
Apostila - Brasagem
45
apoio: www.infosolda.com.br/nucleo/downloads/ne.pdf 1 Brasagem [email protected] [email protected] [email protected] Orientador: Luiz Gi menes Jr [email protected] INTRODUÇÃO Nos últimos anos, principalmente nas últimas duas décadas, aumentou significativamente a aplicação do processo de brasagem nas indústrias brasileiras, devido seus inúmeros benefícios em relação aos processos de soldagem por fusão. Entretanto, a disponibilidade de literatura técnica é escassa e difusa. O pouco material que se encontra em língua portuguesa é bastante superficial, não explorando a fundo os princípios básicos e técnicas operacionais da brasagem, a qual é uma tecnologia muito vasta. Para se ter uma idéia da importância e da aplicação do processo de brasagem, destacamos que o Brasil hoje, é um dos maiores produtores de compressores herméticos para refrigeração, com uma produção da ordem de 130.000 unidades/dia. Cada compressor, tem no mínimo seis juntas brasadas, o que totaliza a realização de 780.000 brasagens/dia, isso apenas na fabricação de compressores herméticos. Este trabalho foi baseado na apostila do Programa de Treinamento – Módulo Brasagem da empresa Brastak Soldas Especiais Ltda., a qual é uma rica fonte de informações e tecnologias de brasagem no mercado brasileiro. A apostila empregada nos treinamentos realizados pela Brastak, foi escrita por um dos alunos da Fatec que integra o grupo que elaborou este trabalho. Aqui apresentamos uma visão técnica e operacional do processo de brasagem, buscando comparações com processos semelhantes, bem como apresentar informações operacionais práticas. Este trabalho não tem nenhuma pretensão em esgotar o assunto brasagem, mas sim de contribuir para o acesso a informações técnicas confiáveis e aplicáveis, ajudando a comunidade técnica e científica brasileira. Esperamos que leitura desse trabalho seja prazerosa e útil aos profissionais e estudantes que, de alguma forma, contribuem para a evolução tecnológica de nosso país.
-
Upload
luizgofone -
Category
Documents
-
view
144 -
download
6
Transcript of Apostila - Brasagem

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 1
BBrraassaaggeemm
[email protected] [email protected] [email protected]
Orientador: Luiz Gimenes Jr [email protected] INTRODUÇÃO Nos últimos anos, principalmente nas últimas duas décadas, aumentou significativamente a aplicação do processo de brasagem nas indústrias brasileiras, devido seus inúmeros benefícios em relação aos processos de soldagem por fusão. Entretanto, a disponibilidade de literatura técnica é escassa e difusa. O pouco material que se encontra em língua portuguesa é bastante superficial, não explorando a fundo os princípios básicos e técnicas operacionais da brasagem, a qual é uma tecnologia muito vasta. Para se ter uma idéia da importância e da aplicação do processo de brasagem, destacamos que o Brasil hoje, é um dos maiores produtores de compressores herméticos para refrigeração, com uma produção da ordem de 130.000 unidades/dia. Cada compressor, tem no mínimo seis juntas brasadas, o que totaliza a realização de 780.000 brasagens/dia, isso apenas na fabricação de compressores herméticos. Este trabalho foi baseado na apostila do Programa de Treinamento – Módulo Brasagem da empresa Brastak Soldas
Especiais Ltda., a qual é uma rica fonte de informações e tecnologias de brasagem no mercado brasileiro. A apostila empregada nos treinamentos realizados pela Brastak, foi escrita por um dos alunos da Fatec que integra o grupo que elaborou este trabalho. Aqui apresentamos uma visão técnica e operacional do processo de brasagem, buscando comparações com processos semelhantes, bem como apresentar informações operacionais práticas. Este trabalho não tem nenhuma pretensão em esgotar o assunto brasagem, mas sim de contribuir para o acesso a informações técnicas confiáveis e aplicáveis, ajudando a comunidade técnica e científica brasileira. Esperamos que leitura desse trabalho seja prazerosa e útil aos profissionais e estudantes que, de alguma forma, contribuem para a evolução tecnológica de nosso país.

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 2
ÍNDICE
INTRODUÇÃO...................................................................................................................01 ÍNDICE...............................................................................................................................02 1. PROCESSOS DE UNIÃO..............................................................................................04
1.1. Processos de união metálica .................................................................................04
1.2. Processos de união intermetálica...............................................................................04
1.2.1. Soldagem.................................................................................................................04
1.2.2. Brasagem.................................................................................................................05
1.2.3. Colagem...................................................................................................................05
1.3. Comparação entre os processos de união intermetálica.............................................05 2. FUNDAMENTOS E APLICAÇÃO DO PROCESSO DE BRASAGEM............................05
2.1. Soldagem branda........................................................................................................06
2.2. Brasagem....................................................................................................................06
2.3. Soldabrasagem...........................................................................................................07 3. CARACTERÍSTICAS TÉCNICAS DO PROCESSO DE BRASAGEM...........................07
3.1. Umectação..................................................................................................................07
3.2. Capilaridade........................................................... .....................................................08
3.3. Soldabilidade...............................................................................................................09 4. JUNTAS PARA BRASAGEM.........................................................................................10
4.1. Tipos e dimensionamento de juntas ......................................................................10
4.2. Aspectos construtivos..................................................................................................11 4.3. Preparação da junta....................................................................................................14 5. MATERIAIS BASE........................................................................................................ 15
5.1. Ferros fundidos......................................................................................................15

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 3
5.2. Aços.......................................................................................................................16
5.3. Níquel e suas ligas................................................................................................16
5.4. Cobre e suas ligas................................................................................................17
5.5. Alumínio................................................................................................................19
5.6. Cromo, molibdênio, tungstênio, tântalo e nióbio...................................................19
5.7. Zinco, cádmio, chumbo, estanho, e antimônio......................................................19
5.8. Metais preciosos....................................................................................................19
5.9. Titânio, zircônio e berílio........................................................................................19
5.10. Carboneto de tungstênio (metal duro) e segmentos diamantados......................19
6. METAIS DE ADIÇÃO................................................................................................19
6.1. Intervalo de fusão e temperatura de trabalho........................................................20
6.2. Metais de adição para solda branda......................................................................21
6.3. Metais de adição para brasagem...........................................................................22 6.3.1. Solda prata..........................................................................................................24 6.3.2. Foscoper e silfoscoper........................................................................................27 7. FLUXOS....................................................................................................................28
7.1. Instruções para aplicação dos fluxos.....................................................................30
7.2. Fluxo líquido aplicado através da chama................................................................31 8. PROCESSOS DE AQUECIMENTO...........................................................................31
8.1. Aquecimento a chama (maçarico) ..........................................................................31 9. DEFEITOS, CAUSAS E CORREÇÕES......................................................................33 10. PROCEDIMENTO RESUMIDO DE BRASAGEM.....................................................35 11. CONTROLE DA QUALIDADE..................................................................................36 13. BIBLIOGRAFIA.........................................................................................................38

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 4
1. PROCESSOS DE UNIÃO Existem basicamente dois processos de união metálica: a união mecânica e a união intermetálica. Para um projeto adequado de união metálica, devem ser considerados diversos requisitos técnicos, tais como: esforços a que será submetido o conjunto unido, necessidade de desmontagens, temperatura de trabalho do conjunto, natureza do ambiente de trabalho (corrosivo e etc.), necessidade de intercâmbio de uma ou mais partes. 1.1. Processos de união mecânica São realizados utilizando-se parafusos, rebites, pinos, cunhas, cavilhas e outros elementos de fixação móveis ou permanentes, sempre deixando uma fenda entre as superfícies conectadas. Neste tipo de união, as solicitações são concentradas nos elementos de fixação ou superfícies de contato, ocasionando fadigas localizadas. Com essas características torna-se necessária grande quantidade de material e espaço para fixação. Muito utilizados onde existe a necessidade de montagens e desmontagens freqüentes. 1.2. Processos de união intermetálica São realizados através de soldagem, colagem e uniões por interferência. A fenda existente entre as partes é preenchida. Com isso, a transmissão de esforços é uniforme, evitando fadigas localizadas.
A necessidade de material e espaço e pequena, e o custo industrial é relativamente baixo. A resistência à tração final obtida nas uniões intermetálicas varia de 1 a 6 Kp/mm² no caso dos processos de soldagem branda e colagem, e de 20 a 70 Kp/mm² no caso dos processos de brasagem, soldabrasagem e soldagem. Desta forma, verifica-se que tais junções têm grande campo de aplicação com referência a resistência mecânica. 1.2.1. Soldagem A soldagem por fusão, denominada neste trabalho simplesmente como soldagem, consiste na junção de metais através de aquecimento, fundindo-se partes das peças a serem unidas, podendo ser adicionado uma liga de solda (metal de adição). Numerosos e variados são os casos em que se podem utilizar as junções por meio de soldagem; não apenas no aço, aço fundido e ferro fundido, mas também nas ligas de cobre, de alumínio e de magnésio, ao níquel, ao zinco, ao chumbo e, mais recentemente, em materiais termoplásticos artificiais. O termo soldagem é aplicado a todos os processos, independentemente de qual seja a fonte de calor empregada (elétrica por arco voltaico com eletrodo nu ou revestido, por resistência, por indução, por chama “soldagem autógena” e etc.). As superfícies a serem soldadas devem ser previamente preparadas, postas em contato uma com a outra e suas temperaturas devem ser elevadas à de soldagem, requerendo, geralmente, trabalho adicional de acabamento após a operação.
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 5
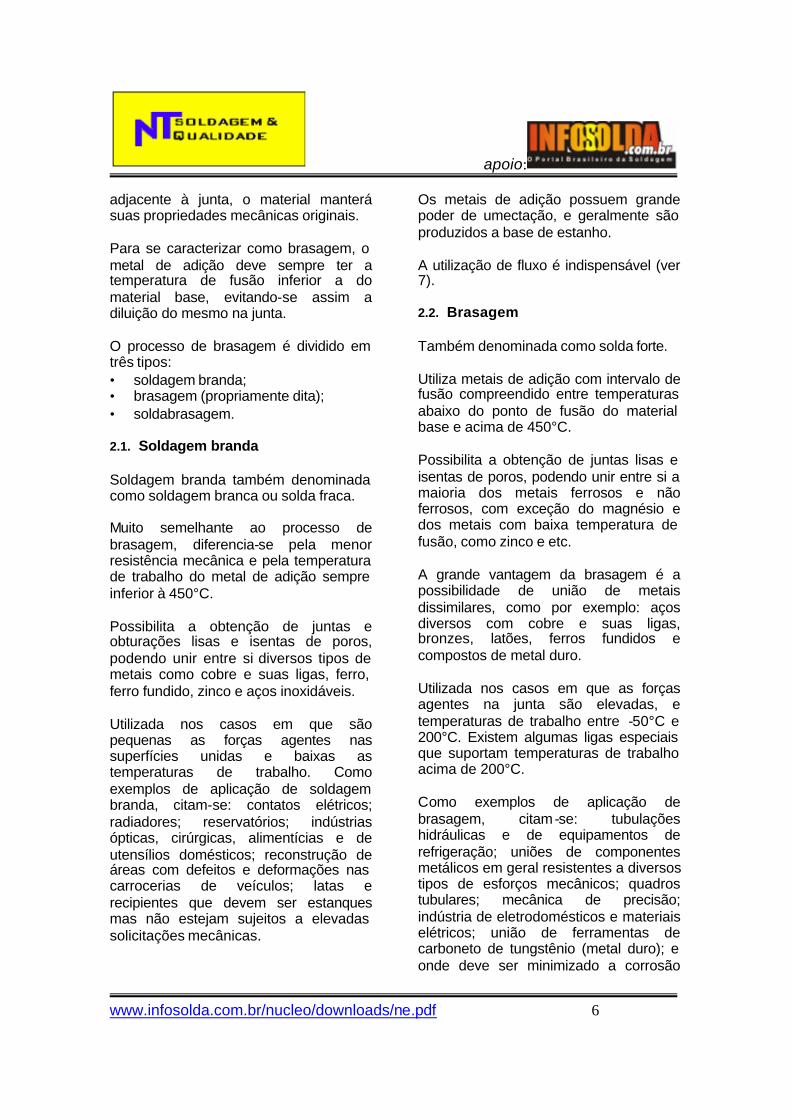
1.2.2. Brasagem É a união de metais através do aquecimento abaixo da temperatura de fusão dos mesmos, adicionando-se uma liga de solda (metal de adição) no estado líquido, a qual penetra na folga entre as superfícies a serem unidas. Ao se resfriar, a junta formada torna-se rígida e resistente. 1.2.3. Colagem É um processo de união intermetálica que consiste em unir partes metálicas ou não, através da adição de uma cola com grande poder adesivo, a qual deve umectar (ver 3.1) as superfícies previamente limpas, unindo as partes após a secagem da cola. Mais utilizado para união de materiais como madeira, plástico, borracha, vidro e porcelana do que para a união de metais. 1.3. Comparação entre os processos
de união intermetálica 1.3.1. Comparação entre soldagem
branda (brasagem abaixo de 450°C) e colagem.
Vantagens da colagem em relação a soldagem branda: • Não há emprego de calor, não formando desta maneira tensões de resfriamento;
• Não é necessário o uso de fluxo, evitando lavagens e problemas de corrosão.
Vantagens da soldagem branda em relação a colagem: • Menor preparação das partes; • Maior resistência mecânica e térmica, quando utilizados metais de adição especiais;
• Maior resistência a líquidos e vapores agressivos;
• Processo mais simples de ser mecanizado e/ou automatizado.
1.3.2. Comparação entre soldagem e
brasagem. Vantagens da soldagem em relação a brasagem: • Maior resistência sob elevadas temperaturas de atuação;
• Praticamente sem limitações sobre a dimensão das peças;
• Menor preparação das partes; • Na maioria dos casos, não é necessária a utilização de fluxo;
• Metal de adição de menor custo. Vantagens da brasagem em relação a soldagem: • Menores: tempo de operação,
consumo de energia, modificação da estrutura do metal, tensão de resfriamento e deformação;
• Pequena ou nenhuma necessidade de acabamento posterior;
• Permite a junção de peças de pequenas dimensões e de difícil acesso e penetração;
• Maior facilidade na disjunção quando necessário ;
• Possibilidade de união de uma gama diversificada de materiais dissimilares.
2. FUNDAMENTOS E APLICAÇÃO
DO PROCESSO DE BRASAGEM Definição: ver 1.2.2. Neste processo as partes a serem unidas não se fundem, apenas são aquecidas à uma temperatura próxima do intervalo de fusão (ver 6.1) do metal de adição. A união ocorre através do efeito de umectação (ver 3.1) e capilaridade (ver 3.2). Não ocorrendo a fusão das partes a serem unidas e nem o elevado aquecimento da região
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 6
adjacente à junta, o material manterá suas propriedades mecânicas originais. Para se caracterizar como brasagem, o metal de adição deve sempre ter a temperatura de fusão inferior a do material base, evitando-se assim a diluição do mesmo na junta. O processo de brasagem é dividido em três tipos: • soldagem branda; • brasagem (propriamente dita); • soldabrasagem. 2.1. Soldagem branda Soldagem branda também denominada como soldagem branca ou solda fraca. Muito semelhante ao processo de brasagem, diferencia-se pela menor resistência mecânica e pela temperatura de trabalho do metal de adição sempre inferior à 450°C. Possibilita a obtenção de juntas e obturações lisas e isentas de poros, podendo unir entre si diversos tipos de metais como cobre e suas ligas, ferro, ferro fundido, zinco e aços inoxidáveis. Utilizada nos casos em que são pequenas as forças agentes nas superfícies unidas e baixas as temperaturas de trabalho. Como exemplos de aplicação de soldagem branda, citam-se: contatos elétricos; radiadores; reservatórios; indústrias ópticas, cirúrgicas, alimentícias e de utensílios domésticos; reconstrução de áreas com defeitos e deformações nas carrocerias de veículos; latas e recipientes que devem ser estanques mas não estejam sujeitos a elevadas solicitações mecânicas.
Os metais de adição possuem grande poder de umectação, e geralmente são produzidos a base de estanho. A utilização de fluxo é indispensável (ver 7). 2.2. Brasagem Também denominada como solda forte. Utiliza metais de adição com intervalo de fusão compreendido entre temperaturas abaixo do ponto de fusão do material base e acima de 450°C. Possibilita a obtenção de juntas lisas e isentas de poros, podendo unir entre si a maioria dos metais ferrosos e não ferrosos, com exceção do magnésio e dos metais com baixa temperatura de fusão, como zinco e etc. A grande vantagem da brasagem é a possibilidade de união de metais dissimilares, como por exemplo: aços diversos com cobre e suas ligas, bronzes, latões, ferros fundidos e compostos de metal duro. Utilizada nos casos em que as forças agentes na junta são elevadas, e temperaturas de trabalho entre -50°C e 200°C. Existem algumas ligas especiais que suportam temperaturas de trabalho acima de 200°C. Como exemplos de aplicação de brasagem, citam-se: tubulações hidráulicas e de equipamentos de refrigeração; uniões de componentes metálicos em geral resistentes a diversos tipos de esforços mecânicos; quadros tubulares; mecânica de precisão; indústria de eletrodomésticos e materiais elétricos; união de ferramentas de carboneto de tungstênio (metal duro); e onde deve ser minimizado a corrosão

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 7
sob tensão de componentes de níquel ou ligas à base de níquel e aços inoxidáveis, bem como efeitos do aquecimento como dilatação térmica e modificação das características do material base. Proporciona excelentes resistências mecânicas, umectação, fluidez e penetração, possibilitando o uso mesmo em locais de difícil acesso para solda. A necessidade do uso de fluxo é definida de acordo com o metal de adição e o processo de aquecimento empregado. Os metais de adição mais comumente utilizados são produzidos a base de cobre e/ou prata. 2.3. Soldabrasagem Semelhante ao processo de brasagem, diferencia-se devido a folga na junta ser maior que 0,50 mm e/ou possuir chanfro. Pode se afirmar com segurança que a soldabrasagem é um processo intermediário entre soldagem e brasagem, pois reúne características de ambos os processos. Daí o nome “Solda” “Brasagem”. Diferencia-se do processo de soldagem autógena (soldagem oxi-combustível) devido a temperatura de intervalo de fusão do metal de adição ser inferior a menor temperatura de fusão dos materiais base, sendo a estrutura cristalina dos mesmos menos afetada do que no processo de soldagem autógena. Possibilita a união de materiais dissimilares, como por exemplo: aços carbono com cobre e suas ligas, bronzes, latões, ferros fundidos e ligas de níquel.
A preparação da junta e o aspecto final do cordão de solda são semelhantes ao processo de soldagem autógena, necessitando assim, acabamento após operação. Como exemplos de aplicação de soldabrasagem, citam-se: reparos em ferro fundido e aços (mesmo temperados); produção de estruturas leves de aço, especialmente de tubos e outros perfis como móveis de aço, suportes para letreiros, carrinhos de mão e etc. A utilização de fluxo é indispensável. Os metais de adição mais utilizados são latão e alpaca, com temperatura de trabalho em torno de 900°C. 3. CARACTERÍSTICAS TÉCNICAS
DO PROCESSO DE BRASAG EM A boa técnica é indispensável para se obter juntas de qualidade. São diversos os fatores técnicos que influenciam na qualidade da junta, necessitando desta forma, controle dos parâmetros e treinamento para desenvolvimento e aprimoramento das técnicas. As características fundamentais do processo de brasagem são descritas a seguir separadamente para facilitar a compreensão do leitor, no entanto é indispensável que o mesmo correlacione todas as características, pois direta ou indiretamente, todas estão interligadas.


apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 9
3.1. Umectação O metal de adição tem que umectar o material base. A umectação ocorre quando uma gota de metal de adição no estado líquido se espalha sobre a superfície do material base no estado sólido, “molhando” a mesma e consequentemente aumentando a sua superfície. O exemplo abaixo demonstra a umectação em um recipiente de vidro contendo líquido.
A umectação total ocorre quando α = 0°. Como vimos, o ângulo (α ) é característico da fase sólida (material base), da fase líquida (metal de adição) e do meio presente. Em brasagem, o ângulo α deve ser inferior a 30°. Para que a umectação ocorra, a superfície do material base tem que estar limpa, isenta de óxidos, gorduras, óleos, graxas e detritos de qualquer natureza. O aquecimento tem que ser suficiente para fundir o metal de adição, porém não pode fundir o material base. Recomenda-se uma diferença de no mínimo 100°C entre os pontos de fusão do material base e a temperatura de liquidus (ver 6.1) do metal de adição.
Líquido umectando o sólido, contatos côncavos Líquido não umecta o sólido, contatos retos Metal de adição líquido umecta o material base
Metal de adição líquido não umecta o material base
α
Início: fase sólida
Meio: início da fase líquida, temperatura
solidus atingida
Fim: material base umectado, temperatura de
trabalho atingida
α
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 10
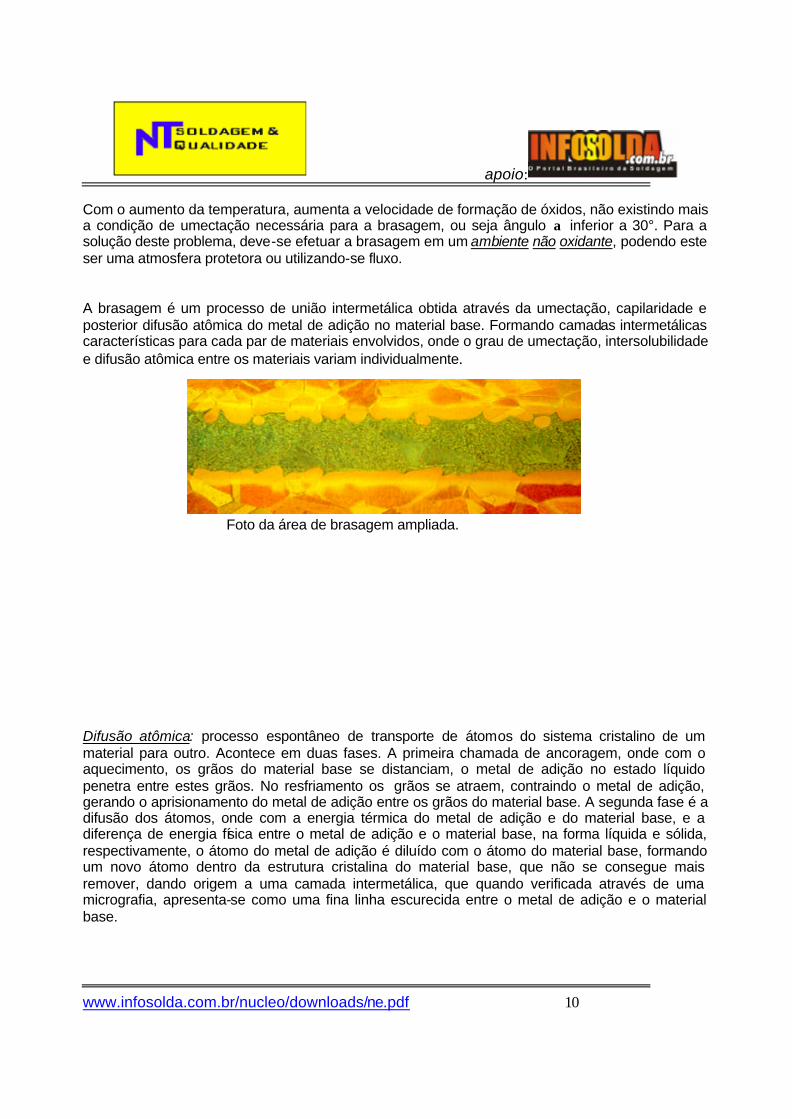
Com o aumento da temperatura, aumenta a velocidade de formação de óxidos, não existindo mais a condição de umectação necessária para a brasagem, ou seja ângulo α inferior a 30°. Para a solução deste problema, deve-se efetuar a brasagem em um ambiente não oxidante, podendo este ser uma atmosfera protetora ou utilizando-se fluxo. A brasagem é um processo de união intermetálica obtida através da umectação, capilaridade e posterior difusão atômica do metal de adição no material base. Formando camadas intermetálicas características para cada par de materiais envolvidos, onde o grau de umectação, intersolubilidade e difusão atômica entre os materiais variam individualmente. Difusão atômica: processo espontâneo de transporte de átomos do sistema cristalino de um material para outro. Acontece em duas fases. A primeira chamada de ancoragem, onde com o aquecimento, os grãos do material base se distanciam, o metal de adição no estado líquido penetra entre estes grãos. No resfriamento os grãos se atraem, contraindo o metal de adição, gerando o aprisionamento do metal de adição entre os grãos do material base. A segunda fase é a difusão dos átomos, onde com a energia térmica do metal de adição e do material base, e a diferença de energia física entre o metal de adição e o material base, na forma líquida e sólida, respectivamente, o átomo do metal de adição é diluído com o átomo do material base, formando um novo átomo dentro da estrutura cristalina do material base, que não se consegue mais remover, dando origem a uma camada intermetálica, que quando verificada através de uma micrografia, apresenta-se como uma fina linha escurecida entre o metal de adição e o material base.
Foto da área de brasagem ampliada.

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 11
3.1. Capilaridade Capilaridade é um conjunto de fenômenos físicos que promove pressão nos líquidos, fazendo com que os mesmos penetrem entre duas superfícies. A figura a seguir mostra uma experiência simples, em que se coloca um tubo de vidro com pequeno diâmetro interno em um recipiente com água. Assim que a face do tubo entra em contato com a água, esta entra no interior do tubo até uma altura (h), a qual não se altera ao levar o tubo até o fundo do recipiente. Se o tubo for retirado do recipiente, esta coluna de água, de altura (h), formada dentro do tubo, permanecerá a mesma, constatando-se o fenômeno da capilaridade. A penetração depende da distância entre as superfícies, densidade e viscosidade do líquido e energia da superfície da fase líquida (que pode ser verificada através do intervalo de fusão da liga).
h
Soldagem por capilaridade (brasagem)
Metal de adição “corre” para o
0,20
0,15
0,10
0,05
Kp/cm² Folga estreita demais para a brasagem em atmosfera comum.
mm 0,1 0,2 0,3 0,4 0,5
Folga larga demais.
Folga permitida para brasagem manual.
Folga ideal para brasagem em atmosfera
Pres
são
Cap
ilar

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 12
3.2. Soldabilidade A soldabilidade é a combinação de diversas propriedades das partes, que permite a fabricação do conjunto soldado/brasado conforme requisitos especificados. Destacamos as seguintes propriedades: Compatibilidade entre materiais: adequação entre material base e metal de adição. Metal de adição tem que umectar o material base; Confiabilidade construtiva: adequação do processo empregado (mão-de-obra, equipamento e etc.), de forma a garantir uma soldagem segura e resistente; Viabilidade da soldagem/brasagem: viabilidade técnica e econômica para utilização do processo (dificuldades, irregularidades, tempo, custo e etc.). 4. JUNTAS PARA BRASAGEM Para a obtenção de uma junta adequada, devem ser verificados alguns requisitos técnicos como o tipo de serviço; custo; a temperatura de trabalho; a direção e a intensidade das forças aplicadas sobre o conjunto brasado; o meio de trabalho; a compatibilidade entre material base e metal de adição; o forma e tempo de aquecimento; e o método de brasagem aplicado (solda branda, brasagem ou soldabrasagem). Quando necessário tratamento térmico, deve-se estudar a temperatura do tratamento térmico e da brasagem a fim de que se defina o processo, podendo-se, inclusive executar simultaneamente as duas operações. A determinação da folga (distância entre as superfícies a serem brasadas) depende do tipo de brasagem empregado, da utilização de fluxo, das condições de usinagem existentes verificando as tolerâncias existentes a fim de garantir uma faixa de trabalho e não um valor nominal. Normalmente as folgas das juntas para solda branda e brasagem em geral situam-se entre 0,05 mm e 0,20 mm, e para soldabrasagem igual ou superior a 0,50 mm. As juntas brasadas devem ter sempre que possível, a mesma resistência do material base. Junta soldada Junta soldabrasada Junta brasada
Junta brasada
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 13
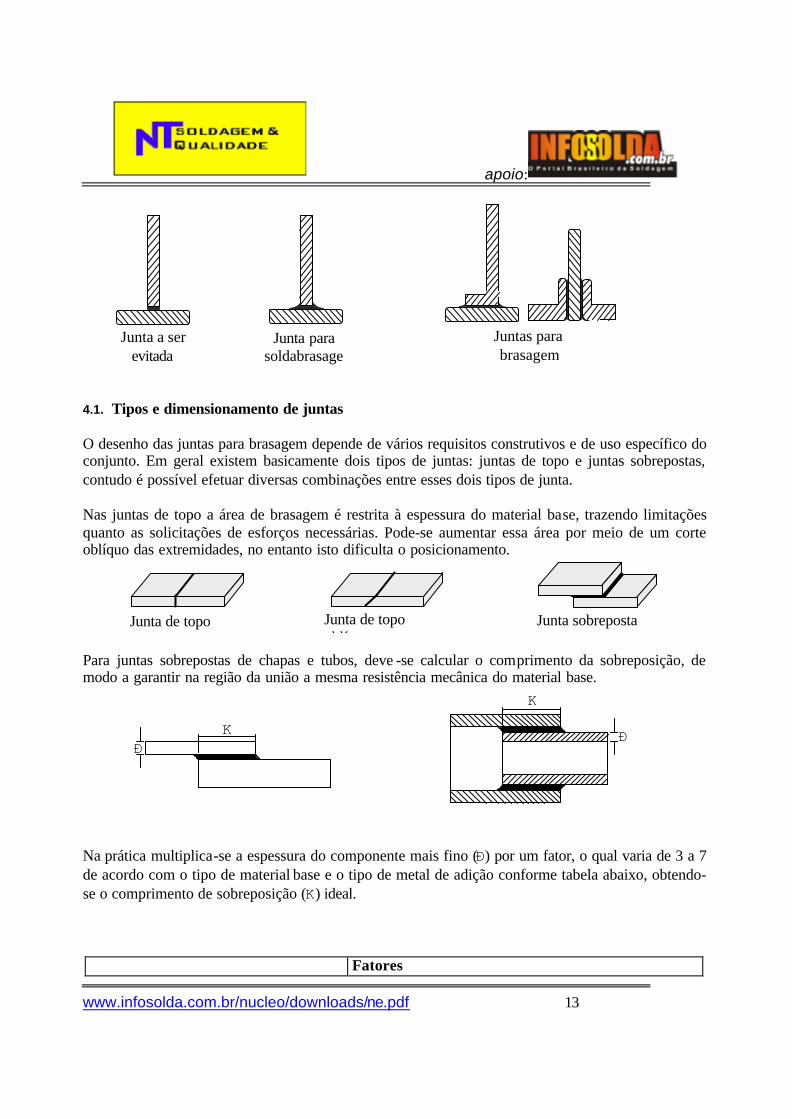
4.1. Tipos e dimensionamento de juntas O desenho das juntas para brasagem depende de vários requisitos construtivos e de uso específico do conjunto. Em geral existem basicamente dois tipos de juntas: juntas de topo e juntas sobrepostas, contudo é possível efetuar diversas combinações entre esses dois tipos de junta. Nas juntas de topo a área de brasagem é restrita à espessura do material base, trazendo limitações quanto as solicitações de esforços necessárias. Pode-se aumentar essa área por meio de um corte oblíquo das extremidades, no entanto isto dificulta o posicionamento.
Para juntas sobrepostas de chapas e tubos, deve -se calcular o comprimento da sobreposição, de modo a garantir na região da união a mesma resistência mecânica do material base. Na prática multiplica-se a espessura do componente mais fino (Ð) por um fator, o qual varia de 3 a 7 de acordo com o tipo de material base e o tipo de metal de adição conforme tabela abaixo, obtendo-se o comprimento de sobreposição (K) ideal.
Fatores
Junta a ser evitada
Junta para soldabrasage
Juntas para brasagem
Junta de topo Junta de topo oblíqua
Junta sobreposta
K Ð
K
Ð
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 14
Fatores Material Base Solda Prata Foscoper e Silfoscoper
Cobre 3 5 Ligas de cobre 4 7 Aço 5 Materiais de difícil umectação, exemplo: carboneto de tungstênio (metal duro).
6
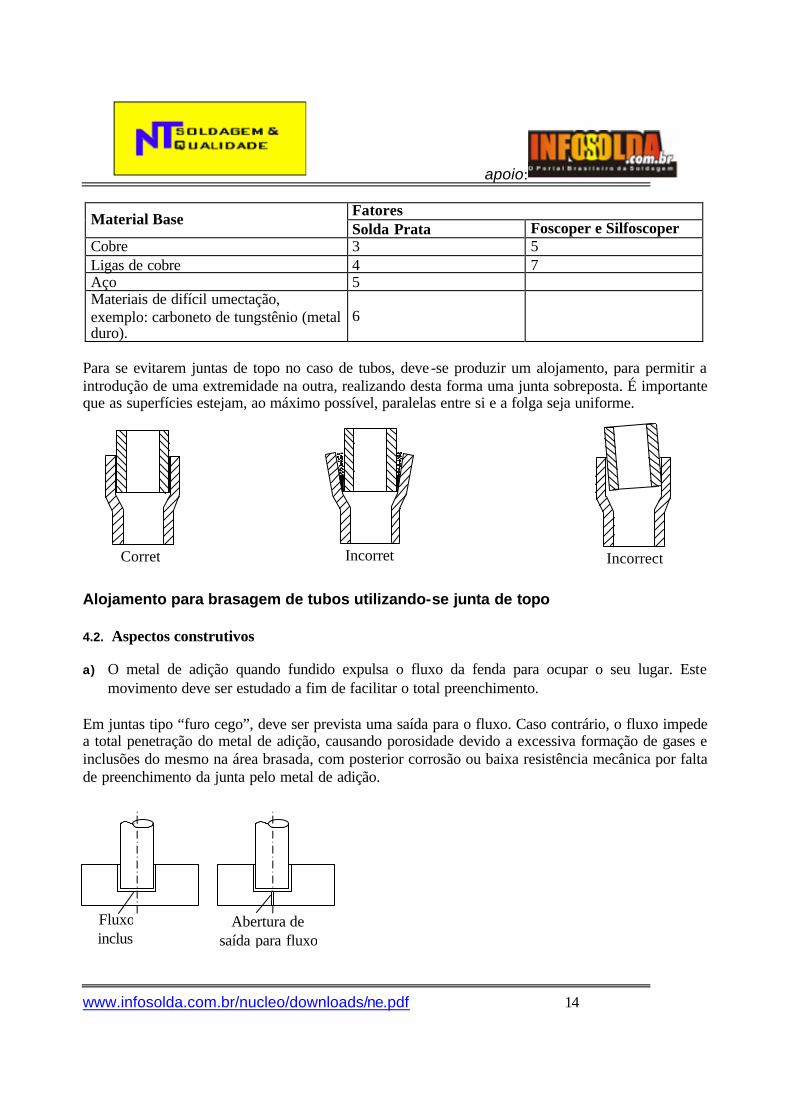
Para se evitarem juntas de topo no caso de tubos, deve-se produzir um alojamento, para permitir a introdução de uma extremidade na outra, realizando desta forma uma junta sobreposta. É importante que as superfícies estejam, ao máximo possível, paralelas entre si e a folga seja uniforme. Alojamento para brasagem de tubos utilizando-se junta de topo 4.2. Aspectos construtivos a) O metal de adição quando fundido expulsa o fluxo da fenda para ocupar o seu lugar. Este
movimento deve ser estudado a fim de facilitar o total preenchimento. Em juntas tipo “furo cego”, deve ser prevista uma saída para o fluxo. Caso contrário, o fluxo impede a total penetração do metal de adição, causando porosidade devido a excessiva formação de gases e inclusões do mesmo na área brasada, com posterior corrosão ou baixa resistência mecânica por falta de preenchimento da junta pelo metal de adição.
Fluxo inclus
Abertura de saída para fluxo
Correto
Incorreto
Incorrect
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 15
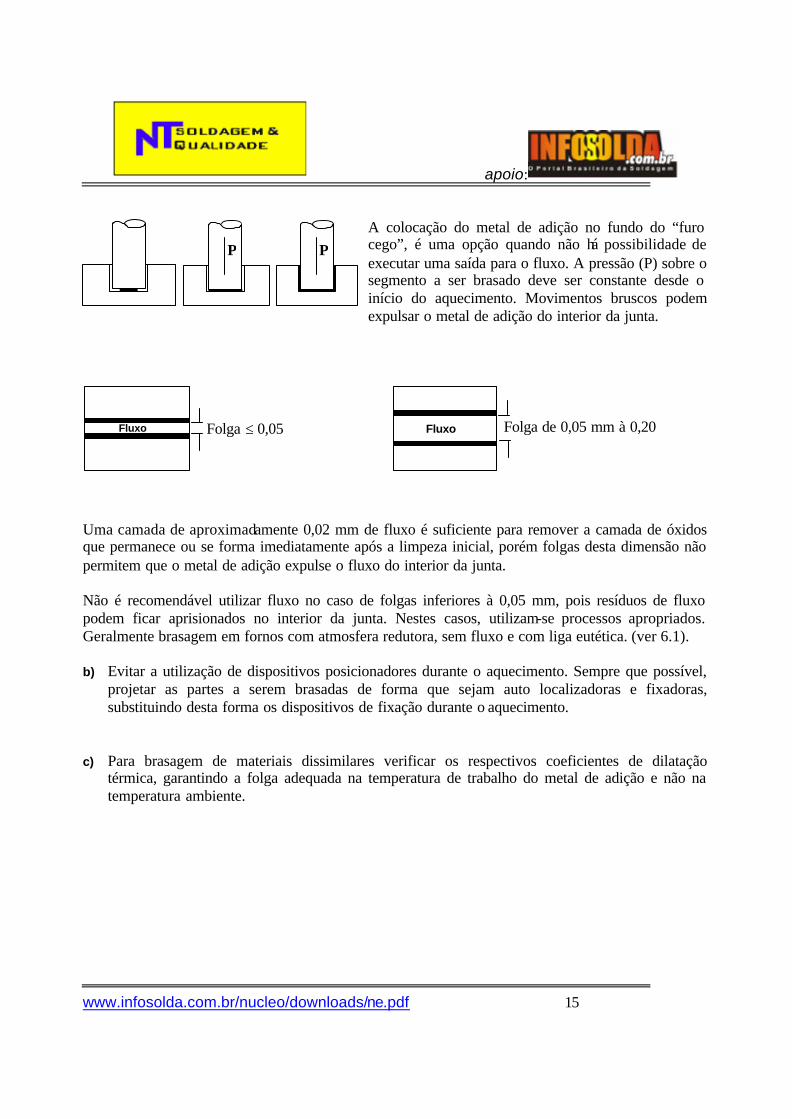
A colocação do metal de adição no fundo do “furo cego”, é uma opção quando não há possibilidade de executar uma saída para o fluxo. A pressão (P) sobre o segmento a ser brasado deve ser constante desde o início do aquecimento. Movimentos bruscos podem expulsar o metal de adição do interior da junta.
Uma camada de aproximadamente 0,02 mm de fluxo é suficiente para remover a camada de óxidos que permanece ou se forma imediatamente após a limpeza inicial, porém folgas desta dimensão não permitem que o metal de adição expulse o fluxo do interior da junta. Não é recomendável utilizar fluxo no caso de folgas inferiores à 0,05 mm, pois resíduos de fluxo podem ficar aprisionados no interior da junta. Nestes casos, utilizam-se processos apropriados. Geralmente brasagem em fornos com atmosfera redutora, sem fluxo e com liga eutética. (ver 6.1). b) Evitar a utilização de dispositivos posicionadores durante o aquecimento. Sempre que possível,
projetar as partes a serem brasadas de forma que sejam auto localizadoras e fixadoras, substituindo desta forma os dispositivos de fixação durante o aquecimento.
c) Para brasagem de materiais dissimilares verificar os respectivos coeficientes de dilatação
térmica, garantindo a folga adequada na temperatura de trabalho do metal de adição e não na temperatura ambiente.
P P
Folga ≤ 0,05 Fluxo Folga de 0,05 mm à 0,20 Fluxo

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 16
d) Para peças com riscos ou ranhuras, as mesmas devem preferencialmente estar no mesmo sentido
de penetração do metal de adição, melhorando a umectação e capilaridade da brasagem. S – sentido do metal de adição R – sentido das ranhuras e) Em peças sujeitas a movimentação e/ou vibração, deve ser evitada mudança brusca de
espessura. f) Os pré-formados de metal de adição devem ser posicionados na parte mais fria da junta,
evitando o risco do metal de adição fundir antes da junta atingir a temperatura de trabalho. Se isto ocorrer, não haverá boa penetração gerando uma junta de baixa resistência mecânica (solda fria).
g) No uso de pré-formados, a junta deve ser projetada de forma a facilitar a penetração.
Cobre
Aço Carbono 20°C
0,2 mm
Cobre
Aço 620°
C
0,32 mm
Metal Coeficiente de
Dilatação Linear 1°C
Cobre 0,0000162
Aço Carbono 0,0000111
Obs.: Sem escala e sem cálculo. Somente para efeito

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 17
Metal de adição no formato de
anel
Não recomendado
Recomendado

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 18
h) Na brasagem de pastilhas de qualquer tipo de material brasável com dimensão superior à 10 x 10 mm, como exemplo contatos elétricos e metal duro, deve -se utilizar pré-formados de metal de adição laminados. Se for brasado com varetas, corre-se o risco da permanência de fluxo.
4.3. Preparação da junta As juntas, depois de projetadas observando-se os requisitos mencionados anteriormente, podem ser preparadas através de processos de transformação mecânica (torno, fresa, plaina, retifica, brocha, alargador, broca e etc.), de modo que as superfícies a serem brasadas fiquem lisas e sem rebarbas, riscos ou ranhuras. As marcas de corte deixadas pela ferramenta utilizada na preparação da junta devem ser as menores possíveis, ou seja, quanto mais lisa a superfície, melhor a penetração, a uniformidade da pressão capilar e as propriedades da junta brasada. Todos os cantos vivos devem ser quebrados. A limpeza das superfícies a serem brasadas é um pré-requisito fundamental para a boa qualidade da junta. As camadas mais espessas de óxidos e materiais estranhos tais como: carepas de qualquer material, gordura, graxa, óleo, poeira, tinta e etc., devem ser removidas das superfícies a serem umectadas na brasagem. Estas sujidades dificultam a umectação do material base pelo metal de adição, causando danos à junta como porosidade, falta de penetração e inclusão de impurezas, além de dificultar a difusão molecular e a formação de camada intermetálica. (ver 3.2). A limpeza pode ser efetuada através de processo químico ou mecânico. Processo químico: realizado através do va por ou imersão das superfícies a serem brasadas em produtos químicos apropriados. A eliminação de gorduras, pode ser efetuada com o vapor ou a imersão em solvente orgânico, como tricloroetileno, percloroetileno ou produto equivalente. Quando as superfícies forem usinadas muito antes da brasagem e não protegidas, sofrerão oxidação pelo oxigênio do ar e eventual contaminação. Se isso ocorrer é necessário proceder a decapagem das superfícies por meio de uma solução de ácido clorídrico muriático, seguido de lavagem em água e neutralização em solução alcalina.
Vareta de metal de
Flux
Flux
A área brasada deve ser no mínimo 80% da

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 19
Processo mecânico: processo manual é realizado com o uso de limas, rasquetes e lixas. A operação deve ser efetuada com leveza, visando retirar somente uma fina camada superficial, sendo sempre necessário a limpeza dos resíduos finais com um pano limpo umedecido em álcool ou produto similar. O processo automático é realizado em equipamentos como vibradores, tamboreadores e centrífugas, juntamente com produtos químicos especiais (detergentes) para limpeza. Fluxos não eliminam graxa e óleo. No caso de graxa, óleo ou peças frágeis facilmente danificáveis, utilizar o processo químico para limpeza. Os fluxos dissolvem apenas os óxidos metálicos formados durante o aquecimento (ver 7). Após a limpeza, evitar contato manual com as superfícies a serem brasadas.
5. MATERIAIS BASE O tipo e a qualidade do material base é um determinante fundamental da qualidade da junta efetuada pelos processos de brasagem (solda branda, brasagem e soldabrasagem). Os tratamentos superficiais tais como jato de areia, carbonitretação, sulfatização e etc., dificultam ou impossibilitam a união por brasagem, sendo sua total extensão desconhecida. Desta forma é recomendável que sejam efetuados testes preliminares. Neste item classificaremos os diversos tipos de materiais base em grupos para facilitar a compreensão do leitor, no entanto devemos deixar claro que as características intrínsecas de cada material não estão descritas, pois se trata de assuntos de metalurgia de grande extensão e que vão além do objetivo proposto por este trabalho.
5.1. Ferros fundidos Definição: são ligas de ferro (Fe) e carbono (C), contendo entre 1,7% e 6,7% (C). Praticamente, os ferros fundidos contêm de 2,5% a 4,5% C, 0,3% a 2,0% de silício (Si) e quantidades muito variáveis de manganês (Mn), fósforo (P) e enxofre (S). Intervalo de fusão entre 1150°C e 1300°C. Utilizam-se os processos de soldagem branda, brasagem com ligas de solda prata e soldabrasagem com ligas de latões, bronzes e alpacas nos seguintes tipos de ferro fundido: • Ferro fundido branco; • Ferro fundido cinzento; • Ferro fundido maleável; • Ferro fundido com grafite esferoidal; • Ferro fundido especial ou ligado.
A escolha do metal de adição deve ser feita segundo as condições construtivas de cada conjunto, ou com base em considerações econômicas.
Na preparação da junta, deve-se eliminar a grafite da superfície a ser brasada, podendo utilizar escova de aço inoxidável, lixa, lima e limpeza química. (ver 4.3).

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 20
As principais dificuldades encontradas na união de ferros fundidos entre si ou com outros metais provêm de três particularidades deste metal: fragilidade, baixa condutibilidade térmica e mudança de estrutura. Fragilidade: os ferros fundidos mais comuns são os cinzentos. Eles são frágeis. A dilatação e a contração provocam tensões internas, que variam de acordo com a variação de temperatura. Estas tensões podem causar trincas e até mesmo ruptura da peça. Baixa condutibilidade térmica: o calor se propaga lentamente nos ferros fundidos, podendo ainda freqüentemente apresentar diferenças de seção bastante significantes, desta forma a dilatação ocorre de forma irregular causando grandes dificuldades nos processos de soldagem. Mudança de estrutura: a grande diferença de temperatura entre a junta e a região adjacente provoca um rápido resfriamento, dando origem às “zonas duras”, as quais possuem cementite que é um constituinte de elevada dureza e não maquinável. Estas dificuldades são bastante reduzidas nos processos de brasagem, desde que seja
aplicado um aquecimento entre 300°C e 400°C em todo o conjunto a ser unido e efetuada a brasagem antes do resfriamento. Este aquecimento é conhecido como pré-aquecimento e possibilita uma dilatação mais uniforme do conjunto evitando grandes diferenças de seção e consequentemente trincas.
5.2. Aços
Definição: ligas de ferro carbono contendo até 1,7% (C). O termo “aço” é igualmente empregado para designar as variedades com baixíssimos teores de (C), chamados de aços extra-macios ou doces que se aproximam muito do ferro industrial. Utilizam-se os processos de soldagem branda com ligas de estanho, brasagem com ligas de solda prata e soldabrasagem com ligas de latões e alpacas nos seguintes tipos de aços:
• Aço extramacio ou doce; • Aço carbono para construção; • Aço austenítico; • Aço ferrítico; • Aço inoxidável; • Aço ferramenta; • Aço especial ligado.
• Não requer cuidados específicos além da escolha adequada de metal de adição, como por exemplo no caso de aços inoxidáveis, onde é recomendável a utilização de ligas de prata (Ag) com adição de níquel (Ni). Pode ser unido com qualquer outro material brasável.
Para brasagem efetuada simultaneamente à têmpera, a liga de solda prata 12% Ag (DIN 8513-2/79 L-Ag12Cd) tem sido utilizada com êxito. Os aços ferramenta podem freqüentemente ser brasados na condição de temperado e revenido sem nenhuma perda de dureza, caso seja utilizado a liga de solda prata 40% Ag (DIN 8513-3/86 L-Ag40Cd) de intervalo de fusão extremamente baixo.

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 21
Os aços-cromo e aços níquel-cromo, podem geralmente ser brasados sem dificuldades embora não se possa esperar das juntas brasadas as mesmas propriedades químicas e mecânicas do material base. Os aços-manganês com teor de manganês (Mn) entre 12% e 14% se aquecidos à cerca de 350°C produzem uma zona muito frágil, a qual é evitada aquecendo o mínimo possível o material base e utilizando metal de adição com presença de níquel ou efetuando-se soldagem branda. Os aços austeníticos apresentam coeficiente de dilatação aproximadamente 50% maior que os aços comuns e condutibilidade térmica cerca de quatro vezes menor, favorecendo a deformação. Com as baixas temperaturas dos processos de brasagem, a deformação é reduzida.
5.3. Níquel e suas ligas Definição: metal branco, ligeiramente acizentado, magnético como o ferro, porém perde esta propriedade à 340°C, possui grande resistência química à oxidação e ponto de fusão de 1452°C. Com exceção das ligas de níquel (Ni) com alto teor de cromo (Cr), os metais de adição comuns para brasagem podem ser utilizados. A seleção do metal de adição no entanto, depende tanto de fatores econômicos como das solicitações na operação dos componentes acabados.
As ligas com alto teor de cromo são brasadas em atmosfera normal com metais de adição especiais a base de manganês ou sob atmosfera controlada com metais de adição a base de níquel (Ni) ou a base de metais preciosos para alta temperatura.
O enxofre(S) é a impureza mais nociva. Ele forma com o níquel um sulfato de níquel que ao aquecer rodeia os grãos do metal e suprime a união entre eles, resultando em redução das propriedades mecânicas. Devido a este fator, é conveniente, quando o aquecimento for oxiacetilênico, utilizar acetileno purificado.
Para combater a influência do enxofre, pode-se utilizar metal de adição com pequenas quantidades de manganês (Mn) ou magnésio (Mg). A brasagem do níquel, com aquecimento oxiacetilênico, não apresenta dificuldades quando se trata de um níquel maleável, onde o enxofre é fixado por uma adição suficiente de magnésio. 5.4. Cobre e suas ligas Definição: metal vermelho-rosado muito maleável e de alta condutibilidade térmica e elétrica, e ponto de fusão de 1083°C. Utilizam-se os processos de soldagem branda com ligas de estanho; brasagem com ligas de solda prata, foscoper e silfoscoper; e soldabrasagem com ligas de latões a alpaca. Nas uniões de Cobre x Cobre (Cu), e Cobre x Ligas de Cobre, onde não são requeridos trabalhos em ambientes sulfurosos (agentes derivados de enxofre) e/ou deformação da junta após brasagem, pode ser utilizado como metal de adição ligas fosforosas, denominadas foscoper e silfoscoper. A impureza mais crítica é o oxigênio (O2) que origina o óxido de cobre. Este óxido é solúvel no metal líquido e insolúvel no
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 22
metal sólido. Causa grande fragilidade na junta. Como o enxofre no caso do níquel, o óxido no caso do cobre dissolve-se pelo aquecimento do metal e durante o resfriamento envolve os grãos dos metais e dificulta a união entre eles (difusão molecular), tornando a junta frágil, podendo causar ruptura durante a contração no resfriamento. Portanto, é necessário utilizar, como metal base, cobre “desoxidado” ou com baixo teor de oxigênio. Para prevenção do óxido formado pela exposição do cobre ao ar, recomenda-se efetuar decapagem mergulhando as partes a serem brasadas em solução aquosa de ácido sulfúrico (H2SO4) com 5% a 10% de concentração, lavar em água corrente e em seguida mergulhar em água quente. É necessário secar as superfícies antes da brasagem. Soldabrasagem é praticamente o único método que permite a união de cobre que contém óxido, mantendo boas características mecânicas. O cobre é perfeitamente brasável se o teor de oxigênio é inferior à 0,04% (400 ppm). Latões: ligas de cobre e zinco (Zn) de cor amarelada. Para solda branda e brasagem não há maiores dificuldades que o cobre, porém na soldabrasagem devem ser tomados alguns cuidados com o aquecimento para evitar a volatilização do zinco. Em ligas de latão com chumbo (Pb), o chumbo encontra-se no estado puro, ele funde a 327°C, acima desta temperatura forma óxidos que provocam poros na zona de aquecimento. Latões com teores de Pb acima de 2% torna-se impraticável a brasagem e soldabrasagem.
Bronzes: ligas de cobre com adição de alumínio (Al), e/ou níquel (Ni), e/ou estanho (Sn) e outros elementos como fósforo (P). Para a solda branda não há problemas devido ao pouco aquecimento, no entanto para brasagem e soldabrasagem deve-se levar em conta a boa condutibilidade térmica e a forte dilatação. A chama, no caso de aquecimento à gás, deve ser fraca para que não cause a separação dos constituintes. Se o estanho vier a superfície, causará porosidades. Quanto a união de bronzes-alumínio, deve -se tomar cuidado para evitar a formação de uma camada de óxido. Recomenda-se a utilização de fluxo especial. Ligas de cobre-berílio homogeneizado podem ser endurecidas após a brasagem com solda prata 40% de Ag (DIN 8513-3/86 L-Ag40Cd), se a temperatura de brasagem é limitada ao máximo de 650°C e o tempo de brasagem à cerca de 30 segundos.
As ligas de cobre-níquel-ferro que são particularmente resistentes à corrosã o por água do mar, devem ser brasadas com solda prata de baixo ponto de fusão a fim de manter a estrutura de grãos finos que é vantajosa contra a corrosão sob tensão e contendo pequenos teores de níquel que aumentam a resistência à corrosão marítima.
5.5. Alumínio Definição: material branco; ligeiramente azulado; muito leve; facilmente oxidável; possui condutibilidade térmica, elétrica e

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 23
coeficiente de dilatação muito altos; boa resistência à corrosão; e apresenta melhoria das propriedades mecânicas a baixas temperaturas. Temperatura de fusão de 660°C. Pode ser unido através do processo de brasagem com ligas especiais de alumínio-silício (AWS A5.10/92 ER4043 e ER4047) e fluxo específico. A brasagem torna-se impraticável quando o conteúdo de magnésio (Mg) ou silício (Si) é superior a 2%, pois as temperaturas das ligas de brasagem chegam muito próximas destas ligas, além de tornar a umectação mais difícil. Nesses casos podem-se utilizar ligas de alumínio-zinco. 5.6. Cromo, molibdênio, tungstênio,
tântalo e nióbio É praticamente impossível brasar estes materiais sem recobrimento superficial antes da operação (banho de cobre, banho de níquel). A operação de brasagem é realizada com ligas para brasagem à alta temperatura em fornos com atmosfera redutora ou à vácuo. 5.7. Zinco, cádmio, chumbo, estanho e
antimônio Somente soldagem branda pode ser considerada para estes metais devido aos seus relativamente baixos pontos de fusão. 5.8. Metais preciosos
Os metais preciosos podem ser considerados, do ponto de vista técnico como de fácil brasagem. Eles são facilmente umectados por metais de adição comuns. A seleção do tipo de metal de adição depende basicamente das exigências de operação das partes unidas. 5.9. Titânio, zircônio e berílio Estes materiais não podem ser brasados sem serem previamente recobertos. Eles se tornam quebradiços quando aquecidos ao ar para as temperaturas de brasagem, e por isto, são brasados em fornos à vácuo usando metais de adição à base de prata. 5.10. Carboneto de tungstênio (metal
duro) e segmentos diamantados Para brasagem desses materiais, geralmente utilizam-se ligas específicas, desenvolvidas justamente para este tipo de material como por exemplo a “solda sanduíche” que é composta por duas lâminas de solda prata e uma intermediária de cobre. Segmentos diamantados podem ser brasados quando preparados para tal operação, ou seja, deve possuir uma base metálica ou possuir constituintes metálicos que permitam a brasagem. 6. METAIS DE ADIÇÃO
Metais de adição são ligas ou metais puros que atuam nas superfícies a serem unidas, penetrando na junta pelo efeito da umectação e capilaridade, unindo estas partes pela difusão molecular, formando camadas
intermetálicas entre os materiais base e o metal de adição.

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 24
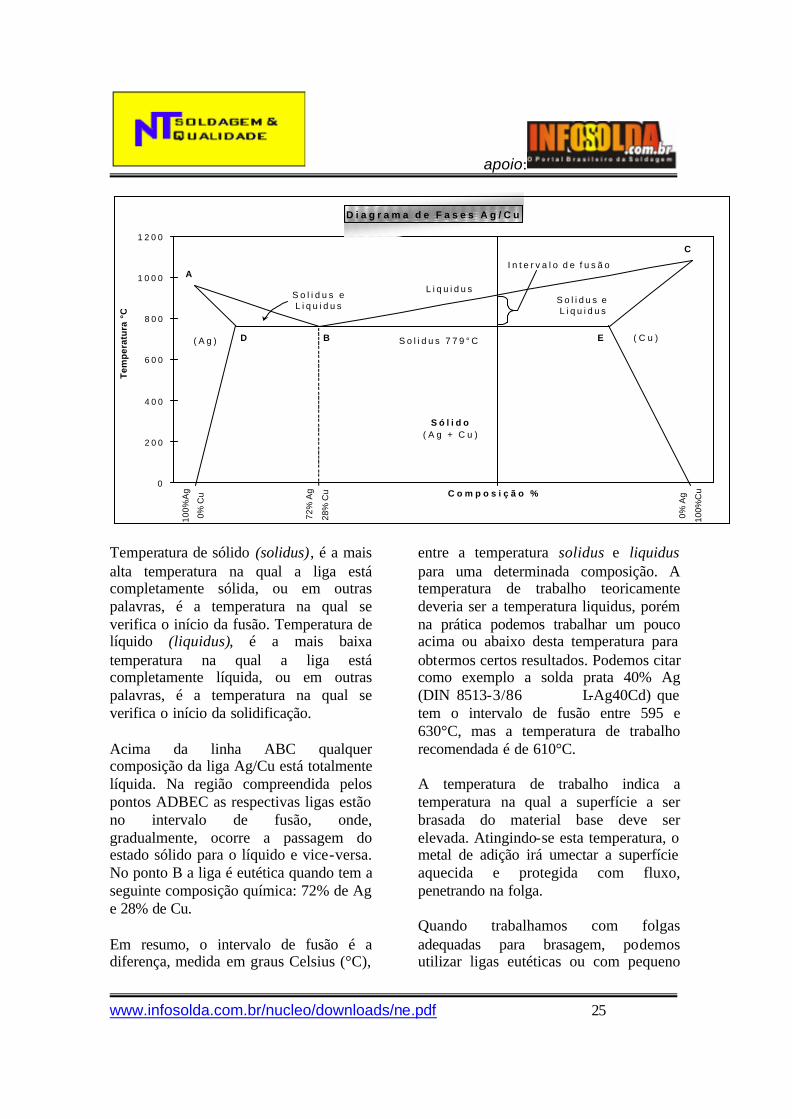
Os metais de adição para solda branda têm como constituinte básico o estanho, que forma ligas com o cobre e a prata. Os metais de adição para brasagem têm como constituintes básicos o cobre e a prata, dividindo-se em três grupos (solda prata, foscoper/silfoscoper e ligas especiais). Os metais de adição para soldabrasagem têm como constituintes básicos o cobre e o zinco. Estes metais de adição apresentam excelente capacidade de umectação e capilaridade, sendo a fluidez característica de cada liga, tendo em vista o intervalo de fusão, ou seja, quanto maior o intervalo de fusão menor a fluidez. Os metais de adição encontram-se em diversos formatos e dimensões, como por exemplo: varetas, fios, lâminas, anéis, vergas, varetas revestidas com fluxo e etc. Para que apresentem desempenho satisfatório, os metais de adição devem ser mantidos protegidos contra a umidade, poeira e avarias em geral, pois qualquer resíduo (mesmo cola de fitas adesivas) ou contaminação no metal de adição pode comprometer a qualidade da junta brasada. Os metais de adição não se deterioram quando mantidos sob condições adequadas de armazenamento. No entanto, é recomendável que sejam utilizados os lotes mais antigos, prevenindo assim contaminações e oxidações provenientes do armazenamento. Deve ser evitado a exposição ao ar por um período de tempo prolongado. 6.1. Intervalo de fusão e temperatura de trabalho A maioria dos metais de adição utilizados em brasagem são ligas não eutéticas, ou seja, não tem ponto de fusão definido como os metais puros, mas sim um intervalo de fusão compreendido entre as temperaturas de solidus e de liquidus. Para facilitar a visualização do intervalo de fusão, apresentamos o diagrama de fases abaixo, onde temos várias composições das ligas formadas por dois constituintes (liga binária).
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 25
D i a g r a m a d e F a s e s A g / C u
0
2 0 0
4 0 0
6 0 0
8 0 0
1 0 0 0
1 2 0 0
100%
Ag
0% C
u
72%
Ag
28%
Cu
0% A
g
100%
CuC o m p o s i ç ã o %
Tem
per
atu
ra °
C
S ó l i d o( A g + C u )
S o l i d u s 7 7 9 ° C ( C u )( A g )
S o l i d u s eL i q u i d u s
S o l i d u s eL i q u i d u s
L i q u i d u s
A
B
C
D E
I n t e r v a l o d e f u s ã o
Temperatura de sólido (solidus), é a mais alta temperatura na qual a liga está completamente sólida, ou em outras palavras, é a temperatura na qual se verifica o início da fusão. Temperatura de líquido (liquidus), é a mais baixa temperatura na qual a liga está completamente líquida, ou em outras palavras, é a temperatura na qual se verifica o início da solidificação. Acima da linha ABC qualquer composição da liga Ag/Cu está totalmente líquida. Na região compreendida pelos pontos ADBEC as respectivas ligas estão no intervalo de fusão, onde, gradualmente, ocorre a passagem do estado sólido para o líquido e vice-versa. No ponto B a liga é eutética quando tem a seguinte composição química: 72% de Ag e 28% de Cu. Em resumo, o intervalo de fusão é a diferença, medida em graus Celsius (°C),
entre a temperatura solidus e liquidus para uma determinada composição. A temperatura de trabalho teoricamente deveria ser a temperatura liquidus, porém na prática podemos trabalhar um pouco acima ou abaixo desta temperatura para obtermos certos resultados. Podemos citar como exemplo a solda prata 40% Ag (DIN 8513-3/86 L-Ag40Cd) que tem o intervalo de fusão entre 595 e 630°C, mas a temperatura de trabalho recomendada é de 610°C. A temperatura de trabalho indica a temperatura na qual a superfície a ser brasada do material base deve ser elevada. Atingindo-se esta temperatura, o metal de adição irá umectar a superfície aquecida e protegida com fluxo, penetrando na folga. Quando trabalhamos com folgas adequadas para brasagem, podemos utilizar ligas eutéticas ou com pequeno

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 26
intervalo de fusão, obtendo um rápido e total preenchimento assim que a temperatura atinge o ponto liquidus. Quando as folgas são largas (acima de 0,13 mm) ou irregulares, ou seja, menos adequadas para a brasagem, devemos utilizar ligas com intervalo de fusão maior, trabalhando no meio do mesmo, com a liga ainda “pastosa”, facilitando o controle da fluidez e consequentemente o preenchimento da folga. Quando o metal de adição utilizado possuir um intervalo de fusão relativamente grande (acima de 80°C), deve-se tomar cuidado para que os constituintes não se separem pelo aquecimento devido a volatilização. Este efeito é chamado de liquação. Os fluxos para brasagem dissolvem as camadas de óxido ajudando a diminuir o efeito da liquação. O uso de processo de aquecimento rápido, como por exemplo indução, também contribui para a redução deste efeito. A liquação pode ocorrer também no material base, portanto para a escolha do metal de adição deve ser comparada a temperatura de trabalho do metal de adição com a temperatura de fusão do material base. Exemplo: o processo de soldabrasagem no qual os metais de adição possuem temperatura média de trabalho em torno de 900°C é muito utilizado na união de ligas de latão, as qua is possuem grande quantidade de zinco que se volatiliza a 907°C. Neste caso o aquecimento deve ser o mais rápido possível e o uso de um bom fluxo torna-se indispensável.
6.2. Metais de adição para solda
branda Como mencionado no item 6, o constituinte básico é o Estanho que forma ligas com a Prata e o Cobre. O Chumbo já foi muito utilizado na composição dos metais de adição para solda branda, porém vem sendo substituído progressivamente pelo Cobre e pela Prata, devido ao fato do Chumbo ser um metal tóxico, nã o podendo ser utilizado em componentes de indústrias alimentícias e de água potável. Sendo sua utilização industrial cada vez mais restrita, uma vez que existem alternativas técnicas equivalentes e com menor risco à saúde. O uso de fluxos apropriados é imprescindível. A tabela a seguir contém diversos metais de adição para solda branda produzidos pela Brastak e suas respectivas, composições químicas, intervalos de fusão, temperaturas de trabalho, pesos específicos, durezas, condutividades elétrica, resistências à tração, normas e aplicações básicas.
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 27
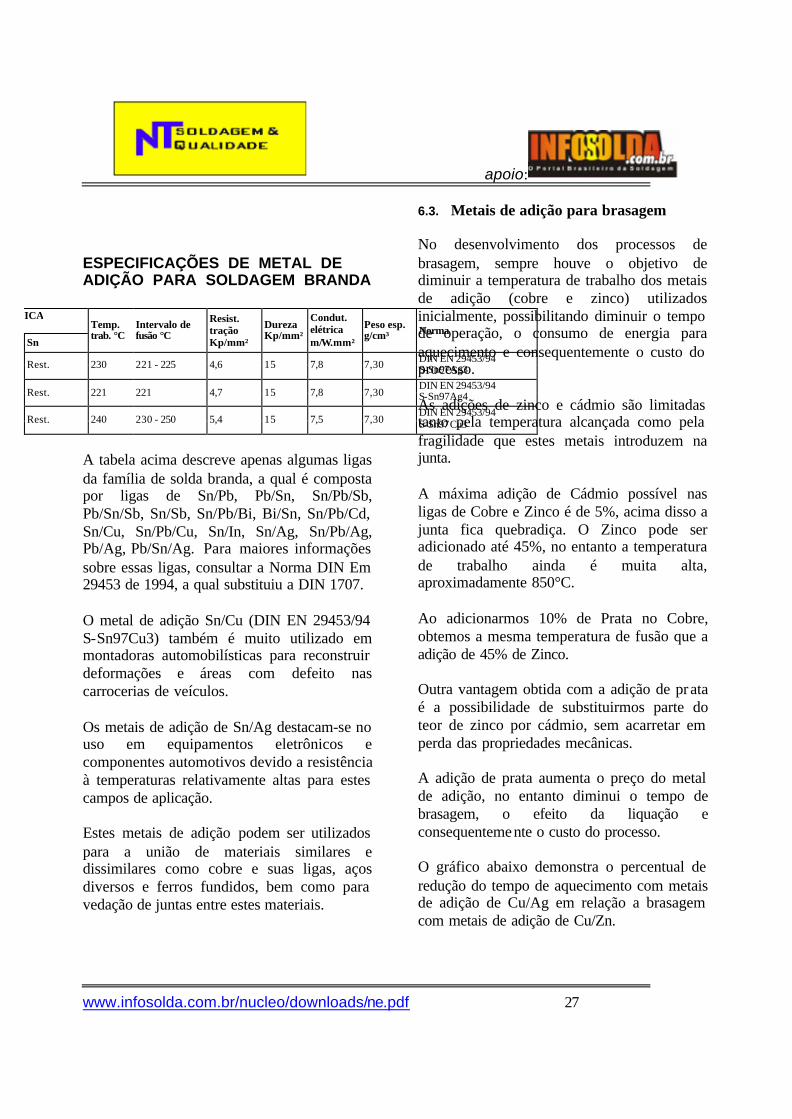
ESPECIFICAÇÕES DE METAL DE ADIÇÃO PARA SOLDAGEM BRANDA
COMPOSIÇÃO QUÍMICA
Sn
Temp. trab. °C
Intervalo de fusão °C
Resist. tração Kp/mm²
Dureza Kp/mm²
Condut. elétrica m/Ω .mm²
Peso esp. g/cm³ Norma
Rest. 230 221 - 225 4,6 15 7,8 7,30 DIN EN 29453/94 S-Sn97Ag3
Rest. 221 221 4,7 15 7,8 7,30 DIN EN 29453/94 S-Sn97Ag4
Rest. 240 230 - 250 5,4 15 7,5 7,30 DIN EN 29453/94 S-Sn97Cu3
A tabela acima descreve apenas algumas ligas da família de solda branda, a qual é composta por ligas de Sn/Pb, Pb/Sn, Sn/Pb/Sb, Pb/Sn/Sb, Sn/Sb, Sn/Pb/Bi, Bi/Sn, Sn/Pb/Cd, Sn/Cu, Sn/Pb/Cu, Sn/In, Sn/Ag, Sn/Pb/Ag, Pb/Ag, Pb/Sn/Ag. Para maiores informações sobre essas ligas, consultar a Norma DIN Em 29453 de 1994, a qual substituiu a DIN 1707. O metal de adição Sn/Cu (DIN EN 29453/94 S-Sn97Cu3) também é muito utilizado em montadoras automobilísticas para reconstruir deformações e áreas com defeito nas carrocerias de veículos. Os metais de adição de Sn/Ag destacam-se no uso em equipamentos eletrônicos e componentes automotivos devido a resistência à temperaturas relativamente altas para estes campos de aplicação. Estes metais de adição podem ser utilizados para a união de materiais similares e dissimilares como cobre e suas ligas, aços diversos e ferros fundidos, bem como para vedação de juntas entre estes materiais.
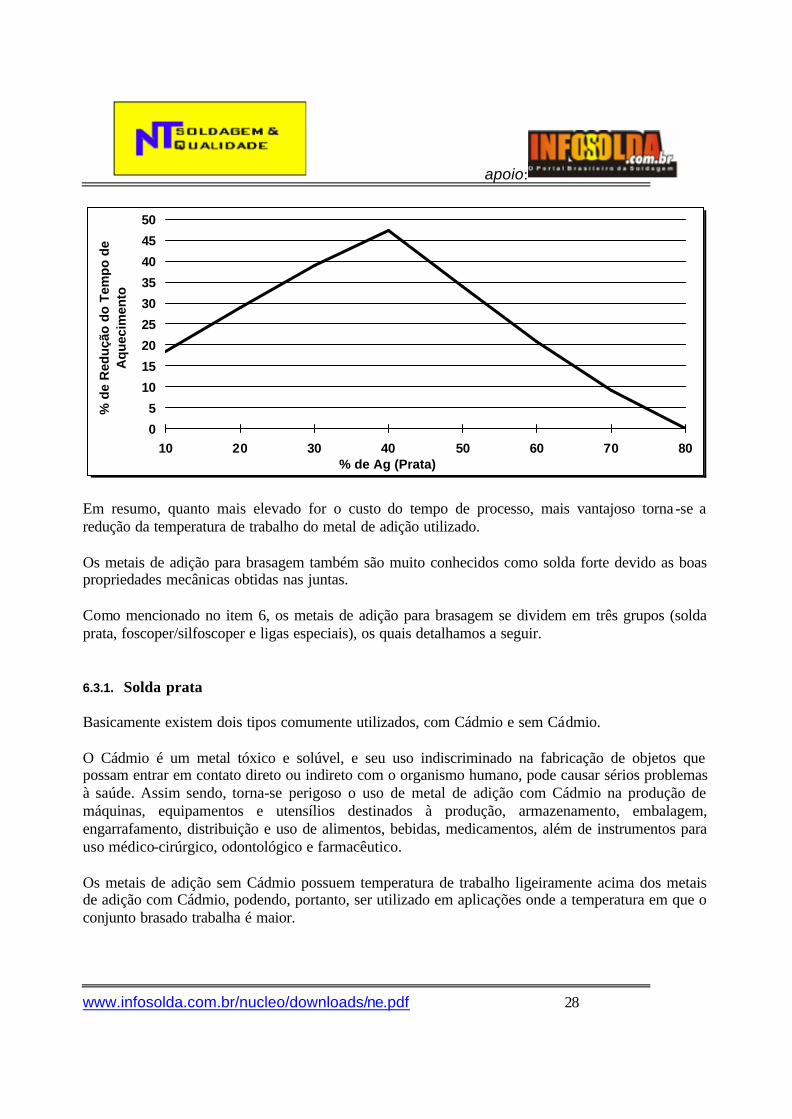
6.3. Metais de adição para brasagem No desenvolvimento dos processos de brasagem, sempre houve o objetivo de diminuir a temperatura de trabalho dos metais de adição (cobre e zinco) utilizados inicialmente, possibilitando diminuir o tempo de operação, o consumo de energia para aquecimento e consequentemente o custo do processo. As adições de zinco e cádmio são limitadas tanto pela temperatura alcançada como pela fragilidade que estes metais introduzem na junta. A máxima adição de Cádmio possível nas ligas de Cobre e Zinco é de 5%, acima disso a junta fica quebradiça. O Zinco pode ser adicionado até 45%, no entanto a temperatura de trabalho ainda é muita alta, aproximadamente 850°C. Ao adicionarmos 10% de Prata no Cobre, obtemos a mesma temperatura de fusão que a adição de 45% de Zinco. Outra vantagem obtida com a adição de pr ata é a possibilidade de substituirmos parte do teor de zinco por cádmio, sem acarretar em perda das propriedades mecânicas. A adição de prata aumenta o preço do metal de adição, no entanto diminui o tempo de brasagem, o efeito da liquação e consequentemente o custo do processo. O gráfico abaixo demonstra o percentual de redução do tempo de aquecimento com metais de adição de Cu/Ag em relação a brasagem com metais de adição de Cu/Zn.
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 28
0
5
10
15
20
25
30
35
40
45
50
10 20 30 40 50 60 70 80% de Ag (Prata)
% d
e R
edu
ção
do
Tem
po
de
Aq
uec
imen
to
Em resumo, quanto mais elevado for o custo do tempo de processo, mais vantajoso torna -se a redução da temperatura de trabalho do metal de adição utilizado. Os metais de adição para brasagem também são muito conhecidos como solda forte devido as boas propriedades mecânicas obtidas nas juntas. Como mencionado no item 6, os metais de adição para brasagem se dividem em três grupos (solda prata, foscoper/silfoscoper e ligas especiais), os quais detalhamos a seguir. 6.3.1. Solda prata Basicamente existem dois tipos comumente utilizados, com Cádmio e sem Cádmio. O Cádmio é um metal tóxico e solúvel, e seu uso indiscriminado na fabricação de objetos que possam entrar em contato direto ou indireto com o organismo humano, pode causar sérios problemas à saúde. Assim sendo, torna-se perigoso o uso de metal de adição com Cádmio na produção de máquinas, equipamentos e utensílios destinados à produção, armazenamento, embalagem, engarrafamento, distribuição e uso de alimentos, bebidas, medicamentos, além de instrumentos para uso médico-cirúrgico, odontológico e farmacêutico. Os metais de adição sem Cádmio possuem temperatura de trabalho ligeiramente acima dos metais de adição com Cádmio, podendo, portanto, ser utilizado em aplicações onde a temperatura em que o conjunto brasado trabalha é maior.

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 29
É crescente a substituição dos metais de adição com Cádmio por metais de adição sem Cádmio , devido aos problemas inerentes ao Cádmio. No entanto, está substituição muitas vezes requer um pequeno aumento no teor de prata na liga. O uso de fluxo é dispensável somente quando a brasagem for efetuada sob atmosfera controlada. Estes metais de adição são utilizados para a brasagem da maioria dos metais ferrosos e não ferrosos, com exceção do alumínio, do magnésio e de metais com ponto de fusão inferior à 800°C. Destacam-se pelo vasto campo de aplicação na mecânica de precisão, na indústria de materiais elétricos e eletrodomésticos e na fabricação em série das indústrias que trabalham com latão. Pequenas adições de silício contribuem para melhorar a fluidez. As ligas de Prata com Cádmio resistem ao trabalho em temperaturas de até 200°C, além de apresentarem excelentes resultados no trabalho à baixas temperaturas. Já as ligas de Prata sem Cádmio resistem até 250°C. Entre os metais de adição deste grupo, destacam-se:
• Solda prata 35% de Ag com Cd (AWS A5.8/92 BAg-2) é muito utilizada na indústria de fios e cabos de cobre, na forma de pó, para emenda durante o processo de trefilação;
• Solda prata 40% de Ag com Cd (DIN 8513-3/86 L-Ag40Cd) tem sucesso e confiabilidade na aplicação em Hélio líquido, o qual tem temperatura extremamente baixa. Também muito utilizada para brasagem de carboneto de tungstênio (metal duro) e segmentos diamantados;
• Solda prata 55% de Ag sem Cd (DIN 8513-3/86 L-Ag55Sn) que resiste ao trabalho em temperaturas de até 300°C, possui excelente capacidade de minimizar a corrosão sob tensão em componentes de níquel, ligas à base de níquel e aços inoxidáveis, e onde a cor branca possa melhorar a concordância com a cor do material base. Esta é a liga mais indicada para brasagem de aços inoxidáveis.

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 30
ESPECIFICAÇÕES DE SOLDA PRATA PARA BRASAGEM LIGAS COM CÁDMIO
COMPOSIÇÃO QUÍMICA (% em peso)
Ag Cu Zn Cd Sn Si Ni
Temp. trab. °C
Intervalo de fusão °C
Resist. tração Kp/mm²
Along. %
Dureza Kp/mm²
Condut. elétrica m/Ω.mm²
Peso esp. g/cm³
Norma
19,0 39,0 13,0 21,0 41,0
Rest. 17,0
— — — 750 605 - 765 35 25 105 12,0 8,80 DIN EN 1044/99 AG 309
24,0 29,0 15,5 26,0 31,0
Rest. 19,5
— — — 710 605 - 720 38 25 107 12,5 8,80 DIN EN 1044/99 AG 307
24,0 34,0 24,5 14,5 26,0 36,0 28,5 12,5
— — — 745 605 - 745 38 25 107 12,5 8,80 AWS A5.8 BAg-27
29,0 27,0 19,0 31,0 29,0
Rest. 23,0
— — — 680 600 - 690 38 25 110 13,0 9,20 DIN EN 1044/99 AG 306
34,0 25,0 19,0 17,0 36,0 27,5 23,0 19,0
— — — 702 607 - 702 40 25 110 13,5 9,10 AWS A5.8 BAg-2
39,0 18,0 18,0 41,0 20,0
Rest. 22,0
— — — 610 595 - 630 40 25 110 14,0 9,30 DIN EN 1044/99 AG 304
44,0 14,0 14,0 23,0 46,0 16,0 18,0 25,0
— — — 618 607 - 618 35 25 110 14,0 9,40 AWS A5.8 BAg-1
49,0 14,5 14,5 17,0 51,0 16,5 18,5 19,0
— — — 635 627 - 635 39 29 129 10,9 9,49 AWS A5.8 BAg-1a
LIGAS SEM CÁDMIO
COMPOSIÇÃO QUÍMICA (% em peso)
Ag Cu Zn Cd Sn Si Ni
Temp. trab. °C
Intervalo de fusão °C
Resist. tração Kp/mm²
Along. %
Dureza Kp/mm²
Condut. elétrica m/Ω.mm²
Peso esp. g/cm³
Norma
11,0 47,0 13,0 49,0 Rest. — — — — 830 800 - 830 38 30 130 13,5 8,50 DIN EN 1044/99
AG 207 19,0 43,0 — 21,0 45,0
Rest. — — 0,2
— 810 690 - 810 ND ND ND ND 8,70 DIN EN 1044/99 AG 206
24,0 40,0 26,0 42,0
Rest. — — — — 780 700 - 800 38 25 135 12,5 8,80 DIN EN 1044/99 AG 205
24,0 39,0 1,5 26,0 41,0
Rest. — 2,5
— — 750 680 - 760 ND ND ND ND 8,70 DIN EN 1044/99 AG 108
29,0 37,0 31,0 39,0
Rest. — — — — 750 680 - 765 ND ND ND ND 8,90 DIN EN 1044/99 AG 204
29,0 35,0 1,5 31,0 37,0 Rest. — 2,5 — — 740 650 - 750 ND ND ND ND 8,80 DIN EN 1044/99
AG 107 33,0 35,0 2,5 35,0 37,0 Rest. — 3,5 — — 710 630 - 730 ND ND ND ND 9,00 DIN EN 1044/99
AG 106 37,0 31,0 26,0 1,5 39,0 33,0 30,0
— 2,5
— — 721 649 - 721 ND ND ND ND 9,00 AWS A5.8/92 BAg-34
COMPOSIÇÃO QUÍMICA (% em peso) Norma

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 31
Ag Cu Zn Cd Sn Si Ni Temp. trab. °C
39,0 29,0 26,0 1,5 41,0 31,0 30,0
— — — 2,5
779 671 - 779 ND ND ND ND 9,10 AWS A5.8/92 BAg-4
39,0 29,0 26,0 1,5 41,0 31,0 30,0
— 2,5
— — 690 640 - 700 ND ND ND ND 9,10 DIN EN 1044/99 AG 105
43,0 29,0 45,0 31,0
Rest. — — — — 730 675 - 735 40 25 120 11,5 9,10 DIN EN 1044/99 AG 203
44,0 26,0 2,5 46,0 28,0
Rest. — 3,5
— — 670 640 - 680 35 ND ND ND 9,20 DIN EN 1044/99 AG 104
49,0 33,0 14,0 51,0 35,0 18,0
— — — — 774 688 - 774 ND ND ND ND 9,30 AWS A5.8/92 BAg-6
54,0 20,0 2,0 57,0 23,0
Rest. — 5,0
— — 650 620 - 660 36 28 120 11,2 9,40 DIN EN 1044/99 AG 102
59,0 9,5 61,0
Rest. — — 10,5
— — 718 602 - 718 ND ND ND ND 9,80 AWS A5.8/92 BAg-18
71,0 73,0
Rest. — — — — — 780 779 38 17 140 46,1 10,00 DIN EN 1044/99 AG 401
As tabelas acima não contemplam todas as ligas de solda prata para brasagem descritas nas normas AWS A5.8 do ano de 1992 e DIN Em 1044 do ano 1999. Para informações sobre outras ligas, consultar essas normas. OBS.: Os valores de resistência à tração referem-se a aplicação em aço SAE 1010, sendo que modifica em função das características do material base. 6.3.2. Foscoper e silfoscoper São metais de adição constituídos de Cobre e Fósforo (P) no caso de Foscoper e Cobre, Fósforo e Prata no caso de Silfoscoper. Proporcionam uma solução eficaz e de custo relativamente baixo nas brasagens de Cobre e suas ligas. Utilizadas em grande escala nas indústrias de refrigeração e ar condicionado, pois suporta ao trabalho em temperaturas entre aproximadamente –50 e 200°C. Também muito utilizadas nas indústrias elétricas e na união de tubos em instalações hidráulicas. Não é indicada para a brasagem de ferro, níquel e aço, pois há formação de frágeis camadas intermediárias não proporcionando uma resistência mecânica satisfatória. Tem uso limitado na brasagem de tungstênio e molibdênio. Não devem ser utilizados em uniões expostas a agentes químicos derivados de enxofre (ambientes sulfurosos), pois
haverá reação com o fósforo e rápida degradação da junta brasada.
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 32
Na brasagem de Cobre com Cobre, Prata ou bronze fosforoso em atmosfera normal, não é necessário o uso de fluxos, pois o fósforo contido no metal de adição reage com o auxílio do ar dando origem a uma substância chamada pentóxido de fósforo. O óxido de cobre formado pelo aquecimento das superfícies também reage com esta substância transformando-se em metafosfato de cobre, que funciona como fluxo. Para brasagem de latões e bronzes não fosforosos é necessária a utilização de fluxo. Possibilitam a execução da brasagem em locais de difícil acesso, devido a grande fluidez e capacidade de penetração no interior da junta sob efeito do calor.
As ligas de silfoscoper diferenciam-se das ligas foscoper por apresentarem melhor desempenho na brasagem de componentes sujeitos à vibração. Deve-se evitar o uso dessas ligas em juntas que sofrem deformação após brasagem, pois não apresentam boa propriedade de alongamento, o que pode causar ruptura da junta. O metal de adição (DIN 8513-2/79 L-Ag15P) é especialmente indicado para a brasagem de barramentos elétricos, pois possui condutividade elétrica relativamente boa, além das propriedades mecânicas das ligas de silfoscoper. Quanto maior o teor de fósforo dessas ligas, menor as propriedades de condutividade elétrica e ductilidade.
ESPECIFICAÇÕES DE FOSCOPER E SILFOSCOPER PARA BRASAGEM

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 33
COMPOSIÇÃO QUÍMICA (% em peso)
Cu P Ag Sn
Temp. trab. °C
Intervalo de fusão °C
Resist. tração Kp/mm²
Along. %
Dureza Kp/mm²
Condut. elétrica m/Ω .mm²
Peso esp. g/cm³
Norma
5,9 — Rest.
6,5 — 730 710 - 880 25 ND ND ND 8,10 DIN EN 1044/99
CP 203
6,6 Rest. 7,4
— — 720 710 - 820 25 5 180 4,0 8,10 DIN EN 1044/99 CP 202
7,5
FF OO SS CC OO PP EE RR Rest.
8,1 — — 710 710 - 750 25 5 180 4,0 8,00 DIN EN 1044/99
CP 201
4,7 14,5 Rest. 5,3 15,5
— 710 645 - 800 25 10 180 7,0 8,40 DIN EN 1044/99 CP 102
5,9 1,5 Rest.
6,7 2,5 — 710 645 - 825 25 5 180 4,0 8,10
DIN EN 1044/99 CP 105
5,7 4,5 Rest. 6,3 5,5 — 710 645 - 815 25 5 180 5,0 8,20
DIN EN 1044/99 CP 104
6,8 1,8 Rest.
7,2 2,2 — 732 643 - 788 25 ND ND ND 8,00
AWS A5.8M/04 BCuP-6
7,0 5,8
SS II LL FF OO SS CC OO PP EE RR
Rest. 7,5 6,2
— 691 643 - 718 25 ND ND ND 8,05 AWS A5.8M/04 BCuP-4
Para folgas mais estreitas (até 0,10 mm) indica-se as ligas com menor intervalo de fusão. Ao contrário, indica-se as ligas com maior intervalo de fusão. Melhores resultados são obtidos com folgas entre 0,03 mm e 0,13 mm.
7. FLUXOS Os fluxos são aplicados, praticamente, em todos os processos de solda branda, brasagem e soldabrasagem, excluindo-se apenas os que são realizados sob atmosfera controlada em fornos especiais, ou na brasagem de cobre e bronzes fosforosos com foscoper ou silfoscoper. Existem fluxos específicos para cada aplicação, considerando a combinação material base X metal de adição, temperatura de trabalho, composição do metal base, tipo de aquecimento e processos de acabamento do conjunto após união. Os fluxos em geral têm como constituintes básicos compostos de boro e flúor, na forma de ácido bórico, bórax, boratos e fluoretos, com exceção somente dos fluxos para soldagem branda que tem como constituinte básico o cloreto de zinco. O principal solvente é água. Os fluxos não devem ser utilizados para a limpeza primária das superfícies a serem brasadas, e para que seja obtido um resultado satisfatório é necessário que tais superfícies estejam previamente limpas, antes de aplicar o fluxo. Sob efeito de calor e quando a temperatura atinge a faixa de atuação do fluxo, o mesmo impede o contato do oxigênio do ar com as superfícies a serem unidas, impedindo a formação de novos óxidos. As camadas de óxidos metálicos que se formam nas superfícies a serem unidas durante o aquecimento, são dissolvidas pelo fluxo, o qual retém estes
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 34
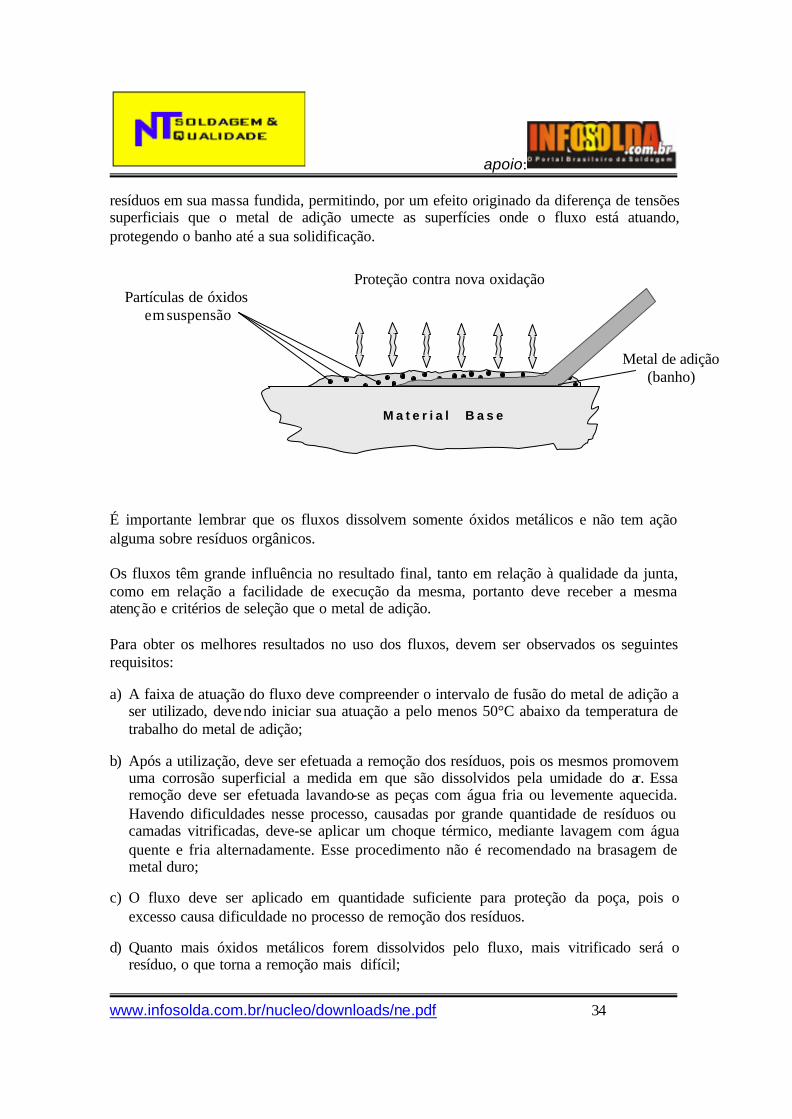
resíduos em sua massa fundida, permitindo, por um efeito originado da diferença de tensões superficiais que o metal de adição umecte as superfícies onde o fluxo está atuando, protegendo o banho até a sua solidificação. É importante lembrar que os fluxos dissolvem somente óxidos metálicos e não tem ação alguma sobre resíduos orgânicos. Os fluxos têm grande influência no resultado final, tanto em relação à qualidade da junta, como em relação a facilidade de execução da mesma, portanto deve receber a mesma atenção e critérios de seleção que o metal de adição. Para obter os melhores resultados no uso dos fluxos, devem ser observados os seguintes requisitos: a) A faixa de atuação do fluxo deve compreender o intervalo de fusão do metal de adição a
ser utilizado, devendo iniciar sua atuação a pelo menos 50°C abaixo da temperatura de trabalho do metal de adição;
b) Após a utilização, deve ser efetuada a remoção dos resíduos, pois os mesmos promovem
uma corrosão superficial a medida em que são dissolvidos pela umidade do ar. Essa remoção deve ser efetuada lavando-se as peças com água fria ou levemente aquecida. Havendo dificuldades nesse processo, causadas por grande quantidade de resíduos ou camadas vitrificadas, deve-se aplicar um choque térmico, mediante lavagem com água quente e fria alternadamente. Esse procedimento não é recomendado na brasagem de metal duro;
c) O fluxo deve ser aplicado em quantidade suficiente para proteção da poça, pois o
excesso causa dificuldade no processo de remoção dos resíduos. d) Quanto mais óxidos metálicos forem dissolvidos pelo fluxo, mais vitrificado será o
resíduo, o que torna a remoção mais difícil;
Partículas de óxidos em suspensão
M a t e r i a l B a s e
Proteção contra nova oxidação
Metal de adição (banho)
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 35
e) Não aplicar a chama diretamente sobre o fluxo, pois mesmo carboniza perdendo sua
função. f) Os fluxos têm prazo de validade indeterminado se mantidos sob condições adequadas de
armazenamento, porém alguns fabricantes, por precaução, estabelecem validade de 18 meses.
g) Os fluxos em pasta tendem a secar durante o período de armazenamento. Nestes casos
deve-se dissolve-lo em água destilada até obter a consistência e viscosidade adequada, tomando cuidado para não baixar demasiadamente o potencial de proteção e limpeza do mesmo.
h) Os fluxos em pó são higroscópicos, ou seja, tem grande capacidade de absorver
umidade, por isso devem ser armazenados em locais que previnam a umidade e sempre que possível mantidos nas embalagens originais e fechadas. Caso o fluxo apresente algumas “pedrinhas ou empelotamento” basta agitar a embalagem para que o fluxo volte a ser um pó fino, se isso não ocorrer é porque o fluxo está excessivamente úmido, o que não afeta a característica do fluxo, mas dificulta a aplicação.
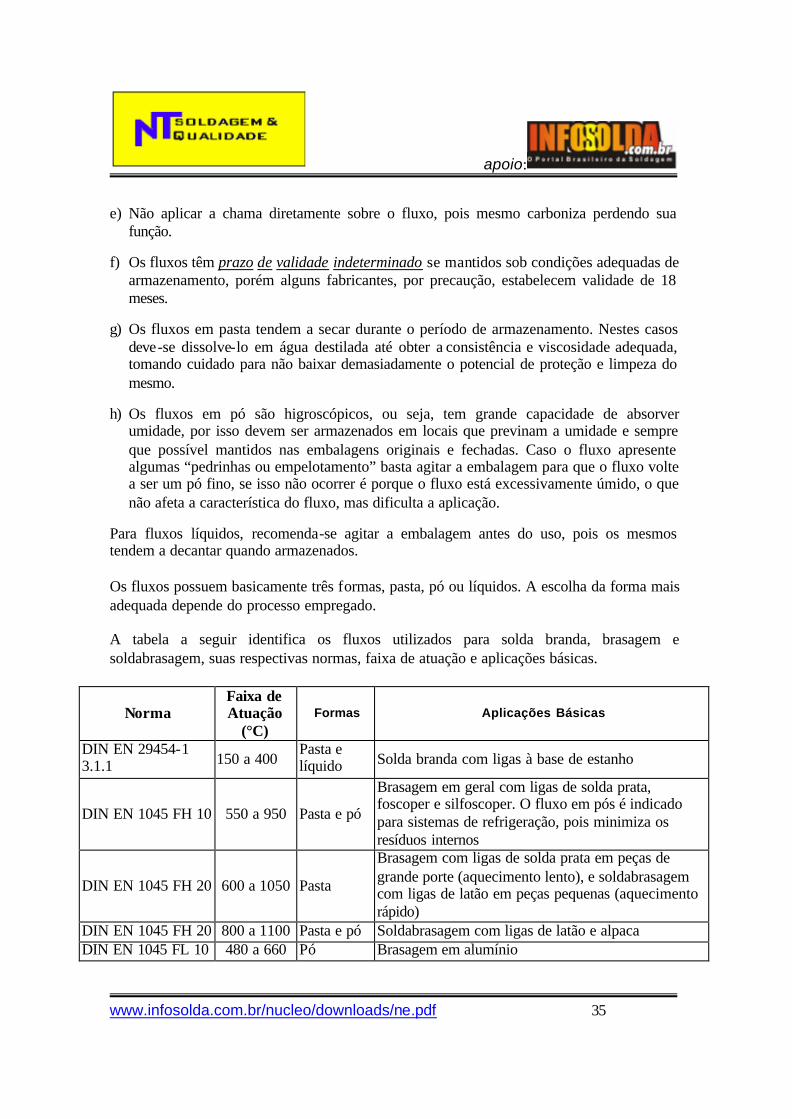
Para fluxos líquidos, recomenda-se agitar a embalagem antes do uso, pois os mesmos tendem a decantar quando armazenados. Os fluxos possuem basicamente três formas, pasta, pó ou líquidos. A escolha da forma mais adequada depende do processo empregado. A tabela a seguir identifica os fluxos utilizados para solda branda, brasagem e soldabrasagem, suas respectivas normas, faixa de atuação e aplicações básicas.
Norma Faixa de Atuação
(°C) Formas Aplicações Básicas
DIN EN 29454-1 3.1.1 150 a 400
Pasta e líquido Solda branda com ligas à base de estanho
DIN EN 1045 FH 10 550 a 950 Pasta e pó
Brasagem em geral com ligas de solda prata, foscoper e silfoscoper. O fluxo em pós é indicado para sistemas de refrigeração, pois minimiza os resíduos internos
DIN EN 1045 FH 20 600 a 1050 Pasta
Brasagem com ligas de solda prata em peças de grande porte (aquecimento lento), e soldabrasagem com ligas de latão em peças pequenas (aquecimento rápido)
DIN EN 1045 FH 20 800 a 1100 Pasta e pó Soldabrasagem com ligas de latão e alpaca DIN EN 1045 FL 10 480 a 660 Pó Brasagem em alumínio
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 36
DIN EN 1045 FH 12 600 a 950 Pasta Brasagem de metal duro e contatos elétricos
7.1. Instruções para aplicação dos fluxos
O processo de aplicação dos fluxos é efetuado de acordo com a forma do mesmo, conforme instruções a seguir:
a) Fluxos em pó Geralmente o operador aquece a vareta de metal de adição e introduz no recipiente de fluxo. Com isto o fluxo adere à vareta. Podem ser aplicados “polvilhados” sobre a superfície. Este método não é recomendado para aquecimento por chama, pois a pressão da chama sopra o pó da superfície. Somente pode ser utilizado se a chama for indireta. Quando o processo de aquecimento é por banho de fluxo quente (dip brazing), os fluxos em pó são utilizados para a formação do banho devido a ausência de água. Podem ser misturados em proporção adequada com o metal de adição também em pó para aplicações específicas. Os fluxos em pó por serem aplicados sobre a vareta não penetram excessivamente na junta, deixando menos resíduos após a brasagem. No entanto, a penetração do metal de adição é menor em relação ao uso do fluxo em pasta. Os fluxos em pó estão substituindo o fluxo em pasta em grande escala nas industrias de refrigeração, pois há menor risco de contaminação do circuito, o que é favorável quando se utiliza gás R 134a. como refrigerante.
b) Fluxo em pasta São os mais utilizados devido a facilidade de aplicação e o excelente desempenho. Podem ser aplicados com auxílio de espátula, pincel ou objeto similar.
Uma fina camada de fluxo (0,1 a 0,2 mm) é suficiente para a proteção do banho, o excesso de fluxo dificulta a remoção dos resíduos e aumenta o tempo de aquecimento. c) Fluxo líquido
Utilizado na soldagem branda em juntas de difícil acesso, podendo ser aplicado com o auxílio de seringa ou bisnaga.
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 37
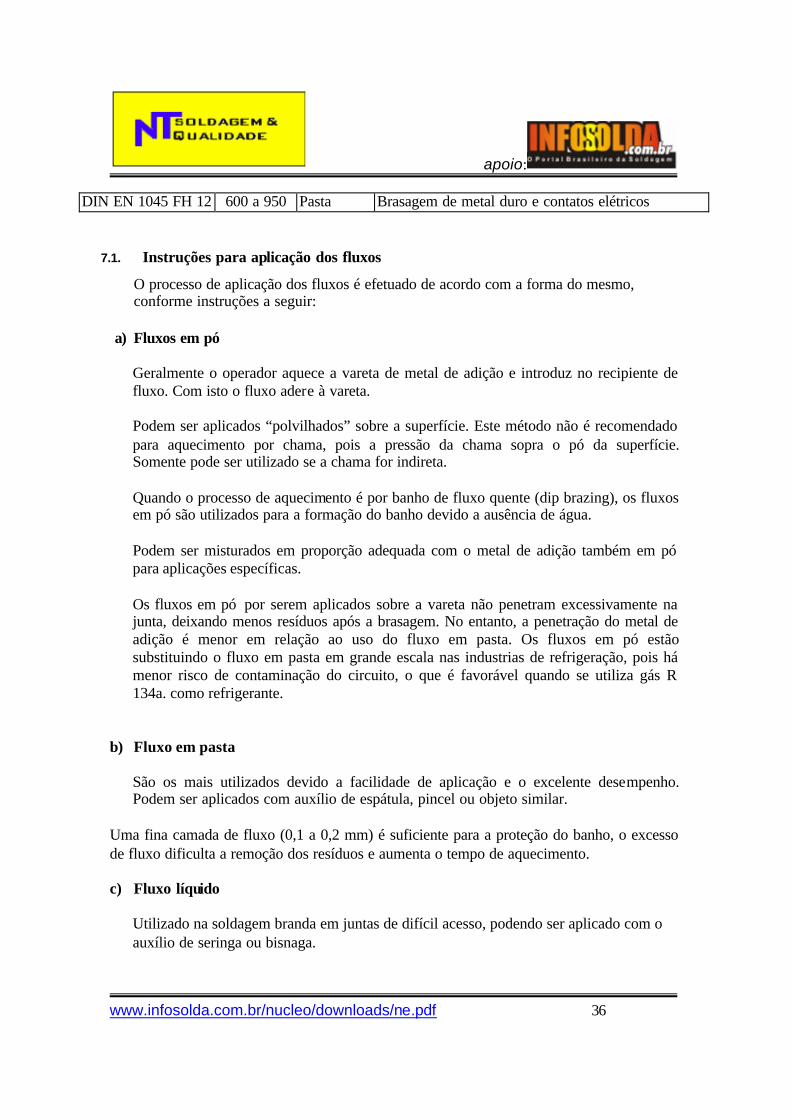
Há também o fluxo líquido que é aplicado por arraste do gás combustível no processo de aquecimento oxi-gás (maçarico). (ver 7.2).
7.2. Fluxo líquido aplicado através da
chama São utilizados somente em processos de aquecimento por chama, onde o gás combustível, acetileno ou GLP, passa por um aparelho depurador contendo o fluxo dissolvido em álcool. Na chama, temos a queima do álcool e o bombardeamento da superfície de brasagem pelas partículas de fluxo em pó, que estavam na solução. Este tipo de fluxo é muito utilizado na soldabrasagem, onde não é requerida a penetração do metal de adição em aberturas pequenas. Para penetração em pequenas folgas, pode-se utilizar o fluxo comum junto com o fluxo de chama. 8. PROCESSOS DE AQUECIMENTO Existem diversos tipos de processos de aquecimento, como chama, indução, forno de atmosfera controlada, atmosfera comum, à vácuo, banho de metal fundido, spray de metal fundido (dip brazing) e etc. Entretanto, neste trabalho descreveremos apenas o aquecimento a chama, o qual é o mais empregado nas industrias brasileiras. 8.1. Aquecimento a chama (maçarico) É o mais conhecido e utilizado de todos. Consiste em misturar um gás combustível (acetileno, GLP, propano, gás natural ou hidrogênio) com o oxigênio ou ar comprimido em um maçarico apropriado. A mistura oxigênio e acetileno é a mais utilizada pelos seguintes motivos: • Oxigênio é um gás comburente que mantém a combustão. O ar é também um gás
comburente, mas como 80% é constituído por azoto, que não participa na combustão, este absorve grande parte do calor liberado e abaixa a temperatura máxima. Uma chama aerogás tem uma temperatura de aproximadamente 1000°C inferior às chamas oxi-combustível. Chamas aerogás são utilizadas para solda branda.
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 38
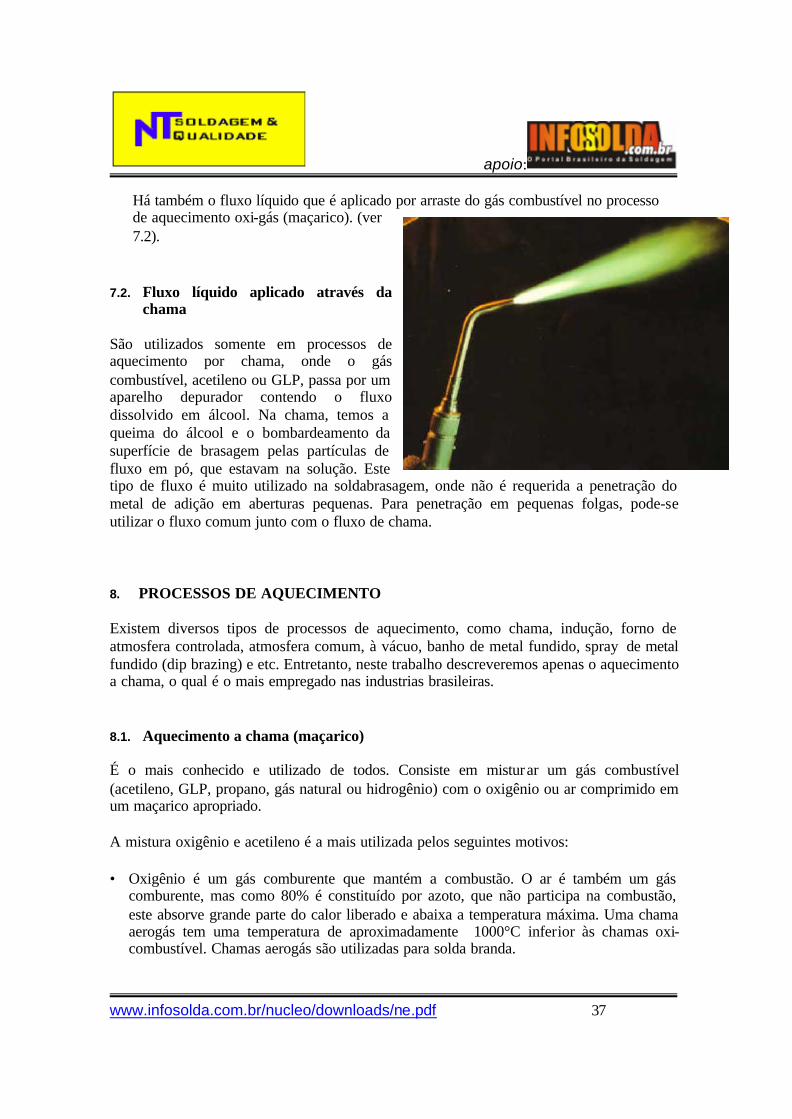
• Acetileno é um gás combustível composto por carbono e hidrogênio (C2H2). Ao
queimar, libera não só calor de oxidação de cada componente mas também uma quantidade de energia considerável proveniente de sua composição. Assim com uma mistura em partes iguais (1 volume de oxigênio para 1 volume de acetileno) alimentando o maçarico, obtém-se uma chama oxiacetilênica com uma temperatura máxima de 3100°C, que é a mais alta de todas as chamas usuais.
Gás Combustível Temperatura da Chama com O2 Consumo em m³ Oxigênio/ m³ de gás Acetileno 3100°C 1,0 GLP 2800°C 3,0 Gás Natural 2700°C 1,6
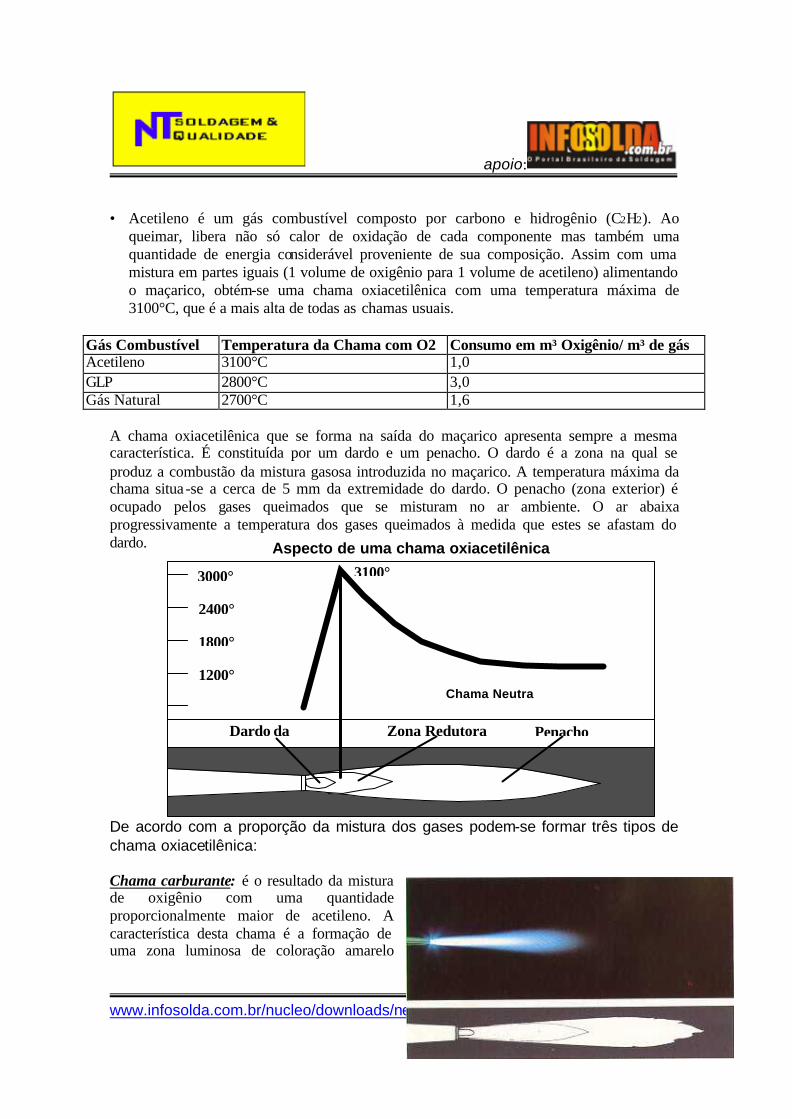
A chama oxiacetilênica que se forma na saída do maçarico apresenta sempre a mesma característica. É constituída por um dardo e um penacho. O dardo é a zona na qual se produz a combustão da mistura gasosa introduzida no maçarico. A temperatura máxima da chama situa -se a cerca de 5 mm da extremidade do dardo. O penacho (zona exterior) é ocupado pelos gases queimados que se misturam no ar ambiente. O ar abaixa progressivamente a temperatura dos gases queimados à medida que estes se afastam do dardo.
De acordo com a proporção da mistura dos gases podem-se formar três tipos de chama oxiacetilênica: Chama carburante: é o resultado da mistura de oxigênio com uma quantidade proporcionalmente maior de acetileno. A característica desta chama é a formação de uma zona luminosa de coloração amarelo
3000°
2400°
1800°
1200°
Aspecto de uma chama oxiacetilênica
Dardo da
Chama Neutra
Zona Redutora Penacho
3100°
apoio:
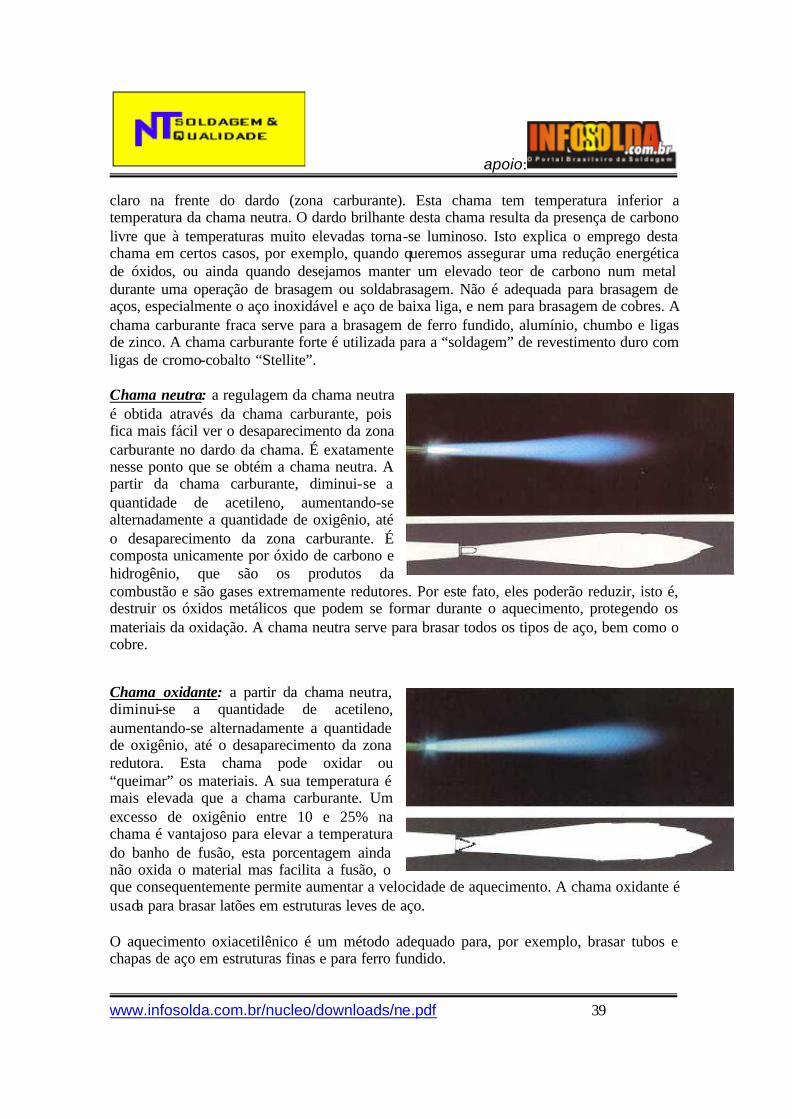
www.infosolda.com.br/nucleo/downloads/ne.pdf 39
claro na frente do dardo (zona carburante). Esta chama tem temperatura inferior a temperatura da chama neutra. O dardo brilhante desta chama resulta da presença de carbono livre que à temperaturas muito elevadas torna-se luminoso. Isto explica o emprego desta chama em certos casos, por exemplo, quando queremos assegurar uma redução energética de óxidos, ou ainda quando desejamos manter um elevado teor de carbono num metal durante uma operação de brasagem ou soldabrasagem. Não é adequada para brasagem de aços, especialmente o aço inoxidável e aço de baixa liga, e nem para brasagem de cobres. A chama carburante fraca serve para a brasagem de ferro fundido, alumínio, chumbo e ligas de zinco. A chama carburante forte é utilizada para a “soldagem” de revestimento duro com ligas de cromo-cobalto “Stellite”. Chama neutra: a regulagem da chama neutra é obtida através da chama carburante, pois fica mais fácil ver o desaparecimento da zona carburante no dardo da chama. É exatamente nesse ponto que se obtém a chama neutra. A partir da chama carburante, diminui-se a quantidade de acetileno, aumentando-se alternadamente a quantidade de oxigênio, até o desaparecimento da zona carburante. É composta unicamente por óxido de carbono e hidrogênio, que são os produtos da combustão e são gases extremamente redutores. Por este fato, eles poderão reduzir, isto é, destruir os óxidos metálicos que podem se formar durante o aquecimento, protegendo os materiais da oxidação. A chama neutra serve para brasar todos os tipos de aço, bem como o cobre.
Chama oxidante: a partir da chama neutra, diminui-se a quantidade de acetileno, aumentando-se alternadamente a quantidade de oxigênio, até o desaparecimento da zona redutora. Esta chama pode oxidar ou “queimar” os materiais. A sua temperatura é mais elevada que a chama carburante. Um excesso de oxigênio entre 10 e 25% na chama é vantajoso para elevar a temperatura do banho de fusão, esta porcentagem ainda não oxida o material mas facilita a fusão, o que consequentemente permite aumentar a velocidade de aquecimento. A chama oxidante é usada para brasar latões em estruturas leves de aço. O aquecimento oxiacetilênico é um método adequado para, por exemplo, brasar tubos e chapas de aço em estruturas finas e para ferro fundido.
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 40
O aquecimento oxiacetilênico pode ser feito tanto à esquerda como à direita, no entanto recomenda -se o uso à direita. 9. DEFEITOS, CAUSAS E CORREÇÕES São diversos os defeitos que podem ocorrer em juntas brasadas. Citaremos apenas os principais, os quais são também os mais freqüentes. A causa citada para cada tipo de defeito é a mais provável, o que não quer dizer que seja a única, pois todos os requisitos do processo podem influenciar negativamente no resultado se algum desvio ocorrer. A ação corretiva para algum defeito deve incluir a avaliação de todo o processo, incluindo o tipo e dimensão da junta, a limpeza das superfícies, o material base, o metal de adição, o fluxo, o processo de aquecimento, a qualidade dos gases utilizados quando o aquecimento for à chama ou sob atmosfera controlada, o ambiente de trabalho e a técnica do operador. A ocorrência de defeitos nas juntas brasadas não necessariamente requer um reprojeto de todo o processo. Deve ser verificado o nível de ocorrência em relação ao volume de produção. A tabela a seguir cita os defeitos e suas mais prováveis causas.
Defeitos Causas Correções

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 41
Solda fria (colagem): é a falta
de ligação entre o metal de
adição e o material base, ou
seja não houve a difusão
molecular.
• Formação de uma camada muito fina de óxido
entre o metal de adição fundido e o material
base.
• Má qualidade do material base (contaminado).
• Metal de adição inadequado para o material
base utilizado.
• Falta de temperatura.
Melhorar a limpeza das superfícies a serem brasadas.
Melhorar a desoxidação da zona de metal fundido, modificando o
fluxo utilizado ou os gases quando sob atmosfera redutora.
Modificar material base ou utilizar metal de adição adequado.
Evitar contato manual com as superfícies a serem brasadas e com o
metal de adição, pois a umidade e o ácido úrico das mãos podem
oxidar os mesmos.
Inclusões de óxidos: são
camadas de óxidos que
permanecem no interior da
junta, podendo causar
corrosão.
• Uso incorreto do maçarico (chama oxidante)
• Sujeira no material base ou no metal de
adição
• Inclusão de fluxo no interior da junta.
Utilizar chama neutra ou levemente carburante.
Melhorar limpeza das superfícies a serem brasadas.
Proteger metal de adição contra oxidação ou contaminação no
armazenamento.
Evitar contato manual com as superfícies a serem brasadas e com
metal de adição, pois a umidade das mãos e o ácido úrico podem
oxidar os mesmos.
Projetar uma junta que permita a expulsão do fluxo de seu interior.
Porosidades: são inclusões de
gás no interior do metal
fundido, que podem libertar-se
borbulhando durante a
execução do processo,
originando juntas com aspecto
de espuma metálica
(porosidades).
• Certos metais no estado líquido, como o cobre
por exemplo, dissolvem grandes quantidades
de gás que ao libertarem-se durante a
solidificação podem ficar aprisionados na
junta, dando assim origem aos poros.
• Este fenômeno é geralmente favorecido pela
má regulagem da chama (oxidante) ou por
ambientes que favoreçam a ação indesejável
do oxigênio.
• Junta inadequada.
Utilizar materiais base com baixo teor de oxigênio (abaixo de
0,04%).
Utilizar chama adequada para a combinação material base x metal
de adição.
Remover óxidos e demais resíduos/sujeiras do material base e do
metal de adição.
Utilizar junta com folga uniforme e metal de adição com intervalo
de fusão adequado para a respectiva folga.
Perfil incorreto: depressão de
um ou mais lados da junta.
• Mau posicionamento da junta.
• Falta de fixação da junta.
• Excesso de potência do maçarico.
Utilizar dispositivos para fixação das partes a serem unidas.
Utilizar maçarico com dimensões e potência adequadas.
Utilizar juntas que podem ser encaixadas caso não seja possível o
uso de dispositivos de fixação.
Trincas: podem aparecer a
quente ou a frio na junta, no
material base ou na zona de
ligação. Sob o efeito de
tensões, estas trincas podem
tornar -se fendas maiores ou até
fraturas.
• Tensões de dilatação e contração, ou seja
durante o aquecimento há dilatação dos
materiais base modificando a folga da junta, e
no resfriamento há contração, a folga da junta
já preenchida pelo metal de adição tende a
voltar para a dimensão inicial, causando
tensões.
• Se o sistema de fixação das peças a serem
brasadas não for adequado, pode contribuir
para o surgimento de fendas.
Resfriar lentamente o conjunto brasado.
Utilizar processo de aquecimento que permite o aquecimento rápido
e localizado (indução).
Utilizar dispositivos de fixação que permitam a expansão das peças
pelo efeito de dilatação.
Se as fendas forem no material base, um pré-aquecimento pode
corrigir este defeito.
Defeitos Causas Correções

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 42
Oxidação da região adjacente a
junta (zona termicamente
afetada).
• Diversos metais, como o cobre por exemplo,
formam camadas de óxidos após
aquecimento.
Efetuar decapagem do conjunto após brasagem com tricloroetileno,
soluções de ácido sulfúrico (H2SO4) ou equivalente.
Utilizar fluxo na chama para desoxidação.
Falta de penetração: metal de
adição não preenche toda a
junta.
• Pressão capilar insuficiente.
• Falta de uniformidade na folga da junta.
• Junta com folga inadequada.
• Uso de metal de adição com intervalo de
fusão inadequado para a junta.
Manter uniformidade na folga da junta.
Utilizar metal de adição com pequeno intervalo de fusão para juntas
entre 0,05 mm e 0,10 mm.
Escorrimento do metal de
adição para fora da junta ou
dificuldade no preenchimento
da mesma.
• Uso de metal de adição com intervalo de
fusão muito pequeno para a junta.
• Junta com folga muito larga.
Manter a folga da junta entre 0,05 mm e 0,20 mm.
Utilizar metal de adição com pequeno intervalo de fusão para folgas
de até 0,10 mm, e metal de adição com grande intervalo de fusão
para folgas acima de 0,10 mm, pois permitem melhor controle da
penetração e do enchimento.
Resíduos de fluxo na região da
junta: causam corrosão.
• Processo inadequado de remoção dos
resíduos.
• Aplicação de fluxo em excesso.
Melhorar o processo de remoção de resíduos.
Evitar aplicar excesso de fluxo.
Utilizar fluxo na forma de pó, pois a quantidade de resíduo é menor.
10. PROCEDIMENTO RESUMIDO DE BRASAGEM Após o projeto adequado da junta e a seleção correta do metal de adição, do fluxo e do processo de aquecimento, em resumo a operação de brasagem é realizada da seguinte forma: Limpar as superfícies a serem brasadas: todas as camadas de óxido e materiais estranhos tais como ferrugem, carepas, poeira, tinta e etc., devem ser removidas das superfícies a serem umectadas (“molhadas”) pelo metal de adição. Esta remoção pode ser química ou mecânica. Os fluxos não eliminam graxa. No caso de graxa, óleo ou peças frágeis facilmente danificáveis usar o método químico com tricloroetileno ou percloroetileno. O fluxo dissolve qualquer óxido metálico após a limpeza preliminar. Evitar contato direto das mãos com a área a ser brasada, utilizando luvas limpas. Fixar as peças com dispositivos: conservar as peças fixas até a solidificação do metal de adição, o dispositivo de fixação deve prever os efeitos da dilatação e contração. Aplicar o fluxo: com o auxílio de pincel, espátula e etc. Os fluxos em sua grande maioria são levemente corrosivos, portanto, deve -se evitar o contato com a pele. Aquecer toda a área de união por igual: afim de que o metal de adição possa fluir e preencher toda a fenda, a área de união deve ser aquecida por igual em toda a sua extensão. A temperatura de trabalho da liga selecionada deve ser alcançada em no máximo 3 minutos. O superaquecimento é prejudicial à liga, ao fluxo e aos componentes a serem brasados. Aplicar o metal de adição na abertura: quando o fluxo estiver “agindo” aplique o
metal de adição, caso a alimentação seja manual. O metal de adição após fundir,
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 43
flui por ação capilar para a abertura da junta, preenchendo-a completamente. O calor da peça é que funde o metal de adição e não a fonte de calor diretamente. Deixe a peça esfriar: após a solidificação da junta, pode soltar o dispositivo de fixação da peça e se o material permitir, mergulhá-la na água para obter o resfriamento total. Cuidado com empenamento ou efeitos indesejáveis. Remover totalmente os resíduos de fluxo: todo e qualquer resíduo de fluxo deve ser removido após a brasagem, evitando-se problemas posteriores, principalmente a corrosão. Remover os resíduos de fluxo com água fria ou levemente aquecida, ou com auxílio de uma escova. Tratadas de maneira adequada, as juntas brasadas ficam limpas e com excelente aspecto, não requerendo cuidados posteriores. Algumas recomendações podem ser estabelecidas:
• Na brasagem com maçarico, deve-se selecionar um metal de adição com temperatura de “liquidus” a mais baixa possível em relação ao material base, diminuindo-se o risco de uma fusão acidental.
• Quando grandes volumes de metal de adição são necessários para preencher uma junta com excesso de folga, é conveniente selecionar um metal de adição com grande intervalo de fusão, permitindo manter o metal na consistência pastosa até o total preenchimento da junta, sem risco de ocorrer um escorrimento. Para folgas estreitas e longas deve-se utilizar um
metal de adição com pequeno intervalo de fusão.
• Em qualquer situação contudo, o metal
de adição deve ser compatível com o material base para permitir a formação de uma interface aderente (difusão molecular), resistente à esforços mecânicos e à corrosão. A capacidade do metal de adição umectar o material base é indispensável, como é também fundamental que o metal de adição tenha suficiente fluidez para penetrar por capilaridade em todos os cantos da junta.
• A melhor qualidade é obtida quando a peça é aquecida a uma temperatura a mais baixa possível, num tempo também mínimo, reduzindo-se o risco de uma significativa alteração das propriedades dos metais envolvidos. Com o agravante de iniciar -se a solidificação antes de serem preenchidos todos os espaços das juntas.
• A necessidade de utilização de cobre-junta deve ser avaliada de acordo com os requisitos da junta. Cobre-junta trata-se de uma placa do cobre posicionada sob a junta.
11. CONTROLE DA QUALIDADE

apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 44
O controle da qualidade divide-se em dois estágios: qualidade dos materiais e qualidade da junta. Qualidade dos materiais: deve ser controlada a qualidade dos materiais base, dos metais de adição, do fluxo e dos equipamentos de aquecimento. A determinante da qualidade dos metais de adição é a composição química, que deve permanecer dentro da faixa estabelecida. Diferenças de cor, pequenas manchas e acabamento irregular não têm influência no desempenho do metal. As ligas de foscoper e silfoscoper apresentam manchas escuras que são derivadas do constituinte fósforo, no entanto essas manchas não têm qualquer impacto na qualidade do material. Caso os materiais fiquem expostos à umidade uma camada de óxido se forma em sua superfície, o que é prejudicial para brasagem. Para fluxos, a qualidade é facilmente verificada através de testes práticos e/ou controle do potencial de ionização (pH). Adaptações podem ser feitas de inconsistência com a adição de água destilada no caso de fluxos na forma líquida ou em pasta. Em relação aos equipamentos de aquecimento devem ser verificados a qualidade dos gases utilizados, o desgaste das peças e a temperatura obtida durante o processo. Para os materiais base é importante que os mesmos apresentem-se com o mínimo de impurezas possível. Qualidade da junta: uma das características principais dos processos de
brasagem é a possibilidade de união de materiais dissimilares. Esta característica torna difícil a padronização dos resultados devido a grande diversidade de uniões. Existem diversos ensaios que podem ser realizados para verificar a qualidade da junta brasada, estes ensaios são classificados em ensaios destrutivos e ensaios não destrutivos. Ensaios destrutivos : ensaios de textura são simples e efetuados na oficina e destinados a verificar se a junta possui poros, inclusões e solda fria, determinando se a junta está compacta e totalmente preenchida. Nos ensaios destrutivos podem-se verificar as resistências mecânicas através de ensaios de tração, cisalhamento, torção, flexão, resiliência e fadiga. Ensaios macrográficos e micrográficos consistem em examinar uma seção longitudinal ou transversal depois de polida ou atacada por produto químico apropriado, o exame é efetuado a olho nu (macrografia) ou no microscópio (micrografia). Ensaios não destrutivos : um simples exame visual da zona brasada e das suas imediações pode fornecer certo número de informações preciosas: regularidade do aspecto do metal depositado, penetração, desnível das bordas, excesso ou falta de metal, porosidades, fendas e etc. Nos ensaios radiográficos faz-se atravessar as peças e examinar por faixas de raios X que são impressos em chapas ou filmes sensíveis (idêntico ao usado em fotografia), certos defeitos (principalmente poros, inclusões, falta de penetração) tornam-se visíveis. Hoje em dia a radiografia é largamente utilizada, principalmente na verificação das juntas
apoio:
www.infosolda.com.br/nucleo/downloads/ne.pdf 45
dos reservatórios submetidos a grandes pressões. A gamagrafia consiste na utilização, como fontes radioativas, do rádio ou de isótopos radioativos, esta radiação é mais penetrante que o raio X. Existe também o exame por ultra-som. Enfim, para cada junta deve-se estabelecer um critério específico de controle de qualidade. Uma forma de garantir a obtenção de um determinado resultado é a qualificação do processo através de corpos de prova, devendo selecionar corpos de prova representativos do processo, reproduzindo todas as características das partes a serem unidas. A seleção dos ensaios a serem efetuados nos corpos de prova deve levar em consideração as solicitações da junta quando em trabalho. BIBLIOGRAFIA
− PROGRAMA DE TREINAMENTO BRASTAK – MÓDULO BRASAGEM
FUNDAMENTOS, CARACTERÍSTICAS, APLICAÇÕES E SEGURANÇA DO PROCESSO DE UNIÃO INTERMETÁLICA POR BRASAGEM AUTOR: ANDERSON DE ARAÚJO FERNANDES 4a. EDIÇÃO – OUTUBRO DE 2001.
− TÉCNICAS E CARACTERÍSTICAS DA SOLDAGEM POR BRASAGEM
ASSOCIAÇÃO BRASILEIRA DE SOLDAGEM.
− CURSO DE METALURGIA APLICADA À SOLDADURA
INSTITUTO EUTECTIC PARA O DESENVOLVIMENTO DA TÉCNICA DE SOLDA DE MANUTENÇÃO EDIÇÃO 1968.
− WELDING ENCYCLOPEDIA McGRAW-HILL PUBLISHING CO., INC. THIRTEENTH EDITION – 1951.
− PROPRIEDADES E USOS DE METAIS NÃO-FERROSOS
ABM - ASSOCIAÇÃO BRASILEIRA DE METAIS EDIÇÃO 1976.
− ESPECIFICATION FOR FILLER METALS FOR BRAZING AND BRAZE WELDING
AWS - AMERICAN WELDING SOCIETY ANSI/AWS A5.8 – 1992.
− FLUβMITTEL ZUM HARTLÖTEN DIN – DEUTSCHES INSTITUT FÜR NORMUNG EN 1045 – 1997.
− SOLDER ALLOYS DIN – DEUTSCHES INSTITUT FÜR NORMUNG EN 29453 – 1994.
− SOFT SOLDERING FLUXES DIN – DEUTSCHES INSTITUT FÜR NORMUNG
EN 29454 – PARTE 1 – 1994.


















