AUTOMATIZANDO A USINAGEM DO CONJUNTO DO PRESSIONADOR DE...
102
UNIVERSIDADE REGIONAL DE BLUMENAU CENTRO DE CIÊNCIAS EXATAS E NATURAIS CURSO DE SISTEMAS DE INFORMAÇÃO – BACHARELADO AUTOMATIZANDO A USINAGEM DO CONJUNTO DO PRESSIONADOR DE ENTRADA UTILIZANDO A LINGUAGEM G EM UM CENTRO DE USINAGEM COM COMANDO FANUC 21I/MB MAIKON ADOLFO DOS SANTOS KOELBEL BLUMENAU 2005 2005/2-15
Transcript of AUTOMATIZANDO A USINAGEM DO CONJUNTO DO PRESSIONADOR DE...
UNIVERSIDADE REGIONAL DE BLUMENAU
CENTRO DE CIÊNCIAS EXATAS E NATURAIS
CURSO DE SISTEMAS DE INFORMAÇÃO – BACHARELADO
AUTOMATIZANDO A USINAGEM DO CONJUNTO DO
PRESSIONADOR DE ENTRADA UTILIZANDO A
LINGUAGEM G EM UM CENTRO DE USINAGEM COM
COMANDO FANUC 21I/MB
MAIKON ADOLFO DOS SANTOS KOELBEL
BLUMENAU 2005
2005/2-15
MAIKON ADOLFO DOS SANTOS KOELBEL
AUTOMATIZANDO A USINAGEM DO CONJUNTO DO
PRESSIONADOR DE ENTRADA UTILIZANDO A
LINGUAGEM G EM UM CENTRO DE USINAGEM COM
COMANDO FANUC 21I/MB
Trabalho de Conclusão de Curso submetido à Universidade Regional de Blumenau para a obtenção dos créditos na disciplina Trabalho de Conclusão de Curso II do curso de Sistemas de Informação — Bacharelado.
Prof. Antonio Carlos Tavares
BLUMENAU 2005
2005/2-15

AUTOMATIZANDO A USINAGEM DO CONJUNTO DO
PRESSIONADOR DE ENTRADA UTILIZANDO A
LINGUAGEM G EM UM CENTRO DE USINAGEM COM
COMANDO FANUC 21I/MB
Por
MAIKON ADOLFO DOS SANTOS KOELBEL
Trabalho aprovado para obtenção dos créditos na disciplina de Trabalho de Conclusão de Curso II, pela banca examinadora formada por:
______________________________________________________ Presidente: Prof. Antonio Carlos Tavares, Titulação – Orientador, FURB
______________________________________________________ Membro: Prof. Francisco Adell Péricas, Titulação – FURB
______________________________________________________ Membro: Prof. Miguel Alexandre Wisintainer, Titulação – FURB
Blumenau, 07 de novembro de 2005

Dedico este trabalho a todas as pessoas, que me ajudaram diretamente na realização deste.

AGRADECIMENTOS
Agradeço primeiramente á Deus, por me iluminar nos momentos de dificuldade e
realizar mais um sonho na vida, este que é a conclusão do curso de Sistemas de Informação.
À minha família, que vem ao longo da minha vida me ajudando, apoiando e sem os
quais não teria chegado a este momento.
A minha namorada Alana, que mesmo estando longe, me deu apoio, incentivo
principalmente nos momentos difíceis.
Ao meu orientador, Antonio Carlos Tavares, pela orientação, atenção, apoio e por ter
acreditado na conclusão deste trabalho.
Á empresa Máquinas Omil e seus colaboradores, por deixar efetuar o trabalho nesta e
pela ajuda para realização deste.

Aprender é a única coisa de que a mente nunca se cansa, nunca tem medo e nunca se arrepende.
Leonardo da Vinci

RESUMO
Os processos de globalização pelos quais as indústrias de manufatura estão passando obrigam estas a produzirem novos produtos com alta qualidade, custos baixos e com preços competitivos para o mercado. Estas melhorias se dão através da atualização das tecnologias, que atualmente vem se revolucionando através da automação industrial. O presente trabalho efetua a realização da automatização do processo de usinagem de quatro peças pertencentes ao conjunto do pressionador de entrada, que faz parte da máquina Plaina Moldureira Plus Advance 4 Faces. Com o intuito de utilizar apenas uma máquina para obter a produção das peças, garantir a integridade do operador da máquina e diminuir os custos de usinagem, estes programas foram aplicados com êxito em um Centro de usinagem com Comando Numérico Computadorizado (CNC) pertencente ao departamento industrial da empresa Máquinas Omil LTDA situada na cidade de Ibirama.
Palavras-chave: Usinagem. Automatização. Comando Numérico Computadorizado.

ABSTRACT
Globalization processes which manufacture industries are going through make them produce new high quality products at low costs and competitive market prices. These improvements take place through up-to-date technologies that are currently being revolutionized by industrial automation. This work presents the automated manufacture process of four pieces that belong to the entrance pressurization ensemble of a plane machine called Four-Sided Mouder Planer Advance. With the intention of using only one machine to manufacture the pieces, keep the integrity of the machine operator and lower manufacture costs, these programs were applied successfully at the Command Numeric Computer Manufacture (CNC) Center that is part of the industrial plant of Máquinas Omil LTDA, located in the city of Ibirama.
Key words: manufacture, automation, Command Numeric Computer.

LISTA DE ILUSTRAÇÕES
Figura 1 – Coordenadas centro de usinagem ............................................................................ 26
Figura 2 – Magazine de ferramentas ........................................................................................ 27
Figura 3 – Centro de usinagem Romi Discovery 1250 ............................................................ 28
Figura 4 – Velocidade de avanço de corte ................................................................................ 32
Figura 5 – Coordenadas absolutas ............................................................................................ 37
Figura 6 – Coordenadas incrementais ...................................................................................... 38
Figura 7 – Velocidade de corte ................................................................................................. 40
Figura 8 – Conjunto do Pressionador de Entrada ..................................................................... 41
Figura 9 – Suporte do Pressionador .......................................................................................... 42
Figura 10 – Pressionador Movel de Entrada ............................................................................ 42
Figura 11 – Braço (02-0753) e braço(09866) ........................................................................... 43
Figura 12 – Funcionalidade do conjunto do pressionador de entrada ...................................... 44
Figura 13 – Dispositivos do conjunto do pressionador de entrada ........................................... 44
Figura 14 – Parque fabril Máquinas Omil ................................................................................ 45
Figura 15– Organograma industrial .......................................................................................... 47
Figura 16 – Processo de fresamento da peça suporte do pressionador ..................................... 50
Figura 17 – Processo de furação da peça suporte do pressionador .......................................... 50
Figura 18 – Processo de criação de roscas na peça suporte do pressionador ........................... 51
Figura 19 – Processo de fresamento da peça pressionador móvel de entrada .......................... 52
Figura 20 – Processo de furação da peça pressionador móvel de entrada ................................ 52
Figura 21 – Processo de criação de rocas da peça pressionador móvel de entrada .................. 53
Figura 22 – Processo de fresamento das peças braço (02-0753) e braço(09866) ..................... 54
Figura 23 – Processo de furação e mandrilamento das peças braço(02-0753) e braço(09866) 54
Quadro 1 – Requisitos funcionais ............................................................................................. 56
Quadro 2 – Requisitos não funcionais ...................................................................................... 57
Figura 24 – Diagrama de casos de uso ..................................................................................... 58
Figura 25 – Diagrama de atividades peça suporte do pressionador ......................................... 59
Figura 26 – Diagrama de atividades peça pressionador móvel de entrada ............................... 60
Figura 27 – Diagrama de atividades peças braço(02-0753) e braço(09866) ............................ 60
Figura 28 – Código suporte do pressionador parte cabeçalho ................................................. 63

Figura 29 – Código do suporte do pressionador início da seqüência lógica de usinagem ....... 64
Figura 30 – Código suporte do pressionador movimentação quarto eixo ............................... 65
Figura 31 – Código suporte do pressionador ciclo de marcação .............................................. 65
Figura 32 – Código suporte do pressionador ciclo de furação ................................................. 66
Figura 33 – Código suporte do pressionador ciclo de criação de rosca ................................... 66
Figura 34 – Código suporte do pressionador finalização do programa .................................... 67
Figura 35 – Código pressionador móvel de entrada ciclo de fresamento ................................. 68
Figura 36 – Código pressionador móvel de entrada ciclo de furação ...................................... 69
Figura 37 – Código pressionador móvel de entrada ciclo fresamento de marcação ................ 70
Figura 38 – Código braço(02-0753) e braço(09866) ciclo de fresamento ............................... 71
Figura 39 – Código braço(02-0753) e braço(09866) ciclo de mandrilamento ......................... 72
Figura 40 – Usinagem corte1, corte2 e corte3 da peça suporte do pressionador ..................... 73
Figura 41 – Usinagem corte6, corte7, corte8 e corte9 suporte do pressionador....................... 74
Figura 42 – Usinagem furos 25 suporte do pressionador ......................................................... 74
Figura 43 – Usinagem corte3 e corte4, pressionador móvel de entrada ................................... 75
Figura 43 – Usinagem corte13, pressionador móvel de entrada............................................... 76
Figura 45 – Usinagem braço(02-0753) e braço(09866) desbastes das peças ........................... 76
LISTA DE TABELAS
Tabela 1 – Funções miscelâneas ............................................................................................... 39
Tabela 2 – Tempos de usinagem do Suporte do Pressionador ................................................. 51
Tabela 3 – Tempos de usinagem do Pressionador Móvel de Entrada ...................................... 53
Tabela 4 – Tempos de usinagem do braço(02-0753) e braço(09866) ...................................... 55
Tabela 5 – Comparação sistema automatizado e sistema manual ............................................ 78

LISTA DE SIGLAS
CLP – Controladores Lógicos Programáveis
CN – Comando Numérico
CNC – Comando Numérico Computadorizado
CV – Potência, Cavalos
DIN – Deutsches Institut für Normung
EIA – Electronic Industries Alliance
U.S.A.F – Força Aérea Norte-Americana
ISO – International Standard Organization
M.I.T – Instituto de Tecnologia de Massachusetts
N – Newton
NC – Numeric Control
OMIL – Oficina Mecânica Ibirama Limitada
Vc – Velocidade de Corte

SUMÁRIO
1 INTRODUÇÃO .................................................................................................................. 13
1.1 OBJETIVOS DO TRABALHO ........................................................................................ 16
1.2 ESTRUTURA DO TRABALHO ...................................................................................... 16
2 FUNDAMENTAÇÃO TEÓRICA .................................................................................... 18
2.1 USINAGEM ...................................................................................................................... 18
2.2 FERRAMENTAS .............................................................................................................. 20
2.3 AUTOMATIZAÇÃO ........................................................................................................ 21
2.4 COMANDO NUMÉRICO COMPUTADORIZADO ....................................................... 22
2.4.1 O que é comando numérico computadorizado ................................................................ 22
2.4.2 Histórico do comando numérico computadorizado ........................................................ 23
2.4.3 Centro de usinagem CNC ............................................................................................... 26
2.4.3.1 Centro de usinagem Romi Discovery 1250 .................................................................. 27
2.4.4 Desenvolvimento de programas CNC ............................................................................. 28
2.4.5 Linguagem ISO para programação CNC ....................................................................... 30
2.4.5.1 Funções preparatória..................................................................................................... 31
2.4.5.1.1 Principais funções ...................................................................................................... 31
2.4.5.2 Funções miscelâneas .................................................................................................... 39
2.4.5.3 Função de fuso .............................................................................................................. 39
2.4.5.4 Função de ferramenta ................................................................................................... 40
2.4.6 Preparação da máquina-ferramenta CNC para usinagem ............................................... 40
2.5 CONJUNTO DE PRESSIONADOR DE ENTRADA ...................................................... 41
2.5.1 Dispositivos de fixação pertencentes ao conjunto do pressionador de entrada .............. 44
2.6 A EMPRESA ..................................................................................................................... 45
3 DESENVOLVIMENTO DO TRABALHO ..................................................................... 49
3.1 SISTEMA ATUAL ........................................................................................................... 49
3.1.1 Suporte do pressionador .................................................................................................. 49
3.1.2 Pressionador movel de entrada ........................................................................................ 51
3.1.3 Braço(09866) e braço(02-0753) ...................................................................................... 53
3.2 SISTEMA PROPOSTO..................................................................................................... 55
3.2.1 REQUISITOS PRINCIPAIS DO PROBLEMA A SER TRABALHADO ................... 56
3.3 ESPECIFICAÇÃO ............................................................................................................ 57
3.3.1 Diagrama de caso de uso ................................................................................................. 58
3.3.2 Diagramas de Atividade .................................................................................................. 59
3.4 IMPLEMENTAÇÃO ........................................................................................................ 61
3.4.1 Técnicas e ferramentas utilizadas.................................................................................... 61
3.4.1.1 Suporte do pressionador ............................................................................................... 62
3.4.1.2 Pressionador movel de entrada ..................................................................................... 67
3.4.1.3 Braço(09866) e braço(02-0753) ................................................................................... 70
3.4.2 Operacionalidade da implementação .............................................................................. 72
3.4.2.1 Suporte do pressionador ............................................................................................... 72
3.4.2.2 Pressionador movel de entrada ..................................................................................... 75
3.4.2.3 Braço(09866) e braço(02-0753) ................................................................................... 76
3.5 RESULTADOS E DISCUSSÃO ...................................................................................... 77
3.6 TRABALHOS CORRELATOS ........................................................................................ 79
4 CONCLUSÕES .................................................................................................................. 80
4.2 EXTENSÕES ..................................................................................................................... 81
REFERÊNCIAS BIBLIOGRÁFICAS ................................................................................. 82
APÊNDICE A – Desenho das peças que constituem o Conjunto do Pressionador de
Entrada .............. ..................................................................................................................... 85
APÊNDICE B – Máquinas convencionais da empresa ....................................................... 85
APÊNDICE C – Processo automatizado no centro de usinagem com comando Fanuc
21i/MB .............. ......................................................................................................................99

13
1 INTRODUÇÃO
Nos meses de janeiro e fevereiro de 2005, realizou-se estágio extracurricular na
empresa Máquinas Omil em Ibirama, Santa Cantarina. Fundada em 1946, a empresa possui
314 funcionários e um parque industrial de 14.000 metros quadrados.
A empresa fabrica máquinas para o beneficiamento da madeira, oferece serviços de
Fundição e recentemente de Usinagem1 para terceiros. Preocupada com a evolução
tecnológica, a empresa moderniza constantemente seus equipamentos, garantindo
competitividade e inovação de seus produtos.
A fim de conhecer a aplicabilidade do conhecimento desenvolvido no curso de
Sistemas de Informação, o estágio aconteceu nos diversos departamentos, como o
administrativo, montagem, engenharia, compras, vendas, e o que mais impressionou por sua
estrutura e equipamentos foi o de usinagem. Este departamento possui variadas máquinas,
desde plainas de mesa mecânicas que “servem para aplainar perfis de peças longas ou curtas,
uma junto da outra” (WITTE, 1998, p. 341), a centros de usinagem com tecnologia de
Comando Numérico Computadorizado (CNC), “[...] máquinas que se baseiam em
movimentos de três, quatro e, até seis eixos, permitindo usinagens bastante complexas”
(PELINE, 2001, p. 28).
Conforme Gaertner (2005), após entrevista cedida para o desenvolvimento do
trabalho, relatou que atualmente uma dificuldade enfrentada pela empresa Máquinas Omil é
que diversas peças estão sendo usinadas de modo manual em máquinas convencionais, como
o montante de peças denominado conjunto do pressionador de entrada da máquina Plaina
Moldureira Plus Advance 4 Faces, que é formado pelas peças suporte do pressionador,
pressionador móvel de entrada, braço (09866) e braço (02-0753). O conjunto é utilizado para
1 O processo de usinagem que segundo Witte (1996, p. 11), “consiste no ato de retirar material para que se tenha o acabamento final da peça”

14
fixar as sapatas com a finalidade de prensar a madeira à mesa excluindo o risco de vibração.
Para este conjunto ser usinado por completo, é necessário passar as diferentes peças por duas
máquinas convencionais, a Fresadora e a Furadeira, elevando o custo na fabricação, não
permitindo máxima qualidade e necessitando várias etapas até seu término (PELINE, 2001, p.
29).
De acordo com Rezende (1996, p.37), “[...] as empresas estão expostas a uma grande
concorrência e a redução de custos e tempos de produção passa a ser uma questão
fundamental para a sobrevivência”.
“A grande maioria das empresas no mundo inteiro procura melhorar a qualidade de
seus produtos, se adequar aos novos tempos reduzindo custos de fabricação e oferecer
produtos” (SANTOS, 2001, p.59).
A produção do conjunto do pressionador de entrada pode ter seu custo reduzido e
etapas agilizadas com a automatização do processo de usinagem da mesma. Tovar (1996, p.1-
3) considera a automatização um conjunto de tecnologias relacionadas com a aplicação de
equipamentos mecânicos baseados em computadores nos sistemas industriais de produção.
Dessa maneira acentua-se a competitividade, a qualidade, flexibilidade de produção e a
disponibilidade de produtos, reduzindo o custo de pessoal e de estoque.
A automatização pode ser realizada através de um centro de usinagem CNC, pois, de
acordo com Peline (2001, p.29), em um centro de usinagem CNC, com apenas uma fixação e
alguns minutos de operação, a peça é retirada pronta da máquina.
Estes centros trabalham com sentenças CNC que segundo Santos (2002, p.18) “são
definidos pelas normas Deutsches Institut für Normung (DIN 66025), International Standard
Organization (ISO 6983) e Electronic Industries Alliance (EIA 358-B). Estas normas definem
a configuração dos diversos comandos e campos de aplicação. [...] Normalmente as

15
padronizações são mais compatíveis entre comandos padrões dos diversos fabricantes, um dos
mais notoriamente conhecidos é o padrão Fanuc.”
Para efetuar a automatização da usinagem da peça no centro, é produzido um
programa CNC que, de acordo com Pereira (2003, p.22), são instruções codificadas, onde as
informações geométricas e dimensionais contidas em uma peça, conhecida por meio de
desenhos e cotas (números), seriam entendidas e processadas pela máquina CNC.
A produção deste programa se dá através de uma linguagem que o sistema do
comando do centro de usinagem entenda. A maioria dos CNC segue os códigos padronizados
da ISO 1056, também conhecidos como linguagem G. Esses códigos, colocados em uma
seqüência lógica, permitem que o centro de usinagem execute os movimentos entre
ferramenta e a peça, essa movimentação torna possível a usinagem desta ultima. (SENGMED,
2002, p.6)
Segundo Silva (2002, p.17), “linguagem G é aquela adotada pelo sistema como um
padrão a ser utilizado pelos fabricantes de comandos, com algumas normas rígidas, dando a
eles liberdade para criação de recursos próprios, mantendo as funções básicas e universais.”
De acordo com Simon (2001, p.7), as empresas vêm investindo em máquinas CNC
para aumentar sua competitividade através de uma série de melhorias nos processos de
produção, incluindo aumento de flexibilidade, melhoria da qualidade, tempos de ciclo
reduzidos e a habilidade de produzir de maneira econômica.
Visando melhorar o processo de usinagem das peças que formam o conjunto do
pressionador de entrada, o presente trabalho pretende, a partir da linguagem G, gerar os
códigos fontes (programas NC) para o centro de usinagem, com a finalidade de automatizar os
processos de usinagem das peças, agilizando etapas e reduzindo custos na produção destas.

16
1.1 OBJETIVOS DO TRABALHO
Este trabalho tem como objetivo principal automatizar o processo de usinagem do
conjunto de peças que formam o conjunto do pressionador de entrada da máquina Plaina
Moldureira Plus Advance 4 Faces, utilizando a linguagem G em um centro de usinagem Romi
Discovery 1250 com um comando Fanuc 21I/MB.
Os objetivos específicos do trabalho são:
a) agilizar o processo de usinagem da peça, utilizando o centro de usinagem CNC;
b) reduzir o custo de fabricação da peça, visando utilizar apenas uma máquina para
fazer todo o processo de usinagem;
c) diminuir o risco de acidentes no trabalho devido à troca manual de ferramentas e
posição da peça;
d) minimizar o índice de retrabalho devido a erros do operador na usinagem;
e) aumentar a qualidade do processo de usinagem das peças pertencentes ao conjunto
do pressionador de entrada.
1.2 ESTRUTURA DO TRABALHO
O trabalho está dividido em quatro capítulos.
No capítulo 1, Introdução, apresenta-se toda a introdução do trabalho.
No capítulo 2, Fundamentação Teórica, apresenta-se usinagem, as ferramentas,
automatização, comando numérico computadorizado, preparação da máquina CNC para
efetuar a usinagem, o que é cada peça e o histórico sobre a empresa.

17
No capítulo 3, Desenvolvimento do Trabalho, apresenta-se o sistema atual, o sistema
proposto, especificação, implantação, os resultados e discussões e os trabalhos correlatos.
No capítulo 4, são apresentadas as conclusões do trabalho e as sugestões para trabalhos
futuros.
18
2 FUNDAMENTAÇÃO TEÓRICA
A fundamentação teórica apresenta o embasamento necessário para compreensão da
área de usinagem e os vários elementos que compõem um projeto em uma organização
empresarial.
2.1 USINAGEM
De acordo com Silva (2002, p. 17), as indústrias vêm procurando trabalhar de forma
cada vez mais prática, buscando eficiência e economia no dia-a-dia, principalmente no que se
refere à usinagem de peças.
Segundo Sengmed (2002, p.1), entende-se como usinagem operações que conferem à
peça formas, dimensões e acabamento requisitados em projeto, através da retirada de material
na forma de cavaco.
Para Kunrath (2002, p.27) processos de usinagem são aqueles que caracterizam-se pela
obtenção de uma determinada forma através da retirada de material de um determinado
objeto. A usinagem é um processo lento e de alto custo, entretanto, é muito difícil obter-se
grande precisão dimensional e de acabamento por outros métodos. As operações mais
utilizadas são:
a) torneamento: define-se como uma operação de usinagem, onde o movimento
principal de corte rotativo é geralmente executado pela peça e o movimento de
avanço é executado pela ferramenta. Utilizam-se ferramentas de corte rápido,
chamadas também de ferro ou bits em máquinas como tornos convencionais e
CNC;
b) fresamento: permite a obtenção de peças com formatos complexos que
19
dificilmente poderiam ser obtidos por outros processos de fabricação. Fixa-se a
peça a uma mesa com capacidade de deslocamento e uma ferramenta denominada
fresa gira em torno de seu eixo obtendo o corte. Para obtenção deste processo é
utilizado as Fresadoras que podem ser de diferentes tipos como a Fresadora
Horizontal, Vertical e Universal;
c) furação: processo bastante simples realizada por diversas máquinas onde os
desbastes são realizados através do movimento de corte rotativo e o avanço linear
tem apenas uma direção. Este processo é efetuado pela máquina furadeira;
d) aplainamento: esta operação visa principalmente a obtenção de superfícies planas,
embora possam ser obtidos perfis curvos. O movimento de corte neste caso é
linear desempenhado pela mesa onde a peça está fixada. A máquina que realiza
este processo de desbaste é denominada Plaina Limitadora;
e) retificação: define-se como uma operação de acabamento, que visa corrigir a
superfície usinada, obtendo uma superfície com as tolerâncias e dimensões
desejadas. A quantidade de material removido nesta operação é muito pequena e a
ação de remoção de material é executada em grandes velocidades de corte. A
efetivação deste processo dá-se através das máquinas Retífica Plana e Retífica
Cilíndrica.
Para muitas indústrias que possuem setores de usinagem, a manufatura e a montagem
flexível através de máquina-ferramenta ou célula de produção é o único meio para que estas
possam competir com eficiência no mercado possuindo uma grande variedade de produtos.
Tais produtos variados não podem ser produzidos através de métodos de produção em massa,
e nestes casos sistemas flexíveis de produção são necessários. Uma célula flexível de
manufatura é uma unidade organizacional e pode corresponder a um sistema com uma ou
mais máquinas, estas que de preferência usinem automaticamente um conjunto de peças.

20
Estas células podem ser classificadas por dois tipos de produção, em massa ou lote
(RABELO, 2004, p.5).
Segundo Cavalcante (2002, p.31), processo em massa é empregado em produtos que
possuam um alto índice de padronização e normalmente a demanda por estes são estáveis
obtendo assim que seus projetos tenham poucas alterações possibilitando a montagem de uma
estrutura altamente especializado mas pouco flexível, já o processo em lote é caracterizado
pelo volume média de produção, possui uma mão de obra diversificada visando atender a
diferentes produtos exigidos pelo mercado, este é um sistema bem flexível de produção.
2.2 FERRAMENTAS
Segundo Kunrath (2002, p.35) as ferramentas de usinagem, para desempenhar sua
função devem possuir uma geometria específica, apropriada a cada operação em particular. A
seguir comenta-se sobre algumas ferramentas utilizadas para efetuar a usinagem de diversos
materiais.
a) fresas: apresentam uma grande variedade de formas. Quanto à geometria podemos
ter: fresa de topo, projetada para usinar rasgos, ranhuras e rebaixos; fresa de
faceamento, também conhecida por cabeçote, esta utilizada para o desbaste de
áreas planas; fresa periférica, para remoção de material com trajetória de corte
periférico, “circular”;
b) brocas: possuem uma diversa variedade de modelos, são estes: Broca de centro,
também conhecida como broca de marcação, utiliza-se para criação do pré-furo
obtendo um guia para as brocas mais longas; broca helicoidal, utilizada para gerar
furos mais longos; Broca canhão, esta utilizada para furação profunda em tornos,
onde normalmente a broca fica parada enquanto a peça gira presa à placa do torno.

21
c) brocas para rosquear: muito conhecidas como machos, estas brocas possuem a
finalidade de efetuar a criação das roscas, conforme o diâmetro da furação;
d) barras de mandrilar: geralmente, trabalham no interior de furos retirando material
para correção de deformações anteriormente deixadas pelas brocas
(TELECURSO-2000, 2001).
Diniz (2001, p.14), informa que os movimentos entre ferramenta e a peça durante a
usinagem são aqueles que permitem a ocorrência do processo de usinagem.
2.3 AUTOMATIZAÇÃO
De acordo com Tovar (1996, p.2), automatização é um conjunto de tecnologias
relacionadas com a aplicação de equipamentos (mecânicos, eletrônicos, baseados em
computador) em sistemas industriais de produção, e com ela consegue-se um aumento de
competitividade.
Conforme Cassaniga (2002, p.1), desde os tempos mais remotos nas mais antigas
civilizações, o homem vem buscando racionalizar e automatizar o seu trabalho, por meio de
novas técnicas. A automatização simplifica todo tipo de trabalho seja ele físico ou mental. O
principal fator que forçou os bens industriais a esta busca foi a Segunda Guerra Mundial,
onde as necessidades de evolução foram de papel decisivo, necessitava-se de muitos aviões,
tanques, barcos, navios, armas, caminhões, etc., tudo em ritmo de produção em alta escala e
grande precisão. Este foi o momento certo para o surgimento das máquinas automáticas de
grande produção.
O conceito de automatização está ligado à sugestão de movimento automático,
repetitivo, mecânico e é portanto sinônimo de mecanização, segundo informa Silva (1998,
p.23).
22
Cavancante (2003, p.2) afirma que o objetivo da automatização é visar realizar uma
série de tarefas, nas seqüências e nos tempos desejados, com redução nos tempos de
fabricação e nos custos, com aumento da qualidade e da produtividade.
2.4 COMANDO NUMÉRICO COMPUTADORIZADO
2.4.1 O que é comando numérico computadorizado
Conforme Junior (2002, p.27), CNC é um equipamento eletrônico capaz de receber
informações, tratar estas e transmiti-las em forma de comandos à máquina-ferramenta de
modo que esta, sem a utilização do homem possa realizar as operações de usinagem. Os
CNCs podem receber informações através de leitoras de fita (os mais antigos), diretamente
pelo painel que controla a máquina ou através de computadores ligados em redes locais.
Nestas máquinas os programas com os dados da usinagem são enviados para o (CLP)
Controladores Lógicos Programáveis, que por sua vez executa as funções com base nestas
informações.
Controle numérico (CN) é definido “como um método de controle dos movimentos de
máquinas pela interpretação direta de instruções codificadas na forma de números e
letras. O sistema interpreta os dados e gera o sinal de saída que controla os
componentes da máquina. [...] O controle numérico computadorizado (CNC) é uma
evolução do controle numérico, ele substituiu o controle por hardware por controle
por software. Foram desenvolvidos dois tipos de sistemas: o controle numérico direto
e o controle numérico computadorizado. A diferença reside no fato que no primeiro
um único computador central controla várias máquinas e no segundo cada máquina é
equipada com o seu próprio processador.” (MARCICANO ,2002, p.1)

23
De acordo com Gessner (2004, p.18), utilizando a tecnologia CNC tem-se como
vantagens:
a) maior versatilidade do processo;
b) menor tempo de espera;
c) menor tempo de preparação da máquina;
d) aumento da qualidade do serviço;
e) facilidade na confecção de perfis simples e complexos, sem a utilização de modelos;
f) repetibilidade dentro dos limites próprios da máquina;
g) maior controle sobre desgaste das ferramentas;
h) possibilidade de correção destes desgastes;
i) melhor controle de qualidade;
j) seleção infinitesimal dos avanços;
k) profundidade de corte perfeitamente controlável;
l) troca automática de velocidades;
m) maior segurança do operador devido a pouco contato com as ferramentas;
n) redução na fadiga do operador.
2.4.2 Histórico do comando numérico computadorizado
Conforme Segmed (2002, p.3), a “Guerra Fria”, que foi iniciada após o fim da 2ª
Guerra Mundial, significou uma nova corrida armamentista entre 2 blocos políticos: o
capitalista e o socialista. A necessidade crescente de criar novos armamentos, com grandes
níveis de tecnologia, era cada vez mais evidente. Projetos deveriam rapidamente “sair do
papel”, empregando-se processos de fabricação que proporcionassem uma produtividade cada

24
vez maior e sem qualquer comprometimento da qualidade. No início dos anos de 1950 um
convênio foi firmado entre a Força Aérea Norte-Americana (U.S.A.F.) e o Instituto de
Tecnologia de Massachusetts (M.I.T.) para desenvolver uma nova máquina-ferramenta, capaz
de fabricar peças rapidamente, estas com geometria extremamente complexa. A equipe do Dr
John Pearson adaptou a uma fresadora convencional um sistema eletro-mecânico, que
controlava a movimentação das ferramentas e peças na máquina. Esse sistema utilizava,
basicamente, um grande número de relês, conectados por cabos.
Após este período, a Força Aérea Norte-americana passou a ter um desenvolvimento
extraordinário, pois as peças complexas e de grande precisão, empregadas na construção das
aeronaves, principalmente os aviões a jato de uso militar, passaram a ser fabricados de forma
simples e rápida, reduzindo-se os prazos de entrega do produto desde o projeto, até o
acabamento final (CASSANIGA, 2002, p.1).
Segundo Pereira (2003, p.18), a partir de 1957 nos Estados Unidos houve uma grande
corrida na fabricação de máquinas comandadas por CNC, pois as indústrias estavam
investindo até então em adaptações do CNC em máquinas convencionais. Este novo processo
foi cada vez mais usado na rotina de manufatura, e conseqüentemente surgiram novos
fabricantes que inclusive construíam seus próprios comandos. Devido a um elevado número
de fabricantes começaram a surgir os primeiros problemas, como o principal deles a falta de
uma linguagem única e padronizada. Em 1958 por intermédio da Eletronic Industries
Association (EIA), foram organizados vários estudos para padronizar as linguagens. Houve
então esta padronização de entrada conforme padrão RS-244 que depois passou a ser chamada
de ASCII.
Cassaniga (2002, p.2) informa que com o surgimento do circuito integrado, houve uma
significativa redução no tamanho físico dos comandos e um sensível aumento da capacidade
de armazenamento de dados, comparando-se com os controles transistorizados.
25
A fabricação de máquinas-ferramenta que possuíam controle numérico
computadorizado tem registrado um aumento significativo a partir da década de 1970.
Certamente as razões para essa constatação estão vinculadas ao desenvolvimento dos
microprocessadores, que tornaram o sistema menor e mais eficaz (SEGMED, 2002, p.3).
Simon (2001, p.10) informa que inicialmente os comandos das máquinas-ferramenta
eram apenas de NC. Com o desenvolvimento e disseminação do uso dos computadores,
puderam ser incorporadas á estas máquinas recursos computacionais, transformando o NC em
CNC.
No ano 1967 a tecnologia CN começa a chegar ao Brasil. Em meados de 70 um
fabricante nacional produziu sua primeira máquina CN, esta bastante rudimentar. Mas em
1977 com o surgimento dos processadores fabricou-se o CNC que hoje estão bastante
difundidos nas indústrias, (CASSANIGA 2002, p.2).
Atualmente os comandos para as máquinas são constituídos em quase sua
totalidade por sistemas CNC. As expressões “máquinas NC”, “programa NC”,
“tecnologia NC”, continuam sendo utilizadas porém, devem ser entendidas como
“máquina CNC”, “programa CNC”, “tecnologia CNC”, mesmo porque o principio
do sistema NC e do CNC não diferem na linguagem de programação ou no sistema
de trabalho da máquina.(SIMOM, 2001, p.11)
Santos (2002, p.18) afirma que nos dias de hoje um dos comandos numéricos
computadorizados mais notoriamente conhecidos é o padrão Fanuc. Estes comandos, são
definidos pelas normas DIN 66025, ISO 6983 e EIA 358-B. Estas normas definem a
configuração dos diversos comandos e campos de aplicação. Porém, estas normas dão grande
abertura a aplicações não tão padronizadas, permitindo algumas pequenas diferenças na
definição de alguns comandos, em especial dos ciclos complexos.

26
2.4.3 Centro de usinagem CNC
Segundo Witte (2001, p. 363), centros de usinagem “são máquinas que nesta são
escolhidas e trocadas as ferramentas, ferramentas e peças são posicionadas assim como a
escolha da rotação, avanço e comando de funções auxiliares.”.
Santos (2000, p. 30) ressalta que centro de usinagem “é uma máquina que através de
um programa em código G executa a seqüência de usinagem de uma determinada peça”.
Neste processo a troca de ferramentas e de posicionamento da peça é feita automaticamente e
não mais manualmente necessitando apenas da utilização de um operador para o trabalho.
Conforme Pelini (2001, p.28), são máquinas que com movimentos de até seis eixos
permitem usinagens bastante complexas. Este tipo de equipamento é bastante complexo e
exige um alto grau de aperfeiçoamento por parte dos operadores e/ou programadores. A
máquina trabalha, na maioria dos casos, com três eixos ortogonais x, y e z, reservando-se o z
para movimentos verticais como indica a figura 1.
Figura 1: Coordenadas centro de usinagem
Esta máquina compõe-se de três partes fundamentais:
a) parte mecânica: são todos os dispositivos e acessórios mecânicos da máquina;
b) interface: equipamento elétrico que, com as informações recebidas do CNC, atua
na parte mecânica da máquina;

27
c) comando eletrônico: é o comando numérico propriamente dito, que recebe as
informações do programador através de seu painel, atuando em seguida, na
interface.
Uma das grandes vantagens de um centro de usinagem sobre as demais máquinas CNC
e a sua ampla variedade de ferramentas de corte que ficam armazenadas em um local próprio,
denominado de magazine como informa a figura 2. Dependendo do porte da máquina este
magazine poderá ser maior ou menor, permitindo o armazenamento de uma grande ou
pequena quantidade de ferramentas. Dentre as ferramentas pode-se citar: fresas frontais, fresas
de topo, brocas, machos, alargadores e diversas outras, inclusive ferramentas monocortantes
(PELINE, 2001, p.31).
Fonte: Santos (2002)
Figura 2: Magazine de ferramentas.
2.4.3.1 Centro de usinagem Romi Discovery 1250
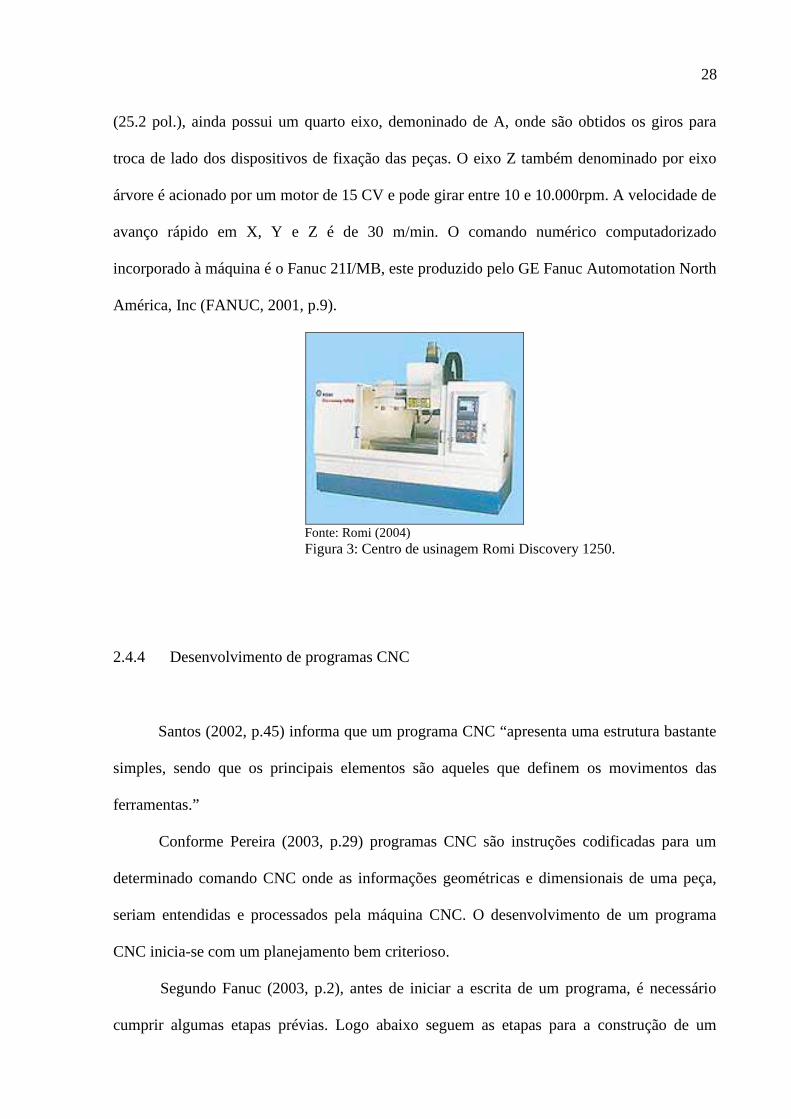
O Centro de usinagem Romi Discovery 1250 como ilustra a figura 3 é uma máquina
CNC com troca automática de ferramenta, e devido a isto é denominada de centro de
usinagem. Possui um magazine com capacidade para 22 instrumentos de corte. A área de
trabalho é de 1.270 mm no eixo X (50 pol.), 610 mm no eixo Y (24 pol.) e 640 mm no eixo Z
28
(25.2 pol.), ainda possui um quarto eixo, demoninado de A, onde são obtidos os giros para
troca de lado dos dispositivos de fixação das peças. O eixo Z também denominado por eixo
árvore é acionado por um motor de 15 CV e pode girar entre 10 e 10.000rpm. A velocidade de
avanço rápido em X, Y e Z é de 30 m/min. O comando numérico computadorizado
incorporado à máquina é o Fanuc 21I/MB, este produzido pelo GE Fanuc Automotation North
América, Inc (FANUC, 2001, p.9).
Fonte: Romi (2004) Figura 3: Centro de usinagem Romi Discovery 1250.
2.4.4 Desenvolvimento de programas CNC
Santos (2002, p.45) informa que um programa CNC “apresenta uma estrutura bastante
simples, sendo que os principais elementos são aqueles que definem os movimentos das
ferramentas.”
Conforme Pereira (2003, p.29) programas CNC são instruções codificadas para um
determinado comando CNC onde as informações geométricas e dimensionais de uma peça,
seriam entendidas e processados pela máquina CNC. O desenvolvimento de um programa
CNC inicia-se com um planejamento bem criterioso.
Segundo Fanuc (2003, p.2), antes de iniciar a escrita de um programa, é necessário
cumprir algumas etapas prévias. Logo abaixo seguem as etapas para a construção de um
29
programa CNC:
a) conhecer os parâmetros físicos da máquina e sua programação: é preciso conhecer
todos os recursos disponíveis pela máquina como: a forma de programação que
esta possui, as coordenadas de trabalho, sentidos dos eixos e também da
localização da peça no mesmo é fundamental para o bom desenvolvimento de um
programa CNC;
b) análise do desenho da peça: há necessidade de uma análise sobre a viabilidade de
execução da peça em conta das dimensões exigidas, quantidade de material a ser
removido, ferramental necessário, etc;
c) verificação das fixações: é de fundamental importância para a qualidade final da
usinagem. Muitas vezes serão necessários dispositivos especiais, ou a aplicação de
dispositivos em número maior que o desejável. Estes eventualmente deverão ser
previstos, no momento da programação, para não dar problemas quando for
executada a usinagem do material;
d) análise dos processos: definir as fases de usinagem de cada peça a ser executada,
estabelecendo assim o que, como e quando fazer;
e) escolha das ferramentas: é fundamental para o bom aproveitamento do
equipamento, bem como, a sua posição no magazine para minimizar o tempo de
troca;
f) definição dos parâmetros de corte: em função do material a ser usinado, buscar
junto ao fabricante de ferramentas, os dados de cortes como: avanço, rotação e
profundidade de corte;
Pereira (2003, p.37) informa que existem 4 termos básicos utilizados em programação
CNC, estes são: caracter, palavras, bloco e programa. Cada um destes termos é muito
importante na programação CNC e merecem uma explicação detalhada:

30
a) caracter: é a menor unidade de um programa CNC, este podem aparecer de três
maneiras. Em forma de dígitos, letras ou símbolos.
Exemplo: 5,6,A, C e %.
b) palavra: é a combinação de caracteres alfanuméricos, criando uma instrução
simples para o sistema de comando. As palavras típicas indicam a posição do eixo,
avanço, rotação, funções preparatórias, funções miscelâneas e outras definições.
Exemplo: G01, G17, M30, X10 e Y-25.
c) bloco: é o conjunto de várias palavras, mas estas pertencentes as mesmas linhas no
programa. Cada linha é chamada de bloco seqüencial.
Exemplo: G02 X-31 Y25 I0 J0 F250
G01 G42 X0 Y10 F500
d) programa: a estrutura destes varia dos diferentes comandos mas a lógica de
programação não. É formado pelos conjuntos de blocos em seqüência lógica como
descrito no início deste tópico.
2.4.5 Linguagem ISO para programação CNC
Segundo Silva (2002, p.17) “linguagem G é aquela adotada pelo sistema como um
padrão a ser utilizado pelos fabricantes de comandos, com algumas normas rígidas, dando a
eles liberdade para criação de recursos próprios, mantendo as funções básicas e universais.”
É uma seqüência de blocos contendo funções de comando, armazenadas na memória
da máquina os quais instruem o CNC, onde e como executar uma determinada operação,
(FANUC, 2003, p.3).
Junior (2002, p.19) afirma que a linguagem ISO (International Systen Organization)
também é muito conhecida por código G, que é composto por linhas, normalmente

31
denominadas de blocos. Cada bloco é formado por comandos, também chamados de palavras,
que controlam as funções da máquina. Essas palavras podem indicar movimentos dos
elementos da máquina, coordenadas da geometria da peça e também funções da máquina.
Conforme Fanuc (2001, p.24) a linguagem ISO é formada por diversas funções, estas
são: funções preparatórias, funções miscelâneas, função de fuso e função de ferramenta.
2.4.5.1 Funções preparatórias
Fanuc (2001, p.31) afirma que função preparatória também chamada de função G é
aquela que ordena ou ajusta o sistema de comando à obter um estado de operação ou uma
condição desejada. Determina-se a operação que será executada através de um número
seguido do endereço G.
Segundo Funac(2003, p.6) os códigos G estão divididos em dois tipos:
a) modais: o código G permanece ativo até outro código ser especificado, não finaliza
a função anterior para iniciar outra. Exemplo:
G01 X0 Y0
G00 Z-15
Não precisa cancelar o ciclo.
b) não-modal: o código G permanece ativo somente no bloco em que foi
especificado, finaliza a função anterior para iniciar outra. Exemplo:
G01 G42 X0 Y0
G0 G40 X0 Y0
É preciso cancelar o ciclo com a função G40.

32
2.4.5.1.1 Principais tipos de funções
As funções descritas abaixo pertencem ao padrão do comando Fanuc 21I/MB, como
especifica FANUC(2003).
a) função G00 (avanço rápido): faz com que os eixos se movimentem em avanço
rápido para a posição determinada no programa.
Sintaxe:
G00 X__ Y__ Z__
onde:
X= coordenada do ponto final do movimento com o eixo X;
Y= coordenada do ponto final do movimento com o eixo Y;
Z= coordenada do ponto final do movimento com o eixo Z.
b) função G01(avanço de corte): os eixos são movimentados em avanço de corte
programado.
Sintaxe:
G01 X__ Y__ Z__F__
Onde:
X= coordenada do ponto final do movimento com o eixo X;
Y= coordenada do ponto final do movimento com o eixo Y ;
Z= coordenada do ponto final do movimento com o eixo Z;
F= Determina a velocidade de avanço de corte que a ferramenta deverá possuir. A
figura 4 a seguir demonstra o cálculo para determinar a velocidade de corte.
Fonte: Mitsubishi (2005)
Figura 4: Velocidade de avanço corte.
33
c) função G02 e G03 (interpolação circular): através destes é gerado as interpolações
circulares, arcos. G02 interpola em sentido horário já G03 interpola no sentido
anti-horário.
Sintaxe:
onde:
G02 X__ Y__ Z__I__J__F__
ou
G02 X__Y__Z__R__
X= coordenada do ponto final do movimento com o eixo X;
Y= coordenada do ponto final do movimento com o eixo Y;
Z= coordenada do ponto final do movimento com o eixo Z;
F= velocidade de avanço;
I= distancia em X com sinal (+-) do ponto de início ao centro do arco;
J= distancia em X com sinal (+-) do ponto de início ao centro do arco;
R= raio do arco.
d) funções G17, G18, G19(seleciona plano X Y, X Z, Y Z): faz a seleção dos planos
para efetuar onde será efetivada a usinagem.
e) funções G20, G21 (entrada de dados em polegadas, entrada de dados em
milímetros): estes comandos especificam qual unidade de medida será utilizada
pela máquina para efetuar a usinagem. Estes controlam a velocidade de avanço
programado, o comando de posicionamento, valor de compensação da ferramenta
entre outros parâmetros;
f) funções G41, G42, G40 (compensação e descompensação de raio da ferramenta):
estas funções de compensação foram desenvolvidas para facilitar a programação
de determinados contornos. Através destes podem-se fazer programas de acordo
34
com as dimensões do desenho. Para que haja a compensação, os valores dos
diâmetros das ferramentas devem ser inseridos na máquina. G41 compensa à
ferramenta à esquerda do material a ser usinado, G42 compensa a ferramenta à
direita do material a ser usinado. Já o G40 cancela a compensação do raio da
ferramenta.
Sintaxe:
Compensa
G41 X__ Y__
Descompensa
G40 X__Y__
onde:
X= coordenada do ponto final do movimento com o eixo X;
Y= coordenada do ponto final do movimento com o eixo Y.
g) função G43 e G49(compensação do comprimento da ferramenta): G43 ativa a
compensação do comprimento da ferramenta. Já G49 desativa a compensação do
comprimento da ferramenta.
Sintaxe:
Compensa
G43 Z__H__
Descompensa
G49 Z__
Z= coordenada do ponto final do movimento com o eixo Z
H= indica qual ferramenta que vai ser compensada conforme numerada no
magazine.
h) função G53 (sistema de coordenadas da máquina): este comando cancela o sistema

35
de trabalho da máquina fazendo com que o comando assuma o zero máquina como
referência.
Sintaxe:
G53 X__Y__Z__
i) função G54 á G59 (sistema de coordenadas de trabalho): estes comandos
selecionam os pontos zeros das peças informados para a máquina.
Sintaxe:
G54 S ........
S= Velocidade de rotação da ferramenta
j) função G81 (furação-sem descarga): é utilizado para operações sem descarga em
furos ou torneamentos.
Sintaxe:
G81 X__Y__Z__R__F__K__
onde:
X, Y= coordenada do furo
Z= nível da posição final em Z
R= nível de aproximação rápida
F= avanço programado para usinar
K= número de execuções
k) função G83 (furação com descarga): é utilizado para operações de furação co
descarga onde se deseja retração ao nível do ponto R.
Sintaxe:
G83 X__Y__Z__R__F__Q__K__
onde:
X, Y= coordenada do furo

36
Z= nível da posição final em Z
R= nível de aproximação rápida
F= avanço programado para usinar
Q= incremento de corte
K= número de execuções
l) função G84 (rosqueamento): esta função executa o giro do fuso no sentido horário.
Quando a base do furo for atingida, o fuso é girado na direção contraria para
retração.
Sintaxe:
G84X__Y__Z__R__F__P__K__
onde:
X, Y= coordenada do furo
Z= nível da posição final em Z
R= nível de aproximação rápida
F= avanço programado para usinar
P= tempo de permanência ou pausa
K= número de execuções
m) função G86 (ativa ciclo de mandrilamento): é utilizado em operações de
calibração, onde é posssivel aceitar um leve risco na vertical da superfície de
acabamento.
Sintaxe:
G86X__Y__Z__R__F__K__
onde:
X, Y= coordenada do furo
Z= nível da posição final em Z

37
R= nível de aproximação rápida
F= avanço programado para usinar
K= número de execuções
n) função G80 (desativa furação, madrilamento, rosqueamento): esta função quando
executada desativa os ciclos de furação, mandrilamento ou rosqueamento.
Sintaxe:
Após ciclos concluídos utiliza a função G80.
o) função G90 (coordenadas absolutas): as posições dos eixos são medidas a partir do
ponto zero preestabelecida, sendo que, para se programar neste sistema, deve-se
sempre informar a posição para a qual ferramenta deve ir como informa a figura 5.
Fonte: Schützer (2003)
Figura 5: Coordenadas absolutas
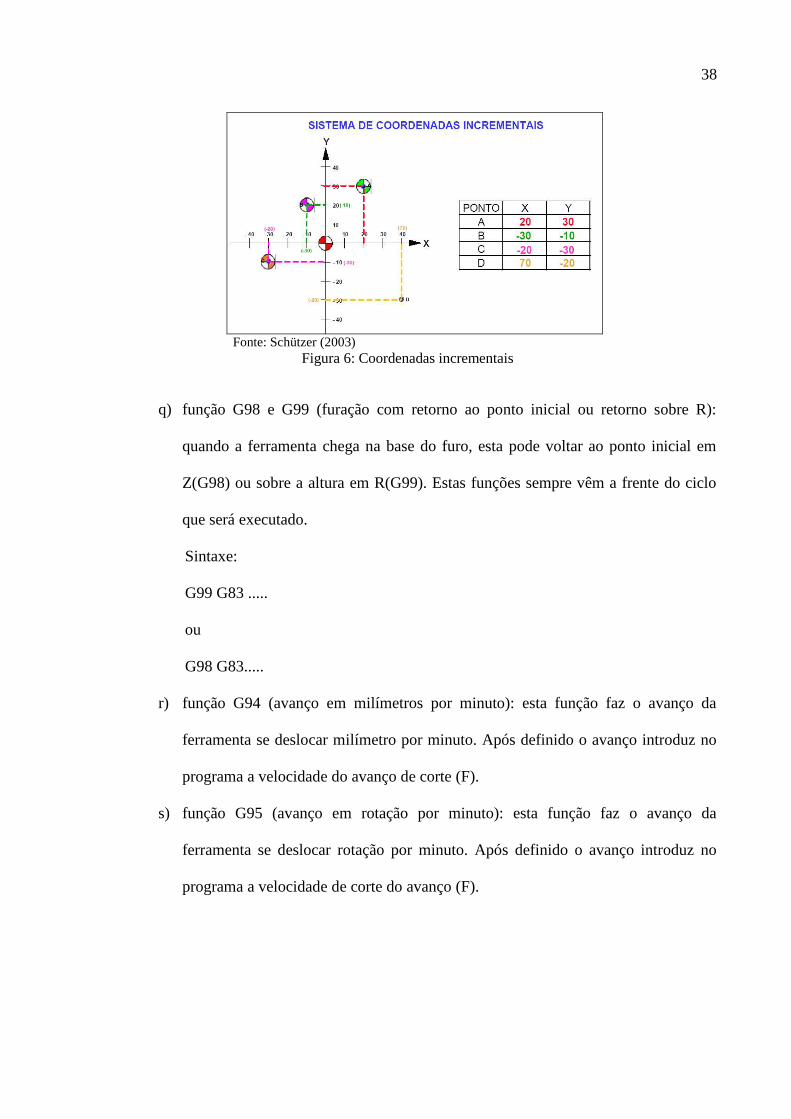
p) função G91 (coordenadas incrementais): as posições dos eixos são medidas a partir
das coordenadas anteriormente estabelecidas, sendo que, para se programar nesse
sistema, deve-se informar qual a distância a ser percorrida pela ferramenta a partir
da posição atual, como informa a figura 6.
38
Fonte: Schützer (2003)
Figura 6: Coordenadas incrementais
q) função G98 e G99 (furação com retorno ao ponto inicial ou retorno sobre R):
quando a ferramenta chega na base do furo, esta pode voltar ao ponto inicial em
Z(G98) ou sobre a altura em R(G99). Estas funções sempre vêm a frente do ciclo
que será executado.
Sintaxe:
G99 G83 .....
ou
G98 G83.....
r) função G94 (avanço em milímetros por minuto): esta função faz o avanço da
ferramenta se deslocar milímetro por minuto. Após definido o avanço introduz no
programa a velocidade do avanço de corte (F).
s) função G95 (avanço em rotação por minuto): esta função faz o avanço da
ferramenta se deslocar rotação por minuto. Após definido o avanço introduz no
programa a velocidade de corte do avanço (F).

39
2.4.5.2 Funções miscelâneas
Conforme Fanuc (2001, p.114) funções miscelâneas, também conhecidas como as
funções de máquina, são identificadas no código pela instrução M. São responsáveis por
executar o controle de algumas funções como ligar ou desligar o líquido refrigerante, sentido
do giro de rotação do eixo árvore ,entre outros. Na tabela 1 pode-se observar os vários tipos
de funções utilizados pela máquina.
Código Descrição M00 Parada obrigatória de programa M01 Parada opcional de programa M02 Fim do programa sem retorno ao início M30 Fim do programa com retorno ou início M03 Liga eixo árvore no sentido horário M04 Liga eixo árvore no sentido anti-horário M05 Desliga eixo árvore M06 Habilita troca de ferramenta M07 Liga refrigeração pelo centro da ferramenta M08 Liga refrigerante de corte M09 Desliga refrigerante de corte M19 Orienta o eixo árvore M31 Avança trocador da ferramenta M32 Recua o trocador da ferramenta M45 Liga refrigerante para limpeza da peça M46 Desliga refrigerante para limpeza da peça
Tabela 1: Funções miscelâneas
2.4.5.3 Função de fuso
A função de fuso é identificada no código pela instrução S. Este é responsável pelo
controle da velocidade de giro do eixo árvore para efetuar a retirada do material selecionado,
(FANUC, 2003, p.9).
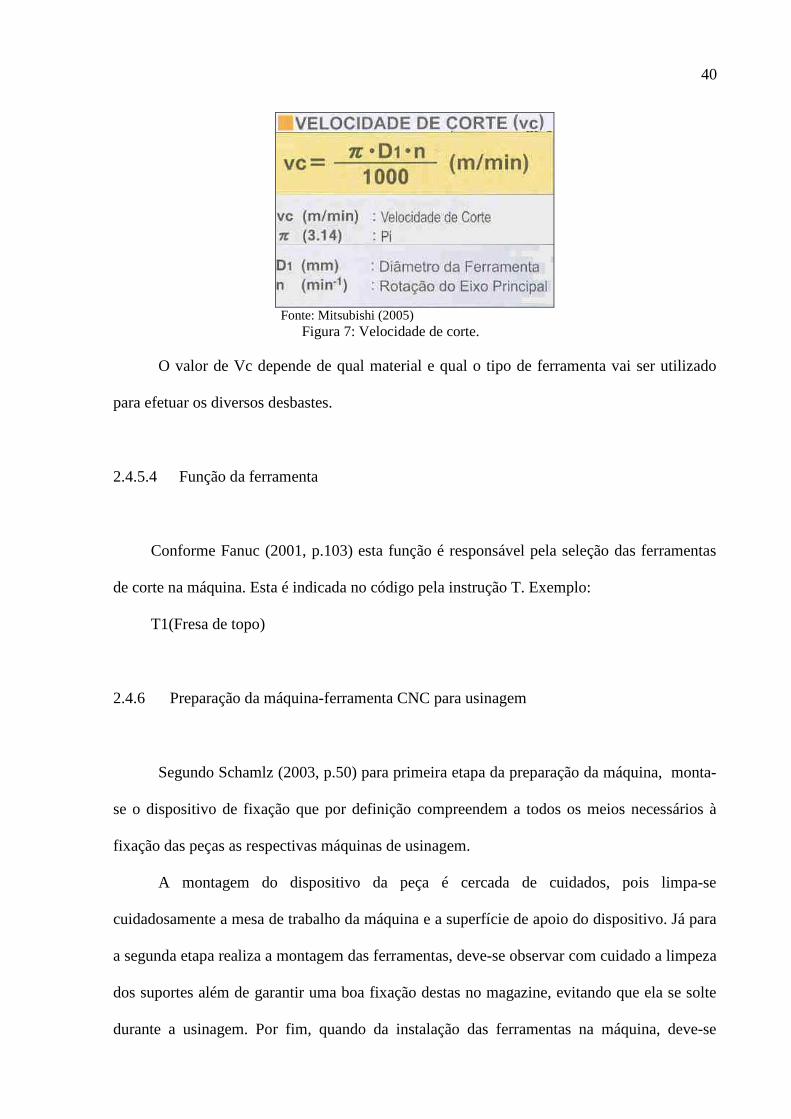
Segundo Mitsubishi (2005, p.e20) determina-se a velocidade de giro do eixo árvore
com o seguinte cálculo demonstrado pela figura 7.
40
Fonte: Mitsubishi (2005)
Figura 7: Velocidade de corte.
O valor de Vc depende de qual material e qual o tipo de ferramenta vai ser utilizado
para efetuar os diversos desbastes.
2.4.5.4 Função da ferramenta
Conforme Fanuc (2001, p.103) esta função é responsável pela seleção das ferramentas
de corte na máquina. Esta é indicada no código pela instrução T. Exemplo:
T1(Fresa de topo)
2.4.6 Preparação da máquina-ferramenta CNC para usinagem
Segundo Schamlz (2003, p.50) para primeira etapa da preparação da máquina, monta-
se o dispositivo de fixação que por definição compreendem a todos os meios necessários à
fixação das peças as respectivas máquinas de usinagem.
A montagem do dispositivo da peça é cercada de cuidados, pois limpa-se
cuidadosamente a mesa de trabalho da máquina e a superfície de apoio do dispositivo. Já para
a segunda etapa realiza a montagem das ferramentas, deve-se observar com cuidado a limpeza
dos suportes além de garantir uma boa fixação destas no magazine, evitando que ela se solte
durante a usinagem. Por fim, quando da instalação das ferramentas na máquina, deve-se
41
ajustar os bicos de fluido refrigerante de modo que todas as ferramentas sejam refrigeradas.
Após a instalação do dispositivo de fixação e do ferramental, deve-se informar ao CNC as
características que os definem. No caso do dispositivo de fixação, deve-se informar as
coordenadas X e Y que foram utilizadas como referência na programação, ou seja, deve-se
definir o zero-peça. Para cada ferramenta deve-se informar o seu diâmetro e o seu
comprimento analisado pelo aparelho pressetters (referência do eixo Z) (JUNIOR, 2002, p.6).
Para garantir uma usinagem precisa em uma máquina CNC o sistema de controle tem
que obter determinadas dimensões das ferramentas. Isso se dá através de um aparelho
denominado pressetters que permite executar o ajuste das ferramentas com grande precisão.
Após a captura dos dados estes são informados para o comando da máquina (SIMON, 2001,
p.37).
2.5 CONJUNTO DO PRESSIONADOR DE ENTRADA
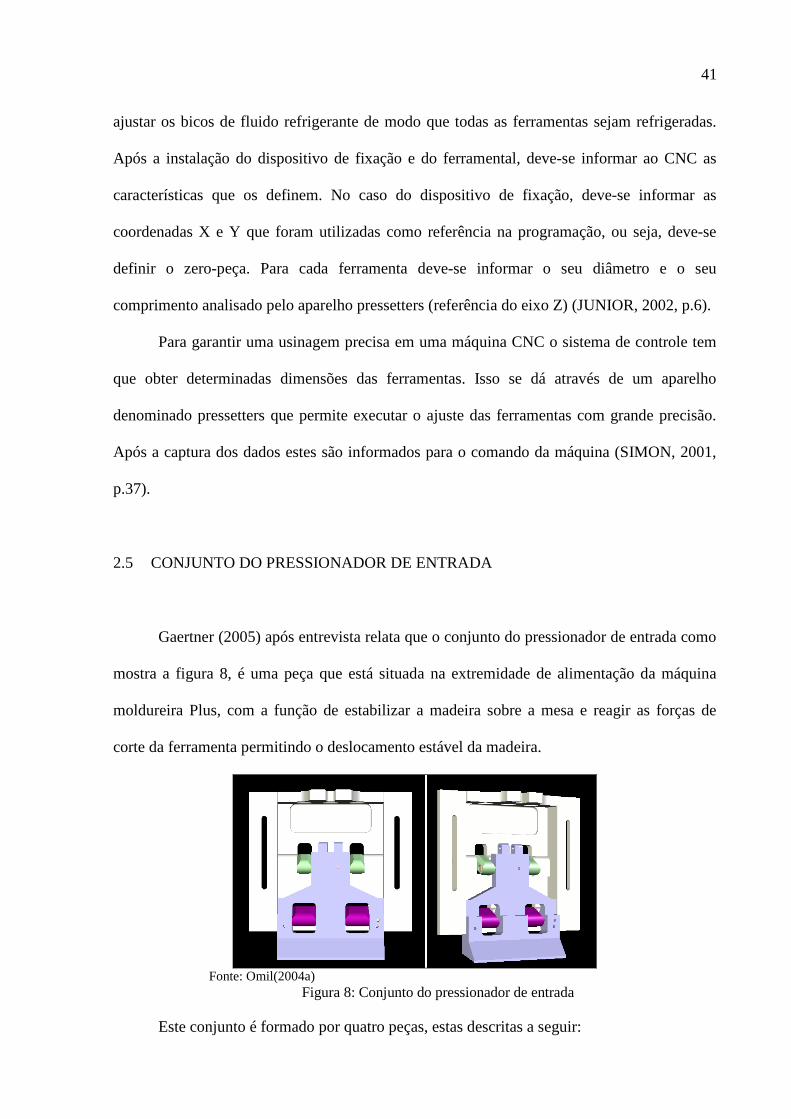
Gaertner (2005) após entrevista relata que o conjunto do pressionador de entrada como
mostra a figura 8, é uma peça que está situada na extremidade de alimentação da máquina
moldureira Plus, com a função de estabilizar a madeira sobre a mesa e reagir as forças de
corte da ferramenta permitindo o deslocamento estável da madeira.
Fonte: Omil(2004a)
Figura 8: Conjunto do pressionador de entrada
Este conjunto é formado por quatro peças, estas descritas a seguir:

42
a) suporte do pressionador: tem a finalidade de permitir o posicionamento conforme a
trajetória de corte da ferramenta sobre o cavaqueiro e sustentar as partes móveis e
elementos de força (N). A figura 9 caracteriza a peça Suporte do pressionador.
Fonte: Omil(2004a)
Figura 9: Suporte do pressionador
b) pressionador móvel de entrada: elemento móvel alojado no suporte do pressionador
que permite o movimento em trajetória circular oposta ao deslocamento da ferramenta,
permitindo a passagem da madeira de diferentes espessuras mantendo a mesma
sempre pressionada sobre a mesa da máquina. Abaixo a figura 10 identifica a peça
Pressionador Móvel de Entrada.
Fonte: Omil(2004a)
Figura 10: Pressionador móvel de entrada
c) braço (09866) e braço (02-0753): são os elementos do conjunto que permitem e
definem a trajetória circular de deslocamento do pressionador móvel de entrada. A
figura 11 abaixo identifica as peças braço (09866) e braço (02-0753).

43
Fonte: Omil(2004a)
Figura 11: braço (09866) e braço (02-0753)
A figura 12 a seguir representa a funcionalidade do Conjunto do Pressionador de
entrada relatado por Gaertner no início deste tópico:
Fonte: Omil(2004a)
Figura 12: Funcionalidade do conjunto do pressionador de entrada
44
No apêndice A constam todos os desenhos com suas dimensões, estes pertencentes às
peças que formam o Conjunto do Pressionador de Entrada.
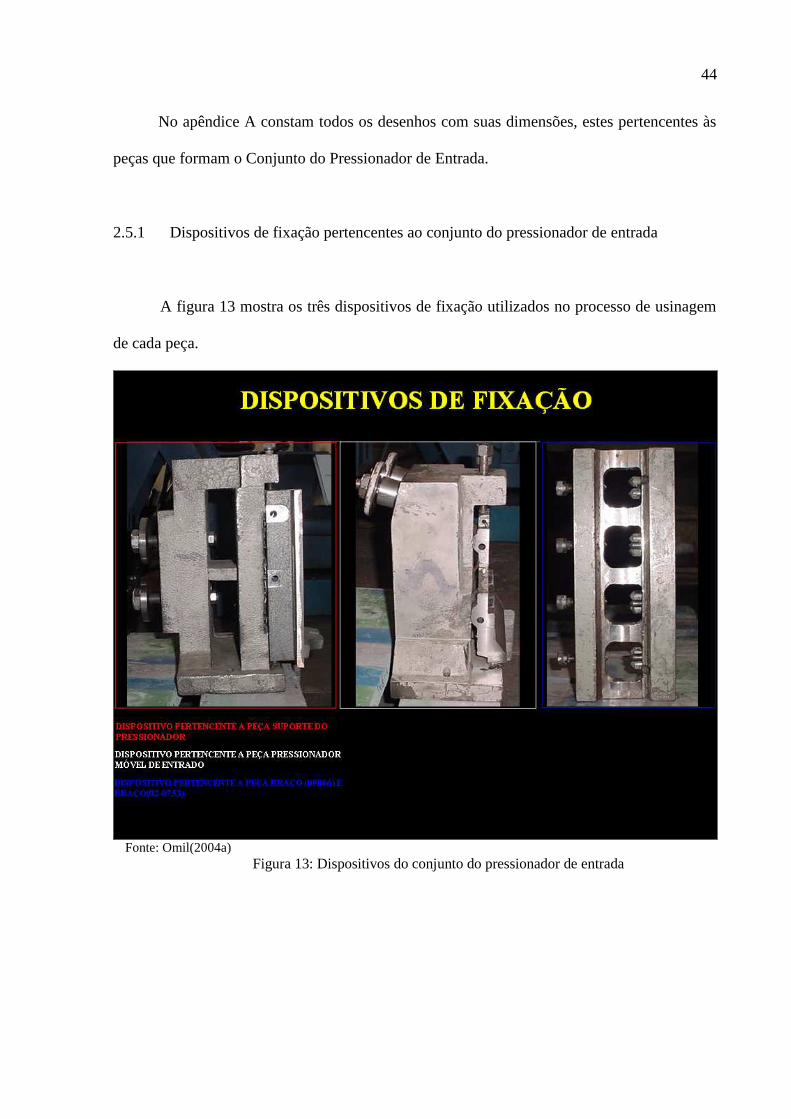
2.5.1 Dispositivos de fixação pertencentes ao conjunto do pressionador de entrada
A figura 13 mostra os três dispositivos de fixação utilizados no processo de usinagem
de cada peça.
Fonte: Omil(2004a)
Figura 13: Dispositivos do conjunto do pressionador de entrada
45
2.6 A EMPRESA
Neste capítulo é apresentado um breve histórico da sobre a empresa Máquinas Omil
LTDA.
Omil Fundada em 21 de Janeiro de 1946 por dois irmãos, Ludovico e Osmar
Staudinger, o primeiro, mecânico de profissão e o segundo comerciário, sob a razão social de
Oficina Mecânica Ibirama Ltda, que tinha por objetivo a exploração de uma oficina mecânica
e o comércio de compra e venda de automóveis, caminhões e acessórios. Funcionando na
época também como pré-posto da Revenda Maquinaria Ltda., revendedor dos caminhões
Internacional Heverest. Em Janeiro de 1947, devido a grande carência pós-guerra, resolveram,
os sócios, complementar o negócio oferecendo artefatos de metais. Devido ao sucesso dos
novos negócios, a organização em junho de 1948, instalou uma fundição de ferro contando,
para isso, com recursos da entrada de 6 novos sócios. Em 20 de dezembro de 1956, alterou
sua razão social para Máquinas Omil Ltda, pois com seu desenvolvimento tecnológico na
fabricação de máquinas para o beneficiamento de madeiras, passando a ser sua atividade
principal (OMIL, 2004b, p. 2).
Conforme Omil (2004b, p.2) a organização em estudo possui um parque industrial com
área de 14.000m² como relata a figura 14, com sede na Rua Dr. Getúlio Vargas, nº 1660, no
município de Ibirama, em Santa Catarina. Ela possui 314 funcionários.
Fonte: Omil(2003)
Figura 14: Parque fabril Máquinas Omil.
46
A empresa produz 16 modelos diferentes de máquinas para o beneficiamento da
madeira, com fundição e usinagem para terceiros é reconhecida em seu setor pela produção de
equipamentos com qualidade, precisão, robustez e produtividade. A força de vendas da
organização é composta por 40 representantes, 90 distribuidores e 25 assistentes técnicos
autorizados no Brasil. No exterior possui 27 distribuidores e 4 assistentes técnicos atendendo
Argentina, Bolívia, Chile, México, Paraguai, Peru e Venezuela, sendo que o mercado externo
ocupa aproximadamente 15% do percentual de vendas. Ressaltando ainda, que esta
organização está abrindo mercado na África do Sul, Colômbia e Equador (OMIL, 2004b, p.3).
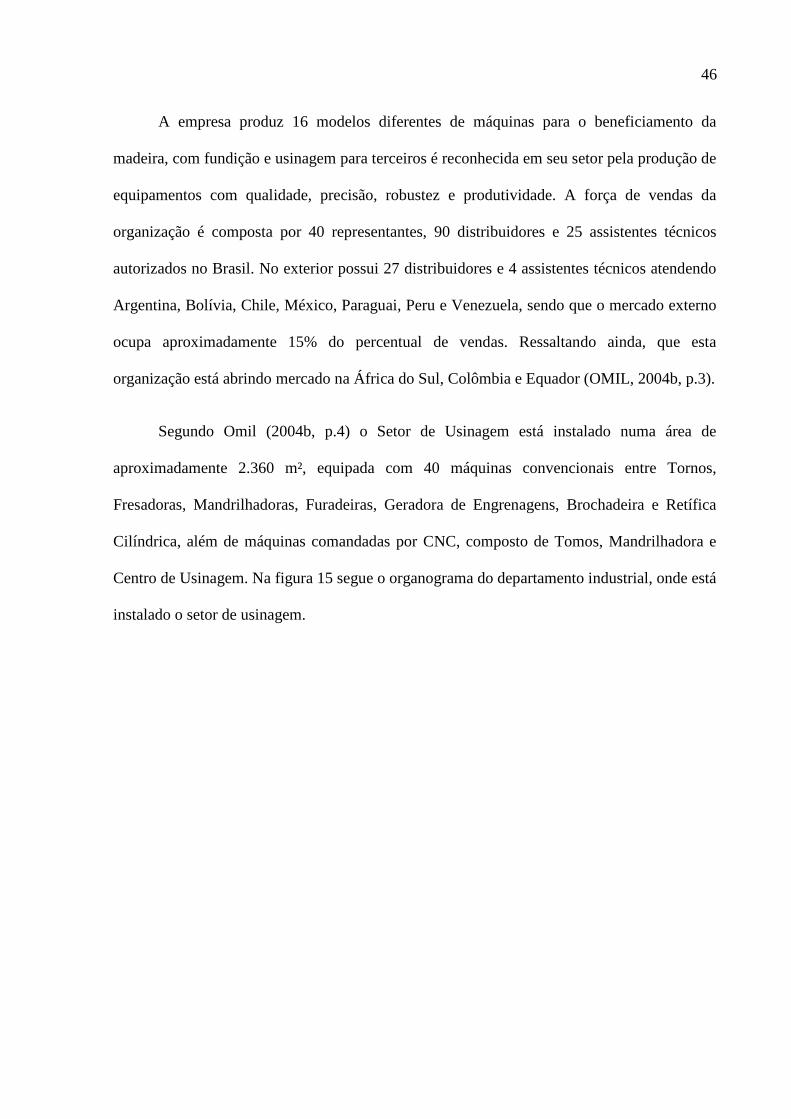
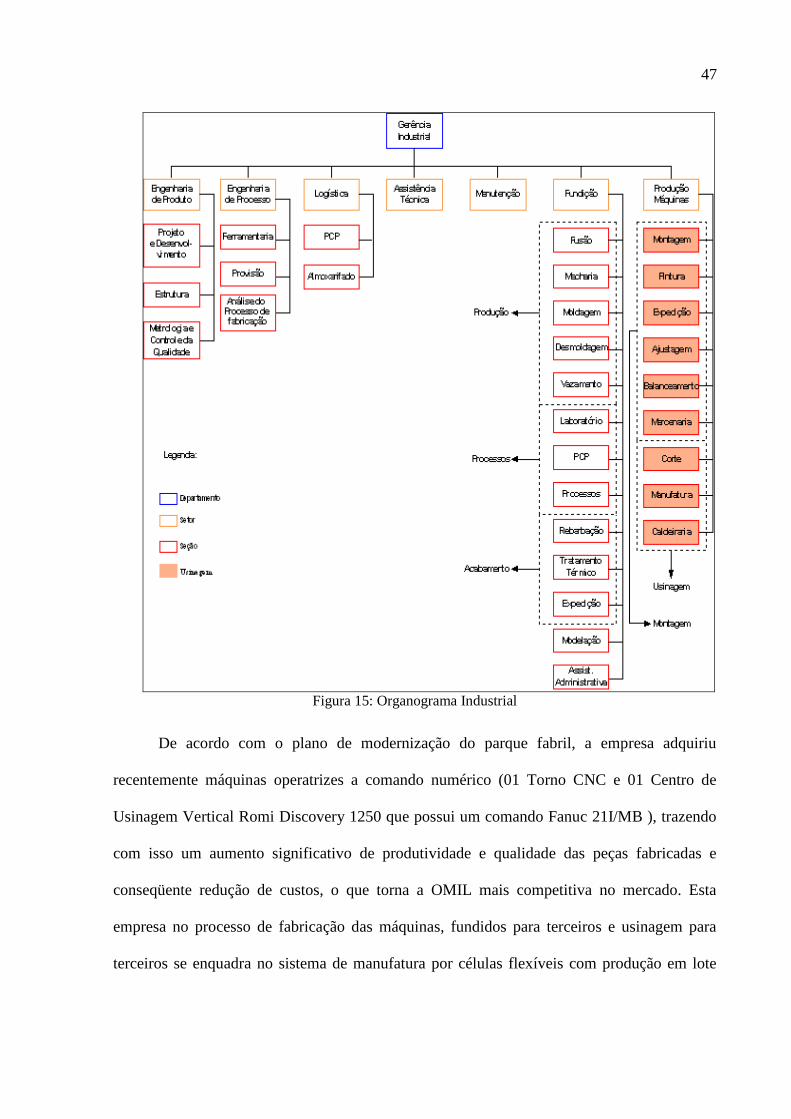
Segundo Omil (2004b, p.4) o Setor de Usinagem está instalado numa área de
aproximadamente 2.360 m², equipada com 40 máquinas convencionais entre Tornos,
Fresadoras, Mandrilhadoras, Furadeiras, Geradora de Engrenagens, Brochadeira e Retífica
Cilíndrica, além de máquinas comandadas por CNC, composto de Tomos, Mandrilhadora e
Centro de Usinagem. Na figura 15 segue o organograma do departamento industrial, onde está
instalado o setor de usinagem.
47
Figura 15: Organograma Industrial
De acordo com o plano de modernização do parque fabril, a empresa adquiriu
recentemente máquinas operatrizes a comando numérico (01 Torno CNC e 01 Centro de
Usinagem Vertical Romi Discovery 1250 que possui um comando Fanuc 21I/MB ), trazendo
com isso um aumento significativo de produtividade e qualidade das peças fabricadas e
conseqüente redução de custos, o que torna a OMIL mais competitiva no mercado. Esta
empresa no processo de fabricação das máquinas, fundidos para terceiros e usinagem para
terceiros se enquadra no sistema de manufatura por células flexíveis com produção em lote

48
tendo assim uma média produção dos itens fabricados e autonomia total para fabricar diversos
produtos exigidos pelo mercado(OMIL, 2004b, p.4).
49
3 DESENVOLVIMENTO DO TRABALHO
De acordo com os objetivos deste trabalho, nesse capitulo são abordadas as etapas para
desenvolvimento das construções dos programas CNC pertencentes às peças: (Suporte do
Pressionador, Pressionador Móvel de Entrada, Braço(02-0753), Braço(09866) ) estas que
fazem parte do Conjunto do Pressionador de Entrada.
A seguir descreve-se como são realizados os processos de usinagem das peças no
sistema atual e posteriormente como efetuam-se as operações no sistema proposto.
3.1 SISTEMA ATUAL
Atualmente muitas peças como as pertencentes ao conjunto do pressionador de entrada
são usinadas em máquinas convencionais como a furadeira e a fresadora, ambas as máquinas
com funcionamento manual e a utilização de dois ou mais operadores para efetivar o processo
de usinagem das peças por inteiro, conforme informa (GAERTNER, 2005).
Em Apêndice B estão representadas as figuras das máquinas convencionais furadeira e
fresadora pertencentes à empresa.
Em seguida descreve-se como é efetivado o processo de usinagem das peças
pertencentes ao Conjunto do Pressionador de Entrada.
3.1.1 Suporte do pressionador
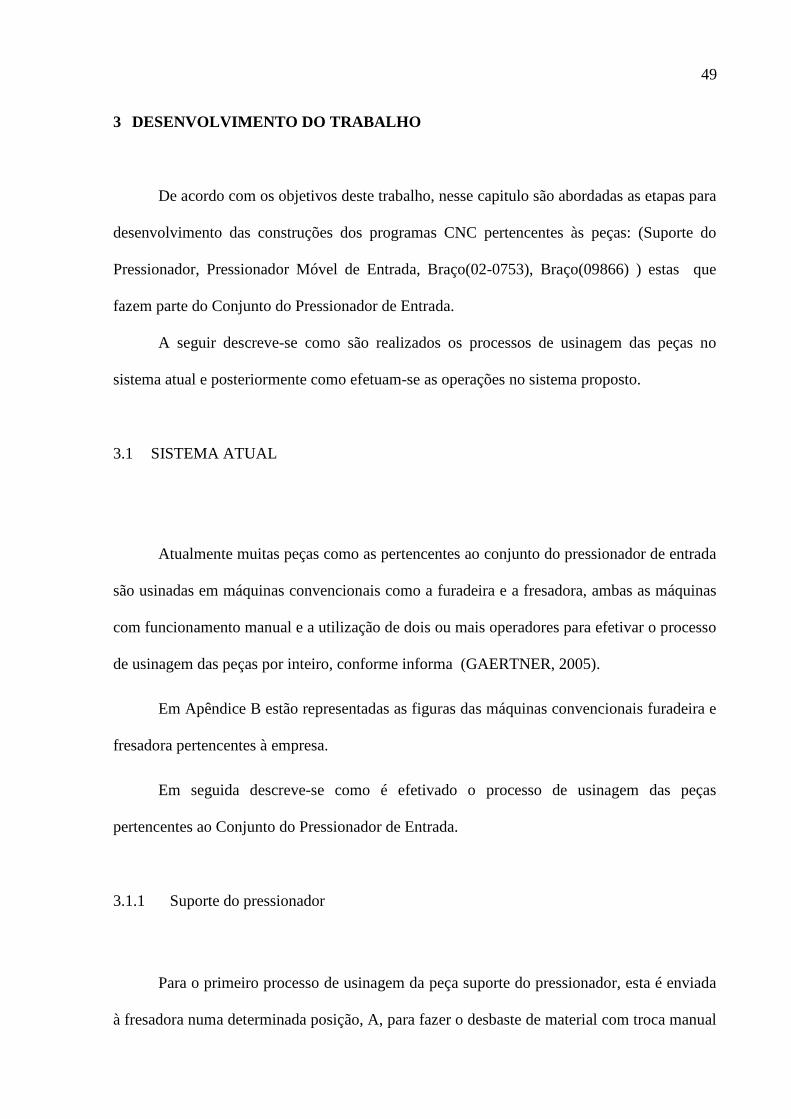
Para o primeiro processo de usinagem da peça suporte do pressionador, esta é enviada
à fresadora numa determinada posição, A, para fazer o desbaste de material com troca manual
50
das ferramentas, posteriormente à peça é colocada manualmente na posição B e repete-se o
desbaste, após é finalizado o ciclo de fresamento colocando a peça na posição 270 e em
seguida efetua-se a retirada do material conforme a figura 16 a seguir.
Figura 16: Processo de fresamento da peça suporte do pressionador
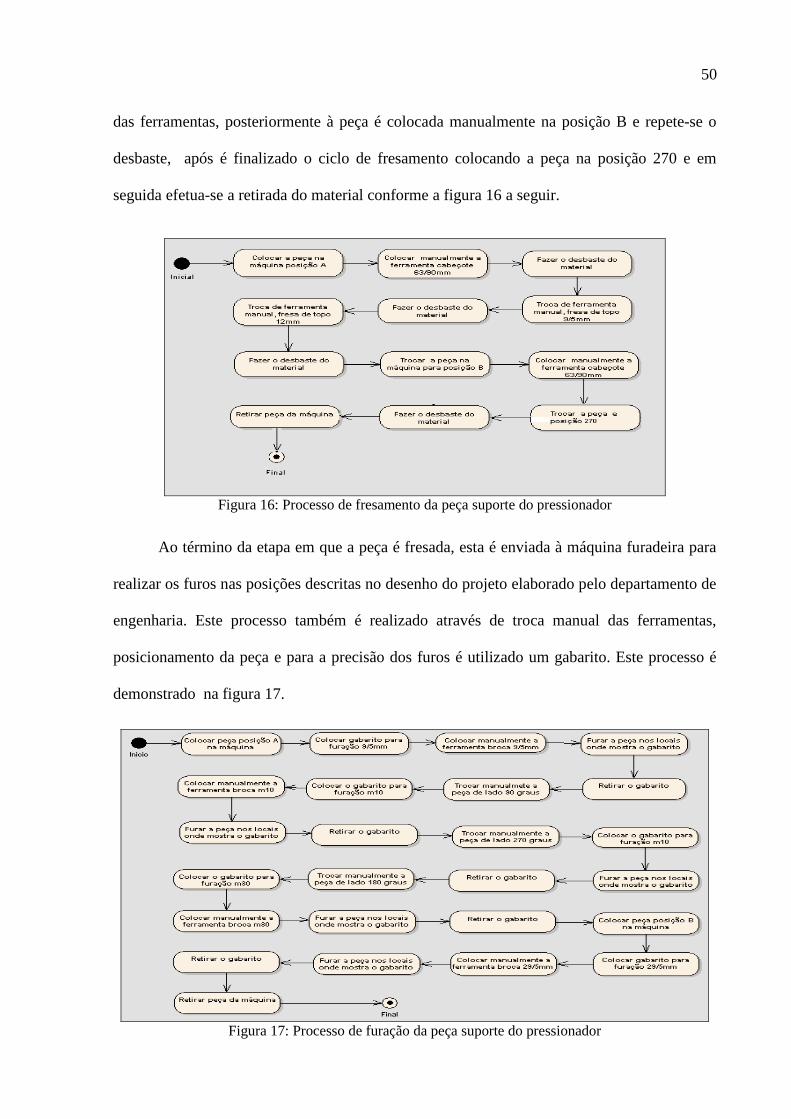
Ao término da etapa em que a peça é fresada, esta é enviada à máquina furadeira para
realizar os furos nas posições descritas no desenho do projeto elaborado pelo departamento de
engenharia. Este processo também é realizado através de troca manual das ferramentas,
posicionamento da peça e para a precisão dos furos é utilizado um gabarito. Este processo é
demonstrado na figura 17.
Figura 17: Processo de furação da peça suporte do pressionador

51
Na última etapa, utiliza-se a furadeira, com troca manual da posição da peça e das
ferramentas, obtém-se as roscas conforme especificado no desenho da peça. Finaliza-se assim
o processo de usinagem da peça Suporte do Pressionador, conforme a figura 18.
Figura 18: Processo de criação de roscas na peça suporte do pressionador
A seguir a tabela 2 indica os tempos manuais em minutos de preparação e usinagem de
apenas uma peça Suporte do Pressionador.
Tempos de usinagem manual do Suporte do Pressionador Tempo/min Tempo de preparação na fresadora 90 min Tempo de debaste 150min Tempo de preparação na furadeira 30 min Tempo furações e obtenções de roscas 30 min Tempo total usinagem 300 min Fonte: Omil(2004a)
Tabela 2: Tempos de usinagem do Suporte do Pressionador
3.1.2 Pressionador móvel de entrada
Para efetuar primeira etapa do processo de usinagem na peça pressionador móvel de
entrada, esta é enviada a fresadora na posição A0 para a retirada do material, altera-se
manualmente as posições para A90 e posteriormente A270, obtendo os desbastes laterais,
52
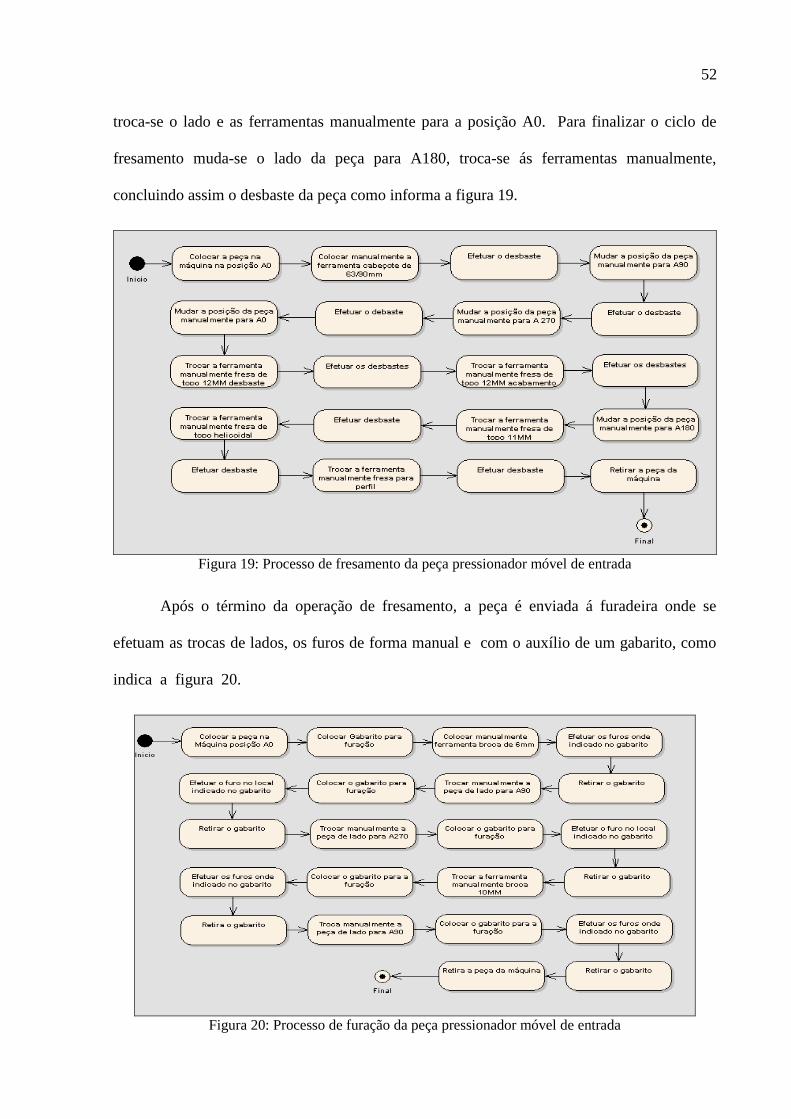
troca-se o lado e as ferramentas manualmente para a posição A0. Para finalizar o ciclo de
fresamento muda-se o lado da peça para A180, troca-se ás ferramentas manualmente,
concluindo assim o desbaste da peça como informa a figura 19.
Figura 19: Processo de fresamento da peça pressionador móvel de entrada
Após o término da operação de fresamento, a peça é enviada á furadeira onde se
efetuam as trocas de lados, os furos de forma manual e com o auxílio de um gabarito, como
indica_a_figura_20.
Figura 20: Processo de furação da peça pressionador móvel de entrada
53
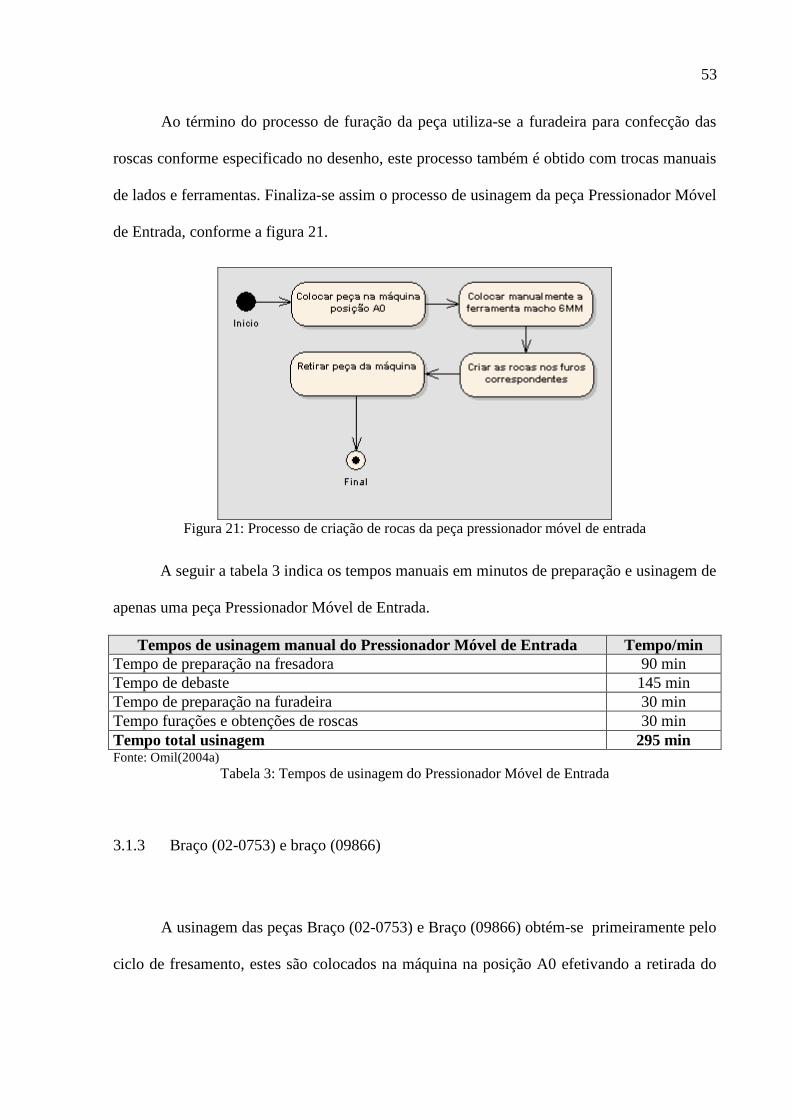
Ao término do processo de furação da peça utiliza-se a furadeira para confecção das
roscas conforme especificado no desenho, este processo também é obtido com trocas manuais
de lados e ferramentas. Finaliza-se assim o processo de usinagem da peça Pressionador Móvel
de Entrada, conforme a figura 21.
Figura 21: Processo de criação de rocas da peça pressionador móvel de entrada
A seguir a tabela 3 indica os tempos manuais em minutos de preparação e usinagem de
apenas uma peça Pressionador Móvel de Entrada.
Tempos de usinagem manual do Pressionador Móvel de Entrada Tempo/min Tempo de preparação na fresadora 90 min Tempo de debaste 145 min Tempo de preparação na furadeira 30 min Tempo furações e obtenções de roscas 30 min Tempo total usinagem 295 min Fonte: Omil(2004a)
Tabela 3: Tempos de usinagem do Pressionador Móvel de Entrada
3.1.3 Braço (02-0753) e braço (09866)
A usinagem das peças Braço (02-0753) e Braço (09866) obtém-se primeiramente pelo
ciclo de fresamento, estes são colocados na máquina na posição A0 efetivando a retirada do

54
material, após é trocado manualmente o lado das peças para posição A180 e realizam
novamente os desbastes, como mostra a figura 22.
Figura 22: Processo de fresamento das peças braço(02-0753) e braço(09866)
Com o término da etapa de fresamento, as peças são levadas para a furadeira, estas
colocadas na máquina e gerados os furos com o auxílio dos gabaritos. Após, trocam-se as
ferramentas e os lados manualmente obtendo os outros desbastes. Ao término deste processo
finaliza-se o processo de usinagem das peças Braço(02-0753) e Braço(09866), como mostra a
figura 23.
Figura 23: Processo de furação e mandrilamento das peças braço(02-0753) e braço(09866)

55
A seguir a tabela 4 indica os tempos manuais em minutos de preparação e usinagem de
apenas uma das peças Braço(02-0753) e Braço(09866).
Tempos de usinagem manual do Braço(02-0753) e Braço(09866) Tempo/min Tempo de preparação na fresadora 15 min Tempo de debaste 10 min Tempo de preparação na furadeira 10 min Tempo furações e obtenções de roscas 8 min Tempo total usinagem 43 min Fonte: Omil(2004a)
Tabela 4: Tempos de usinagem do Braço (02-0753) e Braço (09866)
Verifica-se que o sistema atual de usinagem das peças pertencentes ao Conjunto do
Pressionador de Entrada é efetivado em sua totalidade manualmente, exigindo muita atenção
do operador para não viabilizar erros e geração de retrabalho.
3.2 SISTEMA PROPOSTO
O sistema proposto tem como objetivo automatizar os processos de usinagem das
peças Suporte do Pressionador, Pressionador Móvel de Entrada, Braço (02-0753) e Braço
(09866) utilizado a linguagem G em um centro de usinagem CNC.
Para efetivar as automatizações das peças no centro de usinagem, é necessário que o
comando do centro aceite os códigos criados. A partir de um programa CN tem-se a interação
do centro com o comando. Segundo Silva (2002, p. 28), “é uma maneira que o homem criou
para se comunicar com a máquina por meio de códigos”.
Os desenvolvimentos dos programas NC são obtidos através da linguagem G, como
descrito anteriormente no tópico 2.4.4.
A partir dos desenhos das peças projetados pelo Departamento de Engenharia, elabora-
se os programas NC contendo todas as características para que seja efetuada a usinagem
automática destas peças.
56
Os programas devem ser lidos pelo comando CNC Fanuc 21I/MB (fabricado pela GE
Fanuc). O centro deve operar as ferramentas e o posicionamento das peças de acordo com os
programas, executando as usinagens propriamente ditas (FANUC, 2001, p.6).
Diferente do processo que se utiliza atualmente na empresa, as peças serão usinadas
em apenas uma máquina, o centro de usinagem CNC Romi Discovery 1250. Nesta máquina o
processo a troca das ferramentas e de posicionamento das peças são obtidas automaticamente
e não mais manualmente como nos processos anteriores e necessitam apenas a utilização de
um operador para efetuar o trabalho.
3.2.1 Requisitos principais do problema a ser trabalhado
Os programas criados têm por finalidade automatizar o processo de usinagem das
peças pertencentes ao Conjunto do Pressionador de Entrada, obtendo assim as trocas das
ferramentas, posições, desbastes, furações e as criações de roscas de forma automática,
viabilizando a usinagem em apenas uma máquina e utilizando um operador para que o
processo seja concluído até o fim. Os mesmos foram desenvolvidos na linguagem G, com o
auxilio da ferramenta CNC Syntax Edit, utilizando os padrões de programação para centros de
usinagem que possuem comandos Fanuc 21I/MB.
O Quadro 1 apresenta os requisitos funcionais previstos para efetuar a criação dos
programas que possuem a finalidade automatizar as usinagens das peças utilizando a
linguagem G em um centro de usinagem identificando os requisitos que deverão ser
implementados.
Requisitos Funcionais Implementados RF01: O sistema lê as coordenadas dos pontos zeramentos das peças X RF02: O sistema deverá fresar as peças automaticamente. X RF03: O sistema irá fazer a trocas automáticas das ferramentas. X RF04: O sistema deverá furar as peças automaticamente. X
57
RF05: O sistema deverá criar as roscas automaticamente nas peças X RF06: O sistema deverá efetuar o ciclo de mandrilamento nas peças Braço(02-0753), Braço(09866)
X
Quadro 1: Requisitos funcionais
O Quadro 2 lista os requisitos não funcionais previstos para o sistema, identificando os
requisitos que serão contemplados na implementação.
Requisitos Não Funcionais Contemplados RNF01: O sistema será desenvolvido na linguagem G. X RNF02: O sistema deverá interagir com o comando Fanuc 21I/MB. X RNF03: O sistema utilizará um micro estação com que possui um conversor RS-232 para RS-485 obtendo comunicação com o centro de usinagem.
X
RFN04: Possuir o CNC Syntax Editor, Edit Plus ou algum programa semelhante como Bloco de Notas.
X
RFN05: O sistema deverá ser salvo na extensão em que o comando Fanuc possa compilá-lo.
X
RFN06: O sistema só poderá funcionar após o operador fechar a porta de segurança da máquina.
X
Quadro 2: Requisitos não funcionais
3.3 ESPECIFICAÇÃO
Para a concretização deste trabalho foram utilizadas algumas ferramentas e
tecnologias, a fim de especificar e desenvolver os sistemas.
Realizou-se um estudo sobre cada desenho para obter qual é o melhor ponto de partida
para inicializar a usinagem, a melhor posição do ponto zero nas peças. Analisou-se também
quais ferramentas são utilizadas e qual a velocidade de corte e avanço que estas devem
possuir para garantir a conclusão da usinagem com eficiência.
As especificações dos programas foram obtidos através da ferramenta Enterprise
Architect 4 para criação do diagrama de casos de uso e dos diagramas de atividades
pertencentes a cada peça, visualizando assim como os programas se comportam, quais são as
etapas que estes devem possuir.
58
3.3.1 Diagrama de casos de uso
A figura 24 apresenta o diagrama de casos de uso dos programas onde se tem como
ator o operador do centro de usinagem. A seguir é detalhado o caso de uso dos programas
desenvolvidos.
Figura 24: Diagrama de casos de uso
Descrição do Diagrama de Casos de Uso:
Use case Automatizar Usinagem das Peças pertencentes ao Conjunto do Pressionador de
Entrada.
Pré-Condição.
1. O operador deverá ter efetuado a transferência do sistema para o centro de usinagem.
Cenário principal.
1. O operador coloca a peça na máquina, e efetiva a preparação.
2. O operador seleciona a ferramenta para verificar o ponto de zeramento da peça.
3. O operador verifica a coordenada do ponto zero da peça.
4. O operador informa as coordenadas do ponto zero para o comando da máquina CNC;
5. O operador fecha a porta de segurança da máquina;
6. O operador aciona o comando da máquina para executar o sistema.
7. O sistema seleciona o plano “lado” e o ponto zero onde será feita a usinagem.
8. O sistema executa as operações de seleção das ferramentas;
9. O sistema efetua o tipo de corte designado para cada ferramenta;

59
10. O sistema executa as operações de trocas de ferramentas após o termino do corte
designado a cada ferramenta;
11. O sistema encerra após localizar a instrução m30;
Cenário exceção.
No caso 5 se o operador não efetuar o fechamento da porta da máquina, o sistema de comando
da máquina emiti um aviso de alerta no display do comando do centro de usinagem.
3.3.2 Diagramas de atividade
A seguir as figuras 25, 26, 27 representam os diagramas de atividades dos programas
os quais demonstram como são realizadas as seqüências de usinagens de cada peça.
Figura 25: Diagrama de atividades peça suporte do pressionador

60
A figura 25 representa a automatização das etapas do processo de usinagem referente á
peça Suporte do Pressionador.
Figura 26: Diagrama de atividades peça pressionador móvel de entrada
A figura 26 representa a automatização das etapas do processo de usinagem referente a
peça Pressionador Móvel de Entrada.
Figura 27: Diagrama de atividades peças braço(02-0753) e braço(09866)
A figura 27 é possível visualizar as etapas da automatização do processo de usinagem
referente às peças Braço(02-0753) e Braço(09866).
61
3.4 IMPLEMENTAÇÃO
Para o desenvolvimento das aplicações foi utilizada a linguagem de programação ISO
também muito conhecida por linguagem G, esta utilizando o padrão de programação para
comandos Fanuc 21I/MB.
3.4.1 Técnicas e Ferramentas Utilizadas
Conforme Rezende (1996, p.37) A integração entre as etapas do ciclo produtivo em
uma indústria é um dos caminhos que devem ser explorados na busca pela redução de custos e
tempos de produção.
Para a automatizar e integrar as etapas de beneficiamento das peças no centro de
usinagem, realizou-se a partir dos desenhos das peças projetadas pelo departamento de
engenharia da empresa, estudos para analisar a melhor forma de efetuar as usinagens, qual a
melhor fixação das peças no centro, quais ferramentas são utilizadas e a velocidade de corte
que estas devem obter para garantir os processos. Após possuir todos estes dados elaborou-se
quatro programas NC contendo todas as características das peças para efetuar as usinagens na
máquina CNC.
A criação destes no início, utilizou-se a ferramenta de edição de códigos Edit Plus
V8.11, mas ao longo do trabalho esta ferramenta foi substituída por uma outra mais moderna
chamada de CNC Syntax Editor. segundo Aggsoftware (2005, p.1), é uma ferramenta popular
para a escrita, edição e estudos de programas CNC feitos a partir dos códigos G.
Utilizou-se um computador estação onde estão instaladas as ferramentas para fazer a
edição dos códigos e este também, por estar conectado a um conversor Directa de RS-232
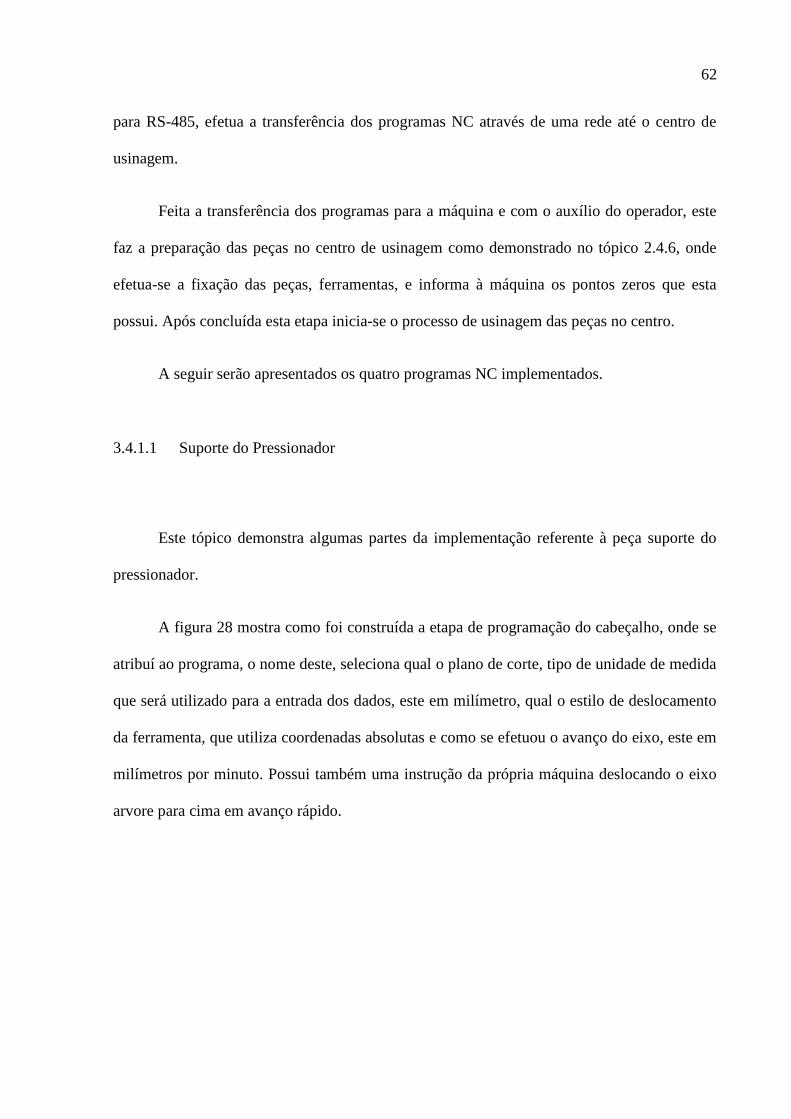
62
para RS-485, efetua a transferência dos programas NC através de uma rede até o centro de
usinagem.
Feita a transferência dos programas para a máquina e com o auxílio do operador, este
faz a preparação das peças no centro de usinagem como demonstrado no tópico 2.4.6, onde
efetua-se a fixação das peças, ferramentas, e informa à máquina os pontos zeros que esta
possui. Após concluída esta etapa inicia-se o processo de usinagem das peças no centro.
A seguir serão apresentados os quatro programas NC implementados.
3.4.1.1 Suporte do Pressionador
Este tópico demonstra algumas partes da implementação referente à peça suporte do
pressionador.
A figura 28 mostra como foi construída a etapa de programação do cabeçalho, onde se
atribuí ao programa, o nome deste, seleciona qual o plano de corte, tipo de unidade de medida
que será utilizado para a entrada dos dados, este em milímetro, qual o estilo de deslocamento
da ferramenta, que utiliza coordenadas absolutas e como se efetuou o avanço do eixo, este em
milímetros por minuto. Possui também uma instrução da própria máquina deslocando o eixo
arvore para cima em avanço rápido.
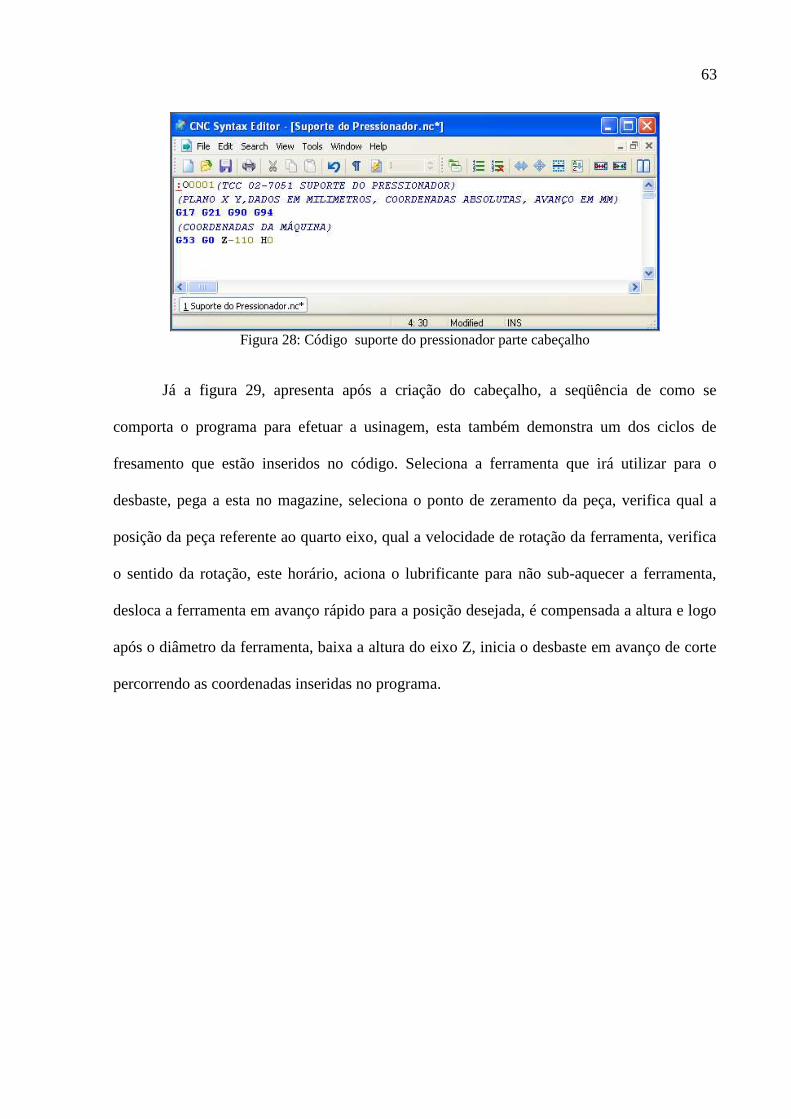
63
Figura 28: Código suporte do pressionador parte cabeçalho
Já a figura 29, apresenta após a criação do cabeçalho, a seqüência de como se
comporta o programa para efetuar a usinagem, esta também demonstra um dos ciclos de
fresamento que estão inseridos no código. Seleciona a ferramenta que irá utilizar para o
desbaste, pega a esta no magazine, seleciona o ponto de zeramento da peça, verifica qual a
posição da peça referente ao quarto eixo, qual a velocidade de rotação da ferramenta, verifica
o sentido da rotação, este horário, aciona o lubrificante para não sub-aquecer a ferramenta,
desloca a ferramenta em avanço rápido para a posição desejada, é compensada a altura e logo
após o diâmetro da ferramenta, baixa a altura do eixo Z, inicia o desbaste em avanço de corte
percorrendo as coordenadas inseridas no programa.
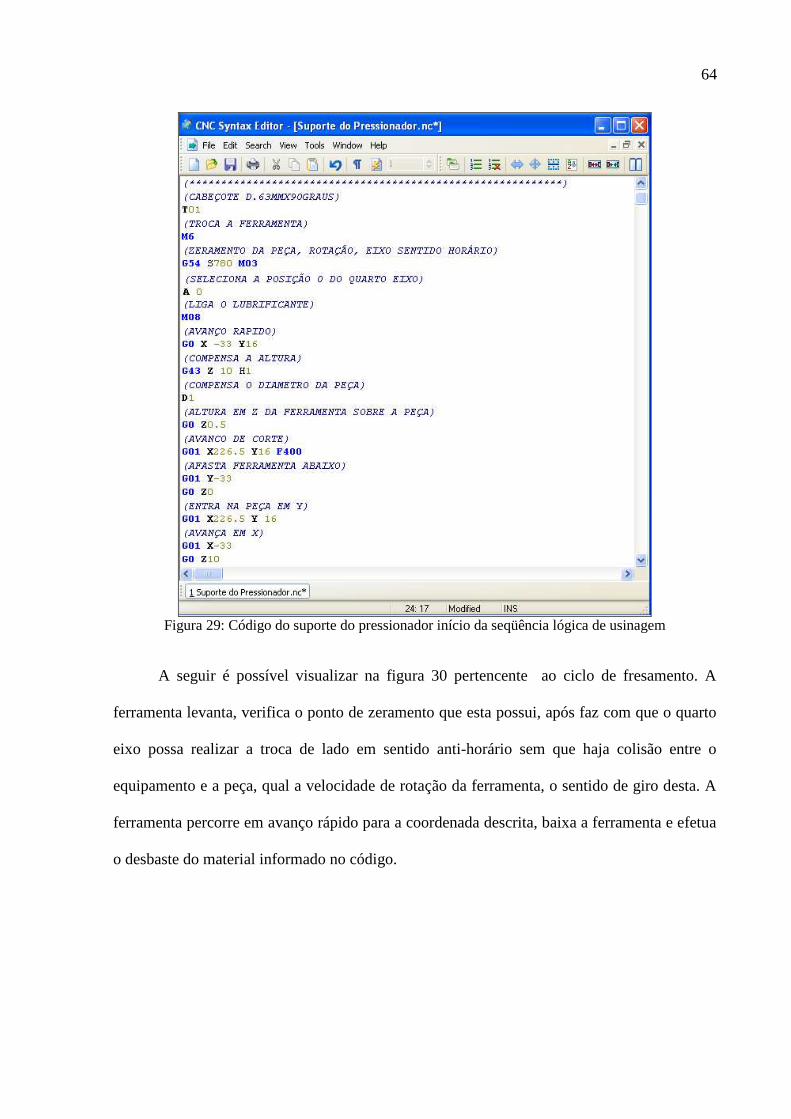
64
Figura 29: Código do suporte do pressionador início da seqüência lógica de usinagem
A seguir é possível visualizar na figura 30 pertencente ao ciclo de fresamento. A
ferramenta levanta, verifica o ponto de zeramento que esta possui, após faz com que o quarto
eixo possa realizar a troca de lado em sentido anti-horário sem que haja colisão entre o
equipamento e a peça, qual a velocidade de rotação da ferramenta, o sentido de giro desta. A
ferramenta percorre em avanço rápido para a coordenada descrita, baixa a ferramenta e efetua
o desbaste do material informado no código.

65
Figura 30: Código suporte do pressionador movimentação quarto eixo
Na figura 31 é demonstrado um dos ciclos de marcação dos furos, onde se tem a
seleção da ferramenta, efetua a troca desta, verifica qual o ponto de zeramento, qual a
velocidade de rotação da ferramenta, verifica o sentido da rotação, aciona o lubrificante,
compensa a altura da ferramenta, seleciona o retorno da broca de marcação na altura do Z
quando foi compensada, inicia o ciclo de marcação com profundidade de 3 milímetros, após
encerra o ciclo.
Figura 31: Código suporte do pressionador ciclo de marcação
A figura 32 apresenta um dos ciclos de furação, onde é selecionada a ferramenta,
Obtém a troca desta, verifica o ponto de zeramento, a velocidade de rotação da ferramenta,

66
verifica o sentido da rotação, aciona o lubrificante, compensa a altura da ferramenta, seleciona
o retorno da broca de helicoidal na altura do Z onde foi compensada, inicia o ciclo de furação,
após percorrer as coordenadas finaliza o ciclo de furação.
Figura 32: Código suporte do pressionador ciclo de furação
A seguir a figura 33 demonstra um dos ciclos de criação de roscas, onde a ferramenta é
selecionada, efetua a troca desta, verifica qual o ponto de zeramento, qual a velocidade de
rotação da ferramenta, verifica o sentido da rotação, aciona o lubrificante, compensa a altura
da ferramenta, seleciona o retorno da broca de helicoidal na altura do Z onde foi compensada,
inicia o ciclo de criação de roscas, após percorrer as coordenadas finaliza o ciclo.
Figura 33: Código suporte do pressionador ciclo de criação de rosca

67
A figura 34 a seguir encontra-se as instruções G53 para obter o levantamento do eixo
árvore e deslocamento em X da mesa, após o comando m30 que tem por finalidade finalizar o
programa.
Figura 34: Código suporte do pressionador finalização do programa
É importante ressaltar que o programa NC criado para beneficiar o processo de
usinagem da peça Suporte do Pressionador, não automatiza a usinagem de apenas uma peça,
mais sim de duas devido as peças possuirem um dispositivo de fixação criado para garantir a
usinagem destas na máquina.
3.4.1.2 Pressionador Móvel de Entrada
Este tópico demonstra trechos da implementação referente à peça Pressionador Móvel
de Entrada.
A figura 35 a seguir demonstra um dos ciclos de fresamento. Onde se efetua a seleção
da ferramenta, obtém-se a troca desta, verifica o ponto de zeramento, seleciona a posição do
quarto eixo, qual é a velocidade de rotação da ferramenta, o sentido de giro desta, aciona a
refrigeração, movimenta a ferramenta em avanço rápido para a coordenada informada,
compensa a altura da ferramenta e após o diâmetro desta, desce a ferramenta, compensa esta
ao lado da peça e efetua-se a usinagem.
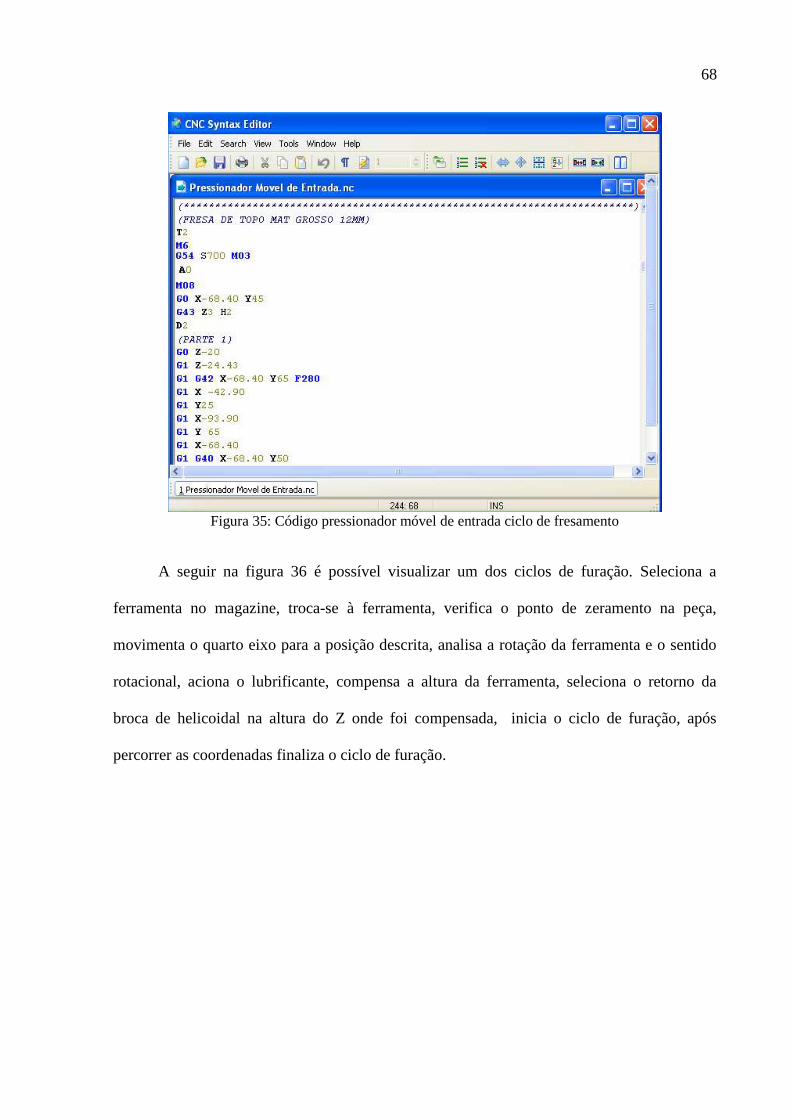
68
Figura 35: Código pressionador móvel de entrada ciclo de fresamento
A seguir na figura 36 é possível visualizar um dos ciclos de furação. Seleciona a
ferramenta no magazine, troca-se à ferramenta, verifica o ponto de zeramento na peça,
movimenta o quarto eixo para a posição descrita, analisa a rotação da ferramenta e o sentido
rotacional, aciona o lubrificante, compensa a altura da ferramenta, seleciona o retorno da
broca de helicoidal na altura do Z onde foi compensada, inicia o ciclo de furação, após
percorrer as coordenadas finaliza o ciclo de furação.

69
Figura 36: Código pressionador móvel de entrada ciclo de furação
A figura 37 apresenta o ciclo de fresamento onde efetuou-se a marcação dos relevos
pertencentes a esta peça. Seleciona a ferramenta, troca-se esta, verifica o ponto de zeramento,
qual a velocidade da rotação da ferramenta e o sentido rotacional, aciona o refrigerante,
movimenta o eixo Z em avanço rápido para a coordenada descrita, compensa a altura da
ferramenta e após o diâmetro desta, desce a ferramenta, compensa a ferramenta ao lado da
peça, efetua o desbaste sobre as coordenadas informadas.

70
Figura 37: Código pressionador móvel de entrada ciclo fresamento de marcação
Ressalta-se que o programa NC criado para beneficiar o processo de usinagem da peça
Pressionador Móvel de Entrada, não automatiza a usinagem de apenas uma peça , mais sim de
duas devido as peças possuírem um dispositivo de fixação criado garantir a usinagem destas
na máquina.
3.4.1.3 Braço(02-0753) e Braço(09866)
Este tópico demonstra partes da implementação referente às peças Braço(02-0753) e
Braço(09866), ambos programas possuem os códigos semelhantes, com apenas a diferença na
altura das duas peças.
A figura 38 demonstra o ciclo de fresamento, onde se troca a ferramenta verifica a
ponto de zeramento da peça, o movimenta o quarto eixo para a posição especificada no
código, qual a velocidade de giro da ferramenta, qual o sentido rotacional desta, baixa

71
ferramenta, compensa a altura, o diâmetro, em avanço de corte percorre as coordenadas
informadas e efetua-se o desbaste, levanta-se a ferramenta, verifica-se o ponto de zeramento,
movimenta o quarto eixo para a posição especificada no código, a velocidade de rotação e o
sentido rotacional da ferramenta, movimenta esta em avanço rápido para à coordenada
descrita, baixa a ferramenta, efetua a usinagem. Ao término do ciclo levanta-se a ferramenta e
desloca o eixo árvore acima e a mesa do eixo X para frente em avanço rápido, obtendo com
que o operador visualize como ficou a situação da usinagem das peças.
Figura 38: Código braço(02-0753) e braço(09866) ciclo de fresamento
A figura 39 apresenta o ciclo de mandrilamento, onde seleciona a ferramenta, obtém-se
a troca desta, verifica o ponto de zeramento da peça, a velocidade de rotação da ferramenta e
qual o sentido de giro desta, aciona o líquido refrigerante, posiciona o eixo Z em avanço
rápido para a coordenada descrita, compensa a altura da ferramenta, seleciona o retorno da
fresa de mandrilar na altura do Z onde foi compensada, efetua o desbaste do material.

72
Figura 39: Código braço(02-0753) e braço(09866) ciclo de mandrilamento
É importante ressaltar que os programas NC criados para beneficiar os processos de
usinagem das peças Braço(02-0753) e Braço(09866), não automatizam a usinagem de apenas
uma peça, mais sim de quatro devido as peças possuírem um dispositivo de fixação criado
para garantir a usinagem destas na máquina.
3.4.2 Operacionalidade da implementação
As figuras a seguir apresentam a descrição de algumas etapas do funcionamento da
implementação do processo de usinagem das peças pertencentes ao Conjunto do Pressionador
de Entrada.
3.4.2.1 Suporte do Pressionador
A figura 40 demonstra o seguinte processo de usinagem. Na posição A0 do quarto
eixo, utilizado o ponto de zeramento G54, com a ferramenta Cabeçote de 63mm por 90mm,
posiciona e baixa a altura desta na posição de corte 1 não obtendo contato com a peça, após
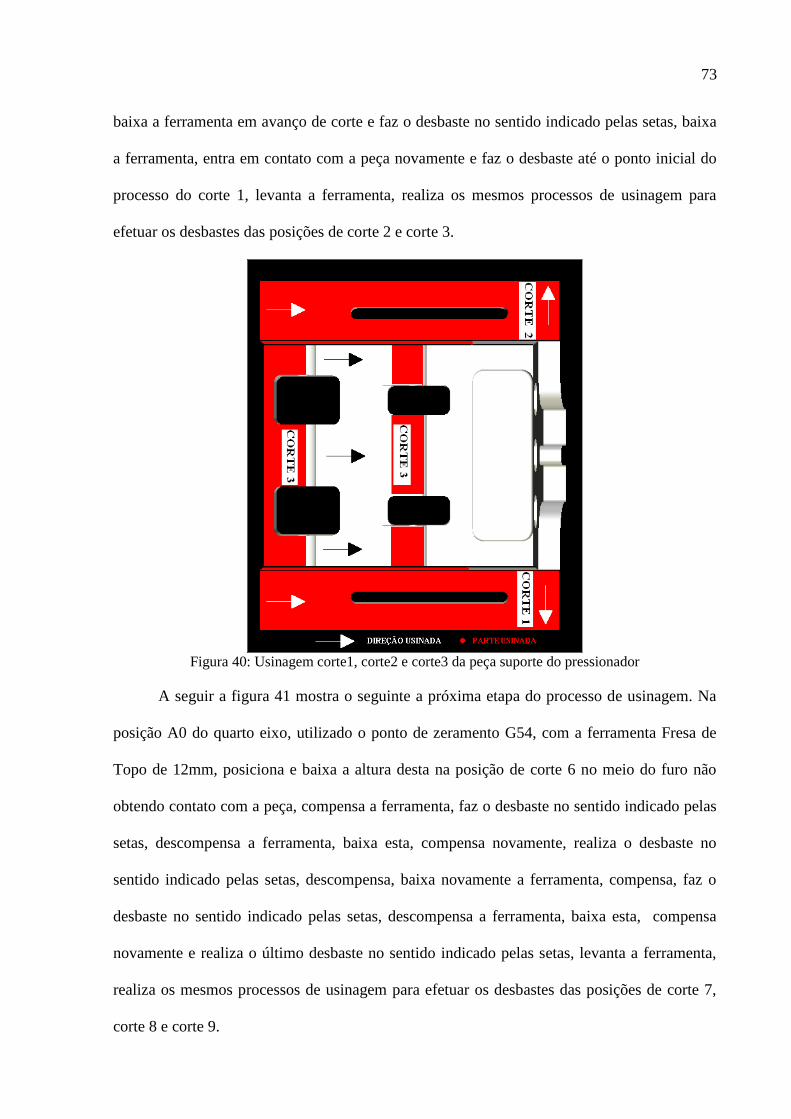
73
baixa a ferramenta em avanço de corte e faz o desbaste no sentido indicado pelas setas, baixa
a ferramenta, entra em contato com a peça novamente e faz o desbaste até o ponto inicial do
processo do corte 1, levanta a ferramenta, realiza os mesmos processos de usinagem para
efetuar os desbastes das posições de corte 2 e corte 3.
Figura 40: Usinagem corte1, corte2 e corte3 da peça suporte do pressionador
A seguir a figura 41 mostra o seguinte a próxima etapa do processo de usinagem. Na
posição A0 do quarto eixo, utilizado o ponto de zeramento G54, com a ferramenta Fresa de
Topo de 12mm, posiciona e baixa a altura desta na posição de corte 6 no meio do furo não
obtendo contato com a peça, compensa a ferramenta, faz o desbaste no sentido indicado pelas
setas, descompensa a ferramenta, baixa esta, compensa novamente, realiza o desbaste no
sentido indicado pelas setas, descompensa, baixa novamente a ferramenta, compensa, faz o
desbaste no sentido indicado pelas setas, descompensa a ferramenta, baixa esta, compensa
novamente e realiza o último desbaste no sentido indicado pelas setas, levanta a ferramenta,
realiza os mesmos processos de usinagem para efetuar os desbastes das posições de corte 7,
corte 8 e corte 9.

74
Figura 41: Usinagem corte6, corte7, corte8 e corte9 suporte do pressionador
A figura 42 apresenta o seguinte processo automatizado de usinagem. Na posição A-
90 do quarto eixo, utilizado o ponto de zeramento G58, após feito o ciclo de marcação e
efetuado furos com a Broca Helicoidal de 10mm para não ter sobrecarga de força e desgaste
da ferramenta Broca Helicoidal 29.5mm, posiciona esta sobre o furo da esquerda pertencentes
ao conjunto dos furos 25, baixa a ferramenta e efetua a furação, levanta esta, posiciona no
furo do meio e efetua novamente a furação, levanta novamente a ferramente, posiciona no
furo da esquerda, e realiza a furação.
Figura 42: Usinagem furos 25 suporte do pressionador

75
3.4.2.2 Pressionador Móvel de Entrada
A seguir é possível visualizar na figura 43 o seguinte processo de usinagem. Na
posição A-90, utilizando o ponto de zeramento G55, com a ferramenta cabeçote de 63mm por
90mm, posicionou-se esta em avanço rápido para a coordenada descrita não obtendo contato
com a superfície da peça, baixa a ferramenta, efetua o desbaste correspondente ao corte 3,
levanta a ferramenta, faz a retirada do material conforme informa o corte 4, após o termino do
desbaste, levanta a ferramenta e executa as próximas instruções.
Figura 43: Usinagem corte3 e corte4, pressionador móvel de entrada
A figura 44 demonstra o seguinte processo de usinagem efetuado com a Fresa
Helicoidal. Na posição A-180 a ferramenta é selecionada, troca-se esta, verifica-se o ponto de
zeramento G57, qual a velocidade de rotação da ferramenta, o sentido de giro desta, aciona o
líquido refrigerante, a ferramenta percorre em avanço rápido para a coordenada descrita, baixa
a ferramenta e efetua o desbaste, após o término da retirada do material utiliza a instrução da
máquina para deslocar o eixo árvore para cima em avanço rápido e a mesa onde está a peça
para frente possibilitando a visualização da etapa concluída da peça usinada.
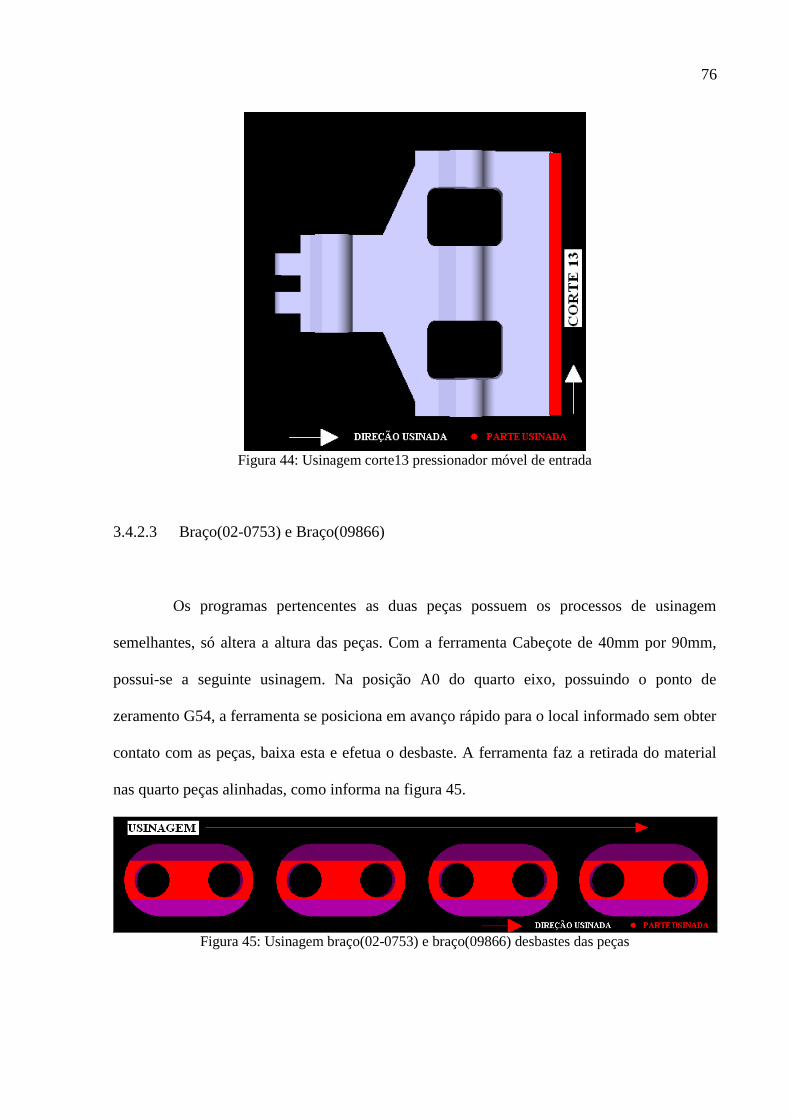
76
Figura 44: Usinagem corte13 pressionador móvel de entrada
3.4.2.3 Braço(02-0753) e Braço(09866)
Os programas pertencentes as duas peças possuem os processos de usinagem
semelhantes, só altera a altura das peças. Com a ferramenta Cabeçote de 40mm por 90mm,
possui-se a seguinte usinagem. Na posição A0 do quarto eixo, possuindo o ponto de
zeramento G54, a ferramenta se posiciona em avanço rápido para o local informado sem obter
contato com as peças, baixa esta e efetua o desbaste. A ferramenta faz a retirada do material
nas quarto peças alinhadas, como informa na figura 45.
Figura 45: Usinagem braço(02-0753) e braço(09866) desbastes das peças
77
3.5 RESULTADOS E DISCUSSÃO
Após o desenvolvimento dos quatro programas para as peças, Suporte do Pressionador,
Pressionador Móvel de Entrada, Braço (02-0753) e Braço(09866), foram enviados para a
máquina efetuando a etapa de testes. Analisaram-se os códigos junto ao operador da máquina
para a eliminação dos erros:
a) coordenadas não condizentes ao processo de usinagem: foi analisado que em
algumas rotinas dos programas quando estavam sendo usinadas as peças, não
obteve-se o grau de tolerância de desbaste aceito pelo departamento de engenharia;
b) velocidades de cortes muito baixas ou muito altas: fazendo com que as ferramentas
de corte vibrassem a peça na máquina quando estavam em baixa velocidade, ou até
mesmo uma quase quebra de ferramenta quando à velocidade estava alta;
c) funções com erros de sintaxe: algumas partes do código possuíam erros de escritas
onde ao longo da usinagem o comando da máquina informava erro ou este era
encontrado ao longo da visualização do processo;
d) nível de desbaste não correspondente às tolerâncias requeridas: em certos
momentos a tolerância dos desabastes ficava acima do grau permitido pelo
Departamento de Engenharia, quando a peça de teste foi usinada, esta foi levada
para o departamento de metrologia verificar se todas as dimensões estavam coesas,
após aprovação, utilizou-se um paquímetro digital para uma análise rápida das
dimensões efetivadas na usinagem das peças seguintes.
Viabilizados os testes, e após detectar erros, foram realizadas as alterações cabíveis
para efetivar os processos de usinagem. Posteriormente realizou-se a usinagem das peças na
máquina CNC. Analisou-se o tempo de preparação e usinagem de cada peça como observado
abaixo.
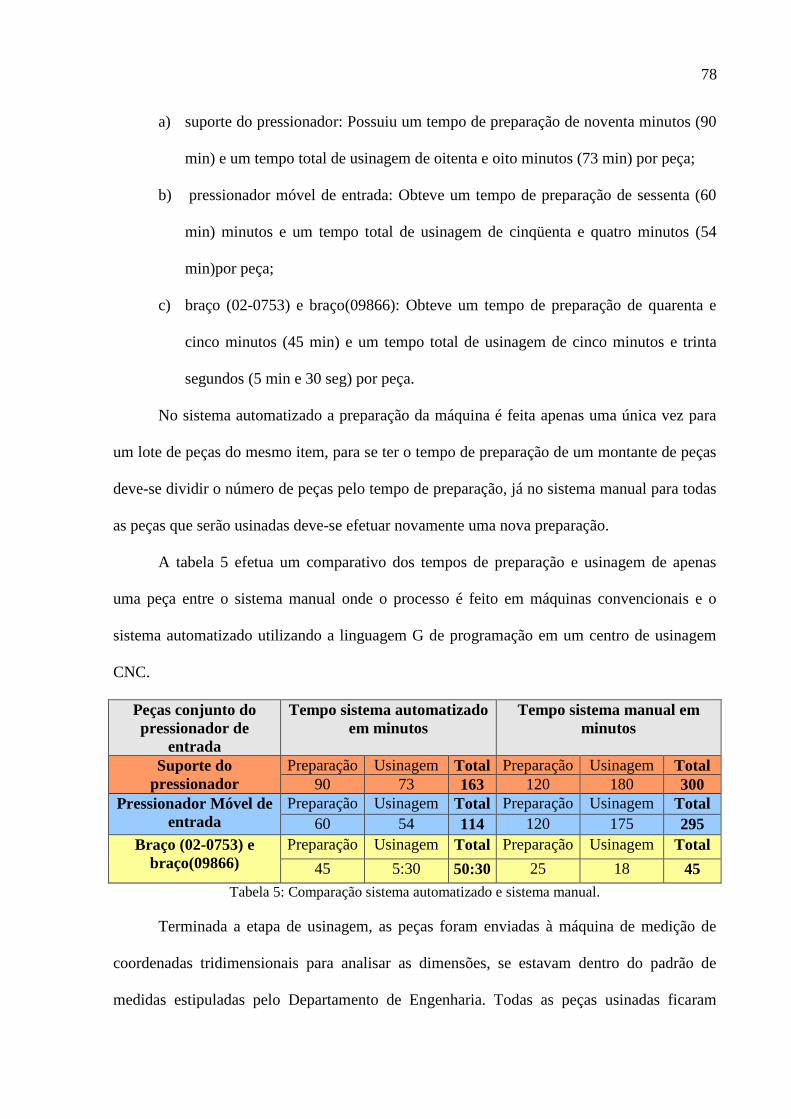
78
a) suporte do pressionador: Possuiu um tempo de preparação de noventa minutos (90
min) e um tempo total de usinagem de oitenta e oito minutos (73 min) por peça;
b) pressionador móvel de entrada: Obteve um tempo de preparação de sessenta (60
min) minutos e um tempo total de usinagem de cinqüenta e quatro minutos (54
min)por peça;
c) braço (02-0753) e braço(09866): Obteve um tempo de preparação de quarenta e
cinco minutos (45 min) e um tempo total de usinagem de cinco minutos e trinta
segundos (5 min e 30 seg) por peça.
No sistema automatizado a preparação da máquina é feita apenas uma única vez para
um lote de peças do mesmo item, para se ter o tempo de preparação de um montante de peças
deve-se dividir o número de peças pelo tempo de preparação, já no sistema manual para todas
as peças que serão usinadas deve-se efetuar novamente uma nova preparação.
A tabela 5 efetua um comparativo dos tempos de preparação e usinagem de apenas
uma peça entre o sistema manual onde o processo é feito em máquinas convencionais e o
sistema automatizado utilizando a linguagem G de programação em um centro de usinagem
CNC.
Peças conjunto do pressionador de
entrada
Tempo sistema automatizado em minutos
Tempo sistema manual em minutos
Suporte do pressionador
Preparação Usinagem Total Preparação Usinagem Total 90 73 163 120 180 300
Pressionador Móvel de entrada
Preparação Usinagem Total Preparação Usinagem Total 60 54 114 120 175 295
Braço (02-0753) e braço(09866)
Preparação Usinagem Total Preparação Usinagem Total
45 5:30 50:30 25 18 45 Tabela 5: Comparação sistema automatizado e sistema manual.
Terminada a etapa de usinagem, as peças foram enviadas à máquina de medição de
coordenadas tridimensionais para analisar as dimensões, se estavam dentro do padrão de
medidas estipuladas pelo Departamento de Engenharia. Todas as peças usinadas ficaram

79
dentro do padrão especificado.
Após o resultado das análises, as peças foram enviadas ao estoque para futuramente
serem utilizadas na fabricação da máquina Plaina Moldureira Plus Advance 4 Faces.
3.6 TRABALHOS CORRELATOS
No curso de Bacharelado em Sistemas de Informação da Universidade Regional de
Blumenau este trabalho é o primeiro na área de Usinagem. Na Universidade Estadual de
Campinas, e na Universidade de Caxias do Sul foram produzidos alguns na área de processos
de usinagem:
Simon (2001) em seu mestrado apresenta uma avaliação do índice de utilização das
máquinas-ferramentas CNC de usinagem na indústria brasileira a partir da análise das técnicas
de programação, transferência de programas e pré-ajustagem de ferramentas de corte
utilizadas pela empresa, também mostra a relação entre as horas improdutivas, geradas pelo
uso de técnicas inadequadas para executar tais atividades, e as horas totais disponíveis dos
grupos de máquina centros de usinagem, tornos CNC, mandrilhadoras CNC e fresadoras
CNC.
Peline (2001) procurou desenvolver em estágio curricular de automatização industrial,
um programa gerenciador de forma que este integrasse o centro de usinagem CNC a outros
setores, de maneira mais eficiente possível, ou seja, com a mínima intervenção humana e
máxima confiabilidade.
80
4 CONCLUSÕES
Os objetivos propostos no início deste trabalho foram alcançados com êxito. A partir
de um projeto desenvolvido com a linguagem ISO, é possível a automatização dos processos
de usinagem das peças pertencentes ao Conjunto do Pressionador de Entrada na máquina
CNC Romi Discovery 1250.
Durante o desenvolvimento deste trabalho foram apresentados os principais conceitos
e características sobre processos de usinagem. De forma mais aprofunda foram estudadas
técnicas para desenvolvimento dos programas CNC, linguagem de programação ISO, quais
ferramentas que são utilizadas para o processo de usinagem das peças, fixações na máquina-
ferramenta que estas possuem, cálculos de velocidades de corte e de giro das ferramentas, as
trajetórias de cortes contidas nos desenhos das peças, e o funcionamento da máquina CNC,
sendo basicamente chaves todos estes itens citados para efetuar as especificações e os
desenvolvimentos dos programas NC.
Para a empresa Máquinas Omil LTDA este trabalho trouxe grandes vantagens como a
diminuição dos tempos de preparação e usinagem das peças, trazendo um aumento na
qualidade e precisão de fabricação destas e a diminuição do retrabalho devido a erros
provocados pelos operadores das máquinas quando efetuados os desbastes. Ainda trouxe uma
diminuição sobre os custos indiretos como a economia de energia devido à utilização de
apenas uma máquina para obter a usinagem das peças.
Trabalhar com a linguagem G foi uma experiência gratificante, onde obtive não só um
aprendizado na parte de programação CNC, mas sim agregou conhecimento de como
funciona todo processo de usinagem em uma empresa. Esta é uma linguagem que possui uma
estrutura simples e de fácil aprendizado, pode ser considerada uma linguagem de baixo nível,
onde a sua principal função é obter as movimentações dos eixos para efetuar os desbastes.
81
Este trabalho é pioneiro no curso de Bacharelado em Sistemas de Informação na
Universidade Regional de Blumenau. E poderá servir como ponto inicial para todos
acadêmicos do curso que pretendem se aprofundar sobre automação indústrial na área de
processos de usinagem.
4.1 EXTENSÕES
A fim de continuar a abordagem aqui utilizada, vários aspectos podem vir a ser
trabalhados. A seguir é apresentada uma lista com algumas sugestões para o desenvolvimento
de trabalhos futuros:
a) fazer com que os programas pertencentes ao Conjunto do Pressionador de Entrada
possam funcionar em outros centros de usinagem com diferentes comandos CNC;
b) desenvolver um editor CNC visando a geração dos códigos não apenas para um
comando CNC, mas sim para diversos.

82
REFERÊNCIAS BIBLIOGRÁFICAS
AGGSOFTWARE: CNC syntax editor.[S.i], 2005. Disponivel em: <http://www.cnc-syntax-editor.com/>. Acesso em 05 ago. 2005. CASSANIGA, Fernando A. História e Aplicação do CNC. [S.i], 2002. Disponível em <http://www.usinagem-brasil.com.br/construtordepaginas/htm/1_1_1742.htm>. Acesso em: 09 jul. 2005. CAVALCANTE, Carlos Arthur Mattos Teixeira. Organização da produção. Bahia, [2002]. Disponível_em:_<http://www.gerenciamento.ufba.br/Disciplinas_arquivos/M%C3%B3dulo%20XII%20%20Organiza%C3%A7%C3%A3o%20da%20Produ%C3%A7%C3%A3o/CEGTPE_ORGANIZA%C3%87%C3%83O%20DA%20PRODU%C3%87%C3%83O_ARTHUR%20(APOSTILA).pdf>. Acesso em: 20 out. 2005 CAVALCANTE, Rodrigo Gusmão. Automação de processos. Varginha, [2003]. Disponível em <rodrigo.unis.edu.br/aut/pdf/aut-aula-1.pdf>. Acesso em: 05 set. 2005. DINIZ, A. E.; MARCONDES, F. C; COPPINI, N. L. Tecnologia da usinagem dos materiais. São Paulo: Artliber Editora, 2001. FANUC. GE fanuc automation. Manual do Operador para Centro de Usinagem Series 21i/MB. São Paulo:[Si], 2001. FANUC. GE fanuc automation. Manual de Programação e Operação para Centro de Usinagem Series 21i/MB. São Paulo:[Si], 2003. GAERTNER, Rafael. Dados técnicos referentes á peça suporte do pressionador. 2005. Entrevista oral. GESSNER, Donald. Protótipo de um gerador de código CNC para tornos. 2004. 61f. Trabalho de Conclusão de Curso (Bacharel em Ciências da Computação) – Centro de Ciências exatas e Naturais, Universidade Regional de Blumenau, Blumenau. JUNIOR, Fabio Ferraz. Desenvolvimento de um sistema de monitoramento e supervisão para o processo de torneamento. 2002. 79f. Dissertação (Mestrado em Engenharia Mecânica) Curso de Pós graduação em Engenharia Mecânica, Universidade de São Paulo, São Paulo. JUNIOR, José Hamilton Chaves Gorgulho, Tecnologia de fabricação IV. Itajubá, [2002]. Disponível em <www.iem.efei.br/gorgulho/download.html> . Acesso em: 25 jun. 2005. KUNRATH, Augusto. Prática de oficina 1. Porto Alegre, [2002]. Disponível em <www.ufrgs.br/gpfai/download/Eng3350.pdf>. Acesso em: 10 ago. 2005. MARCICANO, João Paulo P. Introdução ao comando numérico. São Paulo, [2002]. Disponível em <http://www.poli.usp.br/d/PMR2450/aula_codigo_G.pdf>. Acesso em: 15 mar. 2005.
83
MITSUBISHI. Ferramentas de torneamento ferramentas rotativas solução de fixação. São Paulo: [S.i], 2005. OMIL, Máquinas. Manual interno do colaborador. Ibirama: [Si], 2004b. OMIL, Website, Ibirama, [2003]. Disponível em <www.omil.com.br>. Acesso em: 12 jun. 2005. OMIL, Máquinas. Departamento de engenharia. Ibirama: [S.i], 2004a. PELINE, Ezequiel. Comunicação e controle de um centro de usinagem CNC visando a implementação de um sistema integrado de manufatura. Caxias do Sul, [2001]. Disponível em: <http://http://www.ucs.br/ccet/ctai/ezequiel.pdf>. Acesso em: 8 mar. 2005. PEREIRA, Athos Gleber. Desenvolvimento e avaliação de um editor para programação CN em centros de usinagem. 2003. 122f. Dissertação (Mestrado em Engenharia Mecânica) Curso de Pós Graduação em Engenharia Mecânica, Universidade Federal do Paraná, Curitiba. RABELO, Ricardo J. Avaliação de desempenho de sistemas. Florianópolis, [2004]. Disponível em: <http://www.das.ufsc.br/~rabelo/DAS5313/FMC&S.pdf>. Acesso em: 15 out. 2005. REZENDE, Darcio de Freitas. Planejamento de processos de fabricação assistido por computador através de um sistema especialista baseado na tecnologia de features: um modelo de desenvolvimento voltado para a realidade industrial . Florianópolis, [1996]. Disponível em: <http://www.grima.ufsc.br/dissert/DissertDarcio.pdf >. Acesso em: 10 mar. 2005. ROMI, Industria Sa. Website. São Paula, [2004]. Disponível em: <http://www.romi.com.br/discovery.html>. Acesso em: 6 jun. 2005 SANTOS, Ricardo Adriano dos. Sistemas CNC. [S.i], 2002. Disponível em: <http://www.netpar.com.br/rsantos/cncz.htm>. Acesso em: 5 mar. 2005. SCHAMLZ, João Paulo.Análise de investimentos em projetos de células de manufatura para prestação de serviços de usinagem: uso de planilha eletrônica. 2003, 102f. Dissertação (Mestrado em Engenharia Mecânica) Curso de Pós Graduação em Engenharia Mecânica, Universidade Federal de Santa Catarina. SCHÜTZER, Klaus. Sistemas computacionais de apoio no projeto, processo de manufatura. Piracicaba, 2003. Disponível em: <www.unimep.br/feau/scpm/Cursos/Scappm/Programacao_SIEMENS810D.pdf>. Acesso em: 10 jun. 2005. SENGMED: Curso de controle numérico computadorizado. In: XXIII SEMANA DE ENGENHARIA_MECÂNICA,_51., 2002, Ilha Solteira. Disponível_em. <http://www.ucs.br/ccet/demc/vjbrusam/automacao/aut1.pdf>. Acesso em 10 mar. 2005.

84
SILVA, Sidnei Domingues da. CNC: Programação de Comandos Numéricos Computadorizados: Torneamento. São Paulo: Érica, 2002. SILVA, Valter Francisco da. Atualização tecnológica e resultados empresariais. 1998, 168f. Dissertação (Mestrado em Administração) Curso de Pós Graduação em Administração, Universidade Presbiteriana Mackenzie. SIMON, Alexandre Tadeu. Condições de utilização da tecnologia CNC : um estudo para máquinas-ferramenta de usinagem na industria brasileira. Campinas, [2001]. Disponível em. <http://libdigi.unicamp.br/document/?code=vtls000232432>. Acesso em 28 mar. 2005. TELECURSO 2000: Processos de Fabricação. Mandrilamento. [S.i], 2001. Disponível em: <http://www.bibvirt.futuro.usp.br/textos/tem_outros/cursprofissionalizante/tc2000/processos/66proc.pdf>. Acesso em 5 set. 2005. TOVAR, Eduardo, Introdução à informática industrial . [S.i], [1996]. Disponível em: <http://www.dei.isep.ipp.pt/~emt/infind/ii_1a.pdf>. Acesso em: 7 mar. 2005. WITTE, Horst. Máquinas ferramentas: Elementos básicos de Máquinas e Técnicas de Construção. Tradução Mário Ferreira de Brito. São Paulo: Hemus, 1998.

85
APÊNDICE A – Desenhos das peças que constituem o Conjunto do Pressionador de Entrada
1) Suporte do Pressionador
Posição A Lado - 0

86
Posição A Lado – 90

87
Posição A Lado – 270

88
Posição B – A Lado 180

89
Peça em Perfil
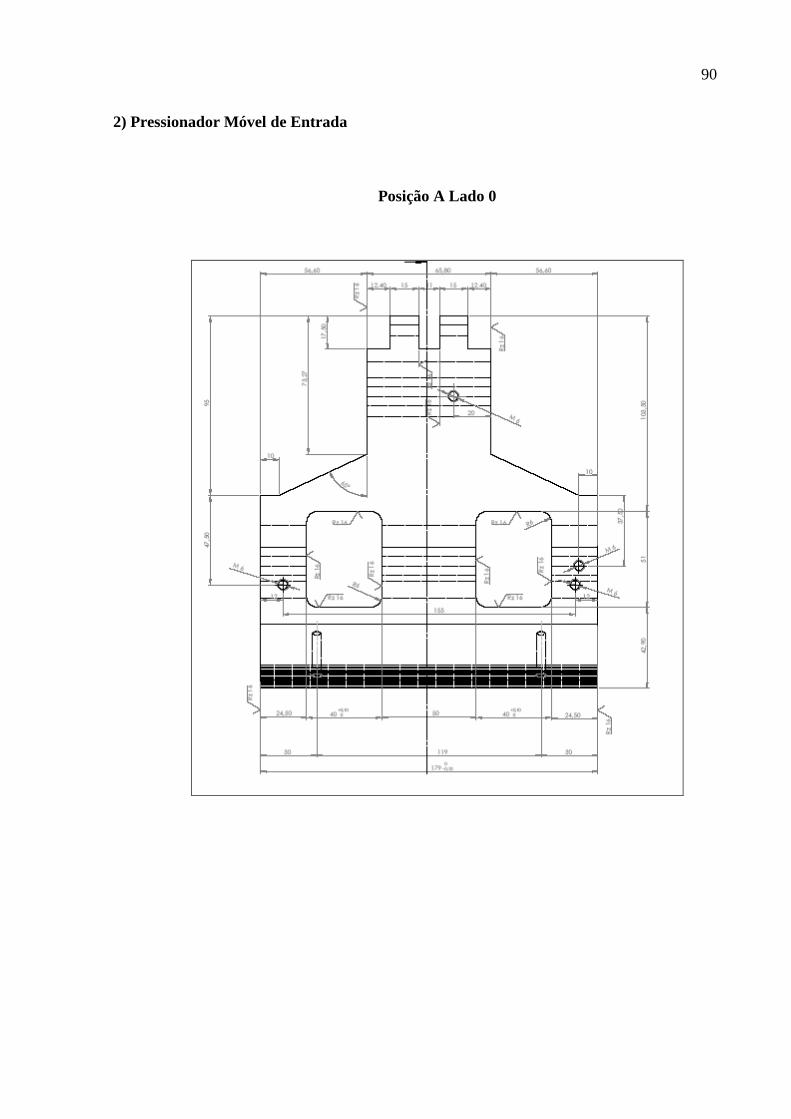
90
2) Pressionador Móvel de Entrada
Posição A Lado 0
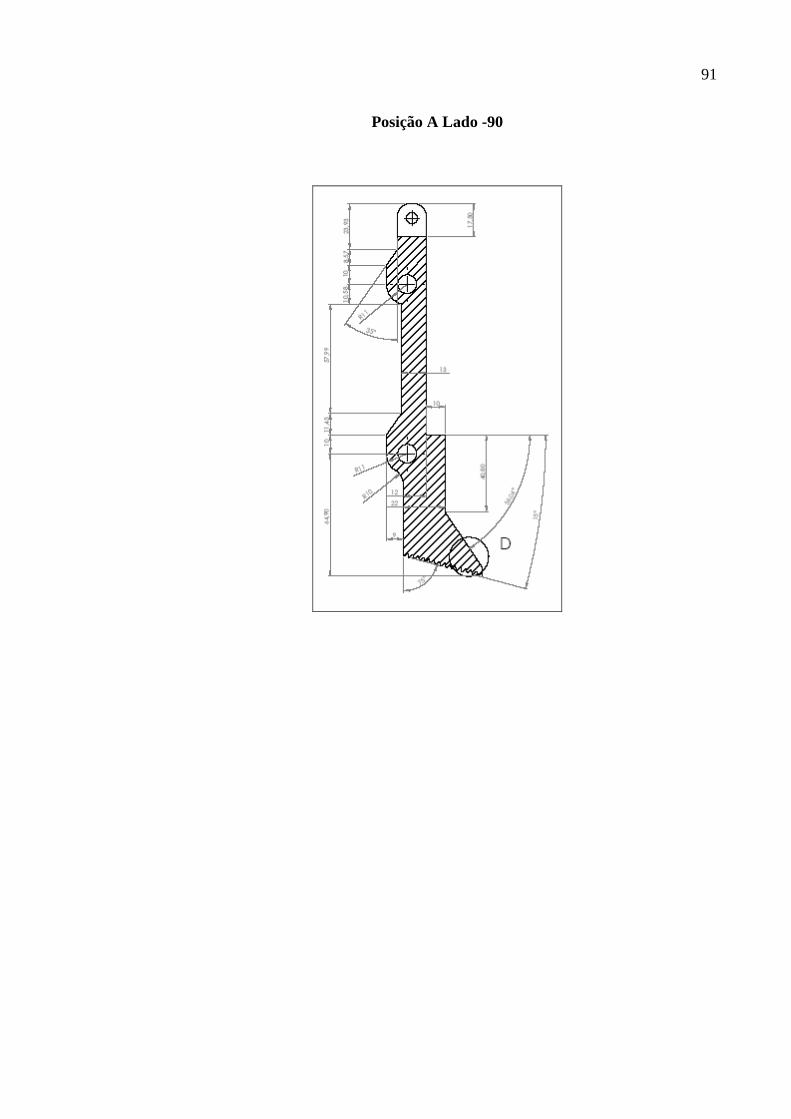
91
Posição A Lado -90

92
Posição A Lado – 270

93
Posição B – A Lado – 180

94
Perfil
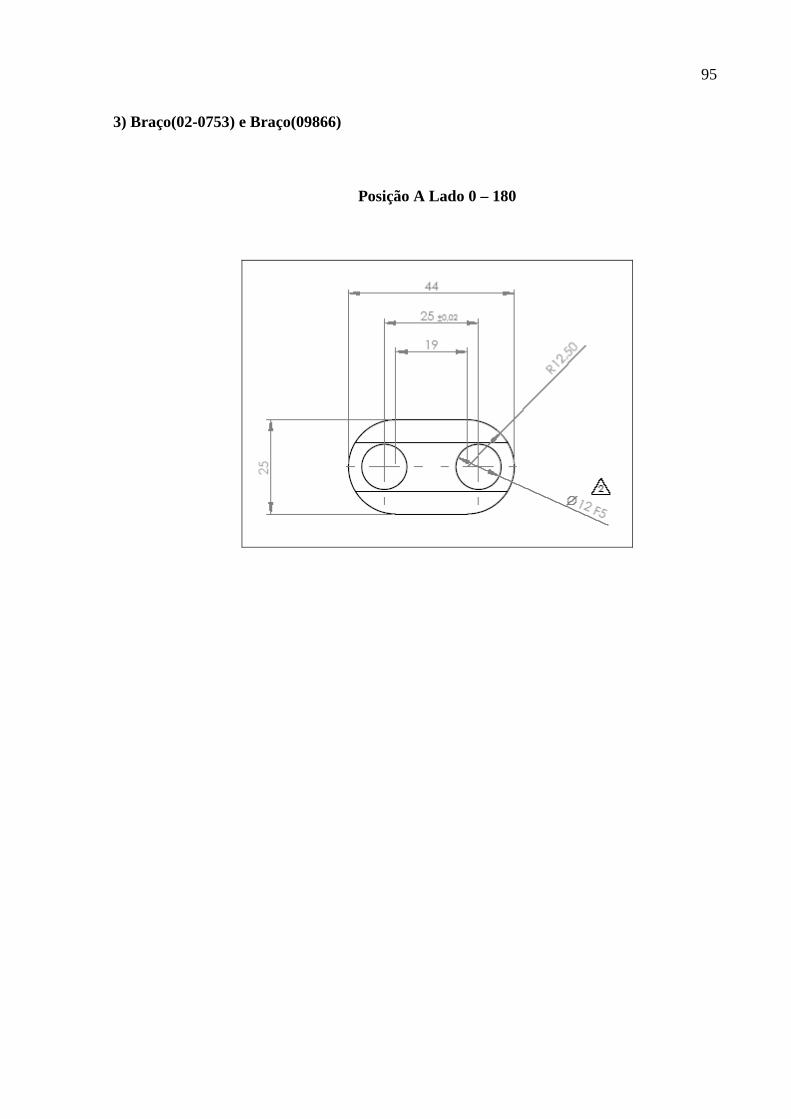
95
3) Braço(02-0753) e Braço(09866)
Posição A Lado 0 – 180

96
Posição Lateral

97
Perfil
98
APÊNDICE B – Máquinas convencionais da empresa
Fresa
Furadeira

99
APÊNDICE C – Processo automatizado no centro de usinagem com comando Fanuc 21i/MB
Fresamento
Marcação 1
100
Marcação 2
Furação
101
Rosqueamento