avaliação das boas práticas de fabricação de uma empresa de ...
37
MINISTÉRIO DA EDUCAÇÃO SECRETARIA DA EDUCAÇÃO PROFISSIONAL E TECNOLÓGICA INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DO RIO GRANDE DO SUL – CAMPUS BENTO GONÇALVES RÉGIS ADOLFO CARON AVALIAÇÃO DAS BOAS PRÁTICAS DE FABRICAÇÃO DE UMA EMPRESA DE BISCOITOS E BOLACHAS Bento Gonçalves 2012
Transcript of avaliação das boas práticas de fabricação de uma empresa de ...

0
MINISTÉRIO DA EDUCAÇÃO
SECRETARIA DA EDUCAÇÃO PROFISSIONAL E TECNOLÓGICA
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DO
RIO GRANDE DO SUL – CAMPUS BENTO GONÇALVES
RÉGIS ADOLFO CARON
AVALIAÇÃO DAS BOAS PRÁTICAS DE FABRICAÇÃO DE
UMA EMPRESA DE BISCOITOS E BOLACHAS
Bento Gonçalves
2012

1
RÉGIS ADOLFO CARON
AVALIAÇÃO DAS BOAS PRÁTICAS DE FABRICAÇÃO DE
UMA EMPRESA DE BISCOITOS E BOLACHAS
Trabalho de Conclusão de Curso apresentado
ao curso Superior de Tecnologia em Alimentos
do Instituto Federal de Educação, Ciência e
Tecnologia – Campus Bento Gonçalves como
parte dos requisitos para a conclusão do curso.
Orientadora: Profª Ms. Camila Duarte Teles
Bento Gonçalves
2012

2
RÉGIS ADOLFO CARON
AVALIAÇÃO DAS BOAS PRÁTICAS DE FABRICAÇÃO DE
UMA EMPRESA DE BISCOITOS E BOLACHAS
Trabalho de Conclusão de Curso apresentado ao
curso Superior de Tecnologia em Alimentos do
Instituto Federal de Educação, Ciência e
Tecnologia – Campus Bento Gonçalves como
parte dos requisitos para a conclusão do curso.
COMISSÃO EXAMINADORA
____________________________________
Prof. Ms.André Mezzomo
Instituto Federal de Educação, Ciência e Tecnologia do Rio Grande do Sul, IFRS
____________________________________
Profa. Ms. Camila Duarte Teles
Instituto Federal de Educação, Ciência e Tecnologia do Rio Grande do Sul, IFRS
____________________________________
Profa. Dra. Lucia de Moraes Batista
Instituto Federal de Educação, Ciência e Tecnologia do Rio Grande do Sul, IFRS
Bento Gonçalves,
2012

3
AGRADECIMENTOS
Em primeiro lugar a Deus, por ter me dado a vida.
Ao meu pai (in memorian), que tenho certeza que está feliz e orgulhoso do meu
esforço.
A minha mãe que sempre me incentivou, até demais, mas que só tenho a agradecer por
tudo o que ela fez por mim até hoje.
Aos meus irmãos que sempre torceram por mim.
Em especial a minha vó Normelinda, meu avô Lino que era um sonho deles também.
Meus tios, primos que sempre me incentivaram.
A minha namorada Eliane, que me deu força e me ajudou a vencer esta etapa e as
longas semanas sem nos ver.
Aos meus amigos que me deram força para que eu fosse às aulas principalmente à
noite, enquanto estavam nos bares e nas jantas.
A professora e orientadora Camila, pela força, paciência e amizade.
A todos os professores do IFRS, principalmente a Coordenadora e minha segunda
mãe, Lúcia, pelos ensinamentos.
Aos colegas que estavam juntos comigo nesta batalha.
O meu sincero obrigado.

4
RESUMO
Nos dias atuais, as iniciativas que objetivam garantir a inocuidade dos alimentos são
muito importantes e sabe-se que as mesmas devem focar o controle dos perigos potenciais de
contaminação e dar maior atenção aos alimentos que apresentam maiores riscos à saúde da
população. A produção, industrialização, comercialização e manipulação de alimentos
seguros é de grande importância para manter a integridade e capacidade do ser humano e,
para tanto, depende da ingestão diária de alimentos quantitativamente e qualitativamente
adequados, saudáveis e que não coloquem em risco a saúde. O segmento alimentício
ingressou na era da qualidade e as empresas produtoras, industrializadoras, comercializadoras
e transportadoras tiveram que se adequar às normas determinadas para oferecer, cada vez
mais, produtos qualificados e seguros ao mercado. Preocupados com o assunto, segmentos do
governo e do ramo vêm adotando as Boas Práticas de Fabricação e o sistema Análise de
Perigos e Pontos Críticos de Controle, como bases para formular suas legislações e
adequarem a produção e manipulação de alimentos, buscando garantir a segurança alimentar e
oferecer aos consumidores produtos de qualidade, que não ofereçam danos à saúde de quem
os consomem. O presente trabalho foi baseado na RDC nº 275 de 21 de outubro de 2002 da
ANVISA, onde a lista de verificação serviu como base de informação de toda a produção e
também como avaliação dos pontos conformes ou não conformes e o que pode ser feito para
melhorar, sempre dentro da legislação em questão. Com base nestes dados, foi colocada a
gerência da empresa todos os itens de conformidade e de não conformidade, solicitando assim
os ajustes necessários para um melhor andamento das atividades. Ficou a cargo a gerência
adotar as mudanças propostas, como calçar o acesso a entrada, construir novos banheiros e
vestiários, trocar o forro do teto para PVC, fazer divisórias para cada setor, instalar ar-
condicionado central, adquirir uma caixa d´água, treinamentos sobre higienização dos
equipamentos, utensílios e principalmente hábitos higiênicos.
Palavras-chave: Boas Práticas de Fabricação; Qualidade; Segurança alimentar.

5
ABSTRACT
Nowadays, initiatives that aim to ensure food safety are very important and we know
that they should focus on the control of the potential dangers of contamination and give
greater attention to foods that pose a greater risk to public health. The production,
manufacturing and marketing safe food handling is of great importance to maintain the
integrity and ability of human beings and, therefore, depends on the daily food intake
quantitatively and qualitatively adequate, healthy and do not endanger health. The food
industry entered the era of quality and manufacturing enterprises, industrializadoras, traders
and carriers had to conform to certain standards to offer increasingly qualified products and
the insurance market. Concerned about the subject, segments of government and the industry
have adopted the Good Manufacturing Practices and System Hazard Analysis and Critical
Control as bases for formulating laws and adapt their production and handling of food,
seeking to ensure food security and offer consumers quality products that offer no harm to
health of those who consume them. This work was based on RDC No. 275, October 21, 2002
ANVISA, where the checklist was the basis of information throughout the production as well
as evaluation of points complying or not complying and what can be done to improve always
within the law in question. Based on these data, we placed the company's management all
items of conformity and compliance, thus prompting the necessary adjustments for a better
progress of activities. Was made by the management to adopt the proposed changes, like
putting the access entry, build new bathrooms and locker rooms, changing the lining of the
roof to PVC to make partitions for each sector, installing central air, buy a water tank, training
on cleaning equipment, utensils and especially hygiene.
Keywords: Good Manufacturing Practices, Quality, Food Safety.

6
LISTA DE FIGURAS
Quadro 1 - Itens de verificação referentes à edificação e instalações ..................................... 16
Quadro 2 - Itens de verificação referentes aos equipamentos, móveis e utensílios ................ 19
Quadro 3 - Itens de verificação referentes aos manipuladores ............................................... 20
Quadro 4 - Itens de verificação referentes à produção e transporte ....................................... 20
Quadro 5 - Itens de verificação referentes à documentação ................................................... 21
Quadro 6 - Resumo das não conformidades e soluções propostas ......................................... 23
Quadro 7 - Layout da fábrica...................................................................................................24

7
SUMÁRIO
RESUMO ................................................................................................................................... 4 ABSTRACT ............................................................................................................................... 5 LISTA DE FIGURAS ............................................................................................................... 7 1 INTRODUÇÃO ....................................................................................................................... 8 2 REFERENCIAL TEÓRICO .................................................................................................. 10
3 METODOLOGIA .................................................................................................................. 15 4 RESULTADOS E DISCUSSÃO .......................................................................................... 23
4.1 Área externa ...................................................................................................................... 25
4.2 Acesso ............................................................................................................................... 25
4.3 Área Interna ....................................................................................................................... 25
4.4 Piso .................................................................................................................................... 25
4.5 Teto ................................................................................................................................... 25
4.6 Paredes e Divisórias .......................................................................................................... 26
4.7 Portas ................................................................................................................................. 26
4.8 Janelas e Outras Aberturas ................................................................................................ 26
4.9 Escadas, elevadores de serviço, montacargas e estruturas auxiliares ............................... 26
4.10 Instalações Sanitárias e Vestiários para os Manipuladores ............................................. 26
4.11 Instalações Sanitárias para Visitantes ............................................................................. 27
4.12 Lavatórios na Área de Produção ..................................................................................... 27
4.13 Iluminação e Instalação Elétrica ..................................................................................... 27
4.14 Ventilação e Climatização .............................................................................................. 27
4.15 Higienização das Instalações .......................................................................................... 28
4.16 Controle Integrado de Vetores e Pragas Urbanas ........................................................... 28
4.17 Abastecimento de Água .................................................................................................. 28
4.18 Manejo de Resíduos ........................................................................................................ 28
4.19 Esgotamento Sanitário .................................................................................................... 29
4.20 Leiaute ............................................................................................................................. 29
4.21 Equipamentos, móveis e utensílios ................................................................................. 29
4.22 Higienização dos Equipamentos e Maquinários, e dos Móveis e Utensílios .................. 30
4.23 Manipuladores ................................................................................................................. 30
4.24 Matérias-primas, Ingredientes e Embalagens ................................................................. 30
4.25 Fluxo de Produção .......................................................................................................... 30
4.26 Rotulagem e Armazenamento do Produto Final ............................................................. 31
4.27 Controle de Qualidade do Produto Final ......................................................................... 31
4.28 Transporte do Produto Final ........................................................................................... 32
5 CONCLUSÕES .................................................................................................................... 33 REFERÊNCIAS BIBLIOGRÁFICAS ..................................................................................... 34
ANEXOS A .............................................................................................................................. 36

8
1 INTRODUÇÃO
Na primeira metade da década de 90, o setor moageiro e dos produtos derivados da
farinha de trigo no Brasil passaram por grandes transformações. Nunca, na história do setor,
transformações tão importantes ocorreram em espaço de tempo extremamente curto.
De acordo com Jacobsen (2001) em 1990 o país abria o mercado para produtos
importados, com taxa de importação muito abaixo das quais o mercado nacional praticava até
então. Produtos de diversas nacionalidades invadiram o país. No setor de biscoitos, os
produtos vinham principalmente da Argentina, uma vez que este país tinha tradição na
produção dos mesmos.
A indústria encontrava-se em um mercado em que a concorrência internacional
aumentava com a abertura de mercado, por outro lado, abria-se a possibilidade de melhorar
sua performance, com a compra de farinha de trigo que melhor se adaptava a seu processo, a
preço regido pelo mercado. Em 1994, o plano Real é colocado em prática, e há um aumento
significativo da parcela da população Brasileira com poder de compra para o mercado de
biscoitos. Neste novo cenário, empresas nacionais e multinacionais aqui instaladas investiram
algumas centenas de milhões de dólares na modernização e ampliação de seus parques
industriais. Empresas que ainda não produziam no país também passaram a adquirir fábricas
para participar deste mercado que, nos primeiros três anos do plano Real, teve um
crescimento total próximo a 50% em volume de produção, e muitas indústrias só não vendiam
quantidades maiores por falta de capacidade de produção instalada.
O biscoito é um produto composto principalmente por farinha de trigo, gordura e
açúcar, com teor de umidade bastante baixo o que lhe proporciona uma longa vida de
prateleira, se acondicionado em embalagem com eficiente proteção à entrada de umidade
(MONTEIRO,1996).
Mesmo antes de a indústria ter algum tipo de reação à entrada dos produtos
importados, ainda em 1990, o governo desregulamentou o mercado nacional do trigo. Até
aquele momento este grão só podia ser comercializado por intermédio do Banco do Brasil, o
qual controlava desta forma, o preço do produto retardando o processo de melhoria de
qualidade dos grãos. Tanto que, durante o monopólio, o Brasil produzia 75% do trigo
consumido, poucos anos após a queda do monopólio o país produzia apenas 25% do total que
consumia. Isto devido, principalmente, a várias décadas de um mercado fechado, controlado
por uma empresa estatal, que priorizava o volume de produção nacional e deixava de lado a

9
produtividade agrícola e a qualidade do produto. Atualmente, a produção nacional está
próxima a um terço do consumo.
Com estas mudanças, as empresas aqui instaladas puderam conhecer melhor a
principal matéria-prima da fabricação dos biscoitos, e, aos poucos, exigir dos moinhos
produtos adequados aos seus processos de fabricação.
Dentro deste contexto uma das formas para se atingir um alto padrão de qualidade é a
implantação das Boas Práticas de Fabricação (BPF). As boas práticas integram-se a filosofia
do sistema de gestão da qualidade como uma ferramenta que consiste em estabelecer
diretrizes que normalizem e definam procedimentos e métodos que direcionem a fabricação
de um produto ou a execução de um serviço. A razão da existência do BPF está em ser uma
ferramenta para combater, minimizar e sanar as contaminações diversas.
Logo, pode-se definir as Boas Práticas como procedimentos necessários para garantir
a qualidade sanitária dos alimentos, oriundas de normas legais que têm o papel de auxiliar e
principalmente orientar a garantia de qualidade de todos os processos da produção ou
industrialização dos alimentos (BRASIL, 2004).
A adoção das Boas Práticas de Fabricação (BPF) e do sistema de Análise de Perigos e
Pontos Críticos de Controle (APPCC) pelos estabelecimentos é indispensável para assegurar a
qualidade e a segurança dos produtos e permitir a competitividade no mercado.
É necessário que o APPCC esteja apoiado em Boas Práticas de Fabricação para
minimizar a ocorrência de perigos no produto e no ambiente de produção e garantir a
eficiência do sistema (SENAI,2000).
O objetivo foi avaliar a aplicação das BPF em um estabelecimento industrializador de
biscoitos, baseando-se na lista de verificação apresentada na RDC nº275 de 21 de outubro de
2002 da ANVISA.

10
2 REFERENCIAL TEÓRICO
A preocupação com a qualidade e segurança dos alimentos tem evoluído desde o
aparecimento do homem. Ao longo de sua evolução o homem teve que aprender a sobreviver,
e isso envolvia a ingestão de alimentos mais diversos somente para satisfazer suas
necessidades.
O estilo de vida atual alterou radicalmente os hábitos alimentares da população, isso
acarretou uma evolução no conceito de qualidade e segurança e continua evoluindo. Enquanto
numa visão primitiva a segurança dos alimentos significava somente a disponibilidade de
alimentos, uma perspectiva mais recente leva à necessidade que os alimentos sejam
controlados ao longo de toda cadeia produtiva, desde a produção primária, passando pela
produção, distribuição e venda dos produtos alimentícios até chegar à mesa do consumidor de
modo que atendam a suas expectativas a não representar risco à saúde. É nele que devemos
focar todos os esforços relativos à qualidade e segurança dos alimentos. Esse consumidor tem
cada vez mais acesso à informação e os meios de comunicação contribuem difundir conceitos
relacionados a qualidade, informações nutricionais e perigos associados ao produto (DIAS,
2010).
Além disso, a segurança dos alimentos é uma questão de saúde pública regida por
regulamentações cada vez mais exigentes e em constante mudança, uma vez que estão
relacionadas aos perigos que um alimento pode acarretar à saúde dos consumidores. Todos
esses fatores levam a uma maior responsabilização de todo pessoal envolvido, empresários,
responsáveis técnicos e manipuladores de alimentos. O cumprimento correto das boas práticas
de fabricação e produção e a formação profissional do pessoal responsável auxilia no
gerenciamento dos riscos envolvidos.
“Uns dos componentes fundamentais da segurança de alimentos que devem ser de
conhecimento destes profissionais é os agentes biológicos, químicos, físicos ou condição do
alimento que possam causar efeito adverso à saúde” (DIAS, 2010).
Perigos microbiológicos são doenças transmitidas por alimentos cujo dano à saúde
depende do tipo de microrganismo, do número de microrganismos ingeridos (nível de
contaminação do alimento), velocidade de sua multiplicação no organismo, quantidade de
toxina produzida no alimento ou no organismo e da sensibilidade do hospedeiro (idade, estado
de saúde) (BERTOLINO, 2010).

11
A contaminação química pode ocorrer em qualquer etapa de produção dos alimentos,
podendo ser benéficos ou maléficos dependendo de sua presença intencional ou não nos
alimentos. Uma ocorrência natural podem ser com derivados de plantas, animais ou
microrganismos que apesar de terem toxinas biológicas são considerados perigos químicos
Quando são adicionados intencionalmente os produtos químicos são seguros por
estarem dentro dos limites de segurança estabelecidos, mas podem ser perigosos se estes
níveis são excedidos (nitritos, sulfitos).
Contaminações acidentais podem estar presentes na matéria prima, contaminantes,
formados durante o processamento, materiais e embalagens bem como restos de lubrificantes,
solventes desinfetantes que podem estar presentes no maquinário.
Os perigos físicos incluem qualquer material estranho não encontrado normalmente
nos alimentos que possam causar injúria (perfuração nas mucosas, gengivas, dentes, tubo
digestivo). São os casos mais comuns de reclamação, pois sua presença pode gerar um efeito
geralmente grave e até mesmo à morte.
Os sistemas de gestão da qualidade e de segurança dos alimentos são muito
importantes para a consolidação dos clientes, pois tornam a comprar o produto que gostaram.
“Portanto, a satisfação dos clientes é uma função direta da qualidade do produto” .
Cada organização possui um processo de produção que se repetem diariamente, por
isso conhecer, analisar e planejar o melhor funcionamento desses fluxos resulta em processos
mais estáveis e seguros. Gerenciar a rotina pode ser feito por cada empregado, assumindo
suas responsabilidades e obrigações conferidas a ele.
Gestão da Qualidade é um conjunto de elementos inter-relacionados no qual se
estabelece políticas e objetivos a serem alcançados, visando a satisfação de determinados
requisitos. É uma maneira de dirigir e controlar uma organização, no que diz respeito à
qualidade, considerando vários departamentos da empresa (BERTOLINO,2010).
As organizações pertencentes à cadeia produtiva de alimentos estão sujeitas à
incidência e ao aumento de problemas de qualidade e de riscos à segurança de alimentos. Isto
pode ser de fatores internos provenientes da própria organização ou externos.
O estabelecimento e operação de um sistema de gestão da qualidade e segurança de
alimentos não irão resultar, por si só, em redução imediata em riscos de segurança de
alimentos, mas levará a um melhor gerenciamento destes riscos (DIAS,2010).
Princípios básicos servem como base das normas de sistema de gestão qualidade e
segurança de alimentos existentes e que são baseados na utilização do APPCC aliados a
princípios de gestão como ISO 9001 e ISO 22000 (ANVISA,2002).

12
Através do Sistema de Avaliação dos Perigos em Pontos Críticos de Controle
(APPCC), avaliar a eficácia e efetividade dos processos, meios e instalações, assim como dos
controles utilizados na produção, armazenamento, transporte, distribuição, comercialização e
consumo de alimentos de forma a proteger a saúde o consumidor.
Um POP se diferencia de uma rotina convencional, pois deve apresentar uma estrutura
mínima, composta por: objetivo, responsabilidade, procedimento técnico, material necessário,
ação corretiva e cuidados especiais. É a descrição sistematizada e padronizada de uma
atividade técnica-assistencial, com o intuito de garantir/atingir o resultado esperado por
ocasião de sua realização, livre de variações indesejáveis.
Outra ferramenta de gestão da qualidade é o 5S que busca promover, através da
consciência e responsabilidade de todos, disciplina, segurança e produtividade no ambiente de
trabalho. Cada uma das cinco palavras representa uma etapa do programa de implantação do 5
S, ou então, como também podem ser chamados os cinco “sensos” (ANVISA, 2002):
- SEITON: significa deixar tudo em ordem, ou o “senso de organização”. É
literalmente arrumar tudo, deixar as coisas arrumadas e em seu devido lugar para que seja
possível encontrá-las facilmente sempre que necessário. Assim, evita-se o desperdício de
tempo e energia;
- SEIRI: se refere a evitar o que for desnecessário, ou o “senso de utilização”. Ao
separar aquilo que é realmente necessário ao trabalho daquilo que é supérfluo, ou
desnecessário, passando-o para outros que possam fazer uso dele ou simplesmente
descartando, conseguimos melhorar a arrumação e dar lugar ao novo;
- SEISO: significa manter limpo, ou o “senso de limpeza”. Agora que você já tirou
tudo que era desnecessário e deixou tudo em ordem, é preciso manter assim;
- SEIKETSU: zelar pela saúde e higiene, ou “senso de saúde e higiene”. Não adianta
nada mantermos o local de trabalho limpo se não cuidarmos de nossa higiene pessoal
também;
- SHITSUKE: disciplina. Este conceito é um pouco mais abrangente do que o
significado ao qual estamos acostumados de seguir as normas. Ele se refere também ao caráter
do indivíduo que deve ser honrado, educado e manter bons hábitos.
“As Boas Práticas de Fabricação (BPF) abrangem um conjunto de medidas que devem
ser adotadas pelas indústrias de alimentos a fim de garantir a qualidade sanitária e a
conformidade dos produtos alimentícios com os regulamentos técnicos”.

13
Essas medidas são aplicáveis a todo o tipo de indústria de alimentos voltadas às
indústrias que processam determinadas categorias de alimentos (BRASIL,2003).
O Codex estabelece recomendações de normas de identidade e qualidade para
alimentos, através dos trabalhos dos seus comitês específicos (rotulagem, aditivos químicos,
higiene, leite e derivados, alimentos para dietas especiais, restos de pesticidas ou
contaminantes, dentre outros), de modo a defender o direito do consumidor a obter um
produto saudável e nutritivo (OMC,2011).
A ISO 22000 é uma norma internacional que define os requisitos de um sistema de
gestão de segurança alimentar, abrangendo todas as organizações da cadeia de fornecimento
de alimentos. A ISO 22000 é uma norma verdadeiramente internacional adequada para
qualquer negócio em toda a cadeia de fornecimento de alimentos, incluindo organizações
inter-relacionadas, tais como fabricantes de equipamentos, materiais de embalagem, agentes
de limpeza, aditivos e ingredientes. A ISO 22000 também se aplica às organizações que
buscam integrar seu sistema de gestão da qualidade, por exemplo, a ISO 9001 e seu sistema
de gestão de segurança alimentar (ANVISA, 2002).
No Brasil, os regulamentos relacionados à qualidade e segurança dos alimentos são
estabelecidos por normas federais, estaduais e municipais. No âmbito federal existem
determinações relacionadas às BPF publicadas tanto no Ministério da Saúde como no
Ministério de Agricultura Pecuária e Abastecimento.
A legislação referente às Boas Práticas de Fabricação abrange a portaria SVS/MS nº
326, de 30 de julho de 1997, que estabelece a necessidade do constante aperfeiçoamento das
ações de controle sanitário na área de alimentos visando a proteção da saúde da população.
Resolução nº 275, de 21 de outubro de 2002, dispõe sobre o Regulamento Técnico de
Procedimentos Operacionais Padronizados aplicados aos Estabelecimentos Produtores e
Industrializadores de Alimentos e a Lista de Verificação das Boas Práticas de Fabricação em
Estabelecimentos Produtores e Industrializadores de Alimentos.
Os Procedimentos Operacionais Padronizados (POP), exigidos pela RDC nº 275 de
2002 são:
a) higienização das instalações, equipamentos, móveis e utensílios;
b) controle da potabilidade da água;
c) higiene e saúde dos manipuladores;
d) manejo dos resíduos;
e) manutenção preventiva e calibração de equipamentos;
f) controle integrado de vetores e pragas urbanas;

14
g) seleção das matérias-primas, ingredientes e embalagens;
h) programa de recolhimento de alimentos.
A fabricação deste ramo alimentício se enquadra, conforme a Resolução RDC nº 278,
de 22 de Setembro de 2005, para alimentos e embalagem dispensados da obrigatoriedade de
registro.

15
3 METODOLOGIA
O trabalho foi realizado na empresa Ferrara Chocolates Artesanais Ltda que se situa
no município de Garibaldi - RS. A fábrica possui uma área de 200 m², onde são produzidos
salgadinhos tipo palito de queijo, bacon e orégano, que são comercializados em
supermercados, bares e lancherias da região.
Para um melhor desenvolvimento do trabalho, a direção da empresa disponibilizou o
espaço e os documentos para que fossem estudados os procedimentos operacionais
estabelecidos na empresa e comparados a legislação referente.
A avaliação da aplicação das BPF foi baseada na lista de verificação apresentada na
RDC 275 de 21 de outubro de 2002 da ANVISA, conforme os Quadros de 1 a 5. Para tanto,
primeiramente, conheceu-se todos os setores da fábrica. Com isso, pode-se acompanhar com a
lista de verificação de boas práticas de fabricação como cada setor, máquina, utensílio eram
utilizados pelos seus colaboradores e avaliar a conformidade ou não do trabalho executado.
Cabe-se salientar que cada setor foi avaliado minuciosamente a partir da entrada do
colaborador, além do manuseio dos produtos, utensílios e maquinário. Ao final de todo
processo, também se verificou a lavagem e higienização de todo equipamento utilizado, bem
como do piso e paredes.

16
AVALIAÇÃO SIM NÃO NA 1
1. EDIFICAÇÃO E INSTALAÇÕES
1.1 ÁREA EXTERNA
1.1.1 Área externa livre de focos de insalubridade, de objetos em desuso ou estranhos ao
ambiente, de vetores e outros animais no pátio e vizinhança; de focos de poeira; de
acúmulo de lixo nas imediações, de água estagnada, dentre outros.
1.1.2 Vias de acesso interno com superfície dura ou pavimentada, adequada ao trânsito
sobre rodas, escoamento adequado e limpas
1.2 ACESSO
1.2.1 Direto, não comum a outros usos ( habitação).
1.3 ÁREA INTERNA
1.3.1 Área interna livre de objetos em desuso ou estranhos ao ambiente.
1.4 PISO
1.4.1 Material que permite fácil e apropriada higienização (liso, resistente, drenados
com declive, impermeável e outros).
1.4.2 Em adequado estado de conservação (livre de defeitos, rachaduras, trincas,
buracos e outros).
1.4.3 Sistema de drenagem dimensionado adequadamente, sem acúmulo de resíduos.
Drenos, ralos sifonados e grelhas colocados em locais adequados de forma a facilitar o
escoamento e proteger contra a entrada de baratas, roedores etc.
1.5 TETOS
1.5.1 Acabamento liso, em cor clara, impermeável, de fácil limpeza e, quando for o
caso, desinfecção.
1.5.2 Em adequado estado de conservação (livre de trincas, rachaduras, umidade, bolor,
descascamentos e outros).
1.6 PAREDES E DIVISÓRIAS
1.6.1 Acabamento liso, impermeável e de fácil higienização até uma altura adequada
para todas as operações. De cor clara.
1.6.2 Em adequado estado de conservação (livres de falhas, rachaduras, umidade,
descascamento e outros).
1.6.3 Existência de ângulos abaulados entre as paredes e o piso e entre as paredes e o
teto.
1.7 PORTAS
1.7.1 Com superfície lisa, de fácil higienização, ajustadas aos batentes, sem falhas de
revestimento.
1.7.2 Portas externas com fechamento automático (mola, sistema eletrônico ou outro) e
com barreiras adequadas para impedir entrada de vetores e outros animais (telas
milimétricas ou outro sistema).
1.7.3 Em adequado estado de conservação (livres de falhas, rachaduras, umidade,
descascamento e outros).
1.8 JANELAS E OUTRAS ABERTURAS
1.8.1 Com superfície lisa, de fácil higienização, ajustadas aos batentes, sem falhas de
revestimento.
1.8.2 Existência de proteção contra insetos e roedores (telas milimétricas ou outro
sistema).
1.8.3 Em adequado estado de conservação (livres de falhas, rachaduras, umidade,
descascamento e outros).
1.9 ESCADAS, ELEVADORES DE SERVIÇO, MONTACARGAS E ESTRUTURAS
AUXILIARES
1.9.1 Construídos, localizados e utilizados de forma a não serem fontes de
contaminação.
1.9.2 De material apropriado, resistente, liso e impermeável, em adequado estado de
conservação.
1.10 INSTALAÇÕES SANITÁRIAS E VESTIÁRIOS PARA OS MANIPULADORES
1.10.1 Quando localizados isolados da área de produção, acesso realizado por passagens
cobertas e calçadas.
1.10.2 Independentes para cada sexo (conforme legislação específica), identificados e de
uso exclusivo para manipuladores de alimentos.
continua

17
continuação
AVALIAÇÃO SIM NÃO NA 1
1. EDIFICAÇÃO E INSTALAÇÕES
1.10 INSTALAÇÕES SANITÁRIAS E VESTIÁRIOS PARA OS MANIPULADORES
1.10.3 Instalações sanitárias com vasos sanitários; mictórios e lavatórios íntegros e em
proporção adequada ao número de empregados (conforme legislação específica).
1.10.4 Instalações sanitárias servidas de água corrente, dotadas preferencialmente de
torneira com acionamento automático e conectadas à rede de esgoto ou fossa séptica. .
1.10.5 Ausência de comunicação direta (incluindo sistema de exaustão) com a área de
trabalho e de refeições. .
1.10.6 Portas com fechamento automático (mola, sistema eletrônico ou outro). .
1.10.7 Pisos e paredes adequadas e apresentando satisfatório estado de conservação. .
1.10.8 Iluminação e ventilação adequadas. .
1.10.9 Instalações sanitárias dotadas de produtos destinados à higiene pessoal: papel
higiênico, sabonete líquido inodoro anti-séptico ou sabonete líquido inodoro e anti-
séptico, toalhas de papel não reciclado para as mãos ou outro sistema higiênico e seguro
para secagem.
1.10.10 Presença de lixeiras com tampas e com acionamento não manual.
1.10.11 Coleta freqüente do lixo.
1.10.12 Presença de avisos com os procedimentos para lavagem das mãos.
1.10.13 Vestiários com área compatível e armários individuais para todos os
manipuladores.
1.10.14 Duchas ou chuveiros em número suficiente (conforme legislação específica),
com água fria ou com água quente e fria.
1.10.15 Apresentam-se organizados e em adequado estado de conservação.
1.11 INSTALAÇÕES SANITÁRIAS PARA VISITANTES E OUTROS
1.11.1 Instaladas totalmente independentes da área de produção e higienizados.
1.12 LAVATÓRIOS NA ÁREA DE PRODUÇÃO
1.12.1 Existência de lavatórios na área de manipulação com água corrente, dotados
preferencialmente de torneira com acionamento automático, em posições adequadas em
relação ao fluxo de produção e serviço, e em número suficiente de modo a atender toda
a área de produção
1.12.2 Lavatórios em condições de higiene, dotados de sabonete líquido inodoro anti-
séptico ou sabonete líquido inodoro e anti-séptico, toalhas de papel não reciclado ou
outro sistema higiênico e seguro de secagem e coletor de papel acionados sem contato
manual.
1.13 ILUMINAÇÃO E INSTALAÇÃO ELÉTRICA
1.13.1 Natural ou artificial adequada à atividade desenvolvida, sem ofuscamento,
reflexos fortes, sombras e contrastes excessivos.
1.13.2 Luminárias com proteção adequada contra quebras e em adequado estado de
conservação.
1.13.3 Instalações elétricas embutidas ou quando exteriores revestidas por tubulações
isolantes e presas a paredes e tetos.
1.14 VENTILAÇÃO E CLIMATIZAÇÃO
1.14.1 Ventilação e circulação de ar capazes de garantir o conforto térmico e o ambiente
livre de fungos, gases, fumaça, pós, partículas em suspensão e condensação de vapores
sem causar danos à produção.
1.14.2 Ventilação artificial por meio de equipamento(s) higienizado(s) e com
manutenção adequada ao tipo de equipamento.
1.14.3 Ambientes climatizados artificialmente com filtros adequados.
1.14.4 Existência de registro periódico dos procedimentos de limpeza e manutenção dos
componentes do sistema de climatização (conforme legislação específica) afixado em
local visível.
1.14.5 Sistema de exaustão e ou insuflamento com troca de ar capaz de prevenir
contaminações.
1.14.6 Sistema de exaustão e ou insuflamento dotados de filtros adequados.
1.14.7 Captação e direção da corrente de ar não seguem a direção da área contaminada
para área limpa.
continua

18
continuação
AVALIAÇÃO SIM NÃO NA 1
1. EDIFICAÇÃO E INSTALAÇÕES
1.15 HIGIENIZAÇÃO DAS INSTALAÇÕES
1.15.1 Existência de um responsável pela operação de higienização comprovadamente
capacitado.
1.15.2 Frequência de higienização das instalações adequada.
1.15.3 Existência de registro da higienização.
1.15.4 Produtos de higienização regularizados pelo Ministério da Saúde.
1.15.5 Disponibilidade dos produtos de higienização necessários à realização da
operação.
1.15.6 A diluição dos produtos de higienização, tempo de contato e modo de
uso/aplicação obedecem às instruções recomendadas pelo fabricante.
1.15.7 Produtos de higienização identificados e guardados em local adequado.
1.15.8 Disponibilidade e adequação dos utensílios (escovas, esponjas etc.) necessários à
realização da operação. Em bom estado de conservação.
1.15.9 Higienização adequada.
1.16 CONTROLE INTEGRADO DE VETORES E PRAGAS URBANAS
1.16.1 Ausência de vetores e pragas urbanas ou qualquer evidência de sua presença
como fezes, ninhos e outros.
1.16.2 Adoção de medidas preventivas e corretivas com o objetivo de impedir a atração,
o abrigo, o acesso e ou proliferação de vetores e pragas urbanas.
1.16.3 Em caso de adoção de controle químico, existência de comprovante de execução
do serviço expedido por empresa especializada.
1.17 ABASTECIMENTO DE ÁGUA
1.17.1 Sistema de abastecimento ligado à rede pública.
1.17.2 Sistema de captação própria, protegido, revestido e distante de fonte de
contaminação.
1.17.3 Reservatório de água acessível com instalação hidráulica com volume, pressão e
temperatura adequados, dotado de tampas, em satisfatória condição de uso, livre de
vazamentos, infiltrações e descascamentos.
1.17.4 Existência de responsável comprovadamente capacitado para a higienização do
reservatório da água.
1.17.5 Apropriada frequência de higienização do reservatório de água.
1.17.6 Existência de registro da higienização do reservatório de água ou comprovante de
execução de serviço em caso de terceirização.
1.17.7 Encanamento em estado satisfatório e ausência de infiltrações e interconexões,
evitando conexão cruzada entre água potável e não potável.
1.17.8 Existência de planilha de registro da troca periódica do elemento filtrante.
1.17.9 Potabilidade da água atestada por meio de laudos laboratoriais, com adequada
periodicidade, assinados por técnico responsável pela análise ou expedidos por empresa
terceirizada.
1.17.10 Disponibilidade de reagentes e equipamentos necessários à análise da
potabilidade de água realizadas no estabelecimento.
1.17.11 Controle de potabilidade realizado por técnico comprovadamente capacitado.
1.17.12 Gelo produzido com água potável, fabricado, manipulado e estocado sob
condições sanitárias satisfatórias, quando destinado a entrar em contato com alimento
ou superfície que entre em contato com alimento.
1.17.13 Vapor gerado a partir de água potável quando utilizado em contato com o
alimento ou superfície que entre em contato com o alimento.
1.18 MANEJO DOS RESÍDUOS
1.18.1 Recipientes para coleta de resíduos no interior do estabelecimento de fácil
higienização e transporte, devidamente identificados e higienizados constantemente; uso
de sacos de lixo apropriados. Quando necessário, recipientes tampados com
acionamento não manual.
1.18.2 Retirada frequente dos resíduos da área de processamento, evitando focos de
contaminação.
1.18.3 Existência de área adequada para estocagem dos resíduos.
continua

19
continuação
AVALIAÇÃO SIM NÃO NA 1
1. EDIFICAÇÃO E INSTALAÇÕES
1.19 ESGOTAMENTO SANITÁRIO
1.19.1 Fossas, esgoto conectado à rede pública, caixas de gordura em adequado estado
de conservação e funcionamento.
1.20 LEIAUTE
1.20.1 Leiaute adequado ao processo produtivo: número, capacidade e distribuição das
dependências de acordo com o ramo de atividade, volume de produção e expedição.
1.20.2 Áreas para recepção e depósito de matéria-prima, ingredientes e embalagens
distintas das áreas de produção, armazenamento e expedição de produto final.
Quadro 1 - Itens de verificação referentes à edificação e instalações
AVALIAÇÃO SIM NÃO NA 1
2. EQUIPAMENTOS, MÓVEIS E UTENSÍLIOS
2.1 EQUIPAMENTOS
2.1.1 Equipamentos da linha de produção com desenho e número adequado ao ramo.
2.1.2 Dispostos de forma a permitir fácil acesso e higienização adequada.
2.1.3 Superfícies em contato com alimentos lisas, íntegras, impermeáveis, resistentes à
corrosão, de fácil higienização e de material não contaminante.
2.1.4 Em adequado estado de conservação e funcionamento.
2.1.5 Equipamentos de conservação dos alimentos (refrigeradores, congeladores,
câmaras frigoríficas e outros), bem como os destinados ao processamento térmico, com
medidor de temperatura localizado em local apropriado e em adequado funcionamento.
2.1.6 Existência de planilhas de registro da temperatura, conservadas durante período
adequado.
2.1.7 Existência de registros que comprovem que os equipamentos e maquinários
passam por manutenção preventiva.
2.1.8 Existência de registros que comprovem a calibração dos instrumentos e
equipamentos de medição ou comprovante da execução do serviço quando a calibração
for realizada por empresas terceirizadas.
2.2 MÓVEIS: (mesas, bancadas, vitrines, estantes)
2.2.1 Em número suficiente, de material apropriado, resistentes, impermeáveis; em
adequado estado de conservação, com superfícies íntegras.
2.2.2 Com desenho que permita uma fácil higienização (lisos, sem rugosidades e
frestas).
2.3 UTENSÍLIOS
2.3.1 Material não contaminante, resistentes à corrosão, de tamanho e forma que
permitam fácil higienização: em adequado estado de conservação e em número
suficiente e apropriado ao tipo de operação utilizada.
2.3.2 Armazenados em local apropriado, de forma organizada e protegidos contra a
contaminação.
2.4 HIGIENIZAÇÃO DOS EQUIPAMENTOS E MAQUINÁRIOS, E DOS MÓVEIS
E UTENSÍLIOS
2.4.1 Existência de um responsável pela operação de higienização comprovadamente
capacitado.
2.4.2 Frequência de higienização adequada.
2.4.3 Existência de registro da higienização.
2.4.4 Produtos de higienização regularizados pelo Ministério da Saúde.
2.4.5 Disponibilidade dos produtos de higienização necessários à realização da
operação.
2.4.6 Diluição dos produtos de higienização, tempo de contato e modo de uso/aplicação
obedecem às instruções recomendadas pelo fabricante.
2.4.7 Produtos de higienização identificados e guardados em local adequado.
2.4.8 Disponibilidade e adequação dos utensílios necessários à realização da operação.
Em bom estado de conservação.
2.4.9 Adequada higienização.
Quadro 2 - Itens de verificação referentes aos equipamentos, móveis e utensílios

20
AVALIAÇÃO SIM NÃO NA 1
3. MANIPULADORES
3.1 VESTUÁRIO
3.1.1 Utilização de uniforme de trabalho de cor clara, adequado à atividade e exclusivo
para área de produção.
3.1.2 Limpos e em adequado estado de conservação.
3.1.3 Asseio pessoal: boa apresentação, asseio corporal, mãos limpas, unhas curtas, sem
esmalte, sem adornos (anéis, pulseiras, brincos, etc.); manipuladores barbeados, com os
cabelos protegidos.
3.2 HÁBITOS HIGIÊNICOS
3.2.1 Lavagem cuidadosa das mãos antes da manipulação de alimentos, principalmente
após qualquer interrupção e depois do uso de sanitários.
3.2.2 Manipuladores não espirram sobre os alimentos, não cospem, não tossem, não
fumam, não manipulam dinheiro ou não praticam outros atos que possam contaminar o
alimento.
3.2.3 Cartazes de orientação aos manipuladores sobre a correta lavagem das mãos e
demais hábitos de higiene, afixados em locais apropriados.
3.3 ESTADO DE SAÚDE
3.3.1 Ausência de afecções cutâneas, feridas e supurações; ausência de sintomas e
infecções respiratórias, gastrointestinais e oculares.
3.4 PROGRAMA DE CONTROLE DE SAÚDE
3.4.1 Existência de supervisão periódica do estado de saúde dos manipuladores.
3.4.2 Existência de registro dos exames realizados.
3.5 EQUIPAMENTO DE PROTEÇÃO INDIVIDUAL
3.5.1 Utilização de Equipamento de Proteção Individual.
3.6 PROGRAMA DE CAPACITAÇÃO DOS MANIPULADORES E SUPERVISÃO
3.6.1 Existência de programa de capacitação adequado e contínuo relacionado à higiene
pessoal e à manipulação dos alimentos.
3.6.2 Existência de registros dessas capacitações.
3.6.3 Existência de supervisão da higiene pessoal e manipulação dos alimentos.
3.6.4 Existência de supervisor comprovadamente capacitado.
Quadro 3 - Itens de verificação referentes aos manipuladores
AVALIAÇÃO SIM NÃO NA 1
4. PRODUÇÃO E TRANSPORTE DO ALIMENTO
4.1 MATÉRIA-PRIMA, INGREDIENTES E EMBALAGENS
4.1.1 Operações de recepção da matéria-prima, ingredientes e embalagens são realizadas
em local protegido e isolado da área de processamento.
4.1.2 Matérias - primas, ingredientes e embalagens inspecionados na recepção.
4.1.3 Existência de planilhas de controle na recepção (temperatura e características
sensoriais, condições de transporte e outros).
4.1.4 Matérias-primas e ingredientes aguardando liberação e aqueles aprovados estão
devidamente identificados.
4.1.5 Matérias-primas, ingredientes e embalagens reprovados no controle efetuado na
recepção são devolvidos imediatamente ou identificados e armazenados em local
separado.
4.1.6 Rótulos da matéria-prima e ingredientes atendem à legislação.
4.1.7 Critérios estabelecidos para a seleção das matérias-primas são baseados na
segurança do alimento.
4.1.8 Armazenamento em local adequado e organizado; sobre estrados distantes do piso,
ou sobre paletes, bem conservados e limpos, ou sobre outro sistema aprovado, afastados
das paredes e distantes do teto de forma que permita apropriada higienização,
iluminação e circulação de ar.
4.1.9 Uso das matérias-primas, ingredientes e embalagens respeita a ordem de entrada
dos mesmos, sendo observado o prazo de validade.
4.1.10 Acondicionamento adequado das embalagens a serem utilizadas.
4.1.11 Rede de frio adequada ao volume e aos diferentes tipos de matérias-primas e
ingredientes.
continua

21
continuação
AVALIAÇÃO SIM NÃO NA 1
4. PRODUÇÃO E TRANSPORTE DO ALIMENTO
4.2 FLUXO DE PRODUÇÃO
4.2.1 Locais para pré - preparo ("área suja") isolados da área de preparo por barreira
física ou técnica.
4.2.2 Controle da circulação e acesso do pessoal.
4.2.3 Conservação adequada de materiais destinados ao reprocessamento.
4.2.4 Ordenado, linear e sem cruzamento.
4.3 ROTULAGEM E ARMAZENAMENTO DO PRODUTO-FINAL
4.3.1 Dizeres de rotulagem com identificação visível e de acordo com a legislação
vigente.
4.3.2 Produto final acondicionado em embalagens adequadas e íntegras.
4.3.3 Alimentos armazenados separados por tipo ou grupo, sobre estrados distantes do
piso, ou sobre paletes, bem conservados e limpos ou sobre outro sistema aprovado,
afastados das paredes e distantes do teto de forma a permitir apropriada higienização,
iluminação e circulação de ar.
4.3.4 Ausência de material estranho, estragado ou tóxico.
4.3.5 Armazenamento em local limpo e conservado
4.3.6 Controle adequado e existência de planilha de registro de temperatura, para
ambientes com controle térmico.
4.3.7 Rede de frio adequada ao volume e aos diferentes tipos de alimentos.
4.3.8 Produtos avariados, com prazo de validade vencido, devolvidos ou recolhidos do
mercado devidamente identificados e armazenados em local separado e de forma
organizada.
4.3.9 Produtos finais aguardando resultado analítico ou em quarentena e aqueles
aprovados devidamente identificados.
4.4 CONTROLE DE QUALIDADE DO PRODUTO FINAL
4.4.1 Existência de controle de qualidade do produto final.
4.4.2 Existência de programa de amostragem para análise laboratorial do produto final.
4.4.3 Existência de laudo laboratorial atestando o controle de qualidade do produto
final, assinado pelo técnico da empresa responsável pela análise ou expedido por
empresa terceirizada.
4.4.4 Existência de equipamentos e materiais necessários para análise do produto final
realizadas no estabelecimento.
4.5 TRANSPORTE DO PRODUTO FINAL
4.5.1 Produto transportado na temperatura especificada no rótulo.
4.5.2 Veículo limpo, com cobertura para proteção de carga. Ausência de vetores e
pragas urbanas ou qualquer evidência de sua presença como fezes, ninhos e outros.
4.5.3 Transporte mantém a integridade do produto.
4.5.4 Veículo não transporta outras cargas que comprometam a segurança do produto.
4.5.5 Presença de equipamento para controle de temperatura quando se transporta
alimentos que necessitam de condições especiais de conservação.
Quadro 4 - Itens de verificação referentes à produção e transporte
AVALIAÇÃO SIM NÃO NA 1
5. DOCUMENTAÇÃO
5.1 MANUAL DE BOAS PRÁTICAS DE FABRICAÇÃO
5.1.1 Operações executadas no estabelecimento estão de acordo com o Manual de Boas
Práticas de Fabricação.
5.2 PROCEDIMENTOS OPERACIONAIS PADRONIZADOS
5.2.1 Higienização das instalações, equipamentos e utensílios:
5.2.1.1 Existência de POP estabelecido para este item.
5.2.1.2 POP descrito está sendo cumprido.
5.2.2 Controle de potabilidade da água:
5.2.2.1 Existência de POP estabelecido para controle de potabilidade da água.
5.2.2.2 POP descrito está sendo cumprido.
5.2.3 Higiene e saúde dos manipuladores:
5.2.3.1 Existência de POP estabelecido para este item.

22
5.2.3.2 POP descrito está sendo cumprido.
5.2.4 Manejo dos resíduos:
5.2.4.1 Existência de POP estabelecido para este item.
5.2.4.2 O POP descrito está sendo cumprido.
5.2.5 Manutenção preventiva e calibração de equipamentos.
5.2.5.1 Existência de POP estabelecido para este item.
5.2.5.2 O POP descrito está sendo cumprido.
5.2.6 Controle integrado de vetores e pragas urbanas:
5.2.6.1 Existência de POP estabelecido para este item.
5.2.6.2 O POP descrito está sendo cumprido.
5.2.7 Seleção das matérias-primas, ingredientes e embalagens:
5.2.7.1 Existência de POP estabelecido para este item.
5.2.7.2 O POP descrito está sendo cumprido.
5.2.8 Programa de recolhimento de alimentos:
5.2.8.1 Existência de POP estabelecido para este item.
5.2.8.2 O POP descrito está sendo cumprido.
Quadro 5 - Itens de verificação referentes à documentação

23
4 RESULTADOS E DISCUSSÃO
A partir da realização dos procedimentos descritos na Seção 3 (Metodologia),
obtiveram-se os resultados apresentados e discutidos a seguir. O Quadro 6 apresenta um
resumo das não conformidades e a solução proposta. Um dos requisitos básicos para esta
melhora será a implantação de planilhas de controle de acompanhamento de cada serviço,
podendo ser diária, mensal, semanal ou anual. Com isso podemos obter dados mais precisos e
fazer as melhorias necessárias para um melhor andamento das atividades.
NÃO CONFORMIDADES SOLUÇÃO PROPOSTA
ACESSO ÁREA EXTERNA
A entrada para a fábrica bem como para expedição é
de chão batido (cascalho).
Fazer um calçamento com paralelepípedos ou asfalto.
ACESSO
Possui entrada comum com outra casa.
Fazer uma divisória com muro.
TETO
O teto é de madeira, branco, não impermeável, com
descascamentos.
Trocar todo teto e colocar PVC branco.
PAREDES E DIVISÓRIAS
As paredes são comuns a todas as áreas.
Colocar revestimento cerâmico na área de fritura para
melhor higienização e menor acúmulo de gordura.
PORTAS
Não têm divisórias dentro da fábrica
Colocar divisórias para separar os setores de
almoxarifado, produção e acessos.
INSTALAÇÕES SANITÁRIAS
Possui 02 banheiros com acesso direto por dentro da
fábrica, somente com pia, vaso e sem identificação
entre sexos.
Teriam que ser construídos novos banheiros, com
todos os itens necessários para uso exclusivo dos
manipuladores.
VESTIÁRIOS
Não possui vestiários.
Construir vestiários com armários, chuveiros e toda
infra-estrutura necessária.
VENTILAÇÃO
É normal, apenas por janelas.
O ideal seria que fosse colocado ar condicionado.
HIGIENIZAÇÃO DAS INSTALAÇÕES
É feita pelos próprios funcionários, sem nenhuma
orientação.
Fazer uma palestra explicando todos os procedimentos
de higienização com os produtos adequados para cada
situação.
CONTROLE DE PRAGAS E VETORES
Possui somente nas janelas uma tela de proteção.
Devem-se colocar armadilhas para redores na área
externa da fábrica e no interior para moscas.
ABASTECIMENTO DE ÁGUA
É feita diretamente da rede urbana, não possui caixa
d´água.
Colocar uma caixa d´água e fazer controles periódicos
da potabilidade da água.
MANEJO DOS RESÍDUOS
O óleo usado é colocados em tambores adequados mas
não possuem local apropriado para estocagem.
Construir um local na área externa a fábrica para que
esses tambores sejam estocados até que sejam
recolhidos pela empresa responsável.
HIGIENIZAÇÃO DOS EQUIPAMENTOS E
MAQUINÁRIOS, E DOS MÓVEIS E UTENSÍLIOS
É feita pelos próprios funcionários, sem nenhuma
orientação.
Fazer uma palestra explicando todos os procedimentos
de higienização com os produtos adequados para cada
equipamento, maquinário, móveis e utensílios.
CONTROLE DE QUALIDADE DO PRODUTO
FINAL
Não tem controle de qualidade.
Coletar amostras e fazer laudos laboratoriais para
testar se o produto é apto para o consumo.
Quadro 6 - Resumo das não conformidades e soluções propostas

24
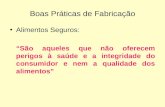
LAYOUT DA FÁBRICA
BANHEIROS
EXPEDIÇÃO
ESCRITÓRIO
PIA PIA PIA
ENTRADA
EMBALADORABALANÇA
MASSEIRA
FRITADEIRA
FRITADEIRA
CILINDROS
DIVISORA
GA
BIN
ET
E
BACIA
BACIA
Quadro 7 – layout da fábrica.

25
4.1 Área Externa
Em relação a área externa, essa não se apresentava em conformidade com a RDC 275.
A entrada é de cascalho (chão batido), onde tinha acumulo de água, poeira. Foi sugerido que
esta entrada fosse pavimentada com calçamento ou asfaltada com portão de acesso somente
para pessoas autorizadas e com escoamento de água. Os demais aspectos deste item se
apresentavam conformes.
4.2 Acesso
O acesso é o mesmo da área externa, direto, sendo comum a outros usos (como, por
exemplo, habitação). Foi sugerido que seja colocado uma divisória (muro) e com uma entrada
somente para a outra casa.
4.3 Área Interna
A área interna encontra-se em conformidade com a RDC 275, livre de objetos em
desuso ou estranhos ao ambiente.
4.4 Piso
No estabelecimento avaliado, o piso é feito com material cerâmico liso (lajotas) de
fácil higienização com declive para os ralos, impermeável, em adequado estado de
conservação (livre de defeitos, rachaduras, trincas, buracos e outros) dentro dos padrões
estabelecidos pela legislação.
4.5 Teto
Observou-se que o revestimento é de madeira, branco, não impermeável, com
descascamentos, fora dos padrões exigidos pela RDC 275.
Sugeriu-se que fosse colocado um revestimento novo de PVC branco.

26
4.6 Paredes e Divisórias
De acordo com a RDC 275, as paredes estão dentro da legislação exigida em adequado
estado de conservação (livres de falhas, rachaduras, umidade, descascamento e outros), pois
poderia ser colocado um revestimento cerâmico na área de fritura e também uma divisória de
vidro para separar das outras áreas.
4.7 Portas
Não tem portas dentro da área de produção, somente uma de entrada e saída de
funcionários. De acordo com a RDC 275, sugeriu-se que a porta externa tem que ter
acionamento automático e com barreiras para impedir entrada de vetores ou insetos.
As demais com superfície lisa, de fácil higienização, ajustadas aos batentes, sem falhas
de revestimento
4.8 Janelas e Outras Aberturas
Estão em conformidade com a RDC 275, com superfície lisa, de fácil higienização,
ajustadas aos batentes, sem falhas de revestimento. Existência de proteção contra insetos e
roedores (telas milimétricas ou outro sistema). Em adequado estado de conservação (livres de
falhas, rachaduras, umidade, descascamento e outros).
4.9 Escadas, elevadores de serviço, montacargas e estruturas auxiliares
Não se aplica no estabelecimento.
4.10 Instalações Sanitárias e Vestiários para os Manipuladores
Não estão em conformidade com a RDC nº 275 , pois os mesmos estão localizadas
dentro da área de produção com acesso interno, dotados somente de pia e vaso com sabonete
e papel higiênico, lixeiras com tampa manual e serve também como vestiário.
Imprescindível a construção de um novo banheiro com acesso externo, independentes
para cada sexo, de uso exclusivo dos manipuladores, pias com torneiras, lixeiras e portas com
acionamento automático, dotados de sabonetes líquidos anti-sépticos e papel toalha. Pisos e

27
paredes conforme legislação específica. Um vestiário com armários independentes, chuveiros,
sabonetes somente de usa exclusivo dos manipuladores.
4.11 Instalações Sanitárias para Visitantes
Não possui instalações para visitantes.
4.12 Lavatórios na Área de Produção
Conforme a RDC nº275 estão dentro da legislação existente, com lavatórios na área de
manipulação, com água corrente, dotados preferencialmente de torneira com acionamento
automático, em posições adequadas em relação ao fluxo de produção e serviço, e em número
suficiente de modo a atender toda a área de produção. Lavatórios em condições de higiene,
dotados de sabonete líquido inodoro anti-séptico, toalhas de papel não reciclado ou outro
sistema higiênico e seguro de secagem e coletor de papel acionados sem contato manual.
4.13 Iluminação e Instalação Elétrica
Conforme a legislação exigida na RDC nº 275 a iluminação está adequada à atividade
desenvolvida, sem ofuscamento, reflexos fortes, sombras e contrastes excessivos. Luminárias
com proteção adequada contra quebras e em adequado estado de conservação. Instalações
elétricas embutidas ou quando exteriores revestidas por tubulações isolantes e presas a
paredes e tetos.
Possui luminárias com lâmpadas fluorescentes com proteção anti-queda e instalações
elétricas embutidas revestidas por tubulações isolantes presas nas paredes e tetos.
4.14 Ventilação e Climatização
Este item não está conforme à RDC nº 275, pois a ventilação e circulação de ar se dá
apenas pela circulação normal pelas janelas que não é suficiente para garantir o conforto
térmico dos manipuladores. Há um sistema de exaustão de gases, fumaça e partículas em
suspensão, mas não é suficiente.
O ideal seria um sistema de refrigeração de ar quente e frio.

28
4.15 Higienização das Instalações
A higienização das instalações é feita por um responsável que não está de acordo com
a RDC nº 275, pois não está capacitado. A higienização e feita todos os dias com produtos
adequados, regularizados pelo Ministério da Saúde. Enfatizou-se o uso de luvas, máscaras,
botas para realização de higienização, como também um registro de toda operação feita e
material usado.
4.16 Controle Integrado de Vetores e Pragas Urbanas
Está em conformidade com a RDC nº 275, portanto detectou-se em algumas vezes a
presença de moscas na área de produção. Foi solicitado que seja feito uso de produtos
químicos na parte externa para evitar a aproximação de moscas colocado iscas no interior da
fábrica. Solicitou-se registro de todas as ações executadas.
4.17 Abastecimento de Água
O abastecimento de água é realizado pela rede pública do município de Garibaldi
diretamente para a fábrica, sem caixa d`água. Não é feito nenhum controle de potabilidade da
água e nem da conservação dos canos, portanto não está em conformidade com a RDC nº 275.
Solicitou-se que seja feito uma vez a cada seis meses uma análise da água.
4.18 Manejo de Resíduos
O acúmulo de resíduos devem ser retirados da área de trabalho todas as vezes quanto
forem necessárias, no mínimo um vez por dia.
Conforme a RDC nº 275 estão em conformidade, os resíduos gerados (óleo de
cozinha) são armazenados em recipientes adequados e destinados a empresas de coleta
especializada. A empresa não possui uma área destinada para armazenamento destes resíduos
e por isso foi solicitado que seja feita uma área externa para depósito, como também um
registro destes descartes.

29
4.19 Esgotamento Sanitário
Fossas, esgoto conectado à rede pública, caixas de gordura em adequado estado de
conservação e funcionamento (BRASIL,1997).
Estão conectadas á rede pública e em bom estado de funcionamento.
4.20 Leiaute
Leiaute adequado ao processo produtivo: número, capacidade e distribuição das
dependências de acordo com o ramo de atividade, volume de produção e expedição. Área para
recepção e depósito de matéria-prima, ingredientes e embalagens distintas das áreas de
produção, armazenamento e expedição de produto final, está de acordo com legislação
vigente.
4.21 Equipamentos, móveis e utensílios
Equipamentos da linha de produção com desenho e número adequado ao ramo.
Dispostos de forma a permitir fácil acesso e higienização adequada. Superfícies em contato
com alimentos lisas, íntegras, impermeáveis, resistentes à corrosão, de fácil higienização e de
material não contaminante. Em adequado estado de conservação e funcionamento.
Equipamentos de conservação dos alimentos (refrigeradores, congeladores, câmaras
frigoríficas e outros), bem como os destinados ao processamento térmico, com medidor de
temperatura localizado em local apropriado e em adequado funcionamento. Existência de
planilhas de registro da temperatura, conservadas durante período adequado. Existência de
registros que comprovem que os equipamentos e maquinários passam por manutenção
preventiva. Existência de registros que comprovem a calibração dos instrumentos e
equipamentos de medição ou comprovante da execução do serviço quando a calibração for
realizada por empresas terceirizadas. Móveis (mesas, bancadas, vitrines, estantes). Em
número suficiente, de material apropriado, resistentes, impermeáveis; em adequado estado de
conservação, com superfícies íntegras. Com desenho que permita uma fácil higienização
(lisos, sem rugosidades e frestas). Utensílios (material não contaminante, resistentes à
corrosão, de tamanho e forma que permitam fácil higienização: em adequado estado de
conservação e em número suficiente e apropriado ao tipo de operação utilizada. Armazenados
em local apropriado, de forma organizada e protegidos contra a contaminação.

30
Todos móveis, utensílios, equipamentos estão adequados as normas destinadas ao
ramo de produção, e as balanças são calibradas pelo INMETRO anualmente e possuem
registro, portanto adequadas a RDC nº275.
4.22 Higienização dos Equipamentos e Maquinários, e dos Móveis e Utensílios
Este ítem não está de acordo com a RDC nº275, pois o responsável não está
capacitado para higienização de todos os equipamentos, maquinários, móveis e utensílios. A
higienização é feita diariamente após o término da produção com produtos adequados para
cada tipo de material, regulamentados pelo Ministério de Saúde. Salientou-se para que todos
usem luvas, máscaras, botas para a higienização com também seja feito um registro da
realização do trabalho. Maquinário que possui peças desmontáveis deve ser removidas e
lavadas adequadamente.
4.23 Manipuladores
Tanto o vestuário, hábitos higiênicos, estado de saúde, programa de controle de saúde,
equipamento de proteção individual estão em conformidade com a RDC nº 275.
Programa de capacitação dos manipuladores não é feito para nenhum dos
colaboradores.
4.24 Matérias-primas, Ingredientes e Embalagens
A matéria-prima recebida é toda inspecionada, e qualquer defeito, alteração da
embalagem e validade fora do prazo a mercadoria é devolvida está de acordo com a
legislação.
No entanto, não existe um local adequado para recepção e estocagem e não está de
acordo com a legislação. Foi sugerido que na entrada da mercadoria seja feito divisórias para
que não fique o acesso direto para área de produção.
4.25 Fluxo de Produção
O fluxo de produção não está de acordo com a RDC nº275 , pois não existem locais
para pré preparo ("área suja") isolados da área de preparo por barreira física ou técnica.

31
Controle da circulação e acesso do pessoal. Conservação adequada de materiais destinados ao
reprocessamento. Ordenado, linear e sem cruzamento.
A área de produção não possui isolamento por barreiras físicas ou técnica.
A circulação é feita apenas por funcionários.
4.26 Rotulagem e Armazenamento do Produto Final
Dizeres de rotulagem com identificação visível e de acordo com a legislação vigente.
Produto final acondicionado em embalagens adequadas e íntegras. Alimentos armazenados
separados por tipo ou grupo, sobre estrados distantes do piso, ou sobre paletes, bem
conservados e limpos ou sobre outro sistema aprovado, afastados das paredes e distantes do
teto de forma a permitir apropriada higienização, iluminação e circulação de ar. Ausência de
material estranho, estragado ou tóxico. Armazenamento em local limpo e conservado.
Controle adequado e existência de planilha de registro de temperatura, para ambientes com
controle térmico. Rede de frio adequada ao volume e aos diferentes tipos de alimentos.
Produtos avariados, com prazo de validade vencido, devolvidos ou recolhidos do
mercado devidamente identificados e armazenados em local separado e de forma organizada.
Produtos finais aguardando resultado analítico ou em quarentena e aqueles aprovados
devidamente identificados.
Os rótulos estão de acordo com a legislação, acondicionados em embalagens
adequadas sobre estrados de plástico distantes do chão, separados por tipo. O local de
estocagem não é o adequado, pois fica na entrada e sem nenhuma barreira física e com acesso
direto a produção. Sugeriram-se divisórias para separar ambas as partes.
4.27 Controle de Qualidade do Produto Final
Não existe programa de amostragem de qualidade para o produto final e não é
documentado, com isso não está em conformidade com a RDC nº 275. É feito apenas em
controle no fim da linha de produção através de inspeção visual e qualquer problema é levado
ao gerente. Foram detectados alguns problemas durante a embalagem final como peso fora do
padrão e gerando assim um retrabalho.

32
4.28 Transporte do Produto Final
Veículo limpo, com cobertura para proteção de carga. Ausência de vetores e pragas
urbanas ou qualquer evidência de sua presença como fezes, ninhos e outros. Transporte
mantém a integridade do produto. Veículo não transporta outras cargas que comprometam a
segurança do produto. Presença de equipamento para controle de temperatura quando se
transporta alimentos que necessitam de condições especiais de conservação, dentro dos
padrões exigidos pela RDC nº 275.

33
5 CONCLUSÃO
As empresas fabricantes de biscoitos de médio porte têm como objetivo. A longo
prazo, melhorar o processo de desenvolvimento de produtos, por visualizarem isto como
alternativa para mudar o tipo de mercado e, consequentemente, agregar maior valor ao
produto.
Um fator limitante às empresas de médio porte, no desenvolvimento de uma maior
quantidade de produtos, está relacionado ao acesso as tecnologias de processo. Estes
fabricantes, normalmente, adquirem equipamentos usados dos grandes fabricantes, desta
forma, trabalham com as tecnologias disponíveis neste mercado, dificultando o
desenvolvimento de produtos inovadores.
Pode-se concluir que as melhorias apontadas, de acordo com o manual de boas práticas de
fabricação serão de grande valia para a agilidade do processo e fluxo de produção,
treinamento e monitorização dos colaboradores e uma melhor qualidade do produto.
Mudanças de pequeno porte já foram adotadas pela empresa, portanto as de maior
investimento ainda não foram autorizadas porque a empresa está de mudança para o Paraná,
aonde vai se juntar com o setor de fabricação de bolachas de mel com cobertura de chocolate.

34
REFERÊNCIAS BIBLIOGRÁFICAS
BERTOLINO, M. T. Gerenciamento da qualidade na indústria alimentícia; ênfase na
segurança de alimentos – Porto Alegre, Artmed, 2010.
BRASIL, Ministério da Saúde. Agência Nacional de Vigilância Sanitária. RDC nº 275 de 21
de outubro de 2002. Aprova o regulamento técnico de procedimentos operacionais
padronizados aplicados aos estabelecimentos produtores / industrializadores de alimentos e a
lista de verificação das boas práticas de fabricação em estabelecimentos produtores /
industrializadores de alimentos. Diário Oficial da União. Brasília, 26 de outubro de 2002.
BRASIL. Decreto-Lei nº 986, de 21 de outubro de 1969. Institui Normas Básicas sobre
Alimentos.
BRASIL. Lei n° 6437, de 20 de agosto de 1977, e suas alterações. Configura infrações a
legislação sanitária federal, estabelece as sanções respectivas e dá outras providências.
BRASIL. Ministério da Saúde. Secretaria de Vigilância Sanitária. Portaria nº 326, de 30 de
julho de 1997. Regulamento Técnico sobre as Condições Higiênico-Sanitárias e de Boas
Práticas de Fabricação para Indústrias de Alimentos, 1997.
BRASIL. Ministério da Saúde. Secretaria de Vigilância Sanitária. RDC nº 216 de 15 de
setembro de 2004. Regulamento Técnico de Boas Práticas para serviços de alimentação.
BRASIL. Ministério da Saúde - Secretário Nacional de Organização e Desenvolvimento de
Serviços de Saúde. Programa de Controle de Infecção Hospitalar. lavar as mãos: informações
para profissionais de saúde. 39 páginas na Impressão Original, il. - Série A: Normas e
Manuais Técnicos - 11, 1989.
BRASIL. Ministério da Saúde. Secretaria de Vigilância Sanitária. Portaria nº 1.428, de 26 de
novembro de 1993. Regulamentos Técnicos sobre Inspeção Sanitária, Boas Práticas de
Produção/Prestação de Serviços e Padrão de Identidade e Qualidade na Área de Alimentos.
BRASIL. Ministério da Saúde. Agência Nacional de Vigilância Sanitária. Resolução-RDC nº
18, de 29 de fevereiro de 2000. Dispõe sobre Normas Gerais para funcionamento de Empresas
Especializadas na prestação de serviços de controle de vetores e pragas urbanas.
BRASIL. Ministério da Saúde. Agência Nacional de Vigilância Sanitária. Resolução nº 22, de
15 de março de 2000. Dispõe sobre o Manual de Procedimentos Básicos de Registro e
Dispensa da Obrigatoriedade de Registro de Produtos Importados Pertinentes à Área de
Alimentos.
BRASIL. Ministério da Saúde. Agência Nacional de Vigilância Sanitária. Resolução nº 23, de
15 de março de 2000. Dispõe sobre o Manual de Procedimentos Básicos para Registro e
Dispensa da Obrigatoriedade de Registro de Produtos Pertinentes à Área de Alimentos.
CODEX ALIMENTARIUS. CAC/RCP 1-1969, Ver. 3 (1997). Recommended Internacional
Code of Practice General Principles of Food Hygiene.

35
DIAS, J. [et al]. Implementação de Sistema de Qualidade e Segurança dos Alimentos –
Londrina: Midiogtaf II, 2010.
GOMES, J. C. 1953 - Legislação de Alimentos e Bebidas – Viçosa, MG, Ed.UFV, 2007.
JACOBSEN, L. A. - Um Pouco De História E Política Do Trigo – EMBRAPA / Trigo –
Passo Fundo RS, 2001
MONTEIRO, A. R. G. – Produção de Biscoitos – Relatório de Estagio Supervisionado –
apresentado aoDepartamento de Engenharia e Tecnologia de Alimentos – UNESP – São José
do Rio Preto, 1996.
Organização Mundial do Comércio (OMC), 2011.
Resolução RDC nº 278, de 22 de Setembro de 2005.
SENAI. Elaboração do Manual de BPF. Rio de Janeiro: SENAI/DN, 2002

36
ANEXO A
Tópicos de treinamento ministrado aos colaboradores:
- BPF;
- contaminação (química, física e biológica);
- microrganismos;
- higiene;
- controle de qualidade;
- lavar as mãos sempre;
- higienização;
- manejo dos resíduos;
- contaminação cruzada;
- manutenção preventiva;
- recebimento de matéria-prima;
- controle da produção.