Avaliação da matéria prima da caixa de embarque de uma...
90
ANA ELISA BASSI FORTES Avaliação da matéria prima da caixa de embarque de uma indústria farmacêutica. Lorena 2015
Transcript of Avaliação da matéria prima da caixa de embarque de uma...

ANA ELISA BASSI FORTES
Avaliação da matéria prima da caixa de embarque de uma
indústria farmacêutica.
Lorena
2015

ANA ELISA BASSI FORTES
Avaliação da matéria prima da caixa de embarque de uma indústria
farmacêutica.
Trabalho de Conclusão de Curso apresentado à Escola de Engenharia de Lorena da Universidade de São Paulo como requisito para conclusão da graduação em Engenharia Química.
Orientador: Professor Dr. Humberto
Felipe da Silva
Lorena
2015

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Fortes, Ana Elisa Bassi Avaliação da matéria prima da caixa de embarque deuma indústria farmacêutica. / Ana Elisa BassiFortes; orientador Professor Dr. Humberto Felipe daSilva. - Lorena, 2015. 88 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaQuímica - Escola de Engenharia de Lorena daUniversidade de São Paulo. 2015Orientador: Professor Dr. Humberto Felipe da Silva
1. Industria farmacêutica . 2. Leanmanufacturing. 3. Visual managment (gestão visual).4. Caixa de embarque. 5. Qualidade. I. Título. II.Silva, Professor Dr. Humberto Felipe da, orient.

AGRADECIMENTOS
Agradeço a Deus pela oportunidade de viver a cada dia todas as
experiências e por ter a cada dia mais fé, acreditar e amar.
Aos meus pais José Maria Fortes e Ana Emília Bassi Fortes e a minha irmã
Ana Carolina Bassi Fortes por sempre estarem ao meu lado nos momentos
difíceis e nas vitórias, por serem a minha base e meu porto seguro, por todos os
ensinamentos, amor, e oportunidades que tive, além de serem meus exemplos,
pela confiança, experiência e apoio que me permitiram e auxiliaram a chegar até
aqui.
À minha família de Jacareí que mesmo distante sempre estiveram na
torcida. Aos meus amigos desde a época de colégio e cursinho em São Paulo,
por mais que os caminhos fossem diferentes o carinho permaneceu, amigos
transformados em família.
Aos meus amigos de Lorena, as meninas da república e agregados, ao
pessoal das entidades que fizeram parte do meu crescimento pessoal e
profissional durante todos esses anos e fizeram meus dias mais felizes.
À Escola de Engenharia de Lorena, em especial ao meu Professor
Orientador, Humberto Felipe da Silva por toda ajuda e conselho ajudando a tornar
possível essa monografia.
A todos os meus amigos da indústria farmacêutica, que me ajudaram no
início da carreira profissional, que me mostraram a Engenharia na prática e o
quanto ela é maravilhosa.
A todos os meus professores que me instruíram para chegar até aqui
através de aulas, conversas, conselhos.
Enfim, agradeço a todos que estiveram e estão presentes em minha vida,
que de alguma forma contribuíram para mais uma realização. Obrigada.

RESUMO
FORTES, A. E. B. Avalição da matéria prima da caixa de embarque de uma
indústria farmacêutica. Trabalho de conclusão de curso. Escola de Engenharia
de Lorena. Universidade de São Paulo. 2015.
As indústrias farmacêuticas estão em constante crescimento e cada vez
mais buscam aumentar a qualidade de seus medicamentos e reduzir os custos de
fabricação. Os materiais de embalagens são de suma importância para a
indústria, pois garantem a proteção e orientação dos medicamentos. Uma forma
de aumentar a produtividade e eliminar desperdícios é a utilização de ferramentas
do Lean Manufacturing. Dentre essas ferramentas, utilizou-se a ferramenta Visual
Management, traduzida como Gestão Visual, que é um sistema de planejamento,
controle e melhoria contínua e permite saber como está o processo com uma
simples olhada. Nesse contexto, o objetivo desse trabalho foi avaliar o material de
embalagem, ou seja, qual, entre duas matérias prima para caixa de embarque – o
papel virgem ou o papel reciclado – tem melhor rendimento em máquinas
automáticas utilizando o Visual Management como suporte e orientação para
realizar os testes e verificar a eficácia. Com os dados coletados na Gestão Visual
foi possível analisar as frequências de paradas da linha de produção e então
quantificar o ganho de produtividade de um material em relação ao outro, para
isso foi definido avaliar em termos de tempo e custo da máquina parada e
movimentação do colaborador. Nas condições avaliadas foi possível constatar
que a caixa de embarque feita de papel virgem reduziu em pelo menos 40% o
tempo de paradas conferindo melhor qualidade de processo e de material para os
produtos e consequentemente para os clientes.
Palavras-chave: Indústria farmacêutica, Lean Manufacturing, Gestão Visual,
produtividade, material de embalagem, caixa de embarque, qualidade.

ABSTRACT
FORTES, A. E. B. Evaluation of raw material for a boarding box in the
pharmaceutical industry. Graduation work. Escola de Engenharia de Lorena.
Universidade de São Paulo. 2015.
The pharmaceutical industry is constantly growing, focusing on increasing
medicines' quality at the same time it reduces manufacturing costs. Packaging
materials are paramount to ensure product protection and guarantee medicines
orientation accuracy. One way to increase productivity and eliminate waste is to
use the Lean Manufacturing tools. Among these, Visual Management is a popular
tool used to plan, control and continuously improve the process with a simple
glance. In this context, this essay aims to evaluate the packaging material. In other
words, which among two bulk cargo boxes raw materials - recycled or virgin paper
- have better performance in automatic machines that uses Visual Management
as support and guidance for testing and verifying effectiveness. With the data
gathered during Visual Management, it was possible to analyze the production
frequency of line stops and quantify its productivity gains of a raw material in
comparison to another; for that, machine downtime and contributors agility were
both assessed. Through the evaluated conditions, it was found that the bulk cargo
box made from virgin paper reduced at least 40% the stop time, attributing a
greater process and material quality for products and consequently customers.
Key words: Pharmaceutical industry, Lean Manufacturing, Visual Management,
productivity, packaging material, boarding box, quality,

LISTA DE FIGURAS
Figura 1 - Benefícios de redução de desperdícios ............................................... 22
Figura 2 - Exemplos de desperdícios em áreas administrativas e de prestação de
serviços ............................................................................................................... 22
Figura 3 - Princípios da gestão visual .................................................................. 28
Figura 4 - Papelão ondulado formado pela capa e miolo. .................................... 29
Figura 5 - Papelão de face simples ...................................................................... 30
Figura 6 - Papelão de parede simples ................................................................. 30
Figura 7 - Papelão de parede dupla ..................................................................... 30
Figura 8 - Papelão de parede tripla ...................................................................... 31
Figura 9 - Papelão de parede múltipla ................................................................. 31
Figura 10 - Condução do Estudo de Caso ........................................................... 35
Figura 11 - Quadro de gestão visual de uma indústria farmacêutica .................... 40
Figura 12 - Indicador de segurança ..................................................................... 42
Figura 13 - Indicador de qualidade ....................................................................... 44
Figura 14 - Indicador de entrega .......................................................................... 45
Figura 15 - Indicador de custo ............................................................................. 46
Figura 16 - Indicador de envolvimento ................................................................. 47
Figura 17 - Duração do tempo de setup’s ............................................................ 48
Figura 18 - Plano de ação .................................................................................... 49
Figura 19 - Ciclo PDCA de controle de processos, segundo Campos, V.F.(1994)
............................................................................................................................ 50
Figura 20 - Frequência de paradas da encaixotadeira ......................................... 52
Figura 21 - Modelo de especificação de caixa de embarque ................................ 54
Figura 22 - Modelo de tabela mensal de Paradas por máquina ........................... 59
Figura 23 - Modelo de tabela com os dados compilados, do total de Paradas, por
mês ...................................................................................................................... 60
Figura 24 - Modelo de Gráfico de Pareto ............................................................. 61
Figura 25 - Modelo da TCO da caixa de embarque - página 1 ............................. 73
Figura 26 - Modelo da TCO da caixa de embarque - página 2 ............................. 74

LISTA DE TABELAS
Tabela 1 - Frequência de Paradas da linha Marchesini – área de líquidos entre os
meses de julho e agosto (2014) ........................................................................... 62
Tabela 2 - Frequência de Paradas da linha Marchesini – área de líquidos entre os
meses de agosto/2014 e abril/2015 ..................................................................... 65
Tabela 3 - Frequência de Paradas do mês de maio/2015 .................................... 68
Tabela 4 - Relação Parada x Tempo ................................................................... 69
Tabela 5 - Tempo de Parada, em horas, em cada mês ....................................... 70
Tabela 6 - Custo 'hora homem' por mês .............................................................. 70

LISTA DE GRÁFICOS
Gráfico 1 - Frequência de Paradas entre os meses de julho e agosto (2014) -
'fornecedor 1' ....................................................................................................... 63
Gráfico 2 - Frequência de Paradas entre os meses de agosto/2014 e abril/2015 -
'fornecedor 2' ....................................................................................................... 67
Gráfico 3 - Frequência de Paradas do mês de maio/2015 - avaliação do
'fornecedor 2' ....................................................................................................... 68
Gráfico 4 - Demonstração da quantidade de tempo, em horas, de Paradas por
causa da caixa de embarque, no período de julho/2014 a maio/2015 .................. 70
Gráfico 5 - Custo da 'hora homem' relacionado às paradas causadas pela caixa
de embarque........................................................................................................ 71

LISTA DE QUADORS
Quadro 1 - Significado do 5S ............................................................................... 39

SUMÁRIO
INTRODUÇÃO ..................................................................................................... 10
1 A INDÚSTRIA FARMACÊUTICA ...................................................................... 13
1.1 Pontos relevantes contidos na RDC nº 17/2010 ............................................. 15
1.2 O papel da qualidade na indústria farmacêutica............................................. 18
2 LEAN MANUFACTURING E A FERRAMENTA VISUAL MANAGEMENT ........ 21
2.1 O lean manufacturing ..................................................................................... 21
2.2 O lean manufacturing na indústria farmacêutica ............................................ 24
2.3 Visual Management (gestão visual) ............................................................... 25
3 CAIXA DE EMBARQUE .................................................................................... 29
3.1 Papelão ondulado como embalagem ............................................................. 29
3.2 Características dos papéis – componentes da estrutura do papelão ondulado
............................................................................................................................ 32
4 MÉTODOS DE PESQUISA ............................................................................... 34
4.1 Método utilizado ............................................................................................. 34
5 UTILIZAÇÃO DO VISUAL MANAGEMENT EM UMA INDÚSTRIA
FARMACÊUTICA................................................................................................. 38
5.1 Descrição do quadro de gestão visual ........................................................... 41
5.1.1 Segurança .................................................................................................. 41
5.1.2 Qualidade ................................................................................................... 43
5.1.3 Entrega ....................................................................................................... 44
5.1.4 Custo .......................................................................................................... 46
5.1.5 Envolvimento .............................................................................................. 47
5.1.6 Setup .......................................................................................................... 48
5.1.7 Planos de ação ........................................................................................... 49
5.1.8 Utilização do ciclo PDCA ............................................................................ 50
5.1.9 Apontamentos de frequência de paradas .................................................... 51
5.2 Documentação – utilização da especificação ................................................. 52
5.3 Considerações do papel virgem (kraftliner) e reciclado .................................. 55
6 ANÁLISE........................................................................................................... 57
6.1 Avaliação da caixa de embarque em duas linhas de produção automáticas .. 57

6.2 Análise da encaixotadeira utilizando caixa de embarque com material
reciclado – fornecedor 1 ...................................................................................... 61
6.3 Planejamento e acompanhamento de testes de linha de produção ............... 63
6.4 Elaboração de relatórios e preenchimento de documentação técnica
(desenhos técnicos, fórmulas de embalagem, relatórios e laudos de análise) ..... 64
6.5 Análise da encaixotadeira utilizando caixa de embarque com material virgem,
papel kraft – fornecedor 2 .................................................................................... 65
6.6 Resultados e discussão ................................................................................. 69
6.6.1 Análise do tempo de parada e do custo ...................................................... 69
6.6.2 Resultados .................................................................................................. 71
7 CONCLUSÃO ................................................................................................... 78
REFERÊNCIAS ................................................................................................... 80

10
INTRODUÇÃO
No início da década de 1990 se intensificou a concorrência entre os
grandes laboratórios multinacionais em razão dos custos crescentes de Pesquisa
e Desenvolvimento (P&D) de novos medicamentos e pelo aumento dos
medicamentos genéricos nos mercados em todo o mundo. Paralelamente a este
episódio incidiu a ampliação dos mecanismos públicos e privados de regulação da
indústria farmacêutica, propostos a reduzir os custos dos medicamentos. No
mesmo momento surgiram medidas imediatas dos governos para reduzirem os
custos dos medicamentos (REGO, 2000 apud MAGALHÃES, 2003).
Com o mercado farmacêutico nacional cada vez mais competitivo, as
principais empresas nacionais iniciaram um processo de modernização a partir da
década de 1990. Porém, mesmo com esse objetivo de modernização que se
iniciou há mais de 20 anos, estas empresas ainda buscam atingir um patamar de
tecnologia e infraestrutura suficiente para participar do processo competitivo do
mercado farmacêutico (CAPANEMA, 2006).
O setor farmacêutico nacional sofreu uma mudança na conduta nos últimos
anos em função de alguns fatores decisivos como, a desvalorização cambial no
período de 1999 a setembro de 2004, com reflexo nas importações e
consequente acréscimo nos custos do setor e a entrada dos medicamentos
genéricos em 2000. Com a entrada dos genéricos surgiu um novo segmento para
a indústria farmacêutica nacional, originando novas possibilidades de mercado a
um novo segmento no mercado farmacêutico brasileiro, gerando um novo campo
de concorrência entre as empresas farmacêuticas (CAPANEMA, 2006). Com o
mercado nacional e internacional mais competitivo a cada ano, as empresas de
diversos setores e serviços, estão introduzindo a iniciativa Lean Manufacturing.
O Lean Manufacturing, cujo surgimento se deu no Sistema Toyota de
Produção (empresa automobilística japonesa), é uma iniciativa que busca eliminar
desperdícios, ou seja, excluir o que não tem valor para o cliente e imprimir
velocidade à produção. Dessa maneira, busca garantir a qualidade do processo e
do produto entregue ao cliente, além de eficiência do processo (WERKEMA,
2012).

11
A adoção e utilização do Lean Manufacturing representa uma mudança na
cultura da organização, consequentemente não é algo fácil de ser obtido. Nos
últimos anos, o número de empresas praticantes e que adotaram o Lean
Manufacturing vem aumentando expressivamente em todos os setores industriais,
inclusive o setor industrial farmacêutico mundial e nacional (WERKEMA, 2012).
De acordo com a definição, produto ou serviço de qualidade “é aquele que
atende perfeitamente, de forma confiável, de forma acessível, de forma segura e
no tempo certo às necessidades do cliente.” (CAMPOS, 1992 apud WERKEMA,
1995).
Com toda a tecnologia avançando, padrões e melhorias sendo implantados
foram necessárias discussões sobre um item importante na área de produção de
embalagens de uma indústria farmacêutica, a caixa de embarque, ou como é
mais conhecida, caixa de papelão. No caso desse trabalho, focamos na linha de
produção de embalagem e no material de embalagem por isso será comentado
partes da RDC 17 com as descrições sobre embalagem.
A caixa de embarque, feita com papelão ondulado é a embalagem mais
utilizada pela indústria para transporte. No Brasil, mais de 50% das embalagens
são de papel e papelão. A caixa pode ser adequada a um número grande de
produtos de diversos tipos e, além disso, tem grandes vantagens logísticas, como
por exemplo: otimização no ato de carregar ou descarregar cargas, resistência,
alto grau de utilização, dimensões paletizáveis, alta reciclabilidade, flexibilidade,
entre outros (NOLETTO, 2010).
O papelão ondulado, material utilizado na construção de caixa de
embarque, pode ser considerado como uma estrutura composta por folhas lisas
exteriores, as capas e folhas onduladas que formam as ondas, miolo. Os
papelões ondulados se classificam conforme o número de papéis que os
compõem, podendo ser face simples, parede simples, parede dupla, parede tripla
ou parede múltipla.
É conhecida a importância que a caixa de embarque tem em grandes
indústrias, para facilitar o transporte de maior número de produtos em menor
espaço e tempo e para aumentar a produtividade em indústrias que utilizam
sistemas automatizados. Essa caixa de papelão, apesar de, em uma indústria
farmacêutica ser considerada como embalagem terciária, deve atender aos

12
padrões da empresa, principalmente de produtividade e garantia de
armazenamento.
Através do Lean Manufacturing, a utilização da Gestão Visual (Visual
Management) na linha de produção de embalagem de uma indústria farmacêutica
aumenta a possibilidade de melhorar a produtividade na encaixotadeira, tendo
ganhos visíveis ao utilizar a caixa de embarque mais propícia a determinadas
máquinas automáticas, este processo foi verificado também através do ciclo
PDCA.
Foi realizado um estudo de caso para aprofundar o conhecimento sobre a
ferramenta do Lean Manufacturing e como a linha de produção se comporta
mudando a variável da caixa de embarque, a matéria prima.
Dentro do quadro de Gestão Visual é possível entender como a linha de
produção está se comportando, é possível visualizar a quantidade de paradas, o
motivo para que então ocorra um brainstorm sobre as melhorias que podem ser
feitas nessa linha para que melhore a qualidade do produto final e também o
tempo de produção. Através disso, as ideias discutidas são dispostas no quadro e
acompanhadas através do ciclo PDCA.
Para verificar a melhora do rendimento na linha de produção será feita a
comparação dos resultados diários da quantidade de parada da linha de
produção, disposta no quadro de Gestão Visual e com isso será possível avaliar
qual é a melhor opção de matéria prima para o material de embalagem dessa
indústria farmacêutica.

13
1 A INDÚSTRIA FARMACÊUTICA
A indústria farmacêutica é responsável por produzir medicamentos. Muitas
das empresas farmacêuticas surgiram no período compreendido entre o final do
século XIX e início do XX sendo este um segmento industrial que concentra
atividade de desenvolvimento, pesquisa, comercialização e distribuição de drogas
farmacêuticas. Já as principais descobertas farmacêuticas aconteceram entre as
décadas de 1920 e 1930. Nos últimos anos surgiram os medicamentos genéricos,
com a mesma fórmula dos medicamentos de marca (FERST, 2013).
A Agência Nacional de Vigilância Sanitária (ANVISA) é uma organização
vinculada ao Ministério da Saúde, que criada pela Lei nº 9.782 tem como dever
garantir ao consumidor o direito a produtos e serviços com boa qualidade
sanitária, sejam estes da área de alimentos, medicamentos, serviços de saúde,
cosméticos, etc. A ANVISA é responsável por oferecer informações,
procedimentos e classificar os parâmetros de qualidade para as indústrias
farmacêuticas (LEI Nº 9.782, de 2009).
Os medicamentos de marca, chamados também medicamentos de
referência, são aqueles produtos inovadores que são registrados no órgão federal
responsável pela vigilância sanitária e comercializados no país cuja eficácia,
segurança e qualidade foram comprovadas cientificamente. Os medicamentos
similares apresentam o mesmo princípio ativo dos de referência, a mesma
concentração, indicação, ou seja, são equivalentes, mas pode divergir nas
características como tamanho, formato, embalagem e pode ser identificado por
marca ou nome comercial. Medicamento genérico, segundo a ANVISA (2015) “é
aquele que contém o mesmo princípio ativo, na mesma dose e forma
farmacêutica”, é administrado pela mesma via e com a mesma posologia e
indicação terapêutica do medicamento de referência, apresenta eficácia e
segurança equivalentes podendo, portanto, ser intercambiável. Sua embalagem
deve conter a frase ‘Medicamento Genérico Lei nº 9.787/99’ e possui preço menor
por não precisar realizar todas as pesquisas uma vez que suas características
são as mesmas do produto referência (ANVISA, 2015).
No Brasil, a indústria farmacêutica teve seu desenvolvimento atrelado à
saúde pública e às práticas sanitárias de prevenção e de combate às doenças

14
infectocontagiosas. A produção de soros, vacinas e medicamentos deu-se através
do incentivo de ampliação de combate de doenças e de novas drogas
farmacêuticas disponíveis.
Entre os principais custos de produção de medicamentos estão: farmoquímicos (matéria-prima), embalagens, logística de distribuição, propaganda e mão-de-obra. O setor é oligopolizado em termos mundiais. Apesar do grande número de laboratórios, o setor é bastante concentrado, já que os laboratórios estrangeiros respondem por 55% das vendas. No Brasil, os fármacos produzidos estão concentrados na região Sudeste, que detém 59% dos estabelecimentos, principalmente no estado de São Paulo. As exportações respondem por quase 7% do faturamento da indústria farmacêutica, número que vem crescendo nos últimos anos. No mercado interno, cerca de 75% das vendas da indústria são realizadas para distribuidores de medicamentos (Departamento Econômico Bradesco, 2009; Febrafarma, 2010; Pró-genéricos, 2010, p. 3).
A OMS (Organização Mundial da Saúde) afirma que o direito do
consumidor quanto à saúde é um dos direitos humanos básicos e essenciais.
Portanto, é dever da indústria o cuidado com a qualidade e a segurança dos
produtos processados nas instalações (LEI Nº 9.782, de 2009).
Para garantir qualidade, estar de acordo com as legislações e seguir as
normas de fiscalização, a fabricação, estocagem e comercialização de
medicamentos necessitam de regulamentação. A indústria farmacêutica enfrenta
os desafios nas áreas de segurança e no controle das validações para cumprir os
regulamentos exigidos pelo governo e à implementação de boas práticas de
manufatura. Os órgãos de rastreamento exigem que as empresas assegurem a
integridade, segurança e confiabilidade dos seus produtos. Para obter
medicamentos com o controle rígido de qualidade e segurança exigidos pelos
órgãos atrelados ao Ministério da Saúde, existe uma política nacional específica,
esta deve estruturar-se de acordo com as necessidades de cada país. É
fundamental para garantir eficácia, informação e aspectos de custos e preços dos
medicamentos e importante para assegurar a utilização adequada desses
produtos, por parte da classe médica e farmacêutica (FILHO e BARROCO, 2009;
MELO, 1999).

15
1.1 Pontos relevantes contidos na RDC nº 17/2010
A ANVISA é dirigida por uma diretoria colegiada composta por cinco
integrantes. O posto de diretor-presidente é designado pelo Presidente da
República. Os dirigentes têm estabilidade durante o período do mandato de três
anos, cujo começo e término não são coincidentes entre si. As decisões são
tomadas em sistema colegiado, por maioria simples (ANVISA, 2015).
O RDC, Resolução da Diretoria Colegiada, é o ato normativo, de
intervenção ou de alteração do regimento interno, bem como para detalhamento
de área de ação ou normas de organização de cada diretoria. A RDC nº 17 de
16/04/10 - Dispõe sobre as Boas Práticas de Fabricação de Medicamentos. Para
estar de acordo com os parâmetros da ANVISA permitidos é necessário que a
fabricação siga como disposto nessa resolução (ANVISA, 2015).
No Capítulo III DEFINIÇÕES, o Art. 5º adota em torno de 74 definições.
Serão consideradas somente definições relacionadas com material de
embalagem, qualidade ou esteja diretamente relacionada à embalagem.
XIV - critério de aceitação: critério que estabelece os limites de aceitação de especificações de matérias primas, produtos ou processos/sistemas; XXI – embalagem: todas as operações, incluindo o envase e a rotulagem, pelas quais o produto a granel deve passar, a fim de tornar-se produto terminado. Normalmente, o envase de produtos estéreis não é considerado parte do processo de embalagem, visto que esses em sua embalagem primária são considerados produtos a granel; XXII – especificação: documento que descreve em detalhes os requisitos que os materiais utilizados durante a fabricação, produtos intermediários ou produtos terminados devem cumprir. As especificações servem como base para a avaliação da qualidade; XXIII - fabricação: todas as operações envolvidas no preparo de determinado medicamento, incluindo a aquisição de materiais, produção, controle de qualidade, liberação, estocagem, expedição de produtos terminados e os controles relacionados;
É necessário definir um padrão de qualidade limite que esteja descrito na
especificação de cada material de embalagem, assim é possível garantir ou
melhorar cada material.

16
No Capítulo XIV MATERIAIS, a seção III é dedicada ao Material de
Embalagem, sobre manuseio, cuidados, entre outros. Para a caixa de embarque
que é uma embalagem de transporte, porém não menos importante, deve seguir
conforme as especificações e demais definições.
Art. 174. Todos os produtos e materiais de embalagem a serem utilizados devem ser verificados no ato da entrega ao departamento de embalagem em relação à quantidade, identidade e conformidade com as instruções de embalagem.
No Capítulo XV DOCUMENTAÇÃO, a seção VIII sobre as instruções de
embalagem explica quais os dados relevantes para o processo de produção de
embalagem.
Art. 220. Deve haver instruções autorizadas quanto ao processo de embalagem, relativas a cada produto e ao tamanho e tipo de embalagem.
Cada caixa de embarque deve conter informações pertinentes ao produto,
desde nome, quantidade, lote, para que seja possível identificar e acompanhar
corretamente cada produto.
O Capítulo XVI BOAS PRÁTICAS DE PRODUÇÃO, possui a seção IV
descreve sobre procedimentos durante as operações de embalagens, para evitar
mistura ou troca de produtos e como deve realizar a inspeção.
Art. 277. A inspeção em linha do produto durante a embalagem deve incluir regularmente, pelo menos, as seguintes verificações: I - aspecto geral das embalagens; II - se as embalagens estão completas; III - se estão sendo utilizados os produtos e os materiais de embalagem corretos; IV - se as impressões realizadas estão corretas; e V - o funcionamento correto dos monitores da linha de embalagem. Parágrafo único. As amostras retiradas na linha de embalagem para inspeção em linha não devem retornar ao processo de embalagem sem a devida avaliação.
Para que não se cometa erros relacionados à embalagem é imprescindível
que a limpeza da linha de produção, ou seja, a troca do material de embalagem
seja feita com cautela e também que siga corretamente as instruções de inspeção
de qualidade necessárias.

17
O Capítulo XVII BOAS PRÁTICAS DE CONTROLE DE QUALIDADE, tem a
seção II dedicada ao tema Ensaios Necessários Matérias-Primas e Materiais de
Embalagem e, entre os cinco artigos, cita-se os abaixo para esclarecer o papel do
controle de qualidade em relação ao material de embalagem.
Art. 293. Antes que as matérias-primas e os materiais de embalagem sejam liberados para uso, o responsável pelo Controle de Qualidade deve garantir que esses foram testados quanto à conformidade com as especificações. Art. 297. Em substituição à realização de testes de controle de qualidade, o fabricante pode aceitar o certificado de análise emitido pelo fornecedor, desde que a sua confiabilidade seja estabelecida por meio de avaliação periódica dos resultados apresentados e de auditorias às suas instalações, o que não exclui a necessidade da realização do teste de identificação. § 1º Os certificados emitidos pelo fornecedor devem ser originais e ter sua autenticidade assegurada. § 2º Os certificados devem conter as seguintes informações: I - identificação do fornecedor, assinatura do funcionário responsável; II - nome e número de lote do material testado; III - descrição das especificações e dos métodos utilizados; e IV - descrição dos resultados dos ensaios e a data em que tenham sido realizados.
Assim, com diversos pontos descritos sobre a RDC nº 17, tem-se a
importância da boa prática de fabricação, relacionando-a com o processo de
produção e os materiais de embalagens envolvidos. Para garantir um processo de
produção adequado e produtos finalizados com qualidade é necessário seguir as
orientações citadas além de outras contidas nas RDC’s. Os elementos básicos do
gerenciamento da qualidade são o sistema da qualidade e a sua garantia, o que
requer a estruturação de um departamento (instalações físicas e recursos
humanos qualificados) e um sistema documental (Manual da Qualidade, POP’s –
Procedimentos Operacionais Padrões, Instruções de Trabalho, protocolos e
especificações escritas e aprovadas). As normas são imprescindíveis por
diversas razões, nas indústrias, por servir de guia para a organização e
ordenamento dos processos produtivos (OLIVEIRA, 2009).

18
1.2 O papel da qualidade na indústria farmacêutica
“Qualidade de processo é a rigorosa especificação dos processos que
serão realizados na produção de um bem ou serviço, incluindo as faixas de
tolerância desejada dos resultados.” (OLIVEIRA, 2009, p.93).
Denominadas oficialmente de GMP ou BPF (Good Manufacturing Practices
ou Boas Práticas de Fabricação), podem ser descritas como normas obrigatórias
que estabelecem e padronizam procedimentos tanto para produtos, como para
processos ou serviços e tem como objetivo atender os padrões mínimos
determinados pelos órgãos reguladores governamentais nacionais e
internacionais, cuja incumbência é zelar pelo bem estar da comunidade (FILHO e
BARROCO, cap. 15, 2009).
“Para se gerenciar a qualidade é necessário a implementação da ‘Política
da Qualidade’, isto é, as intenções e diretrizes globais relativas à qualidade,
formalmente expressa e autorizada pela administração superior da empresa.”
(ANVISA, 2010).
‘Garantia da Qualidade’ é a totalidade de ações sistemáticas que
asseguram confiança adequada que um produto cumpre seus requisitos de
qualidade, ou seja, são cuidados tomados para garantir que os medicamentos
estejam dentro dos padrões de qualidade exigidos, para que possam ser
utilizados para os fins propostos, assim a Garantia da Qualidade incorpora as
BPF e outros fatores, incluindo o projeto e o desenvolvimento de um produto
(ANVISA, 2010).
O fato de atender as normas das BPF no processo produtivo garante, ao
consumidor final, a elevada qualidade dos produtos, além de sua eficácia como
fármaco-medicamento, afinal, esta assegura que os produtos são
consistentemente produzidos e controlados, com padrões de qualidade
apropriados para o uso pretendido e requerido pelo registro.
O cumprimento das BPF está orientado primeiramente à diminuição dos riscos inerentes a qualquer produção farmacêutica, os quais não podem ser detectados somente pela realização de ensaios nos produtos terminados. Os riscos são constituídos essencialmente por contaminação-cruzada,

19
contaminação por partículas, troca ou mistura de produto (ANVISA, 2010).
A garantia da qualidade é um conceito extenso e deve assegurar os
aspectos que influenciam a qualidade de um produto. O gerenciamento da
qualidade deve possuir os seguintes elementos básicos: Infraestrutura apropriada
ou ‘sistema de qualidade’, englobando instalações, procedimentos, processos e
recursos organizacionais. Esse sistema apropriado à fabricação de medicamentos
deve certificar, além de outras situações, a distribuição e uso correto, para a
fabricação, de matérias-primas e materiais de embalagem (ANVISA, 2010).
Pode-se dizer que através das ferramentas do Lean as indústrias estão
atrás de resultados maiores e melhores, principalmente elevando a qualidade,
seja do produto, do processo, do projeto ou total. Segundo Nascimento (2004):
Qualidade de projeto é a competência de uma organização em desenvolver produtos e processos que alcançam a satisfação do cliente com custos e prazos compatíveis e qualidade total é a preocupação com a qualidade em todas as atividades da empresa, buscando sistematicamente o zero defeito pela melhoria contínua dos processos de produção.
Para trilhar o caminho da melhoria da qualidade, necessita-se entender as
atividades, o processo e os clientes. É importante compreender que as
necessidades estão sempre mudando, com isso é preciso aprimorar, melhorar a
qualidade e por isso o objetivo de atingi-la sempre será cíclico, a procura de
novos desenvolvimentos de novos projetos com maior qualidade. Os principais
objetivos do processo de melhoria da qualidade são: refinar a qualidade; estimular
o envolvimento no trabalho; facilitar a comunicação; evitar ações regulatórias
negativas tal como o recolhimento de lote; reduzir erros, minimizando custos;
gerar a capacidade para resolução de problemas; construir uma atitude de
prevenção de problemas; despertar trabalhos em equipe; melhorar a qualidade de
vida, dentre outros (FILHO e BARROCO, 2009).
O objetivo final de um programa para total controle de qualidade em uma indústria farmacêutica é ater-se à perfeição ao atingir as especificações para um produto de alta qualidade. É um programa destinado a assegurar ao usuário profissional ou ao consumidor final que todos os lotes de um produto estão de acordo com as especificações e que cada dose ministrada preencherá as

20
informações contidas no rótulo, atendendo a todas as exigências legais, assim como a alguns padrões adicionais que possam ser adotados pela administração de uma firma (Oliveira, 2009, p.215).

21
2 LEAN MANUFACTURING E A FERRAMENTA VISUAL MANAGEMENT
2.1 O lean manufacturing
O Lean Manufacturing é uma iniciativa que busca eliminar desperdícios,
isto é, excluir o que não tem valor para o cliente e imprimir velocidade à empresa.
Como o Lean pode ser aplicado em todo tipo de trabalho, uma denominação mais
apropriada é Lean Operations ou Lean Enterprise (WERKEMA, 2006).
De acordo com WERKEMA (2006, p. 15):
As origens do Lean Manufacturing remontam ao sistema Toyota de produção (também conhecido como produção just-in-time). O executivo da Toyota Taiichi Ohno iniciou na década de 50 a criação e implantação de um sistema de produção cujo principal foco era a identificação e a posterior eliminação de desperdícios, com o objetivo de reduzir custos e aumentar a qualidade e a velocidade de entrega do produto aos clientes. O sistema Toyota de produção por representar uma forma de produzir cada vez mais com cada vez menos, foi denominado produção enxuta, por James P. Womack e Daniel T, Jones, em seu livro ‘A máquina que mudou o mundo’. Essa obra, publicada em 1990 nos Estados Unidos com o título original The Machine That Changed the World - é um estudo sobre a indústria automobilística mundial realizado nos anos 80 pelo Massachusetts Institute of Technology (MIT), que chamou a atenção de empresas de diversos setores.
Lean manufacturing, conhecido também como manufatura enxuta é uma
filosofia de gestão focada na redução dos sete tipos de desperdícios,
superprodução – a empresa produz além da necessidade; tempo de espera – é
um gargalo, ou seja, tempo gasto desnecessariamente a todo o processo de
fabricação a espera de material ou máquina; transporte desnecessário (de
mercadoria) – acontece quando há lacunas entre um ponto de beneficiamento e
outro; excesso de processamento ou produção (de mercadorias
desnecessárias) – atividades desnecessárias ou incorretas que aumentam o
custo; inventário (estoque) – mercadoria a espera de processamento ou
consumo maior que o mínimo necessário; movimento (de pessoas) – procura
desnecessária por peças, equipamentos, movimentações dispensáveis e defeitos

22
(nos produtos) – os itens do processo de produção não atendem a qualidade
exigida.
Werkema (2006) representa nas figuras a seguir benefícios que podem ser
gerados e alguns exemplos desses desperdícios. A Figura 1 apresenta os
benefícios da redução de desperdícios e a Figura 2 mostra alguns exemplos de
desperdícios em áreas administrativas e de prestação de serviços.
Figura 1 - Benefícios de redução de desperdícios
Fonte: Werkema (2006, p.15)
Figura 2 - Exemplos de desperdícios em áreas administrativas e de prestação de serviços
Fonte: Cristina Werkema (2006, p. 16)

23
Existe um poderoso antídoto ao desperdício: o pensamento enxuto (Lean
Thinking), que é uma forma de especificar valor, alinhar na melhor sequência as
ações que criam valor, realizar essas atividades sem interrupção toda vez que
alguém as solicita e realizá-las de modo cada vez mais eficaz (WOMACK E
JONES, 2004 apud WERKEMA, 2006).
De acordo com o The Lean Enterprise Institute, Inc (2003) há cinco
princípios que podem orientar melhor sobre a mentalidade enxuta (Lean Thinking)
são eles:
1. Especificar o valor – aquilo que o cliente valoriza.
A definição do valor começa pelo ponto de vista do consumidor final, por
família de produtos. Não é a empresa que define o que é valor e sim o cliente.
Cabe às empresas cobrar um preço específico pela necessidade do consumidor e
para manter a empresa no negócio, aumentar os lucros via melhoria continua dos
processos, reduzir os custos e melhorar a qualidade.
2. Identificar o fluxo de valor.
Para cada família de produtos é necessário identificar as etapas no fluxo de
valor, separando em três tipos: aqueles que efetivamente geram valor, aqueles
que não geram valor, mas são importantes para a manutenção dos processos e
da qualidade e, aqueles que não agregam valor, devendo ser eliminados, sempre
que possível.
3. Criar fluxos contínuos.
As etapas agregadoras de valor devem ter uma sequência para que o
produto flua suavemente, com isso terá a capacidade de desenvolver, produzir e
distribuir rapidamente atendendo a necessidade dos clientes quase
instantaneamente. Além disso, a criação de fluxos contínuos terá redução dos
tempos de concepção de produtos e de processamento de pedidos e na
diminuição de estoque.
4. Produção puxada.
Conforme o fluxo é iniciado, deixar que os clientes puxem o valor da
próxima atividade, eliminando estoques e dando valor ao produto, as empresas
não mais empurram os produtos para o consumidor através de descontos e
promoções.
5. Buscar a perfeição.

24
Quando os quatro passos acima estiverem definidos e introduzidos é
necessário começar este processo novamente para que um estado de perfeição
seja alcançado, estado este em que valor perfeito é agregado sem que haja
desperdício algum. A perfeição deve ser o objetivo de todos envolvidos, pois é a
busca do aperfeiçoamento contínuo em direção a um estado ideal que norteará
todos os esforços da empresa.
As principais ferramentas usadas para colocar em prática os princípios do
Lean Thinking são:
Mapeamento do fluxo de valor.
Métricas Lean.
Kaizen.
Kanban.
Padronização.
5S.
SMED – Redução de setup.
TPM (Total productive mainternance).
Gestão visual.
Poka-Yoke (mistake proofing).
Nos últimos anos, o número de empresas praticantes do Lean
Manufacturing vem aumentando significativamente em todos os setores
industriais e de serviços. No entanto, vale destacar que a adoção do Lean
Manufacturing representa um processo de mudança de cultura da organização e,
portanto, não é algo fácil de ser alcançado. O fato de a empresa utilizar
ferramentas Lean não significa, necessariamente, que foi obtido pleno sucesso na
implementação do Lean Manufacturing (WERKEMA, 2006).
2.2 O lean manufacturing na indústria farmacêutica
Na indústria farmacêutica as diversas ferramentas do Lean Thinking são
implementadas visando sempre a melhoria do processo, garantindo qualidade dos
produtos (medicamentos) ao cliente, o aumento de performance/desempenho dos

25
equipamentos e evitando os desperdícios. Uma das ferramentas mais utilizadas
descrita anteriormente para se obter ganhos de performance e ganhos de
qualidade no produto é o Visual Management, ou Gestão Visual. Esta ferramenta
vem sendo adotada em diversos setores industriais e de serviços, como na
indústria farmacêutica (SANOFI, 2010).
O Lean Manufacturing, quando implantado, por exemplo, em uma linha de
produção de embalagens de uma indústria farmacêutica trará informações e
melhorias para uma maior produção (quantidade) e melhor qualidade do produto
final, além da melhor aparência e qualidade do material de embalagem final.
A diminuição no tempo de setup – utilização de SMED, a rapidez da
entrega de material de embalagem – utilização do KANBAN, manutenção da
máquina – utilização TPM, organização do local de trabalho – utilização do 5S, a
facilidade visual do acontecimento de problemas e resolução deles com foco em
todos os tipos de melhoria – utilização do Visual Management, também chamado
de VM ou Gestão Visual, são ferramentas Lean que ajudam a linha de produção a
ter o maior e melhor resultado.
2.3 Visual Management (gestão visual)
De acordo com o The Lean Institute Brasil, Inc (2003) uma das ferramentas
mais importantes de apoio ao trabalho no Lean Manufacturing é a Gestão Visual.
A Gestão Visual permite a todos saberem como andam as coisas, ou seja, todas
as variáveis que envolvem a linha de produção, sem precisar perguntar a
ninguém ou ligar um único computador.
Pode-se definir Gestão Visual como um sistema de planejamento, controle
e melhoria contínua que integra ferramentas visuais simples que possibilitam que
se entenda, através de uma rápida ‘olhada’, a situação atual e que apoia o
trabalho padrão da liderança para garantir a aderência dos processos aos
padrões e viabilizar as melhorias permanentes (Lean Institute Brasil, 2009).
A Gestão Visual deve permitir que todos possam ver e entender a mesma
coisa, tornando a situação transparente, ajudando a focalizar nos processos e não
nas pessoas, além de priorizar o que realmente é necessário. Deve fornecer

26
informação que gere ações no ponto da comunicação. E ainda, deve ser mantido
pelos que realmente fazem o trabalho, que devem ser os primeiros a perceber as
anormalidades. E finalmente deve ser conectada aos objetivos do negócio (Lean
Institute Brasil, 2009).
Normalmente confunde-se Gestão Visual com “poluição visual”, ou seja, a
disposição de uma diversidade de informações históricas em quadros e painéis
expostos como papel de parede. Isso é totalmente diferente do que definimos por
Gestão Visual, este deve possibilitar entender e enxergar as anormalidades o
mais próximo possível do local e momento em que acontecem e saber o que está
sendo feito para corrigi-las (Lean Institute Brasil, 2009).
Ao falar em Gestão Visual, refere-se aos métodos e práticas que permitem
realizar o genchi genbutsu (go and see), o “vá ver diretamente no local onde as
coisas realmente acontecem com os seus próprios olhos”. Observa-se a diferença
essencial entre fatos (o mundo real) e dados (informações provenientes da
realidade). A Gestão Visual ajuda a entender os fatos, que podemos observar no
gemba.
Gemba é o termo japonês para “local real”, ou seja, local em que ocorre o
trabalho que agrega valor. Normalmente utiliza-se esse termo para enfatizar que a
melhoria real acontece quando há observação direta das condições em que o
trabalho está sendo realizado, pois o trabalho padronizado não pode ser feito no
escritório, mas sim definido e revisado no gemba.
Atividades repetitivas são projetadas para identificar situações anormais,
ou fora do padrão, como por exemplo, níveis de entrega, custos, estoques, níveis
de acidentes fora dos respectivos padrões que geram desvios ou gaps, ou seja,
uma quebra de continuidade, e isso pode causar perda de valor, então através da
gestão visual, no gemba, são discutidas essas atividades para que sejam
estabelecidas ações corretivas.
Uma caminhada pelo gemba sem uma Gestão Visual adequada torna-se
um evento sem muitos objetivos, induzindo os colaboradores a seguirem o que os
líderes desejam ouvir, sem visualizarem de fato aquilo que está acontecendo.
Em áreas administrativas a Gestão Visual é igualmente importante. Por
exemplo, a área de compras pode expor a chegada de materiais solicitados, a
colocação de novos pedidos, mensurar se existe atrasos de entrega, pagamento,

27
como está se comportando o estoque de matérias primas, se está acima ou
abaixo do padrão estabelecido, realizar uma avaliação semanal do desempenho
dos fornecedores em entrega, ou em relação a outros pontos a serem
considerados, desde que estes pontos sejam colocados em local adequado e
utilizado de forma a atender o objetivo da área, a gestão visual trará benefícios e
resoluções de problemas em um menor tempo possível.
A Gestão Visual não é a forma pela qual a liderança exerce um controle
mais próximo e forte ou gerencia no nível micro. Mas o ‘vá ver’ permite ao líder
lean realizar o seu papel como numa cadeia de ajuda, ou seja, contribuir para que
as pessoas entendam e resolvam os problemas reais, principalmente juntar
pessoas de diversas áreas que tenham impacto no resultado final, no gemba,
para discorrer sobre alguns pontos que estão fora do padrão, pontos observados
em um quadro da gestão visual, por exemplo, para expor ideias de melhoria e
resultados dentro do padrão estabelecido.
Para que a gestão visual seja completa e funcione da melhor forma, é
imprescindível incentivar os colaboradores do gemba, eles apontarão as
informações, os resultados, os problemas obtidos durante a produção. É preciso
alinhar que além do fluxo contínuo é necessário eliminar todo o tipo de
desperdício e para tudo isso ser visível até para os leigos é preciso ter
transparência no processo.
A Figura 3 demonstra os princípios da gestão visual utilizado no
treinamento de uma indústria farmacêutica. Definem-se três pilares importantes
para o bom funcionamento dessa ferramenta, são eles: Transparência no
processo – todas as informações sobre o processo são disponibilizadas de forma
evidente; Eliminação de desperdícios – excluir o que não tem valor para o cliente,
reduzindo custos e aumentando qualidade e velocidade de entrega; e
Comprometimento dos colaboradores – todos os colaboradores devem ser
treinados e instruídos a participar das reuniões contribuindo com as informações
do dia-a-dia de produção sendo elas os defeitos ou novas ideias.

28
Figura 3 - Princípios da gestão visual
Fonte: Sanofi treinamento gestão visual (2012)

29
3 CAIXA DE EMBARQUE
3.1 Papelão ondulado como embalagem
Para Zambuzi (2013, p.119), “papelão ondulado é uma estrutura formada
por um ou mais papéis ondulados - normalmente reciclado - (miolo), fixados a um
ou mais papéis planos (capas) por meio de adesivo aplicado no topo das ondas”.
Figura 4 - Papelão ondulado formado pela capa e miolo.
Fonte: http://www.recicloteca.org.br/material-reciclavel/papel/
Os tipos de papelão ondulado são classificados de acordo com o número
de capas e miolos utilizados. As figuras abaixo representam, de acordo com a
terminologia da NBR 5985 (ABNT, 2004) utilizada pela Associação Brasileira de
Papelão Ondulado (ABPO), as especificações dos papéis ondulados:
FACE SIMPLES – uma capa e um miolo, um elemento ondulado colado a
um elemento plano.

30
Figura 5 - Papelão de face simples
Fonte: www.abpo.org.br
PAREDE SIMPLES – duas capas e um miolo, um elemento ondulado
colado em ambos os lados a elementos planos.
Figura 6 - Papelão de parede simples
Fonte: www.abpo.org.br
PAREDE DUPLA – três capas e dois miolos, três elementos planos colados
a dois elementos ondulados intercalados.
Figura 7 - Papelão de parede dupla
Fonte: www.abpo.org.br
PAREDE TRIPLA – quatro capas e três miolos, quatro elementos planos
colados a três elementos ondulados intercalados.

31
Figura 8 - Papelão de parede tripla
Fonte: www.abpo.org.br
PAREDE MULTIPLA – cinco ou mais capas e quatro ou mais miolos, cinco
ou mais elementos planos colados a quatro ou mais elementos ondulados
intercalados.
Figura 9 - Papelão de parede múltipla
Fonte: www.abpo.org.br
Conforme a ABPO, tanto o “miolo”, quanto a “capa” podem ser obtidos a
partir de fibras virgens de celulose, matéria-prima renovável ou de papel
reciclado. A função da embalagem de papelão ondulado é conter, proteger ou
vender o material.
Conter – a embalagem de papelão ondulado geralmente tem dimensões
adequadas para conter uma certa quantidade de produto e acomodá-lo melhor,
facilitando o transporte, estocagem, venda e utilização deste produto.
Proteger – O maior responsável pela proteção do produto é a embalagem
de papelão ondulado. Esta forma uma barreira entre o produto e o ambiente
externo e tem condições de suportar todas as exigências da cadeia logística
(estocagem e distribuição).
Vender – As embalagens de papelão ondulado tem se tornado expositoras,
se tornando o primeiro contato visual pelo consumidor e com as novas técnicas

32
de processos de impressão permite-se que estas sejam mais atrativas e de rápida
identificação para venda.
3.2 Características dos papéis – componentes da estrutura do papelão ondulado
O papel provém de fontes renováveis: as chamadas florestas plantadas. O
papel é uma folha formada pelo entrelaçamento de pequenas fibras de celulose.
As florestas de pinus são fontes de fibras longas de celulose usadas na
fabricação de papéis mais resistentes, chamados de kraftliner (kraft = palavra de
origem alemã que quer dizer forte). Esses papéis são largamente utilizados na
indústria de papelão ondulado (ZAMBUZI, 2013).
Os principais tipos de papel empregados para a fabricação das capas e
miolo do papelão ondulado são:
CAPA
Kraftliner – fabricado com grande percentual de fibras virgens, com adição
de 10 a 25% de matéria-prima reciclada de boa qualidade.
Testliner – fabricado com alto percentual de matérias-primas recicladas e
propriedades mecânicas inferiores.
Reciclado – 100% de matéria-prima reciclada.
White top liner – fabricado em duas camadas: externa branca e a interna
reciclada ou fibra virgem marrom.
Coated – fabricado em duas camadas: parte externa branca e a interna
reciclada ou fibra virgem marrom, com aplicação de uma resina para aumentar o
acabamento superficial.
MIOLO
Papel fabricado com pasta semiquímica e/ou aparas (representam todos os
tipos de papéis usados). O tipo de ondulação é caracterizado pela altura das
ondas e pelo número de ondas em certo comprimento.
TIPO DE ONDA

33
Onda A – Possui boa capacidade de absorção de choques e maior
resistência à compressão na direção topo/fundo da caixa, para a formação da
embalagem é mais difícil de dobrar, o vinco é mais duro.
Onda B – Possui boa superfície para impressão e maior resistência ao
esmagamento por causa da quantidade de ondas por unidade de comprimento.
Onda C – Possui propriedades intermediárias às citadas anteriormente,
ondas A e B. É mais utilizada em embalagens de transporte que necessitam
suportar maiores condições de empilhamento.
Onda E – Possui elevado número de ondas por unidade de comprimento o
que proporciona melhor superfície de impressão por isso é bastante utilizada em
displays e embalagens expostas no ponto de venda.
Combinações de ondas – A combinação das ondas B e C é muito
empregada para a produção de parede dupla, do tipo “BC” para embalagens que
devem exercer todo o esforço do empilhamento. Existem outras ondas, AC, EC,
EB, etc.

34
4 MÉTODOS DE PESQUISA
Segundo Lakatos (2000), pesquisa é “um procedimento formal com método
de pensamento reflexivo que requer tratamento cientifico e se constitui no
caminho para se conhecer a realidade ou descobrir verdades parciais.”. Para que
uma pesquisa tenha de fato resultados precisa-se fazer levantamento de dados
de diversas fontes não importando qual seja a técnica utilizada.
Para que a pesquisa se inicie, é preciso ter consciência que algumas
etapas devem ser seguidas: preparação da pesquisa – decisão, objetivo; fases da
pesquisa – tema a ser estudado, levantamento de dados; execução da pesquisa –
coleta e elaboração de dados, análise e interpretação de dados e por fim relatório
do resultado da pesquisa (LAKATOS, 2003).
A pesquisa é um conjunto de ações que visa solucionar problemas e pode
ser classificada pela sua natureza, abordagem, objetivos e procedimentos
usados. Sobre a natureza, pode ser básica: que procura gerar conhecimentos
sem aplicação prática prevista, ou pode ser aplicada: procura com aplicação
prática gerar soluções para problemas específicos. Em relação à abordagem,
tem-se a pesquisa qualitativa e a quantitativa, sendo a primeira descritiva,
analisando seus dados indutivamente e a segunda traduzindo em números
opiniões e informações para analisá-las usando recursos e técnicas estatísticas
(SILVA E MENEZES, 2005).
4.1 Método utilizado
Estudo de caso foi o método utilizado e segundo Gil (2008), resume-se no
estudo profundo e exausto de um objeto com a finalidade de permitir seu amplo e
detalhado conhecimento.
Este trabalho avaliou o material mais indicado para uma caixa de
embarque utilizada em uma linha de produção automatizada de uma indústria
farmacêutica no interior de São Paulo. Assim, em consequência das mais

35
diversas classificações de pesquisa existentes, este trabalho é classificado como
um estudo de caso explicativo de caráter quantitativo.
Para o estudo do material da caixa de embarque analisada por uma
ferramenta do Lean Manufacturing utilizou-se a estratégia de estudo de caso, pois
segundo Yin (2005, apud Ventura 2007):
O estudo de caso representa uma investigação empírica e compreende um método abrangente, com a lógica do planejamento, da coleta e da análise de dados. Pode incluir tanto estudos de caso único quanto de múltiplos, assim como abordagens quantitativas e qualitativas de pesquisa.
Este trabalho foi conduzido conforme mostra a Erro! Fonte de referência
não encontrada., seguindo a estrutura de estudo de caso proposta por Miguel
(2007) com os seguintes passos: definindo uma estrutura conceitual através da
literatura, planejar o caso selecionando e escolhendo a forma de coleta de dados,
conduzindo teste piloto e fazendo os ajustes necessários, coletando dados e
registrando-os, analisando os dados construindo painel e gerando relatório para
prover estrutura para reaplicação.
Figura 10 - Condução do Estudo de Caso
Fonte: Miguel (2007, p.221) O estudo de caso permite ao investigador um aprofundamento em relação
ao estudado favorecendo uma visão holística sobre os acontecimentos. Pode-se

36
dizer que um estudo de caso completo deve demonstrar que o pesquisador
despendeu esforços exaustivos ao coletar as evidencias relevantes e é aquele em
que a distinção entre o fenômeno do que está sendo estudado e seu contexto
recebem uma atenção explícita. (YIN, 2005).
Através de uma investigação empírica, que investiga um fenômeno
contemporâneo dentro de seu contexto da vida real, o desenvolvimento da
proposta, por ter muitas fontes de evidências, direciona a coleta e análise de
dados, pois ao investigar o estudo de caso chega-se a uma situação com mais
variáveis do que dados propriamente ditos (YIN,2001).
Definição da estrutura conceitual-teórica
Este trabalho surgiu da proposta feita na reunião de Gestão Visual para a
melhoria da qualidade da caixa de embarque, feita de papel reciclado, de uma
indústria farmacêutica. Foi observado que o rendimento da linha de produção não
atingia seu máximo devido à encaixotadeira ter um alto número de paradas
gerando desperdícios. Tal observação despertou uma necessidade de
desenvolvimento de um novo fornecedor que utiliza outra matéria prima, o papel
virgem, na caixa de embarque e o quanto geraria de impacto e redução de custos
nesta indústria.
Foi realizado um estudo de trabalhos já publicados sobre a indústria
farmacêutica, o Lean Manufacturing e a caixa de embarque. O estudo mostrou a
importância da qualidade na indústria, a ferramenta de Gestão Visual que auxiliou
no acompanhamento dos testes e as características do papelão ondulado.
Planejamento do caso
Como primeiro passo foi determinado qual a linha de produção de
embalagens que seria acompanhada. A análise foi realizada em uma linha de
produção da área de embalagens de líquidos, pois é onde se encontra máquinas
de alto desempenho e que entrega alto volume de medicamento.
Após a determinação da área, foi definido o modo de coleta de dados. O
material do novo fornecedor passará por uma avaliação do controle de qualidade
e da produção para verificar se as especificações estavam dentro do necessário e
teste de maquinabilidade para comprovar a possibilidade de utilização desse

37
material. Logo após, testes seriam realizados e conforme resultados positivos os
dados seriam coletados diariamente, observando o comportamento da
encaixotadeira através de marcação, no quadro de Gestão Visual, sobre a
quantidade de paradas nesse ponto da máquina. Durante o mês de julho de 2014
e a primeira quinzena de agosto de 2014 foi coletado os dados do fornecedor 1. A
partir da segunda quinzena de agosto de 2014 até maio de 2015 foram coletados
dados do fornecedor 2. Os dados analisados eram referentes à armação da caixa,
elevador da encaixotadeira, empurrador encaixotadeira, fechamento da caixa,
posicionamento da caixa e qualidade da caixa de embarque.
Com a definição da coleta dos dados, definiram-se que a ferramento do
ciclo PDCA seria usada para acompanhamento do status desse projeto e gráficos
de comparação entre um fornecedor e outro relacionando quantidade de paradas,
tempo em horas dessas paradas e o custo hora homem permitiram quantificar e
avaliar a melhoria do material de embalagem na linha de produção.

38
5 UTILIZAÇÃO DO VISUAL MANAGEMENT EM UMA INDÚSTRIA
FARMACÊUTICA
A implementação do Visual Management se inicia constituindo e treinando
a equipe de trabalho, elaborando um plano de implementação, elaborando
modelos para os displays e controles visuais. Após essas atividades a
implementação é iniciada, após isto, é necessário assegurar a correta utilização
do 5S e da padronização e padronizar as métricas, os displays e os controles
visuais (WERKEMA, 2012).
Para que a implementação ocorra de uma maneira que toda a empresa
seja engajada é necessário que alguns padrões sejam totalmente ligados e até
implementados em paralelo. Como é o caso do 5S e do POP, estas são duas
ferramentas que permitem organização, padronização visando aumento de
qualidade e produtividade como também garantir o treinamento de todos os
envolvidos.
O 5S é um método cujo objetivo é promover e manter a limpeza e a
organização das áreas de trabalho, tanto administrativas quanto de manufatura,
funcionando como um pilar básico do Lean Manufacturing. A sigla 5S é derivada
de cinco palavras japonesas que começam com a letra S, conforme o Quadro 1.
(WOMACK; JONES; ROOS, 2004).

39
Quadro 1 - Significado do 5S
Fonte: WOMACK; JONES; ROOS, 2004
O 5S gera como benefícios para a empresa, aumento da produtividade,
melhor atendimento aos prazos, redução dos defeitos, aumento da segurança no
trabalho, redução de material perdido, melhor capacidade para distinção entre
condições normais e anormais de trabalho (WOMACK; JONES; ROOS, 2004).
A padronização é o método usado para indicar os procedimentos para
execução das tarefas de um processo, de modo que os resultados desejados
possam ser alcançados e mantidos (ROTHER, 2010).
Grande parte da variabilidade dos processos produtivos poderá ser evitada
se as tarefas forem executadas da mesma forma, isto é, se forem padronizadas
entre turnos, equipes e operadores. Isto contribuirá para a melhoria de custo,
qualidade, cumprimento de prazos e segurança (ROTHER, 2010).
A criação de documentos com tarefas padronizadas e procedimentos
básicos, em uma linguagem que todos os envolvidos em sua criação e uso
possam entender é denominado de Procedimento Operacional Padrão (POP’s).
Quando um POP é criado é necessário comunicar a existência do mesmo para
todos os afetados e relacionados a ele, treinar os operadores e supervisores, de
modo que todos executem exatamente aquilo que foi padronizado sempre da

40
mesma maneira. Além de realizar auditorias periodicamente nos processos para
verificar a utilização do POP e aperfeiçoá-lo sempre que necessário (WERKEMA,
2012).
Para que o Visual Management seja de fato implementado, os displays
devem estar dispostos no gemba, seguindo os métodos do 5S, além de toda a
equipe treinada conforme o POP.
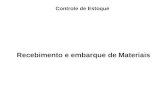
Em uma indústria farmacêutica localizada na cidade de Suzano, São Paulo,
Brasil, o display da ferramenta Visual Management foi montado e selecionado,
priorizando os indicadores que melhor representam a rotina de produção da área
de produção de embalagem conforme a Figura 11. Nesse quadro é possível
verificar se a produção ocorreu conforme os padrões definidos, quais foram os
desvios encontrados e seus planos de ação, além da frequência de paradas por
equipamento, programação semanal, indicadores de eficiência, entre outros.
Figura 11 - Quadro de gestão visual de uma indústria farmacêutica
Fonte: Sanofi treinamento gestão visual (2012)

41
Os principais pontos de utilização do Visual Management para essa
indústria é tornar o processo transparente, amadurecer o conceito do 5S na
produção de embalagem, ter os desvios de qualidade identificados
imediatamente, permitir que o status do processo seja acompanho e controlado
sistematicamente e tornar os desperdícios visíveis para todos (SANOFI, 2012).
A indústria farmacêutica, onde esta pesquisa foi realizada, prioriza além da
performance dos equipamentos, a qualidade do produto, no caso o medicamento.
Os medicamentos produzidos são usados para melhorar ou preservar a saúde
das pessoas, assim a qualidade do medicamento é de suma importância. Apesar
das empresas estarem sempre investindo em novos equipamentos, novas áreas e
materiais, nada disso tem sucesso se as Boas Práticas de Fabricação (BPF) não
forem seguidas.
Os primeiros indicadores utilizados neste display são: indicador de
segurança; indicador de qualidade; indicador de entrega; indicador de custo; e
indicador de envolvimento.
5.1 Descrição do quadro de gestão visual
5.1.1 Segurança
O indicador de segurança conforme a Figura 12 é utilizado com o objetivo
de gerenciar a ocorrência de incidentes e acidentes na linha de produção
(SANOFI,2012).
Incidente é definido como um evento não desejado ou que não seja
programado que chegue a danificar ou diminuir a eficiência operacional da
empresa. Acidente é a ocorrência não desejada que tenha como resultado uma
lesão ou enfermidade a um colaborador ou um dano a propriedade. Ao serem
adotadas as providências necessárias para prevenir e controlar os incidentes
ocorre junto, a proteção à segurança física dos colaboradores, equipamentos,
materiais e o ambiente de trabalho. Logo, os incidentes podem ou não serem

42
acidentes. Entretanto todos os acidentes são incidentes (Sociedade Brasileira de
Engenharia de Segurança, 2000).
Figura 12 - Indicador de segurança
Fonte: Sanofi treinamento gestão visual (2012)
Ao relatar os acontecimentos sobre o indicador de segurança, utiliza-se a
marcação de bolinha verde para o dia sem acidente, ‘X amarelo’ para incidentes e
‘X vermelho’ para acidentes. O objetivo desse indicador é também verificar o
ambiente de trabalho verificando possíveis falhas de segurança para evitar e
melhorar, desde um chão escorregadio e falta de parafuso até incentivar os
colaboradores a participar da ginástica laboral.

43
5.1.2 Qualidade
O indicador de qualidade demonstrado na Figura 13 visa avaliar se os
objetivos da qualidade traçados para a linha de produção foram atingidos,
composto por duas métricas:
Desvios da qualidade: Meta = 0 por dia
Rejeitos: Meta ≤ 2% por dia
Desvio de qualidade é qualquer evento ocorrido que resulte ou possa
resultar em uma não conformidade relativa aos processos e procedimentos
vigentes e/ou exigências regulatórias e de Boas Práticas de Fabricação (SANOFI
- Sistema de qualidade, 2013).
Os desvios de qualidades são classificados quanto à criticidade em:
Menor – qualquer anormalidade que não tenha impacto de qualidade;
Maior – anormalidade detectada, onde as consequências podem afetar a
qualidade;
Crítico – são anormalidades que as consequências são criticas para a
qualidade e em decorrência disto, pode causar lesão ou danos ao consumidor, à
empresa ou a seus distribuidores (SANOFI - Sistema de qualidade, 2013).
A investigação das causas prováveis que levaram ao Desvio de Qualidade
é de extrema importância para que sejam estabelecidas medidas
corretivas/preventivas, como ajuste de procedimentos, métodos, processos,
fornecedores, especificações, treinamento, para eliminar as causas e evitar novas
ocorrências (SANOFI - Sistema de qualidade, 2013).
Rejeito para um setor como o de produção de embalagem, são todas as
sobras de um processo produtivo que não atende as exigências de qualidade.
Como exemplos são considerados rejeitos de rótulos, bulas e cartuchos que
possuem falha na impressão ou que apresentam qualquer falha detectada pelos
sensores localizados no equipamento.
O espaço interno, delimitado para cada dia, é delimitado para a marcação
dos rejeitos e a parte mais externa para a marcação dos desvios de qualidade
obedecendo aos critérios da legenda: bolinha verde para resultados obtidos
dentro da meta, ‘X vermelho’ para resultados fora do objetivo e tracejado para
dias sem planejamento de produção consequentemente sem metas.

44
Figura 13 - Indicador de qualidade
Fonte: Sanofi treinamento gestão visual (2012)
5.1.3 Entrega
Indicador de entrega tem como objetivo validar se a programação de
produtos a serem envasados e embalados, definida na semana anterior foi
seguida (produção real dividido pela quantidade programada), com uma variação
de no máximo + ou - 5% (SANOFI, 2012).

45
A Figura 14 mostra o modelo do indicador, é possível verificar que possui
espaço para realizar a marcação conforme o dia do mês analisado e legenda para
que o padrão seja respeitado. Na reunião são analisados os acontecimentos e a
produtividade do dia anterior verificando o planejado e ocorrido. Nesse indicador,
ao assinalar com a bolinha verde, significa que a produção de produtos a serem
envasados e embalados foi cumprida de acordo com o planejado anteriormente,
ou pelo menos cumpriu a variação de 5% estabelecida, o ‘X vermelho’ significa
que a variação do planejado estava fora do padrão ou então que não ocorreu a
produção do produto pré-estabelecido, o tracejado, em preto significa que não
houve planejamento e nem produção no dia marcado.
Figura 14 - Indicador de entrega
Fonte: Sanofi treinamento gestão visual (2012)

46
5.1.4 Custo
A definição de uma programação fixa semanal tem o intuito de demonstrar
quais as quantidades a serem produzidas e quais os próximos produtos que irão
ser produzidos na linha (SANOFI, 2012).
Indicador de custo (Figura 15) é utilizado para verificar se a produção
planejada (produção real dividido pela vazão nominal em horas do produto
multiplicado pelas horas em que o equipamento ficou disponível para produção)
foi atingida com uma variação máxima de até 5% (espaço próximo a marcação
dos dias) e se o setup foi realizado no tempo padrão (espaço interno) (SANOFI,
2012). A marcação segue o mesmo critério anterior, verde para quando objetivo é
atingido, vermelho para fora do objetivo e preto para dias sem planejamento.
Figura 15 - Indicador de custo
Fonte: Sanofi treinamento gestão visual (2012)

47
5.1.5 Envolvimento
O indicador de envolvimento conforme a Erro! Fonte de referência não
encontrada. é utilizado para verificar o envolvimento dos operadores e áreas
suportes em relação à presença nas reuniões diárias. As reuniões utilizando o
Visual Management ocorrem todos os dias nesta indústria com duração de 15
minutos, com todas as áreas suportes presentes. O objetivo da reunião é analisar
todos os indicadores e sugerir melhorias no processo (SANOFI, 2012).
Seguindo o padrão, verde é para todos os presentes, amarelo significa que
teve algumas pessoas ausentes mas a reunião foi feita sem problemas, vermelho
para quando a reunião não foi realizada, preto para sem planejamento.
Figura 16 - Indicador de envolvimento
Fonte: Sanofi treinamento gestão visual (2012)

48
5.1.6 Setup
Setup são as atividades conhecidas necessárias para a troca da fabricação
ou embalagem de um tipo de produto para outro tipo de produto. Os processos de
Setup podem ser compostos de quatro etapas. A primeira etapa é a preparação,
ajustes após a interrupção da operação e verificação de materiais e ferramentas.
A segunda etapa é a montagem e remoção de peças e ferramentas. A terceira
etapa são as medições e calibrações e a quarta etapa são os testes de
funcionamento e ajustes. Todas essas etapas são cronometradas. Este tempo
utilizado para a realização de todas as etapas é conhecido como tempo de Setup
(WERKEMA, 2012).
O apontamento da execução de Setup (Figura 17) possui o objetivo de
demonstrar de forma gráfica o andamento das operações de Setup em relação
aos tempos padrões que foram definidos (SANOFI, 2012). Nesse modelo é
necessário identificar qual tipo de setup foi realizado, troca de produto, ou
somente de lote, em quanto tempo a mais ou a menos do estabelecido foi
realizado e o nas observações o motivo dessa duração.
Figura 17 - Duração do tempo de setup’s
Fonte: Sanofi treinamento gestão visual (2012)

49
5.1.7 Planos de ação
Sempre que houver um desvio em um dos indicadores (segurança,
qualidade, entrega, custo e envolvimento) há um formulário conforme a Figura 18
com o objetivo de definir o desvio encontrado e um plano de ação para sua
resolução. Portanto, para cada desvio é necessário criar um plano de melhoria ou
plano de ação para que seja tratado e realizado ações corretivas/preventivas
(SANOFI, 2012).
Figura 18 - Plano de ação
Fonte: Sanofi treinamento gestão visual (2012)
É necessário discussão e abertura de um plano de ação para cada desvio
encontrado e então analisar o grau de prioridade, o defeito/problema encontrado,
a solução proposta para este defeito, o líder ou executante da tarefa, o prazo de
entrega e o seu acompanhamento através do ciclo PDCA. (SANOFI, 2012)

50
Sempre que houver necessidade, seja por grande número de paradas da
máquina, falta de qualidade do material, ou outro motivo relevante, a reunião no
gemba servirá para sugestão de novas ideias e quando plausíveis serão abertos
os planos de ações. Tais planos serão controlados pelo ciclo PDCA, ou seja, para
a realização deste indicador é utilizado à ferramenta PDCA. Cabe ao líder da
tarefa a atualização no quadro e informar o andamento, os demais participantes
podem e devem verificar os resultados, sugerir novas ideias e colaborar na
execução.
“O Ciclo PDCA é um método gerencial de tomada de decisões para
garantir o alcance das metas necessárias à sobrevivência de uma organização.”
(WERKEMA, 1995).
5.1.8 Utilização do ciclo PDCA
De acordo com Campos (2004), “o ciclo PDCA é um método para prática
do controle”. A Figura 19 mostra o sentido do ciclo e seu significado.
Figura 19 - Ciclo PDCA de controle de processos, segundo Campos, V.F.(1994)
Fonte: As Ferramentas da Qualidade no Gerenciamento de Processos, WERKEMA (1995)

51
O Ciclo PDCA (Plan, Do, Check, Action) como pode ser observado na
Erro! Fonte de referência não encontrada. é composto de quatro etapas
comentadas a seguir:
1) Planejamento (P)
Para esta etapa, pode ser feito o planejamento de uma melhoria ou uma
nova atividade. O principal objetivo é estabelecer metas e, consequentemente, o
método para alcançar as metas propostas.
2) Execução (D)
Nesta etapa é essencial a educação e o treinamento no trabalho. Como diz
o nome, é neste momento que as tarefas serão executadas conforme foi
planejado na etapa anterior, é imprescindível que dados sejam coletados para
utilização na próxima etapa.
3) Verificação (C)
Com os dados obtidos na etapa anterior, esta etapa tem como objetivo
comparar o resultado alcançado com a meta planejada.
4) Atuação Corretiva (A)
Em função dos resultados, esta etapa permite duas formas de atuação:
- Meta alcançada: Adotar o plano proposto como padrão e verificar a
possibilidade de aplicação em outras áreas.
- Meta não alcançada: Agir sobre as causas do não-atingimento da meta,
refazendo o ciclo PDCA.
Utiliza-se o ciclo PDCA como um método de gestão para que as metas
estabelecidas possam ser atingidas e ficará exposta no quadro de Gestão Visual
para que todos saibam, com facilidade, em qual fase determinado assunto está,
quem é o responsável e a data proposta de finalização.
5.1.9 Apontamentos de frequência de paradas
Um indicador importante utilizado no Visual Management por essa indústria
farmacêutica é o apontamento de frequência de paradas por equipamento, como
por exemplo a Erro! Fonte de referência não encontrada. que é o modelo de
apontamento para encaixotadeira.

52
Este indicador é utilizado toda vez que a produção em determinado
equipamento é interrompida. O apontamento de frequência de paradas indica a
quantidade de paradas e não o tempo que cada parada atingiu. Através do
levantamento de frequência de paradas é realizado um gráfico de pareto com as
principais paradas no mês.
Cada parte da linha de produção possui um quadro de frequência de
paradas, ou seja, tem para rotuladeira, buleiro, encartuchadeira e demais. Em
cada parte da máquina divide-se em seções para enfatizar qual foi o local ou
motivo exato da parada. A marcação é feita com traços, na cor vermelha e
quando há excessos ocorre análise de abertura de um plano de ação.
Figura 20 - Frequência de paradas da encaixotadeira
Fonte: Sanofi (2014)
5.2 Documentação – utilização da especificação

53
Qualidade é um conceito com muitos significados e pode ser definida como
um grau de excelência, a conformidade de um produto à sua especificação. A
melhoria da qualidade se faz pela prevenção de defeitos (OLIVEIRA, 2009).
Em uma indústria farmacêutica deve-se levar em conta não somente a
qualidade do medicamento, mas também todos os outros segmentos envolvidos
para que chegue ao consumidor final, bem como os fornecedores.
Os objetivos dos processos de melhoria da qualidade são: refinar a qualidade, estimular o envolvimento no trabalho; facilitar a comunicação; evitar ações regulatórias negativas tal como recolhimento de lote; reduzir erros, minimizando custos; gerar a capacidade para resolução de problemas; construir uma atitude de prevenção de problemas; despertar trabalhos em equipe; melhorar a qualidade de vida, dentre outros (FILHO e BARROCO, 2009, p. 212).
Qualidade de produto é a rigorosa definição das características relevantes do produto, estabelecendo os atributos e as variáveis que deve conter, cuja dimensão deve ser assegurada. A especificação é o documento que formaliza essas definições. (NASCIMENTO, 2009, p. 92)
Utiliza-se para todos os materiais dentro da indústria um documento,
chamado ‘especificação’. Para que este material seja aceito e utilizado na linha de
produção, é necessário que siga os padrões, no caso da caixa de embarque,
selecionados e descritos conforme a Erro! Fonte de referência não
encontrada..

54
Figura 21 - Modelo de especificação de caixa de embarque
Fonte: Sanofi – treinamento documentação/especificação (2014)
Um dos objetivos de utilizar o documento especificação é padronizar a
forma de recebimento dos materiais e para que esteja dentro do padrão de
qualidade necessário.
Segundo OLIVEIRA (2009), o objetivo final de um programa para total
controle de qualidade em uma indústria farmacêutica é ater-se à perfeição ao
atingir as especificações para um produto de alta qualidade. É um programa

55
destinado a assegurar ao usuário profissional ou ao consumidor final que todos os
lotes de um produto estão de acordo com as especificações, desde a fabricação
até a entrega.
Conforme alinhado com o fornecedor, o material só será utilizado após
avaliação e validação do controle de qualidade. Caso o material não esteja nos
padrões da qualidade e obedecendo as especificações poderá e será recusado.
Essa medida é utilizada pois a cada não-conformidade pode gerar muitas paradas
na linha de produção ocasionando perda do material, desmotivação de
operadores e aumento do custo.
As especificações são definidas segundo os padrões de qualidade, como
observado na figura anterior, são separados em retângulos ou ‘blocos’. Primeiro
bloco é designado para o código do material dentro da indústria; o segundo se
refere a descrição, categoria, quantas vezes foi atualizada (emissão), se há um
código anterior; o terceiro para as assinaturas do elaborador, revisor e aprovador;
o quarto bloco mostra qual deve ser a forma de acondicionamento e identificação
do material entregue respeitando as condições do armazenamento até a
utilização; o quinto bloco descreve detalhadamente as informações do material
como material e medidas; no sexto bloco mostra-se o esquema do material; o
último bloco mostra o histórico de mudança desse material. É intrínseco que esse
documento seja seguido copiosamente para atendermos os melhores padrões de
qualidade, desde a produção, eficiência da máquina até a chegada ao cliente.
5.3 Considerações do papel virgem (kraftliner) e reciclado
Resistência da coluna é um dos mais importantes parâmetros da caixa de
papelão ondulado, este possibilita maior ou menor resistência ao empilhamento.
Este é um parâmetro importante para o cálculo da resistência da caixa à
compressão necessária para aguentar a carga do empilhamento. Quando tem
uma carga sendo aplicada no topo das ondas, a coluna é o que garante a
resistência à compressão de um corpo de prova (FARIAS, 2013 apud
ONDUFLEX, 2012).

56
Segundo Onduflex (2012) e Vidal (2013), a gramatura do papelão
corresponde ao peso médio em gramas de um metro quadrado de papel ondulado
e é dado em g/m2.
Apesar da gramatura e espessura serem parâmetros comuns a se utilizar,
atualmente não estão sendo altamente considerados pela garantia de que uma
caixa de papelão feita com papel virgem pode conferir a mesma resistência da
coluna que uma feita com papel reciclado, mesmo a primeira tendo menor
gramatura, ou seja, possuir aparência mais leve.
O papel reciclado sofre, durante seu processo de fabricação algumas
alterações físicas e químicas como, por exemplo, menor flexibilidade, diminuição
da capacidade de hidratação e mudança na morfologia oque pode comprometer a
qualidade final do produto (D’ALMEIDA E ZANUTTINI, 2010).
Estudos apontam que estruturas de caixas feitas somente com materiais
recicláveis apresentam maior taxa de fluência, ou seja, maior deformação e maior
higroexpansividade (alongamento ou encolhimento causado por uma determinada
variação de umidade). Em materiais reciclados a deterioração da fibra com
oscilação da umidade relativa é bem maior (ARDITO, FARIA E URBANIK, 2000).
Como o material reciclado provém de diversas origens, ele pode não ser
estável, assim como a cor final da caixa de papelão pode sofrer variações, algo
que com a utilização do material virgem será mais padronizado, tanto a cor,
quanto a estabilidade. Além disso, o material reciclado, a cada reciclagem, perde
qualidade e ganha novas funções, então sempre utilizam uma mistura de papel
virgem com o reciclado para garantir as qualidades mínimas necessárias.
O papel Kraft é um papel resistente, dependendo da origem da celulose
pode ser branqueado, mas normalmente possui tons de marrom. Possui grande
resistência a rasgo, tração e umidade. Para a utilização em linhas automáticas, o
papel virgem confere maior rendimento por possuir maior estabilidade na área de
contato com a máquina.

57
6 ANÁLISE
6.1 Avaliação da caixa de embarque em duas linhas de produção automáticas
Durante o primeiro semestre de 2014 algumas linhas de produção, de alta
performance, foram acompanhadas para que fossem feitas melhorias na
produtividade e entrega. Para o nosso trabalho, será considerado uma linha de
produção, na área de líquidos, denominada Marchesini.
Após a implementação de algumas melhorias, como TPM (Total Product
Management), 5S, as reuniões do VM (Visual Management), parametrização das
linhas de produção, surgiu a necessidade de rever a qualidade do material
entregue pelos nossos fornecedores, uma vez que era necessário potencializar a
eficiência e qualidade dos produtos.
Nas reuniões do VM, verificando o apontamento de frequência de paradas,
percebeu-se que um dos fatores da linha de produção não alcançar seu melhor
desempenho era quantidade de parada na encaixotadeira (parte da máquina
designada para inserção dos cartuchos com produtos na caixa de embarque).
Estas paradas ocasionam tempo de máquina parada, um desperdício de material
de embalagem e/ou medicamentos, além do desgaste e desmotivação do
operador, com isso aumentando o custo e diminuindo a qualidade final.
Foi indicado pelo time de compras um novo fornecedor para caixa de
embarque com a proposta de mudança na qualidade do material fornecido de
papel reciclado para papel virgem (kraft) que, pelas pesquisas mostradas e (pelo
conhecimento adquirido) geraria uma grande melhora na linha de produção bem
como na chegada do produto final ao consumidor.
Será descrito como ‘fornecedor 1’, o fornecedor que utiliza a caixa de
embarque de material reciclado e ‘fornecedor 2’, o fornecedor que utiliza caixa
de embarque de material Kraft (virgem).
Sabe-se que os operadores são instruídos a marcar todas as paradas no
quadro do VM, de cada parte da máquina e após o final dos três turnos esses

58
dados são compilados em planilhas e gráficos, conforme as próximas figuras e
tabelas.
A Figura 22 mostra o modelo de uma planilha de acompanhamento da
quantidade de paradas de cada linha de produção. Essa planilha recebe
informações diárias de como se comportou a máquina e quantas paradas teve e
em qual parte e com isso, é possível identificar a informação sobre cada material
e/ou produto na linha e no dia do mês. A Figura 23 compila os dados sobre o mês
para gerar o gráfico. A Figura 24 é um modelo de gráfico de pareto gerado após
os resultados do mês as maiores paradas da máquina.

59
Figura 22 - Modelo de tabela mensal de Paradas por máquina
Fonte: Sanofi - Treinamento (2014)

60
Figura 23 - Modelo de tabela com os dados compilados, do total de Paradas, por mês
Fonte: Sanofi - Treinamento (2014)

61
Figura 24 - Modelo de Gráfico de Pareto
Fonte: Sanofi - Treinamento (2014)
A Figura 24 é um modelo da ferramenta ‘Gráfico de Pareto’ que tem como
finalidade mostrar um gráfico de barras verticais que dispõe a informação de
forma a tornar evidente e visual a priorização de temas. A informação assim
disposta também permite o estabelecimento de metas numéricas viáveis de
serem alcançadas (WERKEMA, 1995).
6.2 Análise da encaixotadeira utilizando caixa de embarque com material reciclado – fornecedor 1
Analisando os dados do mês de julho/2014 e da primeira quinzena de
agosto, através dessas planilhas e parâmetros nas reuniões, foram discutidas a
possibilidade de testar novas caixas de embarque, e o padrão de avaliação seria
seguir os apontamentos de frequências de paradas utilizados no Visual
Management: Armação da caixa; Elevador da encaixotadeira; Empurrador da

62
encaixotadeira; Fechamento de caixa; Posicionamento de caixa e Qualidade da
caixa de embarque, em relação a frequência de paradas foram obtidos os
seguintes resultados:
Tabela 1 - Frequência de Paradas da linha Marchesini – área de líquidos entre os meses de julho e agosto (2014)
Com os dados da Tabela 1 totalizando a quantidade de paradas durante o
mês em cada tipo de problema, obteve-se o Gráfico 1 que facilita a visualização
de qual era o maior problema enfrentado com relação as caixas de embarque.
FORNECEDOR DATA PROBLEMA FREQUÊNCIA1 jul/14 Armação de caixa 1581 jul/14 Elevador encaixotadeira 821 jul/14 Empurrador encaixotadeira 211 jul/14 Fechamento de caixa 61 jul/14 Posicionamento de caixa 01 jul/14 Qualidade da caixa de embarque 151 1ª quin - ago Armação de caixa 501 1ª quin - ago Elevador encaixotadeira 111 1ª quin - ago Empurrador encaixotadeira 71 1ª quin - ago Fechamento de caixa 911 1ª quin - ago Posicionamento de caixa 21 1ª quin - ago Qualidade da caixa de embarque 2

63
Gráfico 1 - Frequência de Paradas entre os meses de julho e agosto (2014) - 'fornecedor 1'
Fonte: Elaborado pela autora
Pensando na produção e suas metas: quantidade ainda é a meta da
produção, mas deve-se produzir o máximo possível dentro da qualidade
previamente estabelecida. A produção deve ser cada vez maior, a maior possível
no menor tempo, não esquecendo que deve manter a qualidade do produto. Além
disso, a produção deve ter o menor custo sem interferir e sem reduzir a qualidade
do produto. “O departamento ou setor de produção, ciente de seu importante
papel na moderna indústria farmacêutica tem, portanto, como meta a quantidade
com qualidade no menor tempo e pelo menor custo.” (OLIVEIRA, 2009).
Em paralelo aos cuidados com a parametrização da linha, verificação das
ferramentas da qualidade já utilizadas começaram os testes do novo fornecedor
de caixa de embarque, ‘fornecedor 2’.
6.3 Planejamento e acompanhamento de testes de linha de produção
Para todo e qualquer novo desenvolvimento é necessário fazer testes na
linha de produção. Seja desenvolvimento de novo fornecedor, novo material, novo

64
produto, novo projeto. Isso é extremamente importante para validar o processo de
produção que deverá ocorrer da mesma forma, ou melhor.
Normalmente é necessário separar em três tipos de testes:
1) Análise do teste na linha de produção, utilizando somente amostras,
e verificar a necessidade da mudança de ferramental;
2) Teste piloto: é realizado na linha de produção para verificar a
maquinabilidade – eficácia do produto na máquina e se os resultados são
satisfatórios para prosseguir com o próximo teste;
3) Teste de engenharia: da mesma forma como no teste piloto, é
realizado na linha de produção, porém numa quantidade bem maior, como
em um lote de fabricação. Este teste define o resultado final do projeto, se
pode ou não ser aprovado.
Todos os testes devem ser previamente combinados com a produção para
não interferir no planejamento e para que algumas áreas envolvidas acompanhem
o teste, como por exemplo, produção (líder e operadores), manutenção, métodos
e desenvolvimento de embalagens, e, se possível o fornecedor.
6.4 Elaboração de relatórios e preenchimento de documentação técnica
(desenhos técnicos, fórmulas de embalagem, relatórios e laudos de análise)
Após os testes realizados na linha de produção é necessário formalizar e
informar através dos relatórios para que as áreas envolvidas (área de compras,
planejamento, depósito, produção, entre outras) saibam do resultado, seja ele
positivo ou negativo.
Todo material de embalagem possui desenho ou planta técnica e também
são feitas especificações para cada material para que ocorra um controle de
como este material será entregue pelo fornecedor e possa ser aprovado pelo
controle de qualidade para ser utilizado na linha de produção. Essas
especificações são realizadas com base nas informações e desenhos do
fornecedor, de acordo com os testes aprovados na linha de produção e laudos

65
confirmados pelo controle de qualidade, garantindo que o material está dentro das
normas e regulamentação proposta para cada tipo de material.
6.5 Análise da encaixotadeira utilizando caixa de embarque com material virgem, papel kraft – fornecedor 2
No caso do ‘fornecedor 2’ houve aprovação dos testes e materiais
fornecidos. O objetivo então passou a ser acompanhar o material na linha de
produção junto com o fornecedor, orientá-lo qual o foco do projeto para que
melhorias sejam feitas até alcançarmos a ideia proposta de melhorar a produção,
principalmente, aumentando a qualidade e diminuindo o tempo de parada.
A partir da 2ª quinzena de agosto, o acompanhamento na linha de produção foi
ainda mais firme e os resultados obtidos até o mês de abril foram:
Tabela 2 - Frequência de Paradas da linha Marchesini – área de líquidos entre os meses de agosto/2014 e abril/2015
FORNECEDOR DATA PROBLEMA FREQUÊNCIA2 2ª quin - ago Armação de caixa 3022 2ª quin - ago Elevador encaixotadeira 302 2ª quin - ago Empurrador encaixotadeira 282 2ª quin - ago Fechamento de caixa 2002 2ª quin - ago Posicionamento de caixa 372 2ª quin - ago Qualidade da caixa de embarque 1102 set/14 Armação de caixa 2672 set/14 Elevador encaixotadeira 282 set/14 Empurrador encaixotadeira 22 set/14 Fechamento de caixa 82 set/14 Posicionamento de caixa 32 set/14 Qualidade da caixa de embarque 202 out/14 Armação de caixa 1452 out/14 Elevador encaixotadeira 112 out/14 Empurrador encaixotadeira 02 out/14 Fechamento de caixa 122 out/14 Posicionamento de caixa 02 out/14 Qualidade da caixa de embarque 42

66
Como realizado com o fornecedor 1, os mesmos parâmetros foram
utilizados para o fornecedor 2. Os dados da Tabela 2 totalizam a quantidade de
paradas durante os meses citados em cada tipo de problema, com isso obteve-se
o Gráfico 2 que facilita a visualização de como se comportou o novo material,
auxiliando nos novos ajustes necessários, tanto dentro da indústria como para o
fornecedor.
2 nov/14 Armação de caixa 1202 nov/14 Elevador encaixotadeira 202 nov/14 Empurrador encaixotadeira 372 nov/14 Fechamento de caixa 1342 nov/14 Posicionamento de caixa 02 nov/14 Qualidade da caixa de embarque 92 dez/14 Armação de caixa 1282 dez/14 Elevador encaixotadeira 152 dez/14 Empurrador encaixotadeira 522 dez/14 Fechamento de caixa 282 dez/14 Posicionamento de caixa 02 dez/14 Qualidade da caixa de embarque 72 jan/15 Armação de caixa 02 jan/15 Elevador encaixotadeira 02 jan/15 Empurrador encaixotadeira 02 jan/15 Fechamento de caixa 02 jan/15 Posicionamento de caixa 02 jan/15 Qualidade da caixa de embarque 782 fev/15 Armação de caixa 2092 fev/15 Elevador encaixotadeira 02 fev/15 Empurrador encaixotadeira 02 fev/15 Fechamento de caixa 72 fev/15 Posicionamento de caixa 02 fev/15 Qualidade da caixa de embarque 182 mar/15 Armação de caixa 1992 mar/15 Elevador encaixotadeira 32 mar/15 Empurrador encaixotadeira 182 mar/15 Fechamento de caixa 1062 mar/15 Posicionamento de caixa 02 mar/15 Qualidade da caixa de embarque 532 abr/15 Armação de caixa 902 abr/15 Elevador encaixotadeira 142 abr/15 Empurrador encaixotadeira 272 abr/15 Fechamento de caixa 522 abr/15 Posicionamento de caixa 02 abr/15 Qualidade da caixa de embarque 10

67
Gráfico 2 - Frequência de Paradas entre os meses de agosto/2014 e abril/2015 - 'fornecedor 2'
Fonte: Elaborado pela autora
Em paralelo á realizações dos testes, o fornecedor 2 reajustou a própria
linha de fabricação de caixa de embarque para garantir maior qualidade de seu
produto e para que se adequasse ainda mais ao fluxo de produção da linha
observada nessa indústria farmacêutica.
Utilizando-se do sistema de etapas e revisões, que, segundo OLIVEIRA
(2009), “corresponde á divisão de um projeto em etapas de trabalho com objetivos
e atividades bem-definidas, cada uma acabando com uma revisão de projeto que
verifica a qualidade do trabalho realizado, avaliando a viabilidade e o interesse de
continuá-lo, revendo e validando os planos para a próxima etapa. Cria-se assim
um processo de desenvolvimento do projeto”, as áreas de produção juntamente
com controle de qualidade, desenvolvimento de embalagens, compras entre
outras avaliaram a viabilidade e qualidade desse projeto, definindo que até final
de maio deveria ser apresentado o TCO (Total Cost Owner).
Após todo o prazo de testes e melhorias feitas tanto no fornecimento
quanto na linha de produção, por fim no mês de maio finalizaram-se os testes
com os seguintes resultados:

68
Tabela 3 - Frequência de Paradas do mês de maio/2015
Durante os testes, com o acompanhamento do fornecedor na linha de
produção, as caixas de embarque eram sempre analisadas para que melhorias
acontecessem com o objetivo de melhorar o rendimento. Por ser um fornecedor
novo, ajustes na produção da caixa de embarque foram realizados para melhorar
a compatibilidade com as linhas automáticas dessa indústria farmacêutica. O mês
de maio foi o último mês programado para avaliação do material de embalagem e
como os ajustes do fornecedor já tinham sido feito, a Tabela 3 aponta os
melhores resultados para os mesmo parâmetros observados. O Gráfico 3
demonstra esse resultado mostrando, portanto, uma caixa de embarque com
melhor qualidade que resulta em um menor número de paradas e maior
velocidade a linha de produção.
Gráfico 3 - Frequência de Paradas do mês de maio/2015 - avaliação do 'fornecedor 2'
Fonte: Elaborado pela autora
FORNECEDOR DATA PROBLEMA FREQUÊNCIA2 07 a 23 mai/15 Armação de caixa 452 07 a 23 mai/15 Elevador encaixotadeira 102 07 a 23 mai/15 Empurrador encaixotadeira 12 07 a 23 mai/15 Fechamento de caixa 142 07 a 23 mai/15 Posicionamento de caixa 02 07 a 23 mai/15 Qualidade da caixa de embarque 15

69
6.6 Resultados e discussão
6.6.1 Análise do tempo de parada e do custo
Após a coleta de dados diária, para a análise do tempo de parada e do
custo todas estas informações foram compiladas. Há um tempo estimado para
cada parada, como descrito na Tabela 4, pois cada tipo de parada demanda uma
reação e movimentação do operador e desligamento de um setor/máquina da
linha de produção. Sabendo quantas paradas e quais delas tiveram em cada dia,
foi possível calcular para cada mês analisado, o tempo em horas, de paradas.
Através dessa análise compara-se o tempo que a caixa de embarque de
material reciclado tem como total de paradas com o tempo que a caixa de
embarque feita de papel virgem tem.
Tabela 4 - Relação Parada x Tempo
Para não estender em tabelas foi ajustado o tempo de paradas totais, ou
seja, todas as seis paradas do dia, em horas e tendo como base o custo da hora
homem R$33,19, temos a Tabela 5 e a Tabela 6. Assim, tem-se para cada mês o
tempo, em horas, de paradas na encaixotadeira relativas às caixas de embarque
e também o custo que isso representa analisando somente o valor hora homem.
Parada Tempo(s)Armação de caixa 15Elevador encaixotadeira 60Empurrador encaixotadeira 150Fechamento de caixa 150Posicionamento de caixa 60Qualidade da caixa de embarque 90

70
Tabela 5 - Tempo de Parada, em horas, em cada mês
Tabela 6 - Custo 'hora homem' por mês
O Gráfico 4 confronta os dados do fornecedor 1 e do fornecedor 2,
mostrando a evolução dos resultados durante o período de acompanhamento.
Gráfico 4 - Demonstração da quantidade de tempo, em horas, de Paradas por causa da caixa de embarque, no período de julho/2014 a maio/2015
Fonte: Elaborado pela autora
jul/14 3,531ª quin - ago 4,562ª quin - ago 14,63
set/14 2,55out/14 2,34nov/14 8,18dez/14 4,29jan/15 1,95fev/15 1,61mar/15 7,37abr/15 4,15mai/15 1,35
Tempo de parada (h) Hora homem (reais) 33,19jul/14 116,99
1ª quin - ago 151,292ª quin - ago 485,40
set/14 84,50out/14 77,58nov/14 271,60dez/14 142,44jan/15 64,72fev/15 53,52mar/15 244,64abr/15 137,74mai/15 44,94

71
O Gráfico 5 relata o custo mínimo que se obteve com as paradas da
encaixotadeia por causa da caixa de embarque. Esse custo é analisado somente
em relação hora homem, o valor que se perde em relação ao tempo que demanda
para reorganizar o fluxo da produção. A cada parada por material, é necessária a
retirada do material e reposicionamento dos produtos. É proposto esse custo
mínimo, pois o gasto com o material descartado não pode ser mensurado.
Gráfico 5 - Custo da 'hora homem' relacionado às paradas causadas pela caixa de embarque
Fonte: Elaborado pela autora
6.6.2 Resultados
Foram 10 meses, entre julho de 2014 até maio de 2015, de
acompanhamento das linhas de produção de embalagem de líquidos em uma
indústria farmacêutica. Este acompanhamento se iniciou no momento em que foi
discutido, em uma reunião do VM as possibilidades de melhoria da performance.
Para finalizar esse projeto, foi apresentado para diversas áreas envolvidas como
compras, controle de qualidade, depósito, produção, o Formulário Total Cost
Owner Shippment (TCO), realizado pela área de Métodos e Desenvolvimento de
Embalagens.

72
O TCO é consultado às vezes como ao custo de operação total, pois
fornece uma base do custo determinando o valor econômico desse investimento.
O objetivo de apresentar o TCO dentro da empresa é validar o projeto mostrando
as melhorias e a redução de custos que ele trará. Conforme pesquisas, podemos
dizer que o TCO (Total cost of ownership) ou custo total da posse, é uma
estimativa financeira projetada para consumidores e gerentes de empresas a
avaliar os custos diretos e indiretos relacionados à compra de todo o investimento
importante, além do gasto inerente de tais produtos para mantê-los em
funcionamento.
Uma avaliação de TCO oferece à compreensão dos custos relacionados à
aquisição de um bem ou serviço de um determinado fornecedor, é uma
ferramenta da compra que não reflete somente o custo de compra, mas de todos
os aspectos. Sua filosofia consiste em incluir os custos do pessoal da
manutenção e treinamento e aos usuários do sistema, os custos associados com
a falha, despesas do desenvolvimento, infraestrutura e despesas de teste,
garantia de qualidade, crescimento incremental, entre outros (ELLRAN E SIFERD,
1998 apud ALVES e CARDOSO, 2005).
Segundo Alves e Cardoso (2005) o TCO tem como significado:
Custo total de propriedade: somatório dos gastos, efetivos e esperados, de aquisição e aqueles relativos ao transporte, instalação, propriedade, utilização, manutenção e descarte do produto adquirido, avaliados a valor presente.
A Figura 25 representa o modelo da primeira página do TCO utilizado
nessa indústria farmacêutica, com o intuito de demonstrar o objetivo do projeto,
seu foco, valores relacionados que podem ser de custo, horas ou oque representa
melhor, a comparação do projeto atual com o anterior e a conclusão validando
positivamente ou não, se for o caso.
A Figura 26 representa a segunda página desse TCO e demonstra dados
relevantes e gráficos para reafirmar e comprovar a realização do projeto e seus
resultados.

73
Figura 25 - Modelo da TCO da caixa de embarque - página 1
Fonte: Elaborado pela autora
Descrição
Líder
Material Ocupação Outros
x Produtividade Qualidade
Código
000000
000000 CX EMB 73 400X240X138MM
1,6
Formulário Total Cost Owner Shippment
Projetos
Caixa de Embarque
Substituir o fornecedor de caixa de embarque da Linha Marchesini, 1, para o 2.
2
MATERIAL ENVOLVIDO
FOCO DO PROJETO
2 após melhoria1
Total "Hora homem" 179,2 182,5 53,1
Cálculo baseado em 30 dias de acompanhamento
Descrição
CX EMB 68 371X250X125MM
5,5
315,0 100,0
Tempo de parada (h)
Número de paradas 297,0
5,4
Total "Hora
Homem"
Em um período de 30 dias foi observado a quantidade de paradas na Case Packer. Foram definidos 6 tipos de paradas, mencionadas acima, e,
no final do mês totalizadas.
Baseando-se no custo hora homem como sendo R$33,19, fez-se o cálculo desse custo, no período de 30 dias, util izando a referência de horas
paradas no mesmo intervalo de tempo.
CONCLUSÃO
Tempo de
parada (h)
Somatório de todas as paradas no período de 30 dias. Cada tipo de problema tem um tempo estimado para paradas. Armação de caixa = 5s;
Elevador encaixotadeira = 60s; Empurrador encaixotadeira = 150s; Fechamento de caixa = 150s; Posicionamento de caixa = 60s e Qualidade de
Caixa = 90s.
Número de
paradas
0
50
100
150
200
250
300
pa
rad
as
CAIXA DE EMBARQUE
Armação da caixa Elevador encaixotadeira Empurrador encaixotadeira
2
1
2 - PÓS MELHORIAS
Houve uma melhora significativa no mês de maio, após todas as ações feitas pela pelo' fornecedor 2', em sua produção. Melhorias para
reforçar o vinco será feita e isso diminuirá ainda mais as paradas. Percebe-se que caiu para um terço o número de paradas oque equivale a
menos de 4 paradas por dia. Portanto podemos considerar um ótimo desenvolvimento do 'fornecedor 2' no nosso processo de produ ção.

74
Figura 26 - Modelo da TCO da caixa de embarque - página 2
Fonte: Elaborado pela autora
Formulário Total Cost Owner Shippment
Projetos
Caixa de Embarque
TEMPO DE PARADAS, EM HORAS
CUSTO "HORA HOMEM" PELO TOTAL DE PARADAS POR MÊS
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
CAIXA DE EMBARQUE
Tempo de parada (h)
1
2 2 - PÓS MELHORIAS
0,00
100,00
200,00
300,00
400,00
500,00
600,00
CAIXA DE EMBARQUE
Custo hora homem
2 - PÓSMELHORIAS
2
1

75
A indústria farmacêutica, localizada na cidade de Suzano, interior de São
Paulo possui um amplo portfólio de medicamentos de prescrição, OTC (over the
conter) que não precisam de prescrição e genéricos, tem um segmento voltado
para o mercado de vacinas e outro para melhorar a saúde de várias espécies de
animais.
A filial brasileira é uma das maiores operações dessa empresa e por isso
conta com uma grande gama de colaboradores, um programa sustentado de
investimentos e uma plataforma industrial forte, tendo diversas linhas de produção
totalmente automáticas foi possível realizar este trabalho em uma delas,
localizada na linha de produção de embalagens de líquidos.
Comparada a outras linhas existentes na embalagem de líquidos desta
indústria o valor de vazão da linha de alta performance, denominada de linha 10 –
Marchesini High Speed possui capacidade de 220 unidades por minuto, isto é,
que a cada hora são envasados e embalados 13.200 unidades, em um turno de 8
horas são envasados e embalados 105.600 unidades e em um dia de processo
onde são utilizados três turnos de 8 horas a capacidade de produção da máquina
é de 316.800 unidades.
Com o TCO conclui-se que o ‘fornecedor 2’, ao compatibilizar, em sua linha
de produção, os melhores resultados de qualidade, trouxe grandes melhorias para
a linha de produção de embalagens de líquidos desta indústria farmacêutica.
Houve ganho de produtividade e diminuição de custo por conta da diminuição das
paradas, gerando redução de custos totais e fornecendo produtos com maior
qualidade.
Através das paradas marcadas no quadro do Visual Management foi
possível quantificar e gerar um gráfico das principais paradas que ocorrem nos
meses. Quantificando essas frequências de paradas é possível uma melhor
visualização do impacto que as mesmas geram na linha de produção, gerando
imediatamente soluções de melhorias seja de parte mecânica do equipamento, no
treinamento aos operadores ou na melhoria de material de embalagem.
A Gestão Visual se mostrou útil no acompanhamento dos problemas
encontrados na linha. Monitorando a linha durante julho de 2014 até maio de 2015
a evolução foi satisfatória, junto com o desenvolvimento do novo fornecedor,
‘fornecedor 2’. A função da ferramenta Visual Management foi apresentar a área

76
de produção e as áreas suportes os problemas e impor ações imediatas para
prevenir que os mesmos se repetissem e orientar quais as melhorias o
‘fornecedor 2’ poderia fazer para intensificar a melhoria do material na linha de
produção.
A ferramenta possibilitou a identificação rápida, pelo indicador de paradas
da encaixotadeira, de um problema. Através do plano de ação todas as áreas
envolvidas tinham fácil acesso a informação de como o projeto estava fluindo,
além disso o ciclo PDCA indicava em qual posicionamento do projeto estava. Foi,
também, através dos dados obtidos no quadro de gestão visual que foi possível
fazer a comparação e identificar a melhoria realizada após a troca do material.
Analisando o gráfico de frequência de paradas o objetivo foi atingido onde
o número de problemas diminui, as ações propostas foram eficazes, além de que
confirma o maior rendimento da troca de material, da caixa de papelão com
material reciclável para a caixa de papelão com material virgem.
Os objetivos traçados foram alcançados através do estudo de caso, onde
houve o acompanhamento do início do projeto de desenvolvimento de novo
fornecedor na linha de embalagem até o seu período de maturação.
É importante salientar que houveram dificuldades para se obter os
resultados esperados, porém a união de diversas áreas, com seus conhecimentos
e questionamentos próprios trouxeram um resultado satisfatório, demonstrando a
importância de se ter diferentes visões sobre um mesmo problema. As áreas
suportes colaboravam com ideias, com a fiscalização da utilização de ferramentas
Lean e do material de embalagem, sugerindo novos procedimentos quando
necessário.
O uso da iniciativa Lean Manufacturing pelas indústrias farmacêuticas
demonstra a busca desse setor por processos robustos, lucrativos e que forneça
qualidade acima de tudo. Onde através do Lean Manufacturing a visão
principalmente em relação à área produtiva se mostra mais ampla, evitando
processos desnecessários e eliminando desperdícios durante o processo,
gerando maior velocidade ou performance do processo e qualidade do produto.
Através dos resultados discutidos neste trabalho foi possível demonstrar a
eficiência da ferramenta Visual Management atingindo os objetivos traçados. Foi
demonstrado o ganho de performance ao longo do estudo, onde houve uma

77
dificuldade inicial de adaptação do novo fornecedor com a linha de produção de
alta performance, mas com acompanhamento e melhorias realizadas, a
performance atingiu o nível de satisfação esperado.
Com a utilização da ferramenta, conseguimos também mostrar a eficiência
em relação à qualidade, onde foi possível quantificar a queda significativa de
paradas através dos gráficos: em julho parada em horas, 3h53, em maio reduziu-
se a parada para 1h35, representando uma queda de 40,77%. Esta queda no
número de paradas gera maior estabilidade na linha de produção, rendimento,
motivação dos operadores, melhor qualidade e menor custo.

78
7 CONCLUSÃO
Em uma indústria farmacêutica, para se obter cada vez mais, melhores
resultados ferramentas do Lean Manufacturing são utilizadas. Este trabalhou
mostrou como uma indústria farmacêutica especifica, localizada na cidade de
Suzano, interior de São Paulo, utiliza o Visual Managment (Gestão Visual) e como
essa ferramenta serviu de auxilio para o desenvolvimento do projeto de material
de embalagem.
O projeto de material de embalagem foi definido, através do quadro de
gestão visual que apontou durante a produção um baixo rendimento na
encaixotadeira de uma linha de produção de embalagens na área de líquidos. Foi
definido testar e acompanhar a caixa de embarque feita de dois tipos de matéria
prima, o papel reciclado e o papel kraft. Para definição do projeto foi utilizado os
indicadores do quadro de gesto visual como também o ciclo PDCA.
O tipo de matéria prima da caixa de embarque confere diferentes
resultados na linha de produção. Através dos testes realizados percebeu-se que a
caixa de embarque feita de papel reciclado, do fornecedor 1, gera alta frequência
de parada na linha de produção, resultando em grandes desperdícios de material
de embalagem e até medicamentos, além de retrabalho do operador aumentando
o custo da produção. Já a caixa de embarque feita de papel virgem, do fornecedor
2, após toda a adequação do fornecimento foi possível visualizar, através dos
gráficos de frequência de paradas, que possui menor variação em sua qualidade
e características necessárias garantindo um melhor desempenho e velocidade
para a indústria.
As ferramentas do Lean, como o ciclo PDCA e Gestão Visual auxiliaram no
desenvolvimento através da coleta de dados, envolvimento da linha de produção
e busca pela melhoria. Possibilitou a criação de gráficos comparativos para
identificar a matéria prima que possui maior desempenho em linhas automáticas e
por fim, possibilitou mostrar que a caixa de embarque de material virgem, mostrou
um melhor fluxo nas linhas automáticas e, portanto menor quantidade de paradas.
Através do conhecimento adquirido e do acompanhamento diário na linha
de produção constatou-se que a caixa de embarque feita de papel virgem (papel

79
kraft) diminuiu de 297 para 100 o número de paradas em um mesmo intervalo de
tempo, no caso, 30 dias. Esse resultado confere a aprovação do projeto, ou seja,
a troca da caixa de embarque feita de papel reciclado pela caixa de embarque
feita de papel virgem, pois uma queda no tempo de parada superior a 40% em
pouco tempo de análise é satisfatório, confere ótima qualidade para o material de
embalagem e bom rendimento na linha de produção automática.

REFERÊNCIAS ABPO (Associação Brasileira de Papelão Ondulado). Manual de controle de qualidade – embalagem de papelão ondulado. Brasil, 2013. AGÊNCIA NACIONAL DE VIGILÂNCIA SANITÁRIA. Resolução Nº17: Dispõe sobre as Boas Práticas de Fabricação de Medicamentos. Brasília: Ministério da Saúde, 2010. Disponível em: <http://bvsms.saude.gov.br/bvs/saudelegis/anvisa/2010/res0017_16_04_2010.html>. Acesso em: 24 de abril de 2015. AGÊNCIA NACIONAL DE VIGILÂNCIA SANITÁRIA Medicamentos Genéricos. [2000?]. Disponível em: < http://s.anvisa.gov.br/wps/s/r/hk> Acesso em: 01 de dezembro de 2015. AGÊNCIA NACIONAL DE VIGILÂNCIA SANITÁRIA Medicamentos de referência. [2015?]. Disponível em: < http://s.anvisa.gov.br/wps/s/r/eQ> Acesso em: 01 de dezembro de 2015. ALVES, D. F.; NUNES, R. V; PAIVA, L. S.; SANTOS, G. P. A cadeia do papel/papelão comum e o reciclado: uma analise comparativa na indústria de embalagens. In: XXX ENCONTRO NACIONAL DE ENGENHARIA DE PRODUÇÃO, 13, 2010, São Carlos, SP, Maturidade e desafios da Engenharia de Produção: competitividade das empresas, condições de trabalho, meio ambiente. São Carlos: Associação Brasileira de Engenharia de Produção 2010. Disponível em: www.abepro.org.br/biblioteca/enegep2010_TN_STO_121_788_15572.pdf > Acesso em: 01 de julho de 2015. ALVES, F. J.; CARDOSO, R. L. COQ e TCO: o impacto das decisões de qualidade no custo total de propriedade. Working Paper - FEA-USP. [2003?] Disponível em: <http://www.faf.uerj.br/pastas_prof/ricardo/industrial1/COQ_e_TCO.pdf> Acesso em: 11 de novembro de 2015. AMECÍS EMBALAGENS. Informações sobre o papelão. Amecís Embalagens. São Paulo. [20--?]. Disponível em: <http://www.amecis.com.br/index.html> Acesso em: 01 de julho de 2015. ARDITO, E. F. G.; FARIA, J. A. F.; URBANIK, T. Desempenho do Papelão Ondulado em Diferentes Condições de Umidade Relativa. O Papel-revista Mensal de Tecnologia em Celulose e Papel, São Paulo, v. 7, n.LXI, p. 69-75,

2000. Disponível em: <http://www.fpl.fs.fed.us/documnts/pdf2000/ardit00a.pdf> Acesso em: 12 de novembro de 2015. ASSOCIAÇÃO BRASILEIRA DE EMBALAGEM. Matérias-primas e insumos. São Paulo, SP, [20--?]. Disponível em: <http://www.abre.org.br/setor/apresentacao-do-setor/materias-primas-e-insumos/> Acesso em: 03 de junho de 2015. ASSOCIAÇÃO BRASILEIRA DE PAPELÃO ONDULADO. Papelão ondulado. São Paulo, SP, [20--?]. Disponível em: <http://www.abpo.org.br/?page_id=1156> Acesso em: 07 de junho 2015. BRASIL. Lei nº 9.782, de 26 de janeiro de 1999. Define o Sistema de Vigilância Sanitária, cria a Agência Nacional de Vigilância Sanitária, e dá outras providências. Diário Oficial da União, Brasília, DF, 27 jan. 1999. p.1. Disponível em: < http://www.planalto.gov.br/ccivil_03/leis/L9782.htm> Acesso em: 01 de dezembro de 2015. BRITO, A. C. F.; PONTES, D. L. Indústria Química e Sociedade: A indústria farmacêutica. Universidade Federal do Rio Grande do Norte. [2001?]. Disponível em: <http://docente.ifrn.edu.br/albinonunes/disciplinas/quimica-experimental/industria-quimica/cap-6> Acesso em: 20 de outubro de 2015. CAPANEMA, L. X. L. A indústria farmacêutica brasileira e a atuação do bndes. Rio de Janeiro: Bndes Setorial, 2006. CHIAVENATO, I. Planejamento e controle da produção. Barueri, SP: Manole, 2008. COSTA, M. A. C. Gestão de produção em uma indústria de embalagens de papelão ondulado: Caso Korruga Embalagens – Estudo de Caso. TCC (graduação) - Universidade Federal de Santa Catarina. Centro Sócio-Econômico. Economia. 2005. Disponível em: <https://repositorio.ufsc.br/handle/123456789/121887> Acesso em: 12 de novembro de 2015. CUNHA, D. E. S. L.; DEUS, A. M.; MACIEL, E. M. Estudo de caso na pesquisa qualitativa em educação: uma metodologia Universidade Federal do Piauí, 2010. Disponível em: <http://www.ufpi.br/subsiteFiles/ppged/arquivos/files/VI.encontro.2010/GT.1/GT_01_14.pdf> Acesso em: 09 de dezembro de 2015.

D’ALMEIDA, M. L.; ZANUTTINI, M. Controle da qualidade de papéis com fibras recicladas. 2010. Disponível em: <http://www.riadicyp.org/images/libros/pdfs/reciclado/cap7.pdf.> Acesso em: 09 de dezembro de 2015. Departamento Econômico Bradesco (2009); Febrafarma (2010) e Pró-genéricos (2010). Indústria farmacêutica. Disponível em: <http://www.fiepr.org.br/para-sindicatos/desenvolvimento/industria-farmaceutica-1-20753-171430.shtml> Acesso em: 20 de outubro de 2015. ETESCO EMBALAGENS. Caixas de papelão ondulado. São Paulo. [20--?]. Disponível em: <http://etescoembalagens.com.br/blog/tag/caixas-de-papelao-ondulado-para-alimentos-industria-alimenticia-em-geral/> Acesso em: 12 de novembro de 2015. FARIAS, R. C. O impacto ambiental na substituição do papel virgem por papel reciclado em embalagens corrugadas. Trabalho de Conclusão de Curso (Especialização) – Universidade Tecnológica Federal do Paraná, Curitiba, 2013. Disponível em: <http://repositorio.roca.utfpr.edu.br/jspui/handle/1/3624> Acesso em: 12 de novembro de 2015. FEIGENBAUM, A. V. Controle de qualidade total, v. 1. São Paulo: Makron Books, 1994. FERST, G. C. Análise da indústria farmacêutica no Brasil: surgimento e desenvolvimento da indústria nacional. Universidade Federal do Rio Grande do Sul. Porto Alegre. 2013. Disponível em: < https://www.lume.ufrgs.br/bitstream/handle/10183/78380/000899474.pdf?sequence=1> Acesso em: 25 de novembro de 2015. FILHO, W. R. P.; BARROCO, R. Gestão da Qualidade na Indústria Farmacêutica. In: OLIVEIRA, O. J. (Org.). Gestão da Qualidade: Tópicos Avançados São Paulo: Cengage Learning, 2009. p. 211-223. GIL, A. C. Como elaborar projetos de pesquisa. 4. ed. São Paulo: Atlas, 2008 Disponível em: <http://wp.ufpel.edu.br/ecb/files/2009/09/Tipos-de-Pesquisa.pdf> Acesso em: 09 de dezembro de 2015 GIL, R. L. Tipos de Pesquisa. 2010. Disponível em: <http://wp.ufpel.edu.br/ecb/files/2009/09/Tipos-de-Pesquisa.pdf> Acesso em: 25 de novembro de 2015.

GOMES, A. A. Estudo de caso - planejamento e métodos. 2008. Disponível em: <http://maratavarespsictics.pbworks.com/w/file/fetch/74446505/PLANEJAMENTO%20E%20M%C3%89TODOS.pdf> Acesso em: 09 de dezembro de 2015. INSTITUTO DE EMBALAGENS. Embalagens: design, materiais, processos, máquinas e sustentabilidade. Obra completa sobre embalagens: da concepção ao descarte responsável. Ensino e Pesquisa. 2011. LAKATOS, E. M.; MARCONI, M. A. Fundamentos de metodologia científica. - 5. ed. - São Paulo : Atlas 2003. Disponível em: <https://docente.ifrn.edu.br/olivianeta/disciplinas/copy_of_historia-i/historia-ii/china-e-india> Acesso em: 27 de junho de 2015. LEAN ENTERPRISE INSTITUTE. Léxico Lean. 4. Ed. São Paulo: Lean Institute Brasil, 2011. LEAN INSTITUTE BRASIL. Gestão visual para apoiar o trabalho padrão das lideranças. 2009. <http://www.lean.org.br/leanmail/74/gestao-visual-para-apoiar-o-trabalho-padrao-das-liderancas.aspx.> Acesso em: 24 de abril de 2015. MAGALHÃES, L. C. G. Estratégias empresariais de crescimento na indústria farmacêutica brasileira: investimentos, fusões e aquisições. Brasília: Instituto de Pesquisa Econômica Aplicada, 2003. MELO, M. G. M. Estudo de dermatoses em trabalhadores de uma indústria farmacêutica. [Mestrado] Fundação Oswaldo Cruz, Escola Nacional de Saúde Pública; 1999. 87 p. Disponível em: <http://portalteses.icict.fiocruz.br/transf.php?script=thes_chap&id=00007002&lng=pt.> Acesso em: 28 de novembro de 2015. MENEZES, E. M.; SILVA, E. L. Metodologia da Pesquisa e Elaboração de Dissertação. Florianópolis. 2005. Disponível em: <https://projetos.inf.ufsc.br/arquivos/Metodologia_de_pesquisa_e_elaboracao_de_teses_e_dissertacoes_4ed.pdf> Acesso em: 09 de dezembro 2015. MIGUEL, P. A. C. Estudo de caso na engenharia de produção: estruturação e recomendações para sua condução. Prod.,São Paulo , v. 17, n. 1, p. 216-229, abr. 2007 . Disponível em <http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0103-65132007000100015&lng=pt&nrm=iso.> Acesso em: 25 de novembro de 2015.

MINISTÉRIO DA SAÚDE; AGÊNCIA NACIONAL DE VIGILÂNCIA SANITÁRIA. RESOLUÇÃO RDC Nº 17, DE 16 DE ABRIL DE 2010: Dispõe sobre as Boas Práticas de Fabricação de Medicamentos. 2010. Disponível em: <http://bvsms.saude.gov.br/bvs/saudelegis/anvisa/2010/res0017_16_04_2010.html> Acesso em: 28 de novembro de 2015. NASCIMENTO, P. T. S. Gestão da Qualidade na Indústria Farmacêutica. In: OLIVEIRA, O. J. (Org.). Gestão da Qualidade: Tópicos Avançados São Paulo: Cengage Learning, 2009. p. 91 – 106. NOLETTO, A. P. R. Embalagens de papelão ondulado: propriedades e avaliação da qualidade. Campinas: CETEA/ITAL, 2010. OLIVEIRA, O. J. (Org.); MANÃS, A. V.; MODIA, E. C.; MACHADO, M. C.; PALMISANO, A.; FABRÍCIO, M. M.; MARTINO, M. A.; NASCIMENTO, P. T. S.; PEREIRA, R. S.; SOUZA, R.; BARROCO, R.; CALIXTO, R.; SERRA, S. M. B.; MELHADO, S. B.; CARVALHO, V. R.; FILHO, W. R. P. Gestão da qualidade: tópicos avançados. São Paulo: Cengage Learning, 2009. OPÇÃO EMBALAGENS. Papelão ondulado – informações técnicas. Opções Embalagens Ltda. Betim. [20--?]. Disponível em: <http://opcaoembalagensmg.com.br/index.php?pag=textos.php&id_txts=3&tipo=p> Acesso em: 12 de novembro de 2015. PENSAMENTO VERDE. Vantagens e Desvantagens do Papel Reciclado. Big One. [20--?]. Disponível em: <http://www.pensamentoverde.com.br/reciclagem/vantagens-e-desvantagens-papel-reciclado/> Acesso em: 20 de junho de 2015. PORTAL DA EDUCAÇÃO. A indústria farmacêutica e as políticas de saúde e de medicamentos. Artigo por Colunista Portal – Educação. 2008. Disponível em: <http://www.portaleducacao.com.br/farmacia/artigos/638/a-industria-farmaceutica-e-as-politicas-de-saude-e-de-medicamentos#ixzz3t24NgTdI> Acesso em: 20 de outubro de 2015. RECICLOTECA – Centro de Informações sobre reciclagem e meio ambiente. Papel: história, composição, tipos, produção e reciclagem. Ecomarapendi. Rio de Janeiro. [2003?]. Disponível em: <http://www.recicloteca.org.br/material-reciclavel/papel/> Acesso em: 01 de julho de 2015. ROTHER, M. Toyota kata: gerenciando pessoas para melhoria, adaptabilidade e resultados excepcionais. Porto Alegre: Bookman, 2010.

SANOFI. Sistemas de Qualidade: Treinamento Boas Práticas de Fabricação. Suzano: 2013. SANOFI. Treinamento Gestão Visual. Suzano: Sanofi, 2012. SANTOS, A. M. P.; YOSHIDA, C. M. P. Embalagens. Recife: EDUFRPE. 2011. Disponível em: <http://200.17.98.44/pronatec/wp-content/uploads/2013/06/Embalagem.pdf> Acesso em: 07 de junho de 2015. SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da produção. 2. Ed. São Paulo: Atlas, 2008. SOCIEDADE BRASILEIRA DE ENGENHARIA DE SEGURANÇA. Você conhece a diferença entre incidente e acidente ? Rio de Janeiro: Sobes, 2000. Disponível em: <www.sobes.org.br>. Acesso em: 24 de abril de 2015. VENTURA, M. M. O Estudo de Caso como Modalidade de Pesquisa. 2007 Disponível em: <http://www.polo.unisc.br/portal/upload/com_arquivo/o_estudo_de_caso_como_modalidade_de_pesquisa.pdf> Acesso em: 09 de dezembro de 2015. WERKEMA, C. LEAN SEIS SIGMA: Introdução às Ferramentas do Lean Manufcturing. Rio de Janeiro: Elsevier, 2011. WERKEMA, M. C. C. As ferramentas da qualidade no gerenciamento de processos. Belo Horizonte, MG: Fundação Christiano Ottoni/Escola de Engenharia da Universidade Federal de Minas Gerais, 1995. WOMACK, J.; JONES, D.; ROOS, D. A máquina que mudou o mundo. Rio de Janeiro: Elsevier, 2004. WOMACK, J. P. A mentalidade enxuta nas empresas: Elimine o desperdício e crie riqueza. Rio de Janeiro: Elsevier, 2004. YIN, R. K. Estudo de caso: planejamento e métodos. Livros, 5ed., 2015. Disponível em: <https://books.google.com.br/books?hl=pt-BR&lr=&id=EtOyBQAAQBAJ&oi=fnd&pg=PR1&dq=yin+estudo+de+caso&ots=-j8optDXwA&sig=RdlTJ0KP0gh_JXYTkrGrA4Hn9DE#v=onepage&q=yin%20estudo%20de%20caso&f=false> Acesso em: 09 de dezembro de 2015.

YIN, R. K. Estudo de caso: planejamento e métodos. Robert K. Yin; trad. Daniel Grassi - 2.ed. -Porto Alegre : Bookman, 2001.

TERMO DE PERMISSÃO DE USO DE INFORMAÇÕES zyxwvutsrqponmlkjihgfedcbaZYXWVUTSRQPONMLKJIHGFEDCBA
Através deste termo, nós da EMPRESA SANOFI declaramos que estamos de
acordo com a utilização das informações desta empresa no Trabalho de
Conclusão de Curso intitulado "O MATERIAL MAIS INDICADO PARA UMA
CAIXA DE EMBARQUE, UTILIZADA EM LINHAS AUTOMÁTICAS DE UMA
INDUSTRIA FARMACÊUTICA, ANALISADA ATRAVÉS DO VISUAL
MANAGEMENT, UMA FERRAMENTA DO LEAN MANUFACTURING"
desenvolvido pelo aluno ANA ELISA BASSI FORTES, a ser apresentado à
Escola de Engenharia de Lorena no 2°semestre de 2015.
Suzano, 26 de agosto de 2015
NOME: Tatiana Salado
CARGO: Coordenadora de Desenvolvimento de Embalagens