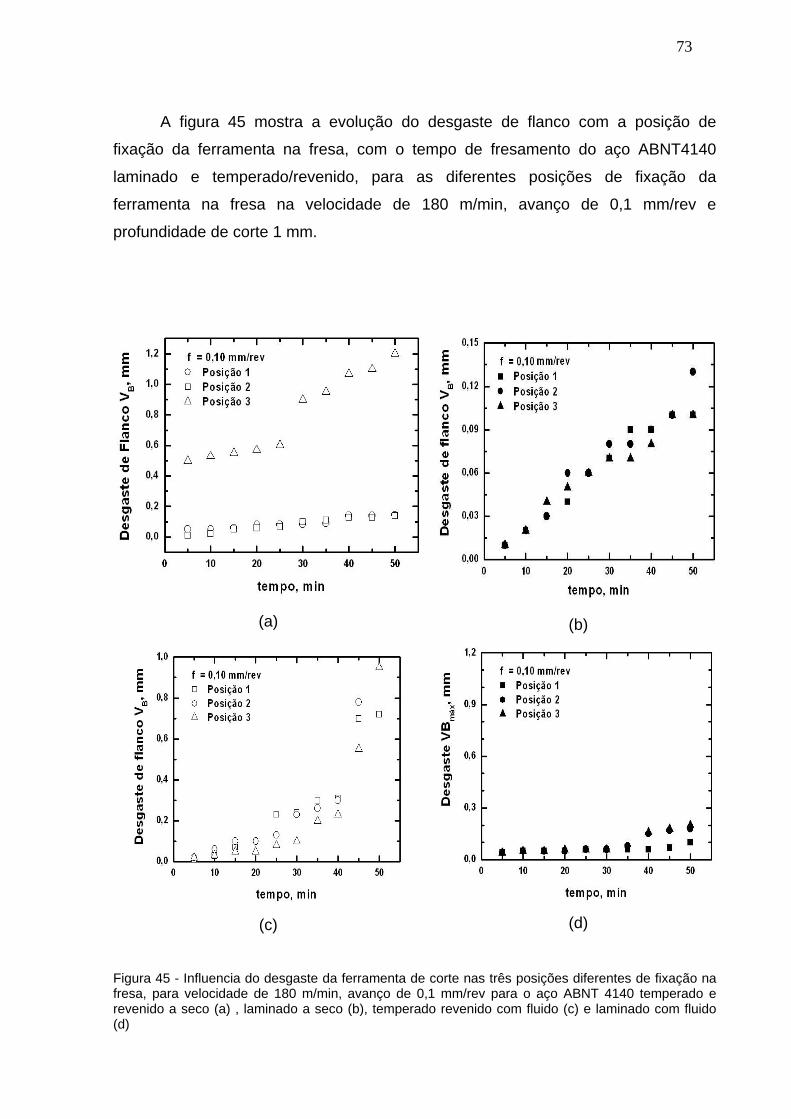
73
A figura 45 mostra a evolução do desgaste de flanco com a posição de
fixação da ferramenta na fresa, com o tempo de fresamento do aço ABNT4140
laminado e temperado/revenido, para as diferentes posições de fixação da
ferramenta na fresa na velocidade de 180 m/min, avanço de 0,1 mm/rev e
profundidade de corte 1 mm.
(a)
(b)
(c)
(d)
Figura 45 - Influencia do desgaste da ferramenta de corte nas três posições diferentes de fixação na fresa, para velocidade de 180 m/min, avanço de 0,1 mm/rev para o aço ABNT 4140 temperado e revenido a seco (a) , laminado a seco (b), temperado revenido com fluido (c) e laminado com fluido (d)
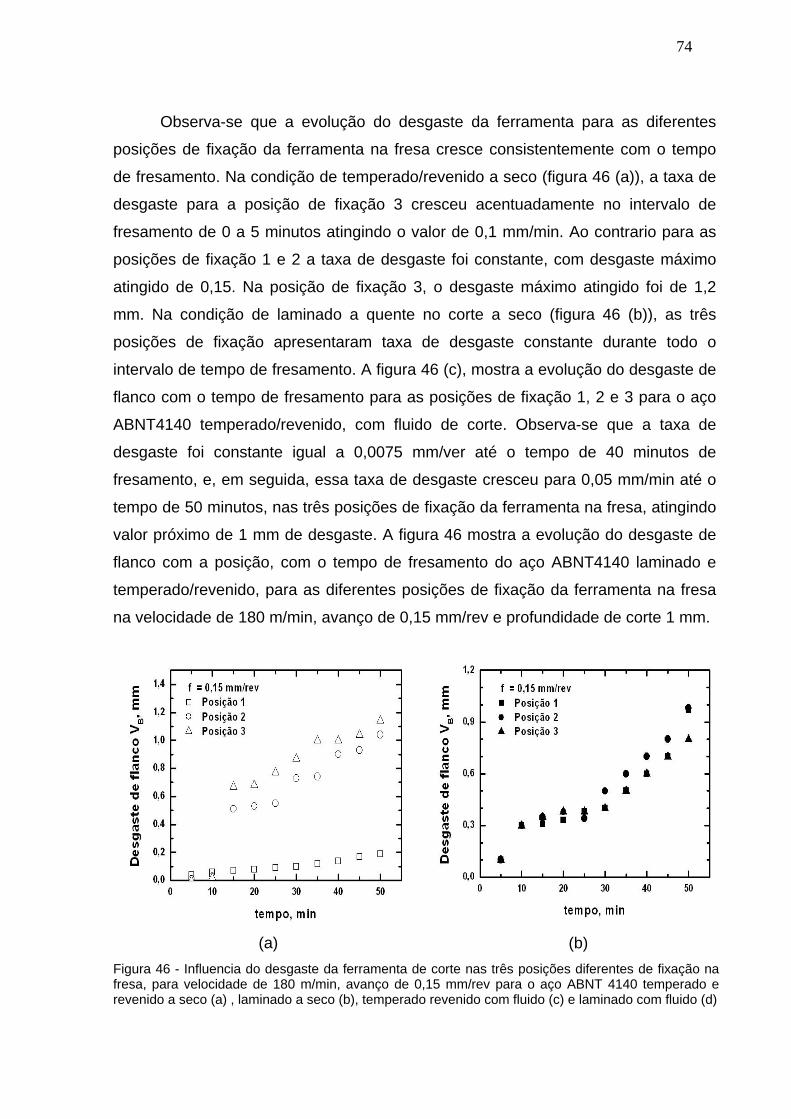
74
Observa-se que a evolução do desgaste da ferramenta para as diferentes
posições de fixação da ferramenta na fresa cresce consistentemente com o tempo
de fresamento. Na condição de temperado/revenido a seco (figura 46 (a)), a taxa de
desgaste para a posição de fixação 3 cresceu acentuadamente no intervalo de
fresamento de 0 a 5 minutos atingindo o valor de 0,1 mm/min. Ao contrario para as
posições de fixação 1 e 2 a taxa de desgaste foi constante, com desgaste máximo
atingido de 0,15. Na posição de fixação 3, o desgaste máximo atingido foi de 1,2
mm. Na condição de laminado a quente no corte a seco (figura 46 (b)), as três
posições de fixação apresentaram taxa de desgaste constante durante todo o
intervalo de tempo de fresamento. A figura 46 (c), mostra a evolução do desgaste de
flanco com o tempo de fresamento para as posições de fixação 1, 2 e 3 para o aço
ABNT4140 temperado/revenido, com fluido de corte. Observa-se que a taxa de
desgaste foi constante igual a 0,0075 mm/ver até o tempo de 40 minutos de
fresamento, e, em seguida, essa taxa de desgaste cresceu para 0,05 mm/min até o
tempo de 50 minutos, nas três posições de fixação da ferramenta na fresa, atingindo
valor próximo de 1 mm de desgaste. A figura 46 mostra a evolução do desgaste de
flanco com a posição, com o tempo de fresamento do aço ABNT4140 laminado e
temperado/revenido, para as diferentes posições de fixação da ferramenta na fresa
na velocidade de 180 m/min, avanço de 0,15 mm/rev e profundidade de corte 1 mm.
(a)
(b) Figura 46 - Influencia do desgaste da ferramenta de corte nas três posições diferentes de fixação na fresa, para velocidade de 180 m/min, avanço de 0,15 mm/rev para o aço ABNT 4140 temperado e revenido a seco (a) , laminado a seco (b), temperado revenido com fluido (c) e laminado com fluido (d)
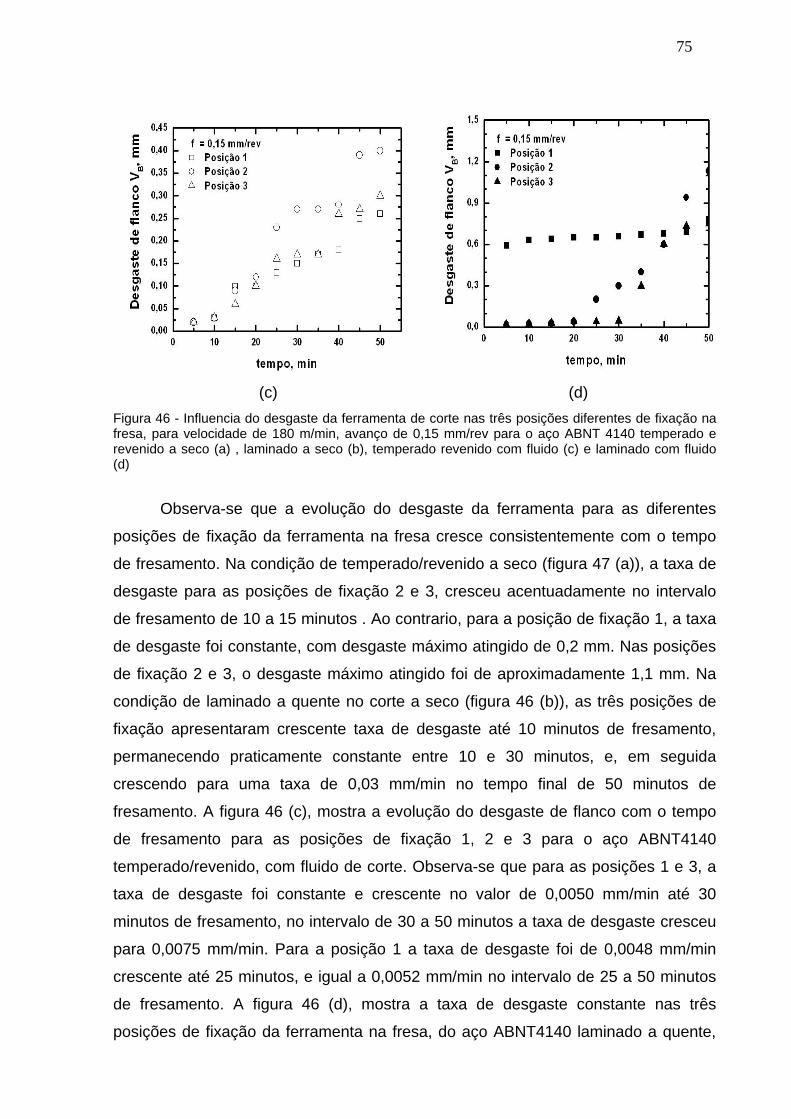
75
(c) (d)
Figura 46 - Influencia do desgaste da ferramenta de corte nas três posições diferentes de fixação na fresa, para velocidade de 180 m/min, avanço de 0,15 mm/rev para o aço ABNT 4140 temperado e revenido a seco (a) , laminado a seco (b), temperado revenido com fluido (c) e laminado com fluido (d)
Observa-se que a evolução do desgaste da ferramenta para as diferentes
posições de fixação da ferramenta na fresa cresce consistentemente com o tempo
de fresamento. Na condição de temperado/revenido a seco (figura 47 (a)), a taxa de
desgaste para as posições de fixação 2 e 3, cresceu acentuadamente no intervalo
de fresamento de 10 a 15 minutos . Ao contrario, para a posição de fixação 1, a taxa
de desgaste foi constante, com desgaste máximo atingido de 0,2 mm. Nas posições
de fixação 2 e 3, o desgaste máximo atingido foi de aproximadamente 1,1 mm. Na
condição de laminado a quente no corte a seco (figura 46 (b)), as três posições de
fixação apresentaram crescente taxa de desgaste até 10 minutos de fresamento,
permanecendo praticamente constante entre 10 e 30 minutos, e, em seguida
crescendo para uma taxa de 0,03 mm/min no tempo final de 50 minutos de
fresamento. A figura 46 (c), mostra a evolução do desgaste de flanco com o tempo
de fresamento para as posições de fixação 1, 2 e 3 para o aço ABNT4140
temperado/revenido, com fluido de corte. Observa-se que para as posições 1 e 3, a
taxa de desgaste foi constante e crescente no valor de 0,0050 mm/min até 30
minutos de fresamento, no intervalo de 30 a 50 minutos a taxa de desgaste cresceu
para 0,0075 mm/min. Para a posição 1 a taxa de desgaste foi de 0,0048 mm/min
crescente até 25 minutos, e igual a 0,0052 mm/min no intervalo de 25 a 50 minutos
de fresamento. A figura 46 (d), mostra a taxa de desgaste constante nas três
posições de fixação da ferramenta na fresa, do aço ABNT4140 laminado a quente,
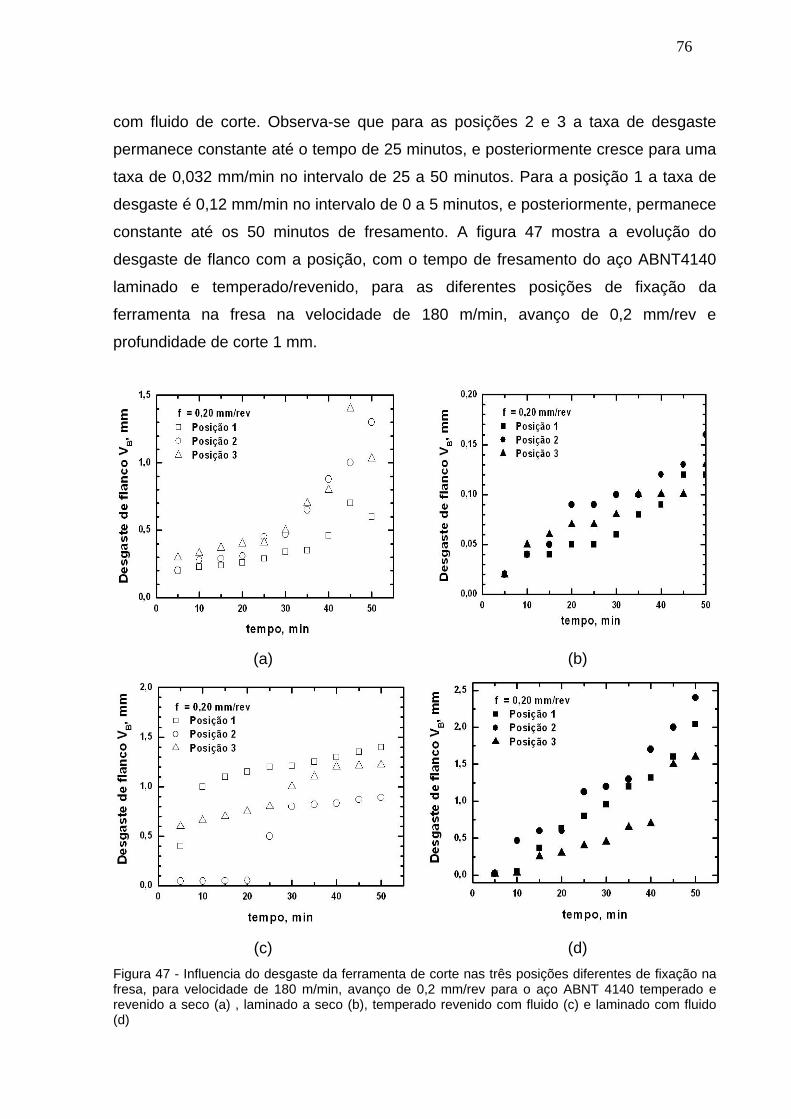
76
com fluido de corte. Observa-se que para as posições 2 e 3 a taxa de desgaste
permanece constante até o tempo de 25 minutos, e posteriormente cresce para uma
taxa de 0,032 mm/min no intervalo de 25 a 50 minutos. Para a posição 1 a taxa de
desgaste é 0,12 mm/min no intervalo de 0 a 5 minutos, e posteriormente, permanece
constante até os 50 minutos de fresamento. A figura 47 mostra a evolução do
desgaste de flanco com a posição, com o tempo de fresamento do aço ABNT4140
laminado e temperado/revenido, para as diferentes posições de fixação da
ferramenta na fresa na velocidade de 180 m/min, avanço de 0,2 mm/rev e
profundidade de corte 1 mm.
(a)
(b)
(c) (d) Figura 47 - Influencia do desgaste da ferramenta de corte nas três posições diferentes de fixação na fresa, para velocidade de 180 m/min, avanço de 0,2 mm/rev para o aço ABNT 4140 temperado e revenido a seco (a) , laminado a seco (b), temperado revenido com fluido (c) e laminado com fluido (d)
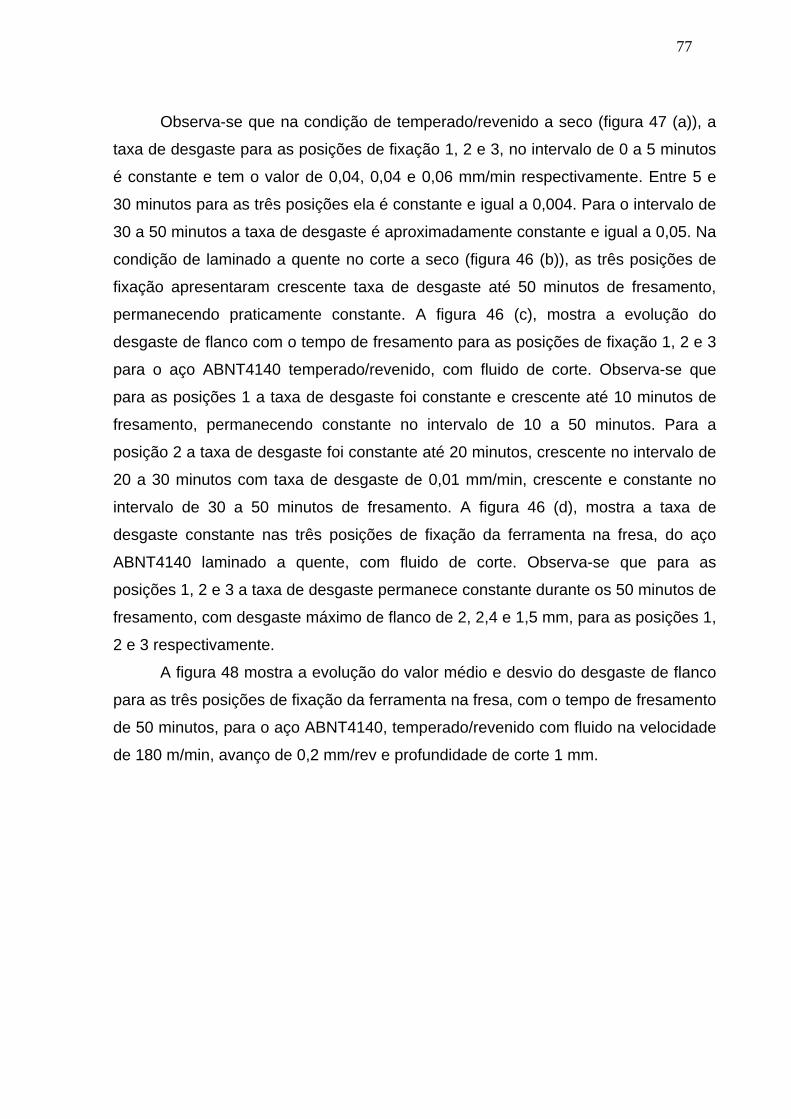
77
Observa-se que na condição de temperado/revenido a seco (figura 47 (a)), a
taxa de desgaste para as posições de fixação 1, 2 e 3, no intervalo de 0 a 5 minutos
é constante e tem o valor de 0,04, 0,04 e 0,06 mm/min respectivamente. Entre 5 e
30 minutos para as três posições ela é constante e igual a 0,004. Para o intervalo de
30 a 50 minutos a taxa de desgaste é aproximadamente constante e igual a 0,05. Na
condição de laminado a quente no corte a seco (figura 46 (b)), as três posições de
fixação apresentaram crescente taxa de desgaste até 50 minutos de fresamento,
permanecendo praticamente constante. A figura 46 (c), mostra a evolução do
desgaste de flanco com o tempo de fresamento para as posições de fixação 1, 2 e 3
para o aço ABNT4140 temperado/revenido, com fluido de corte. Observa-se que
para as posições 1 a taxa de desgaste foi constante e crescente até 10 minutos de
fresamento, permanecendo constante no intervalo de 10 a 50 minutos. Para a
posição 2 a taxa de desgaste foi constante até 20 minutos, crescente no intervalo de
20 a 30 minutos com taxa de desgaste de 0,01 mm/min, crescente e constante no
intervalo de 30 a 50 minutos de fresamento. A figura 46 (d), mostra a taxa de
desgaste constante nas três posições de fixação da ferramenta na fresa, do aço
ABNT4140 laminado a quente, com fluido de corte. Observa-se que para as
posições 1, 2 e 3 a taxa de desgaste permanece constante durante os 50 minutos de
fresamento, com desgaste máximo de flanco de 2, 2,4 e 1,5 mm, para as posições 1,
2 e 3 respectivamente.
A figura 48 mostra a evolução do valor médio e desvio do desgaste de flanco
para as três posições de fixação da ferramenta na fresa, com o tempo de fresamento
de 50 minutos, para o aço ABNT4140, temperado/revenido com fluido na velocidade
de 180 m/min, avanço de 0,2 mm/rev e profundidade de corte 1 mm.
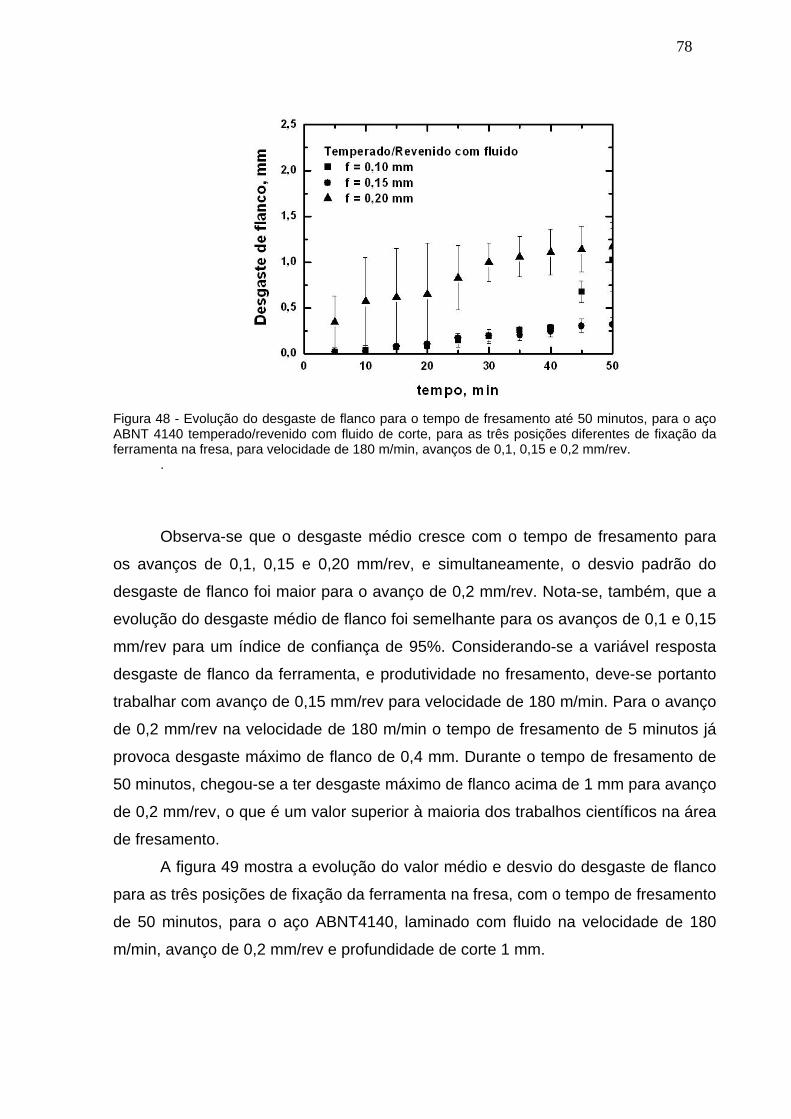
78
Figura 48 - Evolução do desgaste de flanco para o tempo de fresamento até 50 minutos, para o aço ABNT 4140 temperado/revenido com fluido de corte, para as três posições diferentes de fixação da ferramenta na fresa, para velocidade de 180 m/min, avanços de 0,1, 0,15 e 0,2 mm/rev.
.
Observa-se que o desgaste médio cresce com o tempo de fresamento para
os avanços de 0,1, 0,15 e 0,20 mm/rev, e simultaneamente, o desvio padrão do
desgaste de flanco foi maior para o avanço de 0,2 mm/rev. Nota-se, também, que a
evolução do desgaste médio de flanco foi semelhante para os avanços de 0,1 e 0,15
mm/rev para um índice de confiança de 95%. Considerando-se a variável resposta
desgaste de flanco da ferramenta, e produtividade no fresamento, deve-se portanto
trabalhar com avanço de 0,15 mm/rev para velocidade de 180 m/min. Para o avanço
de 0,2 mm/rev na velocidade de 180 m/min o tempo de fresamento de 5 minutos já
provoca desgaste máximo de flanco de 0,4 mm. Durante o tempo de fresamento de
50 minutos, chegou-se a ter desgaste máximo de flanco acima de 1 mm para avanço
de 0,2 mm/rev, o que é um valor superior à maioria dos trabalhos científicos na área
de fresamento.
A figura 49 mostra a evolução do valor médio e desvio do desgaste de flanco
para as três posições de fixação da ferramenta na fresa, com o tempo de fresamento
de 50 minutos, para o aço ABNT4140, laminado com fluido na velocidade de 180
m/min, avanço de 0,2 mm/rev e profundidade de corte 1 mm.
79
Figura 49 - Evolução do desgaste de flanco para o tempo de fresamento até 50 minutos, para o aço ABNT 4140 laminado com fluido de corte, para as três posições diferentes de fixação da ferramenta na fresa, para velocidade de 180 m/min, avanços de 0,1, 0,15 e 0,2 mm/rev.
Observa-se que o desgaste médio cresce com o tempo de fresamento para
os avanços de 0,1, 0,15 e 0,20 mm/rev, e simultaneamente, o desvio padrão do
desgaste de flanco foi maior para o avanço de 0,2 mm/rev. Nota-se, também, que a
evolução do desgaste médio de flanco foi semelhante para os avanços de 0,15 e 0,2
mm/rev para um índice de confiança de 95%. Considerando-se a variável resposta
desgaste de flanco da ferramenta, e produtividade no fresamento, deve-se portanto
trabalhar com avanço de 0,10 mm/rev para velocidade de 180 m/min. Para o avanço
de 0,2 mm/rev na velocidade de 180 m/min o tempo de fresamento de 10 minutos já
provoca desgaste máximo de flanco de 0,25 mm. No entanto, o desgaste de flanco
para os tempos iniciais de fresamento de 10 minutos ocorreu uma taxa de desgaste
de 0,04 mm/min. Para o avanço de 0,1 mm/rev a taxa de desgaste foi constante
durante todo o intervalo de tempo de fresamento, igual a 0,01 mm/min, o que sugere
ser esse avanço de 0,1 mm/rev recomendado para fresamento do aço ABNT4140
laminado a quente, com fluido.
A figura 50 mostra a evolução do valor médio e desvio do desgaste de flanco
para cada uma das diferentes posições de fixação da ferramenta na fresa, com o
tempo de fresamento de 50 minutos, para o aço ABNT4140, temperado e revenido
com fluido na velocidade de 180 m/min, avanço de 0,2 mm/rev e profundidade de
corte 1 mm.
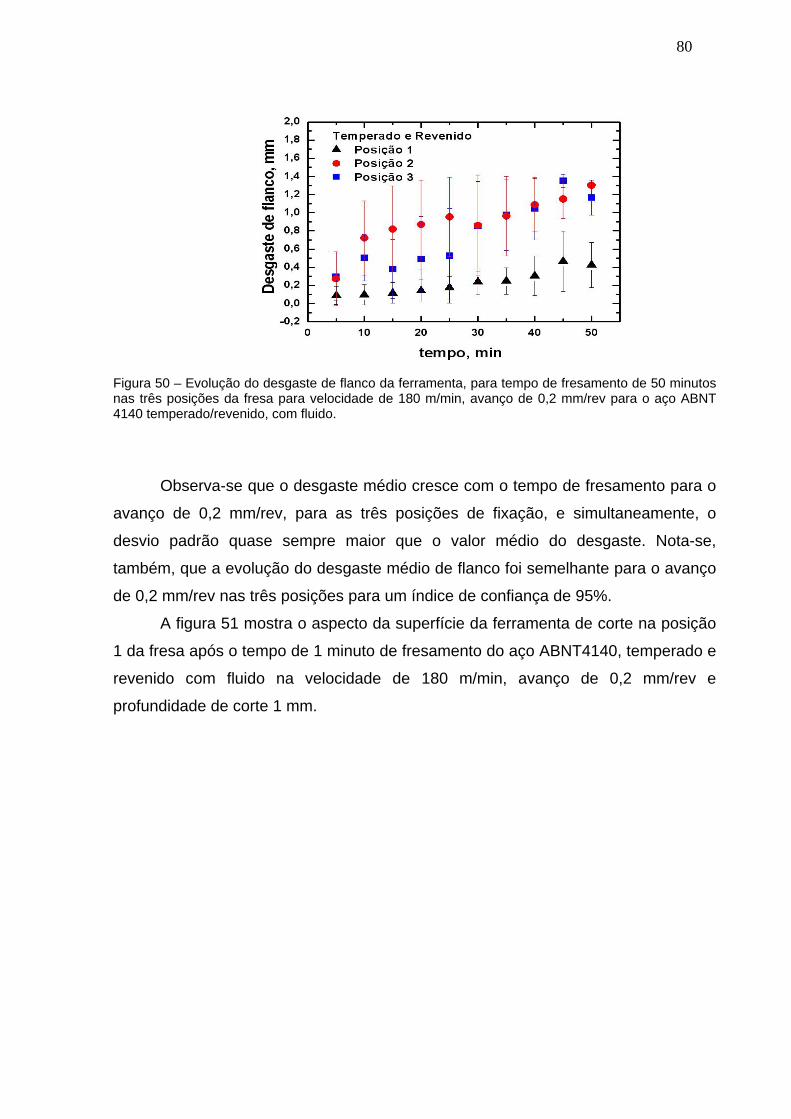
80
Figura 50 – Evolução do desgaste de flanco da ferramenta, para tempo de fresamento de 50 minutos nas três posições da fresa para velocidade de 180 m/min, avanço de 0,2 mm/rev para o aço ABNT 4140 temperado/revenido, com fluido.
Observa-se que o desgaste médio cresce com o tempo de fresamento para o
avanço de 0,2 mm/rev, para as três posições de fixação, e simultaneamente, o
desvio padrão quase sempre maior que o valor médio do desgaste. Nota-se,
também, que a evolução do desgaste médio de flanco foi semelhante para o avanço
de 0,2 mm/rev nas três posições para um índice de confiança de 95%.
A figura 51 mostra o aspecto da superfície da ferramenta de corte na posição
1 da fresa após o tempo de 1 minuto de fresamento do aço ABNT4140, temperado e
revenido com fluido na velocidade de 180 m/min, avanço de 0,2 mm/rev e
profundidade de corte 1 mm.
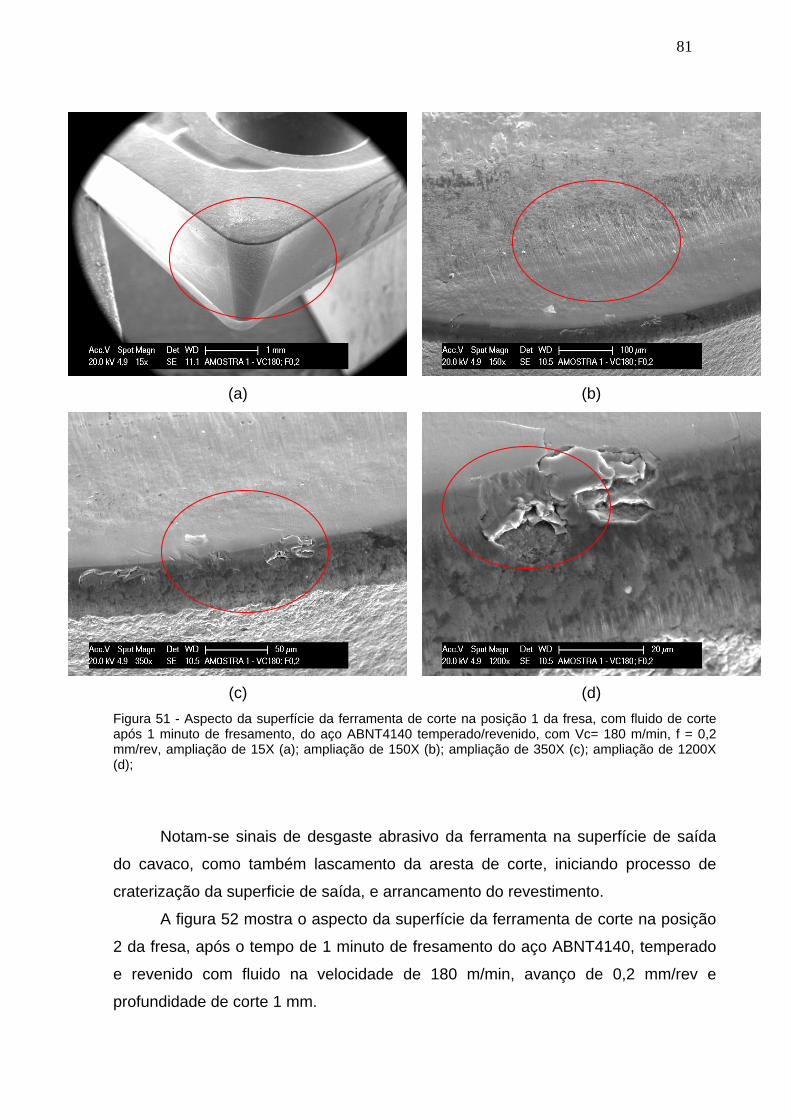
81
(a)
(b)
(c)
(d) Figura 51 - Aspecto da superfície da ferramenta de corte na posição 1 da fresa, com fluido de corte após 1 minuto de fresamento, do aço ABNT4140 temperado/revenido, com Vc= 180 m/min, f = 0,2 mm/rev, ampliação de 15X (a); ampliação de 150X (b); ampliação de 350X (c); ampliação de 1200X (d);
Notam-se sinais de desgaste abrasivo da ferramenta na superfície de saída
do cavaco, como também lascamento da aresta de corte, iniciando processo de
craterização da superficie de saída, e arrancamento do revestimento.
A figura 52 mostra o aspecto da superfície da ferramenta de corte na posição
2 da fresa, após o tempo de 1 minuto de fresamento do aço ABNT4140, temperado
e revenido com fluido na velocidade de 180 m/min, avanço de 0,2 mm/rev e
profundidade de corte 1 mm.
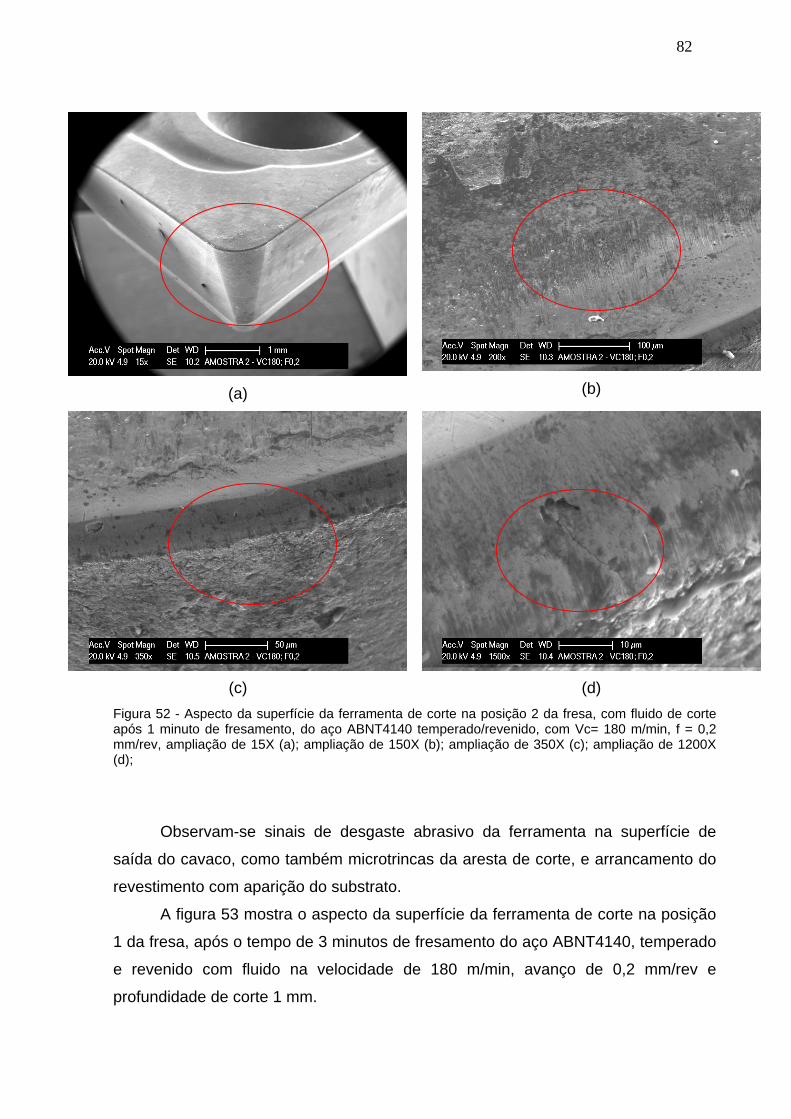
82
(a)
(b)
(c)
(d) Figura 52 - Aspecto da superfície da ferramenta de corte na posição 2 da fresa, com fluido de corte após 1 minuto de fresamento, do aço ABNT4140 temperado/revenido, com Vc= 180 m/min, f = 0,2 mm/rev, ampliação de 15X (a); ampliação de 150X (b); ampliação de 350X (c); ampliação de 1200X (d);
Observam-se sinais de desgaste abrasivo da ferramenta na superfície de
saída do cavaco, como também microtrincas da aresta de corte, e arrancamento do
revestimento com aparição do substrato.
A figura 53 mostra o aspecto da superfície da ferramenta de corte na posição
1 da fresa, após o tempo de 3 minutos de fresamento do aço ABNT4140, temperado
e revenido com fluido na velocidade de 180 m/min, avanço de 0,2 mm/rev e
profundidade de corte 1 mm.
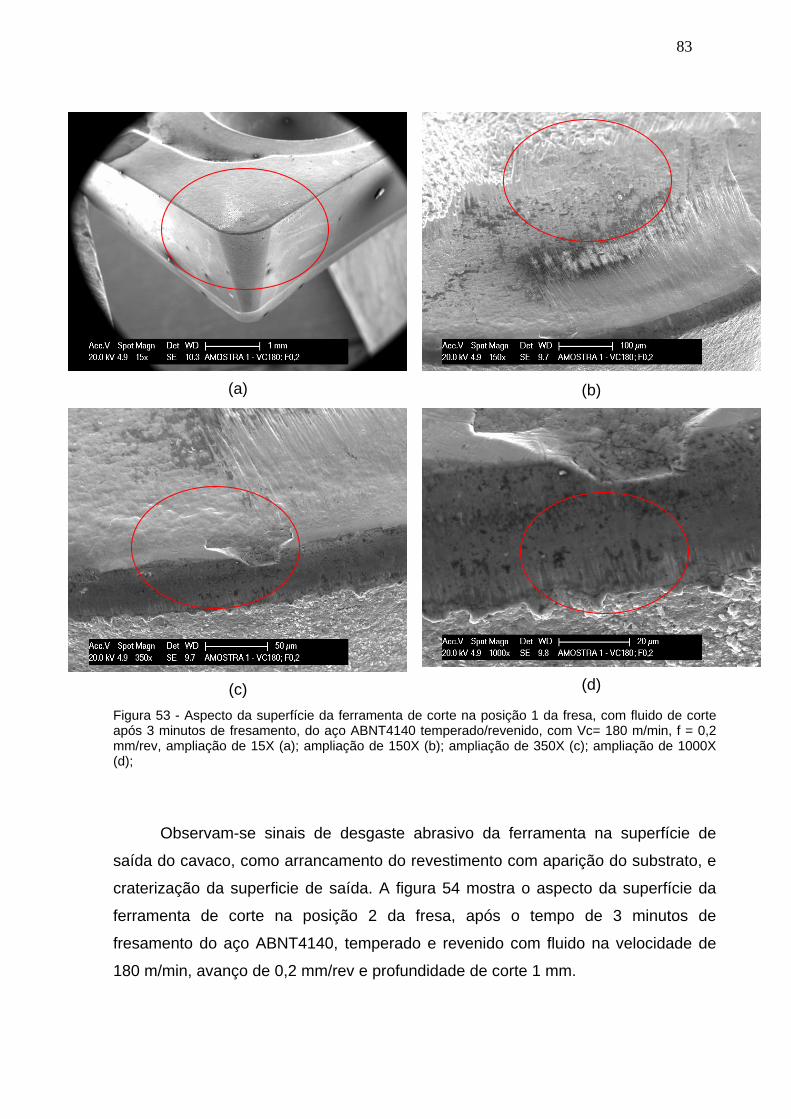
83
(a) (b)
(c)
(d)
Figura 53 - Aspecto da superfície da ferramenta de corte na posição 1 da fresa, com fluido de corte após 3 minutos de fresamento, do aço ABNT4140 temperado/revenido, com Vc= 180 m/min, f = 0,2 mm/rev, ampliação de 15X (a); ampliação de 150X (b); ampliação de 350X (c); ampliação de 1000X (d);
Observam-se sinais de desgaste abrasivo da ferramenta na superfície de
saída do cavaco, como arrancamento do revestimento com aparição do substrato, e
craterização da superficie de saída. A figura 54 mostra o aspecto da superfície da
ferramenta de corte na posição 2 da fresa, após o tempo de 3 minutos de
fresamento do aço ABNT4140, temperado e revenido com fluido na velocidade de
180 m/min, avanço de 0,2 mm/rev e profundidade de corte 1 mm.
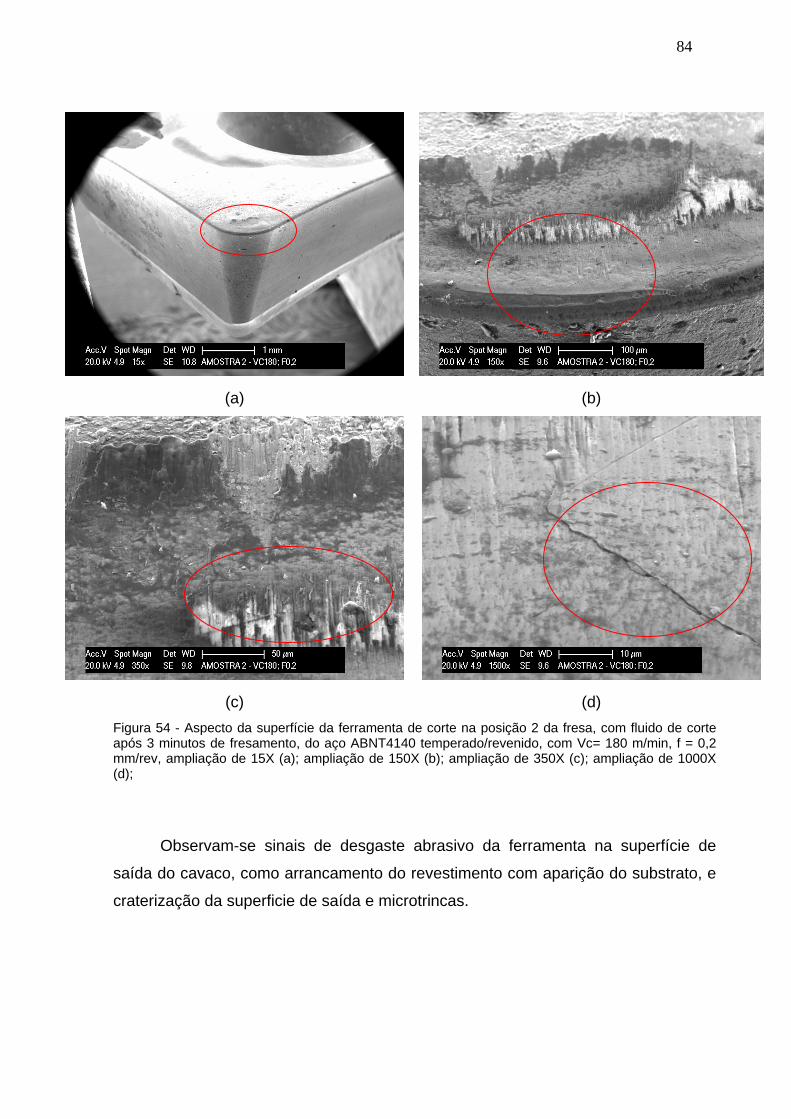
84
(a) (b)
(c) (d) Figura 54 - Aspecto da superfície da ferramenta de corte na posição 2 da fresa, com fluido de corte após 3 minutos de fresamento, do aço ABNT4140 temperado/revenido, com Vc= 180 m/min, f = 0,2 mm/rev, ampliação de 15X (a); ampliação de 150X (b); ampliação de 350X (c); ampliação de 1000X (d);
Observam-se sinais de desgaste abrasivo da ferramenta na superfície de
saída do cavaco, como arrancamento do revestimento com aparição do substrato, e
craterização da superficie de saída e microtrincas.
85
5. CONCLUSÕES
• O desgaste na aresta de corte não se relacionou com a rugosidade superficial
da superficie usinada;
• As posições de fixação relativas da ferramenta na fresa tem desgaste de
flanco diferenciado no mesmo tempo de fresamento;
• Para velocidade de corte de 180 m/min o aço ABNT4140 laminado a quente
poderá ser fresado com avanço de 0,10 mm/rev, enquanto com o aço
ABNT4140 temperado/revenido 0,15 mm/rev;
• Tanto no fresamento do aço ABNT4140 laminado e temperado/revenido, o
desgaste predominante foi o desgaste abrasivo na superficie de saída da
ferramenta, lascamento da aresta de corte, craterização, formação de
microtrincas e fratura.
Sugestões para trabalhos futuros
• Estudar o fresamento do aço ABNT 4140 laminado e temperado/revenido,
utilizando fresas com geometrias diferentes e mesma pastilha;
• Estudar o fresamento do aço ABNT 4140 laminado e temperado/revenido,
utilizando mesma ferramenta de corte e mesma pastilha, com fluido de corte
sintético;
• Estudar o fresamento tangencial do aço ABNT 4140 laminado e temperado/
revenido.
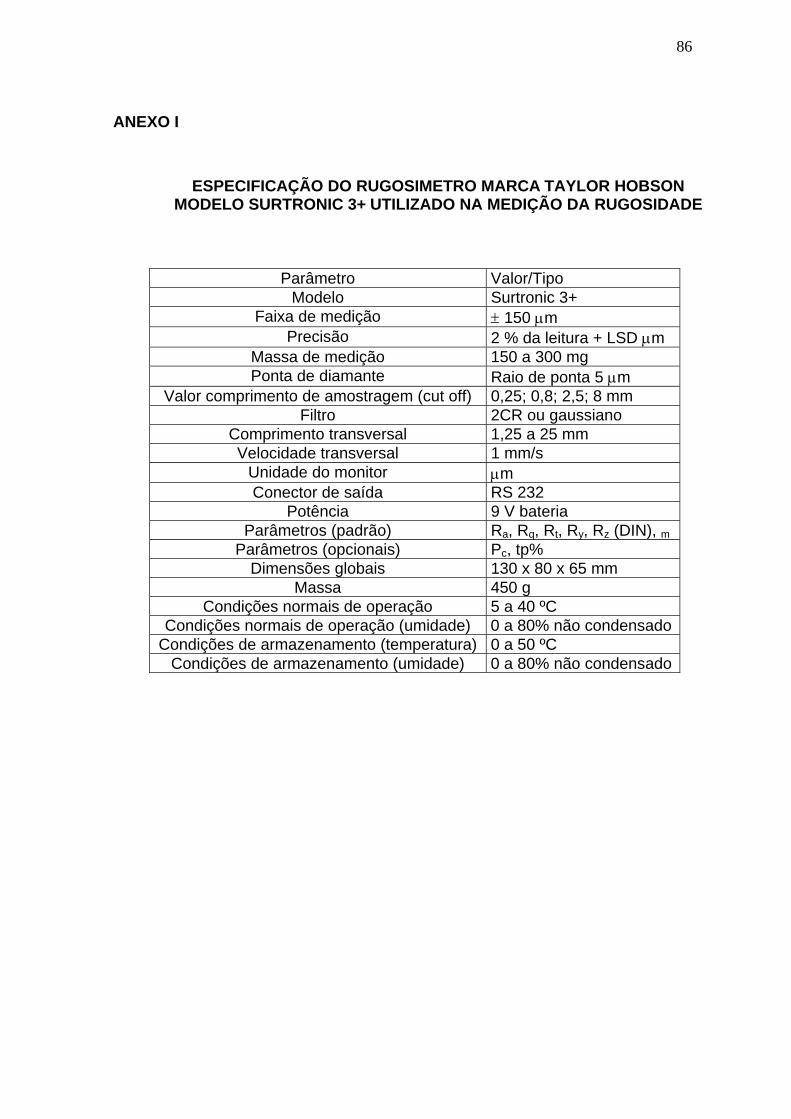
86
ANEXO I
ESPECIFICAÇÃO DO RUGOSIMETRO MARCA TAYLOR HOBSON
MODELO SURTRONIC 3+ UTILIZADO NA MEDIÇÃO DA RUGOSIDADE
Parâmetro Valor/Tipo Modelo Surtronic 3+
Faixa de medição ± 150 µm Precisão 2 % da leitura + LSD µm
Massa de medição 150 a 300 mg Ponta de diamante Raio de ponta 5 µm
Valor comprimento de amostragem (cut off) 0,25; 0,8; 2,5; 8 mm Filtro 2CR ou gaussiano
Comprimento transversal 1,25 a 25 mm Velocidade transversal 1 mm/s
Unidade do monitor µm Conector de saída RS 232
Potência 9 V bateria Parâmetros (padrão) Ra, Rq, Rt, Ry, Rz (DIN), m
Parâmetros (opcionais) Pc, tp% Dimensões globais 130 x 80 x 65 mm
Massa 450 g Condições normais de operação 5 a 40 ºC
Condições normais de operação (umidade) 0 a 80% não condensadoCondições de armazenamento (temperatura) 0 a 50 ºC
Condições de armazenamento (umidade) 0 a 80% não condensado
87
REFERÊNCIAS
ABELE, E.; DORR, J. Ferramentas de corte protegidas contra a defasagem tecnológica , Máquina e Metais, 38-53, Agosto, 2002. ALAUDDIN, M.; EL BARADIE, M.A.; HASHMI, M.S.J. Prediction of tool life in end milling by response surface methodology Journal of Materials Processing Technology , vol 71, p. 456-465, 1997. ALPAS, A.T.; WILSON, S. TiN coating wear mechanism in dry sliding contact against high speed steel Surface and Coating Technology, n° 108-109, p. 369-376, 1998. BOUZAKIS, K.D.; VIDAKIS, N., MICHAILIDIS, N., LEYEDECKER, T., ERKENS, G., FUSS, G. Quantification of properties modification and cutting performance of (TiAl)N coating at elevated temperatures. Surface & coating technology v.120-121 p.34-43, 1999. BOUZID SAI, W.; BEN SALAH, N.; LEBRUN, J.L. Influence of machining by finishing milling on surface characteristics International Journal of Machine Tools & Manufacture, vol 41, p. 443-450, 2001. CAMUSCU, N.; ASLAN, E. A comparative study on cutting tool performance in end milling of AISI D3 tool steel Journal of Materials Processing Technology , vol 170, p. 121-126, 2005. CHEVIER, P.; TIDU, A.; BOLLE, B.; CEZARD, P.; TINNES, J.P. Investigation of surface integrity in high speed end milling of a low alloyed steel International Journal of Machine Tools & Manufacture, vol 43, p. 1135-1142, 2003. D´ERRICO, G. E.; GUGLIELMI, E. Comparative study of PVD coated cermet inserts for milling applications. Journal of Materials Processing Technology, v. 78, n. 1/3, p. 48-52, 1998. DINIZ, A. E., MICARONI, R.. Influence of the direction and flow rate of the cutting fluid on tool life in turning process of AISI 1045 steel. International Journal of Machine Tools & Manufacture 47,p.247–254,2007.
88
DINIZ, A. E., MARCONDES, F. C., COPPINI, N. L. Tecnologia da Usinagem dos Materiais, São Paulo, Artliber, 2000 EL BARADEI, M.A. ; ALAUDDIN, M. Tool life model for end milling steel ( 190 BHN) Journal of Materials Processing Technology , vol 68, p. 50-59, 1997. ESKILDSEN, S.S.; FOSS, M.; MATHIASEN, C. Plasma CVD process capabilities and economic aspcts. Surface & coating technology v.116-119 p.18-24, 1999 FERRARESI, D., 1977, Fundamentos da Usinagem dos Metais, São Paulo, Editora Edgard Blücher Ltda. GHANI, J. A.; CHOUDHURY, I. A.; MASJUKI, H. H. Wear mechanism of TiN coated carbide and uncoated cermets tools at high cutting speed applications, Journal of Materials Processing Technology, v. 153-154, n. 1/3, p. 1067-1073, 2004. GU, J., GARY BARBER , SIMON TUNG, REN-JYH GU. Tool life and wear mechanism of uncoated and coated milling inserts Wear n° 225–229, p. 273–284, 1999. HARJU, E.;KORHONEN, A.S; ADAMIK, M.; BARNA, P.B. Struture investigations of wear reducing non-metallic layers on TiN-coated HSS turning tools. Surface & coating technology vol. 116-119 p.498-504, 1999. I. TANSEL, RODRIGUES, O. ; TRUJILLO, M. E. , Paz, W. Li. Micro-en-milling-I.Wear and breakage. International Journal of Machine Tools & Manufacture 38 p.1419-1436. 1998. IMBENI, V.,MARTINI, C.,LANZONI, E., POLI, G., HUTCHINGS, I.M. Tribological behaviour of multi-layered PVD nitrid coatings. Wear, vol 251, p. 997-1002, 2001. INTERNATIONAL ORGANIZATION FOR STANDARDIZATION, Specification for tool life testing with single point turning tools. Norma ISO 3585, 1993 INTERNATIONAL ORGANIZATION FOR STANDARDIZATION, Classification and application of hard cutting materials for metal removal with defined cutting edges - Designation of the main groups and groups of application. Norma ISO 513, 2004.
89
ISCAR. Conceitos básicos de usinagem, 2001. KARAGOZ,S.;FISCHMEISTER,H.F. Metallographic observa- tions on the wear process of TiN-coated cutting tools Surface and Coating Technology vol. 81, p. 190-200, 1996. KHRAIS, S.K.; LIN, Y.J. Wear mechanisms and tool performance of TiAlN PVD coated inserts during machining of AISI 4140 steel Wear , vol 262, p. 64-69, 2007. KLOCKE, F.; SCHROEDER, T.; BOUZAKIS, E.; Manipulation of coating and subsurface properties in reconditioning of WC-Co carbide cutting tools. Surface & coating technology v 202 p. 1194-1198, 2007 KORKUT, I.; DONERTAS, M.A. The influence od feed rate and cutting speed on the cutting forces, surface roughness and tool-chip contact length during face milling Materials & Design , vol 28, p. 308-312, 2007. LIEW, W.Y.H..; DING, X. Wear progression of carbide tool in low-speed end milling of stainless steel Wear , vol 265, p. 155-166, 2008. LIM, S.C;LIM, C.Y.H; LEE, K.S. The effects of machining conditions on the flank wear of TiN-coated high speed steel tool inserts. Wear n 181-183, p. 901-902, 1995. LIM, C.Y.H; LIM, S.C.; LEE, K.S. Crater wear mechanisms of TiN coated high speed steel tools Surface Engineering ,n° 3,vol. 16, 253-256, 2000. LIN, TSAN-RONG . Experimental design and performance analysis of TiN-coated carbide tool in face milling stainless steel Journal of Materials Processing Technology , vol 127, p. 1-7, 2002. LIU, Z.Q.; Ai, X.; ZHANG, H.; WANG,.Z.T.; WAN, Y. Wear patterns and mechanisms of cutting tools in high-speed face milling Journal of Materials Processing Technology , n° 129, 222-226, 2002. MACHADO, A.R.; DINIZ, A.E. Vantagens e desvantagens do uso (ou não) de fluidos de corte . Máquinas e Metais, 134-151, dezembro, 2000.
90
MACHADO, A. R., SILVA, M. B. Usinagem dos Metais, Apostila, Departamento de Engenharia Mecânica, Universidade Federal de Uberlândia, Uberlândia, MG, 4ª Versão, 1999 MACHADO, A..R., WALLBANK, J.B. The Effect of Extremely low Lubricant Volumes in Machining, Wear, n° 210, p. 76-82, 1997. MARTINS, P.S. Avaliação dos sistemas de fixação hidráulico e térmico de broca de metal duro em furação do cabeçote do motor fire. Dissertação de mestrado PUC MINAS 2008. MELO, A.C.A.; FRANCO, S.D.; MACHADO, A.R. Desgastes e avarias em ferramentas de metal duro , Máquinas e Metais, dezembro, 118-155,2005. NALBANT, M.; GOKKAYA, H. The effects of cutting tool geometry and processing parameters on the surface roughness of AISI 1030 steel Materials & Design , vol 28, p. 717-721, 2007. NARUTAKI, N.; YAMANE, Y.; TASHIMA, S.; KUROKI, H. A new advanced ceramic for dry machining Annals of the CIRP , vol 46, p. 43-48, 1997. OLIVEIRA C J., Avaliação da Influência de Sistemas de Filtragem Aplicados a Topografia de Superfície em Usinagens Dissertação de Mestrado PUC Minas, 2004. OLIVEIRA, A.J.; DINIZ, A.E. Tool life and tool wear in the semi-finish milling of inclined surfaces Journal of Materials Processing Technology , vol 209, p. 5448-5455, 2009. ORNELAS SANTOS, J.A.B.; Estudo da aplicação de revestimentos superficiais em Fresas Caracois Dissertação de Mestrado no Curso de Engenharia Mecânica na PUC 2004 PANJAN, J.; NAVINSEK, B.; CEKADA, M. A new experimental method for studying the cracking behaviour of PVD multilayer coating Surface and Coating Technology , n° 174-175, 55-62, 2003. PANJAN, P.; KEK MERL, D.; ZUPANIC, F.; CEKADA, M.; PANJAN, M. SEM study of defects in PVD hard coatings using focused ion beam milling Surface and Coating Technology vol. 202, p. 2302-2305, 2008.
91
PRENGEL, H.G; PFOUTS, W.R; SANTHANAM, A.T; State of the art in hard coatings for carbide cutting tools. Surface & coating technology v.102, p.-183-190, 1998. RAO, P.V.; REDDY, N.S.K. Experimental investigation to study the effect of solid lubricants on cutting forces and surface quality in end milling International Journal of Machine Tools & Manufacture, vol 46, p 189-198, 2006. RICHETTI, A.; MACHADO, A.R ; DA SILVA, M.B; EZUGWU, E.O; BONNEY,J. Influence of the number of inserts for tool life evaluation in face milling of steels International Journal of Machine Tools & Manufacture, vol 44, p.695-700, 2004. SALES W.F., GUIMARÃES G., A .R. MACHADO, EZUGWU E.O. Cooling ability of cutting fluids and measurement of the chip-tool interface temperatures. Industrial Lubrication and Tribology . vol. 54, n° 2, p. 57–68, 2002. SANTNER, E., KLAFFKE, D., MEIER ZU KOCKER, G. Comprehensive tribological characterization of thin TiN-based coatings. Wear , vol. 190, p. 204-211, 1995. SANTOS, A.L.B.; DUARTE, M.A.V.; ABRÃO, A.M.; MACHADO , A.R. An optimization procedure to determine the coefficients of the extended Taylor’s equation in machining International Journal of Machine Tools & Manufacture, vol 39, p. 17-31, 1999. SANTOS, S. C., SALES, W. F. Fundamentos da Usinagem dos Materiais, Apostila, PUC Minas, Belo Horizonte, MG. 2003. SCHULZ, H.; DORR, J.; RASS, I.J.; SCHULZE, M.; LEYENDECKER, T.; ERKENS, G. Performance of oxide PVD-coating in dry cutting operations Surface and Coating Technology , n° 146-147, p.480-485, 2001. SEDLACEK, M.; PODGORNIK, B.; VIZINTIN, J. Influence of surface preparation on roughness parameters, friction and wear Wear , article in press, 2008. SHARMAN , A., DEWES, R.C., ASPINWALL, D.K. Tool life when high speed ball nose end-milling Inconel 718. Journal of Materials Processing Technology , vol 118, p. 20-35, 2001.
92
SILVA, M.B., WALLBANK J. Lubrication and application method in machining. Industrial Lubrication and Tribology vol. 50, n° 4, july/august, p.149–152, 1998. TELES, J.M. Torneamento de ferro fundido nodular ferritizado com nióbio utilizando ferramenta de metal duro Dissertação de Mestrado Universidade Federal de Itajubá dezembro, p.110, 2007. TRENT, E.M., WRIGHT, P.K. Metal Cutting, 4rd Edition, Butteworths-Heinemann Ltda. 2000. VIEIRA, J.M.; MACHADO , A.R.; EZUGWU, E.O. Performance of cutting fluids during face milling of steels Journal of Materials Processing Technology , n° 248, 244-251, 2001.
Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas
Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo