ANCORAGEM EM CATENÁRIA DEVIDO A FALHA DE …livros01.livrosgratis.com.br/cp040829.pdf ·...
187
ANÁLISE NUMÉRICO-EXPERIMENTAL DE ANOMALIA DE SISTEMA DE ANCORAGEM EM CATENÁRIA DEVIDO A FALHA DE MANILHAS DE LINHA DE POLIÉSTER Rodrigo Reis Loureiro DISSERTAÇÃO SUBMETIDA AO CORPO DOCENTE DA COORDENAÇÃO DOS PROGRAMAS DE PÓS-GRADUAÇÃO DE ENGENHARIA DA UNIVERSIDADE FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE MESTRE EM CIÊNCIAS EM ENGENHARIA OCEÂNICA. Aprovada por: ________________________________________________ Prof. Segen Farid Estefen, Ph.D. ________________________________________________ Prof. Murilo Augusto Vaz, Ph.D. ________________________________________________ Prof. Severino Fonseca da Silva Neto, D.Sc. ________________________________________________ Dr. Luiz Cláudio de Marco Meniconi, D.Sc. RIO DE JANEIRO, RJ - BRASIL JULHO DE 2007
Transcript of ANCORAGEM EM CATENÁRIA DEVIDO A FALHA DE …livros01.livrosgratis.com.br/cp040829.pdf ·...
ANÁLISE NUMÉRICO-EXPERIMENTAL DE ANOMALIA DE SISTEMA DE
ANCORAGEM EM CATENÁRIA DEVIDO A FALHA DE MANILHAS DE LINHA DE
POLIÉSTER
Rodrigo Reis Loureiro
DISSERTAÇÃO SUBMETIDA AO CORPO DOCENTE DA COORDENAÇÃO DOS
PROGRAMAS DE PÓS-GRADUAÇÃO DE ENGENHARIA DA UNIVERSIDADE
FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS NECESSÁRIOS
PARA A OBTENÇÃO DO GRAU DE MESTRE EM CIÊNCIAS EM ENGENHARIA
OCEÂNICA.
Aprovada por:
________________________________________________ Prof. Segen Farid Estefen, Ph.D.
________________________________________________ Prof. Murilo Augusto Vaz, Ph.D.
________________________________________________ Prof. Severino Fonseca da Silva Neto, D.Sc.
________________________________________________ Dr. Luiz Cláudio de Marco Meniconi, D.Sc.
RIO DE JANEIRO, RJ - BRASIL
JULHO DE 2007

Livros Grátis
http://www.livrosgratis.com.br
Milhares de livros grátis para download.

ii
LOUREIRO, RODRIGO REIS
Análise Numérico-Experimental de Ano-
malia de Sistema de Ancoragem em Catená-
ria devido à Falha de Manilhas de Linha
de Poliéster [Rio de Janeiro] 2007
XIII, 171p. 29,7 cm (COPPE/UFRJ, M.Sc.,
Engenharia Oceânica, 2007)
Dissertação – Universidade Federal do Rio
de Janeiro, COPPE
1. Falhas em Sistema de Ancoragem
2. Projeto e Certificação de Sistema de
Ancoragem
3. Teste de Carga
I. COPPE/UFRJ II.Título (Série)

iii
Dedico esta vitória.....
Aos meus pais Hércules e Marly, que sempre me apoiaram e incentivaram, e
continuam apoiando e incentivando, em todos os desafios da minha vida.
Em especial à engenheira Leile Froufe, companheira em todos os momentos felizes e
difíceis. Sua força, apoio e imensa ajuda na elaboração desta dissertação não têm
preço e terão meu agradecimento eterno.
iv
AGRADECIMENTOS
À PETROBRAS, pela oportunidade para execução de mais esta etapa de minha
formação acadêmica.
Ao engenheiro Marco Antônio Maddalena, Coordenador do grupo naval do Suporte
Técnico da UN-RIO na época de início do mestrado, que brigou, estimulou e
incentivou os novos engenheiros de seu grupo a realizarem o mestrado.
Ao engenheiro Carlos Cunha, Gerente do Suporte Técnico da UN-RIO, que deu a idéia
do assunto e aprovou o estudo realizado nesta dissertação.
Aos colegas do CENPES e E&P-SERV/US-SUB/ANC, em especial os engenheiros
Ricardo Célio Freire Gonçalves e Alexandro Voronoff, pelo apoio e ajuda com as
informações cedidas a respeito do caso estudado.
Ao corpo de técnicos do Laboratório de Metalurgia Física (LAMEF) da Fundação Luiz
Englert na Universidade Federal do Rio Grande do Sul (UFRGS), em especial os
professores Telmo R. Strohaecker e Afonso Reguly, que auxiliaram na execução dos
ensaios.
Ao meu orientador Prof. Segen Farid Estefen, pela amizade, auxílio na condução e
execução deste trabalho.
À Leile, pela grande contribuição não só na ajuda da elaboração do capítulo referente
às normas das Sociedades Classificadoras, mas também pelo apoio e palpites nas
revisões dos demais capítulos.
Aos meus pais, amigos e familiares pela força e apoio na elaboração deste trabalho e
compreensão nos momentos de pânico e desespero que passei para concluir este
desafio.
Aos meus amigos de faculdade e trabalho, em especial João, Paula, Felipe e
Bernardo, que no desespero de terminarem suas dissertações de mestrado, me
estimularam a correr atrás e terminar a minha.

v
Resumo da Dissertação apresentada à COPPE/UFRJ como parte dos requisitos
necessários para a obtenção do grau de Mestre em Ciências (M.Sc.)
ANÁLISE NUMÉRICO-EXPERIMENTAL DE ANOMALIA DE SISTEMA DE
ANCORAGEM EM CATENÁRIA DEVIDO A FALHA DE MANILHAS DE LINHA DE
POLIÉSTER
Rodrigo Reis Loureiro
Julho/2007
Orientador: Segen Farid Estefen
Programa: Engenharia Oceânica
O sistema de ancoragem de uma unidade compreende os elementos da linha de
amarração e os pontos de ancoragem (âncoras ou estacas) e sua função é manter a
unidade na locação, em operação ou não. A certificação do projeto do sistema de
ancoragem é mandatória como condição de classe para unidades estacionárias de
produção (UEP), segundo as normas das Sociedades Classificadoras. Apesar dos
sistemas de ancoragem serem projetados com fatores de segurança e redundância,
geralmente, para suportar toda a vida de projeto da unidade marítima na locação, é
necessário inspecionar periodicamente suas linhas, para garantir a integridade dos
elementos que as compõem. O objetivo desta dissertação é descrever
detalhadamente os ensaios e as análises realizadas em um estudo de caso específico,
onde duas linhas de um sistema de ancoragem se romperam devido a falha em
manilha e, através das conclusões, traçar recomendações para o dimensionamento e
instalação do mesmo tipo de manilha em sistemas de ancoragem de unidades
flutuantes. Adicionalmente, são apresentadas as normas e padrões aplicáveis a este
tipo de acessório, traçando uma comparação das mesmas a fim de demonstrar os
principais requisitos do projeto de acessórios de amarras.

vi
Abstract of Dissertation presented to COPPE/UFRJ as a partial fulfillment of the
requirements for the degree of Master of Science (M.Sc.)
NUMERIC-EXPERIMENTAL ANALYSIS OF ANOMALY OF MOORING SYSTEM IN
CATENARY DUE TO THE IMPERFECTION OF POLYESTER LINE SHACKLES
Rodrigo Reis Loureiro
July/2007
Advisor: Segen Farid Estefen
Department: Ocean Engineering
The mooring system of a unit includes the elements of the mooring line and the
anchoring points (anchors or piles) and its function is to maintain the unit in the
location, in operation or not. The certification of the mooring system design is
mandatory as a condition of class for production stationary units, according to the
Classification Societies requirements. Although the mooring systems are designed
taking into consideration the applicable safety factors and redundancy, in general, to
support a design lifetime of unit in the specific location, it is necessary to inspect the
lines periodically, to guarantee the integrity of the elements the mooring system. The
objective of this dissertation is to describe, in full detail, the experimental tests and the
analyses accomplished in a specific case study, where two lines of a mooring system
broke up due to the imperfection in the shackles and, through the conclusions, to trace
recommendations for the sizing and installation of the same type of shackles in
mooring systems of floating units. Additionally, the applicable rules and standards to
this type of accessory are presented, and a comparison between them is made, in
order to demonstrate the main requirements for the design of mooring line accessories.
vii
ÍNDICE 1 INTRODUÇÃO ..................................................................................................................... 1
1.1 MOTIVAÇÃO................................................................................................................ 3
1.2 BREVE HISTÓRICO.................................................................................................... 3
1.2.1 Classificação Geral para os Vários Sistemas Flutuantes ................................... 6
1.3 OBJETIVOS............................................................................................................... 10
1.4 DESCRIÇÃO DOS CAPÍTULOS ............................................................................... 11
2 REVISÃO BIBLIOGRÁFICA.............................................................................................. 13
2.1 SISTEMAS FLUTUANTES DE PRODUÇÃO ............................................................ 13
2.1.1 Plataforma Semi-Submersível .......................................................................... 13
2.1.2 FPSO / FPU / FSO............................................................................................ 15
2.1.3 Novos Conceitos de Casco em Desenvolvimento ............................................ 17
2.1.4 Critérios de Seleção da UEP ............................................................................ 18
2.2 SISTEMA DE ANCORAGEM DE SISTEMAS FLUTUANTES DE PRODUÇÃO ...... 19
2.2.1 Princípios de Atuação do Sistema de Ancoragem............................................ 19
2.2.2 Equações de Equilíbrio Estático da Catenária.................................................. 25
2.2.3 Elementos do Sistema de Ancoragem.............................................................. 30
2.2.4 Conceitos Básicos do Projeto de um Sistema de Ancoragem.......................... 53
2.3 ENSAIOS ................................................................................................................... 55
2.3.1 Ensaio de Tração .............................................................................................. 57
2.3.2 Ensaio de Dureza Brinell................................................................................... 63
2.3.3 Ensaio de dureza Rockwel................................................................................ 64
2.3.4 Ensaio de Fadiga .............................................................................................. 65
2.3.5 Ensaio de Impacto............................................................................................. 68
2.3.6 Ensaio de Tensões Residuais - Método do Furo Cego .................................... 71
2.3.7 Ensaio Metalográfico......................................................................................... 74
3 NORMAS PARA O PROJETO E CERTIFICAÇÃO DE SISTEMAS DE AMARRAÇÃO.. 76
3.1 BREVE HISTÓRICO.................................................................................................. 76
3.2 NORMAS DAS SOCIEDADES CLASSIFICADORAS ............................................... 79
3.2.1 Projeto e Certificação do Sistema de Amarração ............................................. 79
3.2.2 Projeto e Certificação dos Acessórios de Amarração para Amarras................ 93
3.3 OUTRAS NORMAS INTERNACIONAIS E NACIONAIS ........................................... 99
4 DEFEITOS EM SISTEMAS DE ANCORAGEM............................................................... 104
4.1 REGISTROS............................................................................................................ 104
4.2 DEFEITOS TÍPICOS................................................................................................ 109
4.2.1 Principais defeitos em acessórios e prováveis causas e conseqüências....... 109
4.2.2 Principais defeitos e conseqüências em amarras........................................... 112
viii
4.3 INSPEÇÕES ............................................................................................................ 115
4.3.1 Técnicas de Inspeção ..................................................................................... 115
4.3.2 Áreas críticas nas manilhas e elos de ligação ................................................ 116
4.3.3 Periodicidade das Inspeções .......................................................................... 116
5 ANÁLISE EXPERIMENTAL DA MANILHA DE LINHA DE POLIÉSTER....................... 117
5.1 CARACTERÍSTICAS GERAIS DO CASO ESTUDADO.......................................... 119
5.1.1 Características Principais da Unidade ............................................................ 119
5.1.2 Locação da Unidade ....................................................................................... 119
5.1.3 Sistema de Ancoragem................................................................................... 120
5.1.4 Composição das Linhas.................................................................................. 121
5.2 CARACTERIZAÇÃO DO MATERIAL ...................................................................... 124
5.2.1 Dimensionamento das Manilhas ..................................................................... 124
5.2.2 Análise Química .............................................................................................. 124
5.2.3 Propriedades Mecânicas................................................................................. 125
5.2.4 Análises Metalográficas .................................................................................. 127
5.3 ENSAIO DE FADIGA ............................................................................................... 128
5.4 ANÁLISE DE FALHAS............................................................................................. 128
5.4.1 Primeira manilha analisada............................................................................. 128
5.4.2 Segunda manilha analisada............................................................................ 132
5.5 ENSAIO DE TENSÕES RESIDUAIS - MÉTODO DO FURO CEGO ...................... 134
5.6 ENSAIO REALIZADO NO CENPES (PETROBRAS).............................................. 138
5.6.1 Análise metalográfica da região das trincas ................................................... 139
5.6.2 Análise realizada no Microscópio Eletrônico de Varredura (MEV) acoplado a
um sistema de análise por energia dispersiva (EDS) ...................................................... 140
6 TESTE DE CARGA, SIMULAÇÃO NUMÉRICA E ANÁLISE DOS RESULTADOS ...... 142 6.1 TESTE DE CARGA.................................................................................................. 143
6.2 SIMULAÇÃO NUMÉRICA........................................................................................ 145
6.2.1 Análise da Influência da carga de teste .......................................................... 145
6.2.2 Análise de Manilha diâmetro 105 mm com Elo diâmetro 120 mm e Manilha
diâmetro 105 mm com Elo diâmetro 105 mm................................................................... 154
6.2.3 Análise da manilha com material R4 para as cargas de ruptura (MBL) e de
teste (PL). ......................................................................................................................... 158
7 CONSIDERAÇÕES FINAIS ............................................................................................. 164 7.1 SUMÁRIO ................................................................................................................ 164
7.2 CONCLUSÕES........................................................................................................ 165
7.3 RECOMENDAÇÕES ............................................................................................... 166
8 REFERÊNCIAS................................................................................................................ 167
ix
ÍNDICE DE FIGURAS
Figura 1.1 - Exemplo de sistema Spread Mooring..................................................................... 6
Figura 1.2 - Exemplos de sistemas Single Point Mooring ......................................................... 7
Figura 1.3 - Ilustração de uma plataforma TLP.......................................................................... 8
Figura 1.4 - Sistema SPM do tipo SALM ................................................................................... 8
Figura 1.5 - Sistema em Catenária ............................................................................................ 9
Figura 2.1 - Ilustração de uma plataforma semi-submersível.................................................... 14
Figura 2.2 - Comparação entre o arranjo em catenária e taut leg ............................................. 14
Figura 2.3 - Navio de produção (FPSO) .................................................................................... 16
Figura 2.4 - Ilustração de uma unidade flutuante de produção - projeto novo .......................... 16
Figura 2.5 - Plataforma MONO-BR ............................................................................................ 18
Figura 2.6 - FPSO-BR ................................................................................................................ 18
Figura 2.7 - Representação de uma semi-submersível ancorada ............................................. 20
Figura 2.8 - Configuração Geométrica de uma Linha de Amarração. ...................................... 21
Figura 2.9 - Princípio de Atuação do Sistema de Ancoragem................................................... 23
Figura 2.10 - Passeio da plataforma até novo equilíbrio ........................................................... 24
Figura 2.11 - Elementos de ancoragem de uma semi-submersível .......................................... 30
Figura 2.12 - Elo comum de uma amarra (com e sem malhete). .............................................. 32
Figura 2.13 - Carga de Ruptura de Amarras.............................................................................. 33
Figura 2.14 - Arranjos dos cabos de aço de amarração. .......................................................... 38
Figura 2.15 - Construção típica de cabos de poliéster............................................................... 41
Figura 2.16 - Âncora de arraste de alto poder de garra............................................................. 44
Figura 2.17 - Estaca torpedo...................................................................................................... 44
Figura 2.18 - Estaca de sucção.................................................................................................. 44
Figura 2.19 - Âncora VLA........................................................................................................... 45
Figura 2.20 - Acessórios de Amarras......................................................................................... 46
Figura 2.21 - Elo tipo Baldt e elo tipo Pêra ................................................................................ 47
Figura 2.22 – Swivel................................................................................................................... 48
Figura 2.23 - Terminações de cabos de amarra ........................................................................ 48
Figura 2.24 - Sapatilha pesada com reforço .............................................................................. 49
Figura 2.25 – Soquete................................................................................................................ 50
Figura 2.26 - Soquete Pee-wee ................................................................................................. 50
Figura 2.27 - Soquete em chapa de aço.................................................................................... 50
Figura 2.28 - Ilustração de uma bóia ......................................................................................... 51
Figura 2.29 - chain-chaser ......................................................................................................... 52
Figura 2.30 – garatéia ................................................................................................................ 52
Figura 2.31 - Exemplo de Caçador Permanente (a) .................................................................. 52
x
Figura 2.32 - Exemplo de Caçador Permanente (b) .................................................................. 52
Figura 2.33 - Corpo de Prova de ensaio de tração.................................................................... 57
Figura 2.34 - Diagrama Tensão-Deformação ............................................................................ 59
Figura 2.35 - Limite elástico no diagrama tensão-deformação.................................................. 59
Figura 2.36 - Limite de proporcionalidade A’ no diagrama tensão-deformação ........................ 60
Figura 2.37 - Limite de Escoamento .......................................................................................... 61
Figura 2.38 - Limite de Resistência............................................................................................ 62
Figura 2.39 - Gráfico tensão-deformação com indicação dos limites elástico, de
proporcionalidade, de resistência e de ruptura .......................................................................... 62
Figura 2.40 - Exemplo de mostrador para leitura do grau de dureza ........................................ 64
Figura 2.41 - Penetradores utilizados na máquina de ensaio de dureza Rockwell ................... 65
Figura 2.42 - Gráficos de ciclos de tensão................................................................................. 66
Figura 2.43 - Curva S-N ............................................................................................................. 67
Figura 2.44 - Martelo pendular para ensaio de Charpy ............................................................. 71
Figura 4.1 - Locais de falha em um elo com malhete .............................................................. 106
Figura 4.2 - Locais de concentração de tensão de um elo de amarra sem malhete............... 107
Figura 4.3 - Trinca/ruptura em elo Kenter ................................................................................ 109
Figura 4.4 - Trinca/ruptura em elo Kenter ................................................................................ 109
Figura 4.5 - Deformação na base do soquete.......................................................................... 109
Figura 4.6 - Trinca interna no soquete ..................................................................................... 110
Figura 4.7 - Trinca e desgaste no olhal de soquete................................................................. 110
Figura 4.8 - Empeno de pino de manilha ................................................................................. 111
Figura 4.9 - Corrosão e marcas de solda................................................................................. 111
Figura 4.10 - Trinca no olhal da manilha.................................................................................. 112
Figura 4.11 - Malhete solto....................................................................................................... 112
Figura 4.12 - Perda de malhete................................................................................................ 112
Figura 4.13 - Elo empenado..................................................................................................... 113
Figura 4.14 - Elo empenado..................................................................................................... 113
Figura 4.15 - Corrosão na solda............................................................................................... 113
Figura 4.16 - Corrosão generalizada ....................................................................................... 113
Figura 4.17 - Arrancamento de material .................................................................................. 114
Figura 4.18 – Trincas ............................................................................................................... 114
Figura 5.1 - Posição das manilhas rompidas ........................................................................... 117
Figura 5.2 - Primeira manilha enviada para análise. Manilha da linha #7. .............................. 118
Figura 5.3 - Segunda manilha enviada para análise. Manilha da linha #6. ............................. 118
Figura 5.4 - Bacia de Campos (Rio de Janeiro)....................................................................... 119
Figura 5.5 - Campo de Marlim Sul ........................................................................................... 120
Figura 5.6 - Arranjo de Ancoragem.......................................................................................... 121
xi
Figura 5.7 - Croqui da Linha de Amarração............................................................................. 123
Figura 5.8 - Dimensões das manilhas em milímetros. ............................................................ 124
Figura 5.9 - Microestrutura típica das manilhas analisadas. Apresenta sulfetos de
manganês. Sem ataque ........................................................................................................... 127
Figura 5.10 - Microestrutura apresenta martensita revenida com sulfetos de manganês.
Ataque Nital 2%........................................................................................................................ 127
Figura 5.11 - Desenho demonstrando as regiões analisadas para caracterização da falha... 129
Figura 5.12 - Aspecto macroscópico da região da fratura, apresentado aspecto de trinca
por fadiga.................................................................................................................................. 129
Figura 5.13 - Aspecto macroscópico da região da fratura, apresentando aspecto de trinca
por fadiga.................................................................................................................................. 130
Figura 5.14 - Aspecto metalográfico da região A (corpo da manilha). Ataque Nital 2%.......... 131
Figura 5.15 - Aspecto metalográfico da região B (Superfície de Fratura). Ataque Nital 2% ... 131
Figura 5.16 - Aspecto metalográfico da região C cisalhada com trincas. Ataque Nital 2%..... 131
Figura 5.17 - Aspecto macroscópico da região da fratura, apresentado aspecto de trinca
por fadiga.................................................................................................................................. 132
Figura 5.18 - Aspecto macroscópico da região da fratura, apresentado aspecto de trinca
por fadiga.................................................................................................................................. 132
Figura 5.19 - Aspecto metalográfico da região A (corpo da manilha). Ataque Nital 2%.......... 133
Figura 5.20 - Aspecto metalográfico da região B (Superfície de Fratura). Ataque Nital 2% ... 133
Figura 5.21 - Aspecto metalográfico da região C cisalhada com trincas. Ataque Nital 2%..... 133
Figura 5.22 - Região da manilha onde foi realizada a medida das tensões residuais ............ 134
Figura 5.23 - Ilustração do sistema para medida das tensões residuais................................. 134
Figura 5.24 - Tensões no Furo 1. Centro da curvatura no lado externo.................................. 135
Figura 5.25 - Tensões no Furo 2 – Centro da curvatura no lado interno................................. 136
Figura 5.26 - Tensões no Furo 3. Deslocamento do centro da curvatura no lado interno ...... 137
Figura 5.27 - Região das manilhas onde foram detectadas trincas em inspeção ................... 138
Figura 5.28 - Região das manilhas mostrando o corte para retirada das amostras na região
contendo trincas ....................................................................................................................... 139
Figura 5.29 - Micrografia sem ataque das amostras da região contendo trincas da primeira
manilha analisada. Apresenta oxidação no início das trincas ................................................. 139
Figura 5.30 - Micrografia da amostra atacada com cromato alcalino para determinação da
profundidade de penetração de oxigênio na região contendo trincas. Apresenta região
clara subsuperficial indicando a presença de oxigênio............................................................ 140
Figura 5.31 - Imagem destacando as regiões de início da trincas partindo das regiões
oxidadas da superfície ............................................................................................................. 140
Figura 5.32 - Análise química realizada via EDS na região de início das trincas (região
oxidada). Esta apresenta óxido de ferro com cromo na região marcada ................................ 141
Figura 5.33 - Imagem da região contendo trincas das manilhas analisadas. Apresenta
oxidação no início das trincas. ................................................................................................. 141

xii
Figura 6.1 - Máquina de Tração de 500 toneladas do CENPES ............................................. 142
Figura 6.2 - Posição dos strain gages usados na medição das deformações no teste de
carga efetuado no CENPES..................................................................................................... 143
Figura 6.3 - Deformações medidas em função da carga aplicada no strain gage M5 ............ 144
Figura 6.4 - Carga em função da deformação medida no teste no CENPES ......................... 144
Figura 6.5 - Curva tensão-deformação utilizada para a análise da manilha ........................... 146
Figura 6.6 - À esquerda, modelo completo. À direita, modelo de um quarto de simetria........ 146
Figura 6.7 - À esquerda, condições de contorno aplicadas. Á direita, malha utilizada para o
cálculo. ..................................................................................................................................... 147
Figura 6.8 - Tensão ao longo da seção da manilha após a aplicação da carga de teste........ 149
Figura 6.9 - Comparação das tensões máximas principais ..................................................... 150
Figura 6.10 - Detalhe da curvatura........................................................................................... 151
Figura 6.11 - Tensão na curvatura externa para a Manilha com carga de teste e sem carga
de teste..................................................................................................................................... 152
Figura 6.12 - Comparação entre o teste no CENPES e a análise por Elementos Finitos....... 153
Figura 6.13 - Malha utilizada. À esquerda, manilha com elo 120 mm. À direita, manilha com
elo 105 mm............................................................................................................................... 155
Figura 6.14 - Tensão máx. principal para uma carga de 300 ton após a aplicação de carga
de teste. À esquerda, contato com elo de ∅120mm, à direita, contato com elo de ∅105mm 156
Figura 6.15 - Tensão máx. principal para uma carga de 300 ton com manilhas sem carga
de teste. À esquerda, contato com elo de ∅120mm, à direita, contato com elo de ∅105mm 156
Figura 6.16 - Comparação entre as manilhas montadas com elo de 120mm e 105mm.
Tensão normal à seção. Cargas de 200 ton e 300ton............................................................. 157
Figura 6.17 - Comparação entre as manilhas montadas com elo de 120mm e 105mm.
Tensão normal à seção. Cargas de 200 ton e 300ton............................................................. 157
Figura 6.18 - Material W22 utilizado na simulação .................................................................. 159
Figura 6.19 - Dimensões da manilha W22 para 710 ton de MBL............................................ 160
Figura 6.20 - Tensões normais à seção para as cargas de 200 ton, 300 ton, 450 ton (carga
de teste) e 710 ton (MBL)......................................................................................................... 162
xiii
ÍNDICE DE TABELAS Tabela 2.1 - Pesos lineares típicos das amarras ....................................................................... 35
Tabela 2.2 - Especificação de cabos de aço Spiral Strand ....................................................... 39
Tabela 2.3 - Peso Lineares e Tração de Ruptura dos Cabos de Poliéster ............................... 40
Tabela 3.1 – Fatores de segurança para a análise de tensão da linha – BV ............................ 85
Tabela 3.2 – Fatores de segurança para a análise de tensão da linha – ABS.......................... 85
Tabela 3.3 – Fatores de segurança parciais para o estado ULS............................................... 87
Tabela 3.4 – Fatores de segurança parciais para o estado ALS............................................... 88
Tabela 3.5 – Margem de corrosão do DNV, relativa ao diâmetro nominal da amarra. ............. 92
Tabela 3.6 – Propriedades materiais de acordo com ABS, BV, DNV e IACS ........................... 95
Tabela 3.7 – Requisitos para teste de Impacto Charpy de acordo com ABS, BV, DNV e
IACS ........................................................................................................................................... 96
Tabela 3.8 – Carga de prova de acordo com ABS, BV, DNV e IACS ....................................... 97
Tabela 3.9 – Carga de ruptura de acordo com ABS, BV, DNV e IACS..................................... 97
Tabela 4.1 - Falhas em sistemas de ancoragem no Brasil...................................................... 108
Tabela 5.1 - Posição das Âncoras ........................................................................................... 120
Tabela 5.2 - Composição das linhas de ancoragem (comprimento dos trechos).................... 122
Tabela 5.3 - Características dos segmentos das linhas de ancoragem .................................. 122
Tabela 5.4 - Quadro de Ancoragem......................................................................................... 122
Tabela 5.5 - Pré-tensões e ângulos do fairlead ....................................................................... 123
Tabela 5.6 - Composição química das manilhas analisadas (% em peso) ............................. 124
Tabela 5.7 - Propriedades mecânicas (ensaio de tração da primeira manilha fraturada) e
especificações da Norma W22 – IACS .................................................................................... 125
Tabela 5.8 - Propriedades mecânicas (ensaio Charpy da primeira manilha fraturada) e da
norma W22 – IACS .................................................................................................................. 126
Tabela 5.9 - Medidas de dureza Brinell realizada nas duas manilhas fraturadas e as
especificações da Norma NBR 13545/99 ................................................................................ 126
Tabela 6.1 - Cargas aplicadas na análise da manilha com carga de teste, em toneladas ..... 148
Tabela 6.2 - Cargas aplicadas na análise da manilha sem carga de teste, em toneladas ..... 148
Tabela 6.3 - Tensões na curvatura externa (MPa). Carga variando entre 160 ton e 300ton .. 152
Tabela 6.4 - Tensões na curvatura externa (MPa). Carga variando entre 60 ton e 200ton .... 152
Tabela 6.5 - Materiais W22 da norma e W22 utilizado na presente simulação....................... 159
Tabela 6.6 - Limites de resistência à fadiga para dois acabamentos superficiais diferentes.. 160
Tabela 6.7 - Cargas aplicadas na análise da manilha com PL, em toneladas ........................ 161
1
1 INTRODUÇÃO
Define-se como um sistema de ancoragem, um conjunto de elementos capazes
de manter uma unidade flutuante em uma posição de equilíbrio sem auxílio de
posicionamento dinâmico. Normalmente, um sistema de ancoragem é composto por
um conjunto de linhas, sendo cada linha composta de um ponto fixo no solo marinho
(âncora ou estaca) e elementos que conectam este ponto à unidade. Estes elementos
de ligação são compostos de uma combinação de amarras, cabos de aço e/ou cabos
de poliéster.
Segundo COSTA e GONÇALVES [1], apesar dos sistemas de ancoragem serem
projetados com fatores de segurança e redundância, geralmente, para suportar toda a
vida de projeto da unidade marítima na locação, é necessário inspecionar
periodicamente suas linhas, para garantir a integridade dos elementos que as
compõem. A inspeção das linhas é também uma exigência das Sociedades
Classificadoras, para manutenção do Certificado de Classe da unidade, considerado
imprescindível para a licença de operação fornecida pelas autoridades ambientais.
Os critérios de inspeção adotados pelas Sociedades Classificadoras, que
determinam a inspeção de todas as linhas do sistema a cada 5 (cinco) anos, são
adequados para unidades marítimas móveis, usadas na perfuração e completação de
poços. Estas permanecem ancoradas na mesma posição por períodos da ordem de
meses. Neste caso é, portanto, fácil ter acesso aos elementos do sistema a bordo das
embarcações de manuseio, cumprindo-se assim os requisitos das Sociedades
Classificadoras.
Quando se passa a considerar unidades marítimas de produção, capazes de
suportar uma planta de processo para 180 mil barris de petróleo por dia,
permanecendo no mesmo local por 20 anos, em média, com as linhas de ancoragem
projetadas para resistir à corrosão e fadiga e trabalharem todo este tempo, os
requisitos são muito mais específicos e rigorosos.
Para tanto, planos de inspeção são desenvolvidos individualmente para cada
unidade marítima e apresentados para aprovação da Sociedade Classificadora.
Quando há ocorrência de anormalidades, o plano deve ser analisado para verificar a
necessidade de inclusão de novas tarefas ou alteração da periodicidade.
2
Os planos de inspeção procuram sempre minimizar o manuseio das linhas para
inspeção pois, além de ser um procedimento caro, experiências mostram que é alta a
probabilidade de introdução de descontinuidades nos elementos das linhas de
ancoragem durante a execução da inspeção.
As formas de evitar a retirada de linhas para inspeção são:
• Uso de inspeções por ROV;
• Introdução de corpos de prova na linha;
• Super dimensionamento de alguns elementos.
A grande vantagem do uso de ROV é a possibilidade de inspecionar todas as
linhas do sistema rapidamente e a um custo menor do que a remoção de uma única
linha. Por outro lado, por ser uma inspeção visual, fica-se limitado à detecção e
descontinuidades externas e de grandes dimensões.
Os corpos de prova são componentes provisórios do sistema, com as mesmas
características de um determinado elemento permanente. Eles são removidos
periodicamente para uma avaliação indireta dos danos acumulados nos elementos
que permanecem instalados. Esta avaliação dos danos acumulados permite fazer uma
previsão da vida da linha. Por outro lado, a utilização de corpos de prova diminui a
confiabilidade do sistema de ancoragem, uma vez que a sua instalação aumenta o
número de acessórios e o comprimento menor do corpo de prova é mais susceptível a
falha, já que o mesmo apresenta um alto grau de concentração de tensão sem o
devido balanceamento devido à sua pequena dimensão.
O super dimensionamento, por razões técnicas (excesso de peso) e econômicas,
só pode ser adotado em pequenos trechos dos elementos. Normalmente escolhe-se o
trecho enterrado para adoção desta técnica, instalando um dispositivo de conexão e
desconexão submarino em um ponto logo acima do afloramento da linha de
ancoragem no solo marinho.
As amarras, assim como os cabos de aço, devem ser inspecionadas por
amostragem, em intervalos de tempo pré-definidos. As inspeções e os critérios de
aceitação adotados são os estabelecidos em normas e padrões reconhecidos.
3
1.1 MOTIVAÇÃO
De acordo com COSTA e GONÇALVES [1], há cerca de 10 anos a PETROBRAS
decidiu empregar unidades flutuantes para produção em campos de petróleo em
caráter permanente. Em alguns casos a tecnologia de ancoragem existente não
fornecia as condições mais convenientes para o desenvolvimento dos campos
encontrados, tendo a PETROBRAS decidido pela implantação de alguns novos
conceitos, como ancoragem taut-leg, o uso de cabos de poliéster e âncoras de carga
vertical (VLAs).
O uso de materiais não convencionais em sistemas de ancoragem de
plataformas traz, ao mesmo tempo, enormes vantagens competitivas e desafios. Por
outro lado, a utilização destes materiais não convencionais implica em não se ter
qualquer referência para previsão de desempenho a longo prazo, uma vez que a
PETROBRAS possui as instalações mais antigas do mundo usando esta tecnologia.
Sob este aspecto a inspeção destes elementos se torna de grande importância, pois
hoje em dia existem unidades ancoradas na Bacia de Campos usando estes novos
conceitos e todas as unidades em estudo para implantação também dependem destes
mesmos materiais para ancoragem.
Desta forma, os desafios encontrados na implantação e manutenção de novos
conceitos, somados aos recentes problemas de falhas estruturais encontrados nos
sistemas de ancoragem, motivaram a realização desta dissertação.
1.2 BREVE HISTÓRICO
A procura por petróleo no mar começou no fim do século XIX, tendo sido
utilizado como primeiro dispositivo um píer de madeira como suporte de equipamento
de perfuração. Com o passar dos anos, a procura por petróleo no mar foi se
intensificando e o caminho natural foi estender-se para águas mais profundas. O píer
de madeira foi transformado em plataformas de madeira sem ligação com a costa, até
que em 1934 surgiu a primeira plataforma fixa [2].
No fim da década de 70, surgiram as primeiras unidades semi-submersíveis e os
primeiros navios ancorados a colunas articuladas utilizados para a produção de
4
petróleo em águas profundas, fazendo com que os sistemas de ancoragem
passassem a desempenhar importante papel na atividade offshore.
Os sistemas de ancoragem foram surgindo à medida que existia necessidade de
fixar uma embarcação no mar. Sendo assim, sistemas provisórios foram, e continuam
sendo usados, nos navios e consistem em uma ou mais linhas conectadas à proa ou
popa do navio. Geralmente os navios permaneciam ancorados por um curto período
de tempo (dias) [2].
Quando a exploração e a produção offshore de petróleo e gás começaram, a
necessidade de sistemas de amarração permanentes tornou-se aparente.
Na referência [3] é destacado que a descoberta de reservatórios de petróleo, a
partir da década de 50, localizados no subsolo da plataforma continental dos países
produtores, motivou as grandes companhias petrolíferas no sentido de tornarem viável
a exploração destes campos. Dentro deste contexto, uma das principais limitações que
se apresentou na época dizia respeito à estrutura de superfície, responsável direta
pela exploração nestas locações no mar. Para pequenas profundidades, ou lâminas
d'água, duas soluções foram adotadas com relativo sucesso: plataforma rigidamente
fixa ao fundo marinho e plataforma flutuante com caráter itinerante ou temporário. Esta
última opção, também conhecida como plataforma submersível, referia-se a uma
estrutura composta basicamente de 3 módulos distintos: um convés de utilidades
emerso, sapatas submersas para apoio no fundo marinho e elementos de ligação
(colunas).
Desta forma, através de operações de lastro e deslastro, estas plataformas tanto
podiam se apoiar no fundo do mar para a realização de algum tipo de operação, como
mudar de locação com o auxílio de reboque. Com o passar dos anos e o advento de
novas descobertas em lâminas d'água mais profundas, evidenciou-se uma divisão
nítida entre as estruturas marinhas responsáveis pela exploração dos campos de
petróleo: plataformas fixas (jaquetas) ou auto-elevatórias (jack-up) para profundidades
inferiores a 150m e plataformas flutuantes semi-submersíveis ou F(P)SOs para
profundidades maiores.
A plataforma semi-submersível, uma derivação da plataforma submersível, se
diferencia desta última pela filosofia empregada no que diz respeito à manutenção de
sua posição na locação. Enquanto a plataforma submersível utilizava seu próprio peso
5
como elemento de fixação, a plataforma semi-submersível dispunha de outros meios
que viabilizavam o seu posicionamento. Quanto ao arranjo estrutural, a plataforma
semi-submersível, similarmente à plataforma submersível, pode ser caracterizada por:
estrutura de convés emersa, flutuadores gêmeos submersos (pontoons) e colunas de
ligação.
A plataforma semi-submersível, também conhecida como plataforma estabilizada
pelas colunas já que as mesmas são praticamente as responsáveis por gerar o
empuxo necessário para sua sustentação, são estruturas consagradas mundialmente,
utilizadas nas duas atividades principais da exploração offshore. As estruturas semi-
submersíveis dedicadas à atividade de perfuração possuem um caráter itinerante com
constantes mudanças de locação enquanto aquelas dedicadas à produção podem
permanecer numa mesma locação por períodos de aproximadamente 20 anos. Mas,
devido ao fato de existirem dispositivos unindo a plataforma aos equipamentos de
subsuperfície, é fácil concluir que o aspecto manutenção da posição é extremamente
relevante. Neste sentido, com o intuito de contrabalancear os esforços ambientais
atuantes devido ao vento, onda e correnteza, duas filosofias foram empregadas,
dependendo da atividade principal da unidade semi-submersível:
1ª - Utilização de sistema de posicionamento dinâmico (thrusters azimutais localizados
nos flutuadores).
2ª - Utilização de linhas descrevendo catenárias unindo a plataforma ao fundo do mar.
A 1ª filosofia citada adequou-se bem às atividades de caráter itinerante das
plataformas de perfuração, e realizadas em grandes profundidades, devido a sua
grande flexibilidade operacional, enquanto a 2ª filosofia aplicou-se principalmente a
sistemas permanentes de produção onde não se justificava o alto consumo de óleo
diesel dos sistemas de posicionamento dinâmico. No que diz respeito à 2ª filosofia
descrita, deu-se o nome de sistemas de "amarração" ou de "ancoragem" aos vínculos
físicos existentes entre a plataforma e o leito marinho e que permitem à mesma
manter o seu posicionamento em condições ambientais adversas.
Apesar das plataformas semi-submersíveis representarem as estruturas mais
usuais em termos mundiais, existem outros tipos de unidades flutuantes que se
utilizam de filosofias distintas no que diz respeito às restrições impostas aos
movimentos no plano ou ainda ao tipo de fixação com o leito do mar.
6
1.2.1 Classificação Geral para os Vários Sistemas Flutuantes
1.2.1.1 Quanto às restrições impostas à unidade Amarração por pontos múltiplos (Spread Mooring - SMS)
Além de restringir os movimentos lineares no plano, restringe também o
movimento angular (variação do aproamento da unidade).
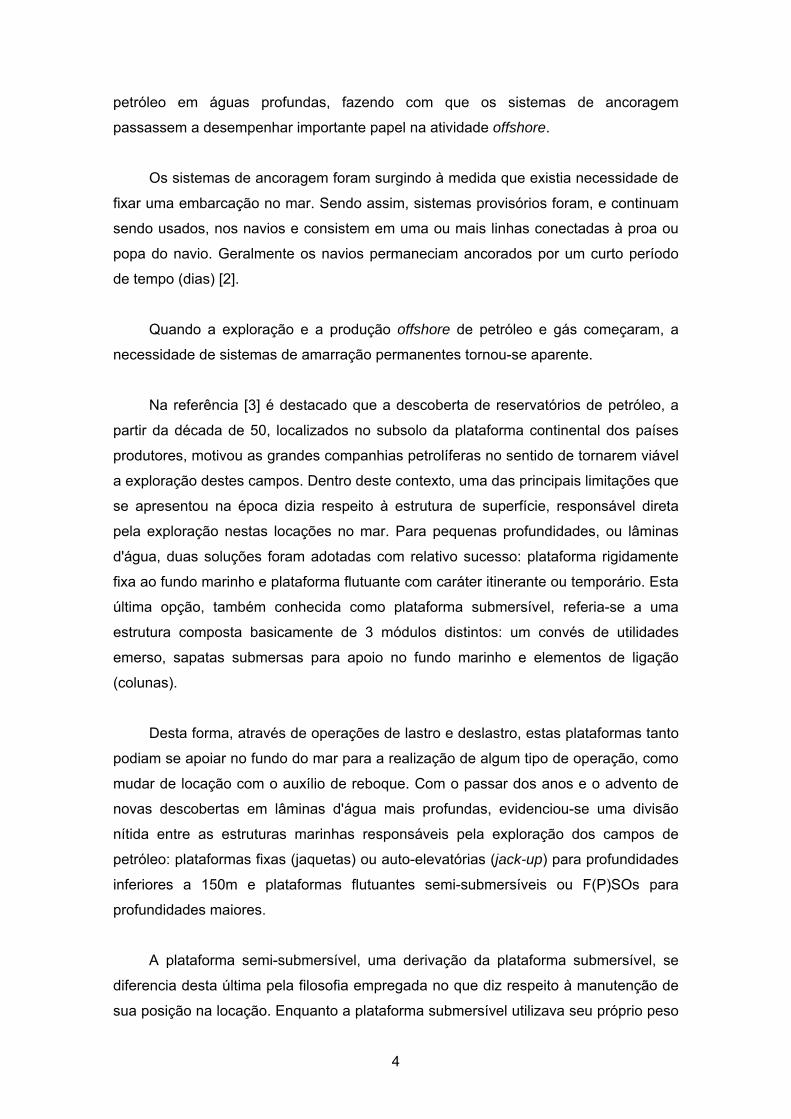
Os Spread Mooring Systems (SMSs) são compostos por um sistema de
amarração com múltiplas linhas, em catenária simples ou utilizando flutuadores (spring
buoys) ou pesos (clump weights) intermediários, ancoradas ao fundo do mar através
de âncoras de arraste, âncoras de carga vertical (VLAs), estacas de sucção ou
estacas torpedos. Essas linhas são conectadas ao navio em pontos localizados no
casco, mantendo dessa forma seu aproamento praticamente fixo. Um exemplo de
SMS está apresentado na figura 1.1.
Figura 1.1 - Exemplo de sistema Spread Mooring
Amarração por ponto único (Single Point Mooring - SPM)
Desenvolvida especialmente para navios, restringe apenas os deslocamentos
lineares no plano horizontal, permitindo que a embarcação gire livremente em torno do
eixo vertical (weathervane), minimizando os esforços sobre o sistema de amarração.
Em função da forma do casco e do tipo de sistema de amarração, os Single Point
Mooring Systems (SPMs) tendem a ficar aproados com a ação ambiental resultante
minimizando assim o efeito deste carregamento. Isto lhes confere uma grande
7
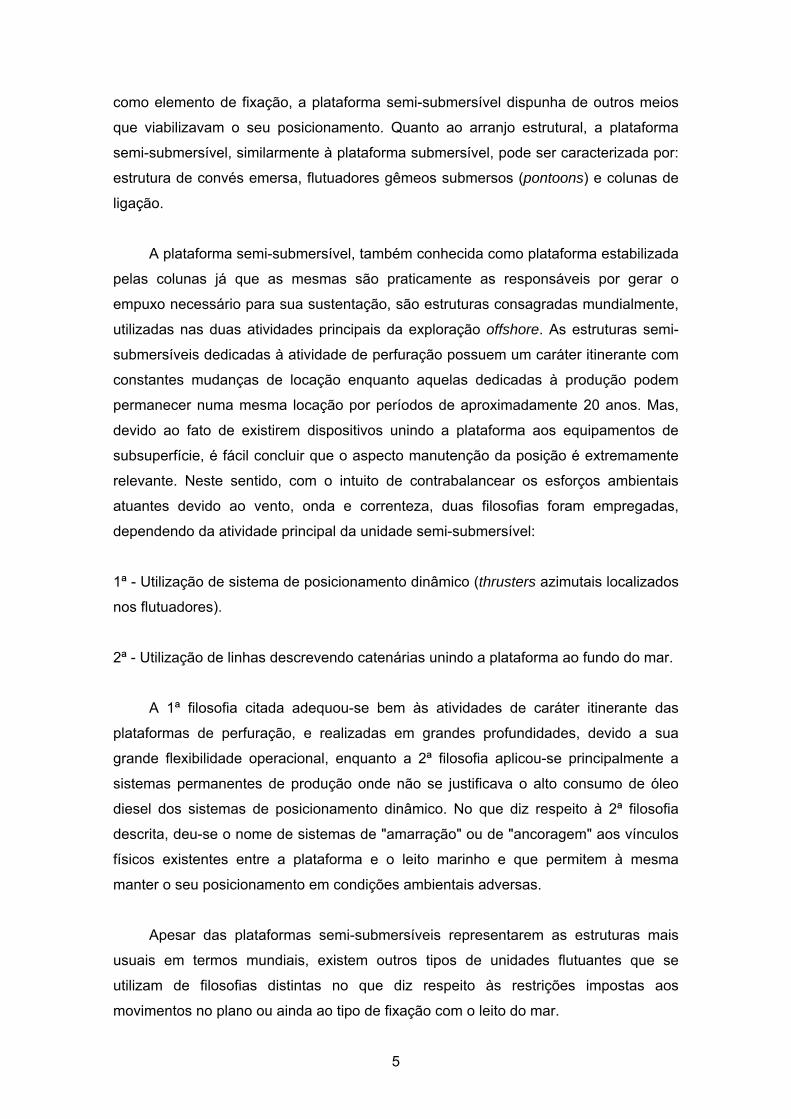
sensibilidade à mudança da incidência das cargas ambientais. Em outras palavras, o
SPM permite que o aproamento da embarcação varie conforme a direção da
resultante dos agentes ambientais. O SPM possui um ponto de pivotamento em torno
do qual o navio pode girar no plano horizontal. Exemplos de SPM estão apresentados
na figura 1.2.
Figura 1.2 - Exemplos de sistemas Single Point Mooring
(a) Monobóia, (b) Turret interno, (c) Torre articulada
8
Amarração por pernas verticais tracionadas (Tension Leg)
As linhas de ancoragem de uma TLP (figura 1.3) são tubos de aço verticais e são
comumente referenciadas como tendões. Neste tipo de sistema, a flutuação é maior
do que o peso da plataforma, com isto, o equilíbrio vertical da plataforma é obtido
ligando-a a sua fundação no fundo do mar através dos tendões. Os tendões fornecem
ao sistema alta rigidez no plano vertical e são pré-tracionados pelo excesso de
flutuação do casco.
Figura 1.3 - Ilustração de uma plataforma TLP
1.2.1.2 Quanto à geometria dos elementos de restauração
Com pernas verticais tracionadas
Aplica-se a certas configurações do tipo ALT (Articulated Loading Tower) e
SALM (Single Anchor Leg Mooring). A figura 1.4 apresenta um exemplo de sistema
SPM do tipo SALM.
Figura 1.4 - Sistema SPM do tipo SALM
9
Com pernas em catenária
Foram os primeiros sistemas concebidos para embarcações convencionais e
são, até hoje, os mais usados por unidades flutuantes. A figura 1.5 ilustra um sistema
em catenária.
Figura 1.5 - Sistema em Catenária
Sistemas híbridos
Utilizam-se simultaneamente de trechos verticais tracionados e linhas em
catenária.
1.2.1.3 Quanto à operação do sistema
Sistema passivo
Uma vez instalados não necessitam de quaisquer ajustes subseqüentes para
suportar condições ambientais adversas.
Sistemas ativos
São necessários ajustes nas pré-tensões das linhas de amarração (através de
ajustes no seu comprimento, tracionando ou não as linhas) em função da severidade
das condições ambientais.
10
1.2.1.4 Quanto à permanência do sistema
Permanentes
São normalmente aplicados a instalações definitivas de produção onde a
embarcação é destinada a permanecer na locação por períodos prolongados
(normalmente acima de 10 anos).
Temporários
Destinados a manter a unidade flutuante em posição por períodos curtos de
tempo, normalmente inferiores a um ano. Estes sistemas não são necessariamente
dimensionados para suportar condições ambientais extremas, sendo necessário,
nesses casos, que a unidade abandone a locação.
Conforme observado anteriormente, o dimensionamento do sistema de
amarração das unidades flutuantes é de crucial importância no desenvolvimento de
um dado campo produtor de petróleo. Esta importância é ainda mais amplificada
quando consideramos as possíveis interferências que existem entre as linhas de
ancoragem da plataforma e o layout submarino do campo em questão.
1.3 OBJETIVOS
O trabalho desenvolvido que originou esta dissertação refere-se a um estudo de
caso de um sistema flutuante de armazenamento e escoamento. As manilhas de linha
de poliéster utilizadas no sistema de ancoragem da unidade flutuante em estudo
deveriam ter uma vida útil à fadiga de aproximadamente 600 anos em operação,
segundo estudos de projeto baseados em informações do fabricante. No entanto, duas
destas manilhas romperam por fadiga em eventos diferentes e defasados de apenas
um mês, após quatro anos e meio de operação na Bacia de Campos.
Para a busca das reais causas destes dois incidentes foi desenvolvida uma série
de ensaios e análises com o intuito de esclarecer o ocorrido e permitir a tomada de
decisão sobre as outras 46 manilhas ainda instaladas no sistema flutuante estudado.
11
Esta dissertação tem por objetivo descrever detalhadamente estes ensaios e as
análises realizadas, apresentando seus resultados e, através das conclusões, traçar
recomendações para o dimensionamento e instalação deste tipo de manilha em
sistemas de ancoragem de unidades flutuantes.
Adicionalmente, um capítulo desta dissertação dedica-se a apresentar as normas
e padrões aplicáveis a este tipo de acessório, descrevendo as partes importantes de
cada uma e traçando uma comparação entre as mesmas a fim de demonstrar os
principais requisitos do projeto de acessórios de amarras. Esta comparação tem por
objetivo permitir um melhor entendimento e conhecimento das normas e padrões, e
assim facilitar a aplicação das mesmas aos projetos de manilhas de linhas de
ancoragem.
1.4 DESCRIÇÃO DOS CAPÍTULOS
O Capítulo 2 apresenta numa revisão bibliográfica dos principais sistemas
flutuantes de produção no cenário offshore brasileiro, dos diversos sistemas de
ancoragem utilizados em sistemas flutuantes de produção e uma descrição dos tipos
de ensaios utilizados na análise de falha da manilha de linha de poliéster.
O Capítulo 3 apresenta as regras e normas aplicáveis ao objeto em estudo,
descrevendo as partes importantes de cada uma e traçando uma comparação das
mesmas a fim de demonstrar os principais requisitos do projeto de amarras e
acessórios.
O Capítulo 4 apresenta os defeitos típicos encontrados em sistemas de
ancoragem, históricos recentes e a importância das inspeções para garantia da
integridade do sistema.
O Capítulo 5 apresenta uma descrição sucinta do sistema abordado na
dissertação, incluindo o campo, características da unidade flutuante e de seu sistema
de ancoragem e a análise experimental da manilha de poliéster, especificando os
ensaios realizados, instrumentação e testes.
O Capítulo 6 apresenta os resultados da simulação numérica do objeto em
estudo, descrevendo o modelo numérico utilizado, análise e discussão dos resultados.
12
O Capítulo 7 apresenta um sumário dos estudos realizados, as conclusões do
trabalho e as recomendações para desenvolvimentos futuros.
O Capítulo 8 apresenta as referências bibliográficas utilizadas para o
desenvolvimento desta dissertação.
13
2 REVISÃO BOBLIOGRÁFICA 2.1 SISTEMAS FLUTUANTES DE PRODUÇÃO
Atualmente, no sistema offshore brasileiro de produção, destacam-se
basicamente dois tipos de sistemas flutuantes:
• Plataforma Semi-Submersível
• F(P)SOs, utilizando cascos de navios convertidos
Estes conceitos já estão difundidos e apresentam ótimo desempenho em lâminas
d´água profundas e ultra-profundas. Além destes, alguns novos conceitos estão sendo
estudados e implementados.
A seguir, será apresentada uma descrição sucinta destes dois principais
sistemas flutuantes de produção, suas derivações e novos conceitos.
2.1.1 Plataforma Semi-Submersível
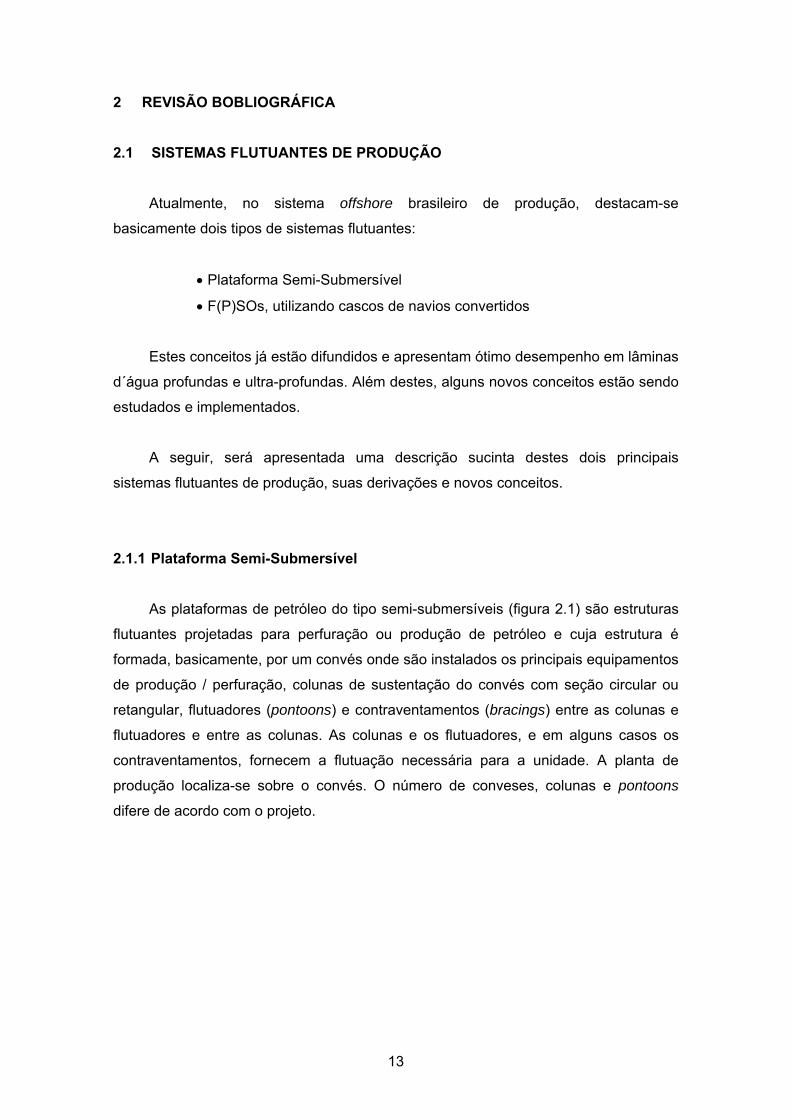
As plataformas de petróleo do tipo semi-submersíveis (figura 2.1) são estruturas
flutuantes projetadas para perfuração ou produção de petróleo e cuja estrutura é
formada, basicamente, por um convés onde são instalados os principais equipamentos
de produção / perfuração, colunas de sustentação do convés com seção circular ou
retangular, flutuadores (pontoons) e contraventamentos (bracings) entre as colunas e
flutuadores e entre as colunas. As colunas e os flutuadores, e em alguns casos os
contraventamentos, fornecem a flutuação necessária para a unidade. A planta de
produção localiza-se sobre o convés. O número de conveses, colunas e pontoons
difere de acordo com o projeto.
14
Figura 2.1 - Ilustração de uma plataforma semi-submersível
Este tipo de unidade estacionária de produção (UEP) não possui capacidade
para armazenar o óleo produzido, fazendo-se necessário o uso de oleodutos ou de um
terminal oceânico para o escoamento da produção.
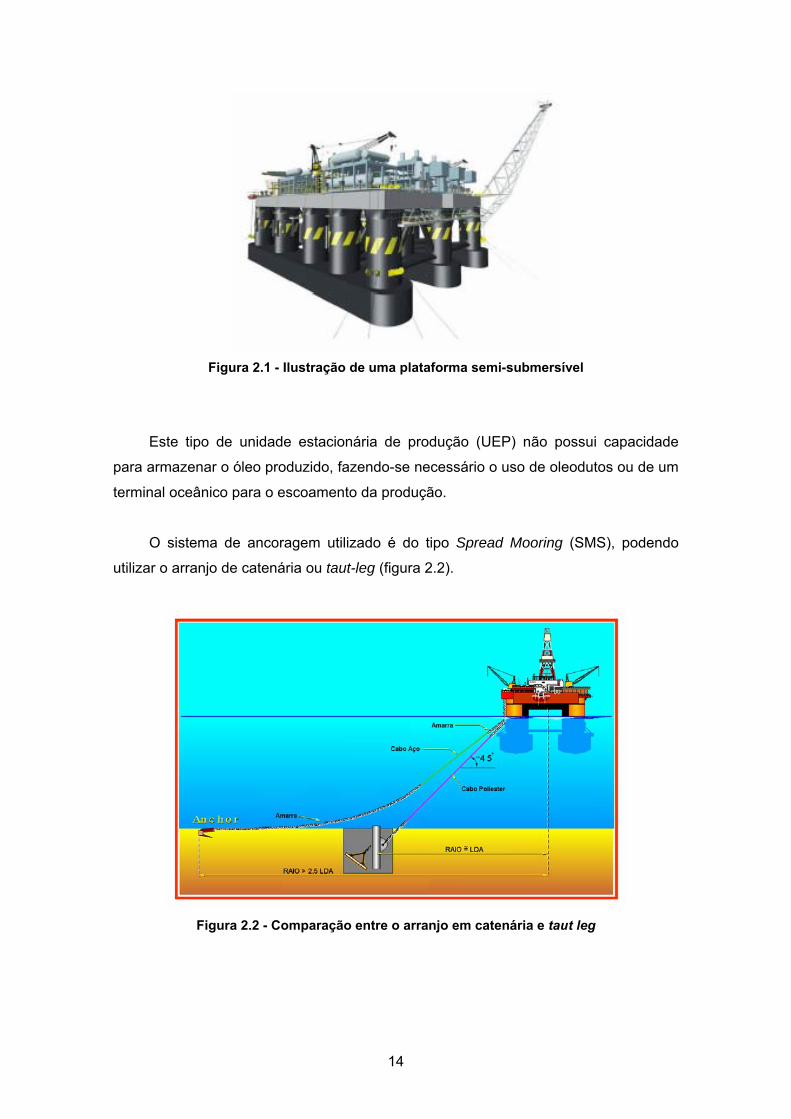
O sistema de ancoragem utilizado é do tipo Spread Mooring (SMS), podendo
utilizar o arranjo de catenária ou taut-leg (figura 2.2).
Figura 2.2 - Comparação entre o arranjo em catenária e taut leg
15
Segundo NOGUEIRA [4], as plataformas de petróleo do tipo semi-submersível
são embarcações projetadas e construídas para atender a um conjunto específico de
condições operacionais:
• Grande área de convés para as atividades de perfuração e/ou
produção, estocagem de equipamentos, consumíveis e acomodações;
• Pontoons volumosos para gerar empuxo capaz de suportar a carga de
equipamentos, consumíveis e tensões;
• Colunas esbeltas na região das ondas permitindo movimentos dentro
dos limites aceitáveis para a operação;
• Forma simétrica do convés e arranjo de colunas o que facilita o
aproamento fixo e conseqüente capacidade de suportar as condições
ambientais de qualquer direção;
• Projeto adequado e otimizado atendendo aos requisitos de segurança
com menor custo de construção e operação.
Por locomover-se eventualmente não necessitam possuir formas hidrodinâmicas
mais adequadas ao movimento de avanço.
2.1.2 FPSO / FPU / FSO
A grande parte das unidades deste tipo é oriunda da conversão de navios
existentes, geralmente grandes petroleiros, que têm seu casco e facilidades
modificados e adaptados para operação como unidades estacionárias de produção
(UEP). Podem ser do tipo produção, armazenamento e escoamento (FPSO - Floating,
Production, Storage and Offloading), produção (FPS – Floating and Production Unit)
ou armazenamento e escoamento apenas (FSO - Floating, Storage and Offloading). A
figura 2.3 apresenta um exemplo de FPSO.
16
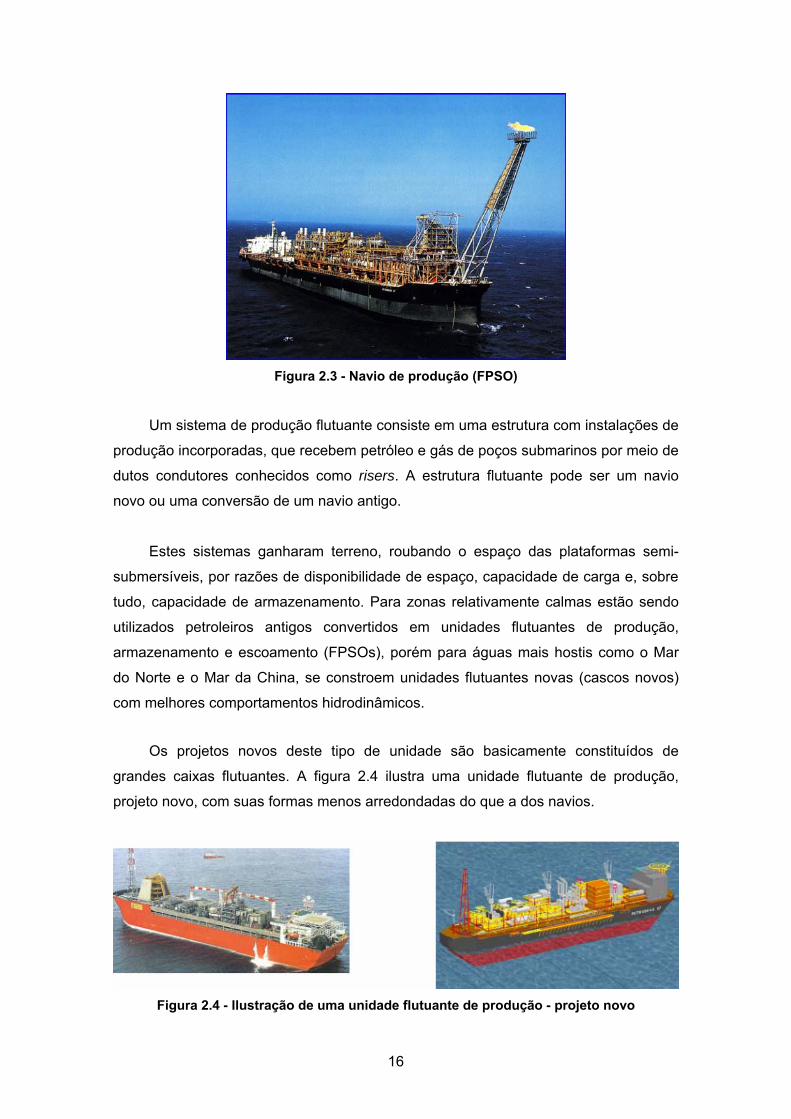
Figura 2.3 - Navio de produção (FPSO)
Um sistema de produção flutuante consiste em uma estrutura com instalações de
produção incorporadas, que recebem petróleo e gás de poços submarinos por meio de
dutos condutores conhecidos como risers. A estrutura flutuante pode ser um navio
novo ou uma conversão de um navio antigo.
Estes sistemas ganharam terreno, roubando o espaço das plataformas semi-
submersíveis, por razões de disponibilidade de espaço, capacidade de carga e, sobre
tudo, capacidade de armazenamento. Para zonas relativamente calmas estão sendo
utilizados petroleiros antigos convertidos em unidades flutuantes de produção,
armazenamento e escoamento (FPSOs), porém para águas mais hostis como o Mar
do Norte e o Mar da China, se constroem unidades flutuantes novas (cascos novos)
com melhores comportamentos hidrodinâmicos.
Os projetos novos deste tipo de unidade são basicamente constituídos de
grandes caixas flutuantes. A figura 2.4 ilustra uma unidade flutuante de produção,
projeto novo, com suas formas menos arredondadas do que a dos navios.
Figura 2.4 - Ilustração de uma unidade flutuante de produção - projeto novo
17
O sistema de ancoragem utilizado nestes tipos de UEP pode ser do tipo Single
Point Mooring (SPM) ou Spread Mooring (SMS), podendo usar ainda o arranjo de
catenária, taut-leg ou semi taut-leg.
A principal diferença entre uma plataforma semi-submersível e um FPSO está na
capacidade de armazenamento de óleo, na qual o FPSO representa uma solução
única. Esse tipo de sistema se destaca em locais onde não há uma rede de dutos para
transporte do petróleo ou onde a implantação destes se torna inviável técnica ou
economicamente, e há então a necessidade de estocagem, e em poços cujas
características ainda são obscuras, pois possui uma maior flexibilidade quanto aos
seus aspectos operacionais, e também possui melhores respostas dinâmicas às forças
das ondas e correntes marítimas em águas distantes da costa.
2.1.3 Novos Conceitos de Casco em Desenvolvimento
A PETROBRAS vem investindo bastante no desenvolvimento de novas formas
de casco para Unidades Estacionárias de Produção (UEP). Estes estudos têm como
premissa a redução do custo de investimento do casco (CAPEX), a viabilidade da
construção no Brasil, e a garantia de uma boa performance operacional na locação.
Dentre estes desenvolvimentos, convém destacar a plataforma monocoluna
(MONOBR), e a embarcação monocasco FPSO-BR [5].
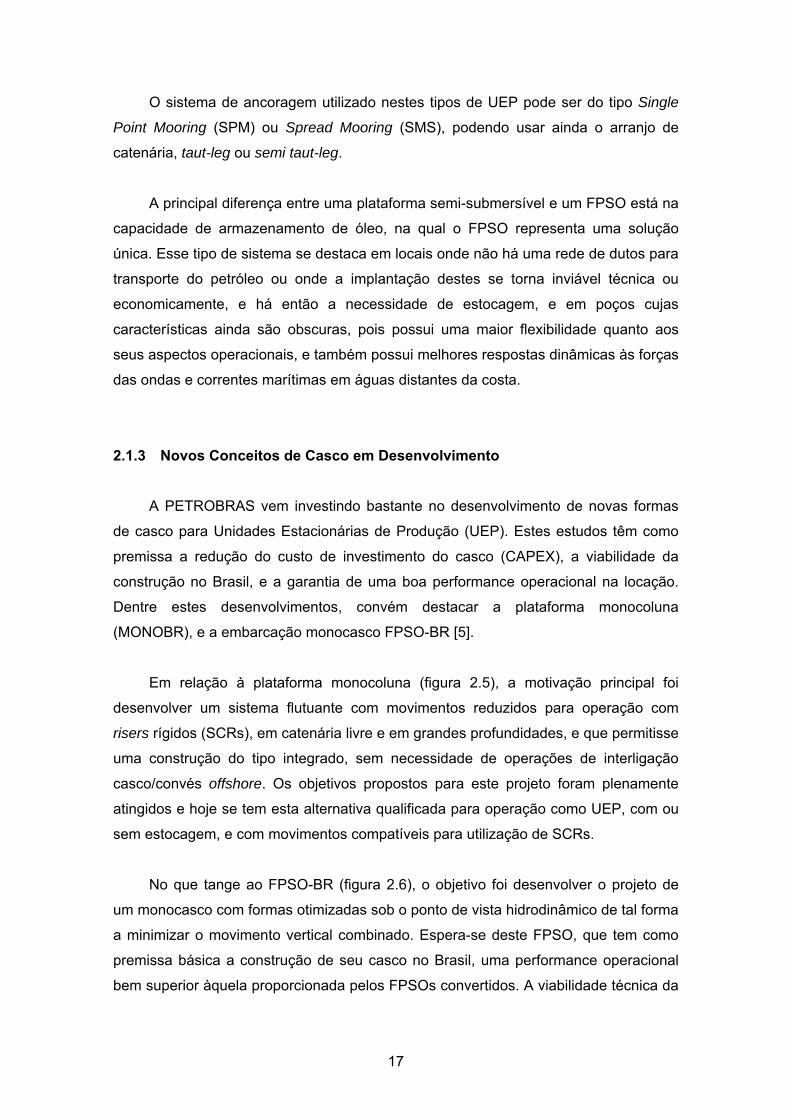
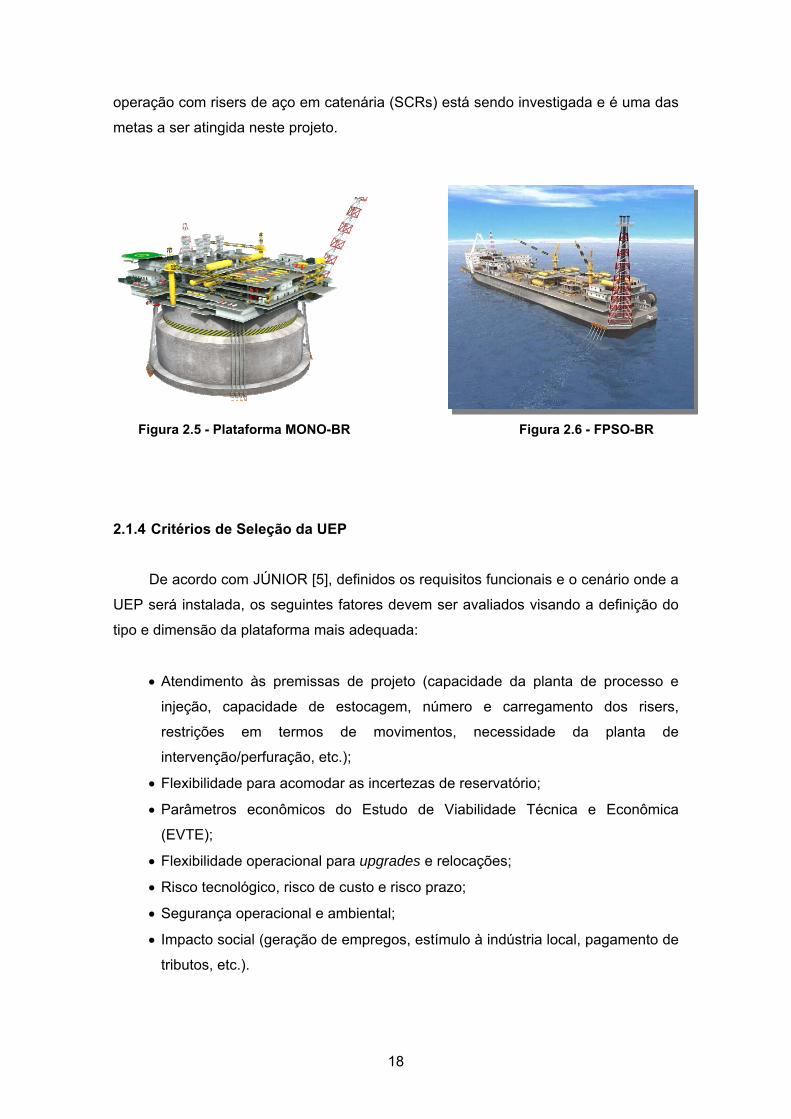
Em relação à plataforma monocoluna (figura 2.5), a motivação principal foi
desenvolver um sistema flutuante com movimentos reduzidos para operação com
risers rígidos (SCRs), em catenária livre e em grandes profundidades, e que permitisse
uma construção do tipo integrado, sem necessidade de operações de interligação
casco/convés offshore. Os objetivos propostos para este projeto foram plenamente
atingidos e hoje se tem esta alternativa qualificada para operação como UEP, com ou
sem estocagem, e com movimentos compatíveis para utilização de SCRs.
No que tange ao FPSO-BR (figura 2.6), o objetivo foi desenvolver o projeto de
um monocasco com formas otimizadas sob o ponto de vista hidrodinâmico de tal forma
a minimizar o movimento vertical combinado. Espera-se deste FPSO, que tem como
premissa básica a construção de seu casco no Brasil, uma performance operacional
bem superior àquela proporcionada pelos FPSOs convertidos. A viabilidade técnica da
18
operação com risers de aço em catenária (SCRs) está sendo investigada e é uma das
metas a ser atingida neste projeto.
Figura 2.5 - Plataforma MONO-BR Figura 2.6 - FPSO-BR
2.1.4 Critérios de Seleção da UEP
De acordo com JÚNIOR [5], definidos os requisitos funcionais e o cenário onde a
UEP será instalada, os seguintes fatores devem ser avaliados visando a definição do
tipo e dimensão da plataforma mais adequada:
• Atendimento às premissas de projeto (capacidade da planta de processo e
injeção, capacidade de estocagem, número e carregamento dos risers,
restrições em termos de movimentos, necessidade da planta de
intervenção/perfuração, etc.);
• Flexibilidade para acomodar as incertezas de reservatório;
• Parâmetros econômicos do Estudo de Viabilidade Técnica e Econômica
(EVTE);
• Flexibilidade operacional para upgrades e relocações;
• Risco tecnológico, risco de custo e risco prazo;
• Segurança operacional e ambiental;
• Impacto social (geração de empregos, estímulo à indústria local, pagamento de
tributos, etc.).

19
2.2 SISTEMA DE ANCORAGEM DE SISTEMAS FLUTUANTES DE PRODUÇÃO
2.2.1 Princípios de Atuação do Sistema de Ancoragem A referência [3] descreve que uma unidade flutuante posicionada sobre uma
determinada locação no mar está sujeita a ação de ondas, ventos e correntezas. Esta
atuação ambiental sobre a unidade provoca o aparecimento de forças sobre a
mesma, conhecidas como forças ambientais. A componente horizontal da resultante
destas forças atua no sentido de deslocar a unidade sobre o plano da superfície do
mar, afastando-a da locação.
O objetivo fundamental de um sistema de ancoragem é restringir estes
deslocamentos ou passeios no plano horizontal, garantindo assim a manutenção do
posicionamento da unidade flutuante, de modo que a mesma possa operar com a
segurança necessária.
A restrição ou resistência aos deslocamentos é obtida através da atuação de
vínculos físicos que ligam a unidade flutuante ao solo marinho. No caso dos sistemas
de ancoragem por linhas de amarração, as linhas são, basicamente, estes vínculos.
Como de um modo geral a ação ambiental é de caráter variável e aleatório,
tanto em termos de intensidade como em termos de sentido e direção de incidência, o
sistema de ancoragem deve ser capaz de restringir deslocamentos em qualquer
direção ao redor da unidade. Isto implica na necessidade de se ter um sistema
constituído de várias linhas distribuídas em torno da unidade, formando o que se
chama de sistema de ancoragem por pontos múltiplos ou sistema de ancoragem por
linhas espalhadas (Spread Mooring System), como visto no capítulo 1.
Ao arranjo ou distribuição angular das diversas linhas ao redor da unidade dá-se
o nome de arranjo (pattern) ou padrão de ancoragem. A escolha de um determinado
arranjo para a unidade flutuante depende das características ambientais do local da
instalação, de como a unidade responde à ação ambiental nas várias direções de
incidência e das limitações impostas pelo layout submarino do campo em questão.
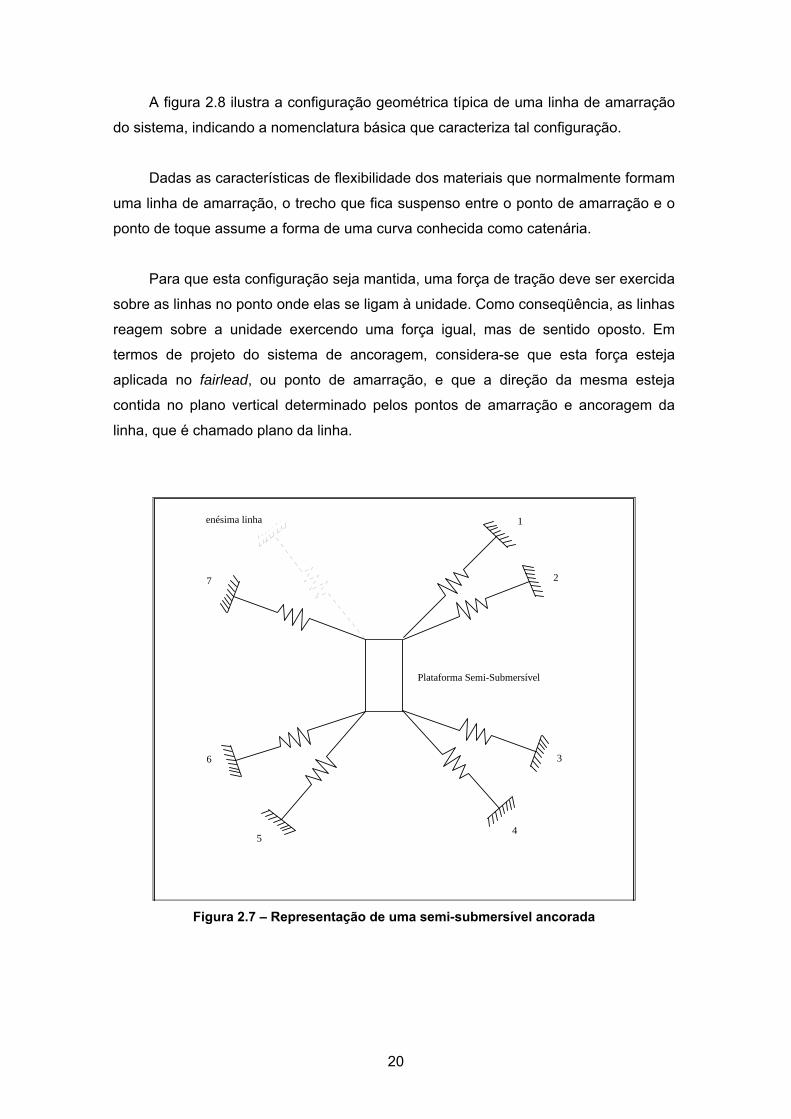
Uma representação esquemática deste tipo de sistema aplicado a uma
plataforma semi-submersível encontra-se na figura 2.7.
20
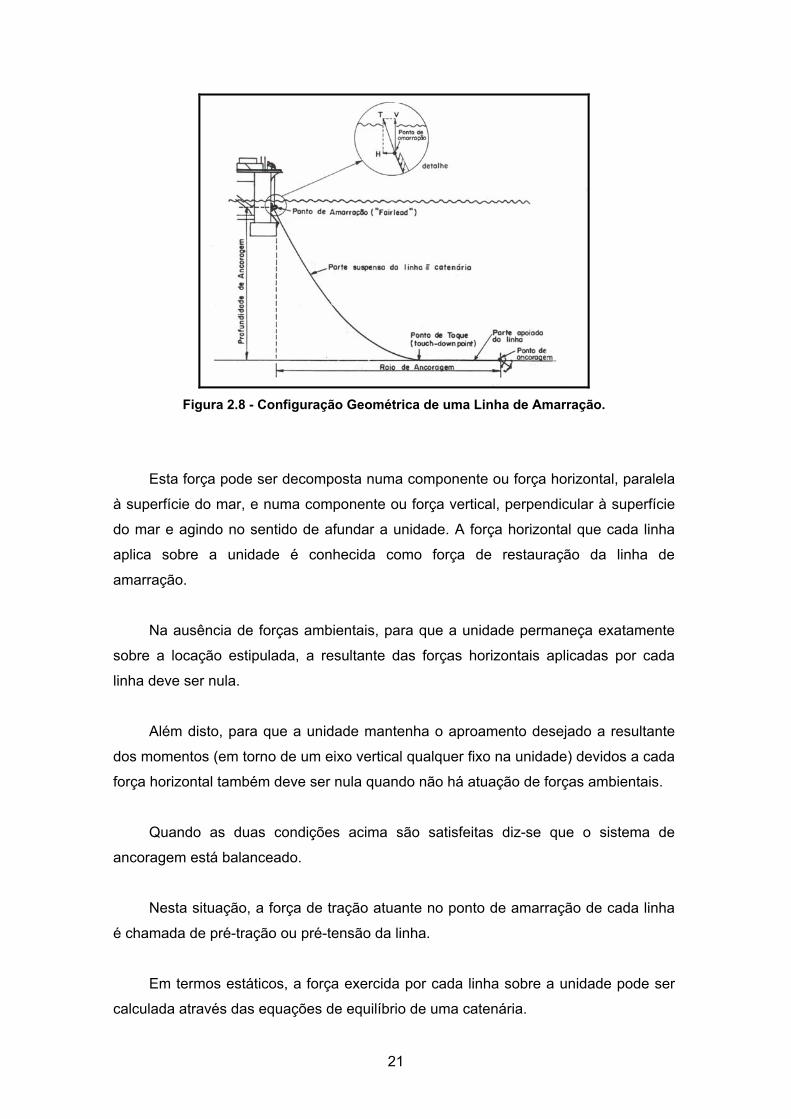
A figura 2.8 ilustra a configuração geométrica típica de uma linha de amarração
do sistema, indicando a nomenclatura básica que caracteriza tal configuração.
Dadas as características de flexibilidade dos materiais que normalmente formam
uma linha de amarração, o trecho que fica suspenso entre o ponto de amarração e o
ponto de toque assume a forma de uma curva conhecida como catenária.
Para que esta configuração seja mantida, uma força de tração deve ser exercida
sobre as linhas no ponto onde elas se ligam à unidade. Como conseqüência, as linhas
reagem sobre a unidade exercendo uma força igual, mas de sentido oposto. Em
termos de projeto do sistema de ancoragem, considera-se que esta força esteja
aplicada no fairlead, ou ponto de amarração, e que a direção da mesma esteja
contida no plano vertical determinado pelos pontos de amarração e ancoragem da
linha, que é chamado plano da linha.
1
3
4
2
5
6
7
enésima linha
Plataforma Semi-Submersível
Figura 2.7 – Representação de uma semi-submersível ancorada
21
Figura 2.8 - Configuração Geométrica de uma Linha de Amarração.
Esta força pode ser decomposta numa componente ou força horizontal, paralela
à superfície do mar, e numa componente ou força vertical, perpendicular à superfície
do mar e agindo no sentido de afundar a unidade. A força horizontal que cada linha
aplica sobre a unidade é conhecida como força de restauração da linha de
amarração.
Na ausência de forças ambientais, para que a unidade permaneça exatamente
sobre a locação estipulada, a resultante das forças horizontais aplicadas por cada
linha deve ser nula.
Além disto, para que a unidade mantenha o aproamento desejado a resultante
dos momentos (em torno de um eixo vertical qualquer fixo na unidade) devidos a cada
força horizontal também deve ser nula quando não há atuação de forças ambientais.
Quando as duas condições acima são satisfeitas diz-se que o sistema de
ancoragem está balanceado.
Nesta situação, a força de tração atuante no ponto de amarração de cada linha
é chamada de pré-tração ou pré-tensão da linha.
Em termos estáticos, a força exercida por cada linha sobre a unidade pode ser
calculada através das equações de equilíbrio de uma catenária.
22
Através destas equações pode-se verificar que, para uma dada profundidade, os
valores das componentes horizontal e vertical dependem da distância horizontal entre
os pontos de amarração e ancoragem, ou seja, variam com o raio de ancoragem.
Quanto maior o raio de ancoragem, maiores serão as forças exercidas pela linha, e
quanto menor este raio, menores serão as forças.
Quando, a partir de uma determinada situação de equilíbrio, atua sobre a
unidade uma força ambiental paralela ao plano horizontal, a mesma começa a se
deslocar provocando alterações nos raios de ancoragem de todas as linhas do
sistema. Conseqüentemente, as forças horizontais exercidas pelas linhas também
sofrem alterações.
Se, por exemplo, o sistema estiver inicialmente balanceado, estas alterações
causam um desbalanceamento nas forças horizontais exercidas pelas linhas,
provocando o aparecimento de uma resultante não nula, no plano horizontal, com
sentido oposto ao da força ambiental.
À medida que a unidade vai se deslocando esta resultante das forças
horizontais vai crescendo até que, numa determinada posição da unidade, ela se
iguala à força ambiental, anulando seu efeito. Nesta situação é nula a resultante das
forças que atuam sobre a unidade e a mesma permanece em equilíbrio nesta nova
posição.
Este é o mecanismo através do qual o sistema de ancoragem atua para
restringir o deslocamento da unidade no plano horizontal, provocado pela atuação das
forças ambientais. Este deslocamento, medido em relação à locação inicial de projeto,
é chamado de offset da unidade.
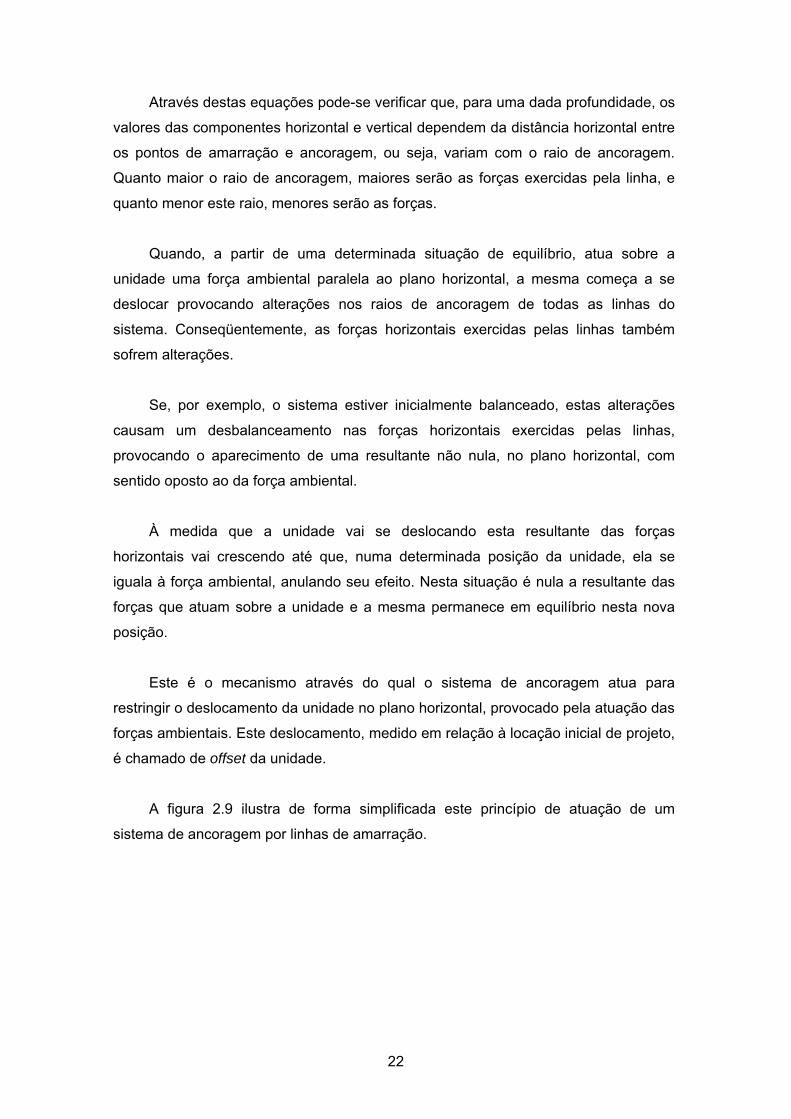
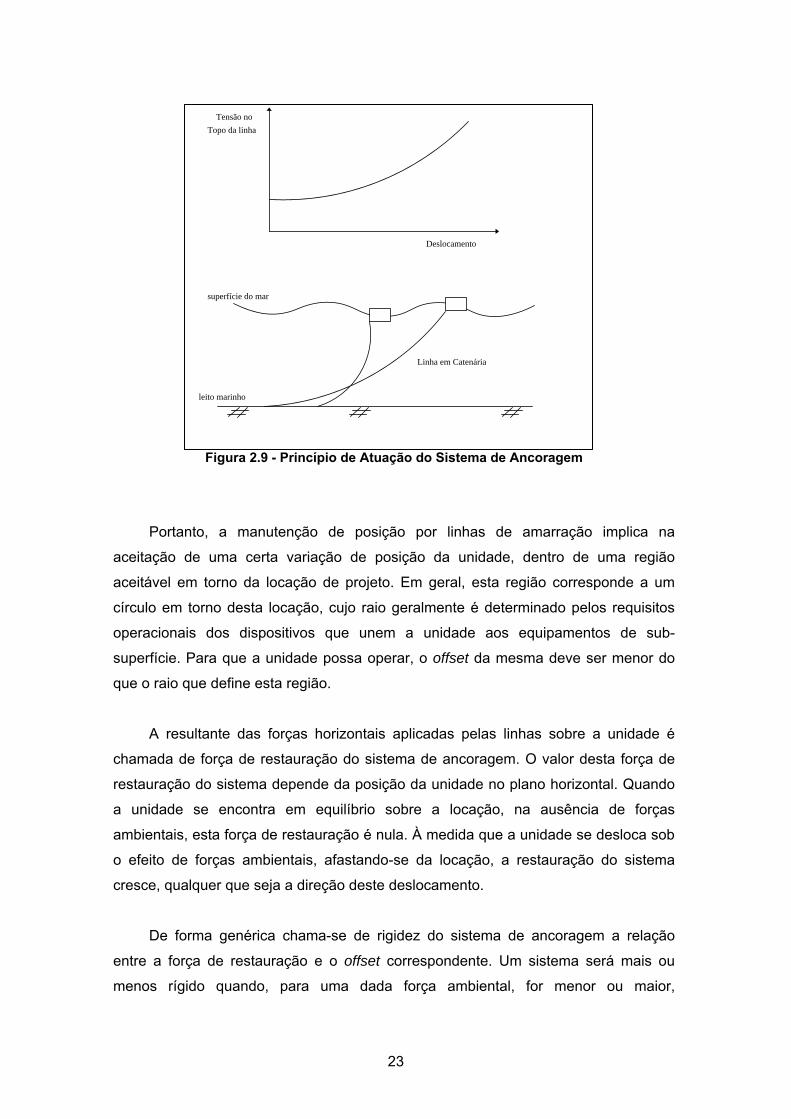
A figura 2.9 ilustra de forma simplificada este princípio de atuação de um
sistema de ancoragem por linhas de amarração.
23
Figura 2.9 - Princípio de Atuação do Sistema de Ancoragem
Portanto, a manutenção de posição por linhas de amarração implica na
aceitação de uma certa variação de posição da unidade, dentro de uma região
aceitável em torno da locação de projeto. Em geral, esta região corresponde a um
círculo em torno desta locação, cujo raio geralmente é determinado pelos requisitos
operacionais dos dispositivos que unem a unidade aos equipamentos de sub-
superfície. Para que a unidade possa operar, o offset da mesma deve ser menor do
que o raio que define esta região.
A resultante das forças horizontais aplicadas pelas linhas sobre a unidade é
chamada de força de restauração do sistema de ancoragem. O valor desta força de
restauração do sistema depende da posição da unidade no plano horizontal. Quando
a unidade se encontra em equilíbrio sobre a locação, na ausência de forças
ambientais, esta força de restauração é nula. À medida que a unidade se desloca sob
o efeito de forças ambientais, afastando-se da locação, a restauração do sistema
cresce, qualquer que seja a direção deste deslocamento.
De forma genérica chama-se de rigidez do sistema de ancoragem a relação
entre a força de restauração e o offset correspondente. Um sistema será mais ou
menos rígido quando, para uma dada força ambiental, for menor ou maior,
Tensão noTopo da linha
Deslocamento
Linha em Catenária
superfície do mar
leito marinho

24
respectivamente, o offset necessário para que a força de restauração equilibre a força
ambiental.
Como em geral a distribuição de linhas ao redor da unidade não é uniforme e as
linhas não são necessariamente idênticas, a rigidez do sistema depende da direção
em que ocorre o deslocamento no plano horizontal.
Portanto, para se avaliar os deslocamentos da unidade para diferentes direções
de incidência dos agentes ambientais, é necessário conhecer a rigidez do sistema
para várias direções em torno da unidade. Só assim é possível determinar se o
sistema será capaz de manter o passeio da unidade dentro dos limites previamente
estabelecidos.
A avaliação dos deslocamentos é importante também para o dimensionamento
mecânico das linhas. Quando uma unidade sofre a ação de uma certa carga
ambiental e se desloca para uma nova posição de equilíbrio, conforme mostra a figura
2.10, é intuitivo constatar que algumas linhas ficarão submetidas a tensões maiores
do que as que atuavam quando o sistema estava balanceado. Neste sentido, cada
linha de amarração deve ser analisada para se verificar se durante as operações da
unidade as trações admissíveis não são ultrapassadas.
Figura 2.10 – Passeio da plataforma até novo equilíbrio
Para o cálculo da rigidez do sistema geralmente modela-se bidimensionalmente
o conjunto unidade/sistema de ancoragem como um sistema composto por um corpo
rígido ligado a várias molas, representando as linhas de amarração. Este modelo tipo
Direção Y
Direção X
Força
Plataforma SS
A (antes) B (depois)
25
massa/mola é capaz de representar adequadamente o mecanismo de atuação de um
sistema de ancoragem descrito anteriormente.
Como as linhas de amarração se configuram como catenárias, as molas deste
modelo bidimensional devem reproduzir o comportamento típico de uma catenária e a
rigidez de cada uma deve ser equivalente à rigidez no plano horizontal da linha que
ela representa.
Do ponto de vista conceitual a linha em catenária é uma mola equivalente a um
par de molas em série, uma mola de gravidade e uma mola elástica, que trabalha
através de mudanças na configuração geométrica de sua curva, quando uma de suas
extremidades é submetida a um deslocamento ou a um esforço adicional.
Toda mola quando deformada acumula energia. A mola de gravidade da
catenária, ao ser tracionada, acumula energia potencial por levantamento de peso e
restaura esta energia por abaixamento de peso, enquanto a mola elástica acumula
energia potencial por deformação linear da linha e restaura esta energia ao retornar
ao seu comprimento original. Este levantamento ou abaixamento de peso, bem como
a deformação da linha, é conseqüência da mudança na configuração geométrica da
linha provocada pelo deslocamento de uma de suas extremidades.
A rigidez de um sistema de ancoragem é o resultado da contribuição individual
da rigidez no plano horizontal de cada linha que o compõe. Portanto, o cálculo da
rigidez do sistema de ancoragem está diretamente associado ao cálculo da rigidez de
cada linha, o que pode ser feito empregando-se as equações de equilíbrio de uma
catenária.
2.2.2 Equações de Equilíbrio Estático da Catenária A catenária pode ser descrita como a curva assumida por um corpo flexível
qualquer quando suspenso entre dois pontos e submetido exclusivamente a ação de
seu peso próprio. Nestas condições, o único esforço atuante ao longo do corpo é uma
força de tração tangente à curva assumida pelo mesmo [3].
26
As linhas de amarração quando suspensas entre os pontos de amarração e
ancoragem assumem uma configuração geométrica equivalente a uma catenária.
Dependendo do tipo de âncora utilizada as características das configurações
serão bem distintas, podendo ser classificadas em dois tipos:
• se a âncora for de arraste, as linhas devem ser instaladas com uma
configuração chamada de catenária frouxa e diz-se que as mesmas operam no modo
horizontal;
• se a ancoragem for feita através de estacas ou âncoras verticais, as linhas
podem assumir a configuração de uma catenária esticada e, neste caso, diz-se que
elas operam no modo vertical, ou taut.
Em ambos os casos, os esforços ao longo da linha podem ser calculados através
das equações de equilíbrio da catenária. Estas equações podem ser desenvolvidas
para linhas homogêneas ou mistas (composta por trechos de diferentes materiais). No
caso de linhas homogêneas a solução das equações pode ser obtida analiticamente,
propiciando uma compreensão melhor do comportamento da catenária. No caso de
linhas mistas a solução só pode ser obtida através de um processo numérico iterativo.
O equacionamento a seguir foi desenvolvido para uma linha operando no modo
horizontal, que corresponde à configuração usualmente utilizada nos sistemas de
ancoragem. Para uma melhor visualização do comportamento estático de uma linha
de amarração, o solo marinho foi considerado plano e foi admitido que a linha possuía
uma rigidez elástica axial infinita. O efeito da elasticidade introduz algumas correções
no equacionamento, mas não invalida as conclusões gerais sobre o comportamento
estático.
Considere-se então uma linha com um sistema de eixos horizontal e vertical com
origem no ponto de toque (touch down point). A linha tem um comprimento total L e
está instalada em uma profundidade de ancoragem D. Define-se a partir da origem do
sistema de coordenadas uma coordenada curvilínea s, que cresce ao longo da parte
suspensa da linha.
A tração atuante em cada ponto ao longo da linha é T, com componentes
horizontal H e vertical V.

27
O equilíbrio de um elemento infinitesimal da linha de comprimento Δs fornece o
seguinte balanço de forças:
Forças horizontais
00 12 =−⇒=∑ HHFH , ou ( )[ ]Δ T ⋅ =cos θ 0 , resultando em
teconsHHH tan21 === (1)
onde:
( )( )
( )
H TH TH T
1 1 1
2 2 2
= ⋅= ⋅
= ⋅
coscos
cos
θθ
θ
Forças verticais
( )F V V w sV = ⇒ − − ⋅∑ 0 2 1 Δ , ou ( )[ ]Δ ΔT w s⋅ = ⋅sen θ , resultando em
( )[ ]H w s⋅ = ⋅Δ Δtan θ (2)
onde: ( )V T2 2 2= ⋅ sen θ ( )V T1 1 1= ⋅ sen θ ( )V T= ⋅ sen θ
w = peso linear submerso da linha Δs = comprimento do elemento infinitesimal Para o elemento infinitesimal Δs valem as seguintes relações geométricas:
( ) ( ) ( )
( )
Δ Δ Δ Δ ΔΔΔ
ΔΔ
s x y s x yx
yx
2 2 22
1= + = ⋅ + ⎛⎝⎜
⎞⎠⎟
= ⎛⎝⎜⎞⎠⎟
ou
onde : tan θ

28
Levando estas relações na equação (2) obtêm-se:
H yx
w x yx⋅ ⎛
⎝⎜⎞⎠⎟= ⋅ ⋅ + ⎛⎝⎜
⎞⎠⎟Δ
ΔΔ
Δ ΔΔ1
2
No limite, quando Δs→0 obtêm-se:
H d ydx
w dydx
⋅ = ⋅ + ⎛⎝⎜
⎞⎠⎟
2
2
2
1 (3)
Esta é a equação diferencial da catenária, que quando integrada fornece as
equações de equilíbrio estático da mesma. Omitindo por simplicidade o
desenvolvimento desta solução, o resultado final fornece:
y Hw
w xH
= ⋅⋅⎛
⎝⎜⎞⎠⎟−
⎡
⎣⎢
⎤
⎦⎥cosh 1 (4)
s Hw
w xH
= ⋅⋅⎛
⎝⎜⎞⎠⎟
senh (5)
V w s= ⋅ (6)
T w y H= ⋅ + (7)
T H V2 2 2= + (8)
As duas primeiras equações acima são as equações da curva assumida pela
parte suspensa da linha, que é a curva da catenária. As três últimas equações
fornecem os valores dos esforços atuantes ao longo da linha, e é fácil verificar através
da equação (7) que a maior tração na linha, para linhas homogêneas, ocorre no ponto
de amarração, onde y = D, que é o maior valor possível da coordenada y. Este fato
explica porque de um modo geral o dimensionamento das linhas é feito com base nos
esforços que atuam no ponto de amarração.
Da equação (7) pode-se verificar também que no ponto de toque (y = 0) a tração
na linha é igual à componente horizontal H. Este esforço H aplicado no ponto de toque

29
tende a puxar sobre o solo a parte da linha que se encontra nele apoiada, causando o
aparecimento de uma força de atrito entre esta porção da linha e o solo que tende a
aliviar a carga sobre a âncora. A força de arraste atuando na âncora é dada por:
( )F H w L Sa = − ⋅ ⋅ −μ
onde : S = comprimento suspenso da linha;
μ = coeficiente de atrito entre a linha e o solo;
Fa = força de arraste na âncora.
Combinando-se as equações (4) até (8) pode-se obter relações que são de maior
aplicação prática no projeto das linhas. Estas relações são as seguintes:
S D HwD
= ⋅ +1 2 (9)
T w D Ha = ⋅ + (10)
V w Sa = ⋅ (11)
( )cos θ aa
w DT
= −⋅1 (12)
onde : Ta = tração no ponto de amarração;
Va = componente vertical da tração no ponto de amarração;
θa = ângulo no topo da linha (ponto de amarração) em relação ao plano horizontal
A equação (12) mostra que, para um dado peso w e profundidade D fixos, o
ângulo no topo da linha varia com a tração Ta no ponto de amarração. Quanto maior a
tração menor será o ângulo e vice-versa. Este é um resultado intuitivo que se verifica
de imediato na prática.
A componente horizontal H da tração, quando considerada no ponto de
amarração, é chamada de força de restauração da linha. No projeto de um sistema de
ancoragem deseja-se conhecer como esta força de restauração varia com o passeio

30
no plano horizontal. Utilizando-se as equações acima é possível determinar este
comportamento da força de restauração em função do deslocamento do ponto de
amarração da linha.
2.2.3 Elementos do Sistema de Ancoragem
Uma unidade flutuante de perfuração ou produção permanece fisicamente
conectada ao fundo do mar através de cabos de aço e/ou amarras. Tais elementos
são conhecidos como linhas de ancoragem e, nas suas extremidades, os esforços são
transmitidos para o solo marinho por meio de âncoras.
Na figura 2.11 abaixo estão indicados os elementos do sistema de ancoragem de
uma plataforma semi-submersível, ancorada por oito linhas de ancoragem, que é o
arranjo normalmente utilizado em plataformas de perfuração.
Figura 2.11 – Elementos de ancoragem de uma semi-submersível
31
Este número de linhas é variável, e é determinado com antecedência na fase de
projeto do sistema de ancoragem. De acordo com a lâmina d’água, as linhas de
ancoragem podem ser formadas por amarras, cabos ou uma composição mista
formada por cabo e amarra para operar em águas profundas.
A composição e número de linhas de ancoragem são calculados com o objetivo
de manter a unidade flutuante dentro de certos limites horizontais (deriva ou offset),
que é medido normalmente em percentual da lâmina d’água. Para unidades de
perfuração, durante operações normais, a deriva máxima admissível fica em 6% da
lâmina d’água, porém este limite é reduzido para 2% a 3% em operações especiais,
como na descida de revestimento, descida de BOP, etc.
Para unidades de produção, limita-se a deriva em função das características das
linhas flexíveis de produção conectadas à unidade, que não devem sofrer grandes
solicitações à tração. Em geral a deriva máxima projetada para unidades de produção
situa-se na faixa de 12% para linhas intactas e 18% para uma linha rompida.
A seguir será descrito detalhadamente cada elemento do sistema de ancoragem.
2.2.3.1 Linhas de amarração As linhas de amarração de unidades flutuantes podem ser construídas a partir de
amarras ou correntes de elos de aço, cabos de aço, cabos sintéticos ou através da
combinação destes tipos de material. A característica fundamental destes materiais é
que os mesmos apresentam uma boa flexibilidade ou, em outras palavras, uma rigidez
à flexão desprezível. É esta característica que leva as linhas de amarração a
assumirem a forma de uma catenária quando instaladas numa unidade flutuante [2].
Inúmeros arranjos para formação das linhas, envolvendo a combinação de
diferentes tipos de material, dimensões e localizações de bóias e poitas, podem ser
construídos para satisfazer os requisitos de desempenho do sistema de ancoragem.
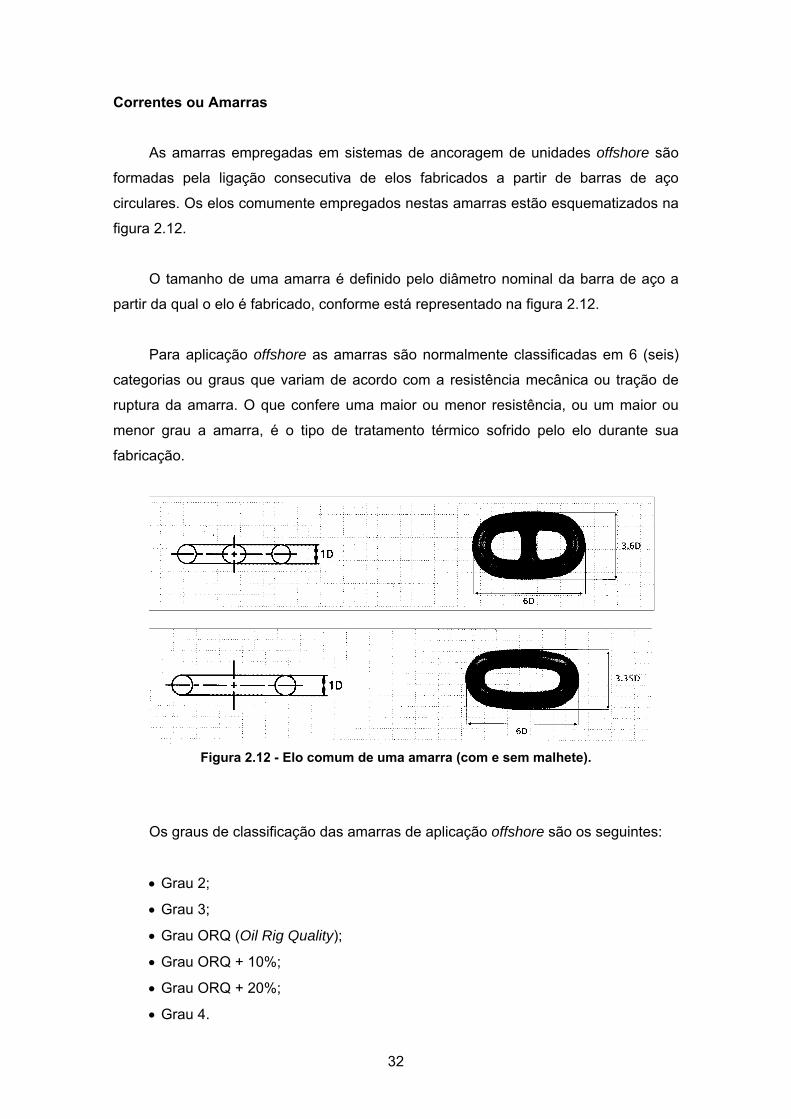
32
Correntes ou Amarras
As amarras empregadas em sistemas de ancoragem de unidades offshore são
formadas pela ligação consecutiva de elos fabricados a partir de barras de aço
circulares. Os elos comumente empregados nestas amarras estão esquematizados na
figura 2.12.
O tamanho de uma amarra é definido pelo diâmetro nominal da barra de aço a
partir da qual o elo é fabricado, conforme está representado na figura 2.12.
Para aplicação offshore as amarras são normalmente classificadas em 6 (seis)
categorias ou graus que variam de acordo com a resistência mecânica ou tração de
ruptura da amarra. O que confere uma maior ou menor resistência, ou um maior ou
menor grau a amarra, é o tipo de tratamento térmico sofrido pelo elo durante sua
fabricação.
Figura 2.12 - Elo comum de uma amarra (com e sem malhete).
Os graus de classificação das amarras de aplicação offshore são os seguintes:
• Grau 2;
• Grau 3;
• Grau ORQ (Oil Rig Quality);
• Grau ORQ + 10%;
• Grau ORQ + 20%;
• Grau 4.
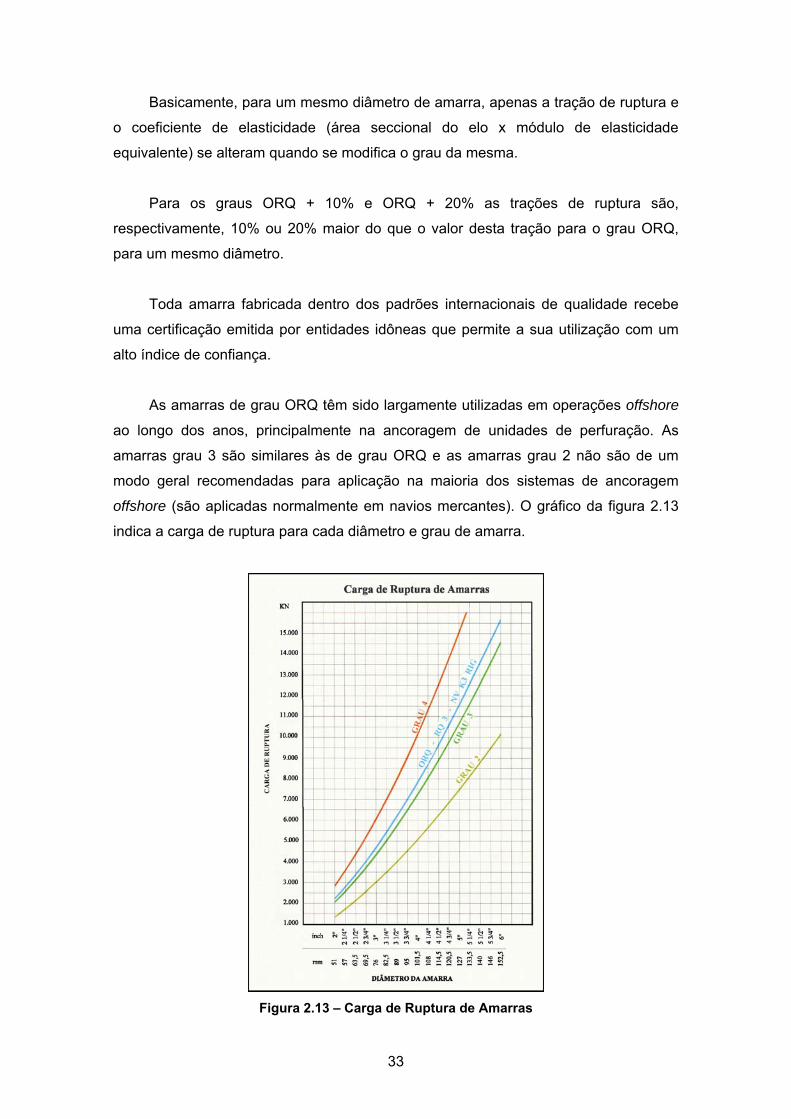
33
Basicamente, para um mesmo diâmetro de amarra, apenas a tração de ruptura e
o coeficiente de elasticidade (área seccional do elo x módulo de elasticidade
equivalente) se alteram quando se modifica o grau da mesma.
Para os graus ORQ + 10% e ORQ + 20% as trações de ruptura são,
respectivamente, 10% ou 20% maior do que o valor desta tração para o grau ORQ,
para um mesmo diâmetro.
Toda amarra fabricada dentro dos padrões internacionais de qualidade recebe
uma certificação emitida por entidades idôneas que permite a sua utilização com um
alto índice de confiança.
As amarras de grau ORQ têm sido largamente utilizadas em operações offshore
ao longo dos anos, principalmente na ancoragem de unidades de perfuração. As
amarras grau 3 são similares às de grau ORQ e as amarras grau 2 não são de um
modo geral recomendadas para aplicação na maioria dos sistemas de ancoragem
offshore (são aplicadas normalmente em navios mercantes). O gráfico da figura 2.13
indica a carga de ruptura para cada diâmetro e grau de amarra.
Figura 2.13 – Carga de Ruptura de Amarras

34
Para sistemas de ancoragem projetados para suportar condições ambientais
muito severas é natural que se procure utilizar amarras de maiores diâmetros e,
conseqüentemente, com maior peso e resistência mecânica. Neste caso torna-se
atrativo o uso de amarras de graus superiores, como ORQ + 10%, ORQ + 20% e grau
4, uma vez que se pode conseguir a mesma resistência com diâmetros e pesos
menores. Segundo o Instituto Americano de Petróleo (API), em muitos projetos tem-se
preferido o uso do grau ORQ + 20% devido a sua maior facilidade de fabricação.
Os fabricantes de amarras fornecem, de um modo geral, os seguintes dados de
catálogo, para cada grau fabricado:
• diâmetro nominal;
• peso linear no ar;
• coeficiente de elasticidade;
• tração de ruptura da amarra.
A tabela 2.1 a seguir mostra os pesos lineares típicos das amarras, em função do
diâmetro. Estes pesos de um modo geral independem do grau da amarra.
Em relação aos outros tipos de material empregados nas linhas, as amarras são
as que apresentam a maior relação peso/resistência, ou seja, para uma dada tração
de ruptura o peso linear da amarra correspondente é bem superior ao do cabo de aço
ou sintético equivalente. Em relação aos cabos de aço, as amarras apresentam em
geral um peso linear de 3 a 5 vezes maior para uma mesma tração de ruptura. Em
relação à cabos sintéticos, como por exemplo o poliéster, as amarras apresentam um
peso linear cerca de 30 vezes maior, também para a mesma tração de ruptura.
Esta característica limita o uso, em grandes lâminas d'água, de linhas
constituídas apenas de amarras, uma vez que grande parte de sua resistência
mecânica será comprometida apenas para suportar o seu próprio peso, diminuindo
com isto a capacidade de restauração do sistema de ancoragem.
Além disto, as linhas formadas apenas por amarras, quando empregadas em
lâminas d'água profundas, provocam uma penalização na capacidade de carga da
unidade flutuante, também devido ao seu alto peso próprio.
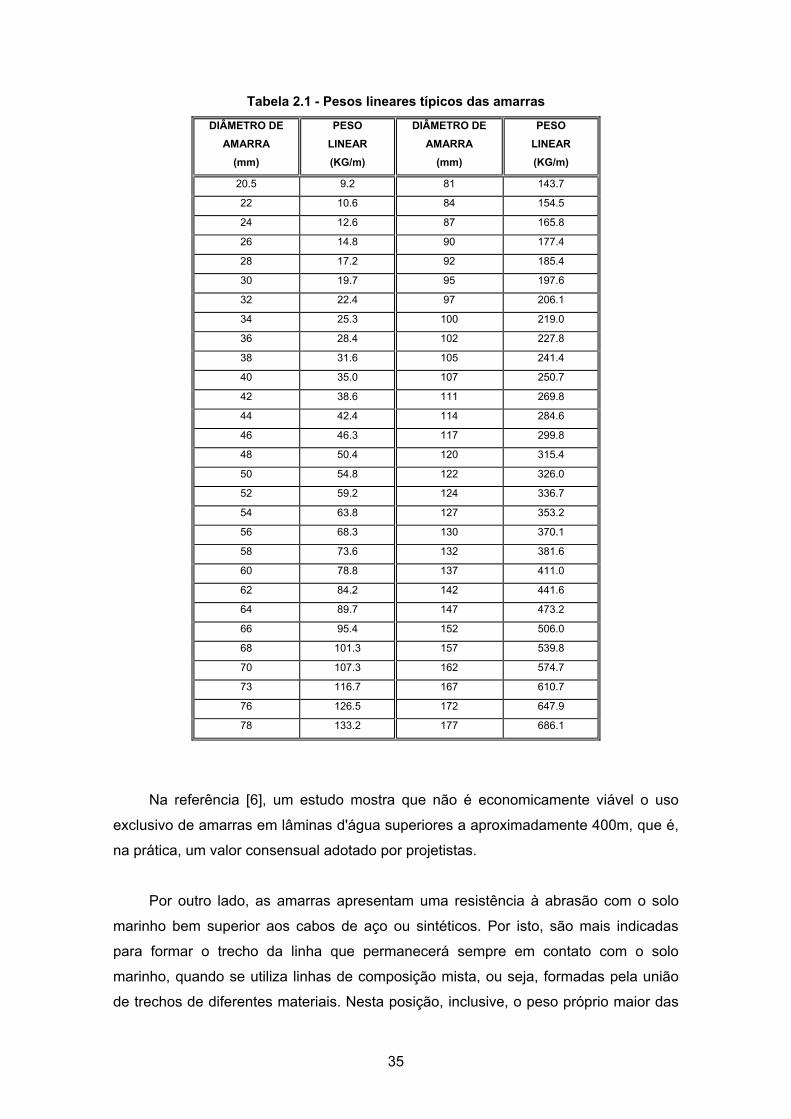
35
Tabela 2.1 - Pesos lineares típicos das amarras
DIÂMETRO DE AMARRA
(mm)
PESO LINEAR (KG/m)
DIÂMETRO DE AMARRA
(mm)
PESO LINEAR (KG/m)
20.5 9.2 81 143.7
22 10.6 84 154.5
24 12.6 87 165.8
26 14.8 90 177.4
28 17.2 92 185.4
30 19.7 95 197.6
32 22.4 97 206.1
34 25.3 100 219.0
36 28.4 102 227.8
38 31.6 105 241.4
40 35.0 107 250.7
42 38.6 111 269.8
44 42.4 114 284.6
46 46.3 117 299.8
48 50.4 120 315.4
50 54.8 122 326.0
52 59.2 124 336.7
54 63.8 127 353.2
56 68.3 130 370.1
58 73.6 132 381.6
60 78.8 137 411.0
62 84.2 142 441.6
64 89.7 147 473.2
66 95.4 152 506.0
68 101.3 157 539.8
70 107.3 162 574.7
73 116.7 167 610.7
76 126.5 172 647.9
78 133.2 177 686.1
Na referência [6], um estudo mostra que não é economicamente viável o uso
exclusivo de amarras em lâminas d'água superiores a aproximadamente 400m, que é,
na prática, um valor consensual adotado por projetistas.
Por outro lado, as amarras apresentam uma resistência à abrasão com o solo
marinho bem superior aos cabos de aço ou sintéticos. Por isto, são mais indicadas
para formar o trecho da linha que permanecerá sempre em contato com o solo
marinho, quando se utiliza linhas de composição mista, ou seja, formadas pela união
de trechos de diferentes materiais. Nesta posição, inclusive, o peso próprio maior das
36
amarras passa a ser um benefício, já que propicia uma força de atrito maior entre o
solo e a linha, colaborando assim com a capacidade de garra da âncora.
As amarras empregadas em sistemas de ancoragem de unidades flutuantes
devem, preferencialmente, ser fabricadas em seu comprimento nominal de projeto.
Isto evita a necessidade de uso dos elos ou acessórios de ligação para unir vários
trechos da linha, uma vez que estes acessórios normalmente se constituem no ponto
fraco das linhas, principalmente no que diz respeito à resistência à fadiga.
Em termos de resistência ou vida à fadiga os fabricantes de amarras
normalmente não fornecem dados a este respeito, sobre seus produtos.
No entanto, o cálculo da vida à fadiga das linhas que compõem um sistema de
ancoragem de uma unidade de produção permanente é hoje uma exigência das
Sociedades Classificadoras. Para contornar esta lacuna as indústrias petrolíferas têm,
de um modo geral, patrocinado inúmeros ensaios junto a entidades de pesquisa, de
modo a propiciar a formação de bancos de dados confiáveis sobre as características
de resistência à fadiga dos diversos materiais empregados nas linhas de amarração.
A Norma API RP 2FP1 [7], datada de 1993, apresenta duas curvas para
estimativas da vida à fadiga de amarras e cabos de aço, obtidas da combinação de
resultados de diversos ensaios com estes materiais. Estas curvas são do tipo T-N (T =
dupla amplitude da tração oscilatória aplicada nas extremidades dos corpos de prova;
N = número de ciclos decorridos até a falha do material), e a que se aplica às amarras
está baseada em ensaios com elos de corrente comuns, com malhete, e de grau
ORQ.
No caso de amarras de graus superiores, comenta-se na mesma referência que,
os dados sobre fadiga são raros e que, na ausência de informações precisas, a curva
referente ao grau ORQ pode ser utilizada, desde que certos cuidados sejam tomados.
Cabos de Aço
Os cabos de aço são constituídos de fios de aço que são enrolados formando
pernas. Estas pernas são então enroladas em espirais em torno de um elemento
37
central, denominado de núcleo ou alma, que pode ser de aço ou de outro material
qualquer.
Os cabos de aço são especificados por uma série de números e letras. Como a
seqüência destes números e letras varia, deve-se ter atenção para especificar todas
as propriedades do cabo. O diâmetro do cabo, ou a sua dimensão, é o diâmetro
máximo que pode ser medido numa secção indeformada do cabo.
Em geral, os cabos de aço são classificados em função de suas características
construtivas. Nestas classificações o cabo de aço é designado por dois números, tal
como 6 × 19. O primeiro número indica a quantidade de pernas do cabo e o segundo
número indica a quantidade de fios em cada perna. O aumento do número de fios em
cada perna torna o cabo mais flexível além de aumentar a sua resistência mecânica e
sua resistência à fadiga. Além da quantidade pode-se também alterar o diâmetro dos
fios para se obter uma determinada propriedade física do cabo.
Outra característica construtiva utilizada para se especificar um cabo de aço é a
sua torcedura. Torcedura do cabo é a combinação da maneira pela qual cada fio de
aço é trançado, para formar a perna, com o arranjo de cada perna em torno do núcleo.
Os modos convencionais são:
a) torcedura diagonal ou cruzada (right regular lay), na qual os fios de aço e as
pernas são torcidos em sentidos opostos;
b) torcedura lang ou paralela (lang lay), na qual os fios e as pernas são torcidos
no mesmo sentido.
Normalmente a torcedura diagonal é recomendada porque a probabilidade de
distorcer é menor que a outra. No entanto, ultimamente têm surgido outros arranjos
tais como perna espiral (spiral strand) e multi-pernas (multi-strand), que estão
mostrados na figura 2.14. As principais vantagens deste tipo de cabo são:
1) não há geração de torque no cabo quando o mesmo é tracionado;
2) para um mesmo diâmetro nominal a tensão de ruptura é superior ao de
configuração convencional.
Além da classificação por construção, os cabos de aço são também classificados
por grupos, levando-se em conta os procedimentos construtivos, peso e tensão de
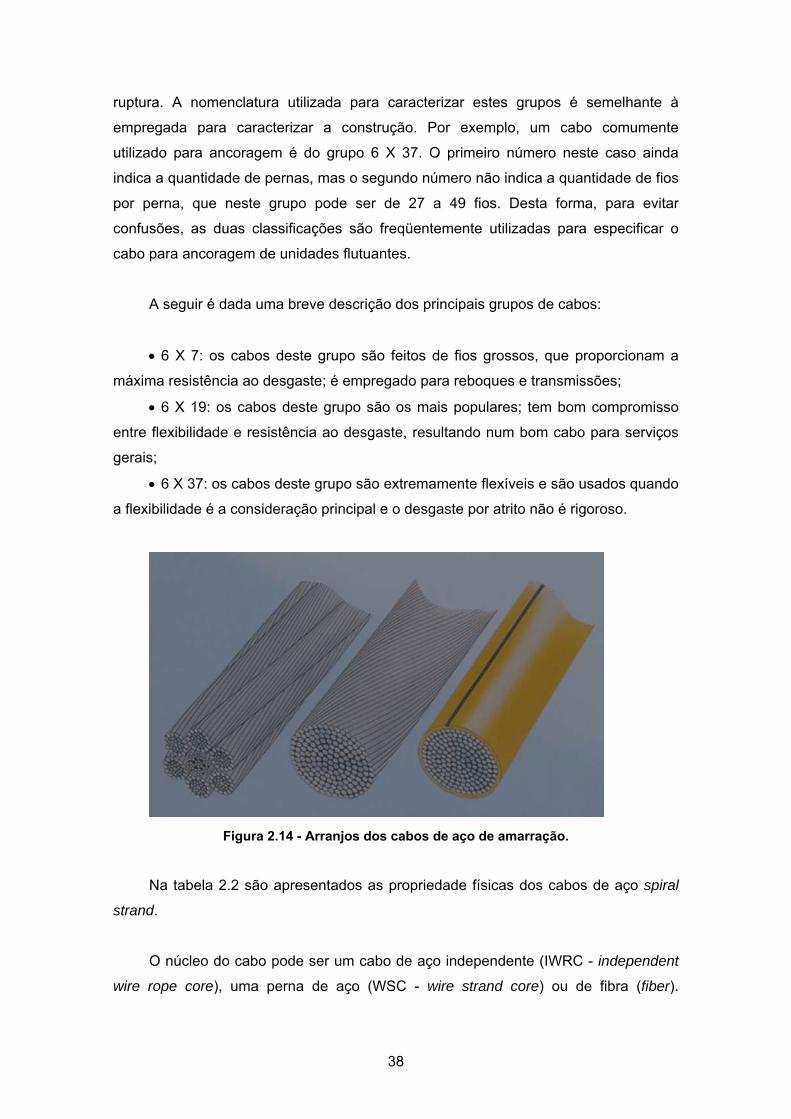
38
ruptura. A nomenclatura utilizada para caracterizar estes grupos é semelhante à
empregada para caracterizar a construção. Por exemplo, um cabo comumente
utilizado para ancoragem é do grupo 6 X 37. O primeiro número neste caso ainda
indica a quantidade de pernas, mas o segundo número não indica a quantidade de fios
por perna, que neste grupo pode ser de 27 a 49 fios. Desta forma, para evitar
confusões, as duas classificações são freqüentemente utilizadas para especificar o
cabo para ancoragem de unidades flutuantes.
A seguir é dada uma breve descrição dos principais grupos de cabos:
• 6 X 7: os cabos deste grupo são feitos de fios grossos, que proporcionam a
máxima resistência ao desgaste; é empregado para reboques e transmissões;
• 6 X 19: os cabos deste grupo são os mais populares; tem bom compromisso
entre flexibilidade e resistência ao desgaste, resultando num bom cabo para serviços
gerais;
• 6 X 37: os cabos deste grupo são extremamente flexíveis e são usados quando
a flexibilidade é a consideração principal e o desgaste por atrito não é rigoroso.
Figura 2.14 - Arranjos dos cabos de aço de amarração.
Na tabela 2.2 são apresentados as propriedade físicas dos cabos de aço spiral
strand.
O núcleo do cabo pode ser um cabo de aço independente (IWRC - independent
wire rope core), uma perna de aço (WSC - wire strand core) ou de fibra (fiber).
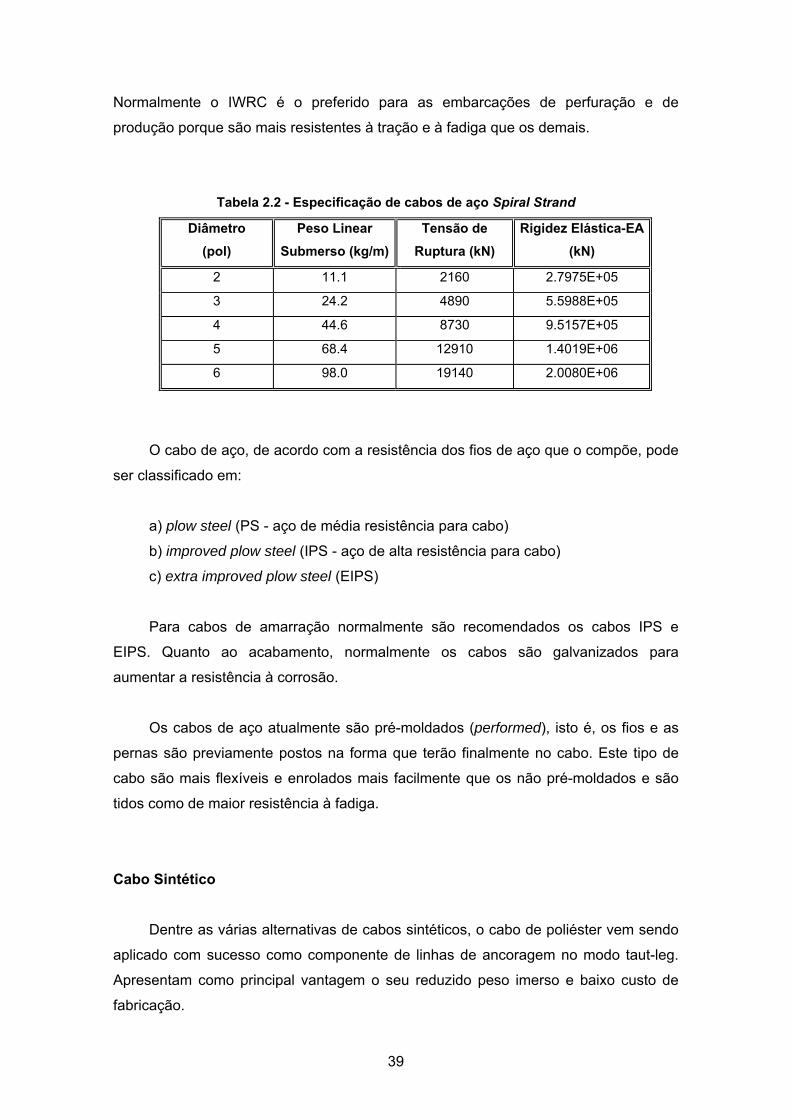
39
Normalmente o IWRC é o preferido para as embarcações de perfuração e de
produção porque são mais resistentes à tração e à fadiga que os demais.
Tabela 2.2 - Especificação de cabos de aço Spiral Strand
Diâmetro (pol)
Peso Linear Submerso (kg/m)
Tensão de Ruptura (kN)
Rigidez Elástica-EA (kN)
2 11.1 2160 2.7975E+05
3 24.2 4890 5.5988E+05
4 44.6 8730 9.5157E+05
5 68.4 12910 1.4019E+06
6 98.0 19140 2.0080E+06
O cabo de aço, de acordo com a resistência dos fios de aço que o compõe, pode
ser classificado em:
a) plow steel (PS - aço de média resistência para cabo)
b) improved plow steel (IPS - aço de alta resistência para cabo)
c) extra improved plow steel (EIPS)
Para cabos de amarração normalmente são recomendados os cabos IPS e
EIPS. Quanto ao acabamento, normalmente os cabos são galvanizados para
aumentar a resistência à corrosão.
Os cabos de aço atualmente são pré-moldados (performed), isto é, os fios e as
pernas são previamente postos na forma que terão finalmente no cabo. Este tipo de
cabo são mais flexíveis e enrolados mais facilmente que os não pré-moldados e são
tidos como de maior resistência à fadiga.
Cabo Sintético
Dentre as várias alternativas de cabos sintéticos, o cabo de poliéster vem sendo
aplicado com sucesso como componente de linhas de ancoragem no modo taut-leg.
Apresentam como principal vantagem o seu reduzido peso imerso e baixo custo de
fabricação.

40
A tabela 2.3 a seguir mostra os pesos lineares de cabos de poliéster e de suas
coberturas, em função do diâmetro e a figura 2.15 apresenta a construção usual do
poliéster.
Tabela 2.3 - Pesos Lineares e Tração de Ruptura dos Cabos de Poliéster
Diâmetro Peso Total Peso do Cabo Peso da
Cobertura Tração Mín. de
Ruptura.
(mm) (Kg/100m) (Kg/100m) (Kg/100m) (Ton)
16 18.4 11.6 6.8 8.4
18 23.3 14.7 8.6 10.4
20 28.1 18.1 10.0 12.2
22 34.0 21.9 12.1 14.7
24 40.7 26.5 14.2 18.0
28 55.3 32.1 23.2 22.0
32 72.8 45.0 27.8 28.0
36 92.2 56.3 35.9 40.0
40 118.0 81.8 36.0 45.0
44 144.0 99.0 45.0 55.0
48 181.0 110.0 71.0 67.0
52 219.0 132.0 87.0 78.0
56 240.0 154.0 86.0 90.0
64 297.0 198.0 99.0 117.0
72 387.0 287.0 100.0 147.0
80 456.0 353.0 103.0 183.0
88 560.0 419.0 141.0 222.0
96 652.0 507.0 145.0 264.0
104 743.0 595.0 148.0 309.0
112 836.0 683.0 153.0 351.0
120 952.0 794.0 158.0 403.0
128 1110.0 904.0 206.0 450.0
136 1226.0 1014.0 212.0 507.0
144 1367.0 1146.0 221.0 558.0
152 1550.0 1323.0 227.0 618.0
160 1646.0 1411.0 235.0 674.0
168 1809.0 1565.0 244.0 744.0
176 1973.0 1720.0 253.0 796.0
184 2139.0 1874.0 265.0 857.0
192 2326.0 2050.0 276.0 937.0
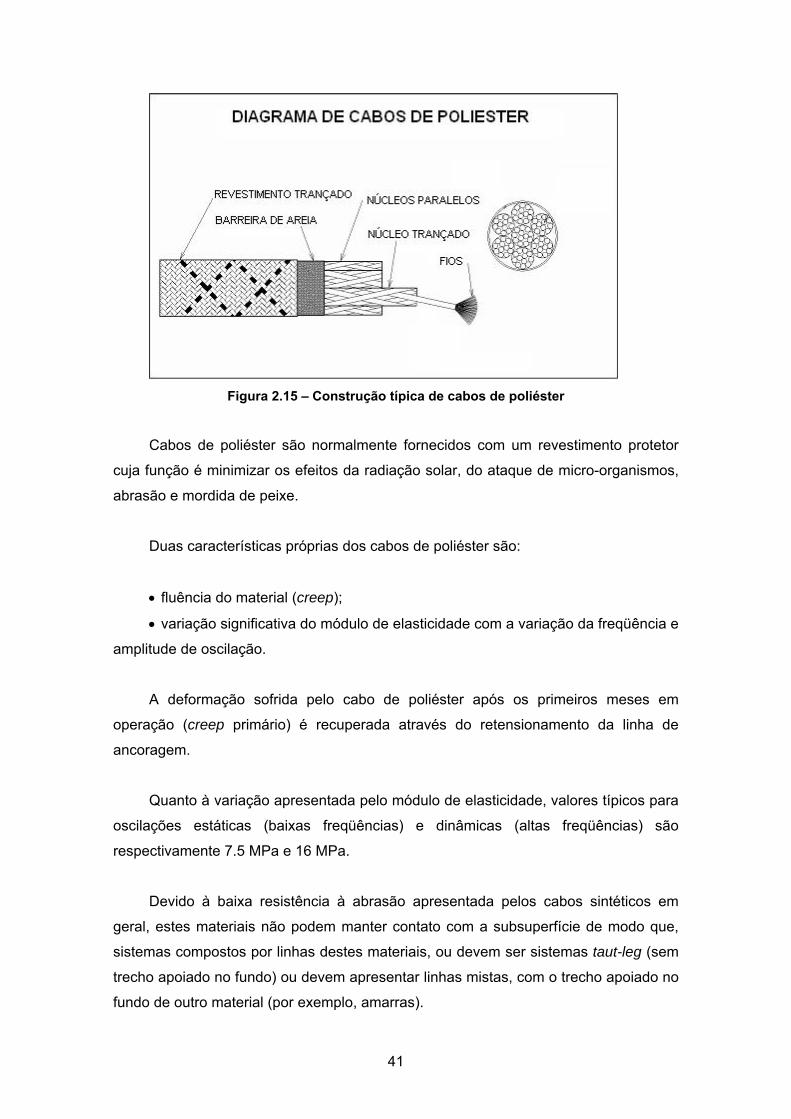
41
Figura 2.15 – Construção típica de cabos de poliéster
Cabos de poliéster são normalmente fornecidos com um revestimento protetor
cuja função é minimizar os efeitos da radiação solar, do ataque de micro-organismos,
abrasão e mordida de peixe.
Duas características próprias dos cabos de poliéster são:
• fluência do material (creep);
• variação significativa do módulo de elasticidade com a variação da freqüência e
amplitude de oscilação.
A deformação sofrida pelo cabo de poliéster após os primeiros meses em
operação (creep primário) é recuperada através do retensionamento da linha de
ancoragem.
Quanto à variação apresentada pelo módulo de elasticidade, valores típicos para
oscilações estáticas (baixas freqüências) e dinâmicas (altas freqüências) são
respectivamente 7.5 MPa e 16 MPa.
Devido à baixa resistência à abrasão apresentada pelos cabos sintéticos em
geral, estes materiais não podem manter contato com a subsuperfície de modo que,
sistemas compostos por linhas destes materiais, ou devem ser sistemas taut-leg (sem
trecho apoiado no fundo) ou devem apresentar linhas mistas, com o trecho apoiado no
fundo de outro material (por exemplo, amarras).
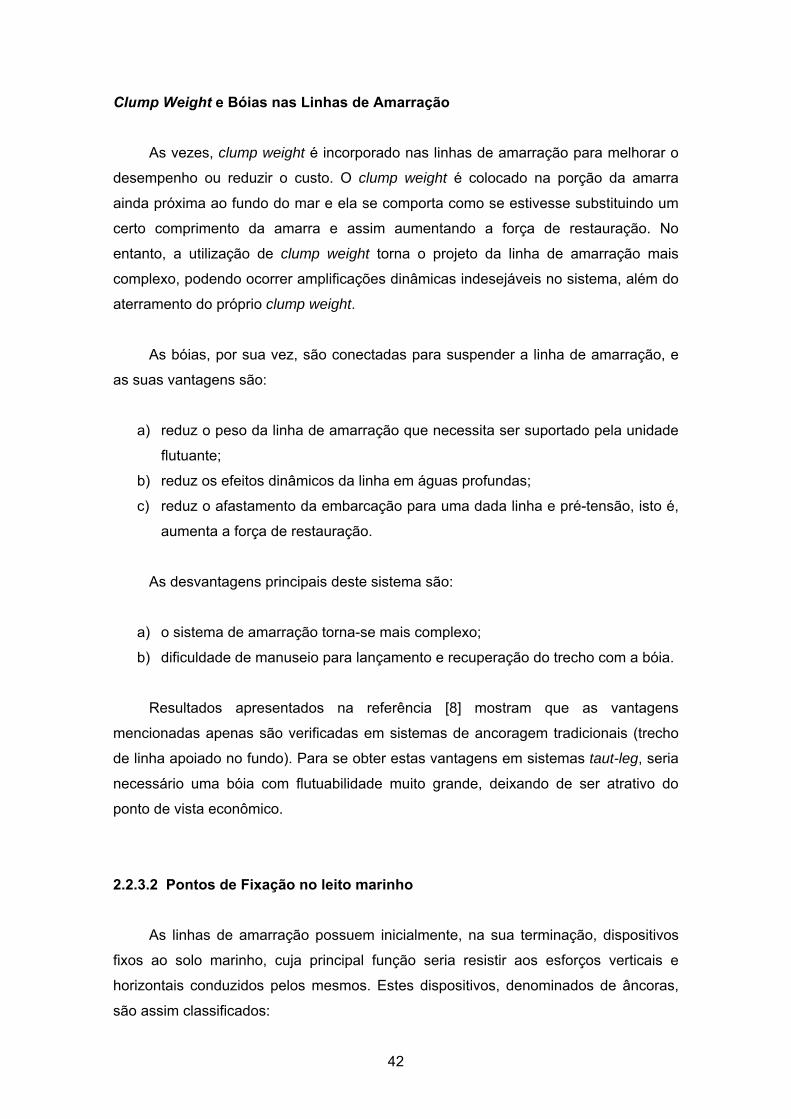
42
Clump Weight e Bóias nas Linhas de Amarração
As vezes, clump weight é incorporado nas linhas de amarração para melhorar o
desempenho ou reduzir o custo. O clump weight é colocado na porção da amarra
ainda próxima ao fundo do mar e ela se comporta como se estivesse substituindo um
certo comprimento da amarra e assim aumentando a força de restauração. No
entanto, a utilização de clump weight torna o projeto da linha de amarração mais
complexo, podendo ocorrer amplificações dinâmicas indesejáveis no sistema, além do
aterramento do próprio clump weight.
As bóias, por sua vez, são conectadas para suspender a linha de amarração, e
as suas vantagens são:
a) reduz o peso da linha de amarração que necessita ser suportado pela unidade
flutuante;
b) reduz os efeitos dinâmicos da linha em águas profundas;
c) reduz o afastamento da embarcação para uma dada linha e pré-tensão, isto é,
aumenta a força de restauração.
As desvantagens principais deste sistema são:
a) o sistema de amarração torna-se mais complexo;
b) dificuldade de manuseio para lançamento e recuperação do trecho com a bóia.
Resultados apresentados na referência [8] mostram que as vantagens
mencionadas apenas são verificadas em sistemas de ancoragem tradicionais (trecho
de linha apoiado no fundo). Para se obter estas vantagens em sistemas taut-leg, seria
necessário uma bóia com flutuabilidade muito grande, deixando de ser atrativo do
ponto de vista econômico.
2.2.3.2 Pontos de Fixação no leito marinho
As linhas de amarração possuem inicialmente, na sua terminação, dispositivos
fixos ao solo marinho, cuja principal função seria resistir aos esforços verticais e
horizontais conduzidos pelos mesmos. Estes dispositivos, denominados de âncoras,
são assim classificados:

43
a) âncora de arraste (drag embedment anchors);
b) estacas (sucção, grouted, e torpedo);
c) âncora de gravidade (gravity anchor);
d) âncora de carga vertical (VLA).
Uma âncora deve atender aos seguintes requisitos básicos:
• Ter um alto poder de garra;
• Unhar e penetrar rapidamente no solo marinho;
• Possuir estabilidade na sua posição de trabalho;
• Necessitar de baixa força para sua retirada.
Destes fatores, o poder de garra é o principal parâmetro para se comparar a
performance de diversos tipos de âncoras, e é também o principal fator para a seleção
da âncora, que é feita durante o projeto do sistema de ancoragem, baseada nas
cargas calculadas para a linha de ancoragem.
Âncora de Arraste
Este é o sistema de âncora convencional, projetada para se aprofundar no solo
marinho na medida em que é arrastada até se fixar firmemente. Como ela não suporta
esforços verticais, é necessário que a linha de amarração tangencie o solo marinho na
medida em que se aproxima do ponto de conexão com a âncora para o máximo
esforço ambiental agindo na unidade flutuante. A tecnologia para as âncoras de
arraste tem avançado consideravelmente nos últimos anos, sendo que os de última
geração apresentam um desempenho extremamente satisfatório mesmo em solo
arenoso e é a opção preferida na engenharia oceânica devido a sua facilidade de
instalação e desempenho já comprovados. A figura 2.16 apresenta um exemplo de
âncora de arraste.
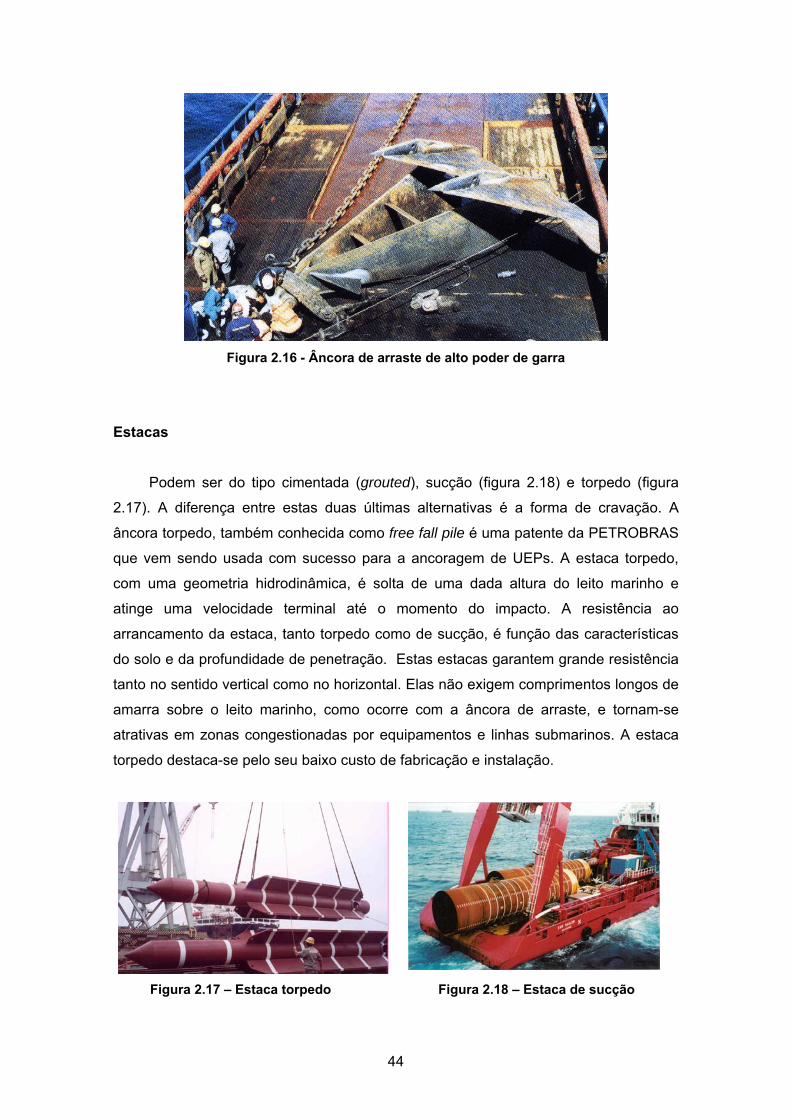
44
Figura 2.16 - Âncora de arraste de alto poder de garra
Estacas
Podem ser do tipo cimentada (grouted), sucção (figura 2.18) e torpedo (figura
2.17). A diferença entre estas duas últimas alternativas é a forma de cravação. A
âncora torpedo, também conhecida como free fall pile é uma patente da PETROBRAS
que vem sendo usada com sucesso para a ancoragem de UEPs. A estaca torpedo,
com uma geometria hidrodinâmica, é solta de uma dada altura do leito marinho e
atinge uma velocidade terminal até o momento do impacto. A resistência ao
arrancamento da estaca, tanto torpedo como de sucção, é função das características
do solo e da profundidade de penetração. Estas estacas garantem grande resistência
tanto no sentido vertical como no horizontal. Elas não exigem comprimentos longos de
amarra sobre o leito marinho, como ocorre com a âncora de arraste, e tornam-se
atrativas em zonas congestionadas por equipamentos e linhas submarinos. A estaca
torpedo destaca-se pelo seu baixo custo de fabricação e instalação.
Figura 2.17 – Estaca torpedo Figura 2.18 – Estaca de sucção
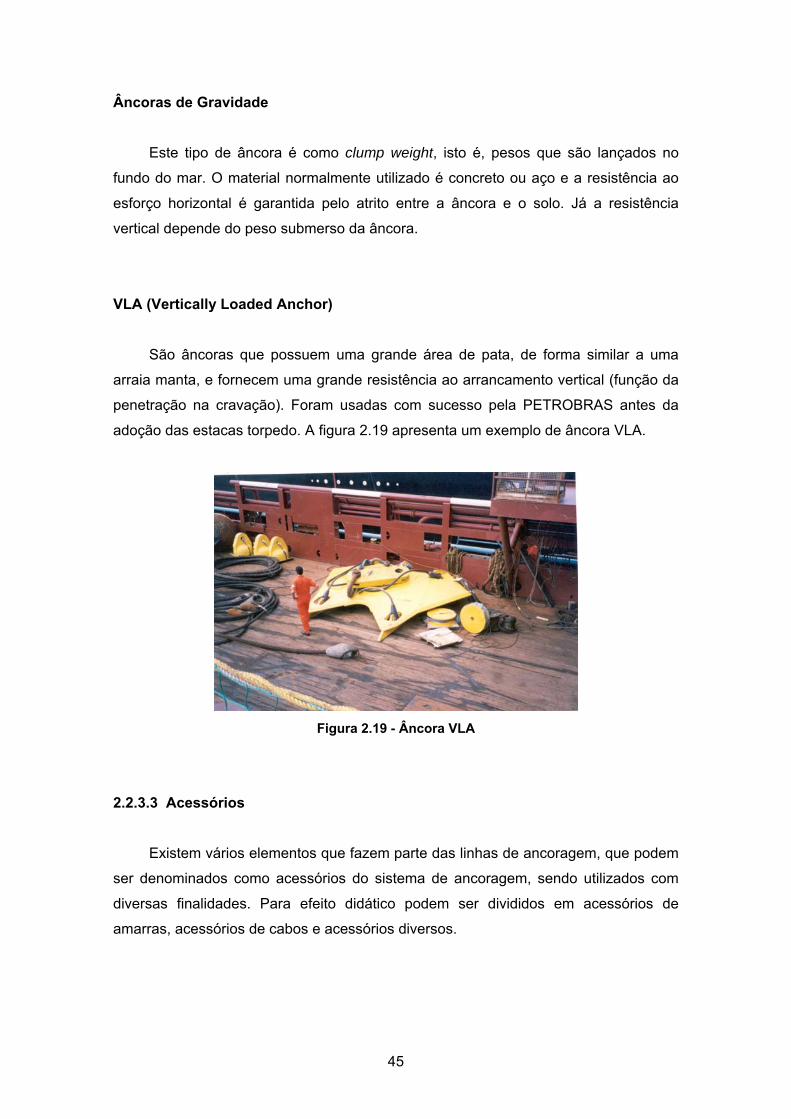
45
Âncoras de Gravidade
Este tipo de âncora é como clump weight, isto é, pesos que são lançados no
fundo do mar. O material normalmente utilizado é concreto ou aço e a resistência ao
esforço horizontal é garantida pelo atrito entre a âncora e o solo. Já a resistência
vertical depende do peso submerso da âncora.
VLA (Vertically Loaded Anchor)
São âncoras que possuem uma grande área de pata, de forma similar a uma
arraia manta, e fornecem uma grande resistência ao arrancamento vertical (função da
penetração na cravação). Foram usadas com sucesso pela PETROBRAS antes da
adoção das estacas torpedo. A figura 2.19 apresenta um exemplo de âncora VLA.
Figura 2.19 - Âncora VLA
2.2.3.3 Acessórios
Existem vários elementos que fazem parte das linhas de ancoragem, que podem
ser denominados como acessórios do sistema de ancoragem, sendo utilizados com
diversas finalidades. Para efeito didático podem ser divididos em acessórios de
amarras, acessórios de cabos e acessórios diversos.

46
Acessórios de Amarras
Na figura 2.20 estão indicados alguns dos acessórios utilizados nas amarras.
Destes, os principais são: elo alongado, elo final, elo kenter, elo pêra, destorcedor ou
tornel (swivel) e manilhas (shackle).
O importante a destacar é que as falhas nas linhas de amarração ocorrem
geralmente nas conexões. Desta forma deve-se tentar usar o menor número de
elementos de conexão numa linha, e estas antes de serem instaladas devem ser
rigorosamente inspecionadas. No caso do cabo de aço, uma atenção especial deve
ser dada ao procedimento adotado para a colocação dos soquetes na extremidade
dos mesmos.
Figura 2.20 – Acessórios de Amarras
O elo alongado e elo final são utilizados nas extremidades das amarras quando
se pretende fazer a conexão utilizando manilhas, e têm dimensões muito maiores do
que os elos comuns. Só são normalmente empregados próximo às âncoras ou como
últimos elos da amarra, ligados ao pino de braga existente no paiol, pois suas
dimensões não permitem sua passagem pelas coroas de barbotin.
No caso de emenda de amarras que necessitam passar por coroas de barbotin
são utilizados elos kenter ou baldt, que possibilitam fazer a união entre dois elos
comuns, e têm dimensões ligeiramente maiores do que estes últimos.
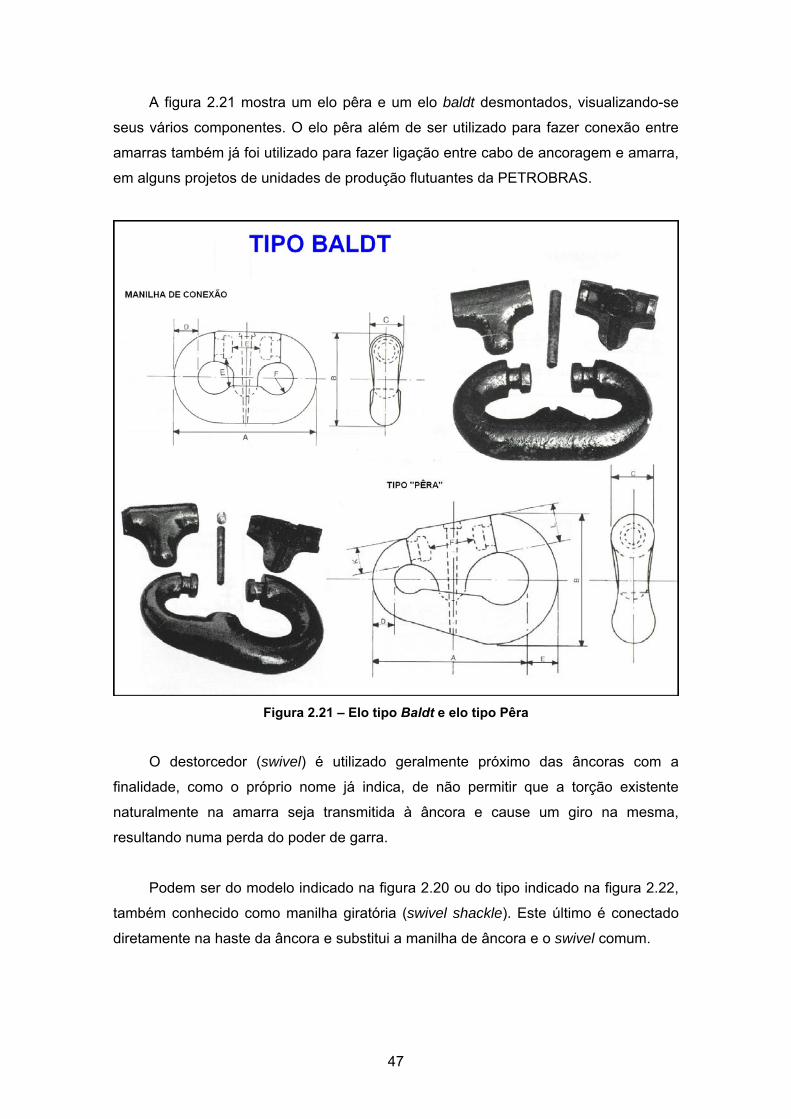
47
A figura 2.21 mostra um elo pêra e um elo baldt desmontados, visualizando-se
seus vários componentes. O elo pêra além de ser utilizado para fazer conexão entre
amarras também já foi utilizado para fazer ligação entre cabo de ancoragem e amarra,
em alguns projetos de unidades de produção flutuantes da PETROBRAS.
Figura 2.21 – Elo tipo Baldt e elo tipo Pêra
O destorcedor (swivel) é utilizado geralmente próximo das âncoras com a
finalidade, como o próprio nome já indica, de não permitir que a torção existente
naturalmente na amarra seja transmitida à âncora e cause um giro na mesma,
resultando numa perda do poder de garra.
Podem ser do modelo indicado na figura 2.20 ou do tipo indicado na figura 2.22,
também conhecido como manilha giratória (swivel shackle). Este último é conectado
diretamente na haste da âncora e substitui a manilha de âncora e o swivel comum.
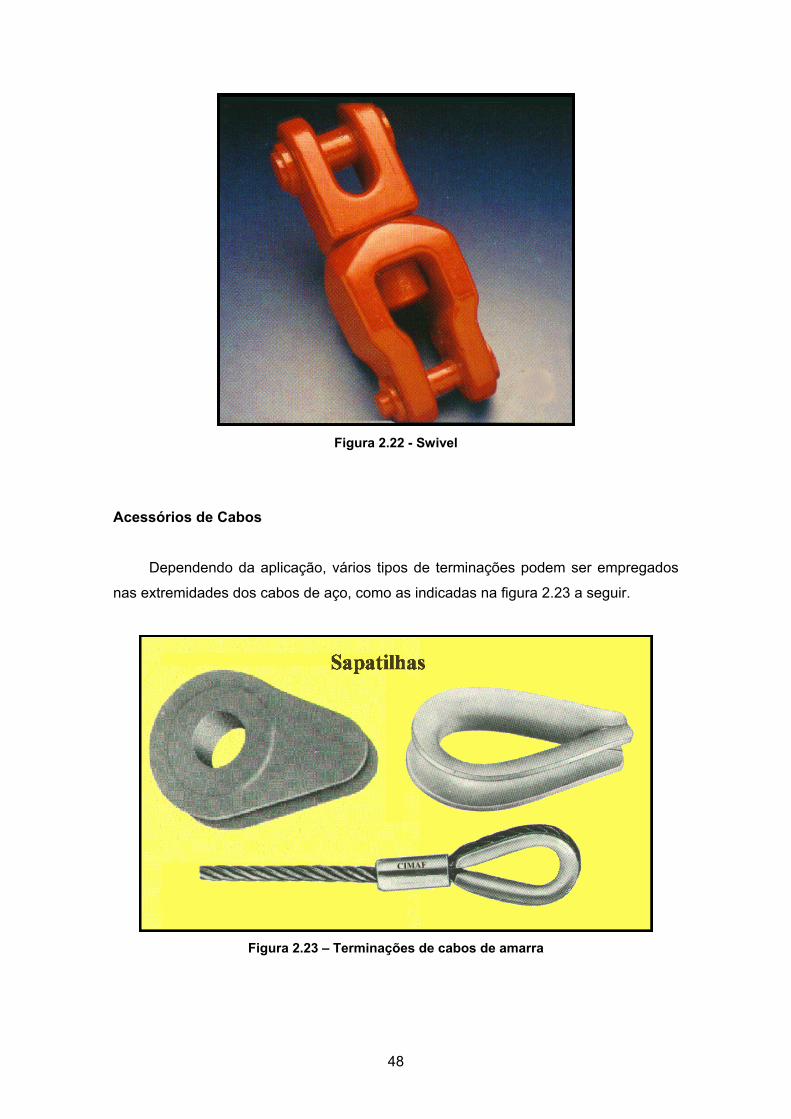
48
Figura 2.22 - Swivel
Acessórios de Cabos
Dependendo da aplicação, vários tipos de terminações podem ser empregados
nas extremidades dos cabos de aço, como as indicadas na figura 2.23 a seguir.
Figura 2.23 – Terminações de cabos de amarra

49
As sapatilhas são normalmente utilizadas nos pendant-lines (cabo indicadores),
pois são mais robustas quanto ao manuseio pelo rolo de popa e danificam menos os
cabos quando armazenados nos guinchos dos rebocadores do que os soquetes.
Podem ser do tipo compacta ou pesada conforme a figura 2.23, ou do tipo pesada com
reforço, que é a mais utilizada, conforme aparece na figura 2.24, conectada ao olhal
de uma bóia por uma manilha.
Figura 2.24 – Sapatilha pesada com reforço
Os cabos de ancoragem das unidades de perfuração e produção e os cabos de
reboque das embarcações de manuseio de âncoras sempre possuem soquete nas
suas terminações, pois estes acessórios têm maior eficiência do que as sapatilhas.
Podem ser do tipo aberto ou fechado, como o indicado na figura 2.25, e são sempre
chumbados ao cabo por metal patente ou resina epoxi, sendo esta atualmente mais
utilizada por fabricantes no exterior.
Outro tipo de soquete recentemente empregado nos cabos de ancoragem das
plataformas da PETROBRAS é o PEE-WEE (figura 2.26), que por não possuir um
“pescoço” tão longo quanto o soquete normal, consegue ser melhor armazenado nos
tambores dos guinchos e passar pelo rolo de popa dos rebocadores sem quebrar,
mesmo com alta tração aplicada.
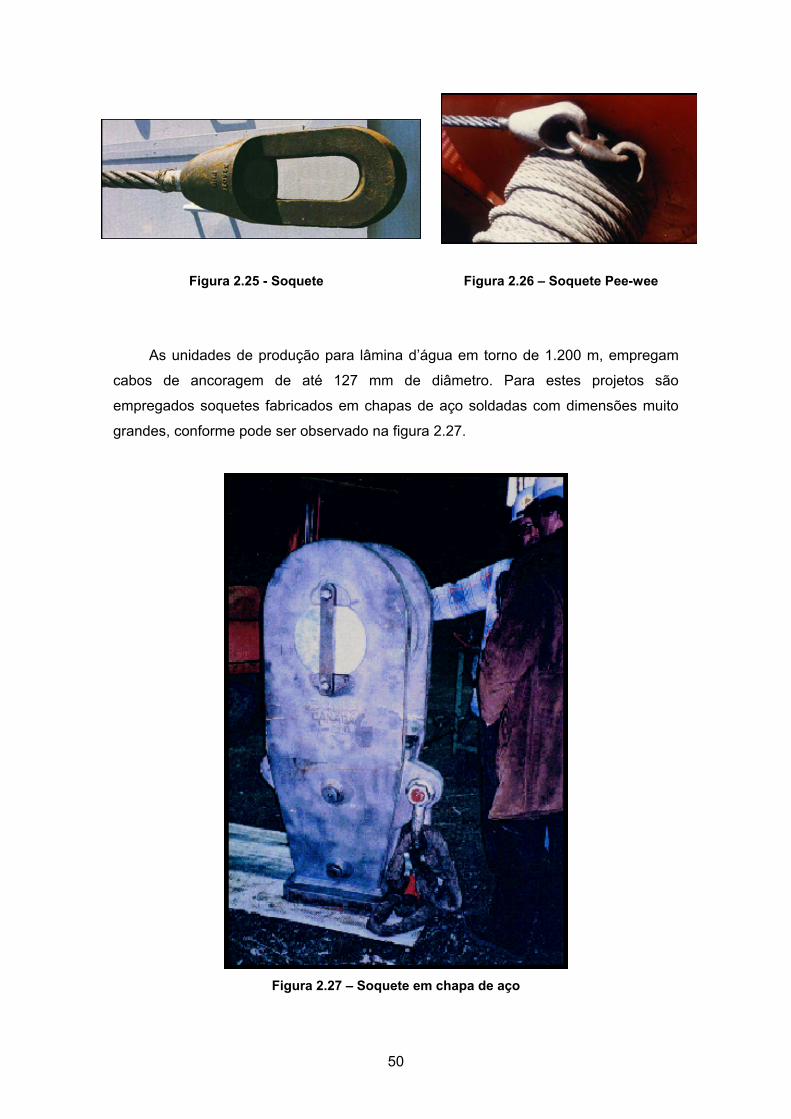
50
Figura 2.25 - Soquete Figura 2.26 – Soquete Pee-wee
As unidades de produção para lâmina d’água em torno de 1.200 m, empregam
cabos de ancoragem de até 127 mm de diâmetro. Para estes projetos são
empregados soquetes fabricados em chapas de aço soldadas com dimensões muito
grandes, conforme pode ser observado na figura 2.27.
Figura 2.27 – Soquete em chapa de aço
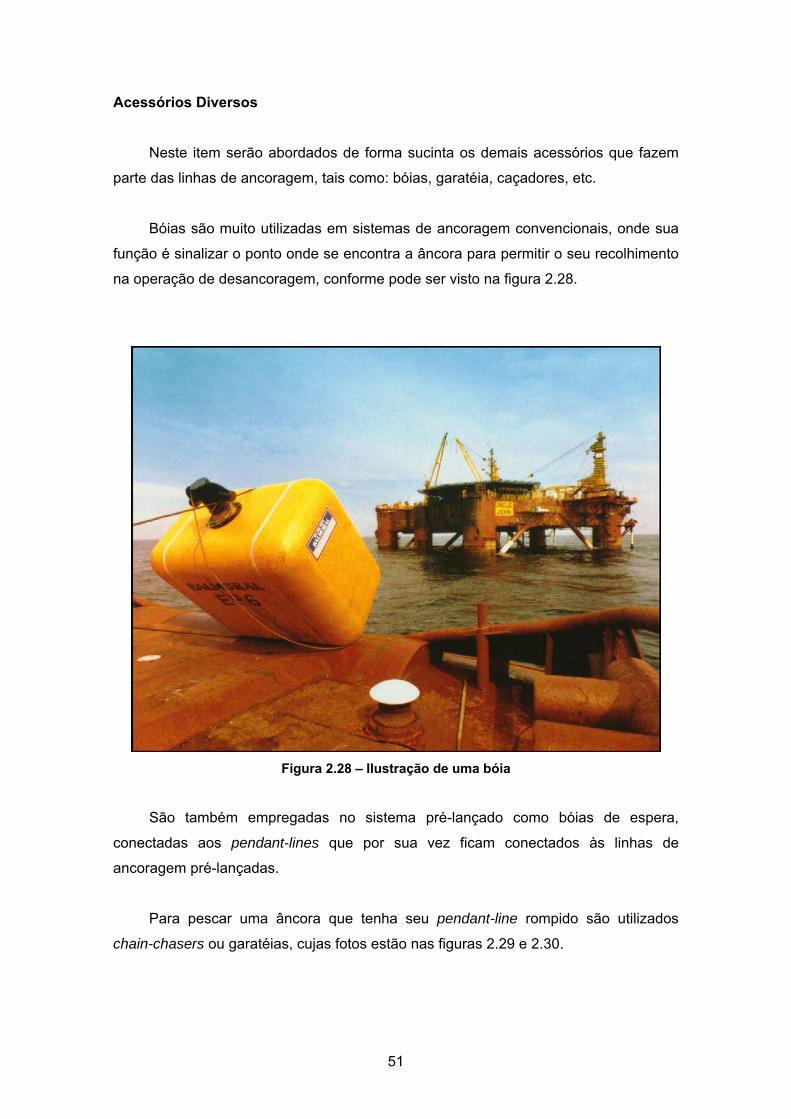
51
Acessórios Diversos
Neste item serão abordados de forma sucinta os demais acessórios que fazem
parte das linhas de ancoragem, tais como: bóias, garatéia, caçadores, etc.
Bóias são muito utilizadas em sistemas de ancoragem convencionais, onde sua
função é sinalizar o ponto onde se encontra a âncora para permitir o seu recolhimento
na operação de desancoragem, conforme pode ser visto na figura 2.28.
Figura 2.28 – Ilustração de uma bóia
São também empregadas no sistema pré-lançado como bóias de espera,
conectadas aos pendant-lines que por sua vez ficam conectados às linhas de
ancoragem pré-lançadas.
Para pescar uma âncora que tenha seu pendant-line rompido são utilizados
chain-chasers ou garatéias, cujas fotos estão nas figuras 2.29 e 2.30.
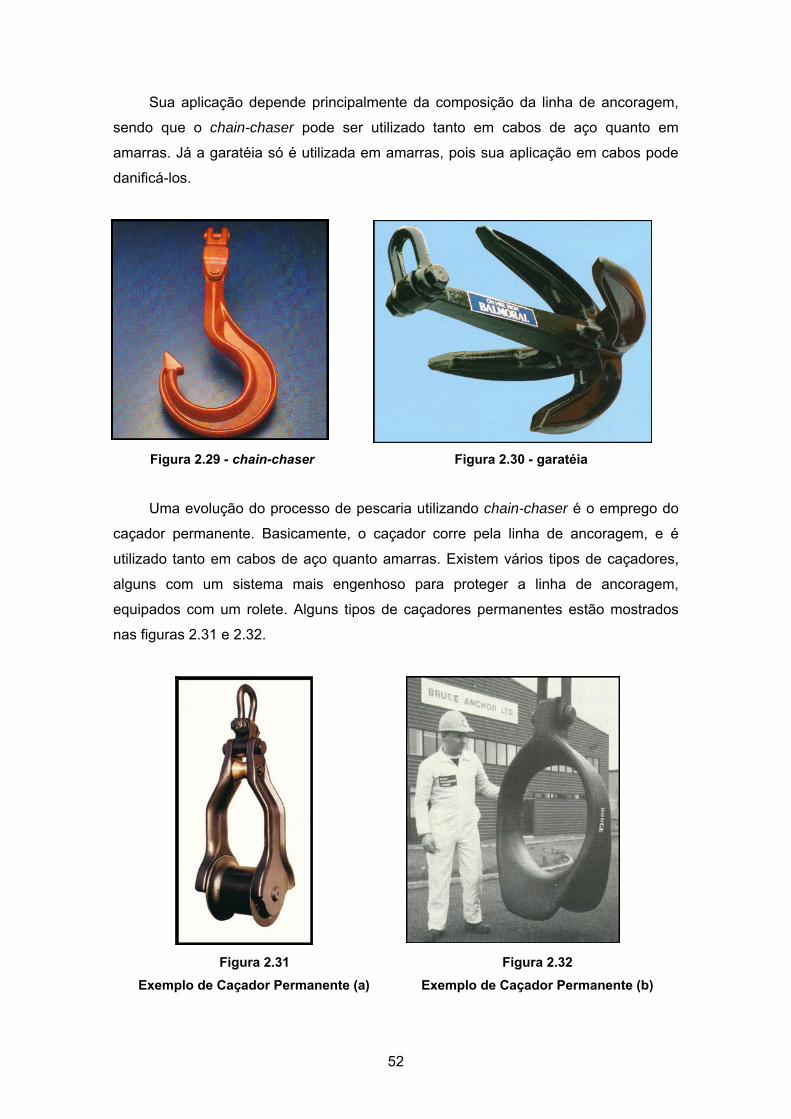
52
Sua aplicação depende principalmente da composição da linha de ancoragem,
sendo que o chain-chaser pode ser utilizado tanto em cabos de aço quanto em
amarras. Já a garatéia só é utilizada em amarras, pois sua aplicação em cabos pode
danificá-los.
Figura 2.29 - chain-chaser Figura 2.30 - garatéia
Uma evolução do processo de pescaria utilizando chain-chaser é o emprego do
caçador permanente. Basicamente, o caçador corre pela linha de ancoragem, e é
utilizado tanto em cabos de aço quanto amarras. Existem vários tipos de caçadores,
alguns com um sistema mais engenhoso para proteger a linha de ancoragem,
equipados com um rolete. Alguns tipos de caçadores permanentes estão mostrados
nas figuras 2.31 e 2.32.
Figura 2.31 Figura 2.32
Exemplo de Caçador Permanente (a) Exemplo de Caçador Permanente (b)
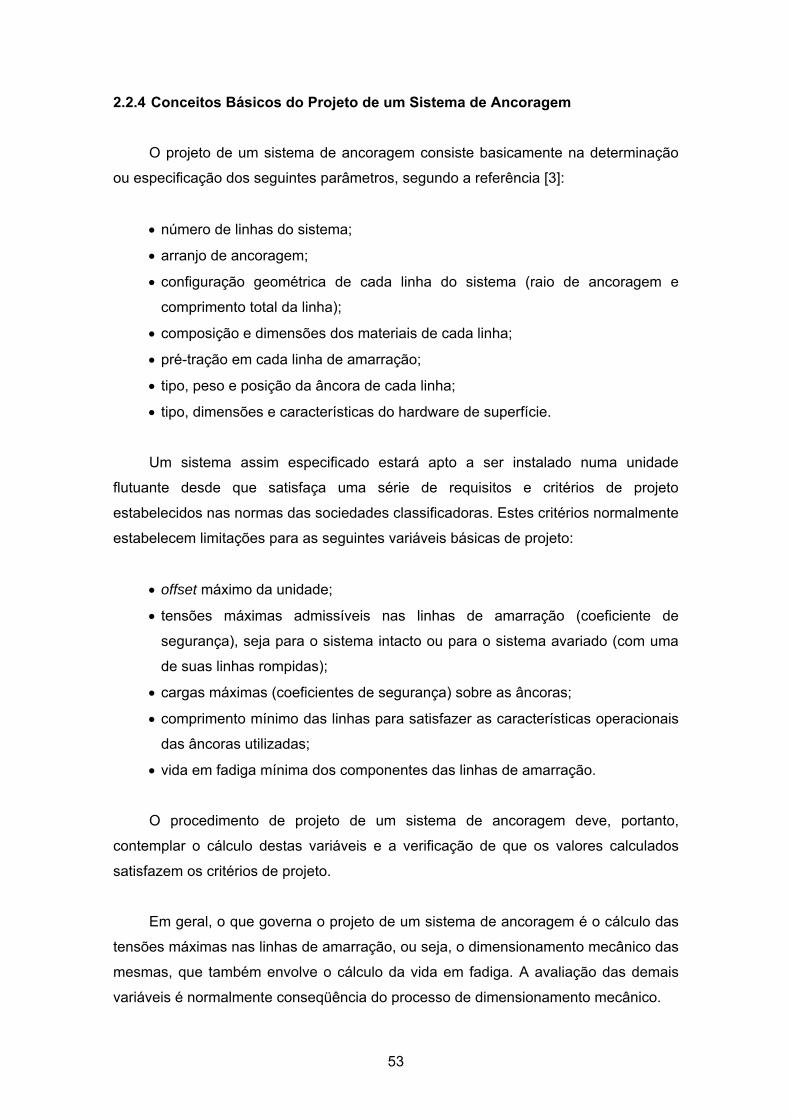
53
2.2.4 Conceitos Básicos do Projeto de um Sistema de Ancoragem O projeto de um sistema de ancoragem consiste basicamente na determinação
ou especificação dos seguintes parâmetros, segundo a referência [3]:
• número de linhas do sistema;
• arranjo de ancoragem;
• configuração geométrica de cada linha do sistema (raio de ancoragem e
comprimento total da linha);
• composição e dimensões dos materiais de cada linha;
• pré-tração em cada linha de amarração;
• tipo, peso e posição da âncora de cada linha;
• tipo, dimensões e características do hardware de superfície.
Um sistema assim especificado estará apto a ser instalado numa unidade
flutuante desde que satisfaça uma série de requisitos e critérios de projeto
estabelecidos nas normas das sociedades classificadoras. Estes critérios normalmente
estabelecem limitações para as seguintes variáveis básicas de projeto:
• offset máximo da unidade;
• tensões máximas admissíveis nas linhas de amarração (coeficiente de
segurança), seja para o sistema intacto ou para o sistema avariado (com uma
de suas linhas rompidas);
• cargas máximas (coeficientes de segurança) sobre as âncoras;
• comprimento mínimo das linhas para satisfazer as características operacionais
das âncoras utilizadas;
• vida em fadiga mínima dos componentes das linhas de amarração.
O procedimento de projeto de um sistema de ancoragem deve, portanto,
contemplar o cálculo destas variáveis e a verificação de que os valores calculados
satisfazem os critérios de projeto.
Em geral, o que governa o projeto de um sistema de ancoragem é o cálculo das
tensões máximas nas linhas de amarração, ou seja, o dimensionamento mecânico das
mesmas, que também envolve o cálculo da vida em fadiga. A avaliação das demais
variáveis é normalmente conseqüência do processo de dimensionamento mecânico.
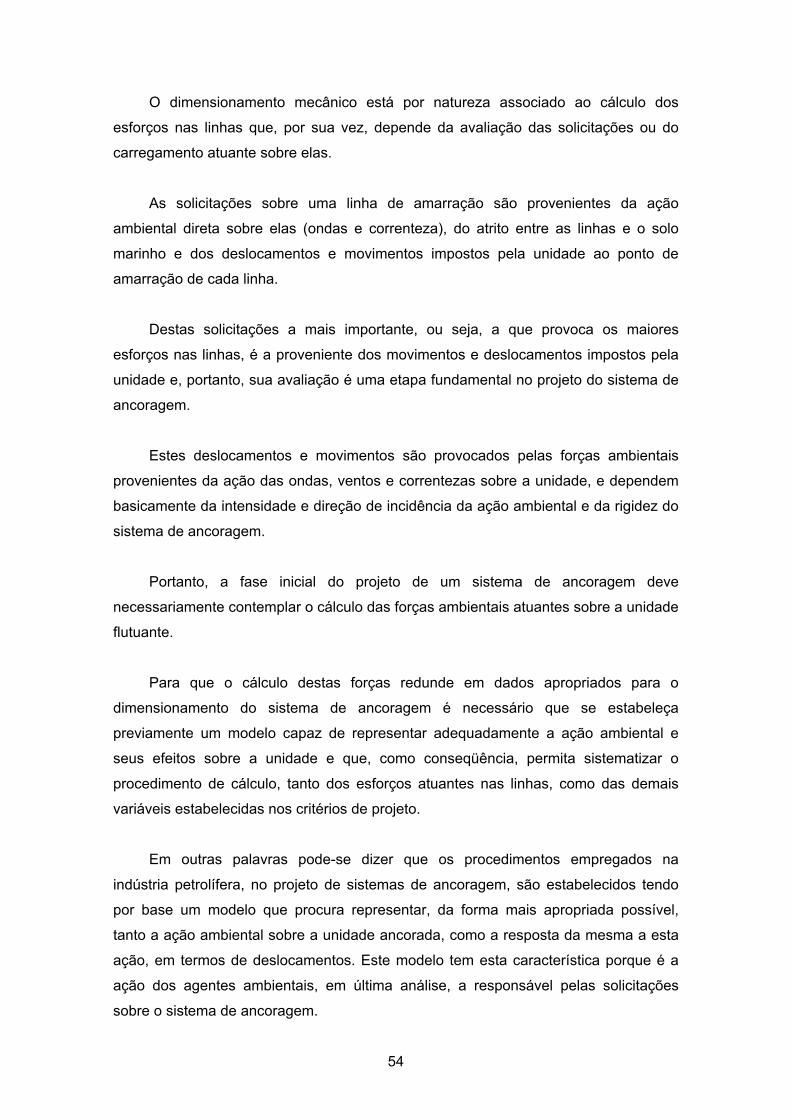
54
O dimensionamento mecânico está por natureza associado ao cálculo dos
esforços nas linhas que, por sua vez, depende da avaliação das solicitações ou do
carregamento atuante sobre elas.
As solicitações sobre uma linha de amarração são provenientes da ação
ambiental direta sobre elas (ondas e correnteza), do atrito entre as linhas e o solo
marinho e dos deslocamentos e movimentos impostos pela unidade ao ponto de
amarração de cada linha.
Destas solicitações a mais importante, ou seja, a que provoca os maiores
esforços nas linhas, é a proveniente dos movimentos e deslocamentos impostos pela
unidade e, portanto, sua avaliação é uma etapa fundamental no projeto do sistema de
ancoragem.
Estes deslocamentos e movimentos são provocados pelas forças ambientais
provenientes da ação das ondas, ventos e correntezas sobre a unidade, e dependem
basicamente da intensidade e direção de incidência da ação ambiental e da rigidez do
sistema de ancoragem.
Portanto, a fase inicial do projeto de um sistema de ancoragem deve
necessariamente contemplar o cálculo das forças ambientais atuantes sobre a unidade
flutuante.
Para que o cálculo destas forças redunde em dados apropriados para o
dimensionamento do sistema de ancoragem é necessário que se estabeleça
previamente um modelo capaz de representar adequadamente a ação ambiental e
seus efeitos sobre a unidade e que, como conseqüência, permita sistematizar o
procedimento de cálculo, tanto dos esforços atuantes nas linhas, como das demais
variáveis estabelecidas nos critérios de projeto.
Em outras palavras pode-se dizer que os procedimentos empregados na
indústria petrolífera, no projeto de sistemas de ancoragem, são estabelecidos tendo
por base um modelo que procura representar, da forma mais apropriada possível,
tanto a ação ambiental sobre a unidade ancorada, como a resposta da mesma a esta
ação, em termos de deslocamentos. Este modelo tem esta característica porque é a
ação dos agentes ambientais, em última análise, a responsável pelas solicitações
sobre o sistema de ancoragem.
55
2.3 ENSAIOS
Nos séculos passados, como a construção dos objetos era essencialmente
artesanal, não havia um controle de qualidade regular dos produtos fabricados.
Um desgaste prematuro que conduzisse à rápida quebra da ferramenta era o
método racional que qualquer um aceitava para determinar a qualidade das peças, ou
seja, a análise da qualidade era baseada no comportamento do objeto depois de
pronto.
O acesso a novas matérias-primas e o desenvolvimento dos processos de
fabricação obrigaram à criação de métodos padronizados de produção, em todo o
mundo. Ao mesmo tempo, desenvolveram-se processos e métodos de controle de
qualidade dos produtos.
Atualmente, entende-se que o controle de qualidade precisa começar pela
matéria-prima e deve ocorrer durante todo o processo de produção, incluindo a
inspeção e os ensaios finais nos produtos acabados.
Nesse quadro, é fácil perceber a importância dos ensaios de materiais: é por
meio deles que se verifica se os materiais apresentam as propriedades que os
tornarão adequados ao seu uso.
Os ensaios mecânicos dos materiais são procedimentos padronizados que
compreendem testes, cálculos, gráficos e consultas a tabelas, tudo isso em
conformidade com normas técnicas. Realizar um ensaio consiste em submeter um
objeto já fabricado ou um material que vai ser processado industrialmente a situações
que simulam os esforços que eles vão sofrer nas condições reais de uso, chegando a
limites extremos de solicitação.
Tipos de ensaios mecânicos
Existem vários critérios para classificar os ensaios mecânicos. A classificação
que adotaremos neste módulo agrupa os ensaios em dois blocos:
56
• ensaios destrutivos;
• ensaios não destrutivos.
Ensaios destrutivos são aqueles que deixam algum sinal na peça ou corpo de
prova submetido ao ensaio, mesmo que estes não fiquem inutilizados.
Exemplos de ensaios destrutivos são:
• tração
• compressão
• cisalhamento
• dobramento
• flexão
• embutimento
• torção
• dureza
• fluência
• fadiga
• impacto
Ensaios não destrutivos são aqueles que após sua realização não deixam
nenhuma marca ou sinal e, por conseqüência, nunca inutilizam a peça ou corpo de
prova. Por essa razão, podem ser usados para detectar falhas em produtos acabados
e semi-acabados.
Exemplos de ensaios não destrutivos são:
• visual
• líquido penetrante
• partículas magnéticas
• ultra-som
• radiografia industrial
A seguir serão descritos os tipos de ensaios realizados durante os estudos para
elaboração desta dissertação. Informações sobre todos os tipos de ensaios são
facilmente obtidos na literatura, e o detalhamento aqui tornaria excessivo o nível de
informações, fugindo do escopo principal estudado.
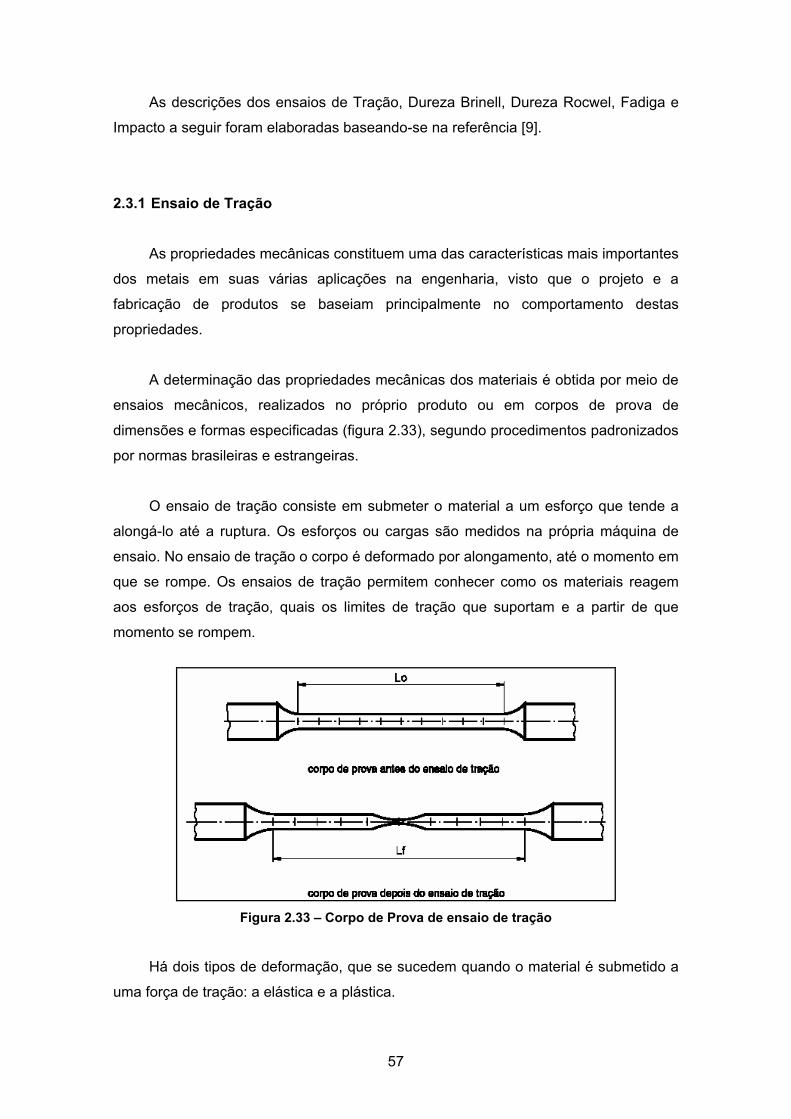
57
As descrições dos ensaios de Tração, Dureza Brinell, Dureza Rocwel, Fadiga e
Impacto a seguir foram elaboradas baseando-se na referência [9].
2.3.1 Ensaio de Tração
As propriedades mecânicas constituem uma das características mais importantes
dos metais em suas várias aplicações na engenharia, visto que o projeto e a
fabricação de produtos se baseiam principalmente no comportamento destas
propriedades.
A determinação das propriedades mecânicas dos materiais é obtida por meio de
ensaios mecânicos, realizados no próprio produto ou em corpos de prova de
dimensões e formas especificadas (figura 2.33), segundo procedimentos padronizados
por normas brasileiras e estrangeiras.
O ensaio de tração consiste em submeter o material a um esforço que tende a
alongá-lo até a ruptura. Os esforços ou cargas são medidos na própria máquina de
ensaio. No ensaio de tração o corpo é deformado por alongamento, até o momento em
que se rompe. Os ensaios de tração permitem conhecer como os materiais reagem
aos esforços de tração, quais os limites de tração que suportam e a partir de que
momento se rompem.
Figura 2.33 – Corpo de Prova de ensaio de tração
Há dois tipos de deformação, que se sucedem quando o material é submetido a
uma força de tração: a elástica e a plástica.

58
• Deformação elástica: não é permanente. Uma vez cessados os esforços, o
material volta à sua forma original.
• Deformação plástica: é permanente. Uma vez cessados os esforços, o material
recupera a deformação elástica, mas fica com uma deformação residual plástica, não
voltando mais à sua forma original.
Diagrama Tensão-Deformação
Para comparar dados entre ensaios de tração com tamanhos de corpos de prova
diferentes usa-se os termos tensão e deformação de engenharia.
Tensão de engenharia:
onde:
F [N] Força instantânea aplicada ao corpo de prova na direção perpendicular
da seção do mesmo;
A0 [m2] Seção inicial;
Deformação de engenharia:
onde:
Li [m] Comprimento instantâneo em determinado momento do ensaio;
L0 [m] Comprimento instantâneo em determinado momento do ensaio;
Quando um corpo de prova é submetido a um ensaio de tração, a máquina de
ensaio fornece um gráfico que mostra as relações entre a força aplicada e as
deformações ocorridas durante o ensaio.
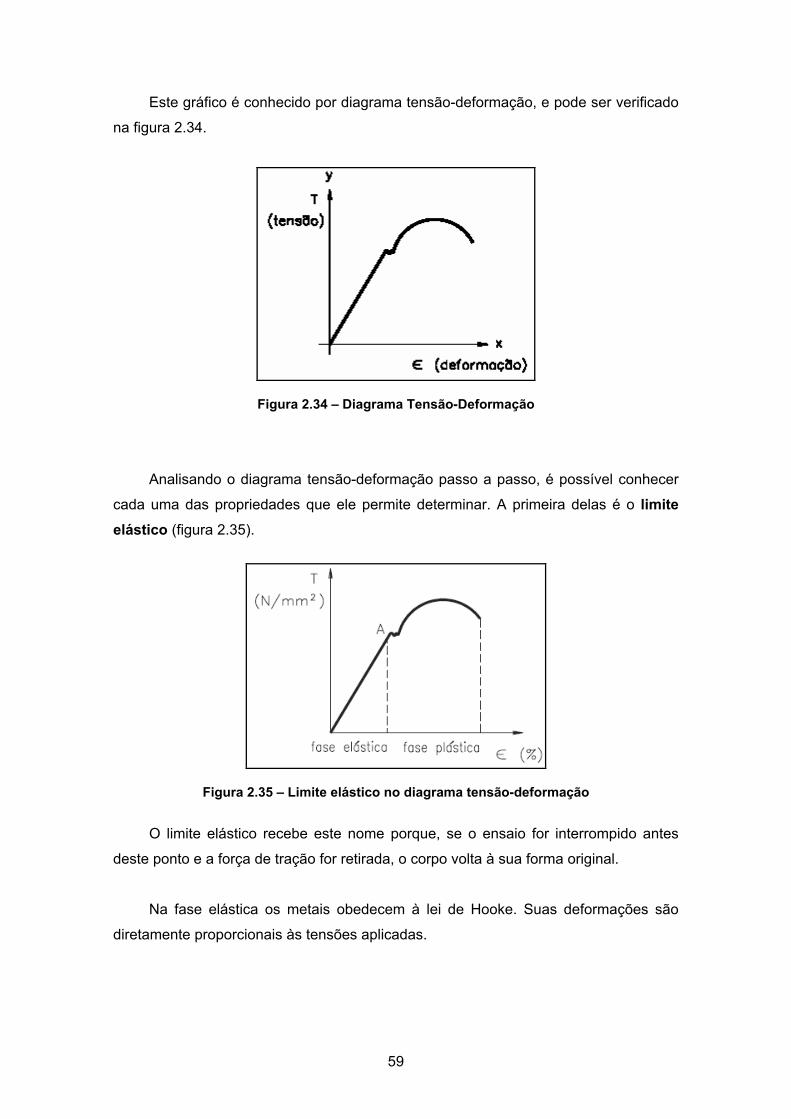
59
Este gráfico é conhecido por diagrama tensão-deformação, e pode ser verificado
na figura 2.34.
Figura 2.34 – Diagrama Tensão-Deformação
Analisando o diagrama tensão-deformação passo a passo, é possível conhecer
cada uma das propriedades que ele permite determinar. A primeira delas é o limite elástico (figura 2.35).
Figura 2.35 – Limite elástico no diagrama tensão-deformação
O limite elástico recebe este nome porque, se o ensaio for interrompido antes
deste ponto e a força de tração for retirada, o corpo volta à sua forma original.
Na fase elástica os metais obedecem à lei de Hooke. Suas deformações são
diretamente proporcionais às tensões aplicadas.
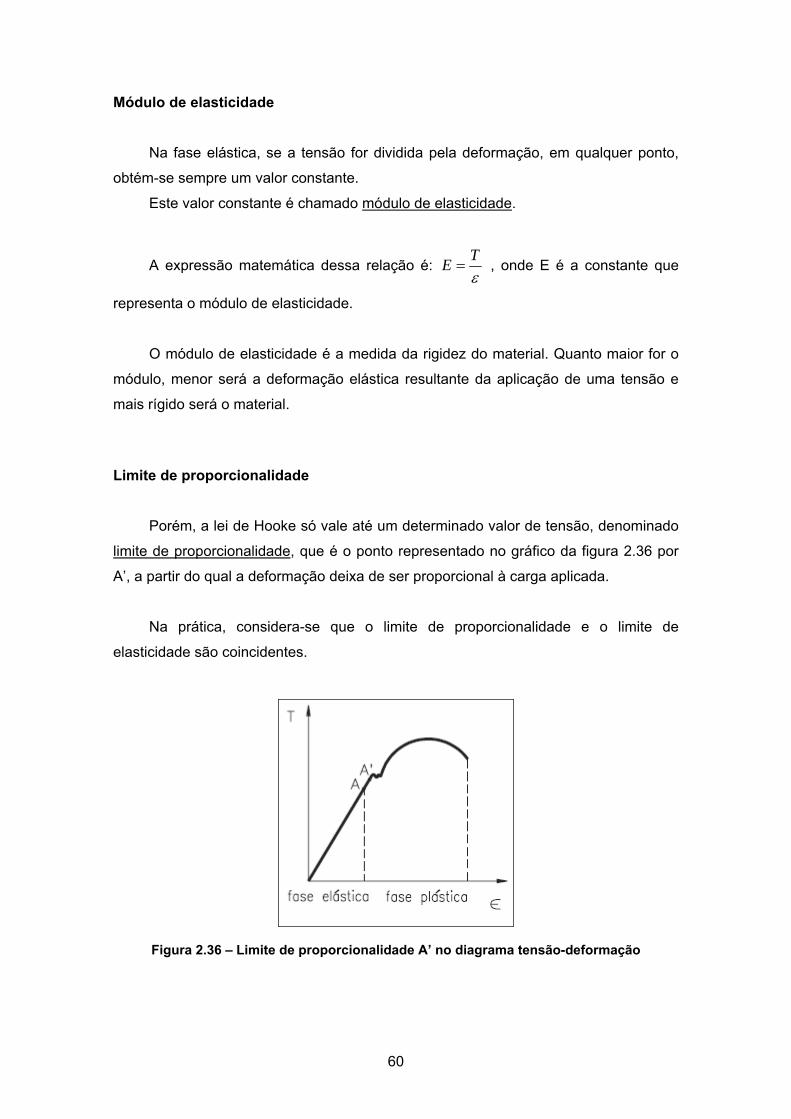
60
Módulo de elasticidade Na fase elástica, se a tensão for dividida pela deformação, em qualquer ponto,
obtém-se sempre um valor constante.
Este valor constante é chamado módulo de elasticidade.
A expressão matemática dessa relação é: εTE = , onde E é a constante que
representa o módulo de elasticidade.
O módulo de elasticidade é a medida da rigidez do material. Quanto maior for o
módulo, menor será a deformação elástica resultante da aplicação de uma tensão e
mais rígido será o material.
Limite de proporcionalidade
Porém, a lei de Hooke só vale até um determinado valor de tensão, denominado
limite de proporcionalidade, que é o ponto representado no gráfico da figura 2.36 por
A’, a partir do qual a deformação deixa de ser proporcional à carga aplicada.
Na prática, considera-se que o limite de proporcionalidade e o limite de
elasticidade são coincidentes.
Figura 2.36 – Limite de proporcionalidade A’ no diagrama tensão-deformação
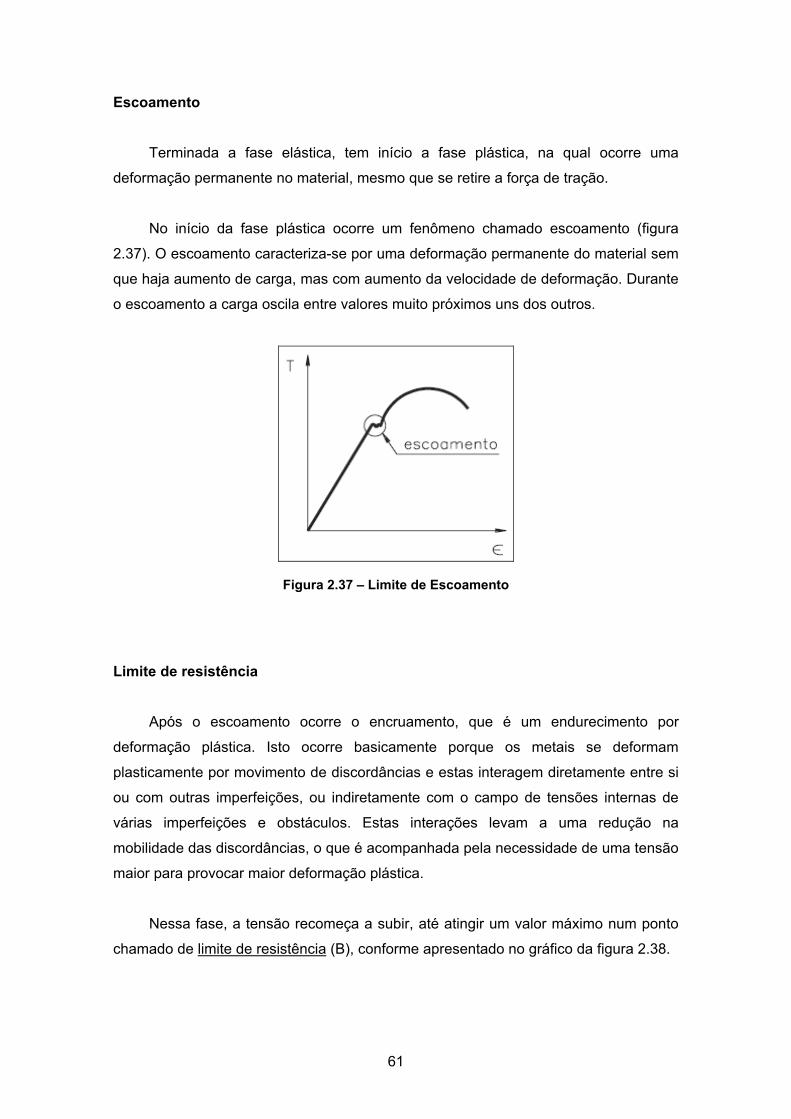
61
Escoamento
Terminada a fase elástica, tem início a fase plástica, na qual ocorre uma
deformação permanente no material, mesmo que se retire a força de tração.
No início da fase plástica ocorre um fenômeno chamado escoamento (figura
2.37). O escoamento caracteriza-se por uma deformação permanente do material sem
que haja aumento de carga, mas com aumento da velocidade de deformação. Durante
o escoamento a carga oscila entre valores muito próximos uns dos outros.
Figura 2.37 – Limite de Escoamento
Limite de resistência Após o escoamento ocorre o encruamento, que é um endurecimento por
deformação plástica. Isto ocorre basicamente porque os metais se deformam
plasticamente por movimento de discordâncias e estas interagem diretamente entre si
ou com outras imperfeições, ou indiretamente com o campo de tensões internas de
várias imperfeições e obstáculos. Estas interações levam a uma redução na
mobilidade das discordâncias, o que é acompanhada pela necessidade de uma tensão
maior para provocar maior deformação plástica.
Nessa fase, a tensão recomeça a subir, até atingir um valor máximo num ponto
chamado de limite de resistência (B), conforme apresentado no gráfico da figura 2.38.
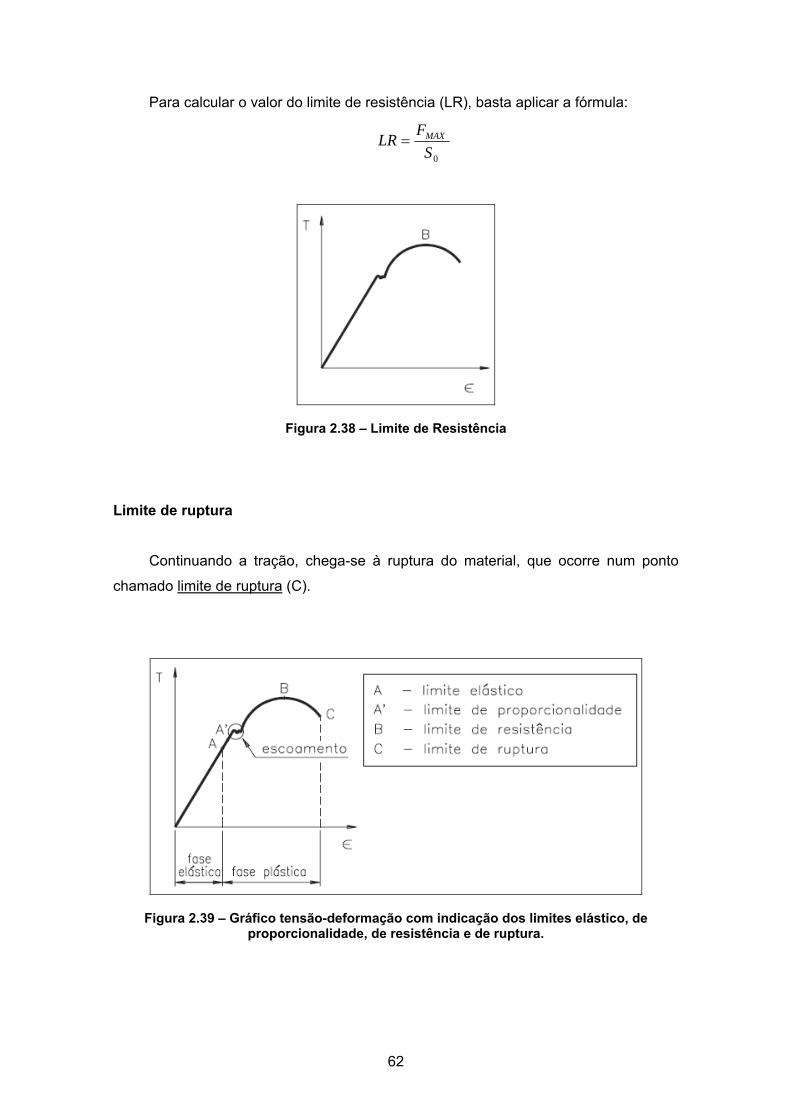
62
Para calcular o valor do limite de resistência (LR), basta aplicar a fórmula:
0SF
LR MAX=
Figura 2.38 – Limite de Resistência
Limite de ruptura
Continuando a tração, chega-se à ruptura do material, que ocorre num ponto
chamado limite de ruptura (C).
Figura 2.39 – Gráfico tensão-deformação com indicação dos limites elástico, de proporcionalidade, de resistência e de ruptura.
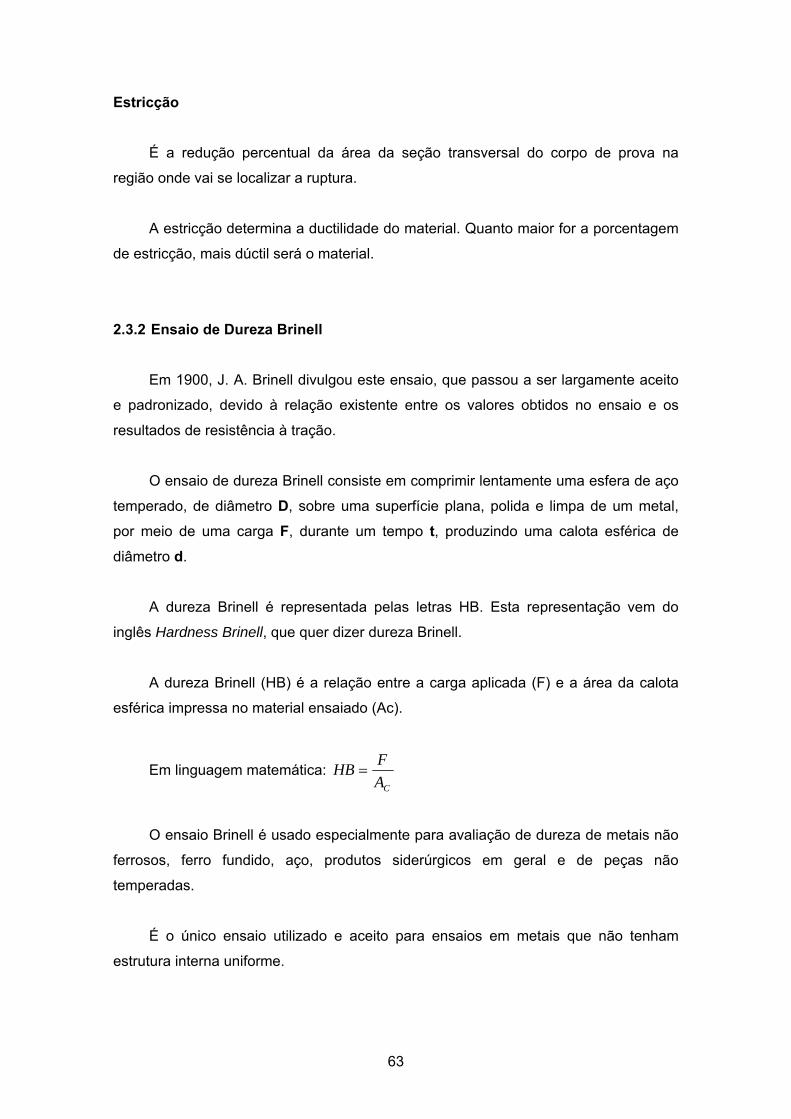
63
Estricção
É a redução percentual da área da seção transversal do corpo de prova na
região onde vai se localizar a ruptura.
A estricção determina a ductilidade do material. Quanto maior for a porcentagem
de estricção, mais dúctil será o material.
2.3.2 Ensaio de Dureza Brinell
Em 1900, J. A. Brinell divulgou este ensaio, que passou a ser largamente aceito
e padronizado, devido à relação existente entre os valores obtidos no ensaio e os
resultados de resistência à tração.
O ensaio de dureza Brinell consiste em comprimir lentamente uma esfera de aço
temperado, de diâmetro D, sobre uma superfície plana, polida e limpa de um metal,
por meio de uma carga F, durante um tempo t, produzindo uma calota esférica de
diâmetro d.
A dureza Brinell é representada pelas letras HB. Esta representação vem do
inglês Hardness Brinell, que quer dizer dureza Brinell.
A dureza Brinell (HB) é a relação entre a carga aplicada (F) e a área da calota
esférica impressa no material ensaiado (Ac).
Em linguagem matemática: CA
FHB =
O ensaio Brinell é usado especialmente para avaliação de dureza de metais não
ferrosos, ferro fundido, aço, produtos siderúrgicos em geral e de peças não
temperadas.
É o único ensaio utilizado e aceito para ensaios em metais que não tenham
estrutura interna uniforme.
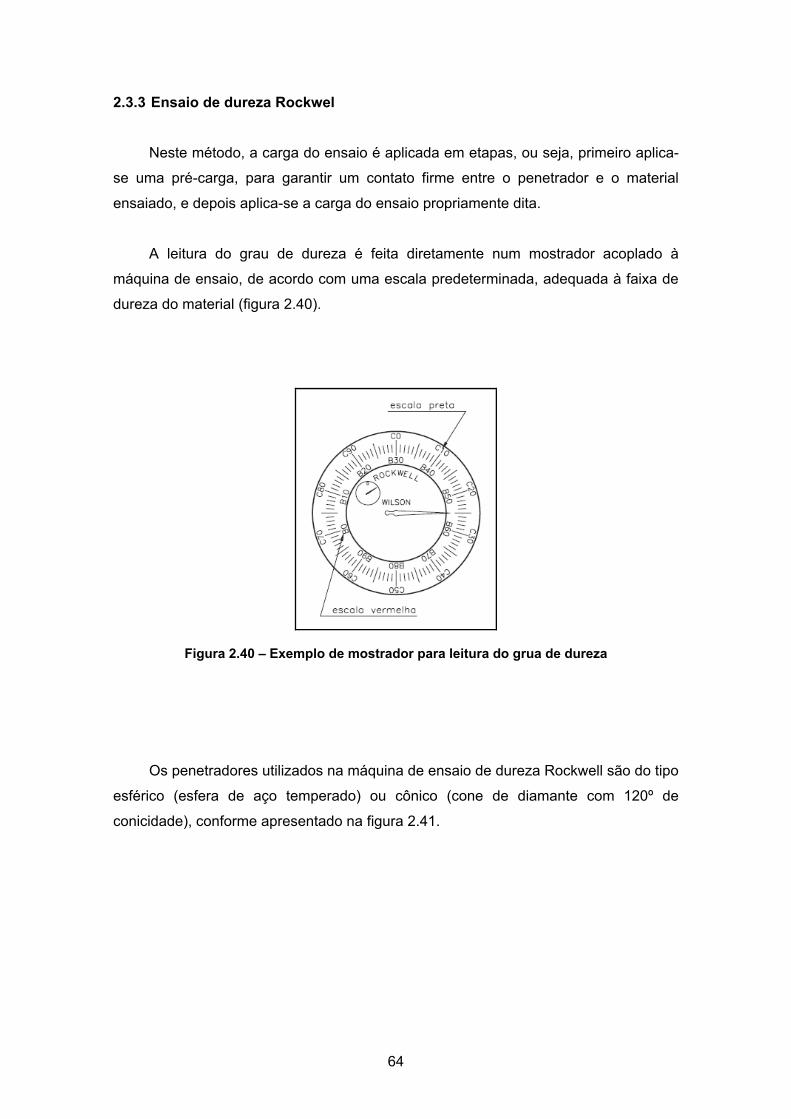
64
2.3.3 Ensaio de dureza Rockwel
Neste método, a carga do ensaio é aplicada em etapas, ou seja, primeiro aplica-
se uma pré-carga, para garantir um contato firme entre o penetrador e o material
ensaiado, e depois aplica-se a carga do ensaio propriamente dita.
A leitura do grau de dureza é feita diretamente num mostrador acoplado à
máquina de ensaio, de acordo com uma escala predeterminada, adequada à faixa de
dureza do material (figura 2.40).
Figura 2.40 – Exemplo de mostrador para leitura do grua de dureza
Os penetradores utilizados na máquina de ensaio de dureza Rockwell são do tipo
esférico (esfera de aço temperado) ou cônico (cone de diamante com 120º de
conicidade), conforme apresentado na figura 2.41.
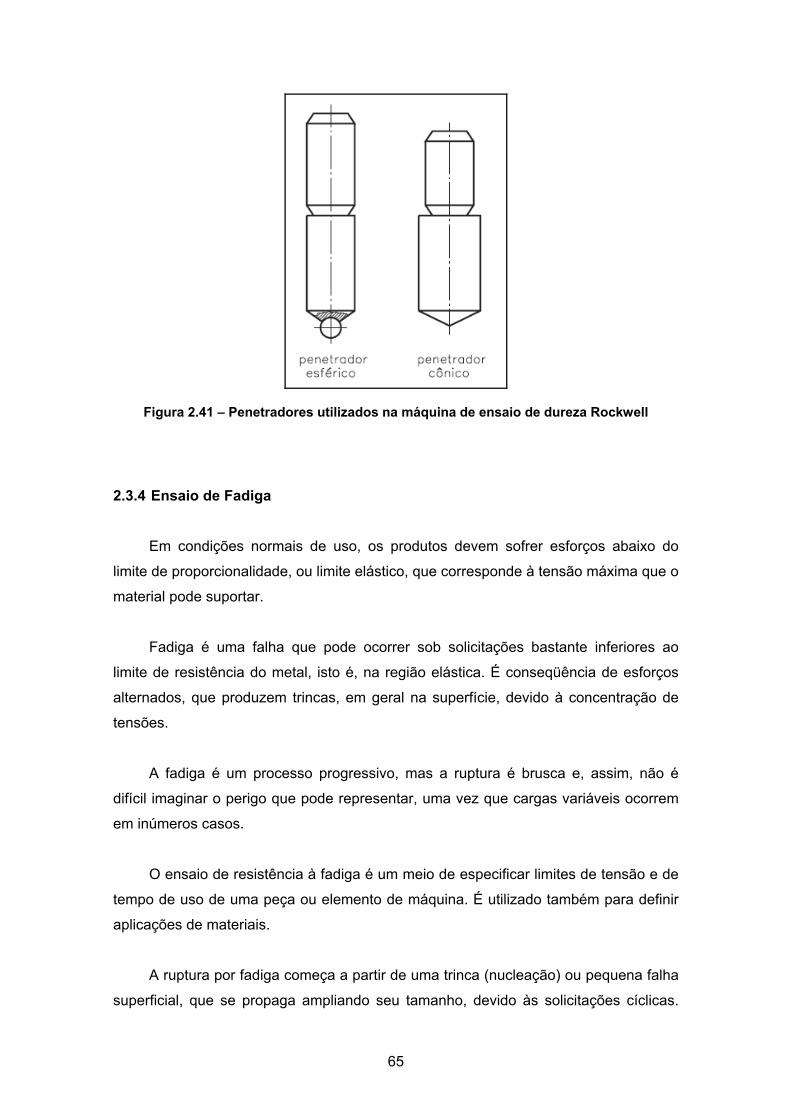
65
Figura 2.41 – Penetradores utilizados na máquina de ensaio de dureza Rockwell
2.3.4 Ensaio de Fadiga
Em condições normais de uso, os produtos devem sofrer esforços abaixo do
limite de proporcionalidade, ou limite elástico, que corresponde à tensão máxima que o
material pode suportar.
Fadiga é uma falha que pode ocorrer sob solicitações bastante inferiores ao
limite de resistência do metal, isto é, na região elástica. É conseqüência de esforços
alternados, que produzem trincas, em geral na superfície, devido à concentração de
tensões.
A fadiga é um processo progressivo, mas a ruptura é brusca e, assim, não é
difícil imaginar o perigo que pode representar, uma vez que cargas variáveis ocorrem
em inúmeros casos.
O ensaio de resistência à fadiga é um meio de especificar limites de tensão e de
tempo de uso de uma peça ou elemento de máquina. É utilizado também para definir
aplicações de materiais.
A ruptura por fadiga começa a partir de uma trinca (nucleação) ou pequena falha
superficial, que se propaga ampliando seu tamanho, devido às solicitações cíclicas.
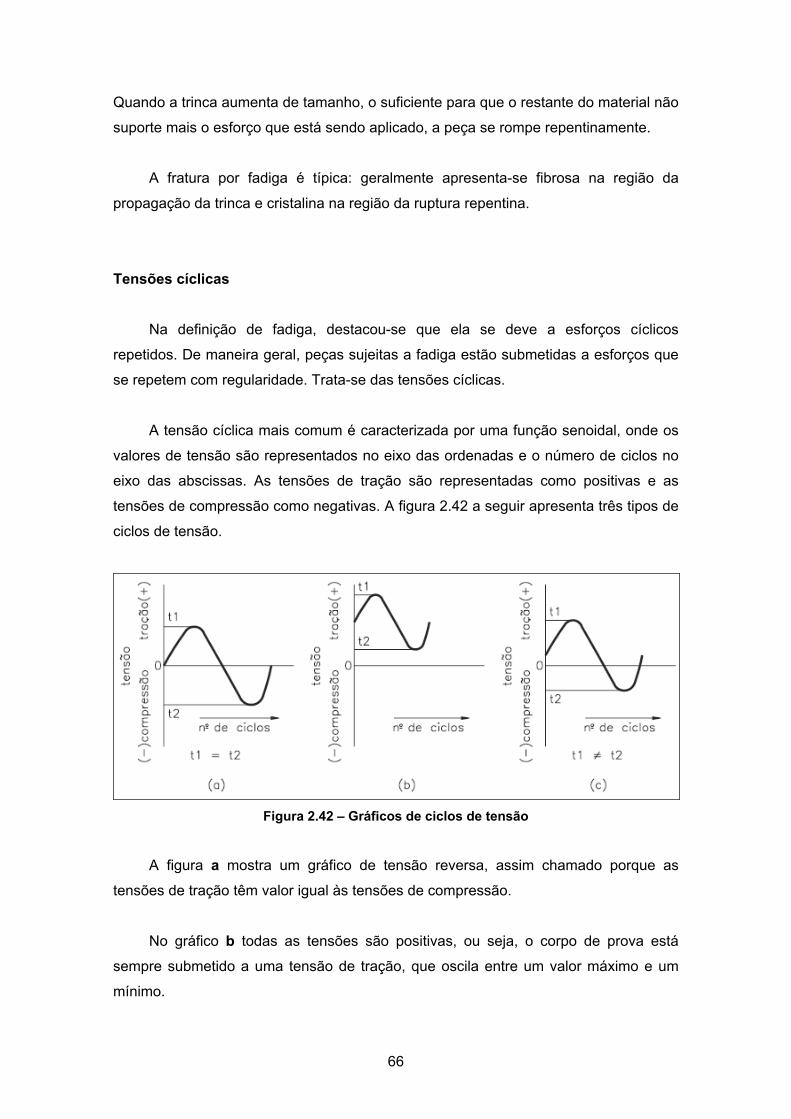
66
Quando a trinca aumenta de tamanho, o suficiente para que o restante do material não
suporte mais o esforço que está sendo aplicado, a peça se rompe repentinamente.
A fratura por fadiga é típica: geralmente apresenta-se fibrosa na região da
propagação da trinca e cristalina na região da ruptura repentina.
Tensões cíclicas Na definição de fadiga, destacou-se que ela se deve a esforços cíclicos
repetidos. De maneira geral, peças sujeitas a fadiga estão submetidas a esforços que
se repetem com regularidade. Trata-se das tensões cíclicas.
A tensão cíclica mais comum é caracterizada por uma função senoidal, onde os
valores de tensão são representados no eixo das ordenadas e o número de ciclos no
eixo das abscissas. As tensões de tração são representadas como positivas e as
tensões de compressão como negativas. A figura 2.42 a seguir apresenta três tipos de
ciclos de tensão.
Figura 2.42 – Gráficos de ciclos de tensão
A figura a mostra um gráfico de tensão reversa, assim chamado porque as
tensões de tração têm valor igual às tensões de compressão.
No gráfico b todas as tensões são positivas, ou seja, o corpo de prova está
sempre submetido a uma tensão de tração, que oscila entre um valor máximo e um
mínimo.

67
O gráfico c representa tensões positivas e negativas, como no primeiro caso, só
que as tensões de compressão têm valores diferentes das tensões de tração.
Curva S-N
Os resultados do ensaio de fadiga geralmente são apresentados numa curva
tensão-número de ciclos, ou simplesmente curva S-N. O S vem da palavra inglesa
stress, que quer dizer tensão, e N representa o número de ciclos.
Supondo que, para uma certa solicitação de flexão S1 o corpo de prova se
rompa em um certo número de ciclos N1, e para uma solicitação S2 se rompa em N2
ciclos, e assim por diante, pode-se construir o diagrama S-N, com a tensão no eixo
das ordenadas e o número de ciclos no eixo das abscissas.
Observando a curva obtida (figura 2.43), nota-se que, à medida que se diminui a
tensão aplicada, o corpo de prova resiste a um maior número de ciclos. Nota-se,
também, que diminuindo a tensão a partir de um certo nível em que a curva se torna
horizontal, o número de ciclos para o rompimento do corpo de prova torna-se
praticamente infinito.
Esta tensão máxima, que praticamente não provoca mais a fratura por fadiga,
chama-se limite de fadiga ou resistência à fadiga do metal considerado.
Figura 2.43 – Curva S-N
68
Fatores que influenciam a resistência à fadiga
Uma superfície mal acabada contém irregularidades que, como se fossem um
entalhe, aumentam a concentração de tensões, diminuindo a resistência à fadiga.
Defeitos superficiais causados por polimento (queima superficial de carbono nos
aços, recozimento superficial, trincas etc.) também diminuem a resistência à fadiga.
Tratamentos superficiais (cromeação, niquelação, etc.) diminuem a resistência à
fadiga, por introduzirem grandes mudanças nas tensões residuais, além de conferirem
porosidade ao metal. Por outro lado, tratamentos superficiais endurecedores podem
aumentar a resistência à fadiga.
O limite de fadiga depende da composição, da estrutura granular, das condições
de conformação mecânica, do tratamento térmico etc.
O tratamento térmico adequado aumenta não somente a resistência estática,
como também o limite de fadiga.
O encruamento dos aços dúcteis aumenta o limite de fadiga.
O meio ambiente também influencia consideravelmente o limite de fadiga, pois a
ação corrosiva de um meio químico acelera a velocidade de propagação da trinca.
A forma é um fator crítico, porque a resistência à fadiga é grandemente afetada
por descontinuidades nas peças, como cantos vivos, encontros de paredes, mudança
brusca de seções.
2.3.5 Ensaio de Impacto
As fraturas produzidas por impacto podem ser frágeis ou dúcteis. As fraturas
frágeis caracterizam-se pelo aspecto cristalino e as fraturas dúcteis apresentam
aparência fibrosa.
69
Os materiais frágeis rompem-se sem nenhuma deformação plástica, de forma
brusca. Por isso, esses materiais não podem ser utilizados em aplicações nas quais
sejam comuns esforços bruscos.
Para estas aplicações são desejáveis materiais que tenham capacidade de
absorver energia e dissipá-la, para que a ruptura não aconteça, ou seja, materiais que
apresentem tenacidade.
Esta propriedade está relacionada com a fase plástica dos materiais e por isso
se utilizam as ligas metálicas dúcteis neste tipo de aplicação.
Porém, mesmo utilizando ligas dúcteis, com resistência suficiente para suportar
uma determinada aplicação, verifica-se na prática que um material dúctil pode romper-
se de forma frágil.
Fatores que influenciam o comportamento frágil dos materiais dúcteis
Um material dúctil pode romper-se sem deformação plástica apreciável, ou seja,
de maneira frágil, quando as condições abaixo estiverem presentes:
• velocidade de aplicação da carga suficientemente alta;
• trinca ou entalhe no material;
• temperatura de uso do material suficientemente baixa.
Alguns materiais são mais afetados pela velocidade alta do choque,
apresentando uma sensibilidade que é chamada sensibilidade à velocidade.
Uma trinca promove concentração de tensões muito elevadas, o que faz com
que a maior parte da energia produzida pela ação do golpe seja concentrada numa
região localizada da peça, com a conseqüente formação da fratura frágil. A existência
de uma trinca, por menor que seja, muda substancialmente o comportamento do
material dúctil.
Esta característica do material dúctil, de comportar-se como frágil devido à trinca,
é freqüentemente chamada de sensibilidade ao entalhe.
70
Descrição do ensaio de impacto
Um dos ensaios que permitem estudar os efeitos das cargas dinâmicas é o
ensaio de impacto. Este ensaio é usado para medir a tendência de um metal de se
comportar de maneira frágil.
O choque ou impacto representa um esforço de natureza dinâmica, porque a
carga é aplicada repentina e bruscamente.
No impacto, não é só a força aplicada que conta. Outro fator é a velocidade de
aplicação da força. Força associada com velocidade traduz-se em energia.
O ensaio de impacto consiste em medir a quantidade de energia absorvida por
uma amostra do material, quando submetida à ação de um esforço de choque de valor
conhecido.
O método mais comum para ensaiar metais é o do golpe, desferido por um peso
em oscilação. A máquina correspondente é um martelo pendular. É o chamado Ensaio
de Charpy.
Ensaio de Charpy
O ensaio Charpy é um tipo de ensaio de impacto que se vale de um martelo
pendular para caracterizar mecanicamente os materiais (figura 2.44). O ensaio Charpy
é empregado, sobretudo, para medir a energia requerida, denominada tenacidade,
para fraturar um corpo-de-prova de um determinado material.
Apesar da grande importância do ensaio de impacto Charpy como indicador da
resistência ao entalhe na seleção de materiais, os resultados obtidos são de uso
limitado. Todavia, a instrumentação adequada da máquina Charpy torna o ensaio mais
rico e os resultados mais proveitosos. Comparando com o ensaio convencional, é
possível acompanhar o processo de fratura dos materiais ensaiados e obter
informações adicionais.
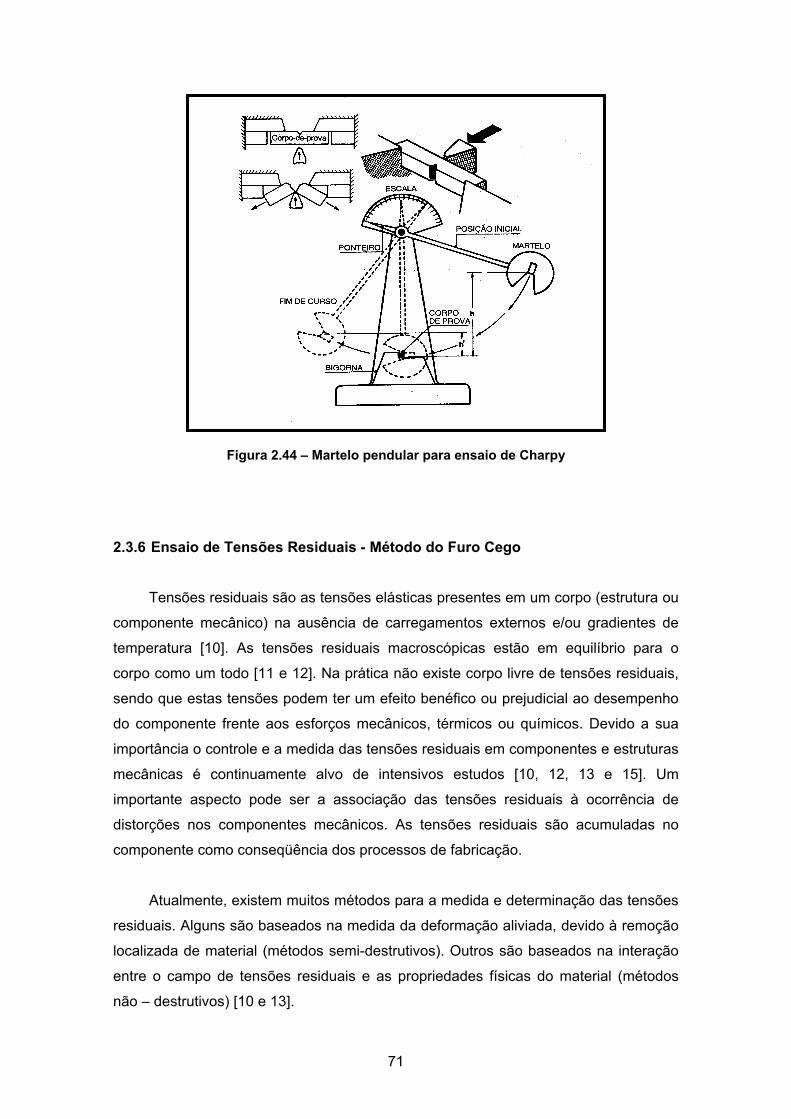
71
Figura 2.44 – Martelo pendular para ensaio de Charpy
2.3.6 Ensaio de Tensões Residuais - Método do Furo Cego
Tensões residuais são as tensões elásticas presentes em um corpo (estrutura ou
componente mecânico) na ausência de carregamentos externos e/ou gradientes de
temperatura [10]. As tensões residuais macroscópicas estão em equilíbrio para o
corpo como um todo [11 e 12]. Na prática não existe corpo livre de tensões residuais,
sendo que estas tensões podem ter um efeito benéfico ou prejudicial ao desempenho
do componente frente aos esforços mecânicos, térmicos ou químicos. Devido a sua
importância o controle e a medida das tensões residuais em componentes e estruturas
mecânicas é continuamente alvo de intensivos estudos [10, 12, 13 e 15]. Um
importante aspecto pode ser a associação das tensões residuais à ocorrência de
distorções nos componentes mecânicos. As tensões residuais são acumuladas no
componente como conseqüência dos processos de fabricação.
Atualmente, existem muitos métodos para a medida e determinação das tensões
residuais. Alguns são baseados na medida da deformação aliviada, devido à remoção
localizada de material (métodos semi-destrutivos). Outros são baseados na interação
entre o campo de tensões residuais e as propriedades físicas do material (métodos
não – destrutivos) [10 e 13].
72
Um dos métodos para análises de tensões residuais é conhecido como Método
do Furo Cego.
O Método do Furo Cego é um método semi-destrutivo (sempre que o volume de
material removido não for considerado prejudicial ao desempenho do componente ou
puder ser reparado) baseado na medida da deformação aliviada, causada pela
introdução de um pequeno furo na superfície do componente.
Geralmente, este furo é usinado através de pequenos incrementos e a
deformação aliviada é medida em três direções por um extensômetro de resistência
elétrica especial (ERE) [10, 11 e 13].
Como as tensões residuais não são completamente aliviadas na região do furo
cego, não é possível calculá-las através da lei de Hooke, pois não existe solução
matemática exata. Assim o método exige uma etapa de calibração experimental ou
computacional [12].
Para o cálculo das tensões residuais é necessário medir-se as deformações em
três direções diferentes e conhecidas, atuando no mesmo plano.
Assim, pode ser provado analiticamente que as tensões residuais principais
apresentam a relação com a deformação radial medida nos três extensômetros
descrita pela equação 1 [10 e 13]:
(1)
Onde σmax e σmin são as tensões residuais principais máximas e mínimas atuando
num plano paralelo a superfície, ε1, ε2, ε3 são as deformações aliviadas medidas nos
ERE’s 1, 2, 3, respectivamente e A e B são constantes de calibração.
Os valores numéricos para as constantes de calibração A e B dependem da
geometria do extensômetro usado, das propriedades do material e do raio e da
profundidade do furo.
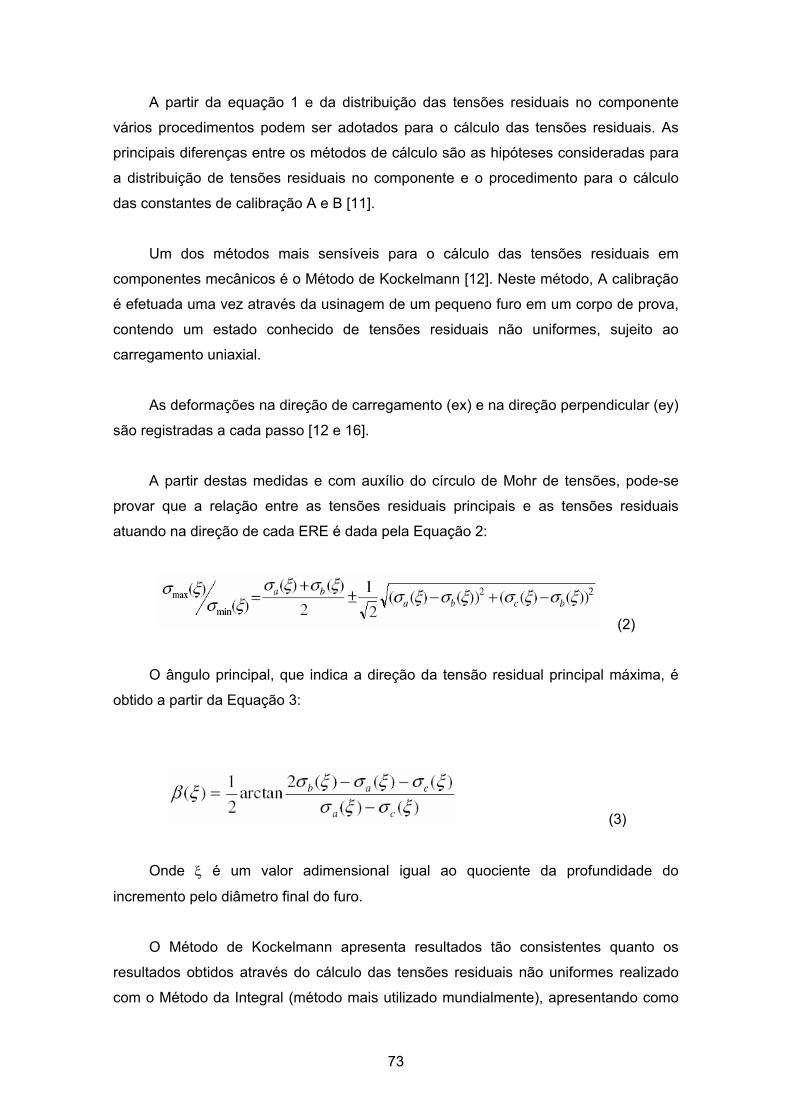
73
A partir da equação 1 e da distribuição das tensões residuais no componente
vários procedimentos podem ser adotados para o cálculo das tensões residuais. As
principais diferenças entre os métodos de cálculo são as hipóteses consideradas para
a distribuição de tensões residuais no componente e o procedimento para o cálculo
das constantes de calibração A e B [11].
Um dos métodos mais sensíveis para o cálculo das tensões residuais em
componentes mecânicos é o Método de Kockelmann [12]. Neste método, A calibração
é efetuada uma vez através da usinagem de um pequeno furo em um corpo de prova,
contendo um estado conhecido de tensões residuais não uniformes, sujeito ao
carregamento uniaxial.
As deformações na direção de carregamento (ex) e na direção perpendicular (ey)
são registradas a cada passo [12 e 16].
A partir destas medidas e com auxílio do círculo de Mohr de tensões, pode-se
provar que a relação entre as tensões residuais principais e as tensões residuais
atuando na direção de cada ERE é dada pela Equação 2:
(2)
O ângulo principal, que indica a direção da tensão residual principal máxima, é
obtido a partir da Equação 3:
(3)
Onde ξ é um valor adimensional igual ao quociente da profundidade do
incremento pelo diâmetro final do furo.
O Método de Kockelmann apresenta resultados tão consistentes quanto os
resultados obtidos através do cálculo das tensões residuais não uniformes realizado
com o Método da Integral (método mais utilizado mundialmente), apresentando como
74
vantagem adicional, uma sensibilidade menor aos erros de instrumentação e medidas
de deformação. Isso ocorre por que é impossível simular numericamente todas as
condições do ensaio e dos materiais. Deste modo a calibração experimental apresenta
maior representatividade na determinação do perfil de tensões residuais presente nos
componentes mecânicos [11 e 12].
2.3.7 Ensaio Metalográfico
Para se ter uma idéia aproximada da natureza de certos materiais metálicos ou
de como certas peças foram fabricadas, pode-se usar os seguintes exames
elementares:
a) Aspecto da superfície.
b) Aspecto da fratura.
c) Ação da lima.
d) Centelhas ao esmeril.
e) Atração pelo imã, sonoridade, etc.
Estes exames elementares são rápidos, econômicos e dão ao analista
experimentando uma série de informações básicas.
Entretanto, com o incremento da tecnologia, um controle mais severo tornou
necessário o exame em laboratório, com outros meios, ou seja, com máquinas,
aparelhos ou instrumentos que forneçam, de preferência, um valor numérico que
servirá para o confronto com normas e especificações.
Este procedimento constitui um critério justo e seguro na avaliação das
qualidades dos materiais, contribuindo para a correção dos defeitos e para melhoria da
qualidade. Ambos os controles, na oficina e no laboratório, se completam
perfeitamente.
O exame metalográfico procura relacionar a estrutura interna do material às
propriedades físicas, ao processo de fabricação, etc. Pode ser:
• Macrográfico
• Micrográfico
75
Macrografia
Consiste no exame do aspecto de uma superfície plana seccionada de uma peça
ou amostra metálica, devidamente polida e atacada por um reagente adequado. Por
seu intermédio tem-se uma idéia de conjunto, referente à homogeneidade do material,
à distribuição e natureza de falhas, impurezas; ao processo de fabricação. Para a
macrografia o aço é o material de maior interesse. Algumas das heterogeneidades
mais comuns nos aços são as seguintes:
• vazio, causado pelo resfriamento lento;
• segregação, causadas pelas impurezas e outros metais;
• dendritas, formação de grãos de vários tamanhos;
• trincas, devido às tensões excessivas no resfriamento.
Micrografia
Consiste no estudo dos produtos metalúrgicos, com o auxílio do microscópio,
permitindo observar a granulação do material, a natureza, forma, quantidade e
distribuição dos diversos constituintes ou de certas inclusões, etc. Estas observações
são de grande utilidade prática.

76
3 NORMAS PARA O PROJETO E CERTIFICAÇÃO DE SISTEMAS DE AMARRAÇÃO
Este capítulo apresenta os requisitos específicos de normas classificadoras,
normas internacionais e normas nacionais, aplicáveis ao objeto em estudo, no que diz
respeito aos requisitos de projeto de sistemas de ancoragem de unidades
estacionárias e no que diz respeito ao projeto de acessórios de linhas de amarração
de unidades estacionárias e/ou sua padronização, como aplicável, transcrevendo as
partes importantes de cada uma e traçando, na medida do possível, uma comparação
das mesmas.
3.1 BREVE HISTÓRICO
O estudo da referência [17] descreve que para utilização em sistemas de
ancoragem de plataformas flutuantes, as amarras foram adaptadas através dos anos
para atender às inovações dos requisitos da indústria offshore.
Quando a indústria offshore de óleo iniciou em 1960, as amarras em uso eram
projetadas especificamente para navios. Como as instalações offshore começaram a
exigir requisitos mais rigorosos, os padrões e normas para amarras offshore
começaram a se diferenciar de padrões e normas aplicados às amarras para navios.
Os principais marcos neste processo foram:
• Anos 70 Desenvolvimento da Norma API-2F [31], com a introdução do ORQ
como novo conceito e qualidade das amarras.
• Anos 80 Progresso no conceito do ORQ, com o desenvolvimento e
padronização da amarra de Grau 4 baseado, preliminarmente, nas normas do DNV-
CN 2.6 “Certification of Offshore Mooring Chain” [22] e do ABS “Guide for Certification
of Offshore Mooring Chain” [20].
• Primeira metade dos anos 90 Quebra do antigo conceito de projeto da
amarra com malhete (Stud Link Chain), com a introdução da amarra sem malhete
(Studless Chain), que começou a ser padronizada com a revisão da norma DNV-CN
2.6 “Certification of Offshore Mooring Chain” [22].

77
• Segunda metade dos anos 90 Os padrões de dimensionamento começaram
a mudar com a introdução das novas amarras de geometria e dimensão variáveis
(VGW Chain), projetadas para atender requisitos de projeto específicos, como no caso
de amarras sem malhete.
O desenvolvimento de novos projetos de amarras durante os anos 90 tornou
necessário considerar se os padrões existentes para amarras deveriam continuar em
seu formato atual, no que diz respeito às especificações relacionadas à garantia de
qualidade, propriedades mecânicas e constantes geométricas, por exemplo.
Os primeiros padrões para amarras tiveram início devido aos esforços do Lloyd´s
Register of Shipping (LRS) em Londres. Aqueles padrões tornaram possível um
enorme progresso em sistemas de ancoragem para o setor de navios.
Atualmente, os sistemas de amarração para instalações flutuantes offshore já
não seguem um único padrão e as causas disto são os diversos sistemas existentes e
as exigências e particularidades de cada locação. A cada ano surgem novos sistemas
no mercado para a produção, exploração, armazenamento e transporte de óleo e gás,
que são completamente diferentes de seus precursores e que possuem exigências
muito específicas para a amarração.
Além disso, tem surgido um crescente número de projetos para 25 anos de
operação contínua, que uma vez instalados não devem sair da locação. Isto significa
que a necessidade de troca ou reposição de trechos da linha foi praticamente
eliminada, o que exige projetos de sistemas de ancoragem confiáveis para permitir a
operação da mesma sem paradas.
Enquanto reconhecendo a grande virtude dos padrões de projeto geométrico de
ligações (conexões) de amarras, o qual harmonizou e facilitou a construção de
equipamentos de ancoragem como também permitiu a substituição de elos de amarras
em qualquer lugar no mundo, isto já não se aplicava aos mais recentes
desenvolvimentos na indústria offshore.
A padronização de características geométricas era vista como desnecessária
para muitos fornecedores de amarras da indústria offshore. Havia a possibilidade de
abandonar esta padronização, entretanto, existia um considerável número de
vantagens importantes, particularmente considerando os projetos de amarras de
78
geometria e dimensão variáveis (VGW Chain) e amarras sem malhete (Studless
Chain).
Os padrões atuais, sejam das normas classificadoras ou não, fazem um grande
esforço para padronizar e harmonizar os projetos de amarras, além da mera definição
de constantes geométricas, incluindo:
• Certificação e aprovação do material do fabricante das amarras;
• Garantia de qualidade para os fornecedores de amarras de aço;
• Características mecânicas que os materiais devem atender, em seu estado
natural e após a transformação em elo de amarra;
• Aprovação de projeto do produto;
• Exigências do controle do processo do produto, etc.
Vale ressaltar que o DNV CN 2.6 [22], que se tornou oficial em 1º de julho de
1996, aceitou pela primeira vez as variações nas constantes geométricas das amarras.
É necessário preservar e ser rígido com relação aos aspectos de padronização
que não estão relacionados às constantes geométricas, a fim de assegurar que o
projeto e a fabricação de novos produtos estejam inteiramente garantidos.
A seguir estão apresentados os termos gerais e a aplicação das principais
normas utilizadas nesta dissertação relacionadas ao objeto em estudo: ABS, DNV, BV,
IACS, API, ISO e NBR.
Ressalta-se que, apesar do Lloyd´s Register of Shipping (LRS), como descrito
acima, ter sido um dos grandes precursores para definição de padrões de ancoragem,
atualmente esta classificadora não tem atuação no campo offshore, no mercado
brasileiro, mas sim em navios. Por este motivo, estas normas não foram incluídas
nesta dissertação, uma vez que o objetivo principal está no projeto de sistemas
offshore.
Tendo em vista que as normas das Sociedades Classificadoras fazem parte do
principal objeto de estudo, as mesmas estão apresentadas em maiores detalhes. As
demais normas estão apresentadas e citadas para futuras referências e para
conhecimento do que existe disponível na literatura sobre o assunto.
79
As referências estão apresentadas ao início de cada item, facilitando a futura
consulta das normas para cada assunto específico.
3.2 NORMAS DAS SOCIEDADES CLASSIFICADORAS
As normas das Sociedades Classificadoras apresentam requisitos tanto para o
projeto do sistema de ancoragem permanente quanto para o projeto e a certificação de
cada componente e acessório da linha. Neste sentido, este item está divido desta
forma para melhor apresentação.
3.2.1 Projeto e Certificação do Sistema de Amarração
As informações descritas neste item foram obtidas das seguintes referências:
• ABS:
ABS Guide for Building and Classing Floating Production Installations,
2004 [18].
ABS Guidance Notes on the Application of Synthetic Ropes for Offshore
Mooring, 1999 [19].
• DNV:
DNV-OS-E-301, Position Mooring [21].
DNV CN 2.6, Certification of Offshore Mooring Chain, 1995 [22].
• BV:
BV Guidance Note NI 493 DTM R00 E, Classification of Mooring
Systems for Permanent Offshore Units, 2004 [23].
BV NR 216, Rules and Regulations for the Classification of Ships and
Offshore Installations [24].
BV NI 416 DTO R00 E, Quasi-Dynamic Analysis of Mooring Systems
Using Ariane Software – Guidance Note, 1998 [25].
O sistema de ancoragem de uma unidade compreende os elementos da linha de
amarração e os pontos de ancoragem (âncoras ou estacas). O seu objetivo é manter a
unidade na locação, em operação ou não.
80
A certificação do projeto do sistema de ancoragem é mandatória como condição
de classe para unidades estacionárias de produção e/ou armazenamento e/ou
offloading, segundo as normas das Sociedades Classificadoras.
Sendo assim, o cálculo do sistema de ancoragem, demonstrando que os
componentes das linhas são capazes de atender aos fatores de segurança requeridos
pelas normas deve ser submetido à classe e aprovado pela mesma, como condição de
classe da unidade. Os itens a serem considerados para o projeto do sistema de
ancoragem estão descritos a seguir.
3.2.1.1 Condições ambientais de projeto
As normas estabelecem que o sistema de ancoragem deve ser projetado para
resistir às condições ambientais extremas (DEC), ou seja, com período de retorno
centenário.
Desta forma, as ações ambientais de onda, vento e corrente devem ser
combinadas de forma a se obter as cargas ambientais aplicáveis ao projeto específico.
As grandezas específicas que definem as condições ambientais de vento (velocidade),
corrente (velocidade) e onda (altura e período) são retiradas de documentos que
apresentem as condições ambientais específicas para a locação pretendida da
unidade, que devem ser submetidos para a Classificadora (metocean data).
Para unidades que possuem sistemas de ancoragem desconectáveis, as
condições ambientais para as quais o sistema deve ser desconectado devem ser
claramente especificadas no projeto e no Manual de Operações da unidade.
Embora todas as Classificadoras considerem as condições centenárias para o
projeto de sistemas permanentes, as condições de projeto típicas de cada uma são
definidas de forma distinta, como resumido a seguir.
Bureau Veritas (BV):
Duas condições típicas, não colineares, são requeridas pelas normas do BV e
são definidas como:
81
• Onda predominante (onda com período de retorno de 100 anos, vento com
período de retorno mínimo de 50 anos e corrente com período de retorno mínimo de
10 anos): onda e vento associados com incidência variando de -60° a +60° e corrente
e vento associados com incidência variando de -60° a +60°.
• Corrente predominante (corrente com período de retorno de 100 anos, vento
com período de retorno mínimo de 10 anos e onda com período de retorno mínimo de
10 anos): onda e vento associados com incidência variando de -30° a +30° e corrente
e vento associados com incidência variando de -60° a +90°.
American Bureau of Shipping (ABS):
Duas condições típicas, colineares, são requeridas pelas normas do ABS e são
definidas como:
• Ondas centenárias com vento e corrente associados (normalmente ventos
centenários e correntes decenárias).
• Ventos centenários com ondas e corrente associados (normalmente ondas
decenárias e correntes centenárias).
Em regiões que possuem altas correntes, combinações adicionais podem ser
requeridas. As condições ambientais devem ser combinadas de forma colinear, mas
podem ainda ser não-colineares, caso resultem em combinações mais desfavoráveis.
Det Norske Veritas (DNV):
Basicamente a norma do DNV requer que as combinações de condições
ambientais estejam baseadas em ondas e ventos centenários associados a correntes
decenárias. Condições adicionais também podem ser requeridas em regiões com altas
correntes, que resultam normalmente em condições de vento e corrente centenárias
com onda decenária. Normalmente as combinações são colineares, mas também
podem ser não-colineares caso resultem em condições mais desfavoráveis.

82
3.2.1.2 Metodologia de análise e critérios de projeto
Em termos gerais, o sistema de ancoragem deve ser projetado para condições
intactas (todas as linhas do sistema intactas), para falha de uma das linhas e para
resistir às cargas cíclicas que podem levar à fadiga.
No entanto, mesmo apresentando as mesmas condições de projeto descritas
acima, existem algumas diferenças entre as filosofias do DNV e do ABS / BV. Nota-se
que o ABS e o BV apresentam a mesma filosofia de projeto, tratando basicamente da
análise de tensões, diferentemente do DNV que trabalha com a análise de estado
limite. Ao longo deste item, as normas estarão dividas, onde aplicável, para um melhor
entendimento.
Det Norske Veritas (DNV):
De acordo com o DNV, o sistema de ancoragem deve ser projetado de acordo
com os critérios de projeto formulados em termos de 3 estados limites:
• Um estado limite de resistência última ULS (ultimate limit strength) para
assegurar que as linhas de ancoragem apresentem resistência suficiente para suportar
os efeitos dos carregamentos impostos pelas ações ambientais extremas.
• Um estado limite acidental ALS (accidental limit state) para assegurar que o
sistema de ancoragem é adequado para suportar a falha de uma linha de ancoragem.
• Um estado limite de fadiga FLS (fatigue limit state) para assegurar que as
linhas de ancoragem são adequadas para suportar carregamentos cíclicos.
Cada estado limite é formulado através de uma equação de projeto, da seguinte
forma:
Capacidade de projeto – Efeito do carregamento ≥ 0
83
Onde, tipicamente:
Capacidade de projeto = (capacidade característica / fator de segurança
associado)
Efeito de carregamento = efeito de carregamento característico x fator de
segurança associado
Sendo assim, as normas do DNV definem basicamente cada capacidade
característica e cada efeito de carregamento característico e os fatores de segurança
associados a cada um.
De acordo com o Bureau Veritas (BV) e com o American Bureau of Shipping (ABS), as seguintes condições de projeto devem ser consideradas:
• Condição Intacta onde o sistema é analisado considerando-se todas as
linhas intactas, para suportar as condições ambientais centenárias de projeto.
• Condição de linha rompida onde o sistema de ancoragem é analisado
considerando-se a perda de uma linha de ancoragem, para suportar as condições
centenárias de projeto. Normalmente, o rompimento da linha sujeita ao carregamento
máximo na condição intacta é o que determina a pior condição de linha rompida a ser
analisada. Em geral, os projetos levam em consideração a falha das 2 linhas mais
carregadas do sistema.
• Condição transiente é a condição transiente entre o rompimento de uma
linha e a nova posição de equilíbrio do sistema. Esta condição é muito importante no
caso da necessidade de verificar o desvio da unidade devido a proximidade com
outras unidades ou obstáculos, pois pode resultar em valores altos de desvio da
unidade. Esta condição também deve ser analisada para as condições centenárias de
projeto.
Para cada condição de projeto acima, as normas estabelecem fatores de
segurança para análise de tensão máxima na linha.
84
Além da análise de tensão, assim como no caso do DNV, a resistência à fadiga
das linhas também deve ser analisada para os fatores de segurança definidos nas
normas.
A seguir estão descritos os itens de projeto definidos nas normas, considerando
as condições ambientais de projeto e as metodologias de projeto apresentadas.
A) Análise de tensão máxima na linha
As tensões nos diversos trechos (componentes) das linhas devem ser analisadas
para as condições ambientais e condições de projeto acima mencionadas.
De maneira geral, de acordo com o BV e com o ABS, a tensão máxima na linha é
determinada conforme indicado a seguir.
Tmax = Tmédia + Tlfmax + Twfsig, quando Tlfmax > Twfmax
Tmax = Tmédia + Twfmax + Tlfsig, quando Twfmax > Tlfmax
Onde:
Tmax = tensão máxima na linha
Tmédia = tensão média na linha (definida como a tensão na linha correspondente
ao offset médio da unidade)
Tlfmax = tensão máxima devida aos movimentos relacionados a vento e onda de
baixa freqüência
Twfmax = tensão máxima devida aos movimentos na freqüência de onda
Tlfsig = tensão significativa devida aos movimentos relacionados a vento e onda
de baixa freqüência
Twfsig = tensão significativa devida aos movimentos na freqüência de onda
Os seguintes fatores de segurança devem ser aplicados para a determinação da
tensão máxima admissível na linha e conseqüente definição do sistema de
ancoragem, considerando o MBL (minimum break load – carga mínima de ruptura) de
cada trecho da linha.
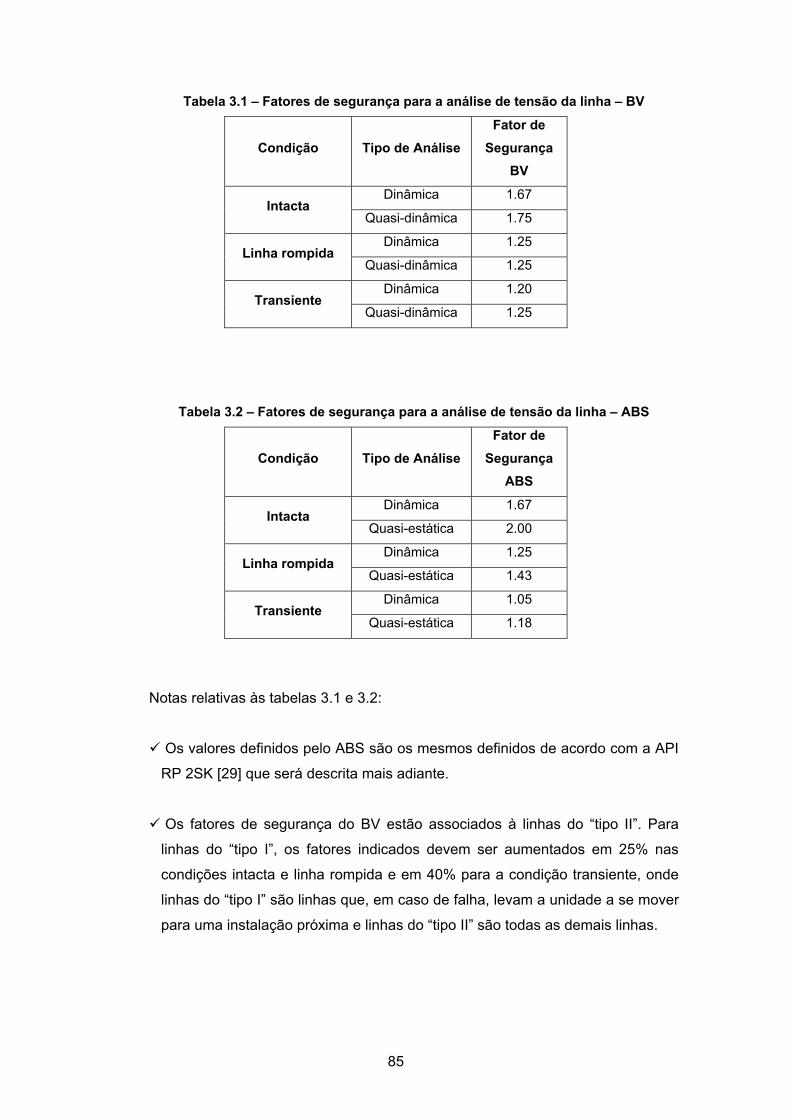
85
Tabela 3.1 – Fatores de segurança para a análise de tensão da linha – BV
Condição Tipo de Análise Fator de
Segurança BV
Dinâmica 1.67 Intacta
Quasi-dinâmica 1.75
Dinâmica 1.25 Linha rompida
Quasi-dinâmica 1.25
Dinâmica 1.20 Transiente
Quasi-dinâmica 1.25
Tabela 3.2 – Fatores de segurança para a análise de tensão da linha – ABS
Condição Tipo de Análise Fator de
Segurança ABS
Dinâmica 1.67 Intacta
Quasi-estática 2.00
Dinâmica 1.25 Linha rompida
Quasi-estática 1.43
Dinâmica 1.05 Transiente
Quasi-estática 1.18
Notas relativas às tabelas 3.1 e 3.2:
Os valores definidos pelo ABS são os mesmos definidos de acordo com a API
RP 2SK [29] que será descrita mais adiante.
Os fatores de segurança do BV estão associados à linhas do “tipo II”. Para
linhas do “tipo I”, os fatores indicados devem ser aumentados em 25% nas
condições intacta e linha rompida e em 40% para a condição transiente, onde
linhas do “tipo I” são linhas que, em caso de falha, levam a unidade a se mover
para uma instalação próxima e linhas do “tipo II” são todas as demais linhas.
86
Vale ressaltar que para sistemas compostos de linhas de material sintético
(poliéster ou material equivalente), estes trechos estão sujeitos a fatores de segurança
superiores aos valores acima, conforme indicado a seguir:
Bureau Veritas (BV):
Os fatores de segurança devem ser aumentados em 10% para linhas de
poliéster e 20% para outros materiais.
American Bureau of Shipping (ABS):
• Condição intacta / Análise dinâmica FS = 1.82 (aumento de
aproximadamente 9%)
• Condição de linha rompida / Análise dinâmica FS = 1.43 (aumento de
aproximadamente 14%)
• Condição transiente / Análise dinâmica FS = 1.17 (aumento de
aproximadamente 11%)
As diferenças básicas entre as análises quasi-estática, quasi-dinâmica e
dinâmica estão indicadas a seguir:
Análise quasi-estática: Neste tipo de análise as tensões nas linhas são
avaliadas de acordo com respostas estáticas da linha em função de
deslocamentos/carregamentos que são aplicados na unidade como cargas estáticas.
Os movimentos da unidade e os efeitos associados à massa adicional e ao
amortecimento, bem como a aceleração do fluido, não são levados em consideração
no cálculo. Desta forma, esta metodologia é recomendada apenas para o estágio
inicial de projeto do sistema de amarração, não sendo aceita como projeto final.
Análise quasi-dinâmica: Neste tipo de análise a resposta dinâmica da unidade
é calculada através de uma combinação de análise no domínio do tempo e da
freqüência, levando-se em consideração a resposta quasi-estática da linha. Com isto,
a tensão na linha é avaliada de forma quasi-estática considerando-se os movimentos
da unidade, avaliados como descrito acima.
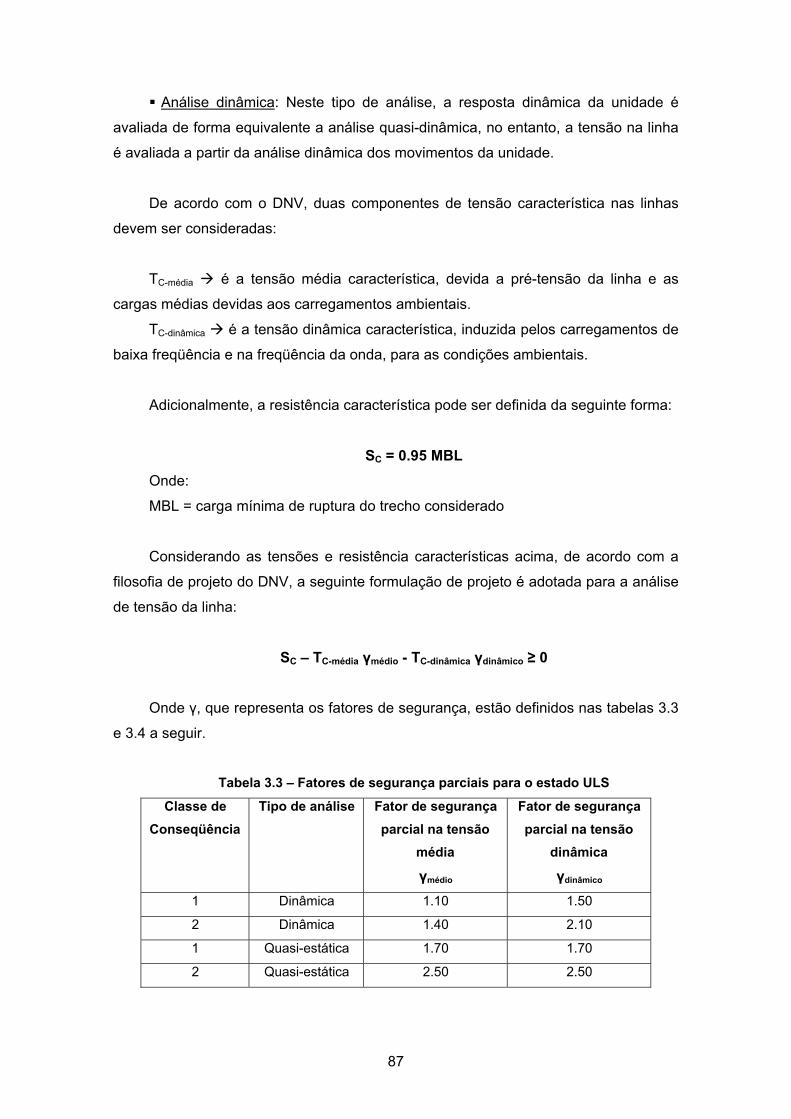
87
Análise dinâmica: Neste tipo de análise, a resposta dinâmica da unidade é
avaliada de forma equivalente a análise quasi-dinâmica, no entanto, a tensão na linha
é avaliada a partir da análise dinâmica dos movimentos da unidade.
De acordo com o DNV, duas componentes de tensão característica nas linhas
devem ser consideradas:
TC-média é a tensão média característica, devida a pré-tensão da linha e as
cargas médias devidas aos carregamentos ambientais.
TC-dinâmica é a tensão dinâmica característica, induzida pelos carregamentos de
baixa freqüência e na freqüência da onda, para as condições ambientais.
Adicionalmente, a resistência característica pode ser definida da seguinte forma:
SC = 0.95 MBL Onde:
MBL = carga mínima de ruptura do trecho considerado
Considerando as tensões e resistência características acima, de acordo com a
filosofia de projeto do DNV, a seguinte formulação de projeto é adotada para a análise
de tensão da linha:
SC – TC-média γmédio - TC-dinâmica γdinâmico ≥ 0
Onde γ, que representa os fatores de segurança, estão definidos nas tabelas 3.3
e 3.4 a seguir.
Tabela 3.3 – Fatores de segurança parciais para o estado ULS
Classe de Conseqüência
Tipo de análise Fator de segurança parcial na tensão
média
γmédio
Fator de segurança parcial na tensão
dinâmica
γdinâmico
1 Dinâmica 1.10 1.50
2 Dinâmica 1.40 2.10
1 Quasi-estática 1.70 1.70
2 Quasi-estática 2.50 2.50
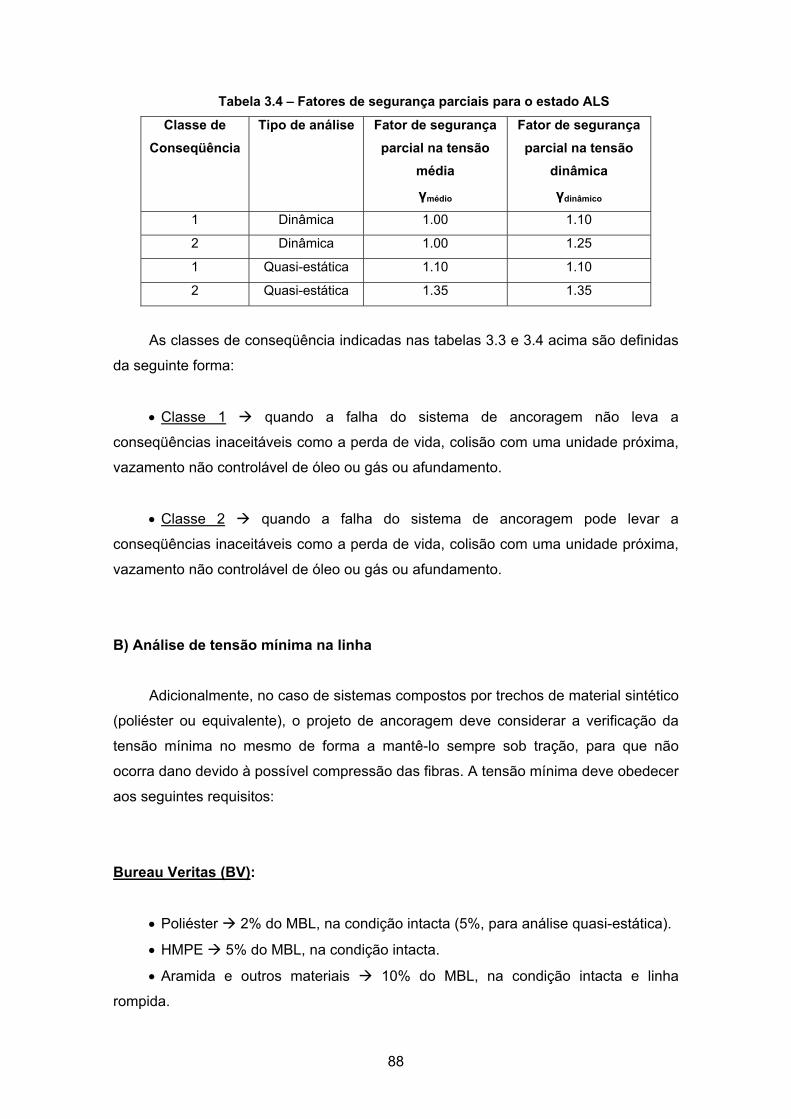
88
Tabela 3.4 – Fatores de segurança parciais para o estado ALS
Classe de Conseqüência
Tipo de análise Fator de segurança parcial na tensão
média
γmédio
Fator de segurança parcial na tensão
dinâmica
γdinâmico
1 Dinâmica 1.00 1.10
2 Dinâmica 1.00 1.25
1 Quasi-estática 1.10 1.10
2 Quasi-estática 1.35 1.35
As classes de conseqüência indicadas nas tabelas 3.3 e 3.4 acima são definidas
da seguinte forma:
• Classe 1 quando a falha do sistema de ancoragem não leva a
conseqüências inaceitáveis como a perda de vida, colisão com uma unidade próxima,
vazamento não controlável de óleo ou gás ou afundamento.
• Classe 2 quando a falha do sistema de ancoragem pode levar a
conseqüências inaceitáveis como a perda de vida, colisão com uma unidade próxima,
vazamento não controlável de óleo ou gás ou afundamento.
B) Análise de tensão mínima na linha
Adicionalmente, no caso de sistemas compostos por trechos de material sintético
(poliéster ou equivalente), o projeto de ancoragem deve considerar a verificação da
tensão mínima no mesmo de forma a mantê-lo sempre sob tração, para que não
ocorra dano devido à possível compressão das fibras. A tensão mínima deve obedecer
aos seguintes requisitos:
Bureau Veritas (BV):
• Poliéster 2% do MBL, na condição intacta (5%, para análise quasi-estática).
• HMPE 5% do MBL, na condição intacta.
• Aramida e outros materiais 10% do MBL, na condição intacta e linha
rompida.
89
American Bureau of Shipping (ABS):
• Poliéster 5% do MBL
• HMPE 10% do MBL
• Aramida 10% do MBL
Nota: O ABS não especifica a condição específica para quais os valores acima
são estabelecidos, os mesmos referem-se a menor tensão obtida em toda a análise,
considerando as condições intactas, transientes e linha rompida e análises quasi-
estática e dinâmica.
Det Norske Veritas (DNV):
O DNV não especifica nenhum fator de segurança adicional em sua norma. As
regras do DNV remetem às normas API RP 2SM [30] e API RP 2SK [29], onde
nenhum fator de segurança adicional é recomendado para o caso de linhas de
poliéster, ou seja, são utilizados os mesmos fatores dos cabos de aço e amarras.
Ressalta-se somente que o MBL (minimum break load – carga mínima de ruptura) da
linha de poliéster é definido como o MBL médio menos 2 vezes o desvio padrão num
conjunto de, no mínimo, 5 amostras de cabos testados.
C) Análise de fadiga
O projeto do sistema de ancoragem também deverá incluir uma verificação da
resistência à fadiga, para o tempo de operação proposto (vida útil).
De acordo com a metodologia do BV e do ABS, o dano à linha é avaliado
considerando cada variação de tensão “i” e o dano acumulado da linha é calculado
através da Regra de Miner:
∑=
=
=nni
i i
i
Nn
D1
90
Onde:
D = dano acumulado
ni = número de ciclos dentro de cada variação de tensão “i”
Ni = número de ciclos que leva à falha, para a determinada variação de tensão
“i”, de acordo com a curva T-N apropriada, conforme descrito a seguir
nn = número total de estados de mar (de acordo com os dados de onda – wave
scatter diagram) para a locação
N Rm = K
Onde:
N = definido acima
K e m = parâmetros da curva T-N para cada componente específico
R = razão entre a variação de tensão e o MBL do trecho da linha
Levando-se em consideração a metodologia acima, os seguintes fatores de
segurança devem ser considerados para a determinação da vida útil mínima de projeto
da linha:
ABS:
• Áreas inspecionáveis FS = 3.0
• Áreas não-inspecionáveis FS = 10.0
BV:
• Para os componentes localizados na extremidade junto à unidade 3.0
• Para os componentes ligados aos pontos de ancoragem 10.0
• Para os demais componentes da linha 6.0
Com relação às formulações apresentadas acima e a metodologia de cálculo, as
seguintes observações podem ser ressaltadas:
91
• Os parâmetros da curva T-N podem ser obtidos da API RP 2SK [29] que define
valores padrões, obtidos através de testes, para diferentes componentes da
linha (cabo de aço, elos de conexão, amarras).
• Os parâmetros da curva T-N obtidos de acordo com a referência acima foram
obtidos para materiais do tipo “Grau R3”. Sendo assim, independente do grau
utilizado na linha, o “MBL” do trecho a ser analisado deve ser definido para o
“Grau R3”.
Adicionalmente, percebe-se na prática que os parâmetros definidos pela API RP
2SK [29] não englobam todos os tipos de acessórios normalmente encontrados nos
sistemas de ancoragem, visto que os mesmos estão evoluindo ao longo do tempo.
Neste sentido, é comum, para avaliação da resistência à fadiga que o projetista,
ao invés de calcular o dano específico para o acessório em si (não padronizado), o
mesmo compare a distribuição de tensão no acessório com a distribuição de tensão na
amarra associada. Uma vez que a distribuição de tensão se mostre mais favorável
para o acessório, e considerando-se que a amarra foi verificada quanto à resistência à
fadiga para a locação e aplicação pretendida, pode-se considerar que o acessório
também apresentará vida útil à fadiga satisfatória. Esta metodologia não dispensa os
testes de resistência estrutural do acessório, que serão indicados mais adiante.
De acordo com a metodologia do DNV, a seguinte equação de estado limite para
fadiga é considerada no projeto:
1 – dC γF ≥ 0
Onde:
dC é o dano à fadiga característico acumulado resultante das cargas cíclicas
durante a vida útil de projeto.
γF fator de segurança
= 5, quando dF ≤ 0,8
= 5 + 3 [(dF – 0,8)/(0,2)], quando dF > 0,8
dF razão de dano acumulado à fadiga entre 2 linhas adjacentes (a mais
carregada e a menos carregada). dF não pode ser maior do que 1,0.

92
D) Análise do offset máximo da unidade
A verificação do passeio máximo da unidade (offset) não é, em geral, escopo de
classificação. A definição do passeio máximo é um requisito de projeto e está
normalmente relacionado ao passeio máximo admissível para o sistema de risers.
E) Consideração da corrosão e abrasão da linha
Durante o projeto do sistema de amarração, uma margem de segurança relativa
à corrosão e/ou abrasão deve ser considerada para os trechos aplicáveis de cabo de
aço e amarra da linha. Normalmente, de acordo com API RP 2SK [29], para amarras, esta margem é de 0,2 mm a 0,4 mm, por ano de serviço, para redução no diâmetro
nominal, na região da linha d´água (splash zone) e 0,1 mm a 0,2 mm, por ano de
serviço, para redução no diâmetro nominal, para as demais regiões e, para cabos de
aço, esta margem é de 0,1 mm a 0,2 mm, por ano de serviço, para redução no
diâmetro nominal.
Sendo assim, o projeto deve estar baseado no diâmetro reduzido, ou seja, a
resistência da linha (MBL e fatores de segurança) deve ser avaliada considerando-se
o diâmetro reduzido.
As normas do DNV não seguem as recomendações acima, propostas pela API
RP 2SK [29], definindo margens em suas próprias normas para a margem de corrosão
das amarras, como exemplificado a seguir:
Tabela 3.5 – Margem de corrosão do DNV, relativa ao diâmetro nominal da amarra.
Parte da linha de ancoragem
Sem inspeção (mm / ano)
Inspeção regular
(mm / ano)
Na região da linha
d´água 0.4 0.2
Na região da catenária 0.3 0.2
No fundo 0.4 0.3
93
F) Pontos de ancoragem
As normas estabelecem ainda requisitos de projeto para os pontos de
ancoragem, no que diz respeito aos fatores de segurança relacionados ao cálculo
efetivo da capacidade de cravação (holding power) dos mesmos. As normas
abrangem basicamente a determinação da capacidade de cravação requerida para os
pontos de ancoragem, sejam estes âncoras convencionais, âncoras verticais ou
estacas (sucção, torpedo ou cimentadas).
Uma vez que este item não está diretamente relacionado ao assunto desta
dissertação, o mesmo não será analisado em detalhes. No entanto, vale ressaltar que,
em adição às âncoras convencionais e âncoras verticais, que são padronizadas e
tabeladas (poder de cravação em função do solo e âncora específica) os projetos
atuais consideram estacas como os pontos de ancoragem, podendo as mesmas ser
de sucção, torpedo ou cimentadas. Para estes casos específicos, o projeto das
mesmas deve ser submetido à aprovação da Sociedade Classificadora. O projeto
inclui a verificação da resistência estrutural da estaca e a determinação da capacidade
de carga da mesma, através de cálculo de carga determinados normalmente através
dos requisitos contidos na API RP 2A [27] e API RP 2T [28]. Estes cálculos são
fundamentais para aprovação das estacas, uma vez que as mesmas não estão
sujeitas a teste de carga após sua instalação, como é o caso das âncoras. Sendo
assim, os cálculos são as únicas evidências de que o poder de cravação requerido
para o sistema proposto está sendo atingido.
3.2.2 Projeto e Certificação dos Acessórios de Amarração para Amarras
As informações descritas neste item foram obtidas das seguintes referências:
• ABS
ABS Guide for Certification of Offshore Mooring Chain, 1999 [20].
• BV
BV Guidance Note NI 493 DTMR00 E – Classification of Mooring
Systems for Permanent Offshore Units, 2004 [23].
• DNV
DNV CN 2.6, Classification Notes, Certification of Offshore Mooring
Chain, 1995 [22].
94
• IACS
IACS UR W22, International Association of Classification Societies,
Unified Requirement W22 – Material and Welding – Offshore Mooring
Chain, 2004 [26].
Todos os acessórios utilizados no sistema de amarração permanente de
unidades estacionárias também devem ser aprovados pela Sociedade Classificadora.
Adicionalmente, os acessórios para linhas de amarração devem ser fabricados através
de processos aprovados e por empresas certificadas de acordo com os requisitos
estabelecidos nas normas.
Os requisitos básicos para a certificação do projeto e dos acessórios,
relacionados à amarras, estão descritos a seguir para as 3 normas das Classificadoras
utilizadas nesta dissertação. Ressalta-se que estes requisitos estão ainda descritos no
Requisito W22 (Offshore Mooring Chain) da IACS (International Association of
Classification Societies) [26] que representa os requisitos unificados da Associação
Internacional das Sociedades Classificadoras. Sendo assim, os itens estabelecidos
pela IACS W22 estão também apresentados a seguir.
Ressalta-se ainda que, exceto onde especificamente indicado, todos os itens
descritos a seguir são válidos e equivalentes para o ABS, o BV, o DNV e a IACS.
3.2.2.1 Projeto
Todos os componentes e acessórios utilizados na amarração permanente de
sistemas estacionários de produção devem ser projetados a partir de padrões
reconhecidos. Caso contrário, ou seja, para projetos que não estejam seguindo
nenhum padrão, os desenhos detalhados juntamente com os cálculos deverão ser
submetidos para aprovação. Os cálculos deverão comprovar a adequação dos
acessórios quanto aos requisitos de tensão e a resistência à fadiga para a vida útil
pretendida da unidade ancorada.
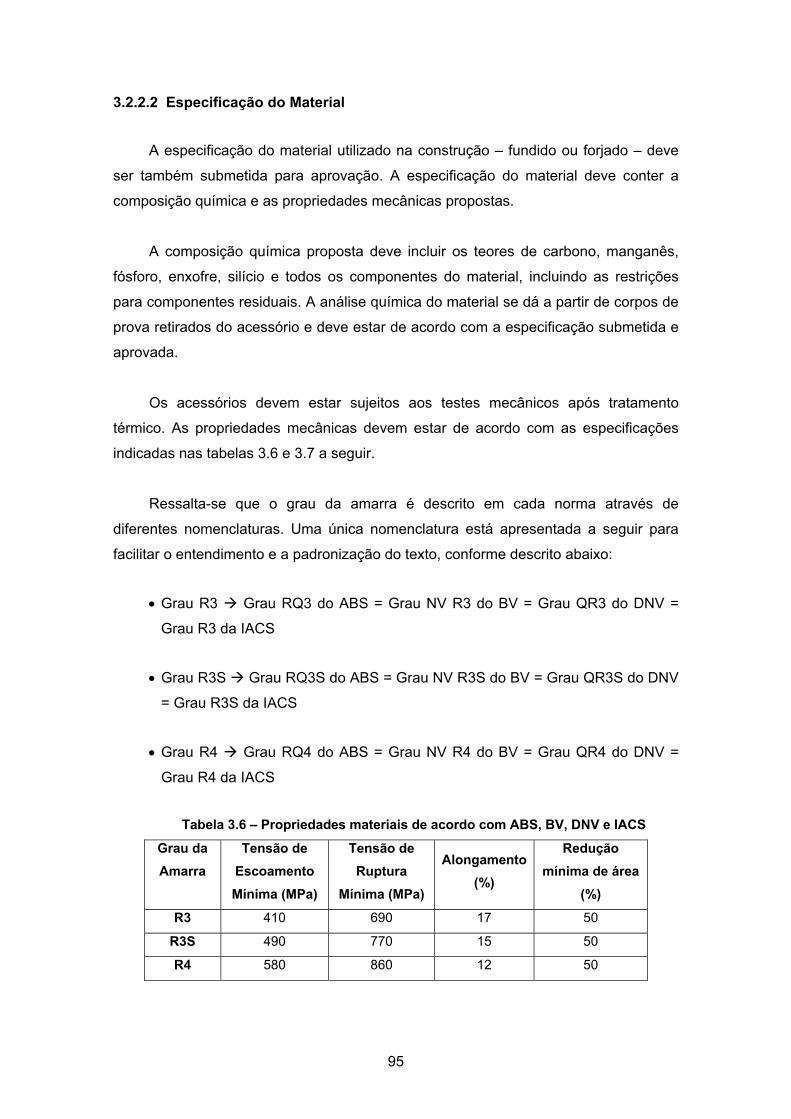
95
3.2.2.2 Especificação do Material
A especificação do material utilizado na construção – fundido ou forjado – deve
ser também submetida para aprovação. A especificação do material deve conter a
composição química e as propriedades mecânicas propostas.
A composição química proposta deve incluir os teores de carbono, manganês,
fósforo, enxofre, silício e todos os componentes do material, incluindo as restrições
para componentes residuais. A análise química do material se dá a partir de corpos de
prova retirados do acessório e deve estar de acordo com a especificação submetida e
aprovada.
Os acessórios devem estar sujeitos aos testes mecânicos após tratamento
térmico. As propriedades mecânicas devem estar de acordo com as especificações
indicadas nas tabelas 3.6 e 3.7 a seguir.
Ressalta-se que o grau da amarra é descrito em cada norma através de
diferentes nomenclaturas. Uma única nomenclatura está apresentada a seguir para
facilitar o entendimento e a padronização do texto, conforme descrito abaixo:
• Grau R3 Grau RQ3 do ABS = Grau NV R3 do BV = Grau QR3 do DNV =
Grau R3 da IACS
• Grau R3S Grau RQ3S do ABS = Grau NV R3S do BV = Grau QR3S do DNV
= Grau R3S da IACS
• Grau R4 Grau RQ4 do ABS = Grau NV R4 do BV = Grau QR4 do DNV =
Grau R4 da IACS
Tabela 3.6 – Propriedades materiais de acordo com ABS, BV, DNV e IACS
Grau da Amarra
Tensão de Escoamento Mínima (MPa)
Tensão de Ruptura
Mínima (MPa)
Alongamento (%)
Redução mínima de área
(%)
R3 410 690 17 50
R3S 490 770 15 50
R4 580 860 12 50
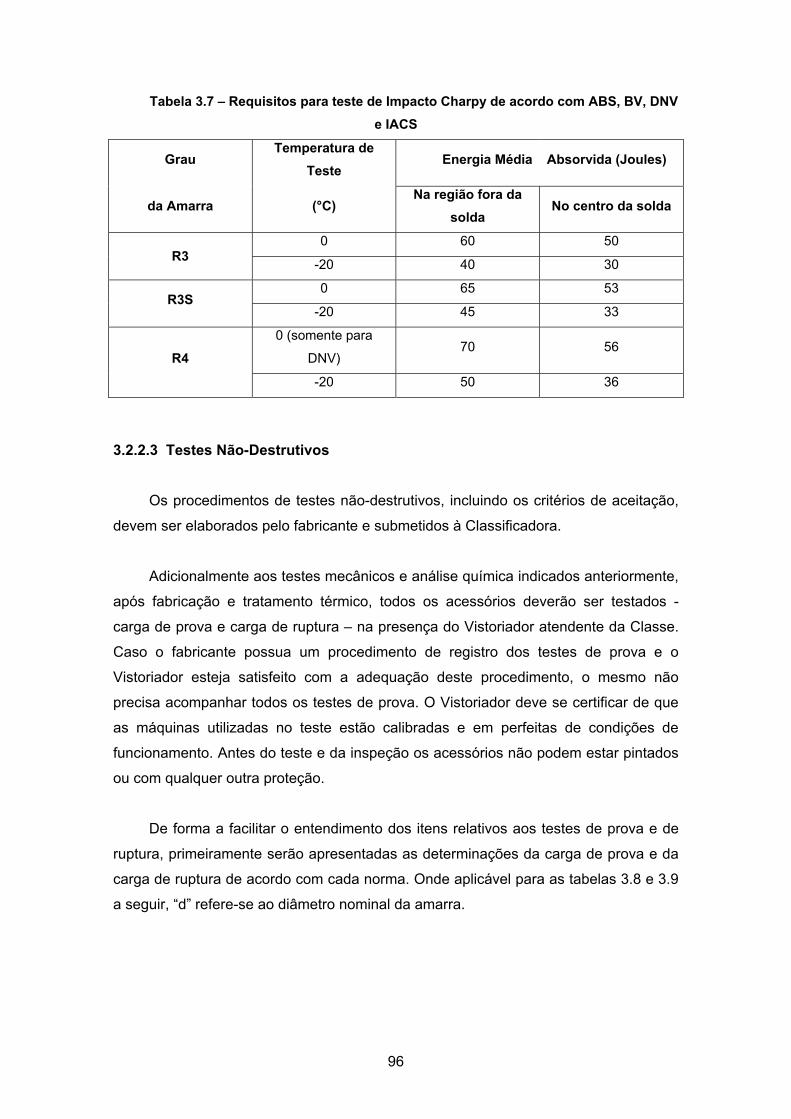
96
Tabela 3.7 – Requisitos para teste de Impacto Charpy de acordo com ABS, BV, DNV e IACS
Grau Temperatura de
Teste Energia Média Absorvida (Joules)
da Amarra (°C) Na região fora da
solda No centro da solda
0 60 50 R3 -20 40 30
0 65 53 R3S
-20 45 33
0 (somente para
DNV) 70 56
R4
-20 50 36
3.2.2.3 Testes Não-Destrutivos
Os procedimentos de testes não-destrutivos, incluindo os critérios de aceitação,
devem ser elaborados pelo fabricante e submetidos à Classificadora.
Adicionalmente aos testes mecânicos e análise química indicados anteriormente,
após fabricação e tratamento térmico, todos os acessórios deverão ser testados -
carga de prova e carga de ruptura – na presença do Vistoriador atendente da Classe.
Caso o fabricante possua um procedimento de registro dos testes de prova e o
Vistoriador esteja satisfeito com a adequação deste procedimento, o mesmo não
precisa acompanhar todos os testes de prova. O Vistoriador deve se certificar de que
as máquinas utilizadas no teste estão calibradas e em perfeitas de condições de
funcionamento. Antes do teste e da inspeção os acessórios não podem estar pintados
ou com qualquer outra proteção.
De forma a facilitar o entendimento dos itens relativos aos testes de prova e de
ruptura, primeiramente serão apresentadas as determinações da carga de prova e da
carga de ruptura de acordo com cada norma. Onde aplicável para as tabelas 3.8 e 3.9
a seguir, “d” refere-se ao diâmetro nominal da amarra.
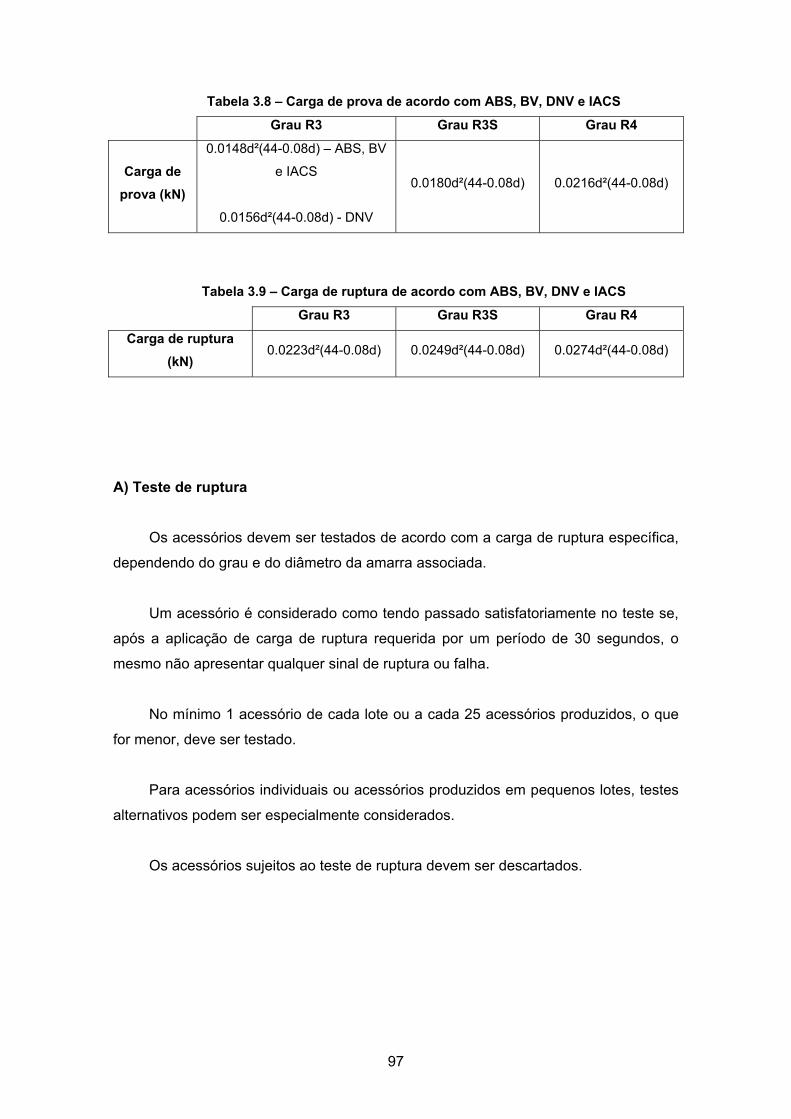
97
Tabela 3.8 – Carga de prova de acordo com ABS, BV, DNV e IACS
Grau R3 Grau R3S Grau R4
Carga de prova (kN)
0.0148d²(44-0.08d) – ABS, BV
e IACS
0.0156d²(44-0.08d) - DNV
0.0180d²(44-0.08d) 0.0216d²(44-0.08d)
Tabela 3.9 – Carga de ruptura de acordo com ABS, BV, DNV e IACS
Grau R3 Grau R3S Grau R4
Carga de ruptura (kN)
0.0223d²(44-0.08d) 0.0249d²(44-0.08d) 0.0274d²(44-0.08d)
A) Teste de ruptura
Os acessórios devem ser testados de acordo com a carga de ruptura específica,
dependendo do grau e do diâmetro da amarra associada.
Um acessório é considerado como tendo passado satisfatoriamente no teste se,
após a aplicação de carga de ruptura requerida por um período de 30 segundos, o
mesmo não apresentar qualquer sinal de ruptura ou falha.
No mínimo 1 acessório de cada lote ou a cada 25 acessórios produzidos, o que
for menor, deve ser testado.
Para acessórios individuais ou acessórios produzidos em pequenos lotes, testes
alternativos podem ser especialmente considerados.
Os acessórios sujeitos ao teste de ruptura devem ser descartados.

98
B) Teste de prova
Todos os acessórios devem ter teste de carga de prova, para a carga específica
dependendo do grau e do diâmetro da amarra associada.
Após o teste de prova, todos os acessórios estão sujeitos a exame visual.
No mínimo 1 acessório (do mesmo tipo, dimensão e resistência nominal) dentro
de 25 (4%) deve ser checado para controle dimensional após o teste de prova, de
acordo com o ABS, com o DNV e com a IACS. De acordo com o BV, no mínimo 5% (1
em cada 20) deve ser verificado.
O fabricante deve fornecer dados indicativos do cumprimento aos requisitos de
projeto, de acordo com cada Classificadora.
C) Inspeção visual e não-destrutiva
O fabricante deve fornecer dados que comprovem que testes não destrutivos
foram realizados satisfatoriamente. Os dados devem conter referências quanto à
qualificação do operador e técnicas utilizadas.
D) Exame de ultra-som
Todos os acessórios, forjados ou fundidos, estão sujeitos a inspeção por ultra-
som.
E) Falhas no teste
Caso ocorra falha de algum teste, o lote inteiro deve ser rejeitado a menos que a
causa da falha possa ser determinada e possa ser demonstrado para o Vistoriador que
as condições que causaram a falha não estão presentes nos demais acessórios do
lote.
99
3.2.2.4 Marcações e Certificação
Todos os acessórios devem ter marcações que indicam o número do certificado,
que os mesmos foram testados, que identificam o fabricante, etc.
Certificados individuais devem ser emitidos para cada tipo de acessório. O
número de identificação do acessório é incluído no certificado.
3.2.2.5 Documentação do Fabricante
Um relatório de teste e inspeção completo deve ser fornecido pelo fabricante
para cada ordem de serviço. O relatório, em forma de booklet, deve conter todas as
verificações dimensionais das peças, resultados dos testes e das inspeções,
fotografias, itens em não-conformidade e ação corretiva, caso aplicável.
3.2.2.6 Nota Final
Ressalta-se que todos os acessórios da linha de amarração, bem como partes
integrantes não padronizadas, devem ser projetadas e aprovadas/certificadas pelas
normas Classificadoras. Este item apresentou apenas requisitos para acessórios de
amarras por estarem diretamente relacionados ao objeto em estudo, contudo, demais
acessórios, como soquetes para cabos de aço, por exemplo, devem ser aprovados e
certificados pelas Classificadoras para serem utilizados em linhas de ancoragem de
sistemas permanentes.
3.3 OUTRAS NORMAS INTERNACIONAIS E NACIONAIS
Este item apresenta, de forma resumida, as diversas normas relacionadas ao
projeto e certificação do sistema de ancoragem, indicando seus principais objetivos e
suas principais aplicações.
100
API RP 2SK
As informações descritas neste item foram obtidas da seguinte referência:
American Petroleum Institute - API Recommended Practice 2SK -
Recommended Practice for Design and Analysis of Stationkeeping
Systems for Floating Structures [29].
Esta norma descreve a metodologia de análise, projeto ou avaliação do sistema
de ancoragem de unidades flutuantes. Pode ser considerada como a norma padrão
para este tipo de análise, sendo até mesmo referenciada nas normas das Sociedades
Classificadoras, conforme observado anteriormente.
Além de definições básicas relativas à análise de ancoragem, esta norma contém
uma visão teórica do tratamento das ações ambientais na unidade e no sistema de
ancoragem para os cálculos e projeto do sistema de amarração, incluindo a verificação
de tensão, offset e fadiga e dos pontos de ancoragem.
A norma inclui requisitos para análise do sistema intacto, transiente e com uma
linha rompida, através de métodos dinâmicos e/ou quasi-estáticos.
Algumas definições e guias no projeto de sistema de posicionamento dinâmico
também são descritos nesta norma, embora não façam parte desta dissertação.
API RP 2SM
As informações descritas neste item foram obtidas da seguinte referência:
American Petroleum Institute - API Recommended Practice 2SM –
Recommended Practice for Design, Manufacture, Installation and
Maintenance of Synthetic Fiber Ropes for Offshore Mooring [30].
O objetivo principal desta norma está em prover um guia para utilização de cabos
de material sintético em sistemas de ancoragem. A norma estabelece ainda
comparações entre sistemas tradicionais com cabos de aço e cabos sintéticos,
provendo guias para tratar das diferenças entre os mesmos durante o projeto e
durante a instalação do sistema de ancoragem.
101
Uma vez que as propriedades da linha sintética influenciam de forma significativa
na performance do sistema de ancoragem, o projeto do sistema de ancoragem, o
projeto da linha em si, sua fabricação e testes, manuseio e instalação da linha,
inspeção e manutenção da mesma devem ser analisados de forma integrada. Esta
norma abrange todos os itens descritos acima, sendo a norma mais completa para
tratamento de cabos sintéticos, citada inclusive pelas normas das Sociedades
Classificadoras.
A norma inclui ainda requisitos e metodologia para análise de fadiga da linha.
API 2F
As informações descritas neste item foram obtidas da seguinte referência:
American Petroleum Institute - API Specification 2F – Specification for
Mooring Chain [31].
Esta norma apresenta padrões e requisitos de fabricação e certificação de
amarras com malhete e elos Kenter para utilização em sistemas de ancoragem de
unidades flutuantes, dentre outras (unidades de perfuração, unidades de lançamento
de tubos, etc).
API 9A
As informações descritas neste item foram obtidas da seguinte referência:
American Petroleum Institute - API Specification 9A – Specification for
Wire Ropes [32].
Esta norma apresenta padrões e requisitos de fabricação e certificação para
cabos de aço, utilizados na indústria de gás e petróleo.
Devido ao limite operacional de carga destes cabos, esta norma não é
normalmente utilizada no projeto de sistemas de ancoragem de sistemas permanentes
estacionários de produção.
102
API RP 2I
As informações descritas neste item foram obtidas da seguinte referência:
American Petroleum Institute - API Recommended Practice 2I – In-
service Inspection of Mooring Hardware for Floating Drilling Units [33].
Esta norma apresenta um guia para a inspeção, reparo ou troca de linhas de
ancoragem de sistemas flutuantes de perfuração, apresentando ainda os possíveis
tipos de problemas que podem surgir nas linhas durante sua operação.
ISO 1704
As informações descritas neste item foram obtidas da seguinte referência:
International Standard – ISO 1704 – Shipbuilding – Stud-link Anchor
Chains [35].
Esta norma especifica padrões de fabricação (forma, proporção, dimensão e
tolerância) para partes componentes de sistemas de amarras: elos com malhetes,
elos de união final e manilhas.
Esta norma não apresenta requisitos para certificação do material das peças e
das peças, somente os padrões de construção, conforme descrito acima.
NBR 13715
As informações descritas neste item foram obtidas da seguinte referência:
Norma Brasileira – ABNT NBR 13715 – Estruturas Oceânicas –
Amarras – Requisitos [36].
Esta norma especifica as características de amarras e acessórios a serem
utilizados em amarração de unidades flutuantes para operações oceânicas.
103
A mesma especifica os padrões para construção de amarras (elos com e sem
malhetes, elos alongados, elos do tipo Kenter) e manilhas.
A norma apresenta os requisitos materiais e os requisitos de testes para
fabricação e certificação dos acessórios.
NBR 13545
As informações descritas neste item foram obtidas da seguinte referência:
Norma Brasileira – ABNT NBR 13545 – Movimentação de Cargas –
Manilhas [37].
Esta norma contém padrões de construção de manilhas retas e curvas, em uma
faixa de tamanhos com limites de cargas de trabalho entre 0.63 e 200 ton. A norma
apresenta os requisitos materiais e os requisitos de testes para fabricação e
certificação dos acessórios.
Devido ao limite operacional de carga destas manilhas, esta norma não é
normalmente utilizada no projeto de sistemas de ancoragem de sistemas permanentes
estacionários de produção.
104
4 DEFEITOS EM SISTEMAS DE ANCORAGEM
Durante os últimos anos foi constatada uma série de defeitos em sistemas de
ancoragem de unidades estacionárias de produção (UEP) e monobóias. Estes defeitos
foram e são ocasionados por diversos fatores como fadiga, problemas de instalação,
falhas de equipamentos e acessórios, corrosão, operações com rebocadores, etc.
De acordo com COSTA e GONÇALVES [1], apesar dos sistemas de ancoragem
serem projetados com fatores de segurança e redundância, geralmente, para suportar
toda a vida de projeto da UEP na locação, é necessário inspecionar periodicamente
suas linhas para garantir a integridade dos elementos que as compõem. A inspeção
das linhas é também uma exigência das Sociedades Classificadoras, para
manutenção do Certificado de Classe da unidade, considerado imprescindível para a
licença de operação fornecida pelas autoridades ambientais.
4.1 REGISTROS
Historicamente, falhas em amarras causadas por fadiga têm sido muito raras na
indústria offshore. Berg e Taraldsen [38] analisaram 25 falhas em sistemas de
ancoragem, que ocorreram no Mar do Norte entre 1976 e 1980. Nenhuma das falhas
foi causada por fadiga. Fratura frágil na região de curvatura do elo foi a principal causa
quando as falhas ocorreram na porção de catenária livre do sistema de ancoragem e
fratura frágil na solda do elo foi a principal causa quando as falhas ocorreram no
fairlead durante as operações de manuseio das amarras [45].
O registro de falhas devido à fadiga tem sido raro porque a maioria das amarras
fabricadas foi utilizada para a amarração temporária de navios e de unidades móveis
de perfuração (Mobile Offshore Drilling Units - MODU´s). Para as condições de serviço
MODU, a vida das amarras é limitada pelo desgaste e corrosão dos elos e não por
fadiga. Esta afirmação foi suportada por Dowdy e Graham [39], que realizaram
checagens dimensionais e ensaios não-destrutivos em diversos elos de amarras de
um sistema de ancoragem de uma plataforma semi-submersível que havia operado no
Golfo do México por 13 anos, e verificaram que os maiores desgastes das amarras
ocorreram nas seções localizadas próximas às terminações ou fairlead durante
operação normal. Nestas regiões, a redução do diâmetro das amarras ficou entre 8% e
11%. Nas áreas afastadas das terminações e do fairlead, a redução dos diâmetros
105
ficou entre 2% e 5%. O ensaio por partícula magnética mostrou não haver indicação
de trincas devidas à fadiga nos elos comuns, entretanto, várias trincas devidas à
fadiga foram encontradas nas manilhas de conexão. No trecho de amarra que fica
normalmente no chain locker foi encontrado corrosão por pitting.
Embora a fadiga não tenha sido um importante fator para o projeto dos sistemas
de amarração de unidades móveis de perfuração (MODU), ela é de grande
importância para os projetos de amarração de unidades estacionárias de produção
(UEP). Existem inúmeras razões para isso. Os sistemas de amarração de F(P)SOs e
Semi-Submersíveis possuem requisitos para uma vida de serviço longa, onde 20 anos
de operação não é incomum. Em um período de onda característico de 5 segundos,
isto representa um potencial para 125 milhões de ciclos de carregamento aplicados. A
condição de operação de longa duração torna difícil e cara a troca periódica de um
sistema de amarração de F(P)SO ou Semi-Submersível, já que estas unidades
encontram-se, geralmente, operando em águas muito profundas e distantes da costa.
Além disso, há uma pressão para reduzir os fatores de projeto de segurança e custo,
particularmente em áreas de águas profundas. A maneira complexa com que a fadiga
e a corrosão devida a água do mar estão acopladas aumenta o problema.
Claramente, a fadiga é uma importante preocupação para o projeto de
amarração de FPSO´s e Semi-Submersíveis. Um importante parâmetro que influencia
no comportamento de fadiga das amarras é a carga de prova (proof load). O
carregamento de prova foi frequentemente ignorado em testes de fadiga e em projetos
de amarras [45]. É possível tirar vantagens do carregamento de prova no projeto,
aumentando a vida à fadiga da amarra, como descrito a seguir.
Toda a amarra é testada com carregamento de prova antes de sair da fábrica. O
carregamento de prova consiste na aplicação de uma carga direta à amarra e ocorre
após a fabricação e o tratamento térmico da mesma.
Como foi visto no capítulo 3, o valor da carga de prova requerida é especificado
por um padrão ou norma reconhecido tal como a norma do Instituto Americano de
Petróleo (API) para amarras. O API especifica a carga de prova em função do
tamanho da amarra.
É conhecido que carregamentos nos níveis da carga de prova impõem uma
elongação permanente à amarra, fornecendo evidências de regiões localizadas de
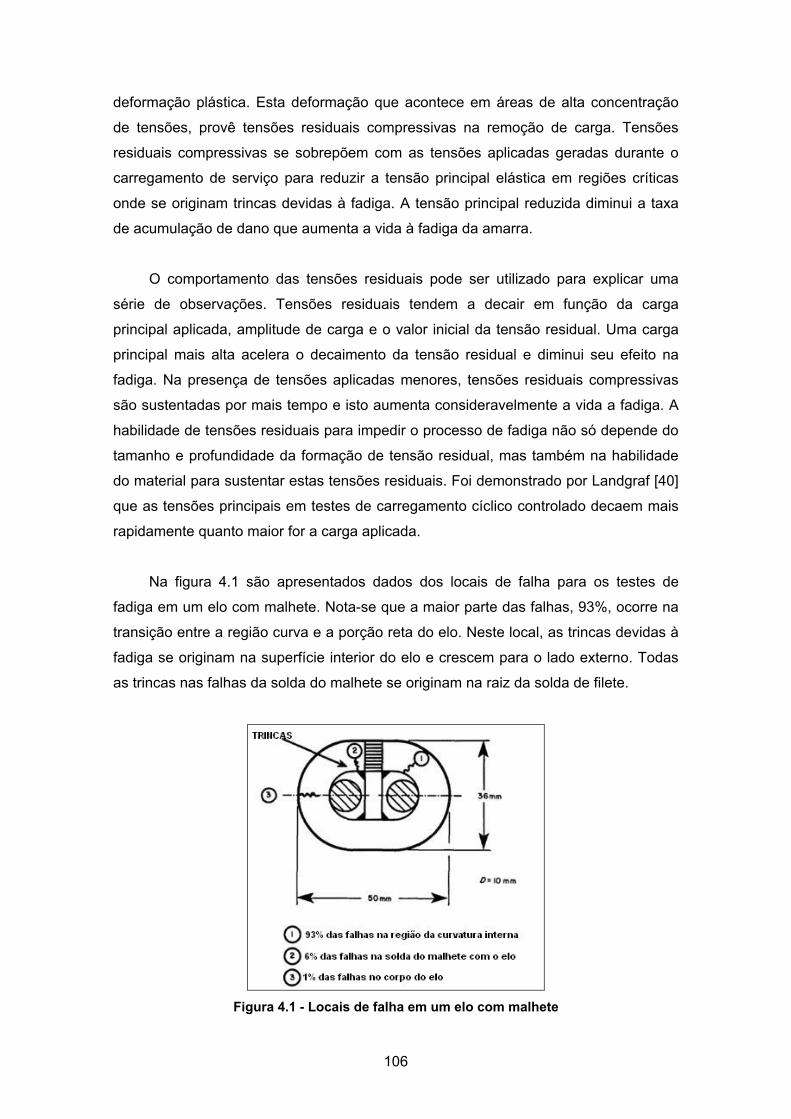
106
deformação plástica. Esta deformação que acontece em áreas de alta concentração
de tensões, provê tensões residuais compressivas na remoção de carga. Tensões
residuais compressivas se sobrepõem com as tensões aplicadas geradas durante o
carregamento de serviço para reduzir a tensão principal elástica em regiões críticas
onde se originam trincas devidas à fadiga. A tensão principal reduzida diminui a taxa
de acumulação de dano que aumenta a vida à fadiga da amarra.
O comportamento das tensões residuais pode ser utilizado para explicar uma
série de observações. Tensões residuais tendem a decair em função da carga
principal aplicada, amplitude de carga e o valor inicial da tensão residual. Uma carga
principal mais alta acelera o decaimento da tensão residual e diminui seu efeito na
fadiga. Na presença de tensões aplicadas menores, tensões residuais compressivas
são sustentadas por mais tempo e isto aumenta consideravelmente a vida a fadiga. A
habilidade de tensões residuais para impedir o processo de fadiga não só depende do
tamanho e profundidade da formação de tensão residual, mas também na habilidade
do material para sustentar estas tensões residuais. Foi demonstrado por Landgraf [40]
que as tensões principais em testes de carregamento cíclico controlado decaem mais
rapidamente quanto maior for a carga aplicada.
Na figura 4.1 são apresentados dados dos locais de falha para os testes de
fadiga em um elo com malhete. Nota-se que a maior parte das falhas, 93%, ocorre na
transição entre a região curva e a porção reta do elo. Neste local, as trincas devidas à
fadiga se originam na superfície interior do elo e crescem para o lado externo. Todas
as trincas nas falhas da solda do malhete se originam na raiz da solda de filete.
Figura 4.1 - Locais de falha em um elo com malhete
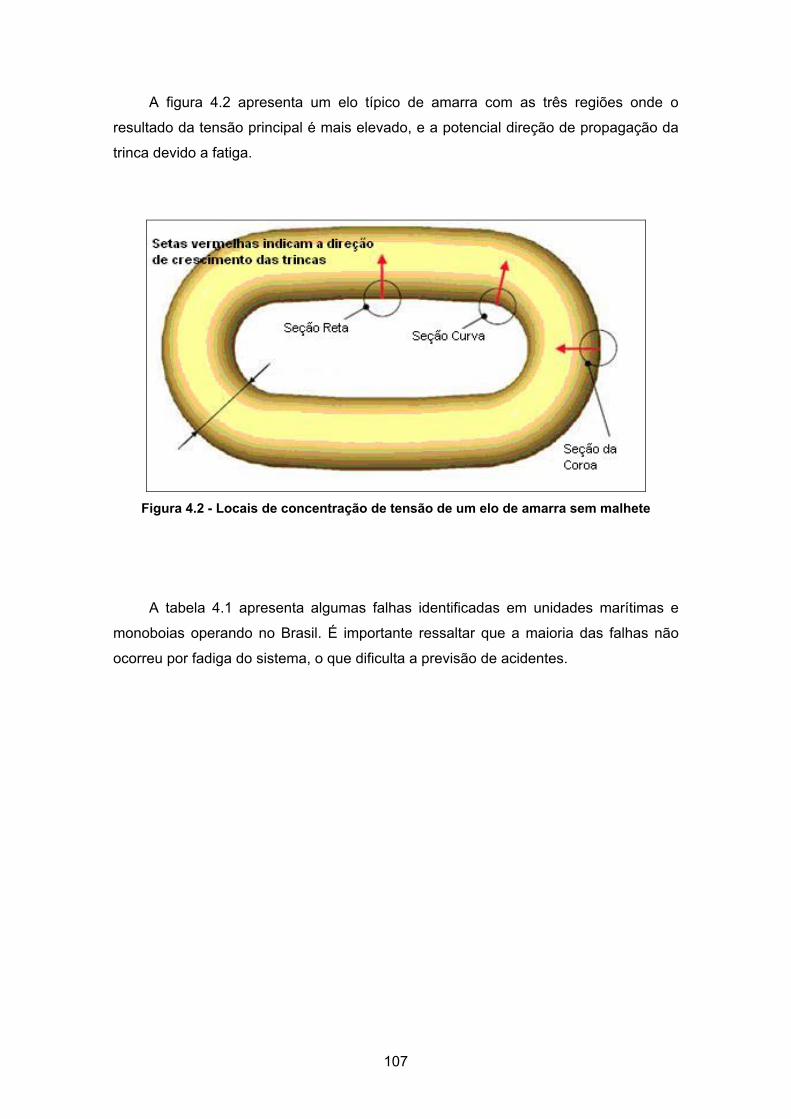
107
A figura 4.2 apresenta um elo típico de amarra com as três regiões onde o
resultado da tensão principal é mais elevado, e a potencial direção de propagação da
trinca devido a fatiga.
Figura 4.2 - Locais de concentração de tensão de um elo de amarra sem malhete
A tabela 4.1 apresenta algumas falhas identificadas em unidades marítimas e
monoboias operando no Brasil. É importante ressaltar que a maioria das falhas não
ocorreu por fadiga do sistema, o que dificulta a previsão de acidentes.
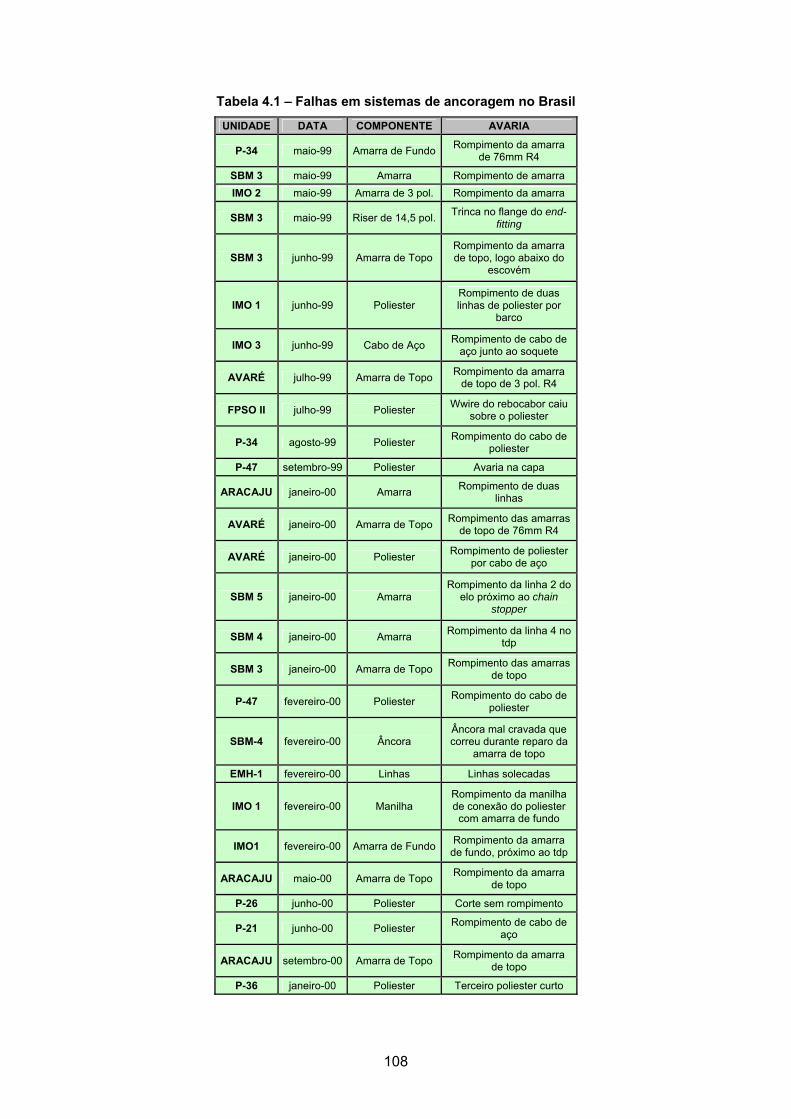
108
Tabela 4.1 – Falhas em sistemas de ancoragem no Brasil
UNIDADE DATA COMPONENTE AVARIA
P-34 maio-99 Amarra de Fundo Rompimento da amarra de 76mm R4
SBM 3 maio-99 Amarra Rompimento de amarra IMO 2 maio-99 Amarra de 3 pol. Rompimento da amarra
SBM 3 maio-99 Riser de 14,5 pol. Trinca no flange do end-fitting
SBM 3 junho-99 Amarra de Topo Rompimento da amarra de topo, logo abaixo do
escovém
IMO 1 junho-99 Poliester Rompimento de duas linhas de poliester por
barco
IMO 3 junho-99 Cabo de Aço Rompimento de cabo de aço junto ao soquete
AVARÉ julho-99 Amarra de Topo Rompimento da amarra de topo de 3 pol. R4
FPSO II julho-99 Poliester Wwire do rebocabor caiu sobre o poliester
P-34 agosto-99 Poliester Rompimento do cabo de poliester
P-47 setembro-99 Poliester Avaria na capa
ARACAJU janeiro-00 Amarra Rompimento de duas linhas
AVARÉ janeiro-00 Amarra de Topo Rompimento das amarras de topo de 76mm R4
AVARÉ janeiro-00 Poliester Rompimento de poliester por cabo de aço
SBM 5 janeiro-00 Amarra Rompimento da linha 2 do
elo próximo ao chain stopper
SBM 4 janeiro-00 Amarra Rompimento da linha 4 no tdp
SBM 3 janeiro-00 Amarra de Topo Rompimento das amarras de topo
P-47 fevereiro-00 Poliester Rompimento do cabo de poliester
SBM-4 fevereiro-00 Âncora Âncora mal cravada que correu durante reparo da
amarra de topo
EMH-1 fevereiro-00 Linhas Linhas solecadas
IMO 1 fevereiro-00 Manilha Rompimento da manilha de conexão do poliester
com amarra de fundo
IMO1 fevereiro-00 Amarra de Fundo Rompimento da amarra de fundo, próximo ao tdp
ARACAJU maio-00 Amarra de Topo Rompimento da amarra de topo
P-26 junho-00 Poliester Corte sem rompimento
P-21 junho-00 Poliester Rompimento de cabo de aço
ARACAJU setembro-00 Amarra de Topo Rompimento da amarra de topo
P-36 janeiro-00 Poliester Terceiro poliester curto

109
4.2 DEFEITOS TÍPICOS
4.2.1 Principais defeitos em acessórios e prováveis causas e conseqüências
A seguir, das figuras 4.3 a 4.19, estão relacionados os principais defeitos
encontrados em acessórios de ancoragem, as causas prováveis e possíveis
conseqüências, de acordo com dados registrados na PETROBRAS.
Trinca em elo desmontável
Figura 4.3 Trinca/ruptura em elo Kenter
Figura 4.4 Trinca/ruptura em elo Kenter
Causa Fadiga do material Consequência Ruptura do elo
Deformação na base do soquete
Figura 4.5 - Deformação na base do soquete
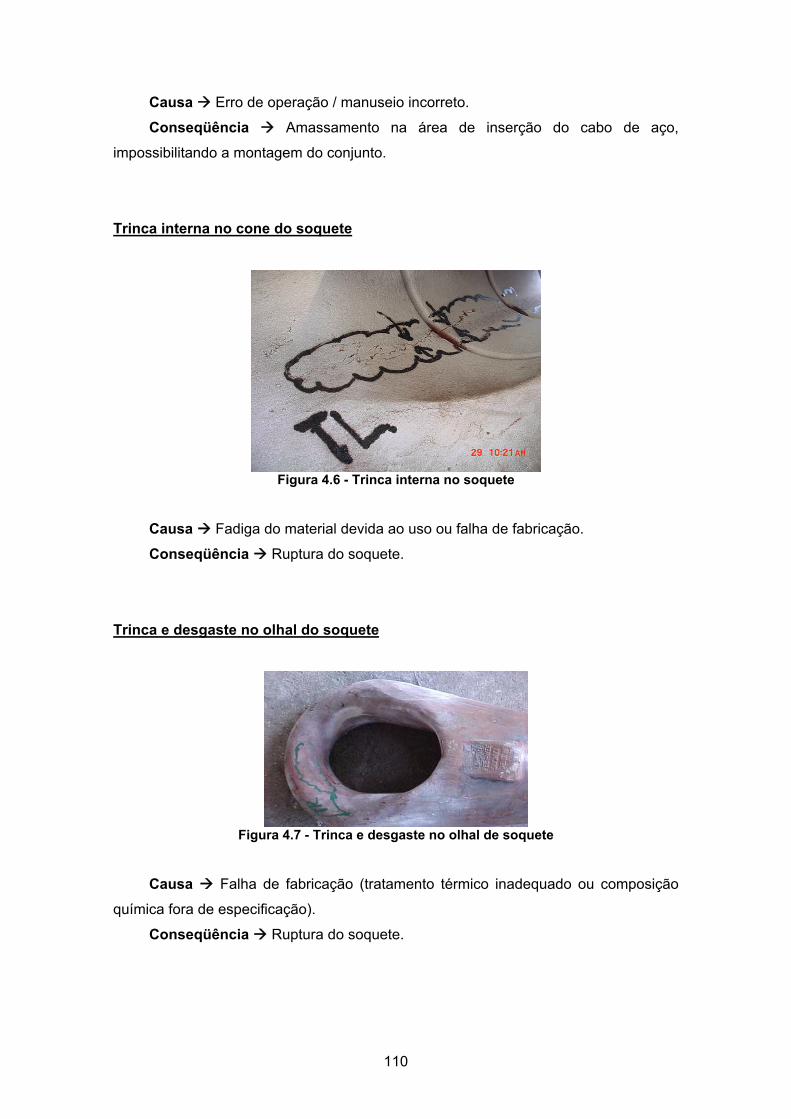
110
Causa Erro de operação / manuseio incorreto.
Conseqüência Amassamento na área de inserção do cabo de aço,
impossibilitando a montagem do conjunto.
Trinca interna no cone do soquete
Figura 4.6 - Trinca interna no soquete
Causa Fadiga do material devida ao uso ou falha de fabricação.
Conseqüência Ruptura do soquete.
Trinca e desgaste no olhal do soquete
Figura 4.7 - Trinca e desgaste no olhal de soquete
Causa Falha de fabricação (tratamento térmico inadequado ou composição
química fora de especificação).
Conseqüência Ruptura do soquete.
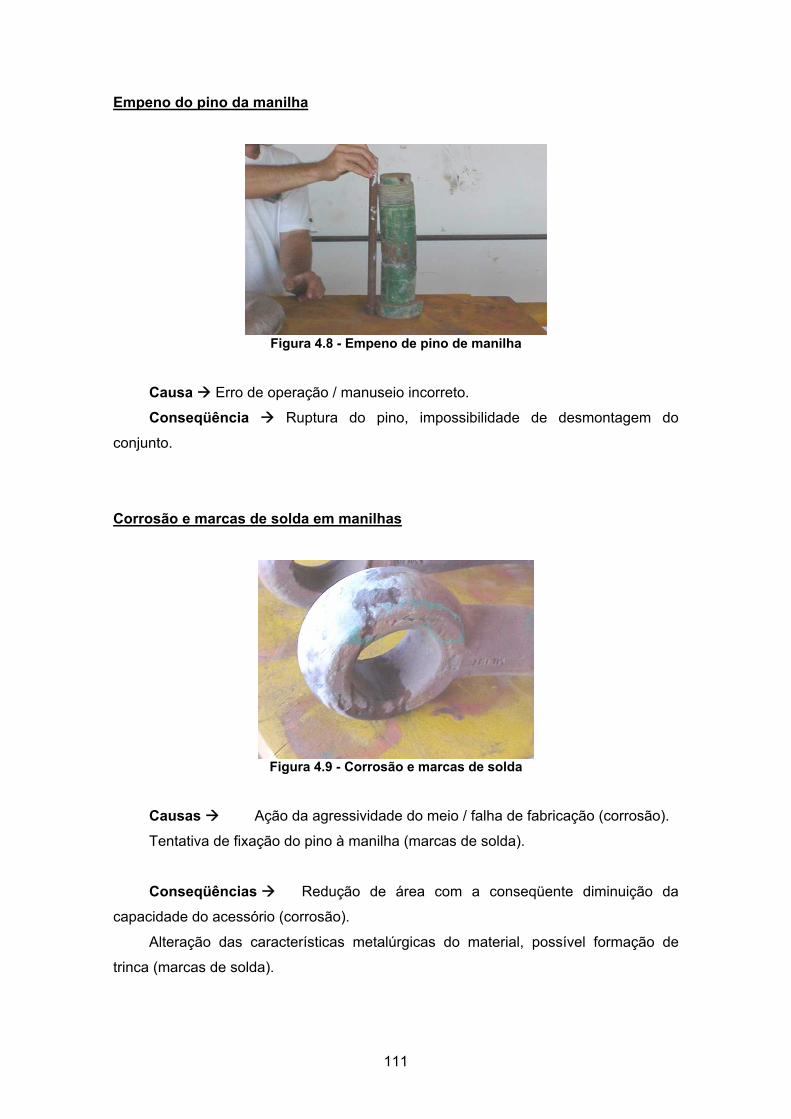
111
Empeno do pino da manilha
Figura 4.8 - Empeno de pino de manilha
Causa Erro de operação / manuseio incorreto.
Conseqüência Ruptura do pino, impossibilidade de desmontagem do
conjunto.
Corrosão e marcas de solda em manilhas
Figura 4.9 - Corrosão e marcas de solda
Causas Ação da agressividade do meio / falha de fabricação (corrosão).
Tentativa de fixação do pino à manilha (marcas de solda).
Conseqüências Redução de área com a conseqüente diminuição da
capacidade do acessório (corrosão).
Alteração das características metalúrgicas do material, possível formação de
trinca (marcas de solda).
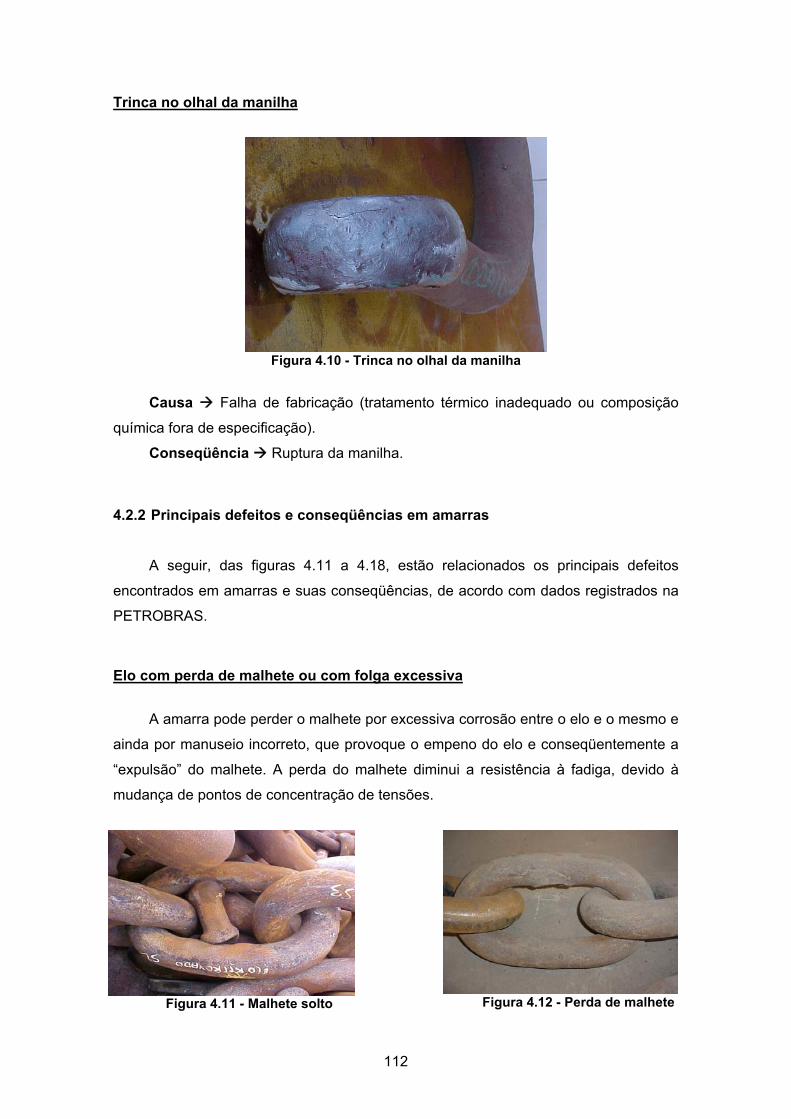
112
Trinca no olhal da manilha
Figura 4.10 - Trinca no olhal da manilha
Causa Falha de fabricação (tratamento térmico inadequado ou composição
química fora de especificação).
Conseqüência Ruptura da manilha.
4.2.2 Principais defeitos e conseqüências em amarras
A seguir, das figuras 4.11 a 4.18, estão relacionados os principais defeitos
encontrados em amarras e suas conseqüências, de acordo com dados registrados na
PETROBRAS.
Elo com perda de malhete ou com folga excessiva
A amarra pode perder o malhete por excessiva corrosão entre o elo e o mesmo e
ainda por manuseio incorreto, que provoque o empeno do elo e conseqüentemente a
“expulsão” do malhete. A perda do malhete diminui a resistência à fadiga, devido à
mudança de pontos de concentração de tensões.
Figura 4.11 - Malhete solto
Figura 4.12 - Perda de malhete
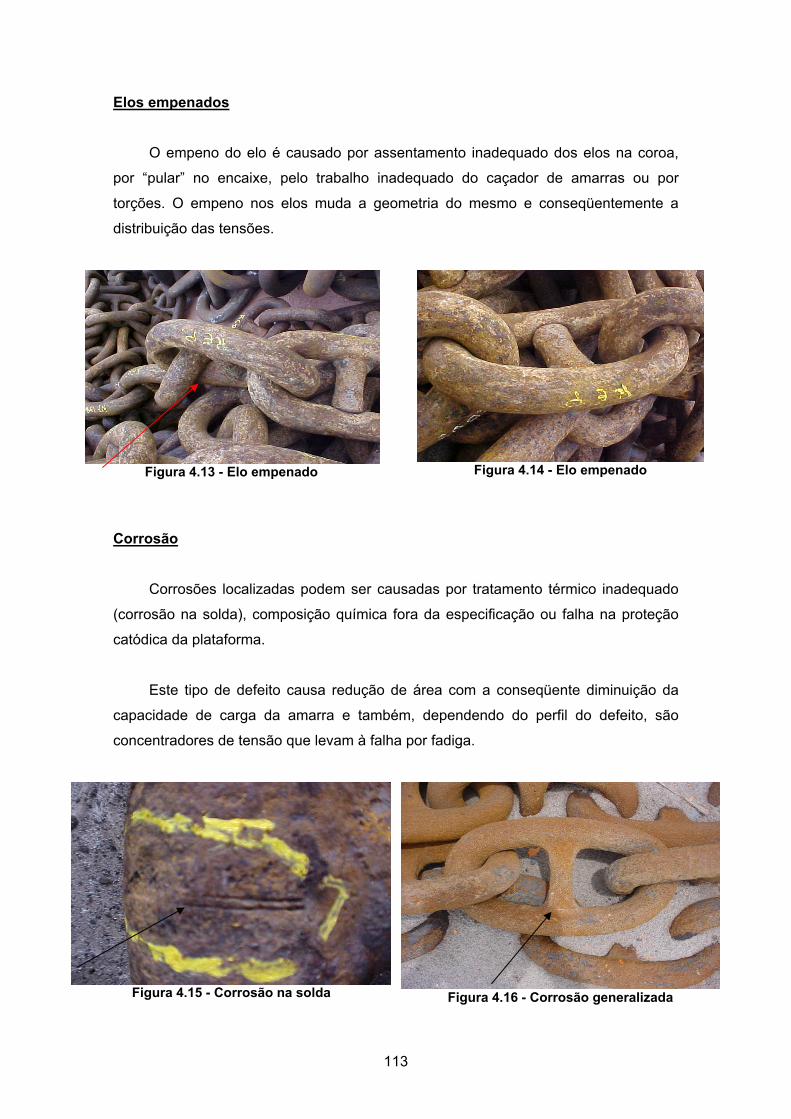
113
Elos empenados
O empeno do elo é causado por assentamento inadequado dos elos na coroa,
por “pular” no encaixe, pelo trabalho inadequado do caçador de amarras ou por
torções. O empeno nos elos muda a geometria do mesmo e conseqüentemente a
distribuição das tensões.
Figura 4.13 - Elo empenado
Figura 4.14 - Elo empenado
Corrosão
Corrosões localizadas podem ser causadas por tratamento térmico inadequado
(corrosão na solda), composição química fora da especificação ou falha na proteção
catódica da plataforma.
Este tipo de defeito causa redução de área com a conseqüente diminuição da
capacidade de carga da amarra e também, dependendo do perfil do defeito, são
concentradores de tensão que levam à falha por fadiga.
Figura 4.15 - Corrosão na solda Figura 4.16 - Corrosão generalizada
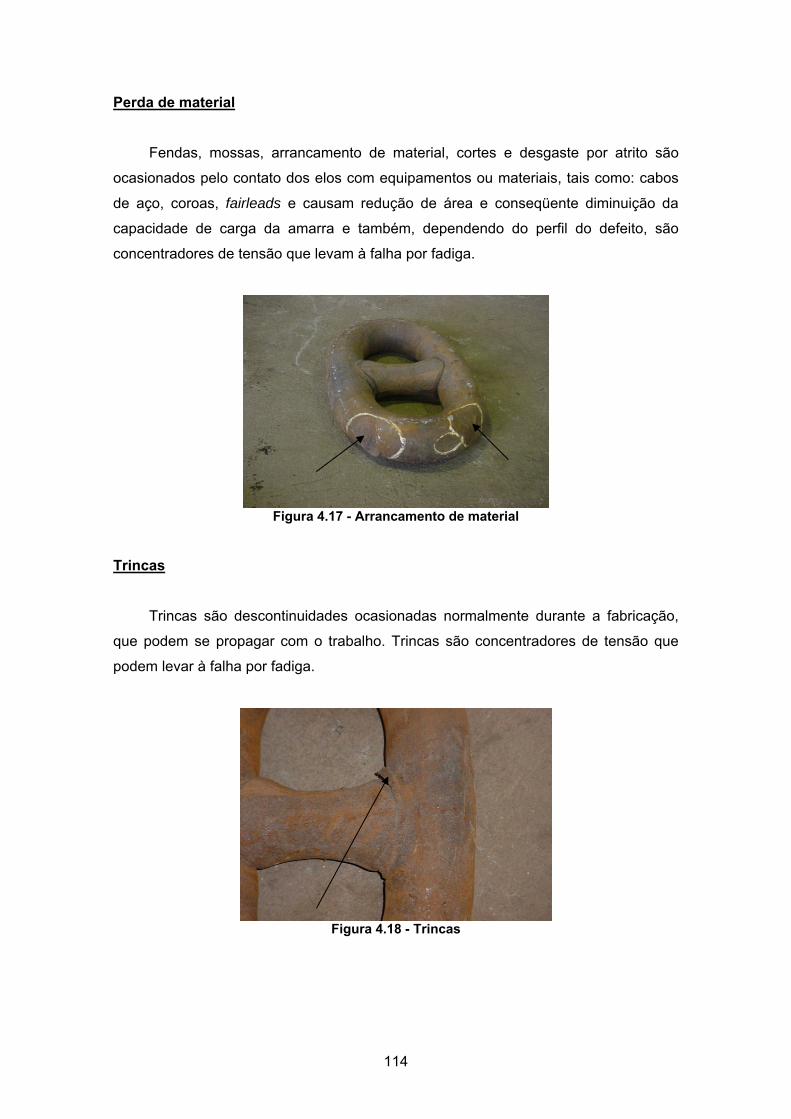
114
Perda de material
Fendas, mossas, arrancamento de material, cortes e desgaste por atrito são
ocasionados pelo contato dos elos com equipamentos ou materiais, tais como: cabos
de aço, coroas, fairleads e causam redução de área e conseqüente diminuição da
capacidade de carga da amarra e também, dependendo do perfil do defeito, são
concentradores de tensão que levam à falha por fadiga.
Figura 4.17 - Arrancamento de material
Trincas
Trincas são descontinuidades ocasionadas normalmente durante a fabricação,
que podem se propagar com o trabalho. Trincas são concentradores de tensão que
podem levar à falha por fadiga.
Figura 4.18 - Trincas
115
4.3 INSPEÇÕES Falhas nas linhas de amarração ocorrem geralmente nas conexões. Desta forma
deve-se tentar usar o menor número de elementos de conexão numa linha e estas,
antes de serem instaladas, devem ser rigorosamente inspecionadas.
A avaliação da vida à fadiga dos componentes do sistema de ancoragem é uma
exigência para o caso de unidades envolvidas em operações de caráter permanente
(produção). Em operações de caráter transitório (perfuração) as possibilidades de
inspeção, manutenção e trocas de componentes durante o recolhimento do sistema de
ancoragem tornam esta avaliação menos importante.
É desejável que os componentes críticos de uma estrutura ou no caso
específico, de linhas de amarração, sejam inspecionados periodicamente. As
inspeções periódicas eliminam conseqüências perigosas, que podem surgir de erros
na fase de projeto, especialmente com o conceito de vida útil segura.
4.3.1 Técnicas de Inspeção
As técnicas utilizadas para inspeção de acessórios de sistemas de ancoragem
são:
• Inspeção Visual e Dimensional
• Inspeção de ensaios não destrutivos por partículas magnéticas (PM)
• Inspeção de ensaios não destrutivos por líquido penetrante (LP)
A inspeção visual e dimensional deve ser realizada apenas a olho nu nos
acessórios de ancoragem em superfícies onde a visão é direta, com a finalidade de se
observar e analisar as condições físicas de maneira macroscópica.
Os acessórios de ancoragem aprovados no exame visual devem receber
inspeção de ensaio não destrutivo (END) por partícula magnética em conformidade
com as normas específicas, inspetor qualificado e critérios de aceitação.
Onde deverá ser inspecionado todo corpo, pino e malhete do acessório incluindo
a rosca e caso haja alguma região que impossibilite esta inspeção, deve ser realizada
116
inspeção de ensaio não destrutivo (END) por líquido penetrante, em conformidade
com as Normas da Autoridade Marítima (NORMAM) e com os requisitos específicos
das Sociedades Classificadoras.
4.3.2 Áreas críticas nas manilhas e elos de ligação
São áreas críticas no pino da manilha, as regiões de concentração de tensão.
São elas:
• Os últimos filetes da rosca junto ao corpo
• A união de sua cabeça e o seu corpo.
Estas áreas devem ser inspecionadas com maior atenção devendo ser
reprovada a peça que apresentar trincas, não sendo aconselhado a pesquisa e
remoção destas trincas.
São áreas críticas na manilha:
• A união do seu olhal com o corpo
• O arco da manilha
São áreas críticas nos elos Baldant e Kenter:
• Toda área de translação de seção
• Curvas e periferia do orifício do pino
São áreas críticas nos soquetes:
• Toda a sua alça e a parte interna do cone.
4.3.3 Periodicidade das Inspeções
Todo acessório de instalação ou de um sistema provisório de amarração deverá
ser submetido a inspeção visual e de ensaio não destrutivo (END) toda vez que voltar
de uma operação.
Além disso, devem ser realizadas as inspeções periódicas do sistema de
ancoragem permanentes segundo critérios das Sociedades Classificadoras.
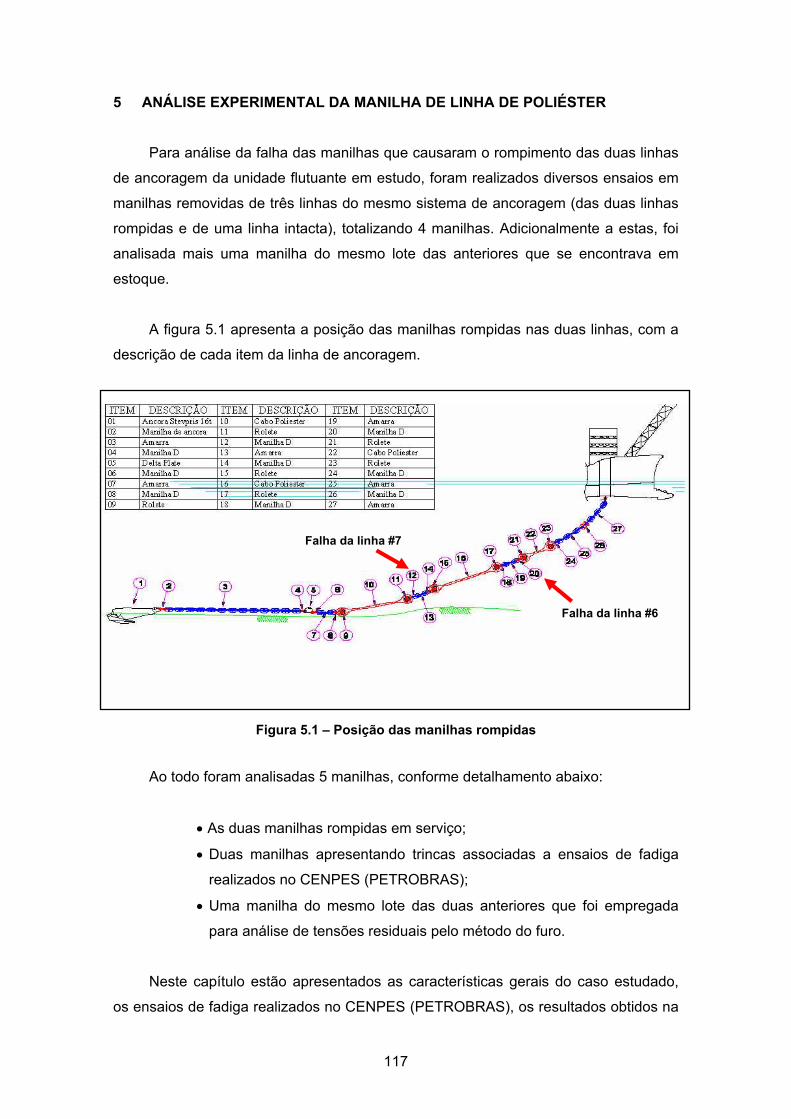
117
5 ANÁLISE EXPERIMENTAL DA MANILHA DE LINHA DE POLIÉSTER
Para análise da falha das manilhas que causaram o rompimento das duas linhas
de ancoragem da unidade flutuante em estudo, foram realizados diversos ensaios em
manilhas removidas de três linhas do mesmo sistema de ancoragem (das duas linhas
rompidas e de uma linha intacta), totalizando 4 manilhas. Adicionalmente a estas, foi
analisada mais uma manilha do mesmo lote das anteriores que se encontrava em
estoque.
A figura 5.1 apresenta a posição das manilhas rompidas nas duas linhas, com a
descrição de cada item da linha de ancoragem.
Figura 5.1 – Posição das manilhas rompidas
Ao todo foram analisadas 5 manilhas, conforme detalhamento abaixo:
• As duas manilhas rompidas em serviço;
• Duas manilhas apresentando trincas associadas a ensaios de fadiga
realizados no CENPES (PETROBRAS);
• Uma manilha do mesmo lote das duas anteriores que foi empregada
para análise de tensões residuais pelo método do furo.
Neste capítulo estão apresentados as características gerais do caso estudado,
os ensaios de fadiga realizados no CENPES (PETROBRAS), os resultados obtidos na
Falha da linha #7
Falha da linha #6
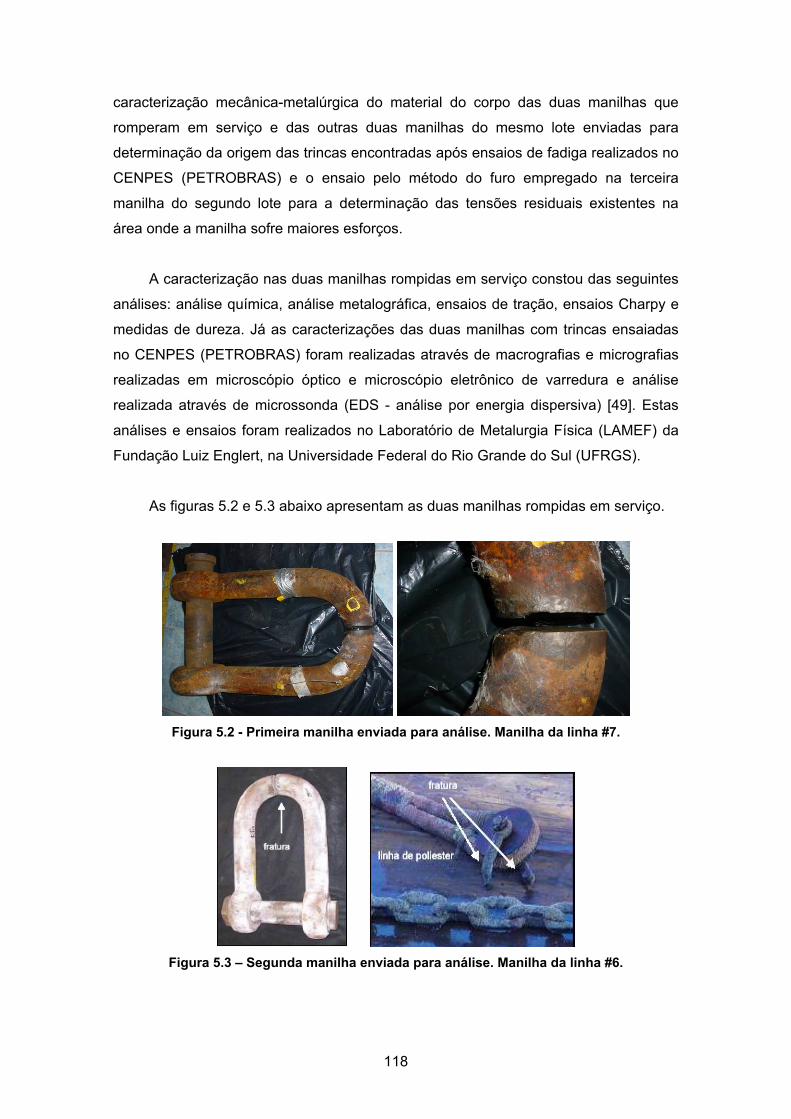
118
caracterização mecânica-metalúrgica do material do corpo das duas manilhas que
romperam em serviço e das outras duas manilhas do mesmo lote enviadas para
determinação da origem das trincas encontradas após ensaios de fadiga realizados no
CENPES (PETROBRAS) e o ensaio pelo método do furo empregado na terceira
manilha do segundo lote para a determinação das tensões residuais existentes na
área onde a manilha sofre maiores esforços.
A caracterização nas duas manilhas rompidas em serviço constou das seguintes
análises: análise química, análise metalográfica, ensaios de tração, ensaios Charpy e
medidas de dureza. Já as caracterizações das duas manilhas com trincas ensaiadas
no CENPES (PETROBRAS) foram realizadas através de macrografias e micrografias
realizadas em microscópio óptico e microscópio eletrônico de varredura e análise
realizada através de microssonda (EDS - análise por energia dispersiva) [49]. Estas
análises e ensaios foram realizados no Laboratório de Metalurgia Física (LAMEF) da
Fundação Luiz Englert, na Universidade Federal do Rio Grande do Sul (UFRGS).
As figuras 5.2 e 5.3 abaixo apresentam as duas manilhas rompidas em serviço.
Figura 5.2 - Primeira manilha enviada para análise. Manilha da linha #7.
Figura 5.3 – Segunda manilha enviada para análise. Manilha da linha #6.
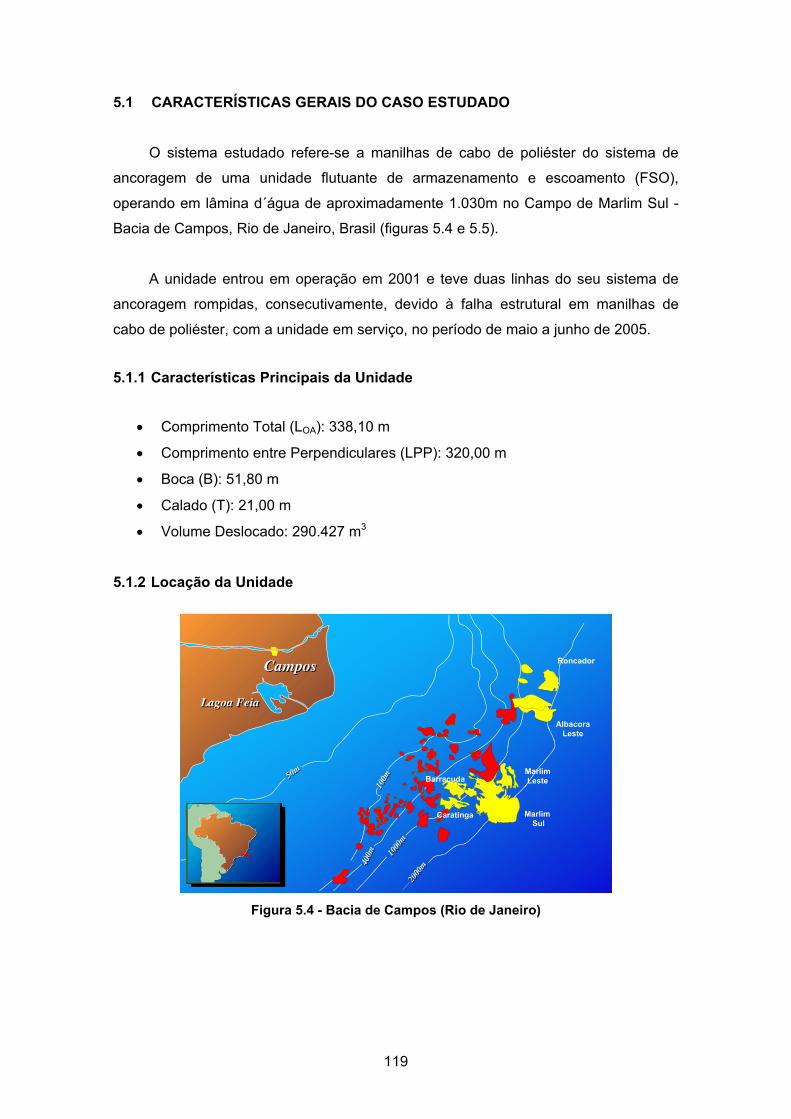
119
5.1 CARACTERÍSTICAS GERAIS DO CASO ESTUDADO
O sistema estudado refere-se a manilhas de cabo de poliéster do sistema de
ancoragem de uma unidade flutuante de armazenamento e escoamento (FSO),
operando em lâmina d´água de aproximadamente 1.030m no Campo de Marlim Sul -
Bacia de Campos, Rio de Janeiro, Brasil (figuras 5.4 e 5.5).
A unidade entrou em operação em 2001 e teve duas linhas do seu sistema de
ancoragem rompidas, consecutivamente, devido à falha estrutural em manilhas de
cabo de poliéster, com a unidade em serviço, no período de maio a junho de 2005.
5.1.1 Características Principais da Unidade
• Comprimento Total (LOA): 338,10 m
• Comprimento entre Perpendiculares (LPP): 320,00 m
• Boca (B): 51,80 m
• Calado (T): 21,00 m
• Volume Deslocado: 290.427 m3
5.1.2 Locação da Unidade
Figura 5.4 - Bacia de Campos (Rio de Janeiro)
Albacora Leste
Roncador
MarlimLeste
Marlim Sul
Barracuda
Caratinga
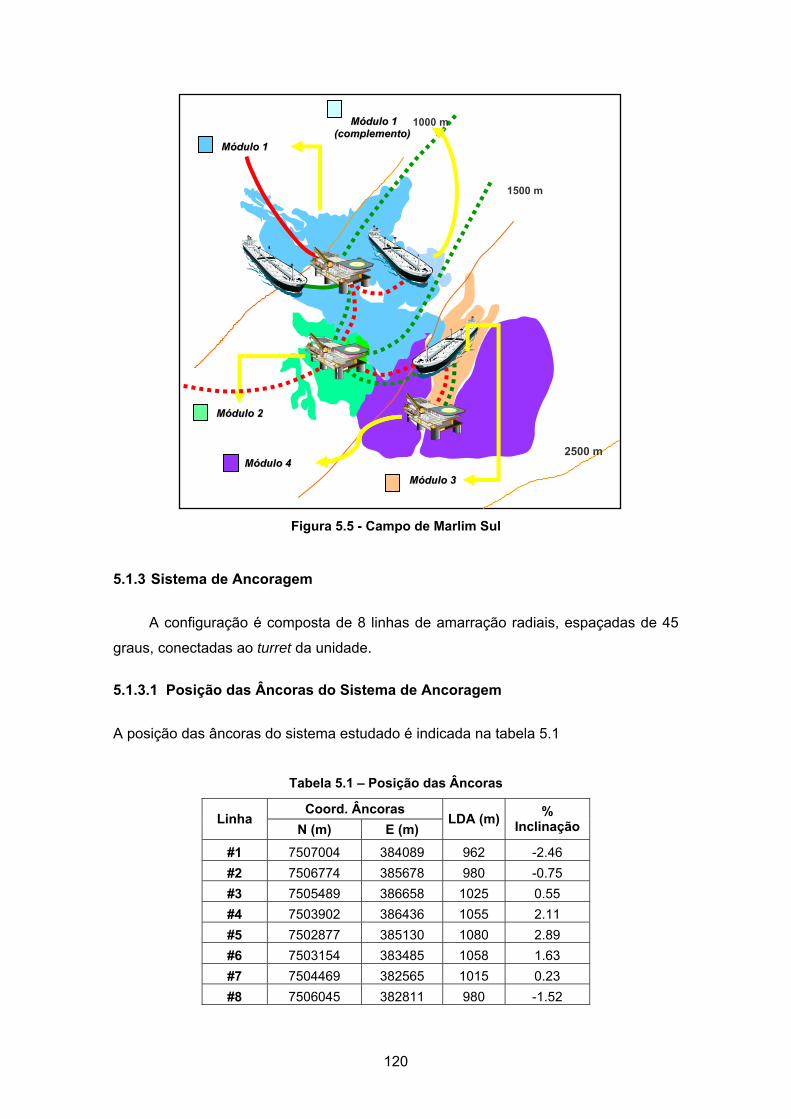
120
Figura 5.5 - Campo de Marlim Sul
5.1.3 Sistema de Ancoragem
A configuração é composta de 8 linhas de amarração radiais, espaçadas de 45
graus, conectadas ao turret da unidade.
5.1.3.1 Posição das Âncoras do Sistema de Ancoragem
A posição das âncoras do sistema estudado é indicada na tabela 5.1
Tabela 5.1 – Posição das Âncoras
Coord. Âncoras Linha
N (m) E (m) LDA (m) %
Inclinação
#1 7507004 384089 962 -2.46 #2 7506774 385678 980 -0.75 #3 7505489 386658 1025 0.55 #4 7503902 386436 1055 2.11 #5 7502877 385130 1080 2.89 #6 7503154 383485 1058 1.63 #7 7504469 382565 1015 0.23 #8 7506045 382811 980 -1.52
1000 m
1500 m
MMóódduulloo 44
MMóódduulloo 11
MMóódduulloo 22
MMóódduulloo 33
MMóódduulloo 11 ((ccoommpplleemmeennttoo))
2500 m
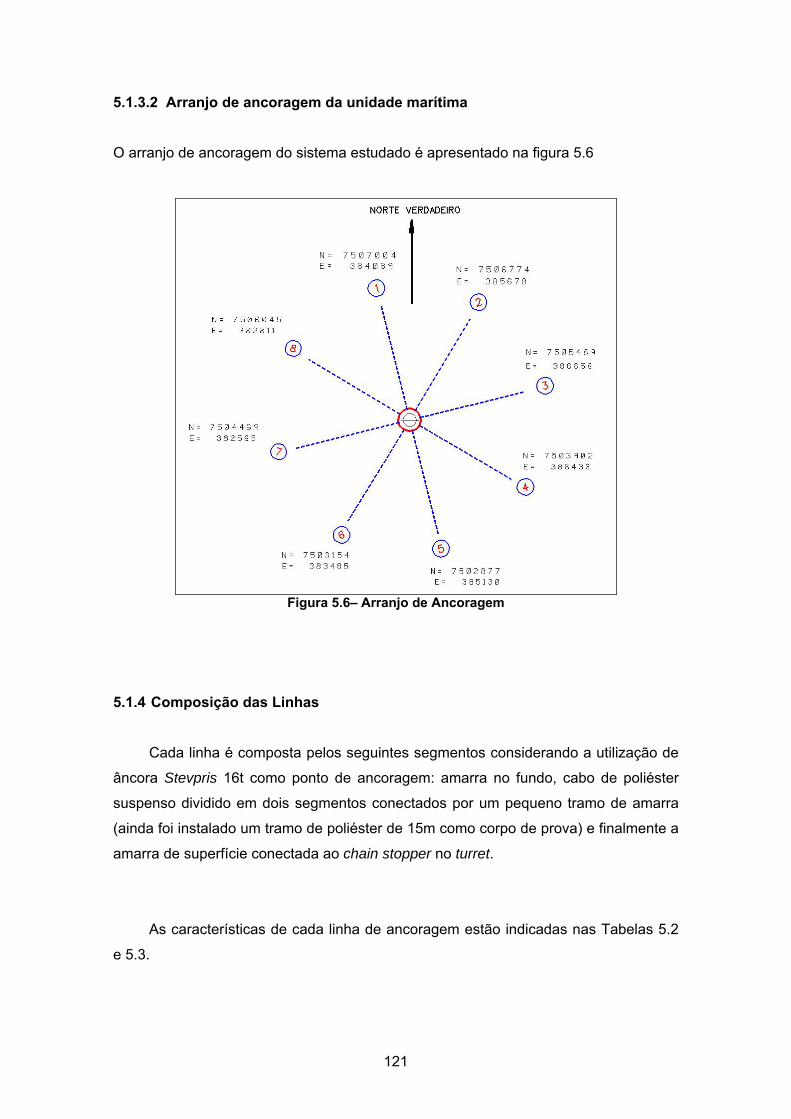
121
5.1.3.2 Arranjo de ancoragem da unidade marítima
O arranjo de ancoragem do sistema estudado é apresentado na figura 5.6
Figura 5.6– Arranjo de Ancoragem
5.1.4 Composição das Linhas
Cada linha é composta pelos seguintes segmentos considerando a utilização de
âncora Stevpris 16t como ponto de ancoragem: amarra no fundo, cabo de poliéster
suspenso dividido em dois segmentos conectados por um pequeno tramo de amarra
(ainda foi instalado um tramo de poliéster de 15m como corpo de prova) e finalmente a
amarra de superfície conectada ao chain stopper no turret.
As características de cada linha de ancoragem estão indicadas nas Tabelas 5.2
e 5.3.

122
Tabela 5.2 - Composição das linhas de ancoragem (comprimento dos trechos)
Linha Amarra
(m) Amarra
(m) Poliéster
(m)
Rabicho de
Amarra (m)
Poliéster (m)
Rabicho de
Amarra (m)
Poliéster (m)
Amarra (m)
Amarra (m)
#1 1080 30 597 10 597 10 15 65 37,6 #2 1103 30 576 10 576 10 - 119,4 - #3 1146 30 572 10 572 10 15 130,6 - #4 1177 30 592 10 592 10 15 69,6 - #5 1198 30 587 10 587 10 15 65 57,6 #6 1171 30 600 10 600 10 - 96 - #7 1127 30 580 10 580 10 - 30 51,4 #8 1092 30 605 10 605 10 15 30 44,4
Tabela 5.3 - Características dos segmentos das linhas de ancoragem
SISTEMA DE ANCORAGEM
AMARRA CABO POLIESTER
Diâmetro Nominal (mm) 100 160
Tipo ORQ ---
Massa (kg/m) 202,00 19,20
EA (MN) 877 103
Peso na água (N/m) 1721,65 43,16
Carga Mínima de Ruptura (kN)
7596,00 6965,00
O quadro de ancoragem da unidade flutuante na posição de equilíbrio estático é
dado pela tabela 5.4.
Tabela 5.4 – Quadro de Ancoragem
Linha Raio Ancoragem
(m) Azimute (graus)
Tração (kN)
Ângulo de Topo
(Graus) # 1 2092 345,8 1179 47.5 # 2 2097 30,9 1310 46.7 # 3 2121 76,0 1458 48.0 # 4 2126 120,3 1166 48.6 # 5 2164 165,8 1336 49.7 # 6 2136 211,5 1370 46.9 # 7 2098 256,0 1396 46.3 # 8 2085 300,9 1181 46.3
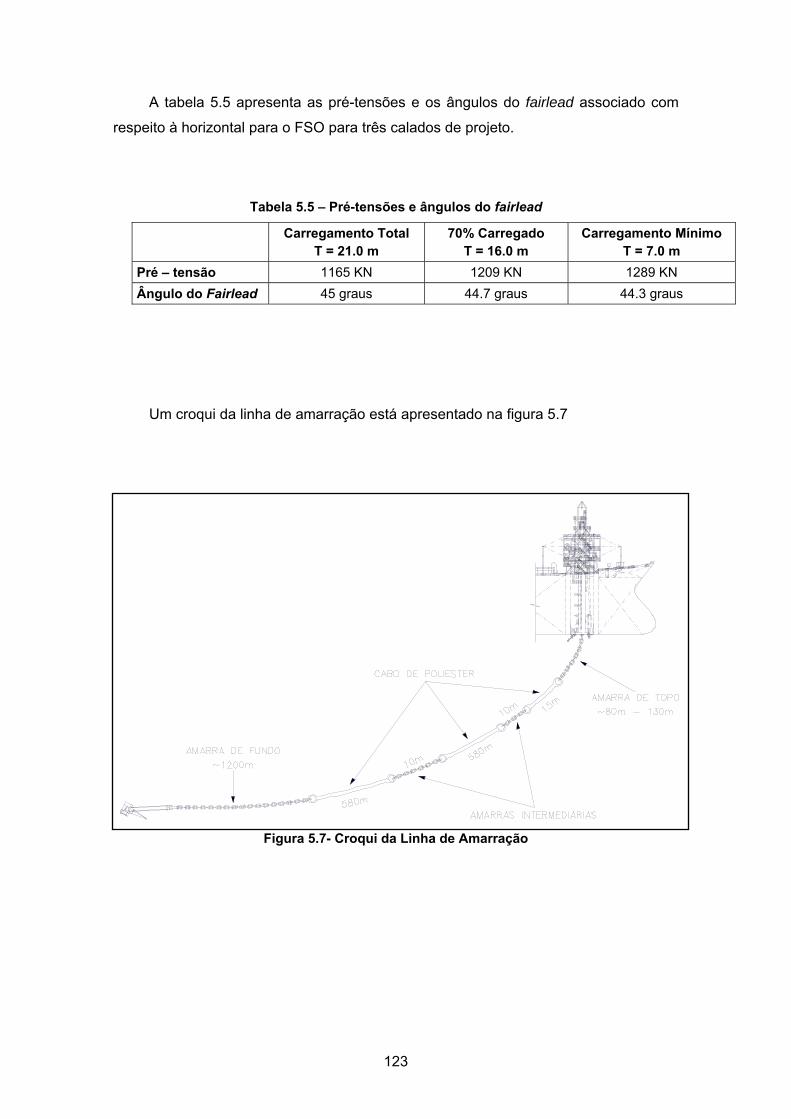
123
A tabela 5.5 apresenta as pré-tensões e os ângulos do fairlead associado com
respeito à horizontal para o FSO para três calados de projeto.
Tabela 5.5 – Pré-tensões e ângulos do fairlead
Carregamento Total T = 21.0 m
70% Carregado T = 16.0 m
Carregamento Mínimo T = 7.0 m
Pré – tensão 1165 KN 1209 KN 1289 KN Ângulo do Fairlead 45 graus 44.7 graus 44.3 graus
Um croqui da linha de amarração está apresentado na figura 5.7
Figura 5.7- Croqui da Linha de Amarração
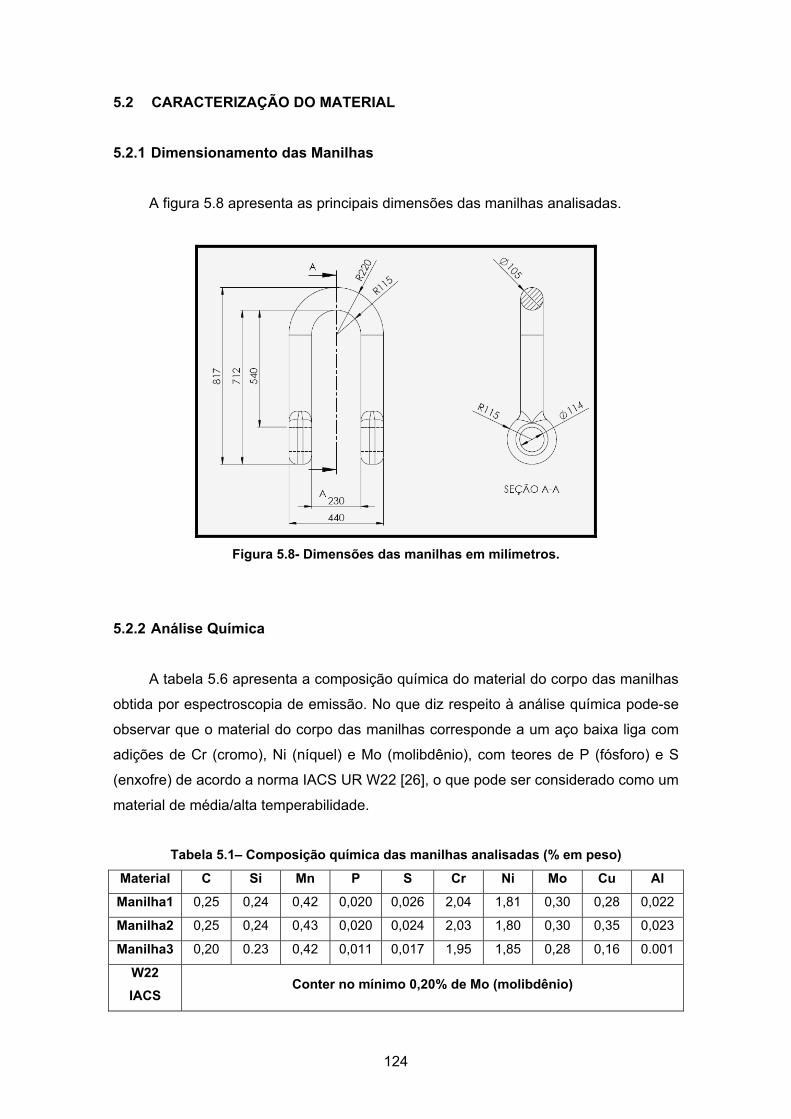
124
5.2 CARACTERIZAÇÃO DO MATERIAL
5.2.1 Dimensionamento das Manilhas
A figura 5.8 apresenta as principais dimensões das manilhas analisadas.
Figura 5.8- Dimensões das manilhas em milímetros.
5.2.2 Análise Química
A tabela 5.6 apresenta a composição química do material do corpo das manilhas
obtida por espectroscopia de emissão. No que diz respeito à análise química pode-se
observar que o material do corpo das manilhas corresponde a um aço baixa liga com
adições de Cr (cromo), Ni (níquel) e Mo (molibdênio), com teores de P (fósforo) e S
(enxofre) de acordo a norma IACS UR W22 [26], o que pode ser considerado como um
material de média/alta temperabilidade.
Tabela 5.1– Composição química das manilhas analisadas (% em peso)
Material C Si Mn P S Cr Ni Mo Cu Al
Manilha1 0,25 0,24 0,42 0,020 0,026 2,04 1,81 0,30 0,28 0,022
Manilha2 0,25 0,24 0,43 0,020 0,024 2,03 1,80 0,30 0,35 0,023
Manilha3 0,20 0.23 0,42 0,011 0,017 1,95 1,85 0,28 0,16 0.001
W22 IACS
Conter no mínimo 0,20% de Mo (molibdênio)
125
5.2.3 Propriedades Mecânicas
As tabelas 5.7 e 5.8 apresentam as propriedades mecânicas obtidas a partir de
ensaios de tração e Charpy V em corpos de prova, retirados 1/3 do diâmetro do corpo
da primeira manilha fraturada, conforme especificado pela Norma IACS UR W22 [26].
O ensaio mecânico Charpy foi realizado no laboratório industrial SENAI – CETEMP.
Na tabela 5.9 estão indicadas as medidas de dureza realizadas na seção transversal
do corpo das duas manilhas fraturadas, da superfície para o centro conforme
especificado pela Norma NBR 13545/99 [37].
Tabela 5.7 – Propriedades mecânicas (ensaio de tração da primeira manilha fraturada) e
especificações da Norma IACS UR W22 [26]
Base de Medida
CP Tensão
escoamento (MPa)
Resistência à tração
(MPa)
Alongamento (%)
Redução de área
(%) φ
[mm]
φf
[mm]
Lφ
[mm]
Lf [mm]
1 810 956 18 61 5,90 3,67 25 29,48
2 820 958 21 65 5,93 3,48 25 30,30
3 800 949 20 60 5,92 3,75 25 30,00
Média 810 954 19 62 5,91 3,63 25 29,93
Norma IACS UR W22 [26]
Grau Tensão de
escoamento mínima (MPa)
Resistência à tração mínima
(MPa)
Alongamento Mínimo (%)
Redução de área Mínima (%)
R3 410 690 17 50
R3S 490 770 15 50
R4 580 860 12 50
126
Tabela 5.8 – Propriedades mecânicas (ensaio Charpy da primeira manilha fraturada) e da norma Norma IACS UR W22 [26]
Identificação Dimensões (mm) T (°C)
Energia Absorvida
(J) Média (J)
CP 1 9,919x 9,932x 54,96 -20 61
CP 2 9,995x 9,956 x 54,84 -20 63
CP 3 10,057 x 10,043 x 55,08 -20 49
57,6
Norma IACS UR W22 [26]
Grau T (°C) Energia Absorvida (J)
R3 -20 40
R3S -20 45
R4 -20 50
Tabela 5.9 – Medidas de dureza Brinell realizada nas duas manilhas fraturadas e as
especificações da Norma NBR 13545/99 [37]
Dureza Brinell (esfera φ:2,5mm carga 187,5Kgf)
CP 1 2 3 4 5 Média
Manilha 1 272 285 278 272 285 280
Manilha 2 285 272 283 275 276 278
Norma NBR 13545/99 [37]
Grau Dureza Brinell Dureza Rockwell HRC
4 217 17
8 380 41
10 420 45
OBS: A dureza medida não pode ultrapassar o valor estipulado pela norma NBR
13545/99.
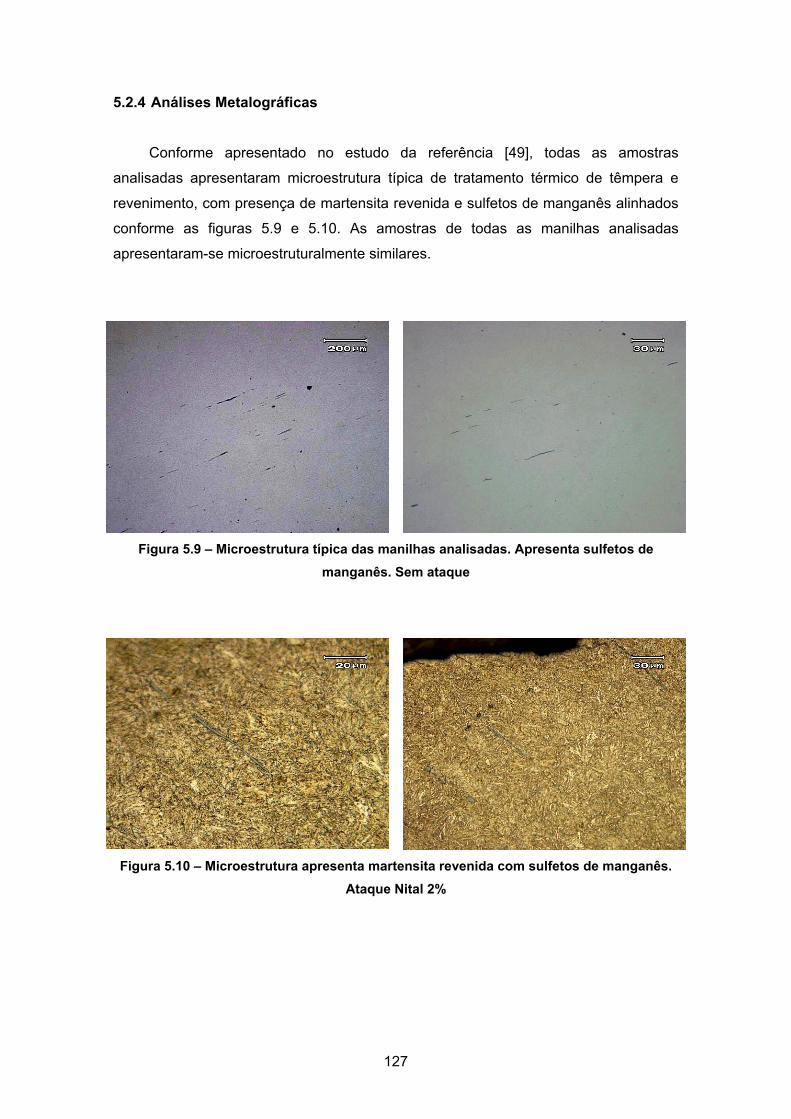
127
5.2.4 Análises Metalográficas
Conforme apresentado no estudo da referência [49], todas as amostras
analisadas apresentaram microestrutura típica de tratamento térmico de têmpera e
revenimento, com presença de martensita revenida e sulfetos de manganês alinhados
conforme as figuras 5.9 e 5.10. As amostras de todas as manilhas analisadas
apresentaram-se microestruturalmente similares.
Figura 5.9 – Microestrutura típica das manilhas analisadas. Apresenta sulfetos de manganês. Sem ataque
Figura 5.10 – Microestrutura apresenta martensita revenida com sulfetos de manganês. Ataque Nital 2%
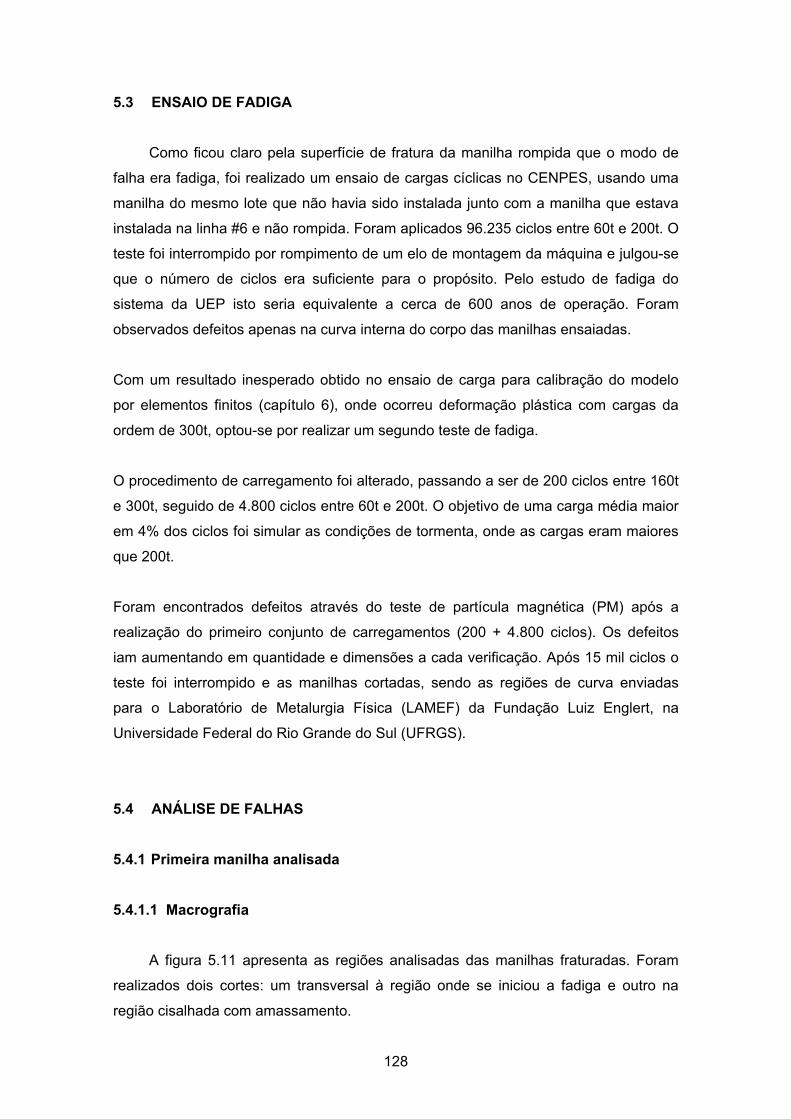
128
5.3 ENSAIO DE FADIGA
Como ficou claro pela superfície de fratura da manilha rompida que o modo de
falha era fadiga, foi realizado um ensaio de cargas cíclicas no CENPES, usando uma
manilha do mesmo lote que não havia sido instalada junto com a manilha que estava
instalada na linha #6 e não rompida. Foram aplicados 96.235 ciclos entre 60t e 200t. O
teste foi interrompido por rompimento de um elo de montagem da máquina e julgou-se
que o número de ciclos era suficiente para o propósito. Pelo estudo de fadiga do
sistema da UEP isto seria equivalente a cerca de 600 anos de operação. Foram
observados defeitos apenas na curva interna do corpo das manilhas ensaiadas.
Com um resultado inesperado obtido no ensaio de carga para calibração do modelo
por elementos finitos (capítulo 6), onde ocorreu deformação plástica com cargas da
ordem de 300t, optou-se por realizar um segundo teste de fadiga.
O procedimento de carregamento foi alterado, passando a ser de 200 ciclos entre 160t
e 300t, seguido de 4.800 ciclos entre 60t e 200t. O objetivo de uma carga média maior
em 4% dos ciclos foi simular as condições de tormenta, onde as cargas eram maiores
que 200t.
Foram encontrados defeitos através do teste de partícula magnética (PM) após a
realização do primeiro conjunto de carregamentos (200 + 4.800 ciclos). Os defeitos
iam aumentando em quantidade e dimensões a cada verificação. Após 15 mil ciclos o
teste foi interrompido e as manilhas cortadas, sendo as regiões de curva enviadas
para o Laboratório de Metalurgia Física (LAMEF) da Fundação Luiz Englert, na
Universidade Federal do Rio Grande do Sul (UFRGS).
5.4 ANÁLISE DE FALHAS 5.4.1 Primeira manilha analisada 5.4.1.1 Macrografia
A figura 5.11 apresenta as regiões analisadas das manilhas fraturadas. Foram
realizados dois cortes: um transversal à região onde se iniciou a fadiga e outro na
região cisalhada com amassamento.
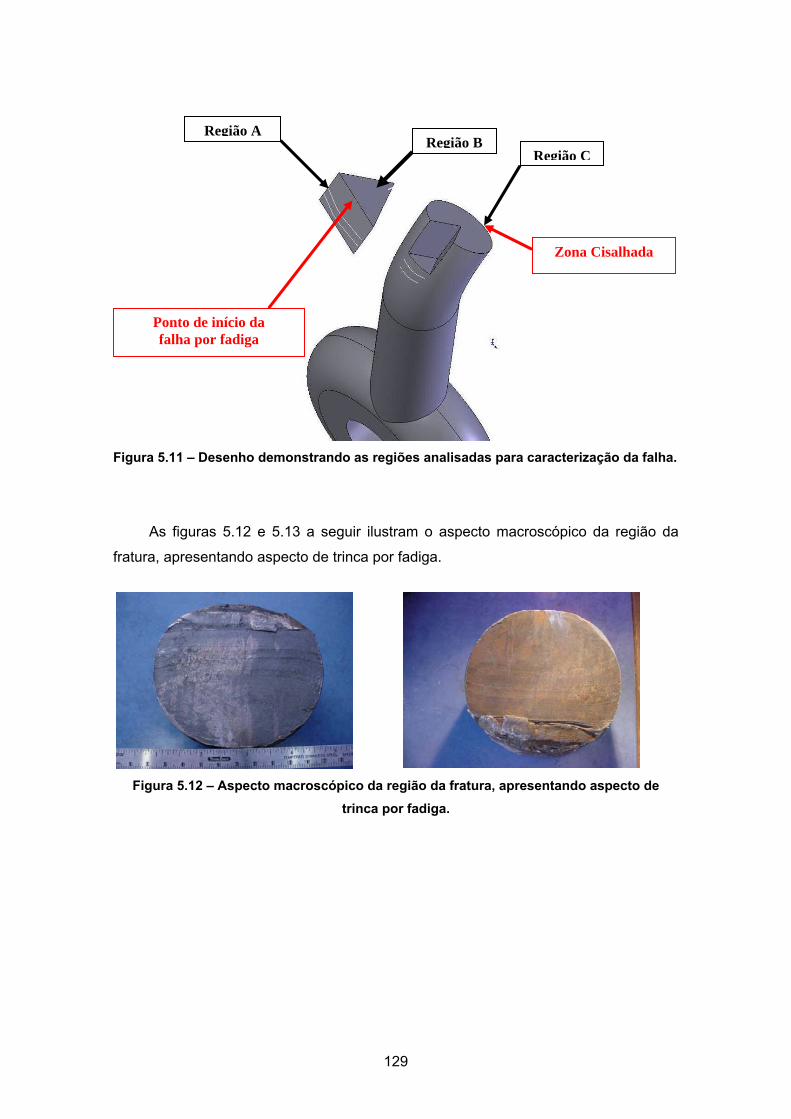
129
Figura 5.11 – Desenho demonstrando as regiões analisadas para caracterização da falha.
As figuras 5.12 e 5.13 a seguir ilustram o aspecto macroscópico da região da
fratura, apresentando aspecto de trinca por fadiga.
Figura 5.12 – Aspecto macroscópico da região da fratura, apresentando aspecto de
trinca por fadiga.
Região A Região B
Ponto de início da falha por fadiga
Zona Cisalhada
Região C
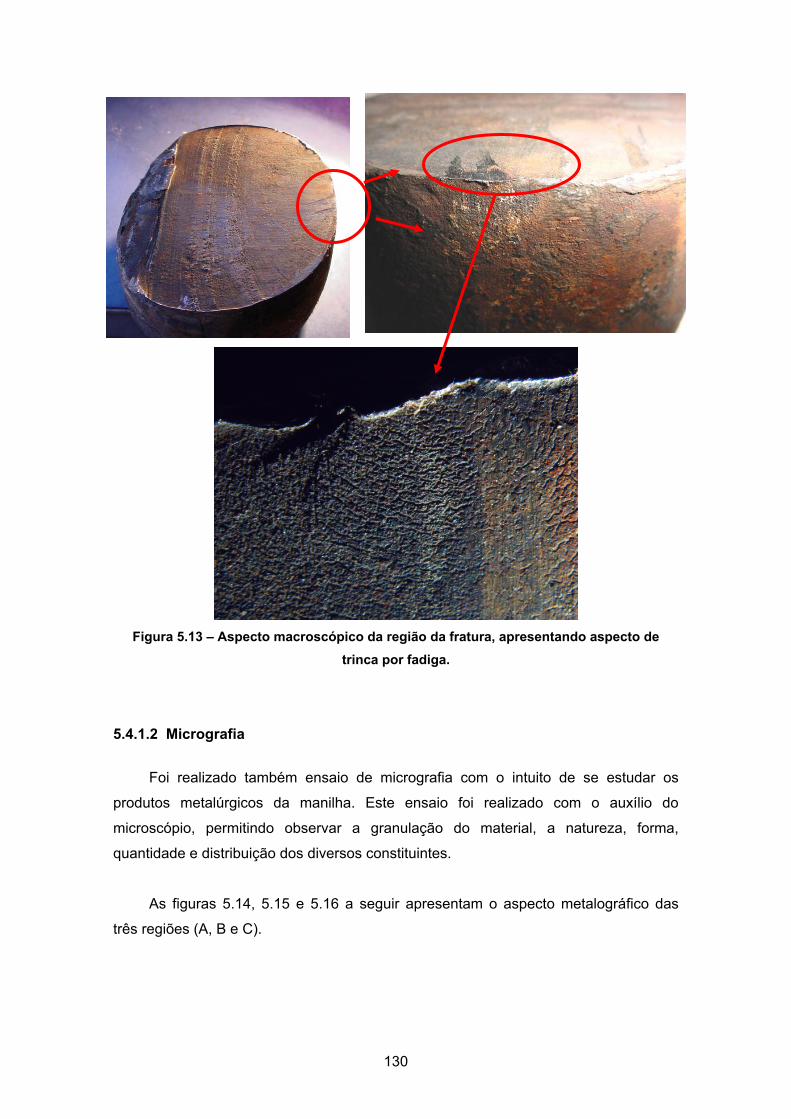
130
Figura 5.13 – Aspecto macroscópico da região da fratura, apresentando aspecto de
trinca por fadiga.
5.4.1.2 Micrografia
Foi realizado também ensaio de micrografia com o intuito de se estudar os
produtos metalúrgicos da manilha. Este ensaio foi realizado com o auxílio do
microscópio, permitindo observar a granulação do material, a natureza, forma,
quantidade e distribuição dos diversos constituintes.
As figuras 5.14, 5.15 e 5.16 a seguir apresentam o aspecto metalográfico das
três regiões (A, B e C).
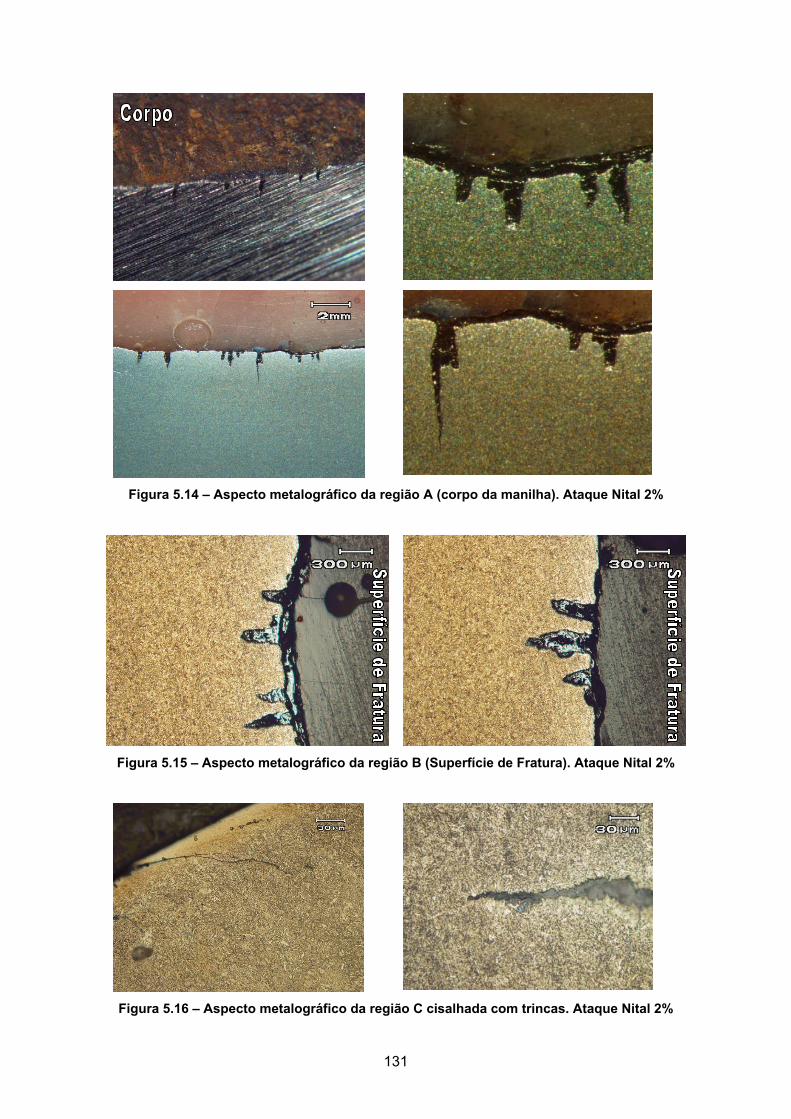
131
Figura 5.14 – Aspecto metalográfico da região A (corpo da manilha). Ataque Nital 2%
Figura 5.15 – Aspecto metalográfico da região B (Superfície de Fratura). Ataque Nital 2%
Figura 5.16 – Aspecto metalográfico da região C cisalhada com trincas. Ataque Nital 2%
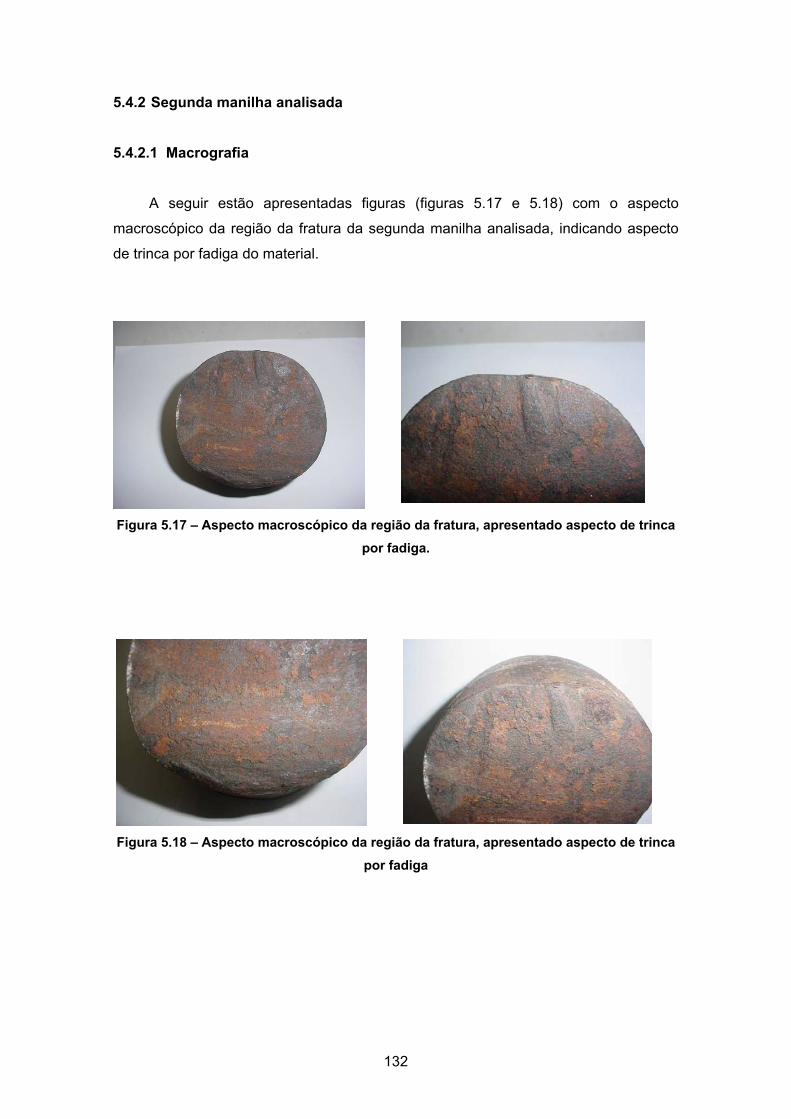
132
5.4.2 Segunda manilha analisada 5.4.2.1 Macrografia
A seguir estão apresentadas figuras (figuras 5.17 e 5.18) com o aspecto
macroscópico da região da fratura da segunda manilha analisada, indicando aspecto
de trinca por fadiga do material.
Figura 5.17 – Aspecto macroscópico da região da fratura, apresentado aspecto de trinca por fadiga.
Figura 5.18 – Aspecto macroscópico da região da fratura, apresentado aspecto de trinca
por fadiga

133
5.4.2.2 Micrografia
As figuras 5.19, 5.20 e 5.21 a seguir apresentam o aspecto metalográfico das
três regiões (A, B e C), após ensaio de micrografia efetuado na segunda manilha
analisada.
Figura 5.19 – Aspecto metalográfico da região A (corpo da manilha). Ataque Nital 2%
Figura 5.20 – Aspecto metalográfico da região B (Superfície de Fratura). Ataque Nital 2%
Figura 5.21 – Aspecto metalográfico da região C cisalhada com trincas. Ataque Nital 2%
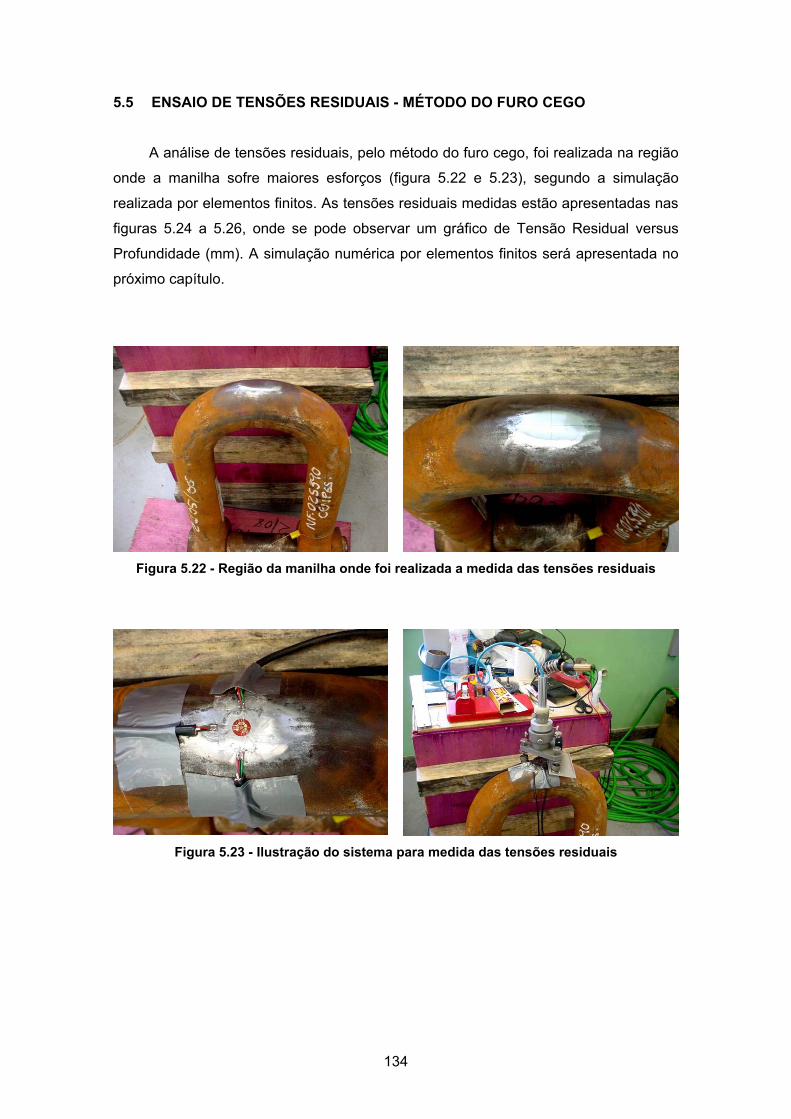
134
5.5 ENSAIO DE TENSÕES RESIDUAIS - MÉTODO DO FURO CEGO
A análise de tensões residuais, pelo método do furo cego, foi realizada na região
onde a manilha sofre maiores esforços (figura 5.22 e 5.23), segundo a simulação
realizada por elementos finitos. As tensões residuais medidas estão apresentadas nas
figuras 5.24 a 5.26, onde se pode observar um gráfico de Tensão Residual versus
Profundidade (mm). A simulação numérica por elementos finitos será apresentada no
próximo capítulo.
Figura 5.22 - Região da manilha onde foi realizada a medida das tensões residuais
Figura 5.23 - Ilustração do sistema para medida das tensões residuais
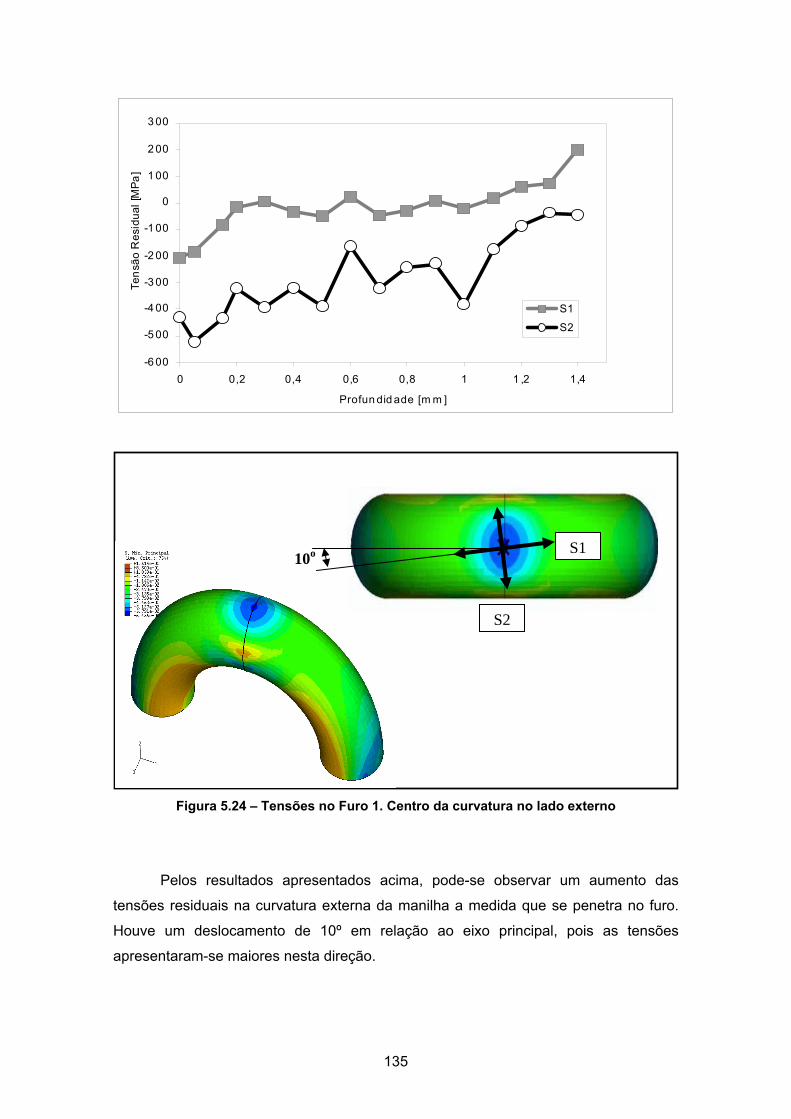
135
-6 00
-5 00
-4 00
-3 00
-2 00
-1 00
0
1 00
2 00
3 00
0 0,2 0,4 0,6 0,8 1 1 ,2 1,4
Profun did ade [m m ]
Tens
ão R
esid
ual [
MPa
]
S1
S2
Figura 5.24 – Tensões no Furo 1. Centro da curvatura no lado externo
Pelos resultados apresentados acima, pode-se observar um aumento das
tensões residuais na curvatura externa da manilha a medida que se penetra no furo.
Houve um deslocamento de 10º em relação ao eixo principal, pois as tensões
apresentaram-se maiores nesta direção.
S1
S2
10o
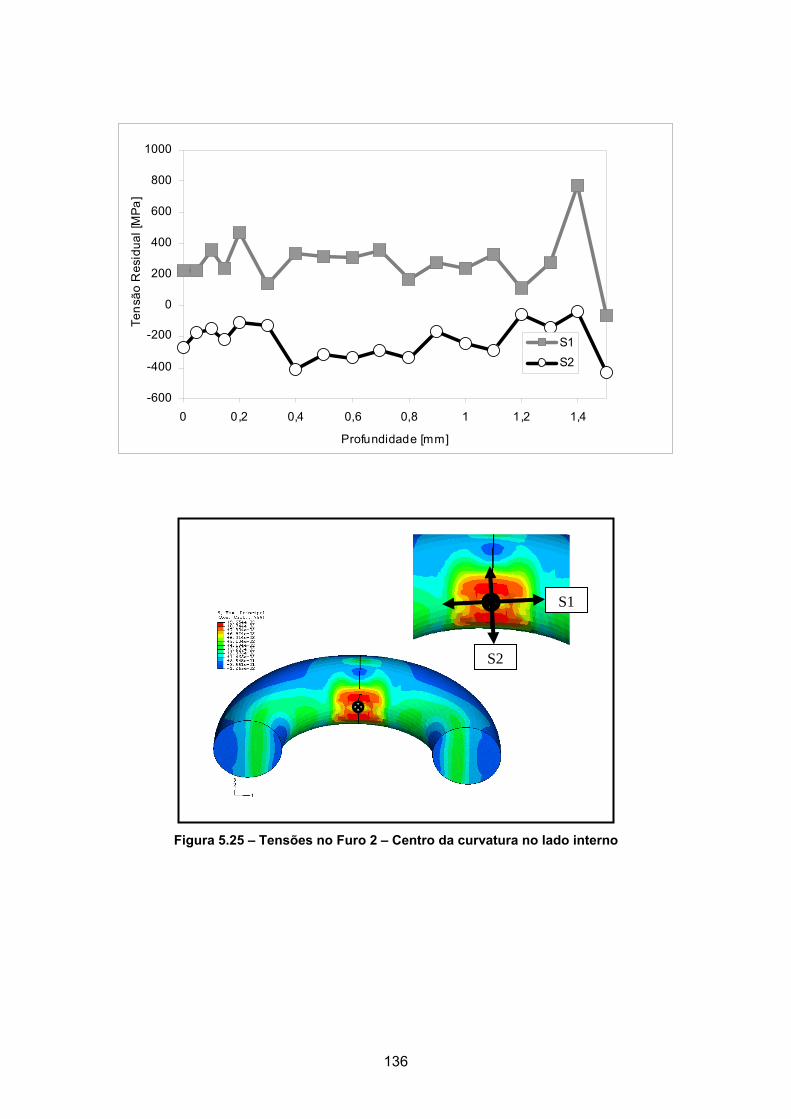
136
-600
-400
-200
0
200
400
600
800
1000
0 0,2 0,4 0,6 0,8 1 1,2 1,4
Profundidade [mm]
Tens
ão R
esid
ual [
MPa
]
S1S2
Figura 5.25 – Tensões no Furo 2 – Centro da curvatura no lado interno
S1
S2

137
-400
-300
-200
-100
0
100
200
300
400
0 0,2 0,4 0,6 0,8 1 1,2 1,4
Profundidade [mm]
Tens
ão R
esid
ual [
MPa
]
S1
S2
Figura 5.26 - Tensões no Furo 3. Deslocamento do centro da curvatura no lado interno
S2
S1

138
5.6 ENSAIO REALIZADO NO CENPES (PETROBRAS)
Através de ensaios não destrutivos como líquido penetrante e magnaflux foram
detectadas trincas na região do arco interno das duas manilhas ensaiadas no
CENPES conforme a figura 5.27 abaixo. A caracterização das trincas foi realizada
através de macrografias e micrografias realizadas em microscópio óptico e eletrônico
de varredura. A análise química de material junto às trincas foi realizada através de
microssonda EDS (análise por energia dispersiva) [49]. A posição de retirada das
amostras na região com trincas pode ser verificada na figura 5.28.
Figura 5.27 – Região das manilhas onde foram detectadas trincas em inspeção.
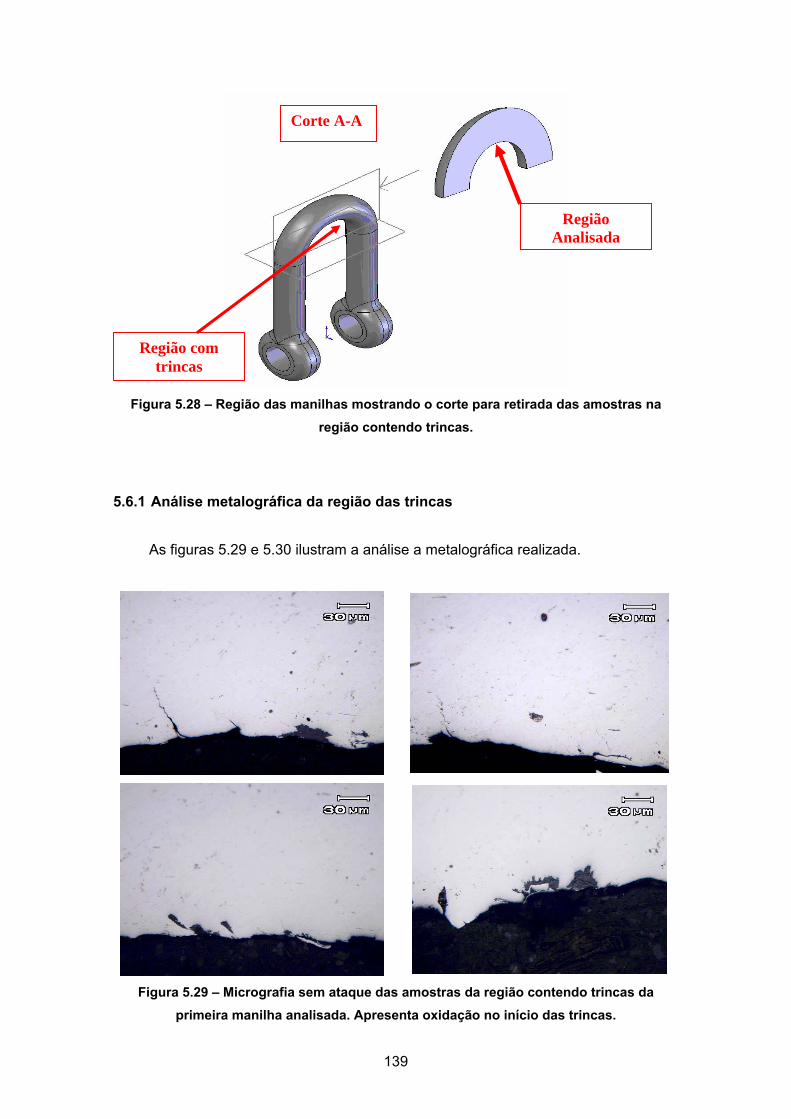
139
Figura 5.28 – Região das manilhas mostrando o corte para retirada das amostras na
região contendo trincas.
5.6.1 Análise metalográfica da região das trincas
As figuras 5.29 e 5.30 ilustram a análise a metalográfica realizada.
Figura 5.29 – Micrografia sem ataque das amostras da região contendo trincas da
primeira manilha analisada. Apresenta oxidação no início das trincas.
Região com trincas
Região Analisada
Corte A-A
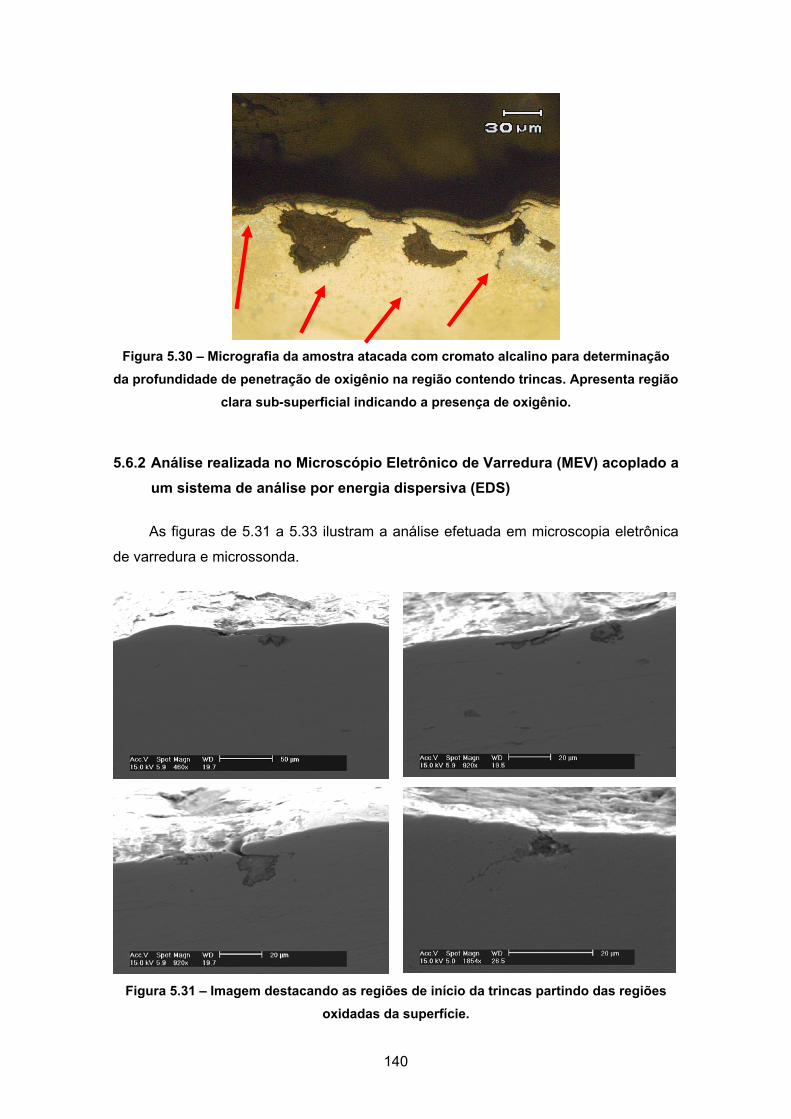
140
Figura 5.30 – Micrografia da amostra atacada com cromato alcalino para determinação
da profundidade de penetração de oxigênio na região contendo trincas. Apresenta região clara sub-superficial indicando a presença de oxigênio.
5.6.2 Análise realizada no Microscópio Eletrônico de Varredura (MEV) acoplado a um sistema de análise por energia dispersiva (EDS)
As figuras de 5.31 a 5.33 ilustram a análise efetuada em microscopia eletrônica
de varredura e microssonda.
Figura 5.31 – Imagem destacando as regiões de início da trincas partindo das regiões oxidadas da superfície.
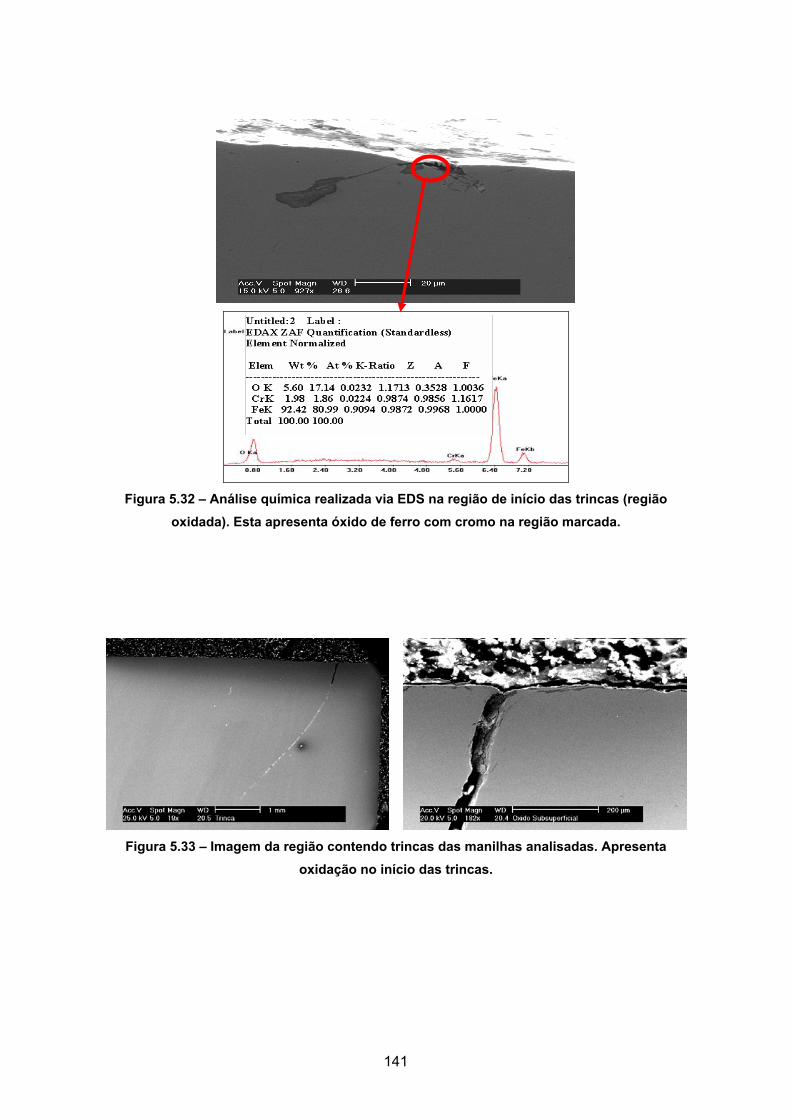
141
Figura 5.32 – Análise química realizada via EDS na região de início das trincas (região
oxidada). Esta apresenta óxido de ferro com cromo na região marcada.
Figura 5.33 – Imagem da região contendo trincas das manilhas analisadas. Apresenta oxidação no início das trincas.
142
6 TESTE DE CARGA, SIMULAÇÃO NUMÉRICA E ANÁLISE DOS RESULTADOS
Para se buscar as reais causas dos dois incidentes de rompimento de linhas de
ancoragem na unidade flutuante em estudo, foi desenvolvida uma série de ensaios e
análises que pudessem esclarecer o ocorrido e permitir tomar decisões sobre as
outras manilhas ainda instaladas na UEP.
Dentre as diversas análises propostas, foi realizado um estudo por elementos
finitos desta manilha. Para a calibração do modelo matemático uma manilha foi
instrumentada em três pontos que foram a curva externa e os dois braços paralelos,
conforme apresentado na figura 6.2. Este ensaio foi realizado unindo a manilha a um
tramo de amarra de 105 mm e o teste foi realizado na máquina de tração de 500
toneladas do CENPES (PETROBRAS) [50], apresentada na figura 6.1.
Figura 6.1 – Máquina de Tração de 500 toneladas do CENPES

143
6.1 TESTE DE CARGA
Foi realizado no CENPES um teste de carga em uma manilha retirada de uma
das linhas de poliéster da plataforma. Foram colados strain gages nas posições
indicadas na figura 6.2. As setas na figura 6.2 indicam a direção de medição dos strain
gages [49].
Figura 6.2 – Posição dos strain gages usados na medição das deformações no teste de
carga efetuado no CENPES.
O procedimento do teste consistiu em tracionar esta manilha de zero até 360
toneladas, com um incremento de aproximadamente 50 toneladas.
O gráfico de deformação na curva externa da manilha (strain gage M5)
apresentado na figura 6.3 indica que quando houve o decréscimo da carga de 360
toneladas para 235 toneladas, as deformações não retornaram aos valores da etapa
de carregamento, indicando uma deformação permanente na região de medição [49 e
50].
O gráfico de carga em função da deformação medida na curva externa da
manilha (figura 6.4) apresenta os resultados do mesmo teste com a carga em função
da deformação, mostrando que a relação entre a carga aplicada e a deformação não é
M2M1M3 M4
M5

144
linear no carregamento, confirmando que houve deformação plástica permanente após
a retirada da carga.
Como a região da curvatura externa da manilha é a mais solicitada, estão
apresentados somente os resultados do strain gage M5. Os demais pontos foram
analisados (strain gages M1, M2, M3 e M4), mas seus resultados não se tornam tão
relevantes, uma vez que possuem solicitações menores que a da região da curvatura
externa.
Deformação na Curvatura ExternaStrain Gage M5
0
2000
4000
6000
8000
10000
12000
14000
0 100 200 300 400 500 600 700
Tempo (s)
Def
orm
ação
(x10
e-6
)
50 ton
155 ton
100 ton
205 ton255 ton
305 ton
360 ton
235 ton
Figura 6.3 – Deformações medidas em função da carga aplicada no strain gage M5
Carga Vs Deformação medida no Strain Gage M5
0
50
100
150
200
250
300
350
400
450
500
0 5000 10000 15000 20000 25000 30000 35000
Deformação (x10e-6)
ton
Figura 6.4 – Carga em função da deformação medida no teste no CENPES
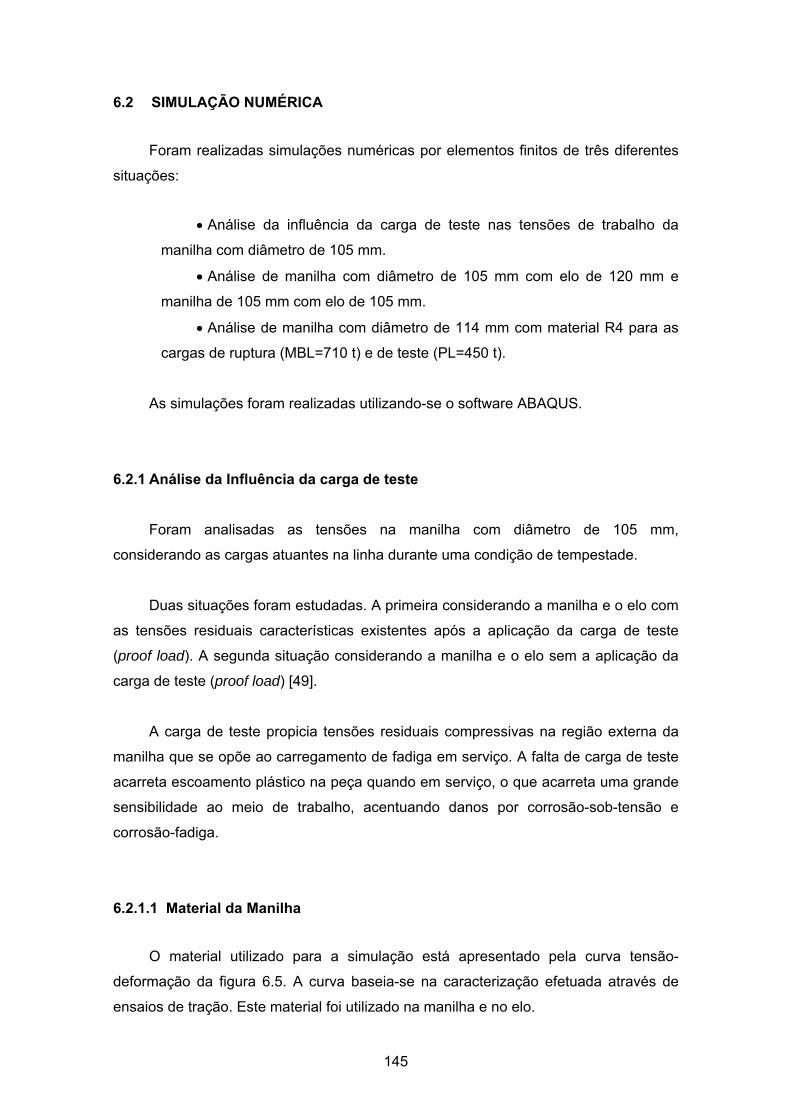
145
6.2 SIMULAÇÃO NUMÉRICA
Foram realizadas simulações numéricas por elementos finitos de três diferentes
situações:
• Análise da influência da carga de teste nas tensões de trabalho da
manilha com diâmetro de 105 mm.
• Análise de manilha com diâmetro de 105 mm com elo de 120 mm e
manilha de 105 mm com elo de 105 mm.
• Análise de manilha com diâmetro de 114 mm com material R4 para as
cargas de ruptura (MBL=710 t) e de teste (PL=450 t).
As simulações foram realizadas utilizando-se o software ABAQUS.
6.2.1 Análise da Influência da carga de teste
Foram analisadas as tensões na manilha com diâmetro de 105 mm,
considerando as cargas atuantes na linha durante uma condição de tempestade.
Duas situações foram estudadas. A primeira considerando a manilha e o elo com
as tensões residuais características existentes após a aplicação da carga de teste
(proof load). A segunda situação considerando a manilha e o elo sem a aplicação da
carga de teste (proof load) [49].
A carga de teste propicia tensões residuais compressivas na região externa da
manilha que se opõe ao carregamento de fadiga em serviço. A falta de carga de teste
acarreta escoamento plástico na peça quando em serviço, o que acarreta uma grande
sensibilidade ao meio de trabalho, acentuando danos por corrosão-sob-tensão e
corrosão-fadiga.
6.2.1.1 Material da Manilha
O material utilizado para a simulação está apresentado pela curva tensão-
deformação da figura 6.5. A curva baseia-se na caracterização efetuada através de
ensaios de tração. Este material foi utilizado na manilha e no elo.
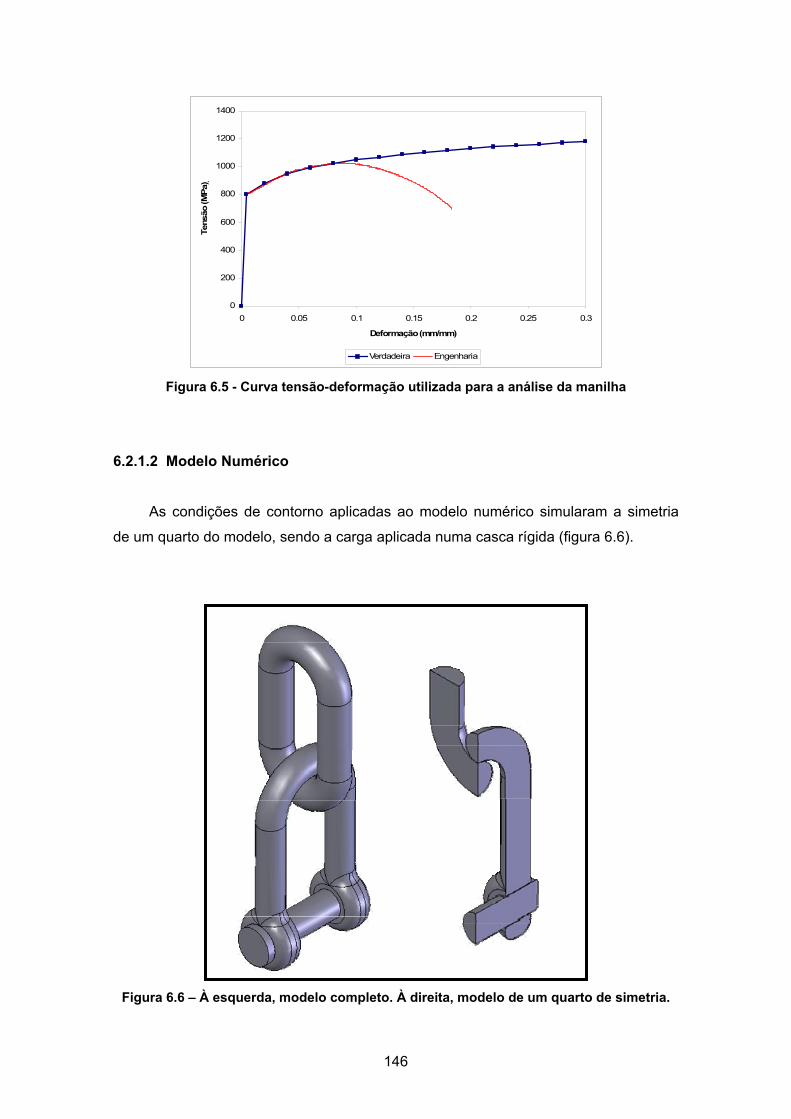
146
0
200
400
600
800
1000
1200
1400
0 0.05 0.1 0.15 0.2 0.25 0.3
Deformação (mm/mm)
Tens
ão (M
Pa)_
Verdadeira Engenharia
Figura 6.5 - Curva tensão-deformação utilizada para a análise da manilha
6.2.1.2 Modelo Numérico
As condições de contorno aplicadas ao modelo numérico simularam a simetria
de um quarto do modelo, sendo a carga aplicada numa casca rígida (figura 6.6).
Figura 6.6 – À esquerda, modelo completo. À direita, modelo de um quarto de simetria.
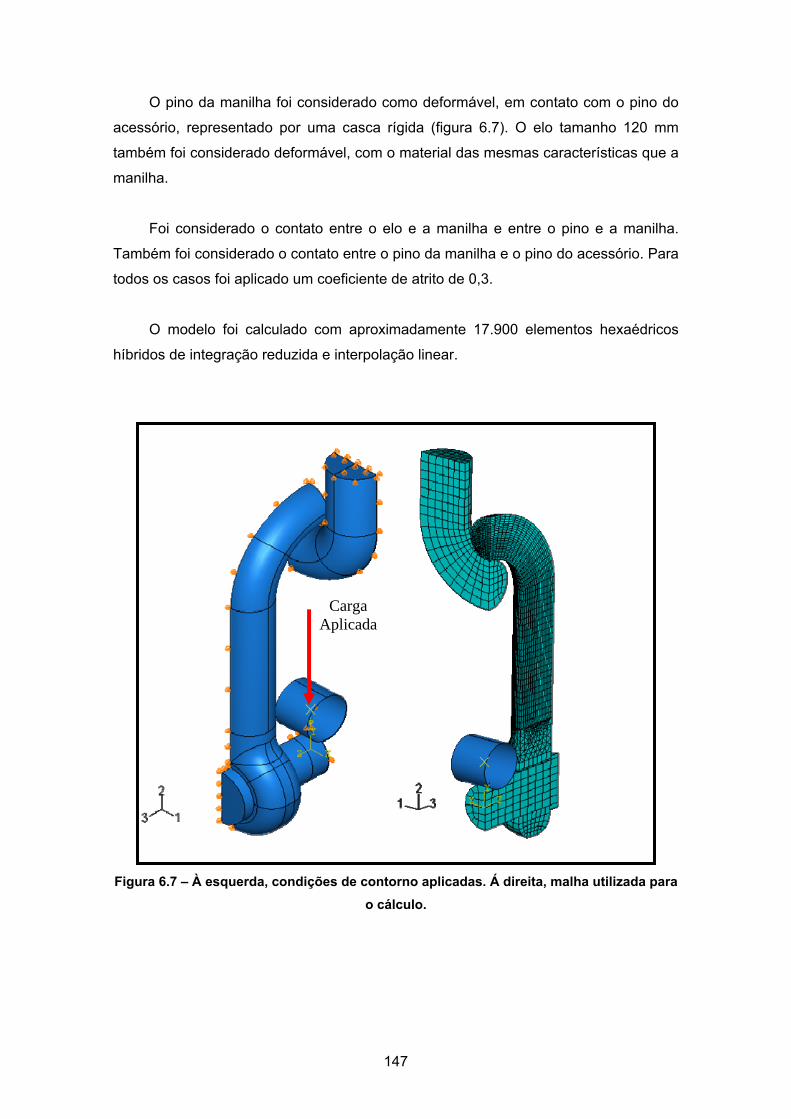
147
O pino da manilha foi considerado como deformável, em contato com o pino do
acessório, representado por uma casca rígida (figura 6.7). O elo tamanho 120 mm
também foi considerado deformável, com o material das mesmas características que a
manilha.
Foi considerado o contato entre o elo e a manilha e entre o pino e a manilha.
Também foi considerado o contato entre o pino da manilha e o pino do acessório. Para
todos os casos foi aplicado um coeficiente de atrito de 0,3.
O modelo foi calculado com aproximadamente 17.900 elementos hexaédricos
híbridos de integração reduzida e interpolação linear.
Figura 6.7 – À esquerda, condições de contorno aplicadas. Á direita, malha utilizada para
o cálculo.
Carga Aplicada
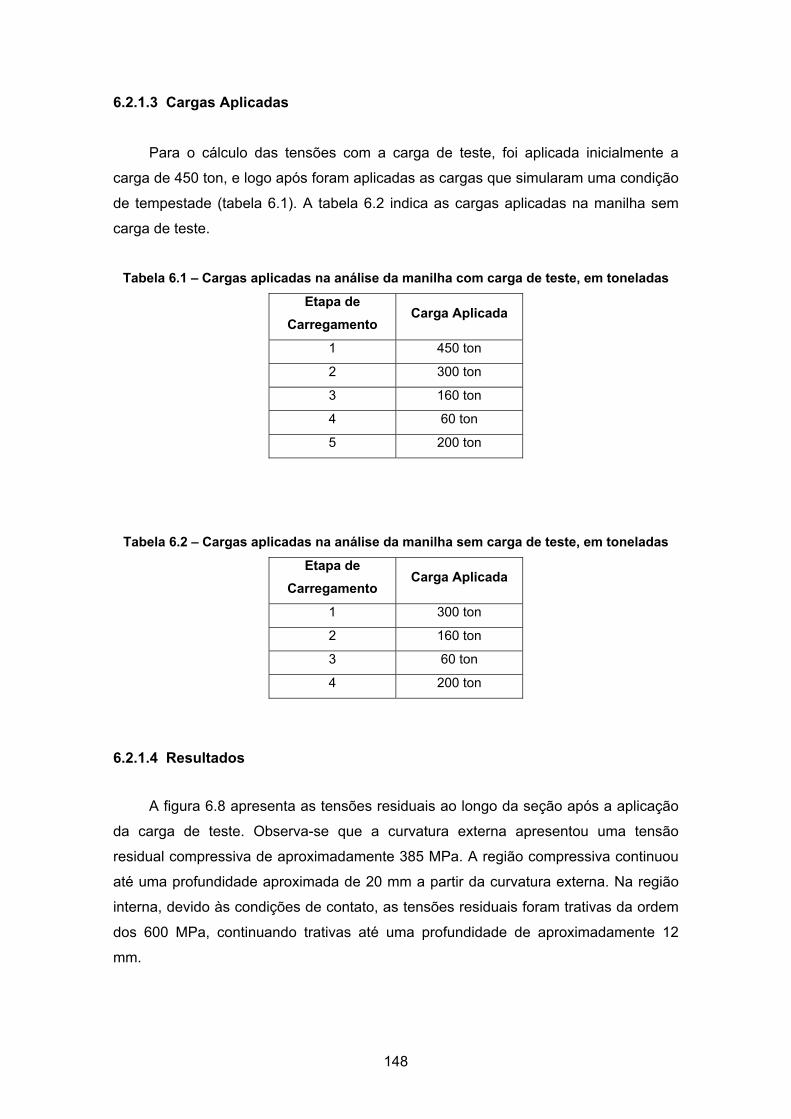
148
6.2.1.3 Cargas Aplicadas
Para o cálculo das tensões com a carga de teste, foi aplicada inicialmente a
carga de 450 ton, e logo após foram aplicadas as cargas que simularam uma condição
de tempestade (tabela 6.1). A tabela 6.2 indica as cargas aplicadas na manilha sem
carga de teste.
Tabela 6.1 – Cargas aplicadas na análise da manilha com carga de teste, em toneladas
Etapa de Carregamento
Carga Aplicada
1 450 ton
2 300 ton
3 160 ton
4 60 ton
5 200 ton
Tabela 6.2 – Cargas aplicadas na análise da manilha sem carga de teste, em toneladas
Etapa de Carregamento
Carga Aplicada
1 300 ton
2 160 ton
3 60 ton
4 200 ton
6.2.1.4 Resultados
A figura 6.8 apresenta as tensões residuais ao longo da seção após a aplicação
da carga de teste. Observa-se que a curvatura externa apresentou uma tensão
residual compressiva de aproximadamente 385 MPa. A região compressiva continuou
até uma profundidade aproximada de 20 mm a partir da curvatura externa. Na região
interna, devido às condições de contato, as tensões residuais foram trativas da ordem
dos 600 MPa, continuando trativas até uma profundidade de aproximadamente 12
mm.
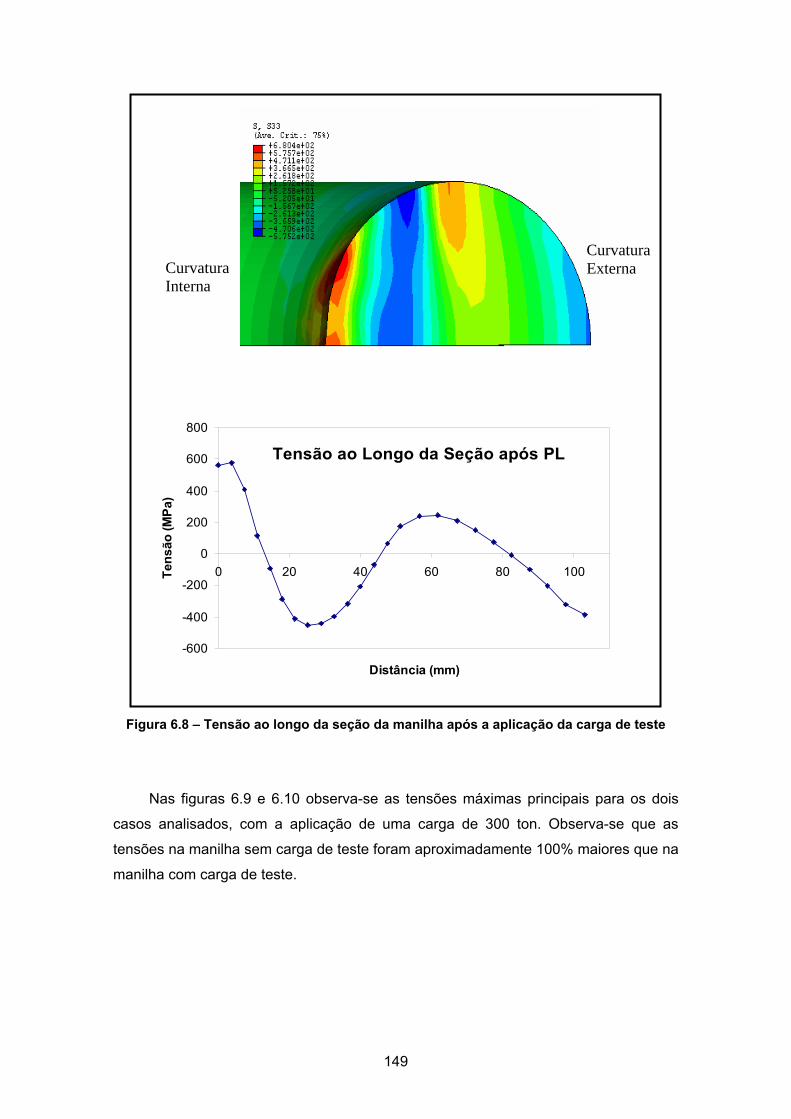
149
Figura 6.8 – Tensão ao longo da seção da manilha após a aplicação da carga de teste
Nas figuras 6.9 e 6.10 observa-se as tensões máximas principais para os dois
casos analisados, com a aplicação de uma carga de 300 ton. Observa-se que as
tensões na manilha sem carga de teste foram aproximadamente 100% maiores que na
manilha com carga de teste.
Tensão ao Longo da Seção após PL
-600
-400
-200
0
200
400
600
800
0 20 40 60 80 100
Distância (mm)
Tens
ão (M
Pa)
Curvatura Interna
Curvatura Externa
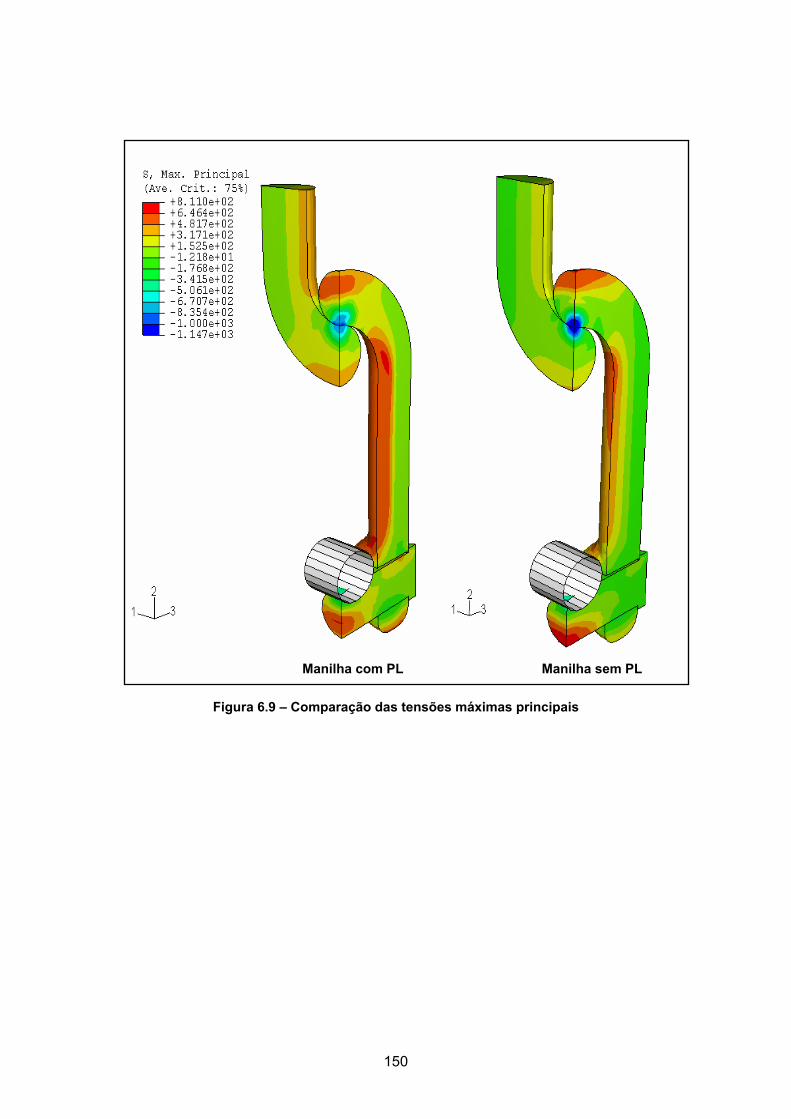
150
Figura 6.9 – Comparação das tensões máximas principais
Manilha com PL Manilha sem PL

151
Figura 6.10 – Detalhe da curvatura
A figura 6.11 apresenta um gráfico das tensões em função da carga aplicada
para a manilha com carga de teste e sem carga de teste. A tabela 6.3 resume os
resultados para as cargas variando entre 160 ton e 300 ton. A tabela 6.4 resume os
resultados para as cargas variando entre 60 ton e 200 ton.
Manilha com PL Manilha sem PL
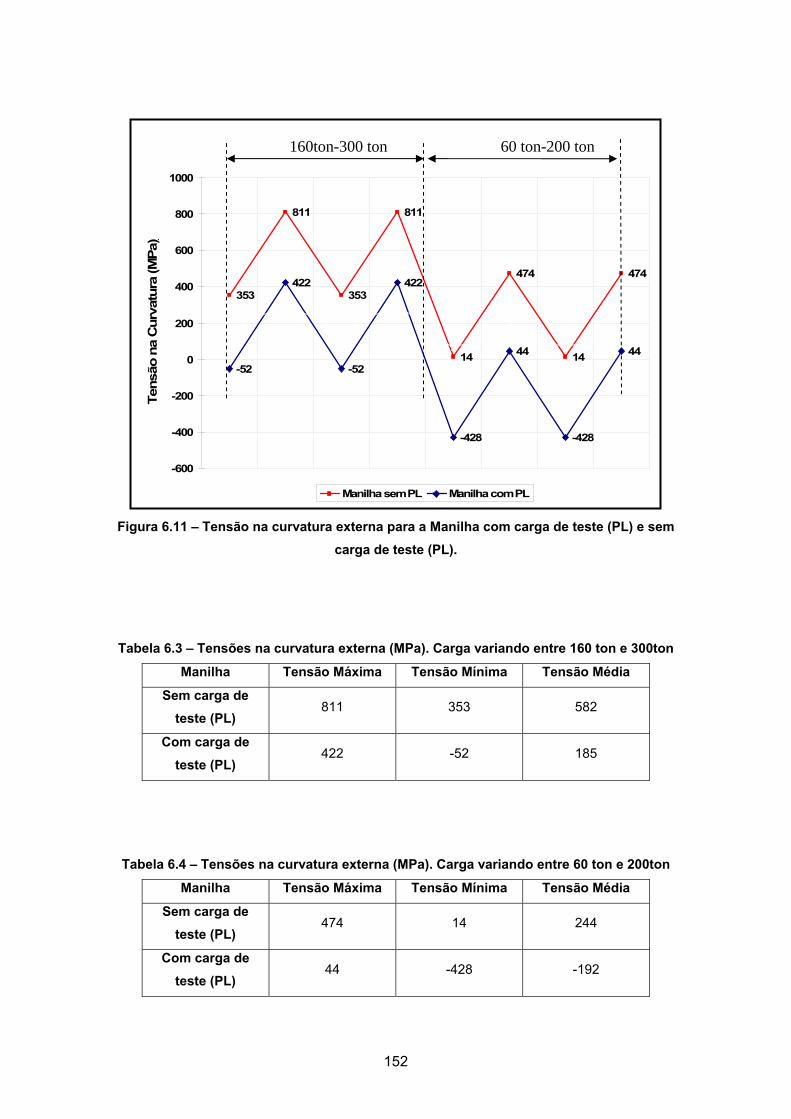
152
Figura 6.11 – Tensão na curvatura externa para a Manilha com carga de teste (PL) e sem
carga de teste (PL).
Tabela 6.3 – Tensões na curvatura externa (MPa). Carga variando entre 160 ton e 300ton
Manilha Tensão Máxima Tensão Mínima Tensão Média
Sem carga de teste (PL)
811 353 582
Com carga de teste (PL)
422 -52 185
Tabela 6.4 – Tensões na curvatura externa (MPa). Carga variando entre 60 ton e 200ton
Manilha Tensão Máxima Tensão Mínima Tensão Média
Sem carga de teste (PL)
474 14 244
Com carga de teste (PL)
44 -428 -192
353
811
353
811
14
474
14
474
-52
422
-52
422
-428
44
-428
44
-600
-400
-200
0
200
400
600
800
1000
Tens
ão n
a C
urva
tura
(MPa
)_
Manilha sem PL Manilha com PL
160ton-300 ton 60 ton-200 ton
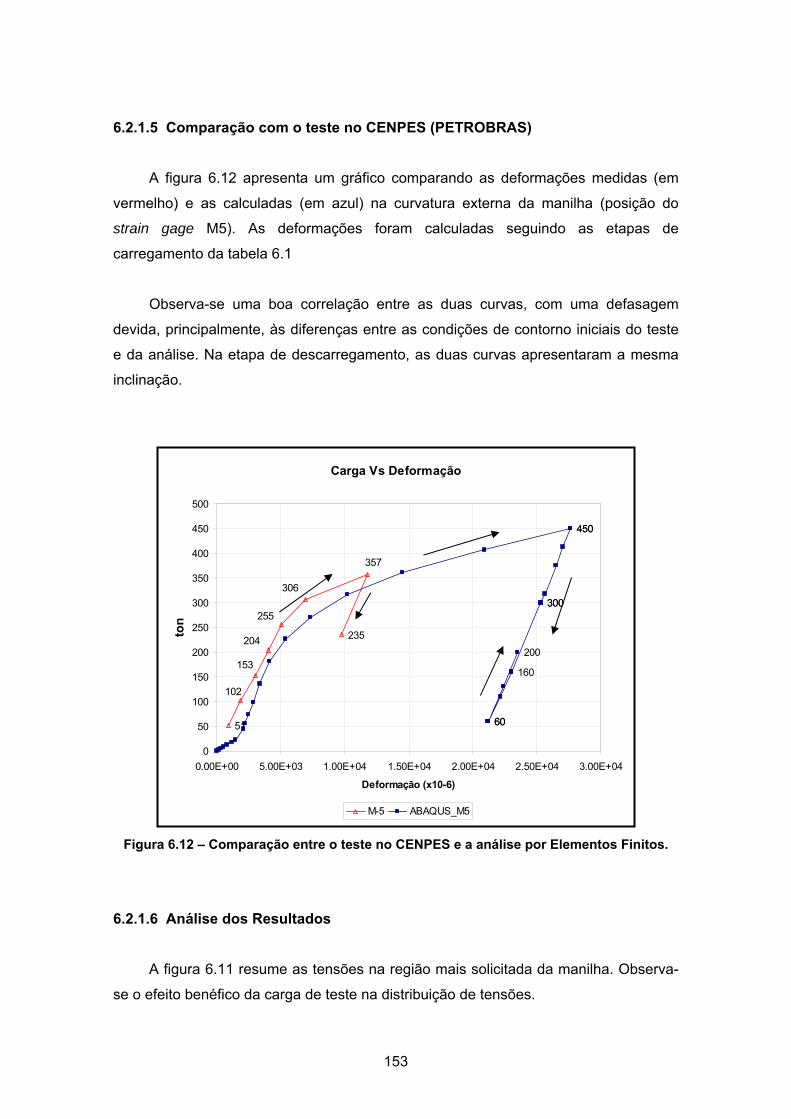
153
6.2.1.5 Comparação com o teste no CENPES (PETROBRAS)
A figura 6.12 apresenta um gráfico comparando as deformações medidas (em
vermelho) e as calculadas (em azul) na curvatura externa da manilha (posição do
strain gage M5). As deformações foram calculadas seguindo as etapas de
carregamento da tabela 6.1
Observa-se uma boa correlação entre as duas curvas, com uma defasagem
devida, principalmente, às diferenças entre as condições de contorno iniciais do teste
e da análise. Na etapa de descarregamento, as duas curvas apresentaram a mesma
inclinação.
Figura 6.12 – Comparação entre o teste no CENPES e a análise por Elementos Finitos.
6.2.1.6 Análise dos Resultados
A figura 6.11 resume as tensões na região mais solicitada da manilha. Observa-
se o efeito benéfico da carga de teste na distribuição de tensões.
Carga Vs Deformação
51
235
450450
300300
160
6060
200
357
306
255
204
102
153
0
50
100
150
200
250
300
350
400
450
500
0.00E+00 5.00E+03 1.00E+04 1.50E+04 2.00E+04 2.50E+04 3.00E+04
Deformação (x10-6)
ton
M-5 ABAQUS_M5
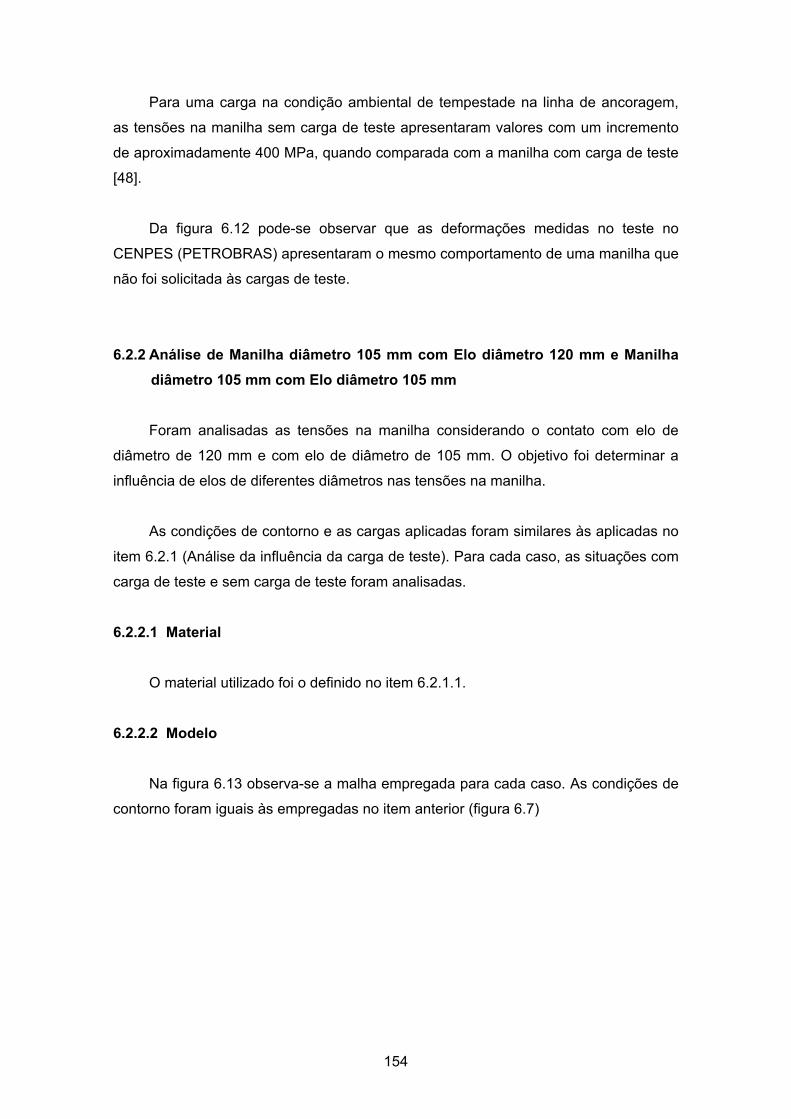
154
Para uma carga na condição ambiental de tempestade na linha de ancoragem,
as tensões na manilha sem carga de teste apresentaram valores com um incremento
de aproximadamente 400 MPa, quando comparada com a manilha com carga de teste
[48].
Da figura 6.12 pode-se observar que as deformações medidas no teste no
CENPES (PETROBRAS) apresentaram o mesmo comportamento de uma manilha que
não foi solicitada às cargas de teste.
6.2.2 Análise de Manilha diâmetro 105 mm com Elo diâmetro 120 mm e Manilha diâmetro 105 mm com Elo diâmetro 105 mm
Foram analisadas as tensões na manilha considerando o contato com elo de
diâmetro de 120 mm e com elo de diâmetro de 105 mm. O objetivo foi determinar a
influência de elos de diferentes diâmetros nas tensões na manilha.
As condições de contorno e as cargas aplicadas foram similares às aplicadas no
item 6.2.1 (Análise da influência da carga de teste). Para cada caso, as situações com
carga de teste e sem carga de teste foram analisadas.
6.2.2.1 Material
O material utilizado foi o definido no item 6.2.1.1.
6.2.2.2 Modelo
Na figura 6.13 observa-se a malha empregada para cada caso. As condições de
contorno foram iguais às empregadas no item anterior (figura 6.7)
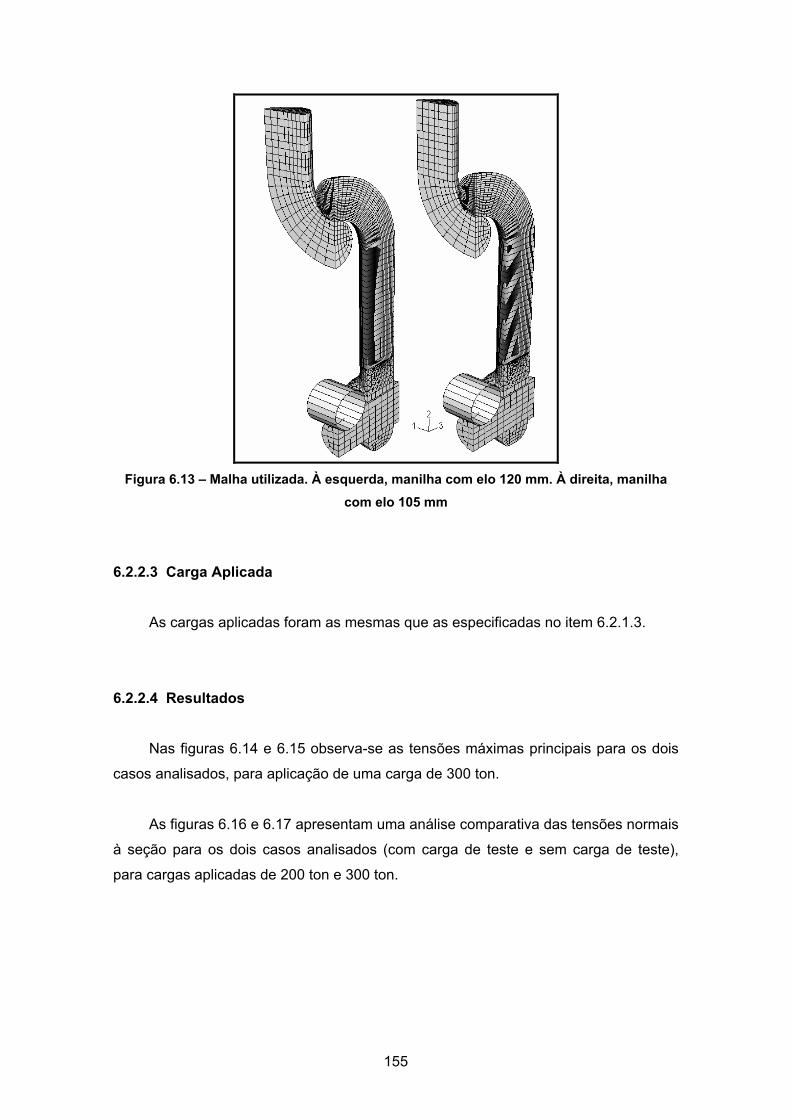
155
Figura 6.13 – Malha utilizada. À esquerda, manilha com elo 120 mm. À direita, manilha
com elo 105 mm
6.2.2.3 Carga Aplicada
As cargas aplicadas foram as mesmas que as especificadas no item 6.2.1.3.
6.2.2.4 Resultados
Nas figuras 6.14 e 6.15 observa-se as tensões máximas principais para os dois
casos analisados, para aplicação de uma carga de 300 ton.
As figuras 6.16 e 6.17 apresentam uma análise comparativa das tensões normais
à seção para os dois casos analisados (com carga de teste e sem carga de teste),
para cargas aplicadas de 200 ton e 300 ton.
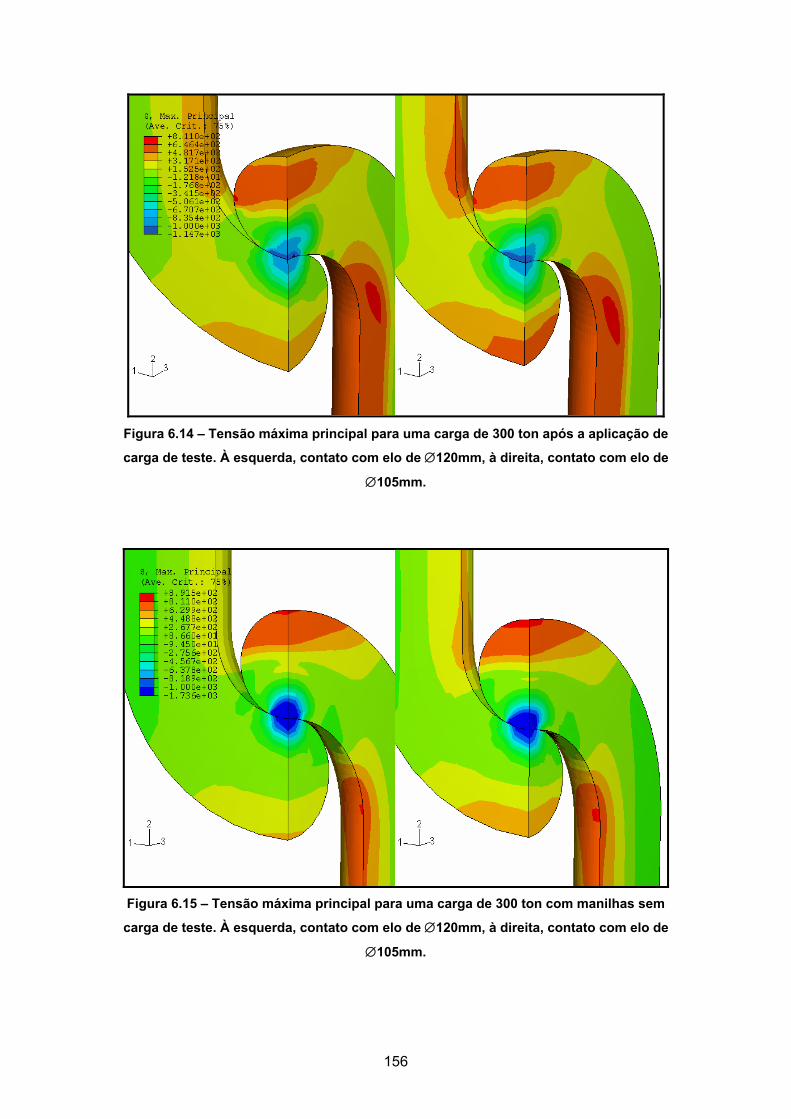
156
Figura 6.14 – Tensão máxima principal para uma carga de 300 ton após a aplicação de
carga de teste. À esquerda, contato com elo de ∅120mm, à direita, contato com elo de
∅105mm.
Figura 6.15 – Tensão máxima principal para uma carga de 300 ton com manilhas sem
carga de teste. À esquerda, contato com elo de ∅120mm, à direita, contato com elo de
∅105mm.
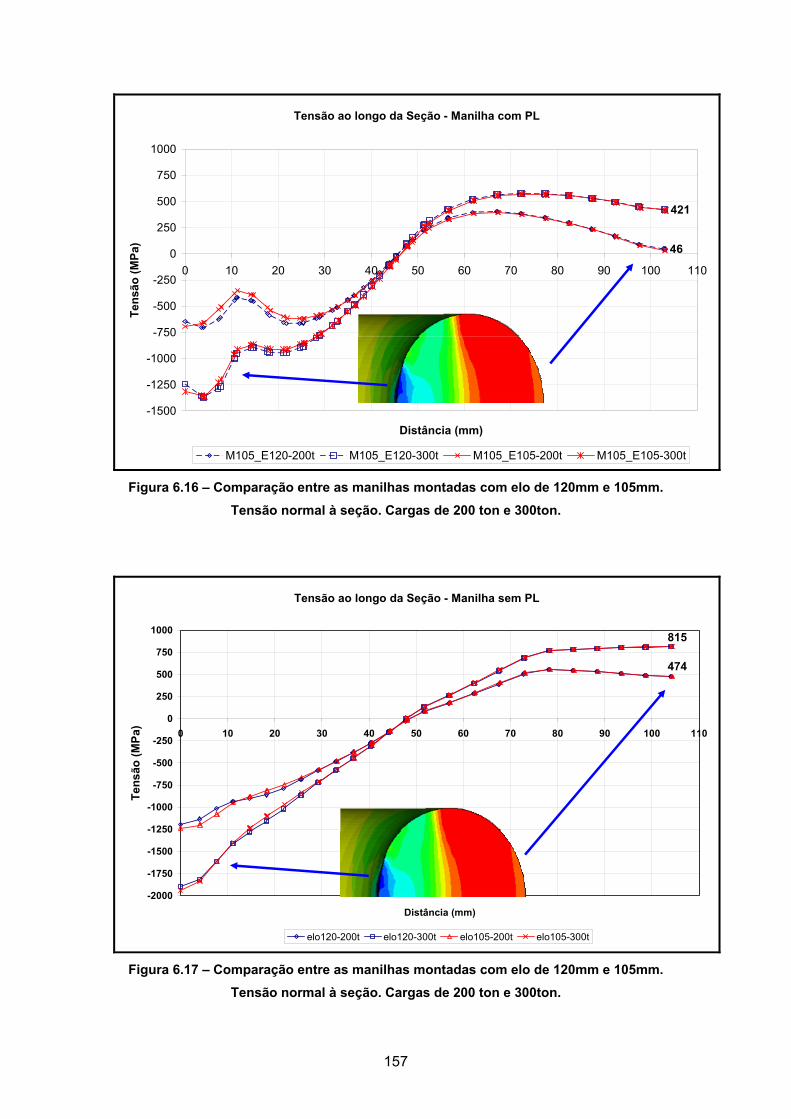
157
Tensão ao longo da Seção - Manilha com PL
46
421
-1500
-1250
-1000
-750
-500
-250
0
250
500
750
1000
0 10 20 30 40 50 60 70 80 90 100 110
Distância (mm)
Tens
ão (M
Pa)
M105_E120-200t M105_E120-300t M105_E105-200t M105_E105-300t
Figura 6.16 – Comparação entre as manilhas montadas com elo de 120mm e 105mm. Tensão normal à seção. Cargas de 200 ton e 300ton.
Tensão ao longo da Seção - Manilha sem PL
474
815
-2000
-1750
-1500
-1250
-1000
-750
-500
-250
0
250
500
750
1000
0 10 20 30 40 50 60 70 80 90 100 110
Distância (mm)
Tens
ão (M
Pa)
elo120-200t elo120-300t elo105-200t elo105-300t
Figura 6.17 – Comparação entre as manilhas montadas com elo de 120mm e 105mm. Tensão normal à seção. Cargas de 200 ton e 300ton.
158
6.2.2.5 Análise dos Resultados
As figuras 6.16 e 6.17 apresentam a variação da tensão ao longo da seção na
curvatura da manilha. Observa-se que a análise não mostrou a existência de diferença
significativa das tensões em função do diâmetro do elo utilizado [49].
Destaca-se que as tensões no caso da manilha com carga de teste diminuem
significativamente, em concordância com os resultados da análise do item 6.2.1
(Análise da influência da carga de teste) [49].
6.2.3 Análise da manilha com material R4 para as cargas de ruptura (MBL) e de teste (PL).
Foi analisada uma manilha de diâmetro de 114 mm para as mesmas condições
do item 6.2.1 e para cargas MBL de 710 toneladas e carga de teste de 450 toneladas.
O material empregado reproduz os requisitos mínimos de resistência à tração da
Norma IACS UR W22 [26] para o Grau R4.
6.2.3.1 Material
O material utilizado apresenta os valores descritos na tabela 6.5. A curva
empregada no modelo (figura 6.18) foi ajustada em função de valores experimentais,
sendo caracterizada pela seguinte equação:
108,01220
===
mMPao
mo
σσσ
O ajuste se fez necessário para representar melhor as características reais do
material da manilha, obtidas através de ensaios.

159
Tabela 6.5 – Materiais W22 da norma e W22 utilizado na presente simulação
Tensão de Escoamento (σys)
Material σys
(MPa) Deformação
W22-Norma 580 -
W22-Simulação 740 0,3%
Resistência à Tração (σut)
Material σut
(MPa) Deformação
W22-Norma 860 -
W22-Simulação 860 10%
Figura 6.18 – Material W22 utilizado na simulação
O limite de resistência à fadiga do material foi calculado seguindo as indicações
da referência [51]:
W22-R4
0
200
400
600
800
1000
1200
0 0.05 0.1 0.15 0.2 0.25 0.3
Deformação (mm/mm)
Tens
ão (M
Pa
Verdadeira Engenharia
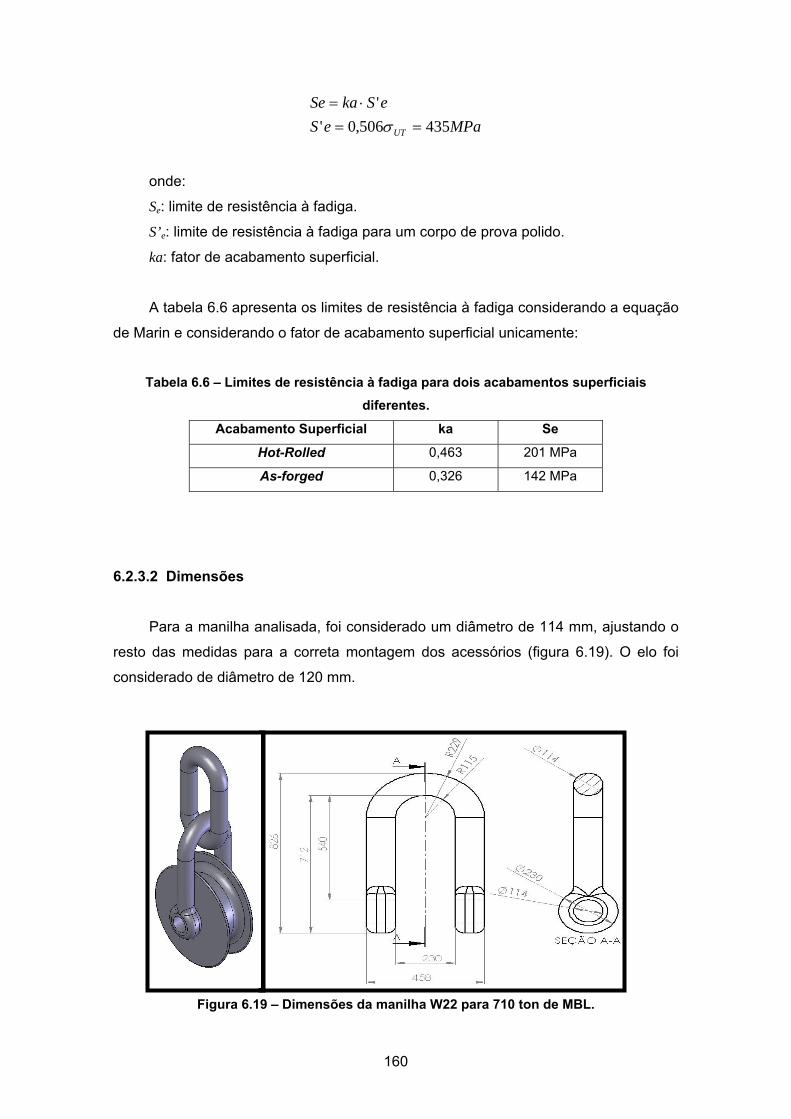
160
MPaeSeSkaSe
UT 435506,0''
==⋅=
σ
onde:
Se: limite de resistência à fadiga.
S’e: limite de resistência à fadiga para um corpo de prova polido.
ka: fator de acabamento superficial.
A tabela 6.6 apresenta os limites de resistência à fadiga considerando a equação
de Marin e considerando o fator de acabamento superficial unicamente:
Tabela 6.6 – Limites de resistência à fadiga para dois acabamentos superficiais
diferentes.
Acabamento Superficial ka Se
Hot-Rolled 0,463 201 MPa
As-forged 0,326 142 MPa
6.2.3.2 Dimensões
Para a manilha analisada, foi considerado um diâmetro de 114 mm, ajustando o
resto das medidas para a correta montagem dos acessórios (figura 6.19). O elo foi
considerado de diâmetro de 120 mm.
Figura 6.19 – Dimensões da manilha W22 para 710 ton de MBL.
161
6.2.3.3 Modelo
O modelo considerado apresentou as mesmas condições de contorno que as
especificadas no item 6.2.1.
6.2.3.4 Carga Aplicada
Para o cálculo das tensões foi aplicada primeiramente a carga de teste de 450
ton (PL) e logo após foram aplicadas, em duas etapas diferentes, as cargas de 200 ton
e 300 ton. Finalmente foi aplicada a carga de 710 ton (MBL).
A tabela 6.7 abaixo apresenta as cargas aplicadas.
Tabela 6.7 – Cargas aplicadas na análise da manilha com PL, em toneladas
Etapa de Carregamento
Carga Aplicada
1 450 ton
2 200 ton
3 300 ton
4 710 ton
6.2.3.5 Resultados
A figura 6.20 resume os resultados do trabalho de simulação.
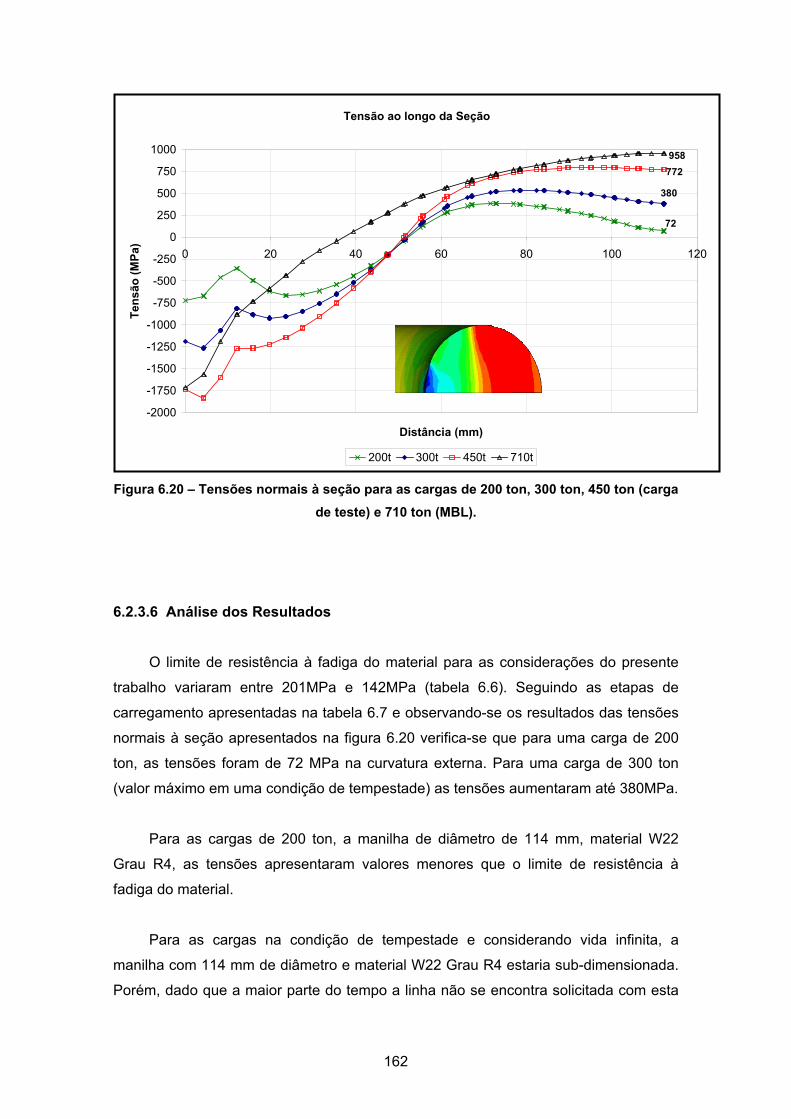
162
Figura 6.20 – Tensões normais à seção para as cargas de 200 ton, 300 ton, 450 ton (carga
de teste) e 710 ton (MBL).
6.2.3.6 Análise dos Resultados
O limite de resistência à fadiga do material para as considerações do presente
trabalho variaram entre 201MPa e 142MPa (tabela 6.6). Seguindo as etapas de
carregamento apresentadas na tabela 6.7 e observando-se os resultados das tensões
normais à seção apresentados na figura 6.20 verifica-se que para uma carga de 200
ton, as tensões foram de 72 MPa na curvatura externa. Para uma carga de 300 ton
(valor máximo em uma condição de tempestade) as tensões aumentaram até 380MPa.
Para as cargas de 200 ton, a manilha de diâmetro de 114 mm, material W22
Grau R4, as tensões apresentaram valores menores que o limite de resistência à
fadiga do material.
Para as cargas na condição de tempestade e considerando vida infinita, a
manilha com 114 mm de diâmetro e material W22 Grau R4 estaria sub-dimensionada.
Porém, dado que a maior parte do tempo a linha não se encontra solicitada com esta
Tensão ao longo da Seção
72
380
772958
-2000
-1750
-1500
-1250
-1000
-750
-500
-250
0
250
500
750
1000
0 20 40 60 80 100 120
Distância (mm)
Tens
ão (M
Pa)
200t 300t 450t 710t

163
carga, o correto dimensionamento da manilha deveria ser realizado considerando o
espectro de carregamento ao longo do tempo, aplicando alguma teoria de dano.
Para o material considerado, o começo da estricção aconteceria quando a
deformação na peça atingisse o valor de 10% de deformação. No caso analisado, para
uma carga de MBL de 710 ton, a curvatura externa da manilha atingiria valores
aproximados de 960MPa [43] (figura 6.20). Na curva tensão-deformação verdadeira
(figura 6.18) esta tensão equivale a uma deformação aproximada de 10%. Uma
manilha com as dimensões consideradas neste item, e construída com um material
com as propriedades citadas no item 6.2.3.1, estaria sub-dimensionada para a carga
de MBL de 710 ton.
164
7 CONSIDERAÇÕES FINAIS 7.1 SUMÁRIO
As propriedades do material da manilha analisada encontraram-se dentro da
Norma IACS UR W22 [26], para o Grau R4. Dos três corpos de prova do ensaio de
Charpy somente um deles ficou abaixo do valor de 50 J, porém a média ficou acima
deste requisito mínimo da norma. O mecanismo de falha observado nas duas
manilhas que romperam em campo não se encontra relacionado com este fato, dado
que as duas apresentaram crescimento das trincas por fadiga e ruptura dúctil final.
As medidas de tensões residuais e o próprio teste de carga indicaram que as
manilhas não foram submetidas a testes de carga de prova. As tensões residuais
medidas tenderam a zero em aproximadamente 1,5 mm, sendo que se as tensões
produzidas pela carga de prova deveriam apresentar valores compressivos até uma
profundidade aproximada de 20 mm na curvatura externa, como indicou a análise por
elementos finitos.
O teste de carga realizado no CENPES (PETROBRAS), com a medição de
deformações, indicou a presença de deformações permanentes após a retirada da
carga. A curva carga-deformação medida, quando comparada com a curva calculada
por elementos finitos, apresentou a mesma relação de uma manilha que não foi
submetida às cargas de prova.
As trincas internas observadas no teste no CENPES (PETROBRAS) foram
devidas às altas tensões de contato existentes entre o elo e a manilha. Estas trincas
internas não contribuíram à falha das manilhas analisadas. Trincas iniciadas nesta
região encontram logo um campo de tensões compressivas que inibem o seu
crescimento.
A falta da carga de prova explica as falhas em campo. O teste com carga de
prova propiciaria tensões residuais compressivas na região externa que se oporiam ao
carregamento de fadiga em serviço. A falta da carga de prova acarretou escoamento
plástico na peça quando em serviço, o que acarretou uma grande sensibilidade ao
meio de trabalho, acentuando danos por corrosão-sob-tensão e corrosão-fadiga.
165
7.2 CONCLUSÕES
Como pôde ser observado nos testes e análises realizados, e nos estudos das
referências [45] e [47], o teste de carga de prova impõe uma elongação permanente,
fornecendo evidências de regiões localizadas de deformação plástica. Esta
deformação que acontece em áreas de alta concentração de tensões, provê tensões
residuais compressivas na remoção da carga. As tensões residuais compressivas se
sobrepõem com as tensões aplicadas geradas durante o carregamento de serviço
para reduzir a tensão principal elástica em regiões críticas onde se originam trincas
devidas à fadiga. A tensão principal reduzida diminui a taxa de acumulação de dano
que aumenta a vida à fadiga da amarra.
Portanto, conclui-se que o teste de carga de prova aumenta substancialmente a
vida à fadiga de ambas geometrias de elos de amarras: elo com malhete e elo sem
malhete. Geralmente, quanto mais elevada a carga do teste de carga de prova, maior
a resistência à fadiga da amarra.
As tensões residuais podem ser utilizadas para explicar diversas observações
feitas no comportamento da fadiga da amarra sob teste de carga de prova:
a) As tensões compressivas residuais, causadas pelo teste de carga de prova,
melhoram a vida a fadiga;
b) As tensões mais elevadas aplicadas (maior amplitude) aceleram o relaxamento
da tensão residual e reduzem a vida à fadiga.
De acordo com o disposto acima, todas as peças e acessórios do sistema de
ancoragem devem ser submetidos ao teste de carga de prova, para uma carga
específica que depende do grau e do diâmetro da amarra associada. Os parâmetros
para a determinação do valor da carga de prova estão definidos nas normas e o teste
deve ser submetido à Classificadora.
A realização dos testes de carga de prova e de ruptura se mostram
imprescindíveis e garantem a continuidade operacional do sistema sem danos devido
à fadiga, ou ruptura devido a ação de tensões dentro do limite aceitável.
166
7.3 RECOMENDAÇÕES
Para o caso estudado, em especial, as análises, testes e ensaios realizados
determinaram a substituição de todas as manilhas das linhas rompidas e das linhas
mais solicitadas no sistema.
Foi determinada também a investigação da inconsistência do Certificado da
Sociedade Classificadora em relação aos testes de carga de prova e fadiga realizados
nas manilhas e elos de amarra instalados no sistema de ancoragem estudado.
Como resultado, fica a recomendação de revisão das especificações de compra
de manilhas de poliéster, com base no estudo realizado. Além disso, as cargas
máximas de trabalho em outras Unidades Estacionárias de Produção (UEP) que
utilizam a mesma manilha, e nos sistemas futuros devem ser verificadas.
Com base na gama de informações levantadas durante a realização do estudo
em questão, sugere-se a elaboração de um banco de dados de defeitos típicos em
elos e manilhas de sistemas de ancoragem. Além disso, todo o estudo desenvolvido e
apresentado nesta dissertação pode auxiliar projetistas e engenheiros no
desenvolvimento de sistemas de ancoragem para unidades flutuantes operando por
um longo período (20 anos em média) em lâminas d´água profundas e ultra-profundas.
Já está em andamento um projeto de unificação das regras das Sociedades
Classificadoras, coordenado pela IACS (International Association of Classification
Societies), onde possíveis discrepâncias entre diferentes projetos de diferentes
classificadoras sejam eliminadas. No entanto, todo o levantamento dos critérios de
projeto, fatores de dimensionamento e cálculo, apresentados nesta dissertação,
relativos às três principais Sociedades Classificadoras atuantes no Brasil no mercado
offshore (ABS, BV e DNV), além dos dados coletados do API, IACS, ISO e NBR,
fornecem uma visão geral dos conceitos utilizados para dimensionamento de sistemas
de ancoragem em catenária que utilizam cabos de poliéster e permitem a elaboração
de um plano efetivo de acompanhamento na fabricação, instalação e monitoração da
vida em serviço.
167
8 REFERÊNCIAS
[1] COSTA, L. C., GONÇALVES, R. C. F., “Inspeção em Linhas de Ancoragem de
Unidades de Produção”; XXI Congresso Nacional de Ensaios Não Destrutivos,
Salvador, agosto de 2002.
[2] VRYHOF; “Anchor Manual 2005”; Vryhof Anchors b.v., krimpen a/d yssel,
Netherlands, 2005.
[3] JÚNIOR, J. A. F., ANDRADE, B. L. R., BRINATI, H. L., MORISHITA, H. M. e
MARTINS, M. R., “Sistema de Ancoragem de Sistemas Flutuantes de
Produção”; Apostila do curso de formação de Engenheiros Navais da
PETROBRAS, 2004.
[4] NOGUEIRA, S., “Estabilidade de Plataformas Semi-Submersíveis: Teoria e
Controle de Emergências”; Apostila PETROBRAS, E&P-SSE/UN-BC/ST/EIS,
Revisão 4, Janeiro de 2003.
[5] JÚNIOR, J. A. F.; "Alternativas para Sistemas Flutuantes de Produção”;
Apostila do curso de formação de Engenheiros Navais da PETROBRAS, 2004.
[6] JÚNIOR, J. A. F.; "Otimização e Automatização do Projeto de Sistemas de
Ancoragem de Plataformas Semi-Submersíveis"; Dissertação de Mestrado,
Universidade de Campinas, Dezembro de 1993.
[7] American Petroleum Institute - API Recommended Practice 2FP1 -
Recommended Practice for Design, Analysis, and Maintenance of Mooring for
Floating Production Systems, 1993.
[8] ANDRADE, B. L. R. e MARTINS, R. M.; "Avaliação da Alternativa TAUT-LEG
para Sistemas Flutuantes de Produção”, Relatório Final de Projeto, maio de
1995.
[9] Biblioteca Virtual do Estudante Brasileiro – Escola do Futuro da USP -
Telecurso2000 - Ensaios de Materiais - http://www.bibvirt.futuro.usp.br/.
[10] LU, J., “Handbook of Measurement of Residual Stresses”, SEM Inc., 1996.
168
[11] GRANT, P.V., “Measurement Good Practice Guide No. 53.”, UK, National
Physical Laboratory, 2002.
[12] KOCKELMANN, H. e SCHWARZ, T., “Die Bohrlochmethode–ein für viele
Anwendungsbereiche optimales Verfahrenzur experimentellen Ermittlung von
Eigenspannungen.”, MTB von HBM, 29(2):33–38, 1993.
[13] HAUK, V., “Structural and Residual Stress Analysis by Non-destructive
Methods”. Elsevier, 1997.
[14] HOFFMANN, F.; KEßLER, O.; LUBBEN, Th. e MAYR, P., “Distortion
Engineering -Verzugsbeherrschung in der Fertigung.”, HTM, 57(3):213-217,
2002.
[15] MICRO MEASUREMENTS, “Tech Note TN – 503 – 4”, 1993.
[16] SYNT TECHNOLOGY, “Manual do Equipamento MTS 3000”, Italia, 2002.
[17] CAÑADA, L., VICINAY, J., SANZ, A. e LÓPEZ, E.; “New Mooring Chain
Designs”; Paper OTC 8148 – Annual Offshore Technology Conference,
Houston, Texas, 1996.
[18] ABS Guide for Building and Classing Floating Production Installations, American
Bureau of Shipping, 2004.
[19] ABS Guidance Notes on the Application of Synthetic Ropes for Offshore
Mooring, American Bureau of Shipping, 1999.
[20] ABS Guide for Certification of Offshore Mooring Chain, American Bureau of
Shipping, 1999.
[21] DNV-OS-E-301, Offshore Standard - Position Mooring, Det Norske Veritas,
2001.
[22] DNV CN 2.6, Classification Notes - Certification of Offshore Mooring Chain, Det
Norske Veritas, 1995.
169
[23] BV Guidance Note NI 493 DTM R00 E, Classification of Mooring Systems for
Permanent Offshore Units, Bureau Veritas, 2004.
[24] BV NR 216, Rules and Regulations for the Classification of Ships and Offshore
Installations, Bureau Veritas.
[25] BV NI 416 DTO R00 E, Quasi-Dynamic Analysis of Mooring Systems Using
Ariane Software – Guidance Note, Bureau Veritas, 1998.
[26] IACS UR W22, International Association of Classification Societies, Unified
Requirement W22 – Material and Welding – Offshore Mooring Chain, 2004.
[27] American Petroleum Institute - API Recommended Practice 2A - Recommended
Practice for Planning, Designing and Constructing Fixed Offshore Platforms -
Load and Resistance Factor Design.
[28] American Petroleum Institute - API Recommended Practice 2T - Recommended
Practice for Planning, Designing, and Constructing Tension Leg Platforms.
[29] American Petroleum Institute - API Recommended Practice 2SK -
Recommended Practice for Design and Analysis of Stationkeeping Systems for
Floating Structures.
[30] American Petroleum Institute - API Recommended Practice 2SM –
Recommended Practice for Design, Manufacture, Installation and Maintenance
of Synthetic Fiber Fiber Ropes for Offshore Mooring.
[31] American Petroleum Institute - API Specification 2F – Specification for Mooring
Chain.
[32] American Petroleum Institute - API Specification 9A – Specification for Wire
Ropes.
[33] American Petroleum Institute - API Recommended Practice 2I – In-service
Inspection of Mooring Hardware for Floating Drilling Units.
170
[34] American Petroleum Institute - API Recommended Practice 2P - Analysis of
Spread Mooring Systems for Floating Drilling Units.
[35] International Standard – ISO 1704 – Shipbuilding – Stud-link Anchor Chains.
[36] Norma Brasileira – ABNT NBR 13715 – Estruturas Oceânicas – Amarras –
Requisitos.
[37] Norma Brasileira – ABNT NBR 13545 – Movimentação de Cargas – Manilhas.
[38] BERG, A. e TARALDSEN, A., “Long Term Mooring and Anchoring of Large
Structure and Drilling Units (Reliability and Safety of Anchor Chain Systems),”
OCT 3813, maio 1980.
[39] DOWDY, M. J. e GRAHAM, D. J., “A Method for Evaluating and Extending the
Useful Life of In-Service Anchor Chain,” OTC 5719, maio 1988.
[40] LANDGRAF, R.W. e CHERNENKOFF, R.A. “Residual stress effects on fatigue
of surface processed steels” ASTM STP 1004, Analytical and Experimental
Methods for Residual Stress Effects in Fatigue (American Society for Testing
and Materials, 1986)
[41] KWAN, C. T.; "Design Practice for Mooring of Floating Production Systems";
Marine Technology, vol. 28, no 1, janeiro 1991.
[42] VARGAS, P. M., HSU, T. M. e LEE, W. K., “Stress Concentration Factors for
Stud-less Mooring Chain Links in Fairleads”, Proceedings of OMAE 2004,
OMAE2004-51376, junho 2004.
[43] VARGAS, P. M. e JEAN, P., “FEA of Out-of-Plane Fatigue Mechanism of Chain
Links”, Proceedings of OMAE 2005, OMAE2005-67354, junho 2005.
[44] MELIS, C., JEAN, P. e VARGAS, P. M., “Out-of-Plane Bending Tests of Chain
Links”, Proceedings of OMAE 2005, OMAE2005-67353, junho 2005.
171
[45] SHOUP, G. J., TIPTON, S. M. e SOREM, J. R.; “The Influence of Proof Loading
on the Fatigue Life of Anchor Chain”; Paper OTC 6905 - 24th Annual Offshore
Technology Conference, Houston, Texas, 1992.
[46] JEAN, P., GOESSENS, K., L´HOSTIS, D.; “Failure of Chains by Bending on
Deepwater Mooring Systems”; Paper OTC 17238 - Annual Offshore Technology
Conference, Houston, Texas, 2005.
[47] SHOUP, G. J., TIPTON, S. M. e SOREM, J. R.; “The Effect of Proof Loading on
the Fatigue Behaviour of Stud Link Chain”; Int J Fatigue 14 nº1 – 1992.
[48] JAMES, A.; “Failure of Chain Systems”; Engineering Failure Analysis, Vol. 4,
nº1, pp. 55-70, 1997.
[49] STROHAECKER, T. R. e REGULY, A., “Análise da Falha de Manilhas (GN
Ropes) na Linha de Poliéster #6 e #7 da Plataforma P-38”, Protocolo Nº 409/05,
Fundação Luiz Englert, Laboratório de Metalurgia Física, outubro de 2005.
[50] VORONOFF, A. e GONÇALVES, R. C. F., “Desempenho à Fadiga de
Acessórios de Ancoragem”, Quarto relatório parcial, RT TMEC Nº 035/2005,
Centro de Pesquisas e Desenvolvimento Leopoldo A. Miguez de Mello,
novembro de 2005.
[51] SHIGLEY, J. E. e MISCHKE, C. R., Mechanical Engineering Design, Sixth
Edition, 2001.
Livros Grátis( http://www.livrosgratis.com.br )
Milhares de Livros para Download: Baixar livros de AdministraçãoBaixar livros de AgronomiaBaixar livros de ArquiteturaBaixar livros de ArtesBaixar livros de AstronomiaBaixar livros de Biologia GeralBaixar livros de Ciência da ComputaçãoBaixar livros de Ciência da InformaçãoBaixar livros de Ciência PolíticaBaixar livros de Ciências da SaúdeBaixar livros de ComunicaçãoBaixar livros do Conselho Nacional de Educação - CNEBaixar livros de Defesa civilBaixar livros de DireitoBaixar livros de Direitos humanosBaixar livros de EconomiaBaixar livros de Economia DomésticaBaixar livros de EducaçãoBaixar livros de Educação - TrânsitoBaixar livros de Educação FísicaBaixar livros de Engenharia AeroespacialBaixar livros de FarmáciaBaixar livros de FilosofiaBaixar livros de FísicaBaixar livros de GeociênciasBaixar livros de GeografiaBaixar livros de HistóriaBaixar livros de Línguas
Baixar livros de LiteraturaBaixar livros de Literatura de CordelBaixar livros de Literatura InfantilBaixar livros de MatemáticaBaixar livros de MedicinaBaixar livros de Medicina VeterináriaBaixar livros de Meio AmbienteBaixar livros de MeteorologiaBaixar Monografias e TCCBaixar livros MultidisciplinarBaixar livros de MúsicaBaixar livros de PsicologiaBaixar livros de QuímicaBaixar livros de Saúde ColetivaBaixar livros de Serviço SocialBaixar livros de SociologiaBaixar livros de TeologiaBaixar livros de TrabalhoBaixar livros de Turismo








![Folder Grampo de ancoragem - tector.com.brtector.com.br/pdf/95-077-TecTor-FD-Grampo-Ancoragem.pdf · Grampo de Ancoragem Manual Grampo de Ancoragem Hidráulico Ton. Peso Modelo [Kg]](https://static.fdocumentos.tips/doc/165x107/5b4b45177f8b9a93238ccb8d/folder-grampo-de-ancoragem-grampo-de-ancoragem-manual-grampo-de-ancoragem.jpg)