Secretário Alberto Portugal - Seminário CVTs - Julho de 2009

TTEECCNNOOLLOOGGIIAA MMEECCÂÂNNIICCAA II ((22..ºº AANNOO EE..EE..MM..)) 210
CORTE POR ARRANQUE DE APARA
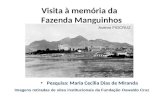
O cisel deverá ter sido a primeira ferramenta de corte por arranque de apara utilizada pelo homem (fig. 153). Pensa‐se que as primeiras ferramentas desse género não eram afiadas em cunha, essa ferramenta originou a formação de três ângulos básicos, o ângulo de ataque α , o ângulo de saída σ e por fim o ângulo de inclinação de cunha ξ .
As ferramentas actuais possuem uma diversidade de formas e a sua geometria e modo de actuação poderão diferir consideravelmente das apresentadas, no entanto todas elas são caracterizadas pelos ângulos referidos.
Fig. 153
Representação esquemática das primeiras ferramentas de corte
A operação de corte por arranque de apara por vezes designada por maquinagem, permite extrair as seguintes observações:
a) A diferença fundamental entre o corte da madeira e das ligas metálicas. O metal era cortado por acção da ferramenta á medida que ela avançava.
c) Não existe deformação de material numa direcção perpendicular á saída
da apara. Para permitir uma análise simplificada do processo, é usual considerar uma geometria simplificada apenas em duas dimensões. Refira‐se contudo que na maior parte das ferramentas habitualmente utilizadas tal simplificação não será adequada.
d) A observação das superfícies laterais e superiores da apara, revela a
existência de escorregamento entre os vários elementos contíguos, o que é um indicador de um processo de corte com escorregamento.
e) Algumas aparas apresentam‐se sob a forma de fita contínua e noutros
casos descontínua, em pequenos elementos.

TTEECCNNOOLLOOGGIIAA MMEECCÂÂNNIICCAA II ((22..ºº AANNOO EE..EE..MM..)) 211
f) A apara, ferramenta e peça estão a uma temperatura mais elevada do que
a inicial, o que leva a concluir que o processo envolve uma considerável energia térmica.
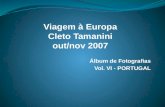
A observação de uma fotomicrografia de uma apara parcialmente formada e
ainda ligada à peça da qual é removida, revela alguns elementos fundamentais relativos ao processo de corte por arranque de apara (fig. 154).
Fig. 154
Fotomicrografia de uma apara contínua parcialmente formada
1. Não existe geralmente qualquer tipo de fissura junto da aresta de corte. 2. Existe uma linha (AB na fig. 154) que separa claramente as regiões de material
deformado. Acima daquela linha o material está deformado, formando‐se já a apara, devido ao efeito do escorregamento promovido pelas tensões de corte aplicadas segundo aquela direcção. Se considerarmos a sua projecção perpendicular ao plano do papel, obtém‐se o plano de corte (fig.155), o qual está inclinado de um ângulo de φ relativamente á direcção de corte (horizontal na figura).
Fig. 155
Corte ortogonal

TTEECCNNOOLLOOGGIIAA MMEECCÂÂNNIICCAA II ((22..ºº AANNOO EE..EE..MM..)) 212
3. A apara está em contacto íntimo com a face de ataque de ferramenta, ao longo
da linha AC, e sujeita a elevadas tensões que provoca um processo de escorregamento devido as tensões de corte ao longo dessa superfície AC – note‐se que as linhas oblíquas paralelas a AB, que apresentam uma curvatura na direcção do ponto A, junto da face de ataque da ferramenta.
4. A velocidade de deformação ao longo da linha AB é muito elevada, uma vez
que a largura da zona em que ocorre o escorregamento é muito pequena. 5. Um núcleo estacionário de material da apara, aderente á face de ataque da
ferramenta (fig. 156) poderá aparecer junto do gume, alterando a geometria do processo. Esta apara aderente, designada geralmente por aresta postiça de corte, é um dos factores mais importantes na deterioração da qualidade da superfície e no desgaste da ferramenta.
Fig. 156
Fotomicrografia de apara parcialmente formada e de aresta postiça de corte
O atrito entre a apara e a ferramenta tem um papel importante no processo de corte e pode ser reduzido das seguintes maneira:
1 ‐ Melhorar o acabamento superficial da ferramenta e afiando o gume da ferramenta.
2 ‐ Utilizando materiais para ferramentas de baixo coeficiente de atrito. 3 ‐ Aumentar a velocidade de corte. 4 ‐ Aumentar o ângulo de corte. 5‐Utilizar um fluido de corte.

TTEECCNNOOLLOOGGIIAA MMEECCÂÂNNIICCAA II ((22..ºº AANNOO EE..EE..MM..)) 213
Quando se reduz o coeficiente de atrito, ângulo de corte φ aumenta e a espessura
da apara depois de formada reduz‐se (fig. 157) também a extensão do plano de corte será menor, e por consequência, se admitimos que a tensão de corte aplicada é constante, a força necessária ao corte reduz‐se.
Fig. 157
Efeito da variação do ângulo de corte φ na espessura da apara.
A temperatura ferramenta, da peça e da apara aumenta consideravelmente, especialmente no caso de desbaste pesado e elevadas velocidades de corte. Tal facto é evidente se tocarmos na ferramenta, se observarmos a cor da apara durante o corte ou se detectarmos a deformação plástica do gume devido à redução de dureza a quente dos materiais para ferramentas.
O material possui uma série de características para ser maquinado com maior ou menor dificuldade, reflectindo‐se no conceito de maquinabilidade, geralmente são utilizados os seguintes indicadores de maquinabilidade:
1 ‐ Tempo de vida da ferramenta, para um determinado desgaste.
2 ‐ Acabamento superficial obtido.
3 ‐ Potência ou forças necessárias.
Fig.158
Principais zonas a estudar no corte por arranque de apara.

TTEECCNNOOLLOOGGIIAA MMEECCÂÂNNIICCAA II ((22..ºº AANNOO EE..EE..MM..)) 214
Na figura 158 podemos identificar três zonas de maior interesse no mecanismo
de corte, sendo elas:
a) Zona de deformação primária ‐ estende‐se desde a aresta de corte ao longo do plano de corte, até à superfície da peça, delimitando as zonas em que o material está deformado ou ainda não o foi;
b) Zona de deformação – esta segunda região compreende a interface apara/ferramenta;
c) Zona de atrito – entre a ferramenta e a superfície a maquinar.
No âmbito deste estudo, são especialmente importantes as características mecânicas do material a deformar na primeira zona, os fenómenos de atrito e consequentemente desgaste na segunda zona e o efeito que o atrito na terceira zona possui sobre a integridade superficial das superfícies maquinadas.
A compreensão dos fenómenos que ocorrem em cada uma destas zonas, torna
necessário o conhecimento de algumas matérias básicas que incluem a mecânica dos meios contínuos, o comportamento mecânico dos materiais, a teoria da plasticidade, os fundamentos da lubrificação, atrito e desgaste, os princípios da metalurgia física, da termodinâmica e transmissão de calor.
Considerando o corte por arranque de apara um processo de fabrico de larga
utilização industrial, deverão ser cuidadosamente ponderados constrangimentos existentes em cada indústria e que determinarão a selecção adequada das ferramentas de corte, sua geometria, tipo de lubrificação, condições de corte e máquinas‐ferramentas a utilizar. A selecção e optimização desses parâmetros de corte deve basear‐se numa análise técnica e económica das operações a efectuar. Se bem que, a variável mais importante a optimizar seja o custo total por peça (incluindo custo de ferramentas, mão de obra e máquinas), poderão ocorrer situações em que se deva considerar a selecção de parâmetros que originem uma taxa de produção horária máxima (como por exemplo, nos casos em que existam estrangulamentos na produção ou uma situação de emergência com ruptura de “stocks”, ou outras).
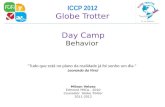
O torneamento (fig.159) é uma operação que utiliza uma ferramenta
monocortante para gerar uma superfície de revolução. As variáveis a ajustar são a velocidade de corte V (m/min.), o avanço A (mm/rot) e a profundidade de corte P (mm).

TTEECCNNOOLLOOGGIIAA MMEECCÂÂNNIICCAA II ((22..ºº AANNOO EE..EE..MM..)) 215
Fig. 159
Operação de torneamento; vista em planta, de topo e em corte.
Na fresagem existem três tipos básicos de fresas (fig.160); Cilíndricas de corte (a),de facejar (b) e de topo (c).
Fig. 160
Tipos de fresas

TTEECCNNOOLLOOGGIIAA MMEECCÂÂNNIICCAA II ((22..ºº AANNOO EE..EE..MM..)) 216
Na furação a máquina‐ferramenta utilizada é a máquina de furar, esta ferramenta
possuem duas arestas de corte centrais que promovem a formação de duas aparas idênticas ás produzidas numa operação de torneamento.
A furação é executada, geralmente, com brocas helicoidais (fig161) esta ferramenta de geometria complexa, permite a obtenção de furos, com um acabamento superficial grosseiro.
Fig.161
Representação de uma broca helicoidal
Para além dos métodos de corte acima referidos existem mais alguns tipos sendo eles:
a) Corte com serra (ver fig.162.a).
b) Acabamento com mandril (fig.162.b).
c) Abertura de roscas com macho (ver fig.162.c).
d) Aplainamento ( ver fig.162.d).
e) Brocagem ( ver fig.162.e).
f) Mandrilagem ( ver fig.162.f).
g) Roscagem com ferramenta monocortante ( ver fig.162.g).

TTEECCNNOOLLOOGGIIAA MMEECCÂÂNNIICCAA II ((22..ºº AANNOO EE..EE..MM..)) 217
Fig. 162
Outras operações de corte por arranque de apara