APLICAÇÃO DA PROGRAMAÇÃO LINEAR PARA …abepro.org.br/biblioteca/TN_STP_211_250_27445.pdf ·...
14
APLICAÇÃO DA PROGRAMAÇÃO LINEAR PARA MINIMIZAÇÃO DE CUSTOS NO PROCESSO PRODUTIVO DE UMA VIDRAÇARIA Bernardo Moreira Vergara (UEPA) [email protected] Gabriel da Silva Andrade (UEPA) [email protected] Kaue Juca Jardim de Oliveira (UEPA) [email protected] Rodrigo da Silva Santos (UEPA) [email protected] Yvelyne Bianca Iunes Santos (UEPA) [email protected] No mercado competitivo atual, uma empresa deve buscar otimizar seus recursos mantendo sua qualidade e a satisfação dos clientes. Cabe a seus gestores conciliar essas variáveis dentro das restrições existentes e ainda assim ser capaz de obter bons resultados com o menor custo possível. Nesse presente trabalho foram aplicadas as metodologias científicas de pesquisa operacional em uma empresa que produz peças de vidro para uso em construções com o objetivo de diminuir os custos com mão de obra no processo produtivo. Para isso foram coletados dados como, número de funcionários, horas de trabalho, salários por funcionário, demanda, entre outros e desenvolvido modelo matemático linear. Com auxílio da ferramenta Solver, do programa Microsoft Excel, foram feitas simulações de diversos cenários e comparadas com o cenário atual da empresa. Os resultados apontam que a empresa pode reduzir seus custos com mão de obra em até 7% caso adote uma distribuição mais eficiente deste recurso na empresa. Palavras-chave: Pesquisa Operacional; Programação linear; Vidraçaria; Minimização de Custos. XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO Perspectivas Globais para a Engenharia de Produção Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
Transcript of APLICAÇÃO DA PROGRAMAÇÃO LINEAR PARA …abepro.org.br/biblioteca/TN_STP_211_250_27445.pdf ·...
APLICAÇÃO DA PROGRAMAÇÃO LINEAR PARA
MINIMIZAÇÃO DE CUSTOS NO PROCESSO
PRODUTIVO DE UMA VIDRAÇARIA
Bernardo Moreira Vergara (UEPA)
Gabriel da Silva Andrade (UEPA)
Kaue Juca Jardim de Oliveira (UEPA)
Rodrigo da Silva Santos (UEPA)
Yvelyne Bianca Iunes Santos (UEPA)
No mercado competitivo atual, uma empresa deve buscar otimizar seus
recursos mantendo sua qualidade e a satisfação dos clientes. Cabe a seus
gestores conciliar essas variáveis dentro das restrições existentes e ainda
assim ser capaz de obter bons resultados com o menor custo possível. Nesse
presente trabalho foram aplicadas as metodologias científicas de pesquisa
operacional em uma empresa que produz peças de vidro para uso em
construções com o objetivo de diminuir os custos com mão de obra no
processo produtivo. Para isso foram coletados dados como, número de
funcionários, horas de trabalho, salários por funcionário, demanda, entre
outros e desenvolvido modelo matemático linear. Com auxílio da ferramenta
Solver, do programa Microsoft Excel, foram feitas simulações de diversos
cenários e comparadas com o cenário atual da empresa. Os resultados
apontam que a empresa pode reduzir seus custos com mão de obra em até
7% caso adote uma distribuição mais eficiente deste recurso na empresa.
Palavras-chave: Pesquisa Operacional; Programação linear; Vidraçaria;
Minimização de Custos.
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
2
1. Introdução
O presente trabalho foi feito com dados reais, cedidos por uma empresa que trabalha na
produção de vidros temperados usados em construção civil. A empresa responsável pelos
dados é uma filial localizada em Belém do Pará que trabalha única e exclusivamente com
peças de vidro. Seu processo produtivo é simples e feito em sua maioria por máquinas. A
produção é feita a partir de encomendas, sendo assim, o produto só é produzido após pedidos
e especificações do cliente. Alguns dos principais problemas enfrentados pela empresa é o
desperdício de matéria prima que ocorre durante os processos da produção e a utilização
indevida dos recursos humanos e logísticos.
Com o uso da pesquisa operacional acredita-se ser possível diminuir o custo de produção para
a empresa, e também, auxiliar na tomada de decisão no que se refere à gestão dos seus
recursos de acordo com as restrições, além de suprir as demandas para que a empresa possa
permanecer competitiva no mercado.
Este trabalho objetiva otimizar a alocação dos recursos através da pesquisa operacional com o
auxílio dos dados coletados da empresa em questão, em seguida fazer a análise econômica a
partir dos resultados obtidos.
2. Referencial teórico
2.1. Pesquisa operacional
De acordo com Silva (2010), a pesquisa operacional é um método cientifico de tomada de
decisões que consiste na descrição de um sistema organizado com o auxílio de um modelo, e
através da experimentação com o modelo, na descoberta da melhor maneira de operar o
sistema.
A partir da análise dos conceitos citados acima, podemos concluir que a pesquisa operacional
aplica métodos científicos a problemas complexos com o objetivo de auxiliar no processo de
tomada de decisões para gerar um maior lucro em situações que requerem uma melhor
alocação de recursos escassos. Neste estudo, foram utilizadas as técnicas de pesquisa
operacional auxiliada por programa de computador para encontrar uma distribuição ótima do

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
3
recurso mão de obra em uma vidraçaria.
2.2. Modelagem matemática
Modelo é uma representação simplificada do comportamento da realidade expressa na forma
de equações matemáticas que serve para simular a realidade (COLIN, 2011, p.5).
A metodologia da pesquisa operacional é mais desenvolvida para a solução de problemas que
podem ser representados por modelos matemáticos (ANDRADE, 2009). Para se decidir qual
modelo deve ser utilizado em um determinado contexto, consideram-se alguns fatores, como:
Natureza matemática das relações entre as variáveis;
Objetivos do encarregado da decisão;
Extensão do controle sobre variáveis de decisão;
Nível de incerteza associado ao ambiente da decisão.
De acordo com os fatores citados acima, podemos dividir os modelos matemáticos em dois
tipos: Modelos de Simulação e de Otimização.
Os modelos de simulação são aqueles que objetivam oferecer uma representação do mundo
real com o intuito de gerar e analisar alternativas, antes de suas possíveis implementações.
Este tipo de modelo dá ao analista um apreciável grau de liberdade e flexibilidade para a
escolha da ação mais sensata.
Por outro lado, os modelo de otimização, não permite flexibilidade na escolha alternativa, já
que é estruturado para selecionar uma única, que será considerada “ótima”, segundo as
restrições estabelecidas pelo analista. Essa análise matemática é processada por métodos
sistemáticos de solução, que são chamados algoritmos. A “solução ótima” encontrada é
utilizada como referência para a decisão real (ANDRADE, 2009). Neste estudo, foi utilizado
o modelo matemático de otimização.
2.2.1. Variáveis do problema
Em qualquer situação que exija uma decisão, a principal etapa para entender a natureza do
problema é a identificação de todos os fatores envolvidos, que fornecem elementos para
análise e conclusão. No processo de construção de um modelo, esses fatores são chamados de
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
4
variáveis do problema, já que podem assumir diferentes valores durante o desenvolvimento da
solução (ANDRADE, 2009).
As variáveis de um modelo podem ser dividias em três categorias:
Variáveis de decisão: São aquelas que foram definidas pelo elaborador do modelo
como fornecedoras das informações que servirão de base para a tomada de decisão;
Variáveis controláveis ou endógenas: São as variáveis criadas pelo próprio modelo,
durante o processo de solução, sendo dependente dos dados fornecidos inicialmente,
das possibilidades estabelecidas e da própria estrutura do modelo. A variável de
decisão é uma variável controlável especial por indicar decisão;
Variáveis não-controláveis ou exógenas: São informações externas fornecidos ao
modelo e que representam as hipóteses assumidas ou condições que devem ser
respeitadas.
2.2.2. Restrições
São regras que dizem o que podemos (ou não) fazer e/ou quais são as limitações dos recursos
ou das atividades que estão associados ao modelo (COLIN, 2011, p.6).
Em grande número de modelos de otimização, as variáveis são sujeitas a algumas restrições,
que devem ser escritas de forma matemática. Da mesma forma, o relacionamento entre
variáveis deve ser formulado matematicamente.
2.2.3. Função objetivo
A função objetivo reflete o critério de otimização das variáveis de decisão e deve ser escrita
na forma matemática (ANDRADE, 2009).É uma função matemática que representa o
principal objetivo do tomador de decisão. A função objetivo pode ser classificada de duas
maneiras: Minimização (de custos, erros, chance de perda, desvio do objetivo etc.) ou de
maximização (de lucro, receita, utilidade, bem-estar, riqueza, chance de sobrevivência etc.)
(COLIN, 2011, p.6).
2.3. Programação linear

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
5
Trata-se, de modo geral, do uso de maneira ótima de recursos escassos para a realização de
uma determinada atividade. Ao se referir como maneira ótima entende-se que não há solução
melhor para o problema proposto. “Os recursos escassos representam nossa realidade de
existência finita de recursos, por mais abundantes que sejam.” (COLIN, 2011, p.5).
A programação linear usa um modelo matemático para resolver o problema proposto. O
adjetivo “linear” significa que todas as funções matemáticas presentes no modelo são
necessariamente funções lineares. O sentido da palavra “programação”, não se refere à
programação de computador, mas sim como um sinônimo para “planejamento”. Portanto, a
programação linear utiliza-se de um planejamento de atividades para obter um resultado
ótimo que atinja o melhor objetivo dentre as alternativas possíveis (HILLIER E
LIEBERMAN, 2006).
3. Metodologia
A metodologia utilizada foi a Pesquisa Operacional através do desenvolvimento de modelo
matemático linear baseado no modelo de planejamento agregado proposto por Lustosa (2008).
O modelo desenvolvido foi solucionado com a ferramenta Solver do Microsoft Excel.
3.1. Ferramenta Solver
O Solver é uma ferramenta que faz parte de um grupo de programas muitas vezes
denominados ferramentas de análise hipotética. A ferramenta Solver tem como objetivo
atribuir um valor ideal para uma célula, denominada célula destino. Na planilha do Excel o
Solver trabalha junto com um conjunto de células que se relacionam de modo direto ou
indireto com a fórmula da célula destino. O Solver ajusta os valores das células variáveis com
o propósito de atribuir o melhor valor a célula destino de acordo com a fórmula atribuída a
ela. Com a ferramenta Solver, podem ser aplicadas restrições que estreitarão os resultados
possíveis obtidos na célula destino. (JÚNIOR, 2004).
3.2. Dados da empresa
A seguir apresentam-se os dados coletados na empresa que viabilizaram o desenvolvimento
do modelo matemático.

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
6
3.2.1. Dados de custos
Foram coletados os dados dos custos mensais, que serão utilizados como coeficientes das
variáveis a serem estudadas na função objetivo. Esses dados são listados na Tabela 1.
Tabela 1 - Dados de custos
Custos por funcionário
Meses Horas Normais Horas Extras Horas Subcontratadas Admissão Demissão
Janeiro R$ 950,00 R$ 7,50 R$ 10,00 R$ 1.110,00 R$ 1.130,00
Fevereiro R$ 950,00 R$ 7,50 R$ 10,00 R$ 1.110,00 R$ 1.130,00
Março R$ 950,00 R$ 7,50 R$ 10,00 R$ 1.110,00 R$ 1.130,00
Abril R$ 950,00 R$ 7,50 R$ 10,00 R$ 1.110,00 R$ 1.130,00
Maio R$ 950,00 R$ 7,50 R$ 10,00 R$ 1.110,00 R$ 1.130,00
Junho R$ 950,00 R$ 7,50 R$ 10,00 R$ 1.110,00 R$ 1.130,00
Fonte: Autoria própria
3.2.2. Dados do processo produtivo
Os dados do processo produtivo serão utilizados nas limitações de produção consideradas no
modelo. Esses dados são listados na Tabela 2.
Tabela 2 - Dados do processo produtivo
Produção individual mensal 437 m² de vidro
Carga horária mensal por funcionário 192 h
Capacidade máxima da empresa 25200 m² de vidro
Quantidade inicial de empregados em janeiro 36 Fonte: Autoria própria
3.2.3. Dados de demandas
Os dados de demanda serão também utilizados nas restrições e são listados na Tabela 3.
Tabela 3 - Demandas mensais nos seis períodos
Mês Demanda (m²)
Janeiro 10256
Fevereiro 15716

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
7
Março 11263
Abril 11428
Maio 15355
Junho 10612
Fonte: Autoria própria
3.3. Função objetivo
A função objetivo representa o custo com mão de obra que deve ser minimizado durante os
seis meses em estudo.
Min Z = 950*( ) + 7,50*( ) + 10*( )+ 1.110*( ) +
1.130*( )
Onde,
Empt = Número de empregados no mês t
Hxt = Quantidade de horas extras utilizadas no mês t
Hsbt = Quantidade de horas subcontratadas utilizadas no mês t
Adt = Empregados admitidos no mês t
Dit = Empregados demitidos no mês t
3.4. Restrições do modelo
As restrições do modelo foram desenvolvidas a partir dos dados obtidos conforme segue.
a) Restrição de não negatividade das quantidades a serem produzidas:
Onde,
Pt = Quantidade produzida no mês t.
b) A empresa produz a partir de encomendas, tornando a produção mensal igual à
demanda de cada mês;
Onde,
Dt = Demanda existente no mês t.
c) A quantidade de horas para cada funcionário fabricar um produto multiplicado pela
quantidade que deve ser produzida, deve ser menor ou igual à disponibilidade de mão-
de-obra de cada mês;

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
8
Onde,
hput = Horas por funcionário para fabricar um metro quadrado no mês t.
Cdispt = Carga horária disponível no mês t.
d) A quantidade a ser produzida deve ser menor ou igual à capacidade produtiva da
empresa, considerando as limitações de equipamentos e instalações;
e) O número de empregados que a empresa deve possuir no final do mês corrente deve ser
igual ao número inicial de empregados do mesmo mês, somado com o número de
funcionários admitidos e subtraído dos demitidos no mesmo mês;
f) A quantidade de horas extras que os funcionários podem executar não deve exceder
20% das horas normais, portanto, esta quantidade deve ser menor ou igual ao valor da
porcentagem, multiplicado com o produto entre a carga horária de trabalho e o número
de empregados do mês analisado;
Onde,
Crgt = Carga horária de trabalho no mês t.
g) A quantidade de horas subcontratadas utilizadas no mês t deve ser menor ou igual a
10% das horas normais mais as horas extras.
4. Resultados do modelo e análise do problema
4.1. Recursos utilizados pela empresa
Na Tabela 4 estão apresentadas as quantidades dos recursos utilizados atualmente pela
empresa em estudo.
Tabela 4 – Quantidades dos recursos utilizados atualmente pela empresa em estudo
Meses Nº de
empregados
Horas
Extras
Empregados
Admitidos
Empregados
Demitidos
Quantidade a ser
produzida (m²)
Janeiro 36 0 0 0 10256
Fevereiro 36 0 0 0 15716
Março 36 0 0 0 11236
Abril 36 0 0 0 11428
Maio 36 0 0 0 15355
Junho 36 0 0 0 10612

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
9
Fonte: Autoria própria
De acordo com a Tabela 4, pode-se verificar que no cenário real, a empresa somente utiliza as
horas normais de seus funcionários para produção, ou seja, não trabalha com horas extras nem
subcontratadas. Dessa forma, foram criados mais dois cenários com a utilização dessas
variáveis, um acrescentando somente horas extras e outro, horas extras e subcontratadas, com
o intuito de descobrir se seria viável a empregabilidade das mesmas.
4.2. Resultado ótimo utilizando horas extras
Após a solução do modelo, utilizando horas extras, foram obtidos os seguintes resultados
ótimos.
Fonte: Autoria própria
Sabendo-se que o custo real obtido pela empresa durante o período estudado foi de R$
205.000,00 e que o custo do resultado ótimo utilizando horas extras obtido foi de R$
192.866,69, verifica-se uma redução de R$ 12.133,31 no custo total, ou seja, a solução do
modelo indica uma otimização de, aproximadamente, 6% do custo real da empresa.
Percebe-se também que para se chegar nesses resultados, necessitaria de uma redução no
número de funcionários em todos os meses, e um aumento na quantidade de horas extras em
alguns meses que exigissem maiores demandas.
O resultado ótimo apontou que a empresa, para aumentar a lucratividade em 6,29%, precisaria
demitir 6 funcionários no mês de janeiro, em seguida, no mês de fevereiro, utilizar 1151 horas
Tabela 5 - Resultados ótimos utilizando horas extras
Meses Nº de
empregados
Horas
Extras
Empregados
Admitidos
Empregados
Demitidos
Quantidade a ser
produzida (m²)
Janeiro 30 0 0 6 10256
Fevereiro 30 1151 0 0 15716
Março 29 0 0 1 11236
Abril 29 0 0 0 11428
Maio 29 1124 0 0 15355
Junho 29 0 0 0 10612
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
10
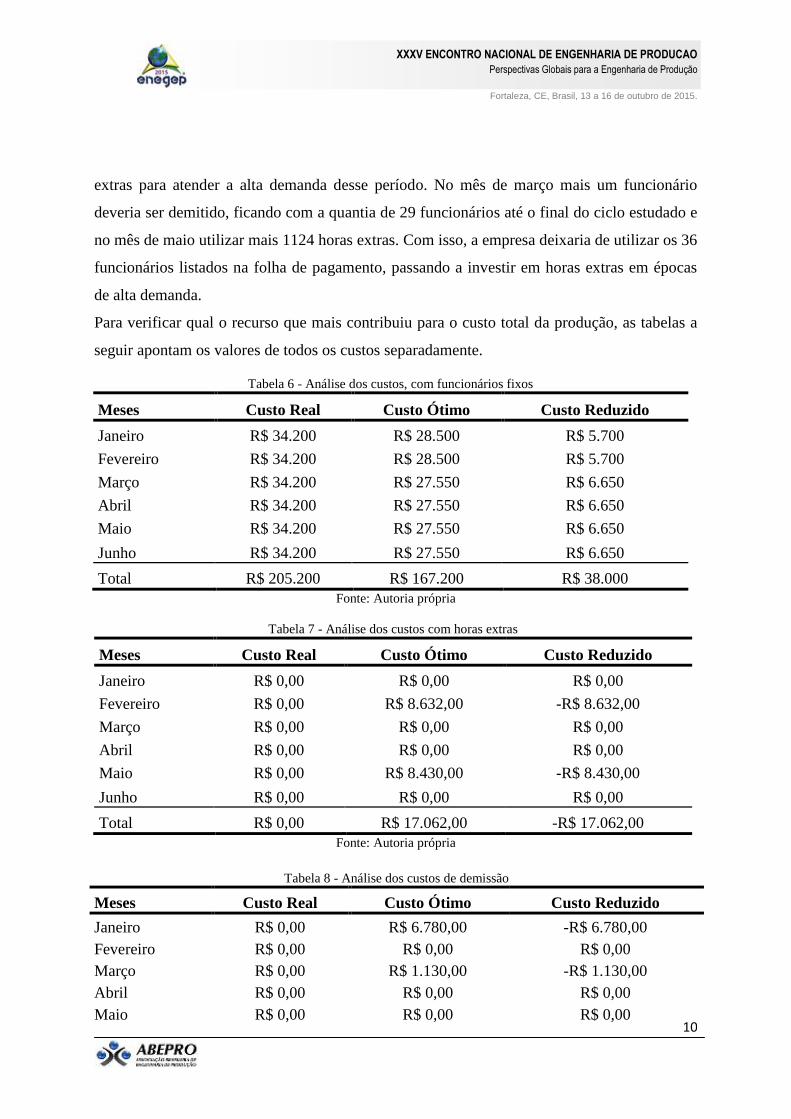
extras para atender a alta demanda desse período. No mês de março mais um funcionário
deveria ser demitido, ficando com a quantia de 29 funcionários até o final do ciclo estudado e
no mês de maio utilizar mais 1124 horas extras. Com isso, a empresa deixaria de utilizar os 36
funcionários listados na folha de pagamento, passando a investir em horas extras em épocas
de alta demanda.
Para verificar qual o recurso que mais contribuiu para o custo total da produção, as tabelas a
seguir apontam os valores de todos os custos separadamente.
Tabela 6 - Análise dos custos, com funcionários fixos
Meses Custo Real Custo Ótimo Custo Reduzido
Janeiro R$ 34.200 R$ 28.500 R$ 5.700
Fevereiro R$ 34.200 R$ 28.500 R$ 5.700
Março R$ 34.200 R$ 27.550 R$ 6.650
Abril R$ 34.200 R$ 27.550 R$ 6.650
Maio R$ 34.200 R$ 27.550 R$ 6.650
Junho R$ 34.200 R$ 27.550 R$ 6.650
Total R$ 205.200 R$ 167.200 R$ 38.000
Fonte: Autoria própria
Tabela 7 - Análise dos custos com horas extras
Meses Custo Real Custo Ótimo Custo Reduzido
Janeiro R$ 0,00 R$ 0,00 R$ 0,00
Fevereiro R$ 0,00 R$ 8.632,00 -R$ 8.632,00
Março R$ 0,00 R$ 0,00 R$ 0,00
Abril R$ 0,00 R$ 0,00 R$ 0,00
Maio R$ 0,00 R$ 8.430,00 -R$ 8.430,00
Junho R$ 0,00 R$ 0,00 R$ 0,00
Total R$ 0,00 R$ 17.062,00 -R$ 17.062,00
Fonte: Autoria própria
Tabela 8 - Análise dos custos de demissão
Meses Custo Real Custo Ótimo Custo Reduzido
Janeiro R$ 0,00 R$ 6.780,00 -R$ 6.780,00
Fevereiro R$ 0,00 R$ 0,00 R$ 0,00
Março R$ 0,00 R$ 1.130,00 -R$ 1.130,00
Abril R$ 0,00 R$ 0,00 R$ 0,00
Maio R$ 0,00 R$ 0,00 R$ 0,00
XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
11
Fonte: Autoria própria
Analisando as tabelas anteriores, nota-se que quando se aplica o plano ótimo, é acrescentada
uma grande quantia de horas extras nos meses de fevereiro e maio, os quais foram os que
apresentaram a maior demanda durante os seis meses estudados. Nota-se também que isso
ocorre em consequência da larga redução no número de empregados, como pode ser
observado na Tabela 5, o que faz com que os custos diminuam. Portanto, a quantidade de
empregados é o recurso que mais influencia no custo total da empresa.
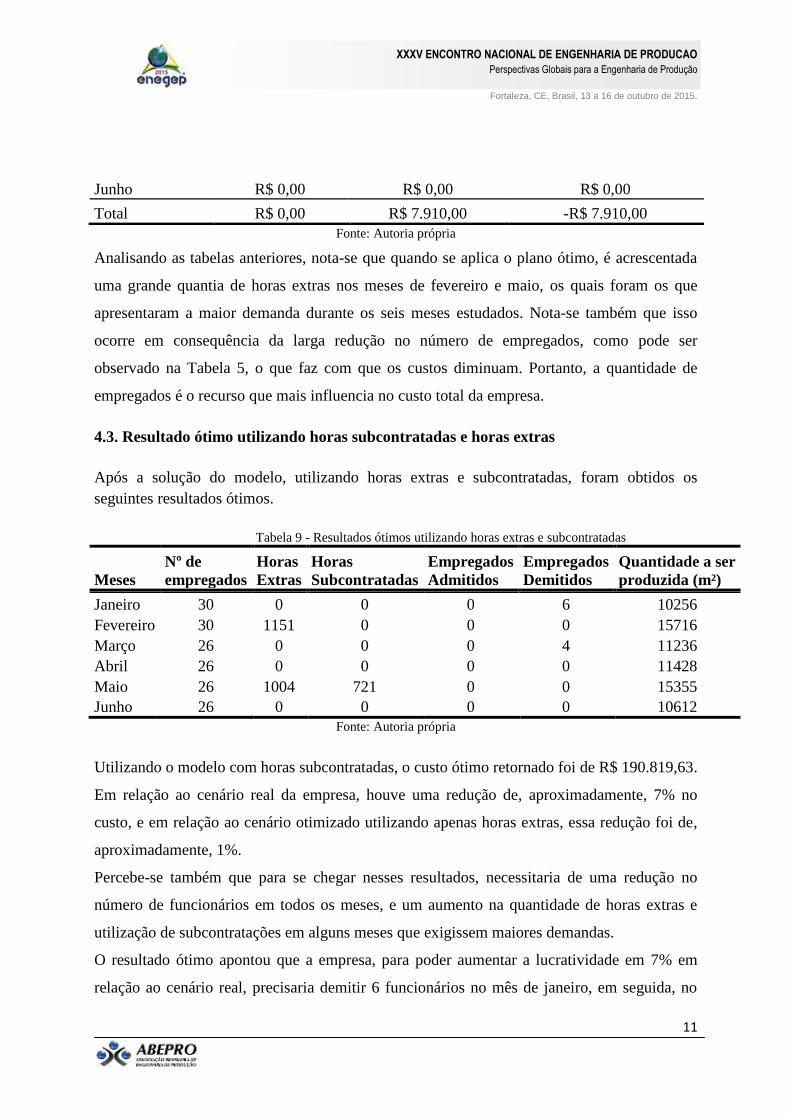
4.3. Resultado ótimo utilizando horas subcontratadas e horas extras
Após a solução do modelo, utilizando horas extras e subcontratadas, foram obtidos os
seguintes resultados ótimos.
Tabela 9 - Resultados ótimos utilizando horas extras e subcontratadas
Meses
Nº de
empregados
Horas
Extras
Horas
Subcontratadas
Empregados
Admitidos
Empregados
Demitidos
Quantidade a ser
produzida (m²)
Janeiro 30 0 0 0 6 10256
Fevereiro 30 1151 0 0 0 15716
Março 26 0 0 0 4 11236
Abril 26 0 0 0 0 11428
Maio 26 1004 721 0 0 15355
Junho 26 0 0 0 0 10612
Fonte: Autoria própria
Utilizando o modelo com horas subcontratadas, o custo ótimo retornado foi de R$ 190.819,63.
Em relação ao cenário real da empresa, houve uma redução de, aproximadamente, 7% no
custo, e em relação ao cenário otimizado utilizando apenas horas extras, essa redução foi de,
aproximadamente, 1%.
Percebe-se também que para se chegar nesses resultados, necessitaria de uma redução no
número de funcionários em todos os meses, e um aumento na quantidade de horas extras e
utilização de subcontratações em alguns meses que exigissem maiores demandas.
O resultado ótimo apontou que a empresa, para poder aumentar a lucratividade em 7% em
relação ao cenário real, precisaria demitir 6 funcionários no mês de janeiro, em seguida, no
Junho R$ 0,00 R$ 0,00 R$ 0,00
Total R$ 0,00 R$ 7.910,00 -R$ 7.910,00

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
12
mês de fevereiro, utilizar 1151 horas extras para atender a alta demanda desse período. No
mês de março mais quatro funcionários deveriam ser demitidos, ficando com a quantia de 26
funcionários até o final do ciclo estudado e no mês de maio utilizar mais 1004 horas extras e
um adicional de 721 horas subcontratadas. Com isso, a empresa deixaria de utilizar os 36
funcionários listados na folha de pagamento, passando a investir em horas extras e
subcontratações em épocas de alta demanda.
Para verificar qual o recurso que mais contribuiu para o custo total da produção, as tabelas a
seguir apontam os valores de todos os custos separadamente.
Tabela 10 - Análise dos custos, com funcionários fixos
Meses Custo Real Custo Ótimo Custo Reduzido
Janeiro R$ 34.200 R$ 28.500 R$ 5.700
Fevereiro R$ 34.200 R$ 28.500 R$ 5.700
Março R$ 34.200 R$ 24.700 R$ 9.500
Abril R$ 34.200 R$ 24.700 R$ 9.500
Maio R$ 34.200 R$ 24.700 R$ 9.500
Junho R$ 34.200 R$ 24.700 R$ 9.500
Total R$ 205.200,00 R$ 155.800,00 R$ 49.400,00
Fonte: Autoria própria
Tabela 11 - Análise dos custos com horas subcontratadas
Meses Custo Real Custo Ótimo Custo Reduzido
Janeiro R$ 0,00 R$ 0,00 R$ 0,00
Fevereiro R$ 0,00 R$ 0,00 R$ 0,00
Março R$ 0,00 R$ 0,00 R$ 0,00
Abril R$ 0,00 R$ 0,00 R$ 0,00
Maio R$ 0,00 R$ 7.210,00 -R$ 7.210,00
Junho R$ 0,00 R$ 0,00 R$ 0,00
Total R$ 0,00 R$ 7.210,00 -R$ 7.210,00
Fonte: Autoria própria
Tabela 12 - Análise dos custos com horas extras
Meses Custo Real Custo Ótimo Custo Reduzido
Janeiro R$ 0,00 R$ 0,00 R$ 0,00
Fevereiro R$ 0,00 R$ 8.632,00 -R$ 8.632,00
Março R$ 0,00 R$ 0,00 R$ 0,00
Abril R$ 0,00 R$ 0,00 R$ 0,00
Maio R$ 0,00 R$ 7.530,00 -R$ 7.530,00

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
13
Junho R$ 0,00 R$ 0,00 R$ 0,00
Total R$ 0,00 R$ 16.162,00 -R$ 16.162,00
Fonte: Autoria própria
Tabela 13 - Análise dos custos de demissão
Meses Custo Real Custo Ótimo Custo Reduzido
Janeiro R$ 0,00 R$ 6.780,00 -R$ 6.780,00
Fevereiro R$ 0,00 R$ 0,00 R$ 0,00
Março R$ 0,00 R$ 1.130,00 -R$ 1.130,00
Abril R$ 0,00 R$ 0,00 R$ 0,00
Maio R$ 0,00 R$ 0,00 R$ 0,00
Junho R$ 0,00 R$ 0,00 R$ 0,00
Total R$ 0,00 R$ 7.910,00 -R$ 7.910,00
Fonte: Autoria própria
Analisando as Tabelas de 10 a 13, nota-se que quando se aplica o plano ótimo, é acrescentada
uma grande quantia de horas extras nos meses de fevereiro e maio, os quais foram os que
apresentaram a maior demanda durante os seis meses estudados, além da utilização de horas
subcontratadas no mês de maio, para conseguir suprir os pedidos desse mês. Nota-se também
que isso ocorre em consequência da larga redução no número de empregados, como pode ser
observado na Tabela 9, o que faz com que os custos diminuam.
5. Conclusão
A busca constante por aumento na lucratividade faz com que as empresas necessitem, cada
vez mais, de novas soluções para diminuir os custos dentro da linha de fabricação. Com isso,
a procura de meios que gerem melhorias se torna incessante, sempre tentando viabilizar os
processos dentro da empresa.
O estudo demonstrou que o Solver do Microsoft Excel é uma ferramenta que pode contribuir
significativamente na tomada de decisões, pois nele é possível descobrir a correta alocação de
recursos, em procura de um custo otimizado.
Neste estudo, verificou-se que o plano de produção mais eficiente foi o que utilizou horas
extras e subcontratadas, o qual apresentou uma diminuição de R$ 14.180,37 dos custos totais
no plano de produção adotado pela fábrica de peças de vidro. Isso representa um valor de 7%

XXXV ENCONTRO NACIONAL DE ENGENHARIA DE PRODUCAO
Perspectivas Globais para a Engenharia de Produção
Fortaleza, CE, Brasil, 13 a 16 de outubro de 2015.
14
de redução das despesas da empresa, sendo que os principais fatores para essa diminuição
foram às demissões de funcionários, e o incremento de horas de serviços e subcontratações.
Assim, observa-se como a Pesquisa Operacional pode auxiliar a tomada de decisão gerencial
no momento de definir o plano de produção e alocação de recursos.
REFERÊNCIAS
ANDRADE, E. L. DE. Introdução à Pesquisa Operacional: Métodos e modelos para a análise de decisão.
4ª Edição. Rio de Janeiro: Livros Técnicos e Científicos, 2009.
COLIN, E. C. Pesquisa Operacional: 170 aplicações em estratégia, finanças, logística, produção,
marketing e vendas. 1ª Edição. Rio de Janeiro: Livros Técnicos e Científicos, 2011.
HILLIER, F. S.; LIEBERMAN, G. J. Introdução À Pesquisa Operacional. 8ª Edição. São Paulo: McGraw-
Hill Interamericana do Brasil Ltda. 2006.
JÚNIOR, A.C. G; SOUZA, M.J.F. Solver (Excel): Manual de referência. Disponível em:
<http://www.decom.ufop.br/marcone/Disciplinas/OtimizacaoCombinatoria/solver_p.pdf>. Acesso em: 5 de
dezembro de 2014.
LUSTOSA, Leonardo et al. Planejamento e Controle de Produção. Rio de Janeiro: Elsevier, 2008.
SILVA, E. M. et al. Pesquisa Operacional. 4ª Edição. São Paulo: Editora Atlas, 2010.