AVALIAÇÃO DA ATIVIDADE DE PROCESSAMENTO DE MADEIRA DE...
41
UNIVERSIDADE FEDERAL DE SANTA MARIA CENTRO DE CIÊNCIAS RURAIS CURSO DE ENGENHARIA FLORESTAL AVALIAÇÃO DA ATIVIDADE DE PROCESSAMENTO DE MADEIRA DE Pinus taeda L. RELATÓRIO DE ESTÁGIO Denise Andréia Szymczak Santa Maria, RS, Brasil 2010
Transcript of AVALIAÇÃO DA ATIVIDADE DE PROCESSAMENTO DE MADEIRA DE...
UNIVERSIDADE FEDERAL DE SANTA MARIA CENTRO DE CIÊNCIAS RURAIS
CURSO DE ENGENHARIA FLORESTAL AVALIAÇÃO DA ATIVIDADE DE PROCESSAMENTO
DE MADEIRA DE Pinus taeda L.
RELATÓRIO DE ESTÁGIO
Denise Andréia Szymczak
Santa Maria, RS, Brasil 2010
AVALIAÇÃO DA ATIVIDADE DE PROCESSAMENTO DE
MADEIRA DE Pinus taeda L.
por
Denise Andréia Szymczak
Relatório apresentado ao Curso de Engenharia Florestal da Universidade Federal de Santa Maria, como parte das exigências da disciplina EFL 1001 – Estágio Supervisionado em Engenharia Florestal
Orientador: Prof. Airton dos Santos Alonço (Dr. Eng.)
Supervisor: Eng. Ftal Davi Rauen
Santa Maria, RS, Brasil 2010
Universidade Federal de Santa Maria Centro de Ciências Rurais
Curso de Engenharia Florestal
A Comissão examinadora, abaixo assinada, aprova o Relatório de Estágio
AVALIAÇÃO DA ATIVIDADE DE PROCESSAMENTO DA MADEIRA DE Pinus taeda L.
elaborado por
Denise Andréia Szymczak
como parte das exigências da disciplina EFL 1001 – Estágio Supervisionado em Engenharia Florestal,
e como requisito parcial para obtenção do grau de Engenheira Florestal
Comissão Examinadora:
________________________________________ Prof. Dr. Eng. Airton dos Santos Alonço
(Presidente/Orientador)
___________________________________ Davi Rauen, Eng. Ftal., (Rigesa Ltda)
(Supervisor)
___________________________________ Robson Schaff Correa, Eng. Ftal., M. Sc.
___________________________________ Vilnei de Oliveira Dias, Eng. Agr., M. Sc.
Santa Maria, 22 de Novembro de 2010
AGRADECIMENTOS
A Deus, por guiar meus passos.
Agradeço a minha família pelo amor, educação e por sempre me apoiarem nas
decisões tomadas.
Ao meu orientador Professor Airton dos Santos Alonço pela amizade, oportunidade e
confiança depositada.
Ao professor Mauro Valdir Schumacher, pelos ensinamentos e oportunidades, durante
todo o período da faculdade.
A empresa Rigesa soluções em embalagem MeadWestVaco, pela oportunidade e
confiança em meu trabalho.
Aos Gerentes Altair, Ronaldo e Edson Jaremtchuk.
A todo o pessoal do setor de colheita e logística pela receptividade, colaboração e
amizade.
Aos amigos da comercialização de madeiras e ao Tetê que está em todos os setores.
Aos meus colegas de sala, Rogério e Neuza, pelas conversas e desabafos nos
intervalos de atendimento do rádio e telefone.
As meninas, Greyci, Gislaine, Sônia, Simone e Janaína pela amizade e pelas conversas
divertidas e inteligentes no horário do almoço, com pautas sempre muito variadas. Sentirei
saudade. E não me falem de trabalho, por favor!
Aos queridos amigos do setor de Meio Ambiente Saúde e Segurança do Trabalho,
Minoru, Zilda, Marco Brito, Márcio, Williann, Balila.
Ao setor de Manutenção Mecânica, sempre muito agitado, pela amizade e pela
instalação e conserto do objeto deste estudo.
Ao José Carlos Droczak, pela amizade e pelo auxílio na coleta de dados deste trabalho
“gurizada”.
Aos amigos da classe dos estagiários, Juliana morena, Tatiana, Luís, Tiago, Nathalia,
Juliana loira, Daniel, Luis Gustavo, Mariela e Vilson.
Ao meu namorado, Eduardo, pelos conselhos, compreensão, companhia e amor.
A todos que me esqueci de agradecer aqui, meu muito obrigado.
RESUMO
RELATÓRIO DE ESTÁGIO
CURSO DE ENGENHARIA FLORESTAL UNIVERSIDADE FEDERAL DE SANTA MARIA
AVALIAÇÃO DA ATIVIDADE DE PROCESSAMENTO DE MADEIRA DE Pinus
taeda L.
Autor: Denise Andréia Szymczak Orientador: Prof. Dr. Eng. Agrícola Airton dos Santos Alonço
Supervisor: Eng. Ftal., Davi Rauen Local e data da defesa: Santa Maria, 22 de Novembro de 2010.
O objetivo deste trabalho foi caracterizar e avaliar a operação de processamento da madeira
de celulose com o uso de um cabeçote multiprocessador modelo GF 1295 em área de colheita
de Pinus sp e avaliar a produtividade no processo de toras com o uso do Cabeçote Harvester.
O estudo foi realizado na empresa Rigesa, papel e soluções em embalagens Ltda, localizado
no município de Três Barras, SC. O procedimento adotado para a coleta dos dados foi à
observação da máquina em operação, em três turnos e com três operadores. O ciclo de
trabalho do multiprocessador consistiu no tempo gasto para processar cada árvore o qual, foi
dividido em atividades parciais: Pegar a madeira de celulose, processar (desgalhar e cortar no
sortimento da celulose) e arrumar o estaleiro. Também foi computado o número de árvores
processadas em cada ciclo. No processamento de toras os elementos do ciclo foram: pegar a
árvore e processar a tora. No processo de adaptação da máquina-base ao cabeçote
multiprocessador, houve um excesso de altura de aproximadamente 1 metro no momento de
seu transporte em vias estaduais. O número de quebras nos primeiros 30 dias de uso foi
bastante elevado, indicando que o material utilizado para a sua fabricação não é apropriado. A
produtividade esperada para o multiprocessador e para o processo de toras não foi alcançada
nos primeiros 30 dias de utilização. A Eficiência Operacional variou nos turnos de trabalho,
sendo a média 47%.
Palavras-chave: Engenharia Florestal, Cabeçote multiprocessador, Colheita Florestal.

ABSTRACT
TRAINEESHIP REPORT
FOREST ENGINEERING COURSE FEDERAL UNIVERSITY OF SANTA MARIA
ACTIVITY EVALUATION OF WOOD PROCESSING OF Pinus taeda L.
Author: Denise Andréia Szymczak
Adviser: Prof. Dr. Eng. Agrícola Airton dos Santos Alonço Supervisor: Eng. Ftal., Davi Rauen
Place and date defense: Santa Maria, November 22, 2010
This study aimed to caracterize and to avalue the processing pulp wood operation
with the use of a multiprocessor head model GF 1295 in harvest of Pinus sp and to avalue the
productivity in logs process with Harvester head. This study was realized at Rigesa, paper and
packaging solutions Ltda, in Três Barras, SC. The methodology adopted for data collection
was o observes the machine in operation, in three shift and three operators. The duty cycle of
the multiprocessor consisted of time spent to process each tree which was divided into partial
activities: Take the pulp wood, process (breaks down and cut the pulp in the assortment) and
tidy up the yard. We also computed the number of trees processed in each cycle. In the
process of timber elements of the cycle were to catch and process the tree log. In the process
of adaptation of the machine based multiprocessor to the head, there was an excess of about
one meter tall at the time of its transportation routes states. The number of breaks in the first
30 days of use was fairly high, indicating that the material used for its manufacture is not
good quality. The expected productivity for the multiprocessor and the process of logs was not
reached within the first 30 days of use. The Operational Efficiency in varied work shifts, the
average being 47%.
Key-words: Forest Engineer; Multiprocessor head, Harvesting.
LISTA DE FIGURAS
Figura 1 - Máquina Florestal Feller Buncher. .......................................................................... 15
Figura 2 - Máquina Florestal Skidder. ...................................................................................... 16
Figura 3 - Máquina base de Escavadeira Hidráulica com cabeçote Harvester. ....................... 17
Figura 4 - Máquina base de Escavadeira Hidráulica com garra de carregamento. .................. 18
Figura 5 - Localização do Município de Três Barras, SC. Fonte: Wikipédia, 2010. ................ 21
Figura 6 - Divisão da atividade de Processamento da madeira partindo do uso de uma
máquina. ................................................................................................................................... 22
Figura 7 - Aspecto do Multiprocessador de árvores. ................................................................ 23
Figura 8 - Cronômetro marca Herweg. ..................................................................................... 24
Figura 9 - Aspecto dos principais problemas de montagem do cabeçote e no decorrer de sua
operação. A) quebra dos pinos de sustentação; B) trinca na base da primeira garra; C) excesso
de altura no transporte, e D) estrutura desmontada para obedecer a legislação ....................... 26
Figura 10 - Produtividade média durante o período avaliado. ................................................. 27
Figura 11 - Dificuldade de desgalhe em feixes que contenham árvores curtas ou bifurcadas. 30
Figura 12 - Qualidade do estaleiro. .......................................................................................... 31
Figura 13 - Cabeçote harvester. ............................................................................................... 35
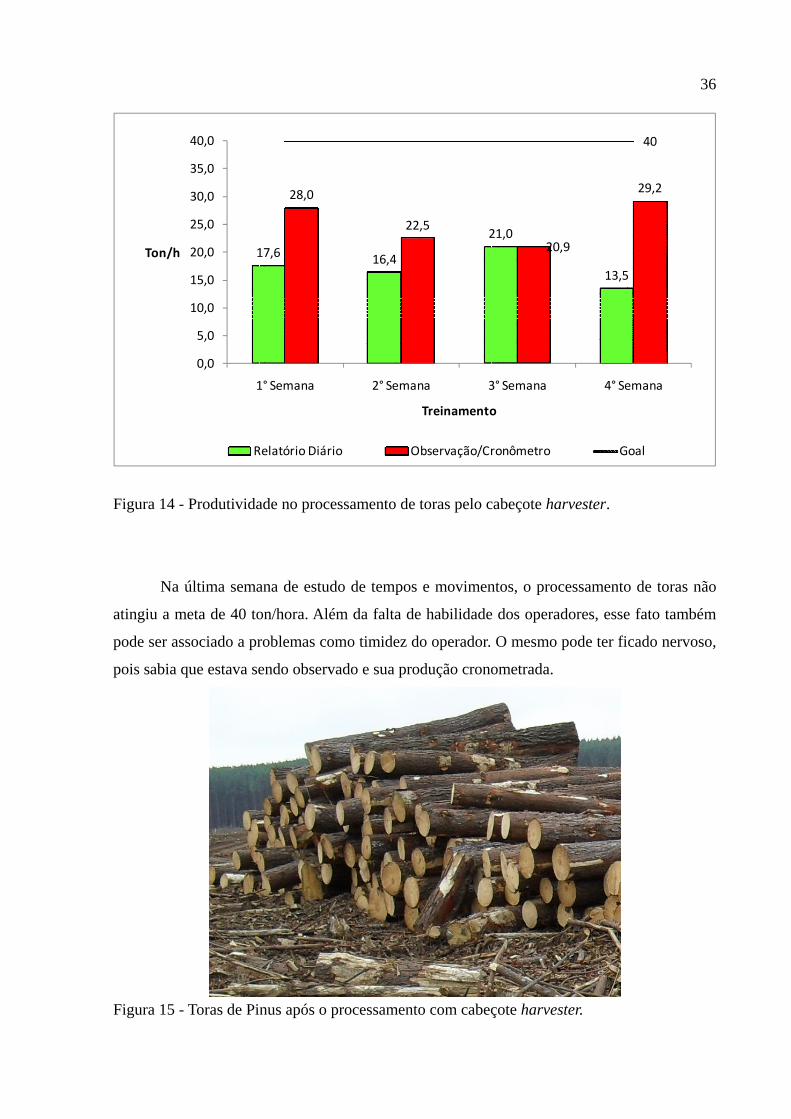
Figura 14 - Produtividade no processamento de toras pelo cabeçote harvester. ...................... 36
Figura 15 - Toras de Pinus após o processamento com cabeçote harvester. ............................ 36
LISTA DE TABELAS
Tabela 1 – Comparativo do número de árvores processadas pelo multiprocessador. ............... 28
Tabela 2 – Tempo, em segundos, dos elementos de um ciclo operacional do multiprocessador,
média de 40 ciclos em 3 observações. ...................................................................................... 29
Tabela 3 - Acompanhamento da Produção e Eficiência Operacional do Cabeçote
Multiprocessador no primeiro turno de trabalho, em horas...................................................... 32
Tabela 4 - Acompanhamento da Produção e Eficiência operacional do Cabeçote
Multiprocessador, no segundo turno de trabalho, em horas. .................................................... 32
Tabela 5 - Acompanhamento da Produção e Eficiência operacional do Cabeçote
Multiprocessador, no terceiro turno de trabalho, em horas. ..................................................... 33
Tabela 6 - Comparação da Eficiência Operacional (%) do multiprocessador entre os três
turnos de trabalho. .................................................................................................................... 34
SUMÁRIO
1 INTRODUÇÃO ................................................................................................................... 10
2 REVISÃO BIBLIOGRÁFICA ........................................................................................... 11
2.1 Histórico da Empresa ......................................................................................................... 11
2.2 A espécie ............................................................................................................................. 12
2.3 Colheita Florestal no Brasil ................................................................................................ 13
2.4 Colheita Florestal na Rigesa ............................................................................................... 14
2.4.1 Derrubada ........................................................................................................................ 15
2.4.2 Arraste .............................................................................................................................. 16
2.4.3 Processamento ................................................................................................................. 17
2.4.4 Carregamento .................................................................................................................. 18
3 OBJETIVOS ........................................................................................................................ 19
3.1 Objetivo Geral .................................................................................................................... 19
3.2 Objetivos específicos: ......................................................................................................... 19
4 HIPÓTESE ........................................................................................................................... 20
5 MATERIAL E MÉTODOS ................................................................................................. 21
5.1 Caracterização do Local ..................................................................................................... 21
5.2 Materiais ............................................................................................................................. 22
5.3 Metodologia Específica ...................................................................................................... 23
6 RESULTADOS E DISCUSSÕES ....................................................................................... 26
6.1 Cabeçote Multiprocessador ................................................................................................ 26
6.2 Cabeçote Harvester ............................................................................................................ 34
7 CONCLUSÕES .................................................................................................................... 37
8 SUGESTÕES ....................................................................................................................... 38
9 REFERÊNCIAS BIBLIOGRÁFICAS .............................................................................. 39
ANEXOS ................................................................................................................................. 40
10 1 INTRODUÇÃO
No Brasil, dentre as principais atividades do agronegócio, está a atividade florestal,
que vem se consolidando com um desenvolvimento crescente e competitivo, fortalecendo a
investigação incessante de conhecimento e de novas tecnologias.
Atualmente, a maior parte das grandes empresas florestais, que possuem plantios em
áreas com declividades não acentuadas utilizam técnicas de colheita e processamento da
madeira que oferecem melhor produtividade, ou seja, empregam a mecanização dessas
atividades, proporcionando um grande aumento da eficiência operacional.
Porém, para que esse resultado seja alcançado, é fundamental um bom planejamento
silvicultural. Diante disso, a aquisição de máquinas empregadas na colheita florestal dispende
de alto investimento financeiro, o que implica em definir a máquina, ou o conjunto delas,
mais preconizado para a racionalização dessa operação, o que compete a cada empresa
deliberar conforme as suas necessidades, tendo por objetivo atingir o menor custo possível e
sustentação em longo prazo, adotando-se práticas economicamente viáveis.
Através do conhecimento dos custos operacionais das máquinas florestais, a tomada de
decisões em projetos futuros torna-se mais confiável economicamente, o que possibilita um
planejamento adequado, que resultará na maximização operacional e minimização dos custos
de colheita. Nesse sentido tornam-se imprescindíveis estudos para a obtenção dos
rendimentos operacionais e dos custos de colheita florestal, devida essa operação despender o
maior percentual dos custos de produção de florestas comerciais (SIMÕES, 2008).
Hoje, a preocupação com a sustentabilidade ambiental é muito preconizada no setor
florestal. Por isso o planejamento de máquinas e equipamentos deve visar uma menor
compactação do solo pelo seu sistema de rodado, menor problema com vazamentos de óleo e
graxas, equipamentos que façam o maior aproveitamento possível da matéria prima, evitando
perda de valor agregado ao produto.
O planejamento das atividades florestais também envolve o conceito de segurança e
ergonomia. Máquinas mais seguras e confortáveis aumentam a produção e reduzem
problemas de saúde e melhoram a vida do trabalhador. Esses fatores devem ser analisados em
máquinas florestais que são pesadas e utilizam muita força em suas operações, necessitando
de um contrapeso de conforto e segurança.
11 2 REVISÃO BIBLIOGRÁFICA
2.1 Histórico da Empresa
A Rigesa é subsidiária da MeadWestvaco Corporation e atua desde 1942 no Brasil com
duas fábricas de papel, quatro fábricas de embalagens de papelão ondulado e uma fábrica de
embalagem de papelcartão. Atualmente possui 54 mil hectares de terras em Santa Catarina e
19 escritórios de vendas e representantes comerciais estrategicamente localizados em todas as
regiões do País, possui mais de 2.300 funcionários e ocupa o segundo lugar no mercado
nacional de papelão ondulado. Sua sede corporativa fica na cidade de Campinas, no interior
do estado de São Paulo.
Nasceu em Valinhos, no interior de São Paulo, com uma pequena fábrica de
embalagens, que em 1953 a Rigesa passou a fazer parte da WestVaco, empresa norte-
americana. Em 2002 ocorreu a fusão da WestVaco com a Mead. Com resultado da fusão, a
matriz da Rigesa passa a ser a MeadWestvaco Corporation, uma produtora global, líder em
embalagens, papéis revestidos e especiais, produtos ao consumidor e materiais de escritório e
produtos químicos especiais. Em 2002, ocorreu a inauguração da fábrica de embalagens de
Feira de Santana, BA.
A partir de 2009 a Rigesa produz embalagens certificadas pela Cadeia de Custódia -
CERFLOR (Programa Brasileiro de Certificação Florestal), certificação desenvolvida e
gerenciada pelo INMETRO. O CERFLOR é reconhecido pelo PEFC (Programme for the
Endorsement of Forest Certification Schemes), maior sistema de certificação florestal do
mundo, presente em mais de 30 países. Essa certificação garante a utilização de matéria-prima
proveniente de florestas 100% plantadas e um processo de fabricação baseado em princípios
sustentáveis e em boas práticas ambientais, do plantio da matéria-prima até a chegada ao
consumidor final.
Essa certificação é renovada a cada ano quando auditores designados pelo CERFLOR
visitam a empresa e analisam se os procedimentos descritos nas normas internas, padrões de
segurança e também a legislação vigente estão sendo cumpridas pela empresa. O que não tiver
em acordo gera uma não conformidade que deve ser sanada em até 90 dias.
12 2.2 A espécie
O Pinus taeda L., introduzido no Brasil em 1948, através do Serviço Florestal do
Estado de São Paulo, se destaca por apresentar facilidade nos tratos culturais e rápido
crescimento, abrangendo um milhão de hectares no planalto da Região Sul do Brasil
(SHIMIZU, 2005). O Pinus taeda se desenvolve adequadamente nas regiões com clima
ameno e inverno frio, em solo bem drenado, sem déficit hídrico, incluindo localidades como
as partes serranas do Rio Grande do Sul, de Santa Catarina e do Paraná, e áreas mais chuvosas
do sul dos estados de São Paulo e de Minas Gerais (EMBRAPA, 2005).
Segundo Barrichelo et al. (1977), a madeira do Pinus sp é considerada uma importante
fonte de matéria-prima para fabricação de produtos manufaturados. É utilizado na produção
de celulose, de papel, de madeira serrada, de chapas e de madeira reconstituída.
O desenvolvimento industrial gerou uma crescente busca por produtos florestais, uma
vez que a madeira é considerada a principal fonte de matéria-prima para atender os vários
processos produtivos. O estabelecimento e o manejo de florestas plantadas com Pinus vem
possibilitando o abastecimento de madeira que, anteriormente, era suprido com a exploração
da araucária. Essa prática é importante para ecossistemas florestais nativos, pois vem suprindo
uma parcela cada vez maior da necessidade atual de madeira (SHIMIZU & MEDRADO). As
condições de adaptação do Pinus aos solos ligeiramente ácidos, que constituem a grande
maioria dos solos do país, permitiram a implantação de extensas áreas que, juntamente com a
adoção de práticas silviculturais adequadas, tornam as espécies deste gênero importante fonte
de matéria-prima, proveniente de florestas estabelecidas dentro dos padrões de
sustentabilidade (KRONKA et al., 2005).
A floresta de Pinus é diferenciada pelo seu “multi-uso” porque, após o corte, sua
madeira pode ser destinada à indústria laminadora, que a utiliza para fabricação de
compensados; para a indústria de serrados, que a transforma em madeira beneficiada ou é
convertida em móveis; para a indústria de papel e celulose; para a indústria de MDF e, mesmo
o seu resíduo, tem sido aproveitado como biomassa para geração de vapor e energia
(CARGNIN, 2005).
Na área de papel e celulose, que só trabalha com árvores de reflorestamento, o Pinus
representa 30% das plantações. Ele é importante porque contribui com as fibras longas,
imprescindíveis na fabricação de papéis, que exigem maiores resistências e melhor absorção
de tinta (AGROPAUTA, 2005).
13 2.3 Colheita Florestal no Brasil
No setor florestal, a colheita e o transporte de madeira são as etapas mais importantes,
economicamente, dada a sua alta participação no custo final do produto e os riscos de perdas
envolvidos nessas atividades. Segundo Andrade (1998), em torno de 40 a 50% dos custos de
produção de celulose são devidos ao produto florestal e, destes, cerca de 50% referem-se aos
custos de colheita e transporte.
Como a redução dos custos da colheita é vital para qualquer empresa, uma análise
detalhada e por partes dos custos nos diferentes métodos de colheita, em cada atividade, tem
um papel importante no entendimento dos mesmos, além de facilitar os estudos com o
objetivo de reduzi-los (REZENDE et al., 1997).
No Brasil, os sistemas manuais e semimecanizados de colheita foram amplamente
utilizados por falta de alternativas, empregando-se grande número de mão-de-obra, tornando a
operação onerosa e muito perigosa (EQUIPE TÉCNICA DA DURATEX, 1997). Com o
aumento da demanda por produtos florestais, necessidade de maior rendimento das operações,
escassez da mão-de-obra, aumento dos custos sociais e a abertura do mercado às importações
de máquinas de alta tecnologia, houve uma intensificação da mecanização do setor florestal.
A modernização das operações de colheita teve início na década de 70, quando a
indústria nacional começou a produzir maquinário de portes leves e médio. Além do mais,
nesse período o país passou também a importar maquinários mais específicos e mais robustos
dos Estados Unidos e do Canadá, onde a atividade da colheita estava mais fortificada.
De acordo com Seixas (1998), a mecanização das atividades de colheita e de
transporte florestal é importante no fornecimento da matéria-prima para as indústrias do setor.
Um dos obstáculos, para que o desenvolvimento florestal sustentável seja alcançado, está
relacionado ao trânsito de máquinas durante a realização das atividades de colheita e de
transporte florestal.
A seleção de máquinas e o desenvolvimento de sistemas operacionais constituem o
grande desafio para a redução dos custos e da dependência de mão-de-obra nas operações de
colheita e transporte florestal (EQUIPE TÉCNICA DA DURATEX, 1997). A escolha da
máquina, ou sistema a ser empregado, varia em função de vários fatores, como topografia do
terreno, declividade, solo, clima, comprimento da madeira, incremento da floresta, uso da
madeira e, por último, o nível de tecnologia que se deseja (MACHADO, 2002).
14 Com o desenvolvimento tecnológico, passou-se a buscar o aperfeiçoamento das
relações custo/beneficio e homem/máquina, com as finalidades de adequar o sistema de
colheita ao local específico de trabalho e proporcionar ao homem uma carga de trabalho mais
suave, visando à redução na fadiga e, conseqüentemente, ao aumento na produtividade do
sistema (MENEZES et al., 1985).
No Brasil existem ainda poucos dados a respeito da capacidade produtiva que se pode
esperar das máquinas e dos operários em determinadas condições de trabalho. As estimativas
de produtividade e custos baseados em dados fornecidos pelos fabricantes das máquinas ou
obtidas em trabalhos realizados em outros países não são confiáveis, uma vez que refletem
dados obtidos em condições totalmente diversas, no que diz respeito ao sistema silvicultural,
ao clima e à formação profissional do operador, ficando clara a necessidade de realização de
estudos específicos para as condições brasileiras (BRAMUCCI, 2001).
A escolha do sistema de colheita deve levar em considerações variáveis como a
experiência e habilidade da mão-de-obra, espécie florestal, produtividade, distância de arraste,
transporte, desempenho da máquina, capital requerido e característica do terreno. A exclusão
de algumas dessas variáveis resultará em problemas operacionais e ineficiência na análise do
processo de colheita (CONWAY, 1976; SALMERON, 1980; MACHADO, 1984). Esses
autores também citaram algumas formas de expressar a eficiência da atividade de colheita no
que se refere ao maquinário, dentre as quais estão: o consumo de potência diário para produzir
e transportar determinado volume de madeira ou, ainda, a relação do consumo de combustível
para dada potência demandada.
Depois de implantado o sistema de colheita nada impede que no decorrer dos anos e
da necessidade o mesmo seja aperfeiçoado e até revisto. Muitas vezes o sistema de colheita
deve atender aos novos negócios da empresa. O investimento em um novo sistema requer
muitos estudos de viabilidade econômica.
2.4 Colheita Florestal na Rigesa
O sistema de colheita florestal pode ser definido como um conjunto de atividades,
integradas entre si, que permitem o fluxo constante de madeira, evitando-se os pontos de
estrangulamento, levando os equipamentos a sua máxima utilização.
O sistema de Colheita utilizado pela Rigesa é o sistema de Toras Inteiras (full-tree).
Neste modelo a árvore é derrubada e arrastada para a margem da estrada, onde é processada.
15 As principais máquinas utilizadas neste sistema de colheita dentro da empresa são descritas
abaixo.
A empresa usa o sistema totalmente mecanizado, com máquinas florestais e outras
adaptadas da construção civil. O uso de motosserras se dá em empresas terceirizadas que
fazem a colheita de madeira de eucalipto e de Pinus de APP.
2.4.1 Derrubada
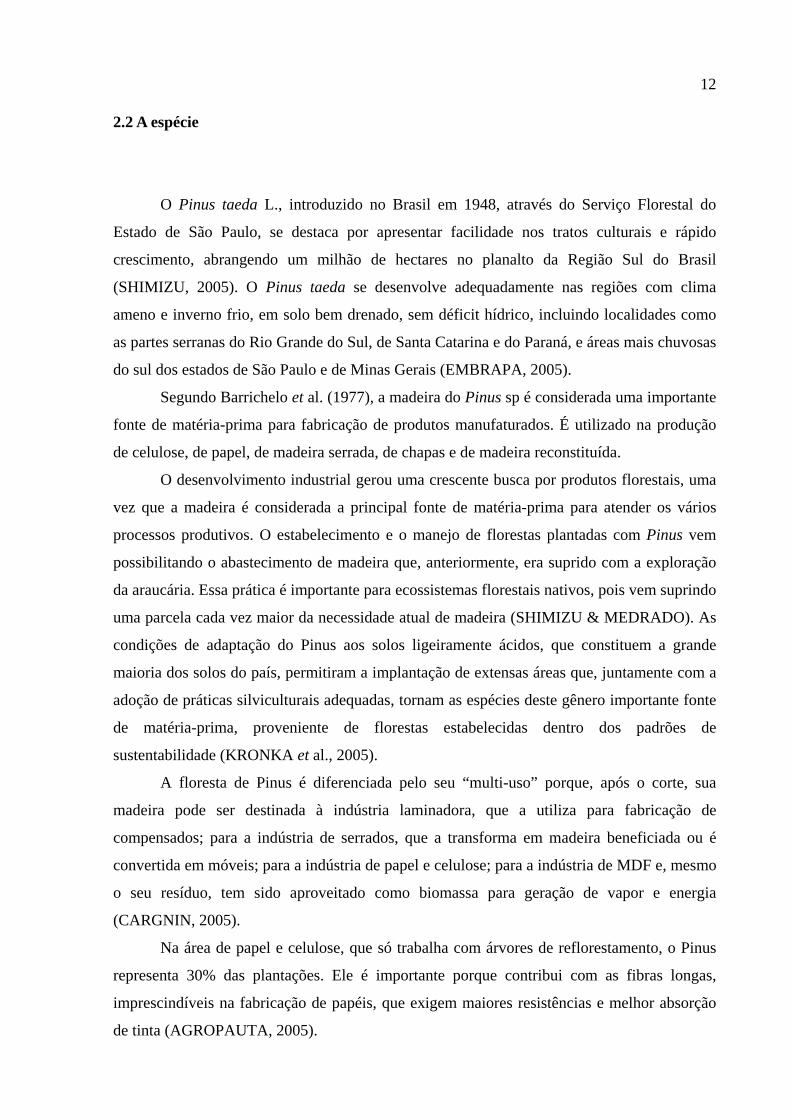
A derrubada é realizada com o Feller direcional (sabre) e com Feller Buncher. O tipo
de rodado é esteira. A empresa dispõe de dois Feller Buncher e dois Feller de sabre.
O Feller Buncher (figura 1) marca Tigercat®1 é uma máquina florestal (derrubador e
acumulador) que corta, acumula várias árvores e tomba-as, formando um feixe de árvores. O
cabeçote é uma peça de construção rígida, onde estão localizados os órgãos de corte composto
por um disco de vídia e os braços acumuladores, ambos acionados por um sistema hidráulico.
A produtividade é de 160 ton/hora de trabalho. Além desta questão de produtividade, a
ergonomia da cabine é muito superior quando comparada com a escavadeira hidráulica.
Figura 1 - Máquina Florestal Feller Buncher.
1Nota da Autora: A citação de marcas e modelos comerciais não implica nenhuma forma de recomendação ou aprovação dos mesmos.
16 Já o Feller de sabre tem uma produtividade muito inferior, 60 ton/hora. É composto
por uma máquina base de Escavadeira Caterpillar 320 - motor ATAAC Caterpillar (Diesel),
potência nominal de 95,5 kW, esteiras vedadas, lubrificadas com graxa e sapatas com 43
seções e um cabeçote de Feller de Disco direcional – cabeçote de 33”, realiza o corte e o
empilhamento das árvores.
2.4.2 Arraste
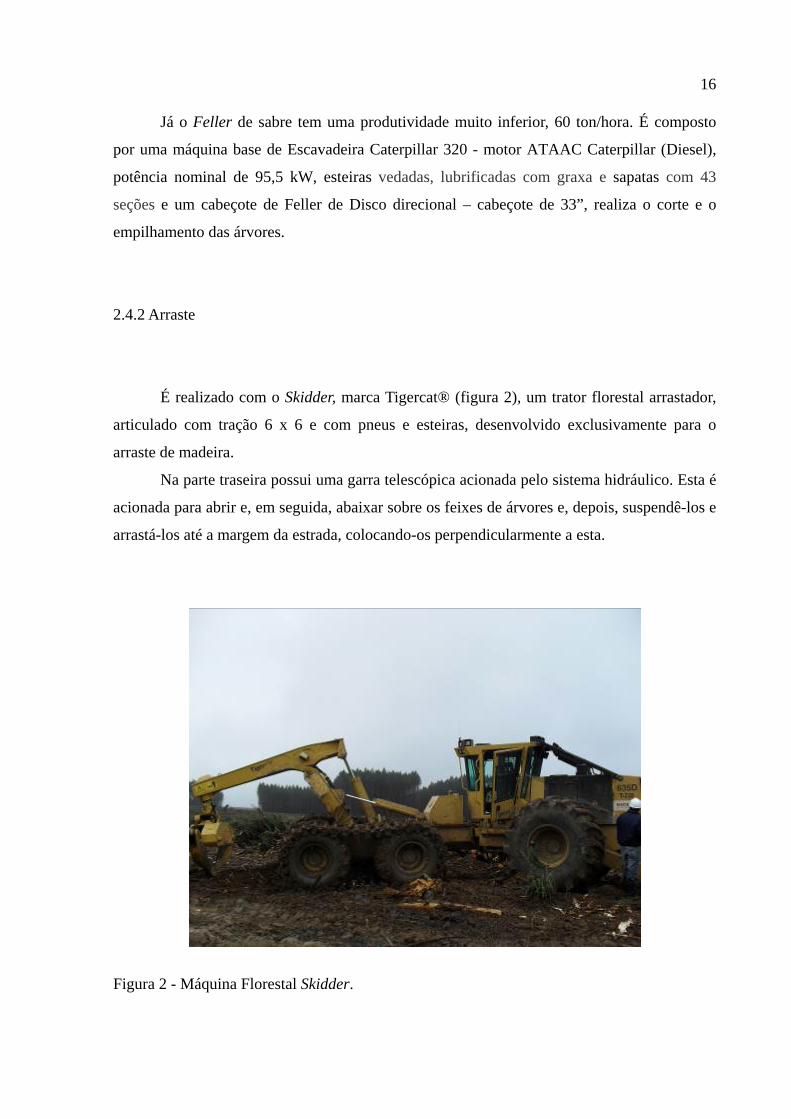
É realizado com o Skidder, marca Tigercat® (figura 2), um trator florestal arrastador,
articulado com tração 6 x 6 e com pneus e esteiras, desenvolvido exclusivamente para o
arraste de madeira.
Na parte traseira possui uma garra telescópica acionada pelo sistema hidráulico. Esta é
acionada para abrir e, em seguida, abaixar sobre os feixes de árvores e, depois, suspendê-los e
arrastá-los até a margem da estrada, colocando-os perpendicularmente a esta.
Figura 2 - Máquina Florestal Skidder.
17 A produtividade gira em torno de 160 ton/hora. Já os Skidders 4 x 4 marca Caterpillar,
modelo 525, 168 Kw de potência, tem uma produtividade de 50 – 65 ton/hora. Apesar de a
empresa dispor de 4 skidders 525 estes são utilizados quando ocorre algum problema em um
dos dois Skidders 6x6.
2.4.3 Processamento
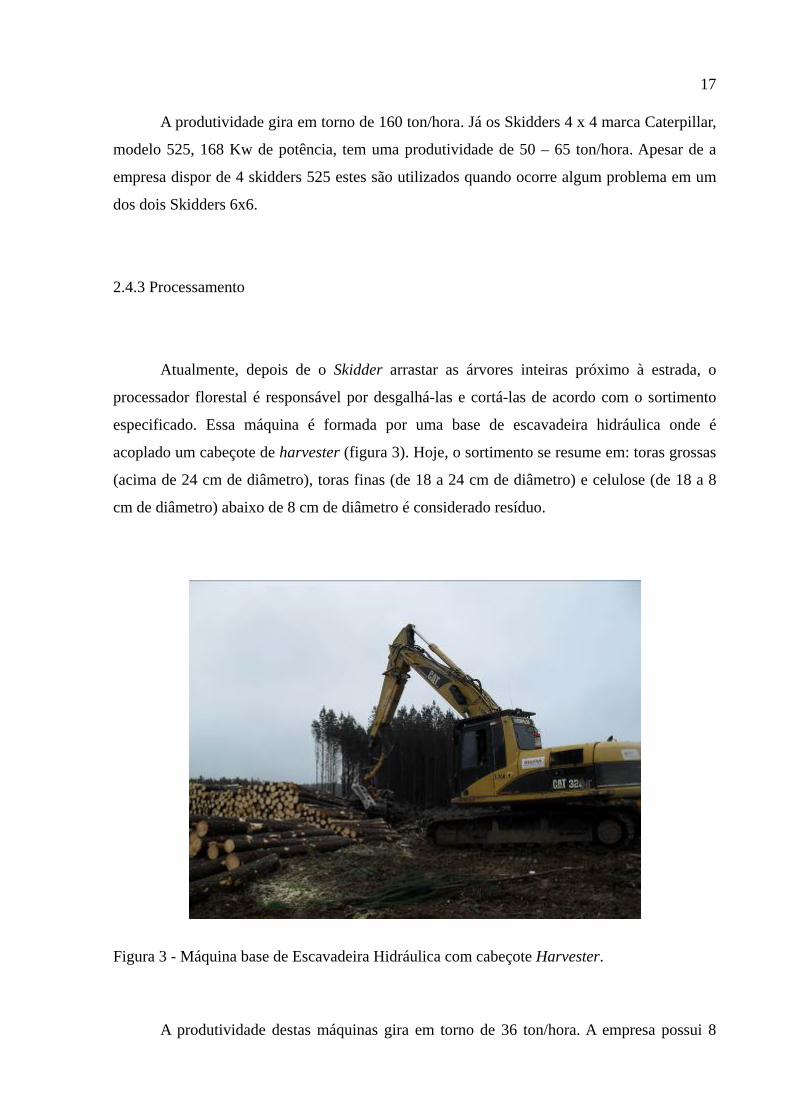
Atualmente, depois de o Skidder arrastar as árvores inteiras próximo à estrada, o
processador florestal é responsável por desgalhá-las e cortá-las de acordo com o sortimento
especificado. Essa máquina é formada por uma base de escavadeira hidráulica onde é
acoplado um cabeçote de harvester (figura 3). Hoje, o sortimento se resume em: toras grossas
(acima de 24 cm de diâmetro), toras finas (de 18 a 24 cm de diâmetro) e celulose (de 18 a 8
cm de diâmetro) abaixo de 8 cm de diâmetro é considerado resíduo.
Figura 3 - Máquina base de Escavadeira Hidráulica com cabeçote Harvester.
A produtividade destas máquinas gira em torno de 36 ton/hora. A empresa possui 8
18 máquinas deste tipo para esta atividade.
2.4.4 Carregamento
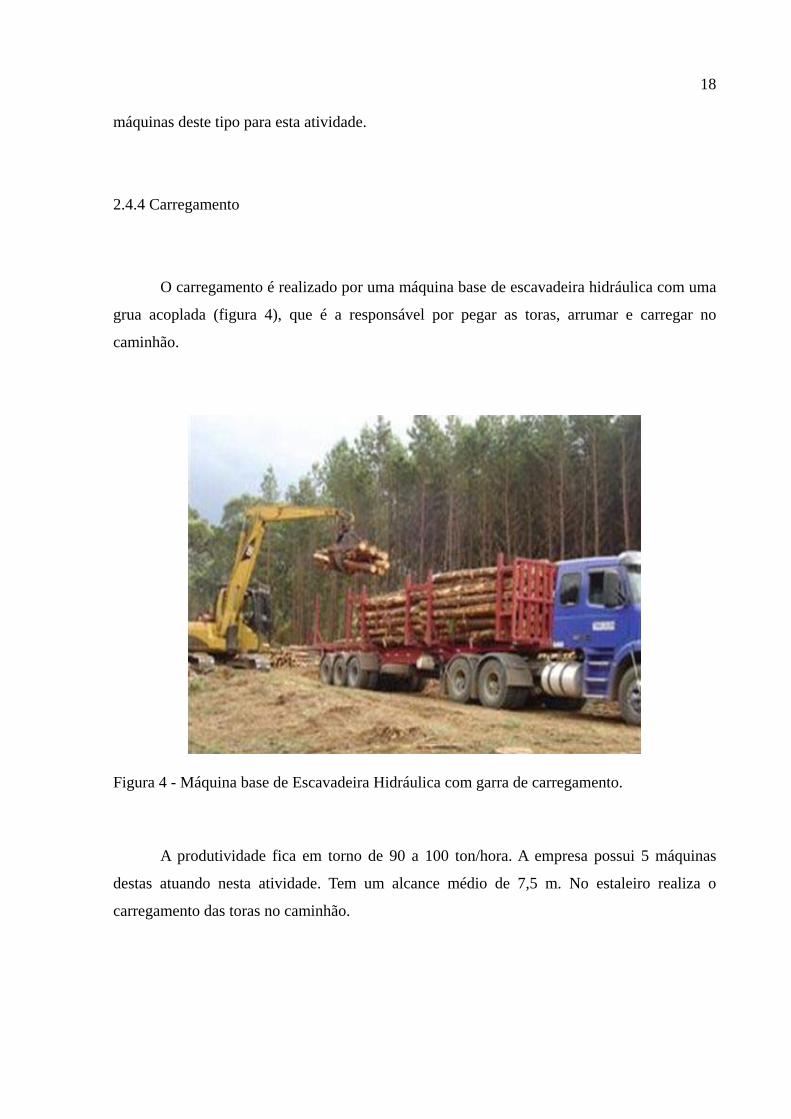
O carregamento é realizado por uma máquina base de escavadeira hidráulica com uma
grua acoplada (figura 4), que é a responsável por pegar as toras, arrumar e carregar no
caminhão.
Figura 4 - Máquina base de Escavadeira Hidráulica com garra de carregamento.
A produtividade fica em torno de 90 a 100 ton/hora. A empresa possui 5 máquinas
destas atuando nesta atividade. Tem um alcance médio de 7,5 m. No estaleiro realiza o
carregamento das toras no caminhão.
19 3 OBJETIVOS
3.1 Objetivo Geral
Caracterizar e avaliar a operação de processamento da madeira de Pinus sp. com o uso
de um cabeçote multiprocessador modelo GF 1295 e cabeçote Harvester.
3.2 Objetivos específicos:
• Acompanhar o processo de adaptação do cabeçote multiprocessador na máquina base;
• Estimar o tempo médio de processamento de madeira de Pinus sp;
• Obter a Eficiência Operacional do multiprocessador;
• Avaliar a produtividade do processo de toras pelo cabeçote Harvester.
20 4 HIPÓTESE
Se for avaliado e conhecido o efetivo funcionamento do cabeçote multiprocessador
realizando o processamento apenas de madeira de celulose e do cabeçote harvester apenas
processando toras, então será possível planejar com eficiência o processo de colheita florestal
com a utilização deste equipamento.
21 5 MATERIAL E MÉTODOS
5.1 Caracterização do Local
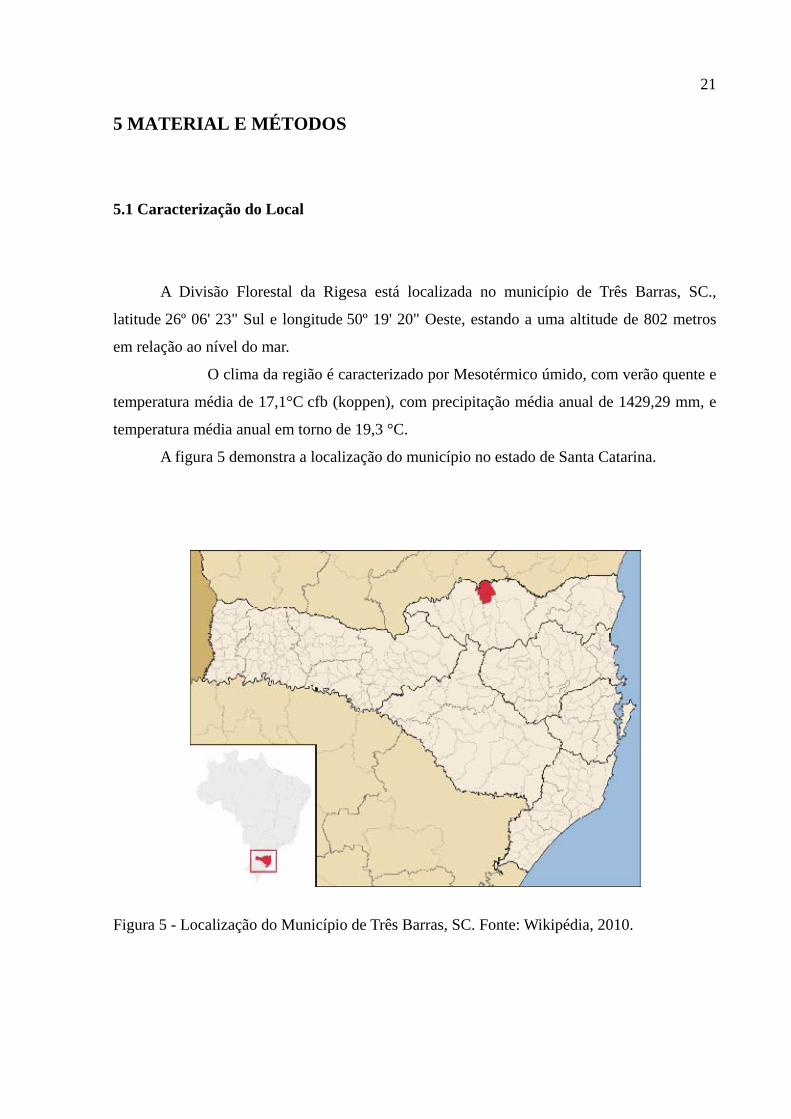
A Divisão Florestal da Rigesa está localizada no município de Três Barras, SC.,
latitude 26º 06' 23" Sul e longitude 50º 19' 20" Oeste, estando a uma altitude de 802 metros
em relação ao nível do mar.
O clima da região é caracterizado por Mesotérmico úmido, com verão quente e
temperatura média de 17,1°C cfb (koppen), com precipitação média anual de 1429,29 mm, e
temperatura média anual em torno de 19,3 °C.
A figura 5 demonstra a localização do município no estado de Santa Catarina.
Figura 5 - Localização do Município de Três Barras, SC. Fonte: Wikipédia, 2010.
22 5.2 Materiais
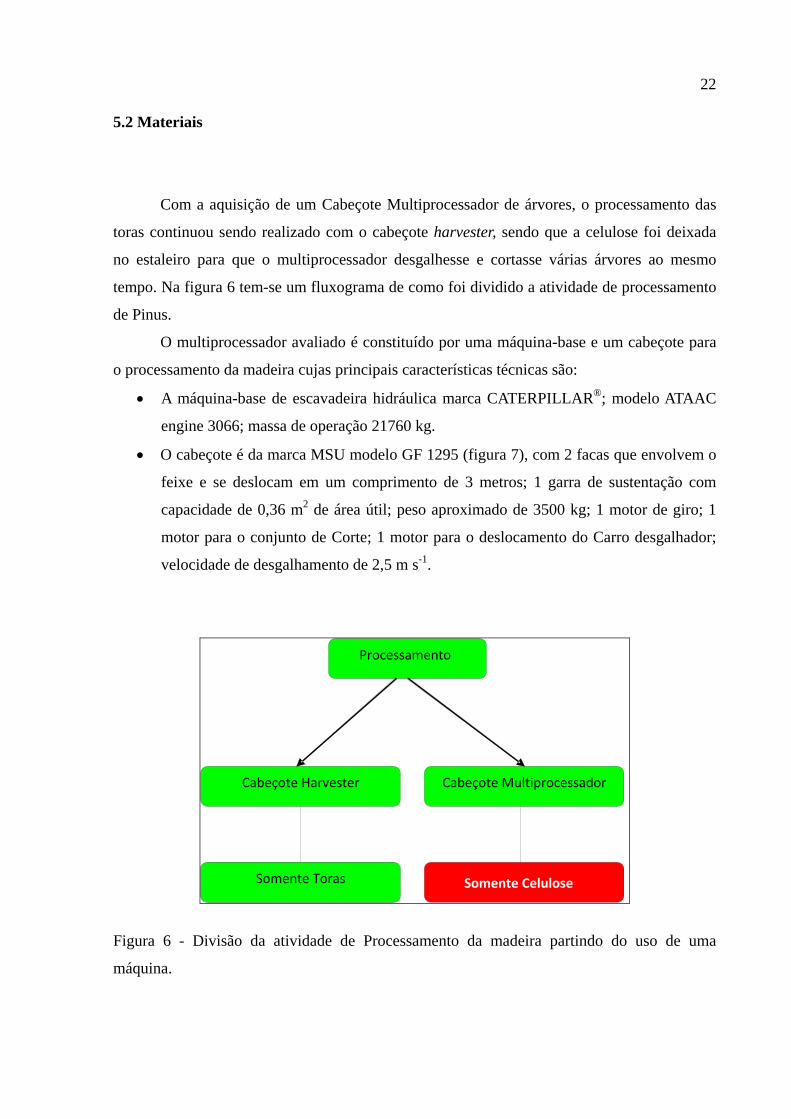
Com a aquisição de um Cabeçote Multiprocessador de árvores, o processamento das
toras continuou sendo realizado com o cabeçote harvester, sendo que a celulose foi deixada
no estaleiro para que o multiprocessador desgalhesse e cortasse várias árvores ao mesmo
tempo. Na figura 6 tem-se um fluxograma de como foi dividido a atividade de processamento
de Pinus.
O multiprocessador avaliado é constituído por uma máquina-base e um cabeçote para
o processamento da madeira cujas principais características técnicas são:
• A máquina-base de escavadeira hidráulica marca CATERPILLAR®; modelo ATAAC
engine 3066; massa de operação 21760 kg.
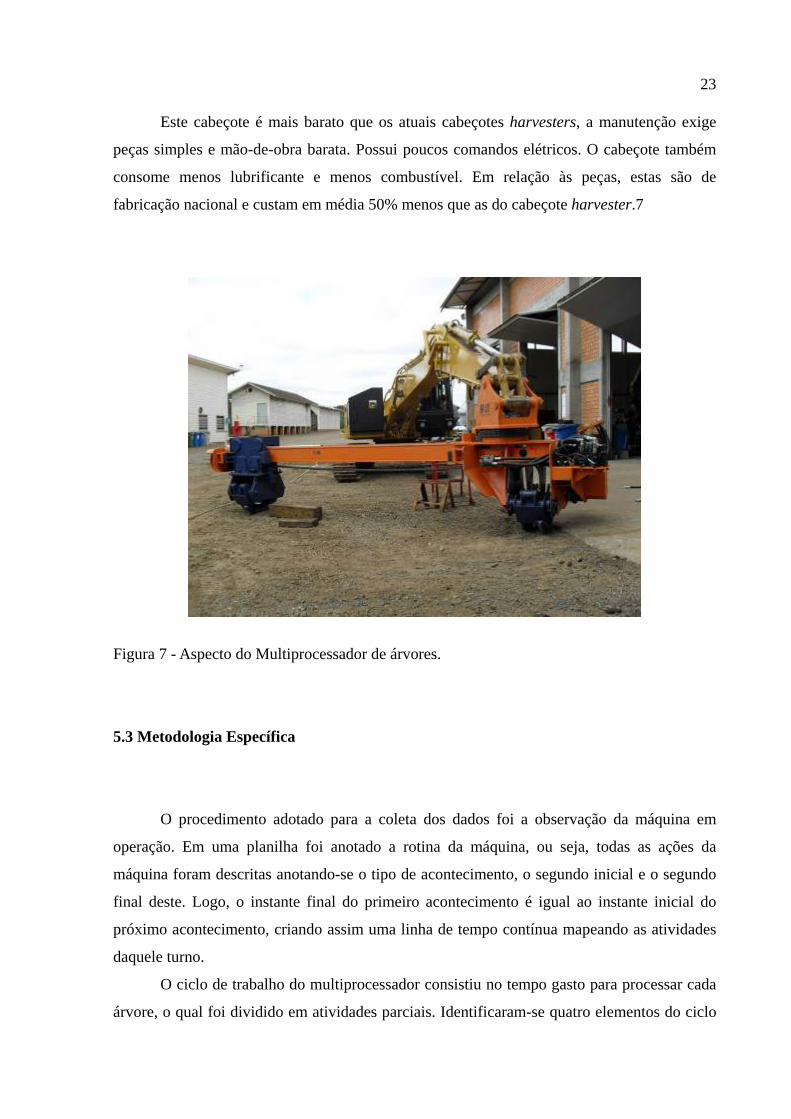
• O cabeçote é da marca MSU modelo GF 1295 (figura 7), com 2 facas que envolvem o
feixe e se deslocam em um comprimento de 3 metros; 1 garra de sustentação com
capacidade de 0,36 m2 de área útil; peso aproximado de 3500 kg; 1 motor de giro; 1
motor para o conjunto de Corte; 1 motor para o deslocamento do Carro desgalhador;
velocidade de desgalhamento de 2,5 m s-1.
Processamento
Cabeçote Harvester Cabeçote Multiprocessador
Somente Toras Somente Celulose
Figura 6 - Divisão da atividade de Processamento da madeira partindo do uso de uma
máquina.
23
Este cabeçote é mais barato que os atuais cabeçotes harvesters, a manutenção exige
peças simples e mão-de-obra barata. Possui poucos comandos elétricos. O cabeçote também
consome menos lubrificante e menos combustível. Em relação às peças, estas são de
fabricação nacional e custam em média 50% menos que as do cabeçote harvester.7
Figura 7 - Aspecto do Multiprocessador de árvores.
5.3 Metodologia Específica
O procedimento adotado para a coleta dos dados foi a observação da máquina em
operação. Em uma planilha foi anotado a rotina da máquina, ou seja, todas as ações da
máquina foram descritas anotando-se o tipo de acontecimento, o segundo inicial e o segundo
final deste. Logo, o instante final do primeiro acontecimento é igual ao instante inicial do
próximo acontecimento, criando assim uma linha de tempo contínua mapeando as atividades
daquele turno.
O ciclo de trabalho do multiprocessador consistiu no tempo gasto para processar cada
árvore, o qual foi dividido em atividades parciais. Identificaram-se quatro elementos do ciclo
24 operacional: pegar a madeira, processar (desgalhar e cortar no sortimento da celulose) e
arrumar o estaleiro. Também foi computado o número de árvores processadas em cada ciclo.
A medição dos tempos foi realizada pelo método dos tempos individuais, em que o
tempo de cada atividade do ciclo operacional é obtido diretamente, já que o cronômetro é
zerado a cada leitura. Para a medição dos tempos, utilizaram três cronômetros de minuto
decimal, de duplo ponteiro e três botões, dispostos na prancheta (figura 8).
Figura 8 - Cronômetro marca Herweg.
Por meio da metodologia de BARNES (1977), determinou-se o número mínimo de
observações necessárias para se estimar o tempo médio do ciclo operacional, para um nível de
5% de probabilidade de erro. Foi cronometrado um total de 460 ciclos operacionais do
multiprocessador. Em cada ida ao campo (observações) foram coletados 40 ciclos, resultando
em 12 observações. Estas observações foram tomadas nos três turnos de trabalho e com os
três operadores da máquina, de maneira aleatória.
As interrupções do trabalho não foram cronometradas, ou seja, foi considerado como
se os operadores tivessem uma eficiência operacional de 100%.
A Eficiência Operacional (E.O.) do cabeçote multiprocessador foi obtida pelo
25 preenchimento de uma folha ponto (Anexo A) pelos 3 operadores do mesmo. A E.O foi
calculada pela razão entre as horas de Efetivo Trabalho e as Horas Totais Operadas.
No processo de toras, também foram cronometrados o tempo de o cabeçote harvester
pegar a árvore e de processar a tora, seguindo a mesma metodologia proposta por Barnes
(1977).
A empresa adota um procedimento que trata das máquinas e equipamentos novos. O
período de treinamento dura 90 dias só depois disso são tiradas conclusões sobre a
produtividade da máquina. Este trabalho foi realizado nos primeiros 30 dias do treinamento.
Além dos dados levantados por este estudo a empresa dispõe de um relatório diário de
produção. Este relatório é alimentado pelo “ponto” que cada funcionário preenche no final de
seu turno de trabalho. Deste são retiradas informações como: horas trabalhadas, horas
operadas, horas paradas, informações da fazenda, número de árvores processadas, toneladas,
árvore/hora, tonelada/hora e principais motivos das paradas. Com base nesse relatório todos
os funcionários acompanham a produção de todas as máquinas e operadores em todas as
atividades da colheita.
26 6 RESULTADOS E DISCUSSÕES
6.1 Cabeçote Multiprocessador
Em relação à adequação da máquina base, a mesma passou por alguns ajustes antes de
ser acoplado o novo equipamento. Mesmo assim, houve um excesso de altura de 1 m quando
submetido ao transporte nas rodovias estaduais, de acordo com a instrução normativa n° 011
do DER do estado do Paraná.
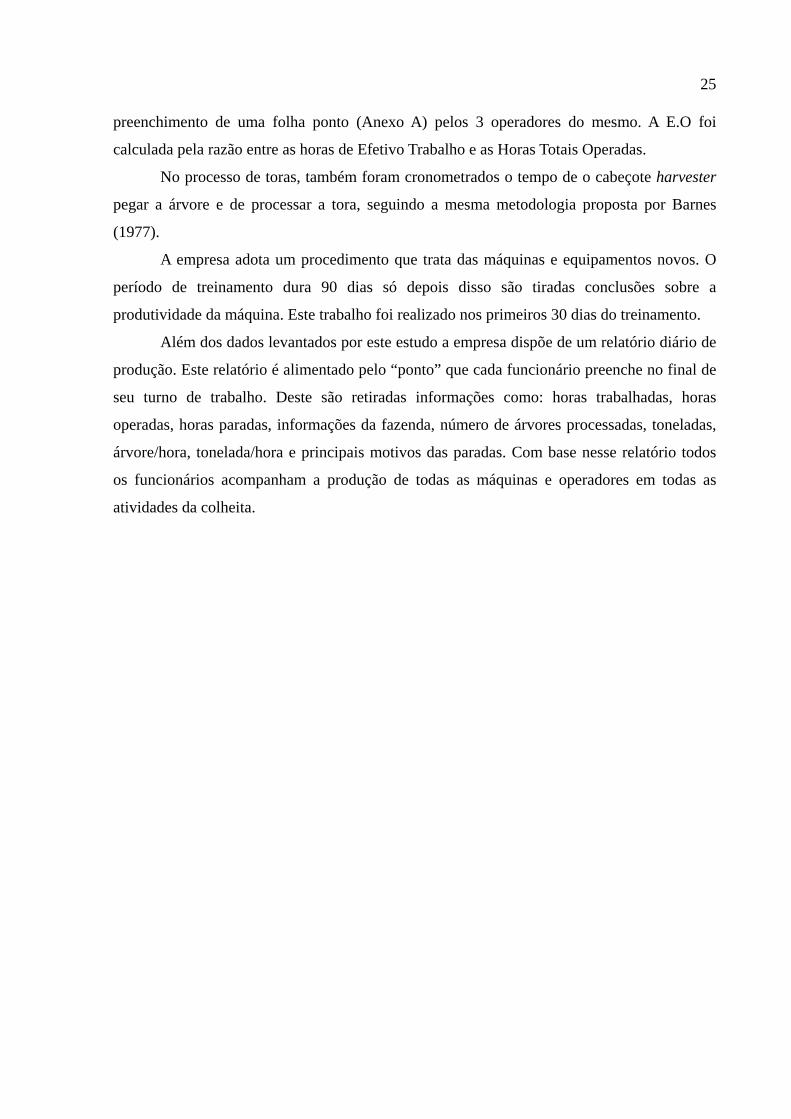
O total de quebras que a máquina sofreu durante o período estudado pode se resumem
em: 2 pinos de sustentação, uma trinca na estrutura do cabeçote, perda de um pino de
estrutura e substituição de uma mangueira de óleo hidráulico.
Figura 9 - Aspecto dos principais problemas de montagem do cabeçote e no decorrer de sua operação. A) quebra dos pinos de sustentação; B) trinca na base da primeira garra; C) excesso de altura no transporte, e D) estrutura desmontada para obedecer a legislação
A B
C D
Diâm. 8 cm
27
A maioria dos problemas estruturais ocorridos nas peças se deve a baixa qualidade do
material usado na fabricação do equipamento. A empresa fabricante foi procurada e as peças
foram substituídas no período de garantia do produto, porém esse fato resolveu em partes os
problemas.
O excesso de altura de 1 m foi resolvido desacoplando o equipamento da máquina-
base quando o seu transporte obrigatoriamente for realizado por rodovias estaduais. O
translado que ocorrer pelo interior das fazendas não necessitará desse procedimento. O tempo
médio gasto para realizar o procedimento de desmontagem e montagem levou em torno de 40
min, tempo este que compromete a eficiência operacional do equipamento.
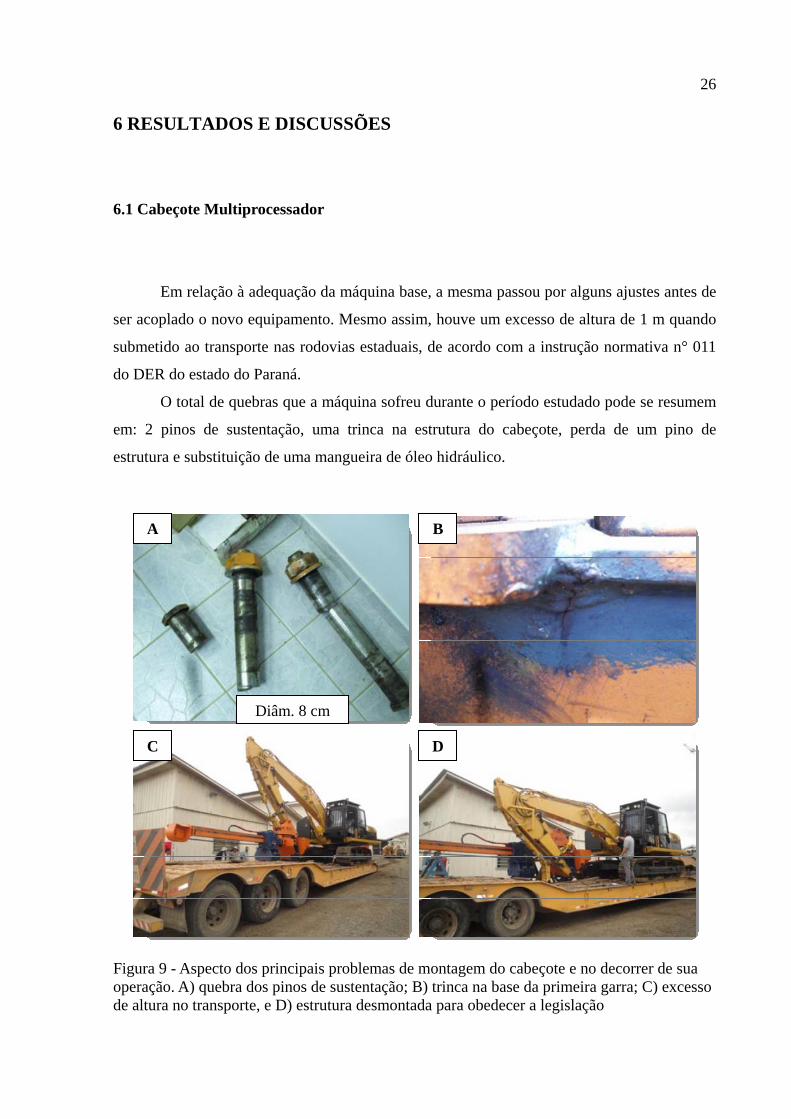
Na figura 10 tem-se a produtividade do novo equipamento usado. A empresa estipulou
uma produtividade média de 44 ton/hora para o multiprocessador das madeiras de celulose.
37,4
28,624,8 25,7
38,3 41,034,0 40,3
44
05
10
1520
25
3035
4045
1° Semana 2° Semana 3° Semana 4° Semana
Ton/h
Treinamento
Relatório Diário Observação/Cronômetro Goal
Figura 10 - Produtividade média durante o período avaliado.
A produtividade do multiprocessador obtida via tomada de tempo
(observação/cronômetro), foi maior em todo o período avaliado. Isso se deve principalmente
pela desconsideração das paradas por motivos fisiológicos, deslocamento dentro da fazenda,
paradas por problemas mecânicos, etc, ou seja, foram considerados 100% de eficiência na
operação.
28
Já no relatório diário foram constatados problemas no preenchimento do ponto,
especialmente no que se trata tipo de madeira processada (Celulose, Madeira de cortina, etc.),
pois o fator de conversão árvore/hora em tonelada/hora pode ter sido usado de maneira
equivocada. Além disso, a contagem das árvores processadas é realizada visualmente pelos
operadores, e é uma grande dificuldade e fonte de erros no momento do cálculo da
produtividade.
Houve um pico de produtividade na 2° semana (41 ton/h). Isso se deve principalmente
as madeiras estarem mais secas e consequentemente têm um rendimento maior no que se
refere ao desgalhamento. Na última semana de avaliação a meta de 44 ton/hora não foi
alcançada, porém, acredita-se que a máquina e os seus operadores ainda não demonstraram o
potencial que possuem.
Na tabela 1, é apresentado o número médio de árvores processadas pelo novo
equipamento adquirido pela empresa Rigesa.
Tabela 1 – Comparativo do número de árvores processadas pelo multiprocessador.
Fonte 1° Semana 2° Semana 3° Semana 4° Semana
Árvore/hora Observação/Cronômetro 134,0 161,7 135,9 161,1
Relatório Diário 119,5 115,0 100,3 103,8
Não podendo ser diferente, observou-se um pico de processamento de árvores na
segunda semana, pois como já comentado as árvores estavam à tempo paradas esperando para
serem processadas e vendidas, com isso perderam umidade, o que facilitou o trabalho na hora
do processamento. Também fica evidente a dificuldade dos operadores em contar o número de
árvores que estão processando.
Na Tabela 2 tem-se o tempo médio dos elementos do ciclo operacional. Foram
realizadas três observações em cada semana. Em cada uma destas observações foram
cronometrados 40 ciclos operacionais. Entende-se um ciclo por: pegar a madeira, processar e
arrumar o estaleiro. Juntamente com isso eram contadas as árvores que o cabeçote
multiprocessador “apanhava”.
A média de número de árvores processadas por observação variou de 4 – 5, sendo que
a média mensal, média de todo período avaliado, ficou em 5 árvores processadas.
29 O tempo em segundos de cada elemento do ciclo variou entre as semanas observadas.
A 2° semana teve os tempos mais baixos comparada as outras. Nesta semana o processamento
foi realizado em árvores secas, facilitando o mesmo e reduzindo o tempo de cada elemento do
ciclo.
Tabela 2 – Tempo, em segundos, dos elementos de um ciclo operacional do multiprocessador, média de 40 ciclos em 3 observações.
Pegar a Madeira Processar Arrumar o estaleiro Número de árvores 1° semana
20,7 111,5 27,7 5 2° semana
9,6 109,1 19,3 5 3° semana
14,0 105,4 26,0 5 4° semana
11,1 64,7 21,4 4
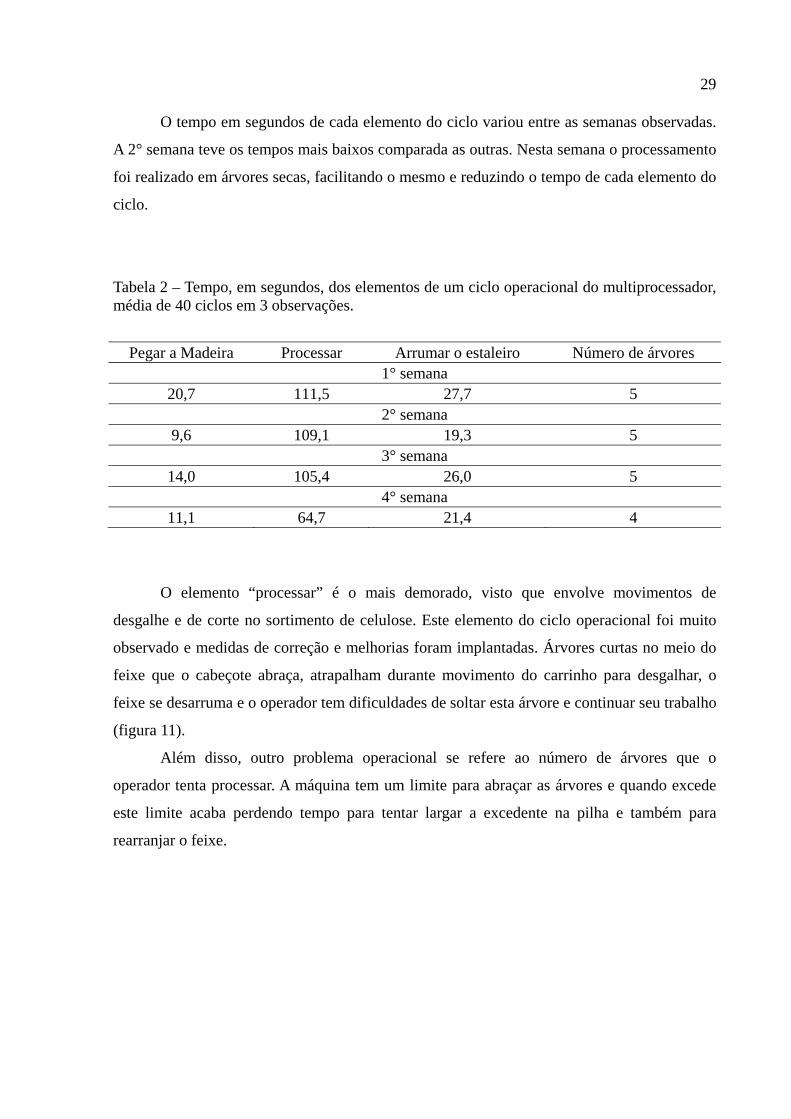
O elemento “processar” é o mais demorado, visto que envolve movimentos de
desgalhe e de corte no sortimento de celulose. Este elemento do ciclo operacional foi muito
observado e medidas de correção e melhorias foram implantadas. Árvores curtas no meio do
feixe que o cabeçote abraça, atrapalham durante movimento do carrinho para desgalhar, o
feixe se desarruma e o operador tem dificuldades de soltar esta árvore e continuar seu trabalho
(figura 11).
Além disso, outro problema operacional se refere ao número de árvores que o
operador tenta processar. A máquina tem um limite para abraçar as árvores e quando excede
este limite acaba perdendo tempo para tentar largar a excedente na pilha e também para
rearranjar o feixe.
30
Figura 11 - Dificuldade de desgalhe em feixes que contenham árvores curtas ou bifurcadas.
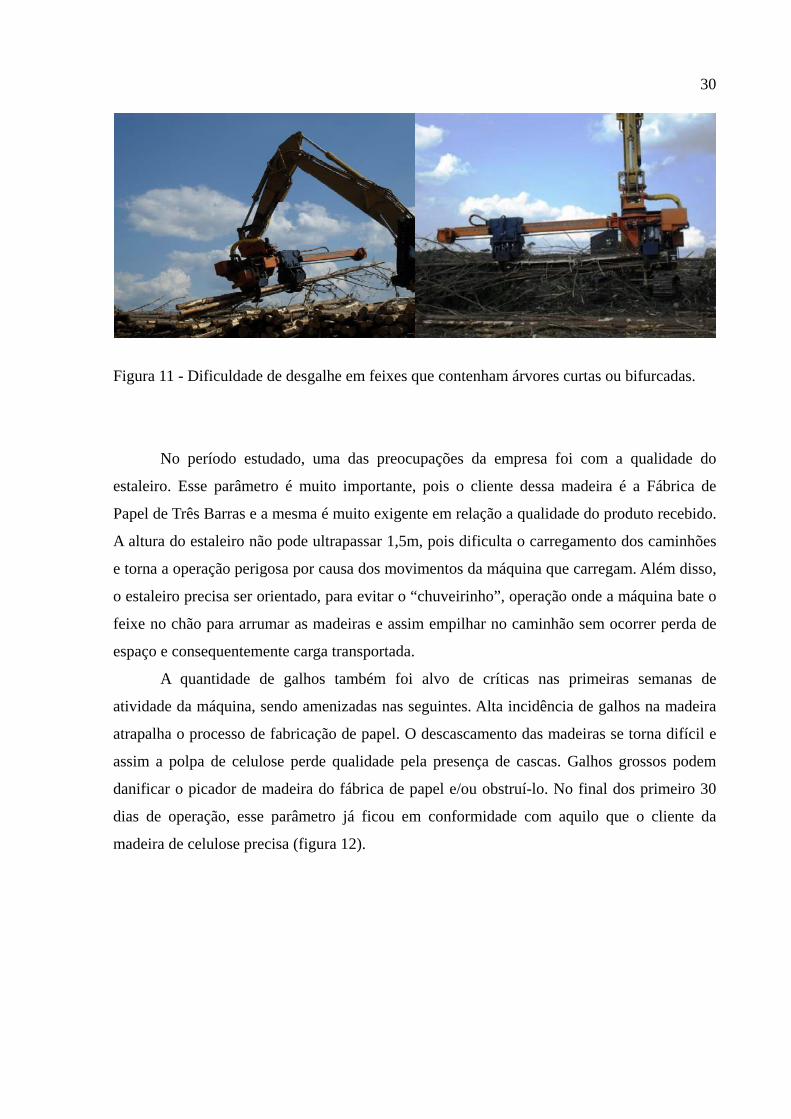
No período estudado, uma das preocupações da empresa foi com a qualidade do
estaleiro. Esse parâmetro é muito importante, pois o cliente dessa madeira é a Fábrica de
Papel de Três Barras e a mesma é muito exigente em relação a qualidade do produto recebido.
A altura do estaleiro não pode ultrapassar 1,5m, pois dificulta o carregamento dos caminhões
e torna a operação perigosa por causa dos movimentos da máquina que carregam. Além disso,
o estaleiro precisa ser orientado, para evitar o “chuveirinho”, operação onde a máquina bate o
feixe no chão para arrumar as madeiras e assim empilhar no caminhão sem ocorrer perda de
espaço e consequentemente carga transportada.
A quantidade de galhos também foi alvo de críticas nas primeiras semanas de
atividade da máquina, sendo amenizadas nas seguintes. Alta incidência de galhos na madeira
atrapalha o processo de fabricação de papel. O descascamento das madeiras se torna difícil e
assim a polpa de celulose perde qualidade pela presença de cascas. Galhos grossos podem
danificar o picador de madeira do fábrica de papel e/ou obstruí-lo. No final dos primeiro 30
dias de operação, esse parâmetro já ficou em conformidade com aquilo que o cliente da
madeira de celulose precisa (figura 12).
31
Figura 12 - Qualidade do estaleiro.
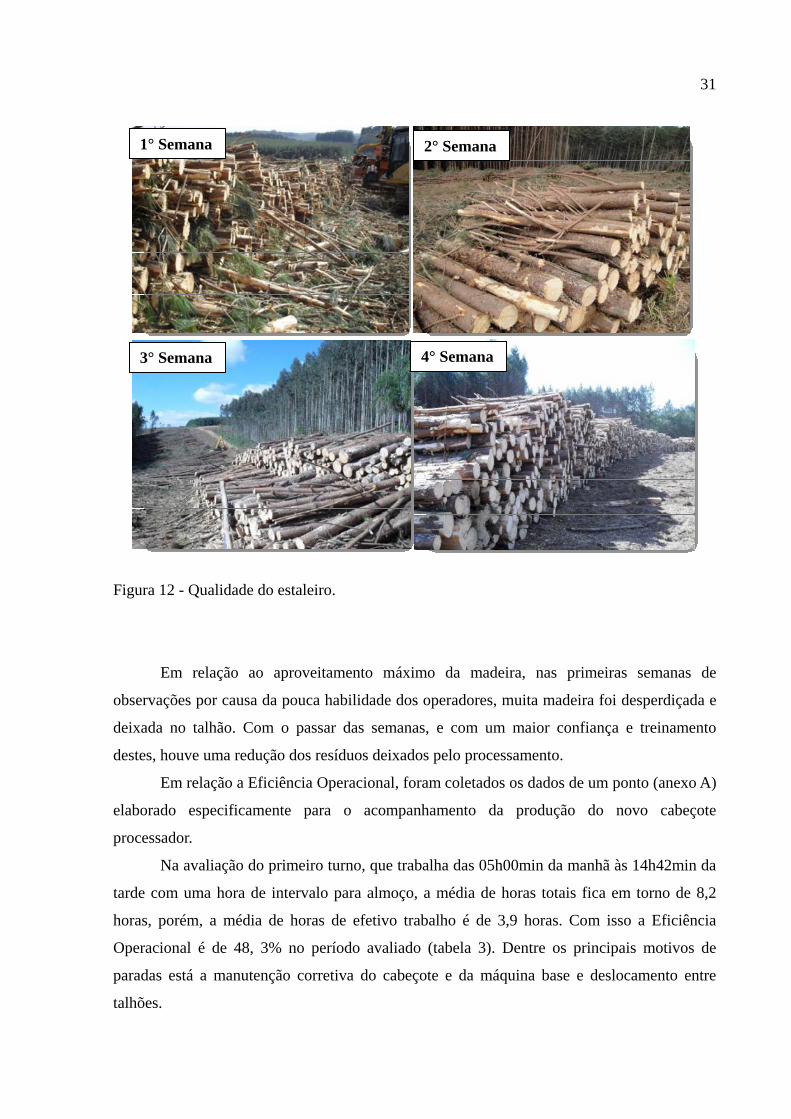
Em relação ao aproveitamento máximo da madeira, nas primeiras semanas de
observações por causa da pouca habilidade dos operadores, muita madeira foi desperdiçada e
deixada no talhão. Com o passar das semanas, e com um maior confiança e treinamento
destes, houve uma redução dos resíduos deixados pelo processamento.
Em relação a Eficiência Operacional, foram coletados os dados de um ponto (anexo A)
elaborado especificamente para o acompanhamento da produção do novo cabeçote
processador.
Na avaliação do primeiro turno, que trabalha das 05h00min da manhã às 14h42min da
tarde com uma hora de intervalo para almoço, a média de horas totais fica em torno de 8,2
horas, porém, a média de horas de efetivo trabalho é de 3,9 horas. Com isso a Eficiência
Operacional é de 48, 3% no período avaliado (tabela 3). Dentre os principais motivos de
paradas está a manutenção corretiva do cabeçote e da máquina base e deslocamento entre
talhões.
1° Semana 2° Semana
3° Semana 4° Semana
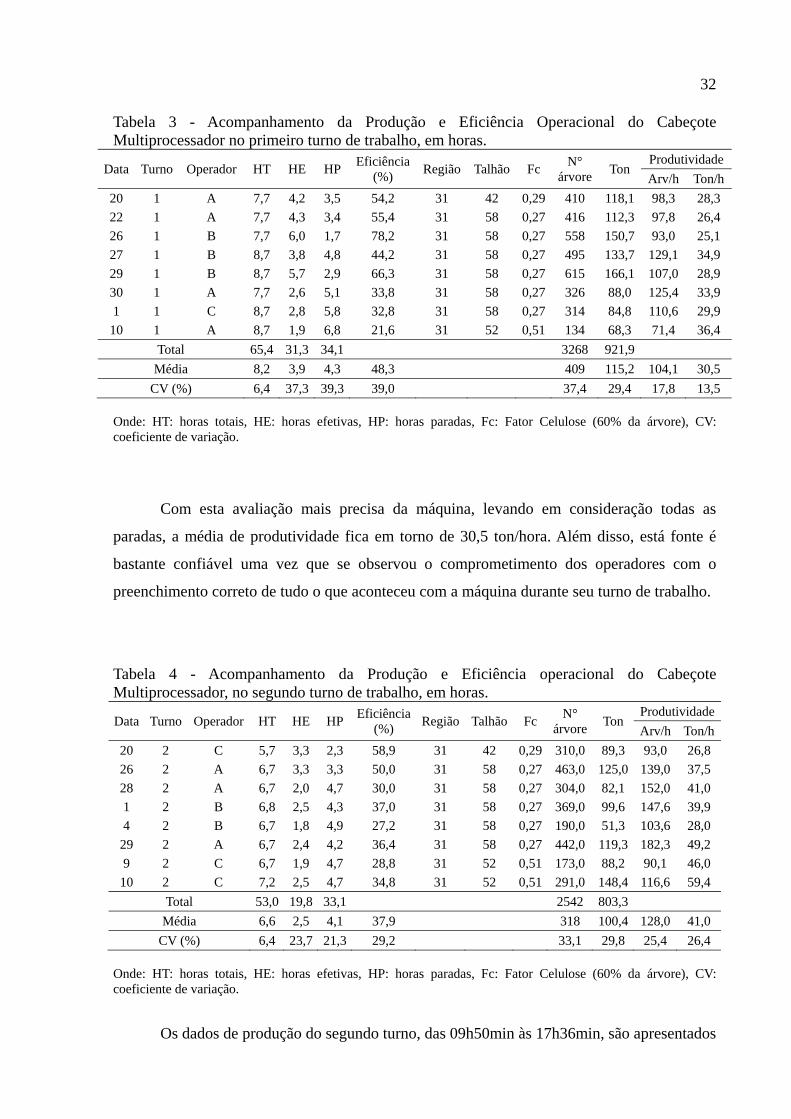
32 Tabela 3 - Acompanhamento da Produção e Eficiência Operacional do Cabeçote Multiprocessador no primeiro turno de trabalho, em horas.
Data Turno Operador HT HE HP Eficiência (%) Região Talhão Fc N°
árvore Ton Produtividade Arv/h Ton/h
20 1 A 7,7 4,2 3,5 54,2 31 42 0,29 410 118,1 98,3 28,3 22 1 A 7,7 4,3 3,4 55,4 31 58 0,27 416 112,3 97,8 26,4 26 1 B 7,7 6,0 1,7 78,2 31 58 0,27 558 150,7 93,0 25,1 27 1 B 8,7 3,8 4,8 44,2 31 58 0,27 495 133,7 129,1 34,9 29 1 B 8,7 5,7 2,9 66,3 31 58 0,27 615 166,1 107,0 28,9 30 1 A 7,7 2,6 5,1 33,8 31 58 0,27 326 88,0 125,4 33,9 1 1 C 8,7 2,8 5,8 32,8 31 58 0,27 314 84,8 110,6 29,9
10 1 A 8,7 1,9 6,8 21,6 31 52 0,51 134 68,3 71,4 36,4 Total 65,4 31,3 34,1 3268 921,9
Média 8,2 3,9 4,3 48,3 409 115,2 104,1 30,5 CV (%) 6,4 37,3 39,3 39,0 37,4 29,4 17,8 13,5
Onde: HT: horas totais, HE: horas efetivas, HP: horas paradas, Fc: Fator Celulose (60% da árvore), CV: coeficiente de variação.
Com esta avaliação mais precisa da máquina, levando em consideração todas as
paradas, a média de produtividade fica em torno de 30,5 ton/hora. Além disso, está fonte é
bastante confiável uma vez que se observou o comprometimento dos operadores com o
preenchimento correto de tudo o que aconteceu com a máquina durante seu turno de trabalho.
Tabela 4 - Acompanhamento da Produção e Eficiência operacional do Cabeçote Multiprocessador, no segundo turno de trabalho, em horas.
Data Turno Operador HT HE HP Eficiência (%) Região Talhão Fc N°
árvore Ton ProdutividadeArv/h Ton/h
20 2 C 5,7 3,3 2,3 58,9 31 42 0,29 310,0 89,3 93,0 26,8 26 2 A 6,7 3,3 3,3 50,0 31 58 0,27 463,0 125,0 139,0 37,5 28 2 A 6,7 2,0 4,7 30,0 31 58 0,27 304,0 82,1 152,0 41,0 1 2 B 6,8 2,5 4,3 37,0 31 58 0,27 369,0 99,6 147,6 39,9 4 2 B 6,7 1,8 4,9 27,2 31 58 0,27 190,0 51,3 103,6 28,0
29 2 A 6,7 2,4 4,2 36,4 31 58 0,27 442,0 119,3 182,3 49,2 9 2 C 6,7 1,9 4,7 28,8 31 52 0,51 173,0 88,2 90,1 46,0
10 2 C 7,2 2,5 4,7 34,8 31 52 0,51 291,0 148,4 116,6 59,4 Total 53,0 19,8 33,1 2542 803,3
Média 6,6 2,5 4,1 37,9 318 100,4 128,0 41,0 CV (%) 6,4 23,7 21,3 29,2 33,1 29,8 25,4 26,4
Onde: HT: horas totais, HE: horas efetivas, HP: horas paradas, Fc: Fator Celulose (60% da árvore), CV: coeficiente de variação.
Os dados de produção do segundo turno, das 09h50min às 17h36min, são apresentados
33 na tabela 4. É um turno mais curto se comparado aos demais, o mesmo fica parado no campo
esperando o primeiro turno terminar sua jornada, logo a média de horas de efetivo trabalho é
de 2,5 horas. A Eficiência Operacional em média, foi de 37,9 %, o menor rendimento entre os
turnos.
Os principais motivos de paradas neste turno foram superaquecimento da máquina
base e consequente perda de força no cabeçote processador. Para amenizar este efeito a
máquina foi lavada para reduzir o aquecimento. Além disso, foi gasto tempo esperando
mecânico e também nas mudanças de um talhão para outro. A produtividade foi de 41
ton/hora.
Na tabela 5 pode ser observada a produção e a eficiência operacional dos operadores
do terceiro turno de trabalho.
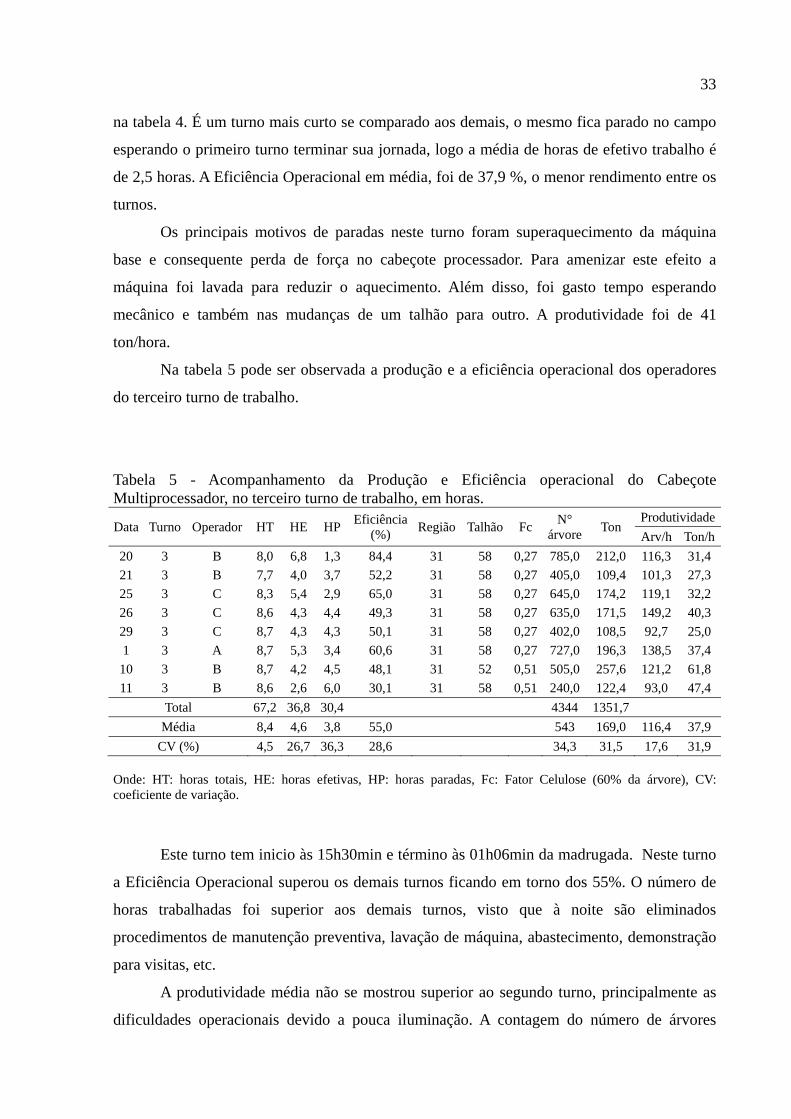
Tabela 5 - Acompanhamento da Produção e Eficiência operacional do Cabeçote Multiprocessador, no terceiro turno de trabalho, em horas.
Data Turno Operador HT HE HP Eficiência (%) Região Talhão Fc N°
árvore Ton ProdutividadeArv/h Ton/h
20 3 B 8,0 6,8 1,3 84,4 31 58 0,27 785,0 212,0 116,3 31,4 21 3 B 7,7 4,0 3,7 52,2 31 58 0,27 405,0 109,4 101,3 27,3 25 3 C 8,3 5,4 2,9 65,0 31 58 0,27 645,0 174,2 119,1 32,2 26 3 C 8,6 4,3 4,4 49,3 31 58 0,27 635,0 171,5 149,2 40,3 29 3 C 8,7 4,3 4,3 50,1 31 58 0,27 402,0 108,5 92,7 25,0 1 3 A 8,7 5,3 3,4 60,6 31 58 0,27 727,0 196,3 138,5 37,4
10 3 B 8,7 4,2 4,5 48,1 31 52 0,51 505,0 257,6 121,2 61,8 11 3 B 8,6 2,6 6,0 30,1 31 58 0,51 240,0 122,4 93,0 47,4
Total 67,2 36,8 30,4 4344 1351,7 Média 8,4 4,6 3,8 55,0 543 169,0 116,4 37,9
CV (%) 4,5 26,7 36,3 28,6 34,3 31,5 17,6 31,9 Onde: HT: horas totais, HE: horas efetivas, HP: horas paradas, Fc: Fator Celulose (60% da árvore), CV: coeficiente de variação.
Este turno tem inicio às 15h30min e término às 01h06min da madrugada. Neste turno
a Eficiência Operacional superou os demais turnos ficando em torno dos 55%. O número de
horas trabalhadas foi superior aos demais turnos, visto que à noite são eliminados
procedimentos de manutenção preventiva, lavação de máquina, abastecimento, demonstração
para visitas, etc.
A produtividade média não se mostrou superior ao segundo turno, principalmente as
dificuldades operacionais devido a pouca iluminação. A contagem do número de árvores
34 processadas pode ter sido subestimada. Durante o dia, já existe dificuldades quanto a isso, de
noite isso pode ter sido agravado.
Na tabela 6, foi realizado um teste t para comparar as médias das eficiências
operacionais nos 3 turnos de trabalho realizados na empresa.
Houve diferença estatística significativa (p<0,05) entre os turnos de trabalho. Isso se
deve especialmente a jornada de trabalho realizado pelo primeiro ser maior do que a do
segundo turno.
Tabela 6 - Comparação da Eficiência Operacional (%) do multiprocessador entre os três turnos de trabalho.
Turnos E.O. (%) 1 48,31 ab* 2 37,90 b 3 54,97 a
Média 47,06 *Médias seguidas pela mesma letra na vertical não diferem estatisticamente pelo teste t a 5% de probabilidade de erro.
Além disso, o segundo turno tem mais paradas no decorrer do dia. Nesse período a
máquina é abastecida, lavada, engraxada e geralmente quando tem demonstração de seu
funcionamento ocorre á tarde que corresponde a este turno.
6.2 Cabeçote Harvester
O cabeçote Harvester é utilizado agora apenas no processamento de toras de Pinus
para venda no comércio da região para empresas laminadoras, serraria, indústrias moveleiras,
etc. Nesta atividade, foi estipulado um aumento de 10% na produtividade atual de 36 ton/hora
produzindo toda a árvore, ou seja, essa atividade deverá produzir cerca de 40 ton/hora.
Na figura 13 tem-se o aspecto do cabeçote atualmente utilizado para processar toras.
35
Figura 13 - Cabeçote harvester.
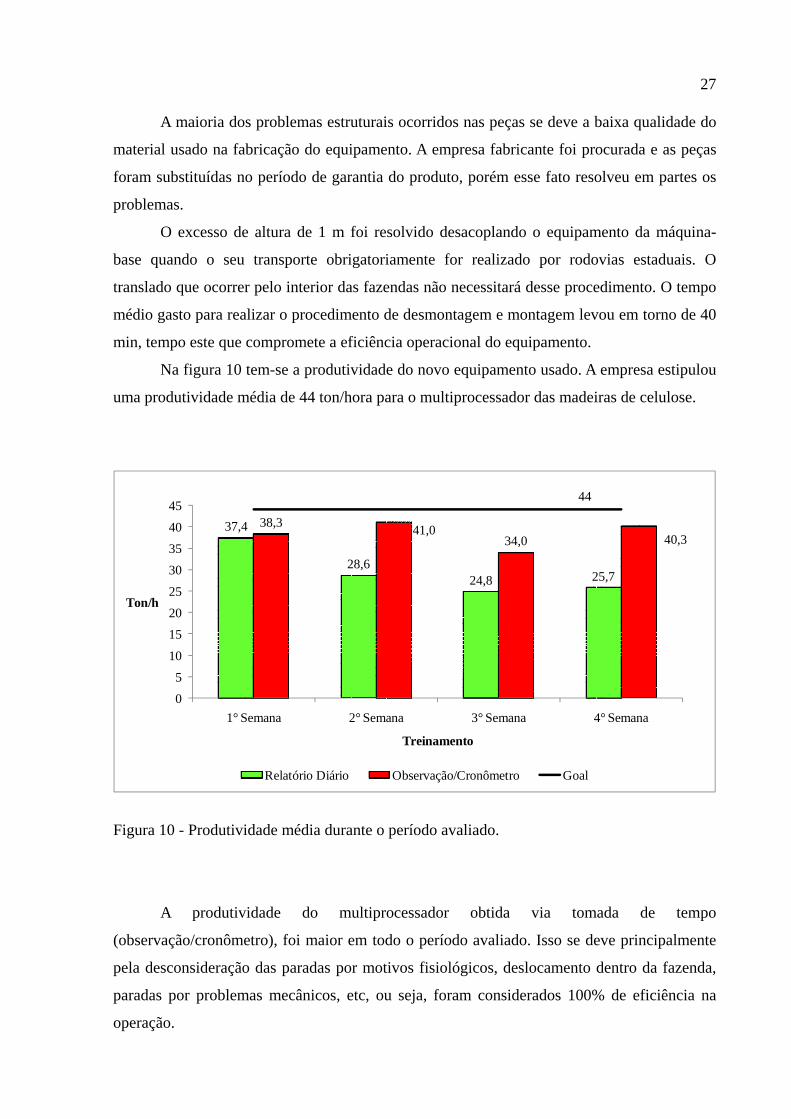
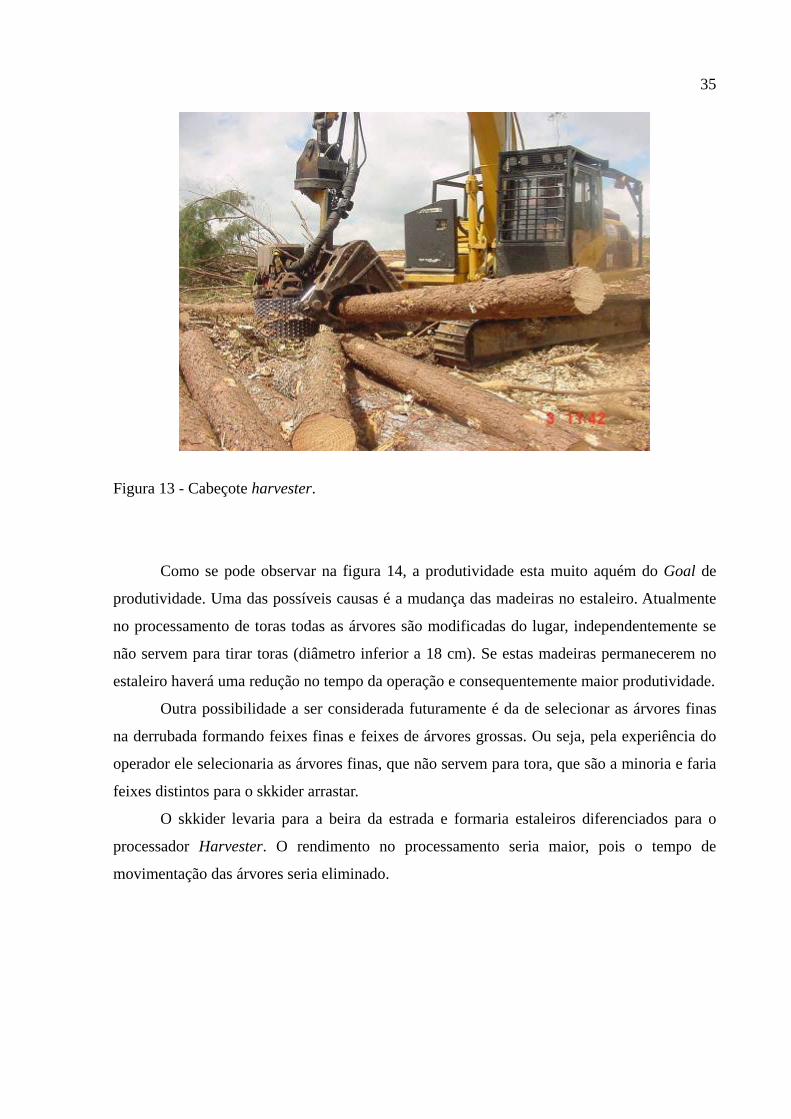
Como se pode observar na figura 14, a produtividade esta muito aquém do Goal de
produtividade. Uma das possíveis causas é a mudança das madeiras no estaleiro. Atualmente
no processamento de toras todas as árvores são modificadas do lugar, independentemente se
não servem para tirar toras (diâmetro inferior a 18 cm). Se estas madeiras permanecerem no
estaleiro haverá uma redução no tempo da operação e consequentemente maior produtividade.
Outra possibilidade a ser considerada futuramente é da de selecionar as árvores finas
na derrubada formando feixes finas e feixes de árvores grossas. Ou seja, pela experiência do
operador ele selecionaria as árvores finas, que não servem para tora, que são a minoria e faria
feixes distintos para o skkider arrastar.
O skkider levaria para a beira da estrada e formaria estaleiros diferenciados para o
processador Harvester. O rendimento no processamento seria maior, pois o tempo de
movimentação das árvores seria eliminado.
36
17,6 16,4
21,0
13,5
28,0
22,5
20,9
29,2
40
0,0
5,0
10,0
15,0
20,0
25,0
30,0
35,0
40,0
1° Semana 2° Semana 3° Semana 4° Semana
Ton/h
Treinamento
Relatório Diário Observação/Cronômetro Goal
Figura 14 - Produtividade no processamento de toras pelo cabeçote harvester.
Na última semana de estudo de tempos e movimentos, o processamento de toras não
atingiu a meta de 40 ton/hora. Além da falta de habilidade dos operadores, esse fato também
pode ser associado a problemas como timidez do operador. O mesmo pode ter ficado nervoso,
pois sabia que estava sendo observado e sua produção cronometrada.
Figura 15 - Toras de Pinus após o processamento com cabeçote harvester.
37 7 CONCLUSÕES
O número de quebras estruturais nos primeiros 30 dias de uso foi bastante elevado,
num total de 3, indicando que o material utilizado para a sua fabricação não é de boa
qualidade, dando indicação de falha do projeto do equipamento assim como erro de têmpera
dos pinos de sustentação.
A qualidade visual do estaleiro teve uma evolução muito acentuada estando dentro dos
padrões exigidos pelo cliente (fábrica de papel).
A produtividade esperada de 44 ton/hora para o multiprocessador não foi alcançada
nos primeiros 30 dias de utilização. No processo de toras, a produtividade não se deu como o
planejado.
Durante o período de estágio tive a experiência de trabalhar com profissionais de
outras áreas e formação diferente da minha, sendo isto importante, pois com união de diversas
áreas do conhecimento torna-se mais fácil a resolução de problemas encontrados no dia-a-dia.
O contato com o os trabalhadores do campo, os operadores das máquinas florestais, foi
de grande importância, pois desmistificou um pouco do preconceito da presença feminina na
área de colheita. A receptividade, o respeito, a colaboração nos trabalhos e amizade foram
surpreendentes para mim. Com certeza termino o estágio com uma impressão muito diferente
(muito melhor) daquela com a qual iniciei.
Levo daqui à importância que a segurança do trabalho tem em todas as atividades da
empresa. Na minha profissão e na minha vida sempre terei esse conceito em primeiro lugar.
A preocupação e a responsabilidade com a sustentabilidade ambiental foi outra grande
surpresa boa no decorrer do estágio. Sempre tive um conceito, talvez distorcido, do
relacionamento de empresas e o meio ambiente, mas a Rigesa realmente cuida e protege os
recursos naturais. Assim também é no cuidado com as comunidades vizinhas. Sinto orgulho
de ter feito parte desta equipe.
O conhecimento técnico adquirido foi grande, não apenas na área de colheita e de
logística, mas também aqueles de administração, de comportamento dentro de uma
organização, de organização do tempo, do planejamento e negociação, etc.
Enfim, o estágio de conclusão de curso realizado na Rigesa foi muito além das minhas
expectativas como acadêmica, foi uma escola de conduta pessoal e profissional.
38 8 SUGESTÕES
Processar madeira com menor teor de umidade, o que pode aumentar a produtividade
do cabeçote multiprocessador. Com madeira mais seca o desgalhamento se torna mais
eficiente e aumenta a produtividade.
Técnicas para melhorar a visualização do operador e com isso corrigir as falhas na
contagem de árvores. Uma das alternativas seria um espelho acoplado na máquina de forma
que se possa contar as árvores. Também existe a possibilidade de contagem das mesmas no
momento do primeiro corte, assim enquanto as madeiras vão caindo sobre o estaleiro pode-se
fazer a contagem.
Processar madeiras curtas pelo cabeçote Harvester, evitando o rearranjo do feixe pelo
multiprocessador. Estas madeiras mais curtas atrapalham o multiprocessador no momento do
desgalhamento, pois o feixe se desarruma e ele perde tempo para arranjar novamente.
No caso do processamento de toras, evitar a mudança das árvores do lugar, ou seja,
aquelas que não possuem diâmetro para tora devem ser deixadas no estaleiro do
multiprocessador.
39 9 REFERÊNCIAS BIBLIOGRÁFICAS
AGROPAUTA. PINUS: Qual o potencial dessa madeira para o Brasil. Disponível em : http://www.agropauta.com.br/miudos.asp?todo=id&id=67. Consultado em 19/12/2005. ANDRADE, S. da C. Avaliação técnica, social, econômica e ambiental de dois sistemas de colheita florestal no litoral Norte da Bahia.1998. 125 p. Tese (Doutorado em Silvicultura) – Universidade Federal de Viçosa, Viçosa, 1998. BARNES, R. M. Estudo de Movimentos e de Tempos: projeto e medida do trabalho. Tradução da 6 ed. Americana. São Paulo: Edgard Blucher, 1977. 635 p. CARGNIN,O. Alternativas das florestas de pinus. Disponível em: http://www.valeverde.org.br/html/clipp2.php?id=3752&categoria=Biodiversidade%20. Consultado em 28/09/05. EQUIPE TÉCNICA DA DURATEX. Sistemas de colheita e transporte na Duratex. In: SIMPÓSIO BRASIELIRO SOBRE COLHEITA E TRANSPORTE FLORESTAL, 3., 1997, Vitória. Anais... Vitória: UFV/SIF, 1997. KRONKA, F. J. N.; BERTOLANI, F.; PONCE, R. H. A cultura do Pinus no Brasil. São Paulo: Sociedade Brasileira de Silvicultura, 2005. REZENDE, J. L.; FIEDLER, N. C.; MELLO, J. M.; SOUZA, A. P. Análise técnica e de custos de métodos de colheita e transporte florestal. Lavras: UFLA, 1997. 50 p. (Boletim Agropecuário, 22) SHIMIZU, J. Y.; MEDRADO, M. J. S. Cultivo do Pinus: Disponível em : http://sistemasdeproducao.cnptia.embrapa.br/. Consultado em 07/01/2006. SIMÕES, D. Avaliação econômica de dois sistemas de colheita florestal mecanizada de eucalipto. 2008. 59 f. Dissertação (Dissertação de mestrado) - Faculdade de Ciências Agronômicas da UNESP – Campus de Botucatu, Botucatu, 2008.

40
ANEXOS Anexo A – Acompanhamento diário de Produção.
Processo de: ( ) árvores inteiras ( ) Celulose ( ) Madeira APP Prefixo Horôm. Inicial Horôm. Final Operador Turno Data
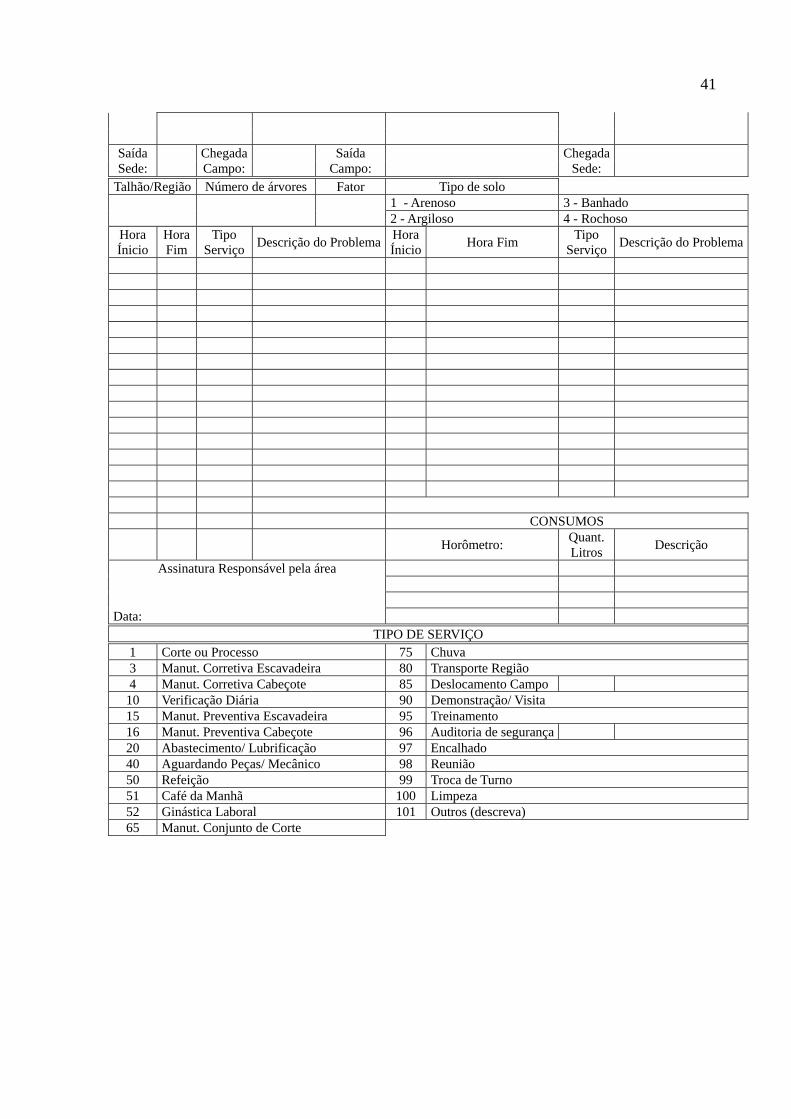
41
Saída Sede: Chegada
Campo: Saída Campo: Chegada
Sede:
Talhão/Região Número de árvores Fator Tipo de solo
1 - Arenoso 3 - Banhado 2 - Argiloso 4 - Rochoso
Hora Ínicio
Hora Fim
Tipo Serviço Descrição do Problema Hora
Ínicio Hora Fim Tipo Serviço Descrição do Problema
CONSUMOS
Horômetro: Quant. Litros Descrição
Assinatura Responsável pela área
Data:
TIPO DE SERVIÇO 1 Corte ou Processo 75 Chuva 3 Manut. Corretiva Escavadeira 80 Transporte Região 4 Manut. Corretiva Cabeçote 85 Deslocamento Campo
10 Verificação Diária 90 Demonstração/ Visita 15 Manut. Preventiva Escavadeira 95 Treinamento 16 Manut. Preventiva Cabeçote 96 Auditoria de segurança 20 Abastecimento/ Lubrificação 97 Encalhado 40 Aguardando Peças/ Mecânico 98 Reunião 50 Refeição 99 Troca de Turno 51 Café da Manhã 100 Limpeza 52 Ginástica Laboral 101 Outros (descreva) 65 Manut. Conjunto de Corte