
Análise técnica da estação de tratamento de efluentes...
58
UNIVERSIDADE DE PASSO FUNDO FACULDADE DE ENGENHARIA E ARQUITETURA CURSO DE ENGENHARIA AMBIENTAL Matheus Pinto Cechetti Análise técnica da estação de tratamento de efluentes de uma indústria de laticínios Passo Fundo, 2012.
-
Upload
truongduong -
Category
Documents
-
view
213 -
download
0
Transcript of Análise técnica da estação de tratamento de efluentes...

UNIVERSIDADE DE PASSO FUNDO
FACULDADE DE ENGENHARIA E ARQUITETURA
CURSO DE ENGENHARIA AMBIENTAL
Matheus Pinto Cechetti
Análise técnica da estação de tratamento de efluentes de uma indústria de laticínios
Passo Fundo, 2012.

1
Matheus Pinto Cechetti
Analise técnica da estação de tratamento de efluentes de uma indústria de laticínios
Trabalho de conclusão de curso apresentado ao curso de Engenharia Ambiental, como parte dos requisitos exigidos para obtenção do título de Engenheiro Ambiental. Orientador: Prof. Vandré Barbosa Brião, Dr.
Passo Fundo , 2012.

2
Matheus Pinto Cechetti
Analise técnica da estação de tratamento de efluentes de uma indústria de laticínios
Trabalho de Conclusão de Curso como requisito parcial para a obtenção do título de Engenheiro Ambiental – Curso de Engenharia Ambiental da Faculdade de Engenharia e
Arquitetura da Universidade de Passo Fundo. Aprovado pela banca examinadora:
Orientador:_________________________
Vandré Barbosa Brião
Faculdade de Engenharia e Arquitetura, UPF
___________________________________
Marcelo Hemkemeir
Faculdade de Engenharia e Arquitetura, UPF
___________________________________
Luciane Maria Colla
Faculdade de Engenharia e Arquitetura, UPF
Passo Fundo, 09 de novembro de 2012.
3
A T E S T A D O
Atesto para os devidos fins que o aluno Matheus Pinto Cechetti autor do Trabalho de
Conclusão intitulado Análise técnica da estação de tratamento de efluentes de uma indústria
de laticínios, realizou as alterações sugeridas pela banca examinadora no relatório final.
Passo Fundo, 30 de novembro de 2012.
_____________________________________________
Prof. Dr. Vandré Barbosa Brião

4
AGRADECIMENTOS Gostaria de Agradecer primeiramente a Deus pela oportunidade deste momento;
A minha família, meus pais Aldino e Mariza que me apoiaram e incentivaram em todos os
momentos;
A minha irmã Nathalia, e ao meu irmão Ronaldo que mesmo contra sua vontade parava de
tocar o acordeom para que eu pudesse estudar;
Aos meus avós Bolivar e Tereza pelos conselhos e pelo apoio;
Aos amigos, que desde a infância estão presente em todos os momentos;
Ao pessoal da faculdade, professores e funcionários;
Ao professor Vandré, orientador deste trabalho, pelos ensinamentos, conselhos e pela
liberação da casa para os churrascos.
Ao pessoal do laboratório de ensino da Engenharia Ambiental, especialmente a Marilda e a
Manuelli.
A todos os colegas de aula, especialmente ao Everton Goettems, Francisco Magro, Guilherme
Kochenborger, Larissa Ferreira, Magali Rigon, Matheus Vicari, Rafael Bennemann, Renan
Brezolin, Silvia Scopel, Taisi Miorando, Thiane Zachi;
A Goiasminas Indústria de lacticínios Ltda. pela oportunidade de estágio, e ao Engenheiro
Marcelo Dornelles pelos ensinamentos, paciência e compreensão.

5
RESUMO
O esgotamento e a poluição dos recursos hídricos são preocupações de ordem mundial. O
setor industrial, e principalmente as indústrias de alimentos, em especial os laticínios, são
atividades com alto potencial poluidor, pois consomem um grande volume de água e geram
expressivas vazões de efluentes com carga orgânica elevada. Neste trabalho, objetivou-se a
realização de um estudo técnico em uma ETE de uma indústria de laticínios da região norte
do estado do Rio Grande do Sul. Para isso, foi realizado um levantamento das condições de
operação da ETE, juntamente com uma análise do projeto do tratamento físico-químico e
biológico da indústria. Posteriormente foram confrontadas estas informações com o projeto
original da ETE, e a partir disso sugerido melhorias em equipamentos e técnicas de operação.
Concluiu-se que a estação atende os padrões de emissões estipulados pelos órgãos ambientais
lançando seus efluentes com concentrações médias de 92 mg/L de DQO, 7,68 mg/L de NTK e
0,71 mg/L de Fósforo Total, com uma eficiência de remoção de 95%, 77% e 84%
respectivamente. Porém se faz necessário a implantação de algumas melhorias no sistema,
como pro exemplo o ajuste e otimização do sistema de ar dissolvido do flotador, e a
implantação de um sistema adicional de aeração visando o aumento da eficiência do
tratamento, buscando diminuição dos custos de operação, além de uma possível reutilização
do efluente.
Palavras-chave: Efluente; ETE; Controle de poluição, leite.

6
ABSTRACT
The depletion and pollution of water resources concerns are world order. The industrial
sector, and especially the food, especially dairy products, are activities with a high pollution
potential, they consume a large volume of water and generate significant flows of wastewater
with high organic load. This study aimed to conduct a study in a technical WTU of a dairy
industry in the northern region of the state of Rio Grande do Sul For this, a survey was
conducted of the operating conditions of WTU, together with an analysis of design of
physical-chemical and biological industry. Subsequently this information was checked with
the original design of WTU, and from that suggested improvements in equipment and
operating techniques. It was concluded that the station meets the emissions standards set by
the environmental agencies releasing their effluents with average concentrations of 92 mg / L
of COD, 7.68 mg / L NTK and 0.71 mg / L Total Phosphorus, with a removal efficiency of
95%, 77% and 84% respectively. But it is necessary to implement some improvements in the
system, such as pro tuning and system optimization of dissolved air floater, and the
deployment of an additional aeration system in order to increase the efficiency of treatment,
seeking lower costs of operation, plus a possible reuse of the effluent.
Keywords: Effluent; WTU; Pollution Control, milk.

7
LISTA DE ILUSTRAÇÕES
Figura 1: Fluxograma da Recepção e Processamento do Leite na Indústria ............................ 14
Figura 2: Fluxograma da Produção do Leite Longa Vida ........................................................ 15 Figura 3: Fluxograma da Produção do Creme .......................................................................... 15 Figura 4: Sistema CIP (cleaning in place). ............................................................................... 17 Figura 5: Fluxograma de tratamento de efluentes da empresa. ................................................ 22 Figura 6: Modelo da peneira utilizada na empresa ................................................................... 23 Figura 7: Representação de um processo de lodo ativado. ....................................................... 26 Figura 8: Representação esquemática de um floco de lodo ativado. ........................................ 27
Figura 9: Aerador submersível. ................................................................................................ 28 Figura 10: Aeradores de superfície. .......................................................................................... 28 Figura 11: (a) Formação das zonas no decantador secundário. (b) Seção do decantador e perfil
de concentração de sólidos. ............................................................................................... 29 Figura 12: Perfil da concentração de DQO ao longo da ETE. ................................................. 32 Figura 13: Eficiência individual média de cada processo na remoção de DQO. ..................... 33
Figura 14: Perfil da concentração de Nitrogênio Total ao longo da ETE. ............................... 33
Figura 15: Eficiência individual média de cada processo na remoção de NTK. ...................... 34
Figura 16: Perfil da concentração de Fósforo ao longo da ETE. .............................................. 35 Figura 17: Eficiência individual média de cada processo na remoção de Fósforo................... 35
Figura 18: Comportamento da Vazão em um período de 24 horas .......................................... 38
Figura 19: Determinação gráfica do volume de equalização ................................................... 39 Figura 20: Eficiência média de remoção do sistema Físico-Químico (%). .............................. 40
Figura 21: Modelo de aerador proposto. .................................................................................. 44

8
LISTA DE TABELAS
Tabela 1: Consumo e Gastos com Coagulante ......................................................................... 36 Tabela 2: Consumo e Gastos com Floculante .......................................................................... 36 Tabela 3: Parâmetros estimados para a realização do projeto. ................................................. 37 Tabela 4: Parâmetros aferidos na ETE durante o ano de 2012. ................................................ 37 Tabela 5: Características do Flotador ....................................................................................... 39 Tabela 6: Concentração de Nitrogênio Total Kjeldahl e Amoniacal nos reatores do lodo
ativado no dia 09/10/12. ..................................................................................................... 42 Tabela 7: Concentração de Nitrogênio Total Kjeldahl e Amoniacal nos reatores do lodo
ativado no dia 17/10/12. ..................................................................................................... 42 Tabela 8: Concentrações e porcentagens de Nitrogênio Orgânico e Amoniacal das análises do
dia 09/10/12. ...................................................................................................................... 43
Tabela 9: Concentrações e porcentagens de Nitrogênio Orgânico e Amoniacal das análises do dia 17/10/12. ...................................................................................................................... 43
Tabela 10: Características do sistema de decantação. .............................................................. 45 Tabela 11: Concentrações estimadas de Sólidos Suspensos Totais. ........................................ 46

9
LISTA DE QUADROS
Quadro 1: Apresentação dos parâmetros do projeto e dos parâmetros sugeridos na análise técnica. ............................................................................................................................... 41
Quadro 2: Dados propostos para ser empregado sistema. ........................................................ 45

10
SUMÁRIO
1 INTRODUÇÃO ................................................................................................................. 11 2 DESENVOLVIMENTO .................................................................................................... 13
2.1 Revisão Bibliográfica ................................................................................................ 13 2.1.1 Leite .................................................................................................................... 13 2.1.2 Indústrias de Laticínios ....................................................................................... 13 2.1.3 Geração de Efluentes .......................................................................................... 16 2.1.4 Efluente de Laticínio .......................................................................................... 17 2.1.5 Legislação Ambiental ......................................................................................... 18 2.1.6 Tratamento de Efluentes de Laticínios ............................................................... 20
2.1.7 Tratamento de Efluentes da Indústria em estudo................................................ 22
2.1.8 Peneiramento ...................................................................................................... 23 2.1.9 Tanque de Equalização ....................................................................................... 24 2.1.10 Flotador ............................................................................................................... 25 2.1.11 Lodo Ativado ...................................................................................................... 25 2.1.12 Decantadores Secundários .................................................................................. 28 2.1.13 Lagoas Facultativas ............................................................................................ 29
2.2 Métodos e materiais ................................................................................................... 31 2.2.1 Métodos e técnicas.............................................................................................. 31 2.2.2 Levantamento das características do efluente .................................................... 31
2.2.3 Analise técnica do tratamento Físico–Químico e Lodo Ativado ........................ 31
2.3 Resultados e discussões ............................................................................................. 31 2.4 Índices de Eficiência .................................................................................................. 31
2.4.1 Demanda Química de Oxigênio (DQO) ............................................................. 32
2.4.2 Nitrogênio Total Kjeldahl ................................................................................... 33 2.4.3 Fósforo Total ...................................................................................................... 34
2.5 Índices de Consumo e Custos da ETE ....................................................................... 36 2.6 Análise Técnica do Projeto ........................................................................................ 36
2.6.1 Equalizador ......................................................................................................... 37 2.6.2 Flotador ............................................................................................................... 39 2.6.3 Lodo Ativado ...................................................................................................... 40 2.6.4 Decantadores Secundários .................................................................................. 45 2.6.5 Lagoas de Estabilização...................................................................................... 46
3 CONCLUSÃO ................................................................................................................... 47 REFERÊNCIAS ....................................................................................................................... 48
APÊNDICES ............................................................................................................................ 51
11
1 INTRODUÇÃO
O crescimento populacional trás grandes consequências para a humanidade, dentre
estas destaca-se o aumento da demanda de serviços e produtos para atender as necessidades
da população. Em 2010 estimou-se que a população mundial era de 6,908 bilhões de
habitantes. Segundo estimativas da ONU o contingente populacional do planeta atingirá a
marca de 9 bilhões de habitantes em 2050, ou seja, um acréscimo de aproximadamente 2,1
bilhões de habitantes. Tal crescimento demográfico torna necessário investimento na
modernização da agricultura e da pecuária através do melhoramento de pastagens, utilização
de medicamentos e defensivos além do melhoramento genético de animais e plantas, com a
finalidade de aumentar a produção de alimentos para suprir as necessidades da população.
Partindo deste princípio o setor leiteiro Brasileiro vem apresentado um grande
crescimento nos últimos anos, sendo que de 2005 para 2010 houve um aumento próximo a
20% na sua produção, partindo de 24,6 bilhões de litros em 2005 para 30,7 bilhões de litros
produzidos em 2010, tornando-se o 5º maior produtor mundial do produto ficando atrás dos
Estados Unidos, Índia, China, e Rússia (EMBRAPA, 2012).
O estado com a maior produtividade de leite do país é Minas Gerais, sendo seguido
pelo estado do Rio Grande do Sul, o qual produziu em 2010 cerca de 3,6 bilhões de litros de
leite, correspondendo a 12% da produção do país. Enquanto que a região norte do Rio Grande
do Sul foi responsável por 66% da produção leiteira do estado, ou seja, 2,4 bilhões de litros de
leite, com um crescimento de 9% entre os anos de 2005 e 2010 (EMBRAPA, 2012).
Na região, existem três grandes laticínios instalados, sendo eles: a Nestlé, no
município de Carazinho, Italac, em Passo Fundo e LBR, no município de Tapejara. Somente
essas três empresas processam cerca de 2,5 milhões de litros de leite por dia, o que representa
aproximadamente 30% do volume de leite produzido no Estado.
A atividade leiteira possui uma grande importância econômica o estado do Rio Grande
do Sul. Segundo dados da Emater, o setor movimenta anualmente cerca de R$ 6 bilhões, ou
seja, 2,67% do PIB estadual. Porém, o processo de industrialização do leite apresenta uma
grande capacidade de gerar passivos ambientais, principalmente pelo alto volume de efluentes
gerado e pelo seu elevado potencial poluidor.
Nas indústrias de laticínios a necessidade de higiene é extrema, e o seu objetivo
primordial é a remoção de resíduos orgânicos e minerais aderidos às superfícies, constituídos
principalmente por proteínas, gorduras, carboidratos e minerais (BRIÃO, 2000; PEIRANO,

12
1995). Em geral, a higienização dos laticínios utiliza o sistema de limpeza “Cleaning In
Place” (CIP). Esta operação inclui a lavagens de silos, tubulações, tanques, pasteurizadores e
equipamentos, que demandam grandes volumes de água, gerando substântivos volumes de
efluentes com alta carga orgânica (PEIRANO, 1995).
Em alguns casos, cada litro de leite processado pode gerar até dez litros de efluente.
Estima-se que as perdas podem atingir de 1% a 3% do volume de leite in natura recebido
(VOURCH et al., 2008). Portanto acredita-se que o aumento na produção de leite deve estar
associado à preocupação ambiental, pois os sistemas de tratamento devem estar preparados
para descartar os efluentes com padrões legalmente aceitáveis, a fim de evitar futuros danos
ambientais.
Os efluentes de laticínios são ricos em gordura, carboidratos (lactose) e proteínas
(caseína), e caso sejam lançados diretamente em corpos hídricos podem comprometer a
qualidade dos mesmos, principalmente pelas suas altas concentrações de sólidos suspensos,
sólidos sedimentáveis, óleos e graxas, nitrogênio e fósforo, assim como a demanda de
oxigênio proporcionada por esta matéria orgânica.
Portanto, se faz necessário a implantação de sistemas que garantam eficiência ao
processo aliado a um baixo custo operacional, promovendo desta forma a proteção ambiental
e atingindo os padrões de qualidade para lançamento de efluentes exigidos pela legislação,
evitando assim possíveis autuações e Termos de Ajustamento de Conduta (TAC).
Embora os projetos das Estações de Tratamento de Efluentes levem em consideração
determinadas condições iniciais, nem sempre estas situações se reproduzem na prática,
tornando-se conveniente a realização de uma análise técnica do projeto e da operação destas
estações.
O objetivo do trabalho foi realizar um estudo técnico de uma Estação de Tratamento
de Efluentes de uma indústria de laticínios, da região norte do estado do Rio Grande o Sul.
Para isso, foi realizado um levantamento das condições de operação da ETE, juntamente com
uma análise do projeto do tratamento físico-químico e biológico da indústria. Posteriormente
foram confrontadas estas informações com o projeto original da ETE, e a partir disso sugerido
melhorias em equipamentos e técnicas de operação.

13
2 DESENVOLVIMENTO
2.1 Revisão Bibliográfica
2.1.1 Leite
Entende-se por leite, sem outra especificação, o produto oriundo da ordenha completa,
ininterrupta, em condições de higiene, de vacas sadias, bem alimentadas e descansadas. O
leite de outros animais deve denominar-se segundo a espécie de que proceda (BRASIL,
1952).
Em condições naturais o leite é uma emulsão de cor branca, ligeiramente amarelada de
odor suave e gosto adocicado, é um produto secretado pelas glândulas mamárias e alimento
indispensável aos mamíferos nos primeiros meses de vida. (BEHMER, 1968).
Segundo Brasil (1952) a média dos principais constituintes do leite são: 90% de água,
3 a 4% de proteína, 3,5 a 6% de gordura, 5% de lactose, além de diversos sais minerais como
Potássio, Cálcio e Cloro.
Os primeiros registros históricos que testemunham a utilização do leite animal como
alimento para os seres humanos é datado em 3100 a.C (PRATIQUE LEITE, 2006). Hoje o
mundo produz anualmente cerca de 600 bilhões de toneladas de leite, sendo o Brasil o 5°
maior produtor mundial com 31,7 bilhões de toneladas anuais (EMBRAPA, 2012).
2.1.2 Indústrias de Laticínios
A indústria de laticínios e o setor agroindustrial como um todo, podem ser definidos
como a junção de atividade as quais possuem por finalidade processar um único insumo
básico gerando uma gama de produtos (ALVES, 2007). Desta maneira, o processo produtivo
das indústrias variará de acordo com a gama de produtos nela produzidos como, por exemplo:
queijos, manteigas, leite em pó, creme de leite, leite condensado, leite longa vida entre outros.
A empresa objeto do estudo produz atualmente leite UHT – longa vida integral,
semidesnatado e desnatado, além de creme de leite UHT em caixinha. A recepção e os
produtivos da empresa são apresentados nas figuras 1, 2 e 3.

14
Figura 1: Fluxograma da Recepção e Processamento do Leite na Indústria
FONTE: Adaptado de Braile & Cavalcanti, 1993.

15
Figura 2: Fluxograma da Produção do Leite Longa Vida
FONTE: Adaptado de Braile & Cavalcanti, 1993.
Figura 3: Fluxograma da Produção do Creme
FONTE: Adaptado de Braile & Cavalcanti, 1993.

16
2.1.3 Geração de Efluentes
O uso da água no processamento de alimentos gera grandes quantidades de efluentes
líquidos oriundos das diferentes etapas do processo produtivo, isso se deve principalmente a
frequente necessidade de higienização e manutenção da limpeza das linhas de produção
(BRIÃO, 2000).
Segundo Brião (2000), as principais fontes geradoras de efluentes nas indústrias de
laticínios são:
a) Lavagem e limpeza de produtos remanescentes nos caminhões-tanques, vasilhames,
tubulações, tanques e demais equipamentos envolvidos na produção;
b) Derrames devido a vazamentos, operações deficientes de equipamentos e
transbordamentos de unidades;
c) Perdas no processo durante as operações de equipamentos como pasteurizador e
extravasamento de produtos, assim como o arraste de produto durante a operação de
evaporação de leite condensado e leite em pó;
d) Descarte de subprodutos como soro e produtos rejeitados, tais como leite ácido e/ou
fora dos padrões de qualidade de recepção;
e) Soluções utilizadas na limpeza e desinfecção de equipamentos;
f) Arraste de lubrificantes durante as operações de limpeza dos equipamentos;
g) Remoção de material aderente através de limpeza e desinfecção de equipamentos e
tubulações;
h) Quebra e/ou perda de embalagens contendo leite, perdas nas enchedeiras e
lubrificação de transportadores;
i) Águas utilizadas em gaxetas de bombas e para resfriamento de máquinas, tais como
desnatadeiras, homogeneizadores e máquinas de envase;
j) Limpeza de pisos dentro das salas de produção;
k) Perda de leite durante a purga (deslodamento) de desnatadeiras;
l) Descarte de resíduos de produtos elaborados (leite aromatizado) após término da
produção.
Segundo Brião (2000) as limpezas na indústria de laticínios são geralmente realizadas
com o auxilio do sistema CIP (cleaning in place), o qual é apresentado na Figura 4. A técnica
consiste em realizar a limpeza em um circuito fechado, partindo de tanque pulmão de solução,
circulando no equipamento/tanque/tubulação, e retornando ao tanque pulmão, através do

17
controle de válvulas. O sistema pode ainda ser complementado por um terceiro tanque, o qual
possui a solução desinfetante. O processo de higienização é realizado em cinco fases:
a) Enxague com água ;
b) Circulação de solução alcalina (hidróxido de sódio 1,5%);
c) Enxague com água;
d) Circulação com solução ácida (ácido nítrico 1,5%);
e) Enxague final com água.
Figura 4: Sistema CIP (cleaning in place).
Fonte: Brião (2000)
2.1.4 Efluente de Laticínio
Dentre as atividades industriais, o setor de alimentício destaca-se por um maior
consumo de água e uma maior geração de efluentes por unidade produzida, além de gerar um
grande volume de lodo nas estações com tratamento biológico (RAMJEAWON, 2000 apud
SARAIVA, 2009; BRIÃO 2007; QUEIROZ, 2011). Estes despejos apresentam características
semelhantes podendo haver variações conforme o tipo de produção.
O efluente gerado em indústrias de laticínios é constituído basicamente de leite
diluído, apresentando altas concentrações de demanda química de oxigênio (DQO) e demanda
1 2
Água
Dreno
Tanques, silos,
tubulações, equipamentos
1 – Tanque com solução alcalina 2 – Tanque com solução ácida
Bomba para recirculação

18
biológica de oxigênio (DBO), altos níveis de sólidos suspensos e gorduras, óleos e graxas,
nutrientes como nitrogênio e fósforo, além de detergentes e desinfetantes (BRIÃO, 2000).
As indústrias de laticínios geram uma quantidade significativa de efluentes, variando
de 0,2 L a 10 L por litro de leite processado (BALANNEC et al, 2004; VOURCH et al, 2007).
Para as indústrias brasileiras, estima-se que o coeficiente médio a ser utilizado para projetos
seja de um litro de efluente gerado para cada litro de leite produzido ou processado (BRIÃO,
2000).
De acordo com Peirano (1995), o efluente gerado é composto de um licor rico em
gordura, carboidratos e proteínas, que passam a ser contaminantes se lançados diretamente em
corpos receptores. Esta contaminação pode ser verificada por alguns dos principais
parâmetros de controle de poluição líquida, tais como sólidos suspensos, sólidos
sedimentáveis, óleos e graxas, nitrogênio e fósforo, assim como a demanda de oxigênio
proporcionada por esta matéria orgânica.
A Demanda Química de Oxigênio (DQO) é utilizada como principal indicativo de
poluição, devido à sua íntima relação com a DBO (e a matéria orgânica presente), pode
indicar indiretamente a perda de produto (leite) durante o processo, e ainda servir de principal
indicador de eficiência dos processos de tratamento (BRIÃO, 2000).
O leite, dentro de suas características, possui um pH próximo do neutro, levemente
ácido (6,70). O esperado seria, portanto, que os rejeitos das indústrias de laticínios
apresentasse um pH próximo do neutro. No entanto, o sistema de limpeza “Cleaning In
Place” (CIP), o qual é realizado com soluções ácidas e alcalinas, despeja estas águas de
limpeza na estação de tratamento, resultando em um pH que pode variar de 2,0 a 12,0 na
recepção da ETE (BYYLUND, 1995 apud BRIÃO, 2000).
Os poluentes inorgânicos, em especial nitrogênio e fósforo, são gerados em grande
quantidade em processadoras de laticínios, já que o leite possui cerca de 3% de proteínas e
1000 mg/L de fósforo. Assim, embora essenciais como nutrientes para tratamentos biológicos,
nitrogênio e fósforo, quando em excesso, ocasionam extrapolações no efluente gerado, o que
pode vir a causar a eutrofização dos rios (BRIÃO, 2000).
2.1.5 Legislação Ambiental
A preocupação com os recursos naturais levou o poder público brasileiro a
implementar uma série de leis, portarias e normas, de modo a buscar o uso racional da água.
A Lei Federal 9433, de 8 de janeiro de 1997, instituiu a Política Nacional de Recursos

19
Hídricos e criou o Sistema Nacional de Gerenciamento de Recursos Hídricos. Esta lei foi
instituída visando o controle e responsabilidade de captação de água e descarte dos efluentes,
e inseriu nova visão aos setores produtivos, tais como o conceito de “usuário pagador” e
“poluidor pagador”, o qual institui que se deverá pagar não somente pela captação da água,
mas também pelo seu descarte (BRASIL, 1997).
Outras leis foram aprovadas pelo Poder Legislativo, buscando uma maior rigidez sobre
o uso da água pelos setores produtivos, entre elas a Lei Federal 9605/98, chamada Lei de
Crimes Ambientais (BRASIL, 1998), a Lei 9984/2000, que criou a Agência Nacional de Água
(BRASIL, 2000), e mais recentemente, a Resolução 48/05 do Conselho Nacional de Recursos
Hídricos (CNRH), que estabelece critérios a serem observados pelos Comitês de Gestão das
Bacias Hidrográficas para a determinação da cobrança pelo uso da água (BRASIL, 2005).
Este conjunto de leis leva os setores produtivos a buscar soluções para minimizar a emissão
de poluição, evitando as sobretaxas e sanções impostas por atos poluidores contra o ambiente.
A RESOLUÇÃO 357/2005 do CONAMA dispõe sobre a classificação e diretrizes
ambientais para o enquadramento dos corpos de água superficiais, bem como estabelece as
condições e padrões de lançamento de efluentes para águas doces (águas com salinidade igual
ou inferior a 0,5%), águas salobras (águas com salinidade superior a 0,5% e inferior a 30%) e
águas salinas (águas com salinidade igual ou superior a 30%). Os padrões de qualidade das
águas determinados nesta Resolução estabelecem limites individuais para cada substância em
cada classe.
As águas doces de classe 1, observarão as seguintes condições e padrões:
a) Não verificação de efeito tóxico crônico a organismos, de acordo com os critérios
estabelecidos pelo órgão ambiental competente, ou, na sua ausência, por instituições nacionais
ou internacionais renomadas, comprovado pela realização de ensaio eco toxicológico
padronizado ou outro método cientificamente reconhecido;
b) Material flutuante inclusive espumas não naturais: virtualmente ausentes;
c) Óleos e graxas: virtualmente ausentes;
d) Substâncias que comuniquem gosto ou odor: virtualmente ausentes;
e) Corantes provenientes de fontes antrópicas: virtualmente ausentes;
f) Resíduos sólidos objetáveis: virtualmente ausentes;
g) Coliformes termotolerantes: para o uso de recreação de contato primário deverão
ser obedecidos os padrões de qualidade de balneabilidade, previstos na Resolução CONAMA
no 274, de 2000. Para os demais usos, não deverá ser excedido um limite de 200 coliformes
termotolerantes por 100 mililitros em 80% ou mais, de pelo menos 6 amostras, coletadas

20
durante o período de um ano, com frequência bimestral. A E. Coli poderá ser determinada em
substituição ao parâmetro coliforme termotolerantes de acordo com limites estabelecidos pelo
órgão ambiental competente;
h) DBO 5 d 20°C ate 3 mg/L O2;
i) OD, em qualquer amostra, não inferior a 6 mg/L O2;
j) Turbidez ate 40 unidades nefelometrica de turbidez (UNT);
l) Cor verdadeira: nível de cor natural do corpo de agua em mg Pt/L;
m) pH: 5,0 a 9,0.
A Resolução 128/2006 do Conselho Estadual do Meio Ambiente (CONSEMA, 2006)
dispõe sobre a fixação de padrões de emissão de efluentes líquidos para fontes de emissão que
lancem seus efluentes em águas superficiais no Estado do Rio Grande do Sul (RIO GRANDE
DO SUL, 2006). De um modo geral, as resoluções de cunho ambiental no RS seguem as
exigências norteadas pela legislação federal e em alguns parâmetros são mais exigentes, como
pH (6,0 ≤ pH ≤ 9,0) e óleos e graxas.
Outra do Resolução do Conselho Estadual do Meio Ambiente (CONSEMA, 2006) é a
129/2006, a qual dispõe sobre a fixação critérios e padrões de emissão relativos à toxicidade
de efluentes líquidos para as fontes geradoras que lancem seus efluentes em águas superficiais
no Estado do Rio Grande do Sul (RIO GRANDE DO SUL, 2006). Esta resolução estipula os
padrões de toxicidade para os efluentes dentro de prazos pré-determinados, sendo que estes
variam de 2 a até 14 anos. Estes prazos dependem da vazão a ser lançada pela empresa, e a
vazão do corpo receptor (taxa de diluição).
2.1.6 Tratamento de Efluentes de Laticínios
Em geral os sistemas de tratamento constituem-se de várias unidades sequencialmente
dispostas, cada uma delas cumprindo objetivos específicos, e com a finalidade de reduzir os
efeitos dos poluentes (METCALF ; EDDY, 1991).
Um sistema de tratamento de efluentes é concebido com base no conhecimento das
características do efluente bruto, com a identificação dos tipos de impurezas presentes e suas
propriedades, correlacionando-as às operações e processos unitários disponíveis para
separação ou eliminação de poluentes de sua fase líquida (DANIEL, 2008).
Nunes (2004) cita que as estações de tratamento de efluentes tradicionais são divididas
em quatro etapas, as quais combinam o tratamento físico-químico com o tratamento
biológico. As quatro etapas estão descritas a seguir:

21
a) Tratamento preliminar: ocorre retenção de material grosseiro, flutuantes e material
mineral sedimentável. Utiliza-se para isto grades, desarenadores (caixa de areia), caixas de
retenção de óleo e gordura e peneiras.
b) Tratamento primário: consiste na remoção de matéria orgânica em suspensão. Os
processos ocorrem através de decantação primária, precipitação química, flotação e
neutralização.
c) Tratamento secundário: separação da matéria orgânica dissolvida e em suspensão.
Os procedimentos mais conhecidos nesta etapa são os processos de lagoas de estabilização,
lodo ativado, sistemas anaeróbios com alta eficiência de remoção do carbono orgânico, filtros
biológicos, lagoas aeradas e precipitação química.
d) Tratamento terciário: é aplicado quando se pretende obter um efluente de alta
qualidade, ou a remoção de outras substâncias contidas nas águas residuárias. Pode ocorrer
através de adsorção de carvão ativo, osmose inversa, eletrodiálise, troca iônica, filtros de
areia, remoção de nutrientes, oxidação química e remoção de organismos patogênicos
Para Braile e Cavalcanti (1993), a forma mais utilizada para o tratamento de efluentes
de indústrias de laticínios é, em sua grande maioria, do tipo biológico. Estes processos são
caracterizados de acordo com a maneira como se dá o contato da matéria orgânica com a
microflora ou a presença ou ausência de oxigênio molecular. De acordo com o autor os
sistemas mais utilizados são:
a) Lodo ativado;
b) Filtro biológico;
c) Lagoas de estabilização (facultativas e aeradas);
d) Valos de oxidação.
As operações preliminares mais utilizadas são:
a) gradeamento;
b) equalização de vazões;
c) remoção de óleos e gordura;
d) tratamento químico;
e) sedimentação primária.

22
2.1.7 Tratamento de Efluentes da Indústria em estudo
A estação de tratamento de efluentes da empresa objeto do estudo foi projetada para
uma vazão máxima de 720 m³/d, sendo constituída por um sistema Físico-Químico, seguido
por reatores de Lodo Ativado e quatro lagoas facultativas. A Figura 5 apresenta o Fluxograma
de tratamento de efluentes da empresa.
Figura 5: Fluxograma de tratamento de efluentes da empresa.

23
2.1.8 Peneiramento
Esta etapa possui como principal finalidade o condicionamento do efluente para um
posterior tratamento, melhorando o desempenho das unidades subsequentes e contribuindo
para o aspecto estético das estações. A etapa baseia-se na retenção dos sólidos grosseiros
suspensos nos despejos, os quais são capazes de causar diversas avarias em bombas,
tubulações, raspadores, aeradores, entre outros. Estes equipamentos possuem aberturas que
variam de 0,25 mm a 6 mm (JORDÃO e PESSOA, 2005).
Figura 6: Modelo da peneira utilizada na empresa
Fonte: Xcel Equipamentos
A peneira autolimpante de escovas rotativas utilizada pela indústria possui uma
abertura de malha de 2 mm. Este modelo de peneira é indicado para efluentes com elevadas
concentrações de óleos e graxas. O equipamento é composto por tanque, elemento filtrante
estático, rotor com escovas e pente para limpeza das cerdas das escovas. Nestes equipamentos
a remoção de sólidos retidos no elemento filtrante é executada pelas escovas móveis, estas
também são responsáveis pela desobstrução das ranhuras e orifícios do elemento filtrante
causado por óleos, graxas e partículas muito pequenas.

24
2.1.9 Tanque de Equalização
A equalização é utilizada para superar os problemas operacionais advindos das
variações que são observadas na vazão e nas características da maioria dos efluentes líquidos
(AZEVEDO, 2012).
A sua principal finalidade é regular a vazão que deve ser constante nas unidades
subsequentes. Estações que não possuem este tipo de sistema apresentam maiores
dificuldades operacionais quando comparadas a outras, pois variações bruscas dos parâmetros
do efluente impossibilitam o funcionamento de tanques de correção de pH, floculantes e
decantadores, provocando também choque de carga em sistemas de lodo ativado (NUNES,
2004).
Além de regular as vazões, o tanque de equalização tem a finalidade de homogeneizar
o efluente, tornando uniformes: pH, temperatura, turbidez, sólidos suspensos, DBO, DQO, cor
entre outros (NUNES, 2004).
Segundo Metcalf e Eddy (2003), a operação de equalização pode ser focada em cinco
objetivos básicos:
a) Neutralizar os despejos para posterior disposição ou tratamento;
b) Minimizar as variações de vazão de despejos, de modo que haja uma vazão
relativamente constante para o tratamento posterior;
c) Minimizar as variações da concentração de parâmetros, os processos biológicos são
projetados para determinados valores de DBO, por exemplo, e se um excesso de carga é
despejado para a estação de tratamento, a equalização amortiza esta variação;
d) Diluir compostos tóxicos ou prejudiciais ao tratamento, de modo a permitir o
tratamento biológico ou o descarte do efluente; detergentes e desinfetantes são exemplos de
compostos indesejáveis acima de determinadas concentrações;
e) fornecer uma alimentação contínua aos processos biológicos, mesmo em períodos
de paradas ou em que não há produção.
A indústria objeto do estudo possui um Tanque de Equalização circular com
capacidade de 219 m³. Internamente ao tanque existe um misturador rápido com 10 HP de
potência, sendo que este é responsável pela homogeneização do meio líquido.

25
2.1.10 Flotador
A flotação é a operação inversa à sedimentação, ou seja, ela separa a fração sólida da
fase líquida por ascensão, visando à remoção de partículas suspensas em um meio líquido.
Trata-se de um processo físico muito utilizado para a clarificação de efluentes e a consequente
concentração de lodos (AZEVEDO, 2012).
A flotação é amplamente utilizada para tratar efluentes com elevadas concentrações de
sólidos suspensos e óleos e graxas, sendo muito aplicada nas indústrias de alimentos
(principalmente em frigoríficos e laticínios), esgoto doméstico, entre outras (BRIÃO, 2006).
Existem três tipos de flotação aplicada ao tratamento de efluentes, a flotação natural, a
flotação a ar e flotação com ar dissolvido.
A flotação natural ocorre devido à diferença de massa específica entre as duas fases
(partículas ou gorduras). A ascensão das partículas é lenta, e sua análise é semelhante à
separação gravitacional. (NEMEROW, 1977).
O processo de flotação com dispersão de ar consiste em introduzir as bolhas de ar
diretamente na fase líquida através de compressores ou aeradores dotados de difusores
porosos, inserindo bolhas de médio porte (METCALF ; EDDY, 2003).
A flotação por ar dissolvido é a forma mais comum dos sistemas de flotação. O ar é
dissolvido no líquido sob condições pressurizadas de 303975 Pa a 810600 Pa (3 atm a 8 atm),
na qual a mistura forma uma solução supersaturada em ar. Após um determinado tempo, o
efluente é levado novamente à pressão atmosférica, e o resultado é a formação de bolhas
muito finas, na ordem de 80 µm ou menos, que ascendem à superfície do tanque, conduzindo
consigo a matéria em suspensão ou gorduras. As bolhas entram em contato com as partículas,
formando um complexo com menor densidade que água e ascendendo à superfície
(RAMALHO, 2003).
2.1.11 Lodo Ativado
O tratamento de efluentes de laticínios é, em sua grande maioria, do tipo biológico. A
função de um processo biológico é remover a matéria orgânica através do metabolismo de
oxidação e de síntese das células. Este tipo de tratamento é normalmente usado em virtude da
grande quantidade de matéria orgânica facilmente biodegradável presente nos efluentes
(BRAILE ; CAVALCANTI, 1993).

26
A denominação de lodo ativado provém do fato de se acreditar, no início, que o
próprio lodo contido nos esgotos se tornava ativado. Hoje se sabe que a atividade não provém
do lodo, e, sim, da biomassa que se forma sob aeração, sendo responsável pela estabilização
da matéria orgânica (IMHOFF ;IMHOFF, 1985).
Lodo ativado é o floco produzido num esgoto bruto ou decantado pelo crescimento de
microrganismos na presença de oxigênio dissolvido, sendo acumulado a concentrações
suficientes graças ao retorno de outros flocos previamente formados. O esgoto afluente e o
lodo ativado são intimamente misturados, agitados e aerados nos tanques de aeração, para
logo após se separar o lodo ativado do esgoto por sedimentação (JORDÃO ; PESSÔA, 2005).
A Figura 7 apresenta o esquema de funcionamento de um processo de lodo ativado. O
afluente entra no tanque de aeração contendo matéria orgânica em abundância e
microrganismos em pequenas quantidades. Ao ingressar no tanque de aeração, esses
microrganismos encontram condições ambientais favoráveis ao seu desenvolvimento, pois há
alimento e concentrações adequadas de oxigênio dissolvido (suprido pela aeração artificial).
Essas duas condições, aliadas à presença de nutrientes básicos e outros fatores ambientais
permitem a esses organismos se reproduzirem rapidamente, agrupando-se em colônias que
permanecem em suspensão devido à turbulência causada pelos dispositivos de aeração. Tais
colônias formam os chamados flocos de lodo ativado (RAMALHO, 2003).
Figura 7: Representação de um processo de lodo ativado.
Fonte: Sperling (2002).
Após permanecer no tanque de aeração, a mistura segue para o decantador secundário,
que separa o líquido dos flocos de microrganismos (lodo). Parte dos sólidos biológicos
separados retorna ao tanque de aeração, e outra parcela é descartada (lodo excedente),
mantendo-se assim o nível desejado de concentração de biomassa.

27
A biomassa é separada no decantador secundário devido à sua propriedade de flocular
e de sedimentar. Tal se deve à produção de uma matriz gelatinosa, que permite a aglutinação
das bactérias, protozoários e outros microrganismos, responsáveis pela remoção da matéria
orgânica, em flocos macroscópicos. Os flocos possuem dimensões bem superiores às dos
microrganismos, individualmente, o que facilita sua sedimentação (SPERLING, 2002).
Figura 8: Representação esquemática de um floco de lodo ativado.
Fonte: Sperling (1996).
Em reatores de mistura completa a redução de DBO solúvel fica em torno de 85-95% e
a concentração de lodo biológico no reator está entre 2000 e 3000 mg.L-1. Já o valor da
concentração da corrente de fundo do clarificador secundário é selecionada pelo projetista
para ficar entre 10000 e 15000 mg.L-1 (METCALF e EDDY, 2003).
O oxigênio pode ser introduzido e dissolvido no líquido de várias maneiras. Os dois
métodos mais utilizados são: aeração por difusores e aeração mecânica.
Os aeradores mecânicos são dispositivos que injetam ar ou realizam a movimentação
do líquido, de modo que este entre em contato com o ar, realizando desta forma a
transferência de massa do oxigênio atmosférico para o efluente. As Figura 9 e 10 mostram
exemplos de aeradores de mecânicos.

28
Figura 9: Aerador submersível.
Fonte: Hidrosul.
Figura 10:Aeradores de superfície.
Fonte: NM Bombas.
O aerador da Figura 9 transfere o Oxigênio através da injeção de ar atmosférico no
meio líquido, o ar é distribuído no fundo do tanque por um sistema de 8 saídas e um raio de
360°, neste sistema o oxigênio vai sendo transferido para o meio líquido medida que a bolha
se eleva para a superfície. O aerador da figura 10 é uma motobomba que movimenta o
líquido, forçando-o a entrar em contato com o ar atmosférico, formando bolhas que, quando
retornam ao seio de líquido, promovem a inserção de oxigênio no meio.
2.1.12 Decantadores Secundários
Após o líquido permanecer no tanque de aeração, é necessário separar o lodo do
efluente para que a biomassa retorne ao reator (ou seja, descartada) e o líquido siga para a
disposição ou para o pós-tratamento. Essa separação é realizada pelos decantadores.

29
A decantação de lodo biológico é do tipo zonal. Quando se tem uma elevada
concentração de sólidos, estes tendem a formar um manto que sedimenta como uma massa
única de partículas. Observa-se uma nítida interface de separação entre a fase sólida, a fase
líquida e o nível da interface se movem para baixo como resultado da sedimentação da manta
de lodo (SPERLING, 1996).
Os decantadores são tanques que permitem que a biomassa seja separada do líquido
pela ação da força gravitacional. A biomassa é separada e adensada no fundo do tanque,
enquanto o líquido clarificado é removido na parte superior. Basicamente, o que ocorre em
uma proveta de um ensaio de laboratório ocorre no sedimentador, conforme visualizado na
Figura 11. Na parte superior do tanque, uma zona de líquido clarificado é observada, seguida
da zona interfacial, de transição e ao fundo a zona de compressão do lodo.
Figura 11:(a) Formação das zonas no decantador secundário. (b) Seção do decantador e perfil
de concentração de sólidos.
Fonte: Reynolds & Richards, 1996.
2.1.13 Lagoas Facultativas
O sistema de lagoas facultativas consiste na retenção do efluente por um longo período
de tempo, o qual deve ser suficiente para que os processos naturais de estabilização da matéria
orgânica se desenvolvam (SPERLING, 2006).
As principais vantagens relacionadas às lagoas referem-se a grande simplicidade e
confiabilidade do sistema, além do baixo custo de operação e manutenção. Os custos de

30
instalação são bastante competitivos, desde que o valor do terreno ou a necessidade de
movimentação de solo não sejam excessivos (SPERLING, 2006).
As principais desvantagens relacionadas às lagoas de estabilização referem-se a grande
dependência da atividade biológica com as condições naturais do meio, como por exemplo, a
radiação solar, a temperatura e o vento. Os processos envolvidos são lentos, necessitando de
longos tempos de detenção para que as relações se completem, o que implica em grandes
requisitos de área, as quais por muitas vezes são escassas, caras e inapropriadas para este fim
necessitando de grandes movimentações de solo (SPERLING, 2006).
Segundo Sperling (2006), as Lagoas Facultativas são compostas por três zonas
denominadas de zona anaeróbia, zona aeróbia e zona facultativa.
O fundo de uma lagoa é denominado zona anaeróbia, onde a matéria orgânica em
suspenção (DBO particulada) tende a sedimentar, vindo a constituir um lodo de fundo. Este
lodo sofre o processo de decomposição por microrganismos anaeróbios, sendo convertida
lentamente em gás carbônico, água, metano entre outros. Após um período de tempo apenas a
fração inerte (não biodegradável) permanece na camada de fundo. O gás sulfídrico gerado não
causa problemas de mau cheiro, pelo fato de ser oxidado por processos químicos e
bioquímicos na camada aeróbia superior (SPERLING, 2006).
A superfície da lagoa é denominada zona aeróbia, neste local permanece suspensa a
matéria orgânica dissolvida (DBO solúvel) juntamente com as partículas de pequenas
dimensões, estas por sua vez são oxidadas através da respiração celular. Nesta zona existe a
necessidade da presença de oxigênio, o qual é suprido pela fotossíntese realizada pelas algas.
Tem-se, assim um perfeito equilíbrio entre o consumo e a produção de oxigênio e gás
carbônico (SPERLING, 2006):
Bactérias � respiração:
a) Consumo de oxigênio;
b) Produção de gás carbônico.
Algas � fotossíntese:
a) Produção de oxigênio;
b) Consumo de gás carbônico
A zona facultativa das lagoas recebe este nome devido ao fato de nela existir diversos
grupos de bactérias, as quais devem sobreviver e se proliferar tanto na ausência como na
presença de oxigênio. Na ausência de oxigênio livre são utilizados outros receptores de
elétrons, como nitratos (condições anóxicas) e sulfatos e CO2 (condições anaeróbias)
(SPERLING, 2006).

31
De acordo com CETESB (1989), o efluente de uma lagoa facultativa possui as
seguintes características principais:
a) Cor verde devido às algas;
b) Elevado teor de oxigênio dissolvido;
c) Sólidos em suspenção, embora praticamente estes não sejam sedimentáveis.
2.2 Métodos e materiais
2.2.1 Métodos e técnicas
2.2.2 Levantamento das características do efluente
Os dados necessários para a realização do trabalho foram coletados a partir de análises
do efluente bruto, do efluente tratado, da saída do flotador, dos reatores e dos decatadores
secundários, para estes pontos foram analisados a Demanda Química de Oxigênio (DQO), o
Nitrogênio Total Kjeldahl (NTK) e Fósforo Total (FT). Estas análises foram realizadas em
laboratório, e fazem parte das planilhas de controle e laudos da empresa objeto do estudo.
A partir destes dados foi calculado a média e o desvio padrão destes parâmetros, além
da construção de gráficos com a finalidade de comparar as condições atuais da estação com as
estimativas iniciais de projeto da ETE.
2.2.3 Analise técnica do tratamento Físico–Químico e Lodo Ativado
A partir da série de dados coletados, foram construídos índices de eficiência e de
custos além de uma análise técnica do projeto, indicando melhorias na operação e nos
equipamentos.
2.3 Resultados e discussões
2.4 Índices de Eficiência
32
2.4.1 Demanda Química de Oxigênio (DQO)
A carga bruta de efluentes de laticínios apresenta variações devido aos diferentes
processos e produtos derivados de leite que cada indústria processa. Segundo Brião (2000), o
efluente de uma indústria de laticínios possui valores médios de DQO de 2491 ± 1225 mg.L-1,
ou seja, um valor muito próximo da DQO do efluente bruto da empresa objeto do estudo, que
foi de (2017 ± 759 mg.L-1).
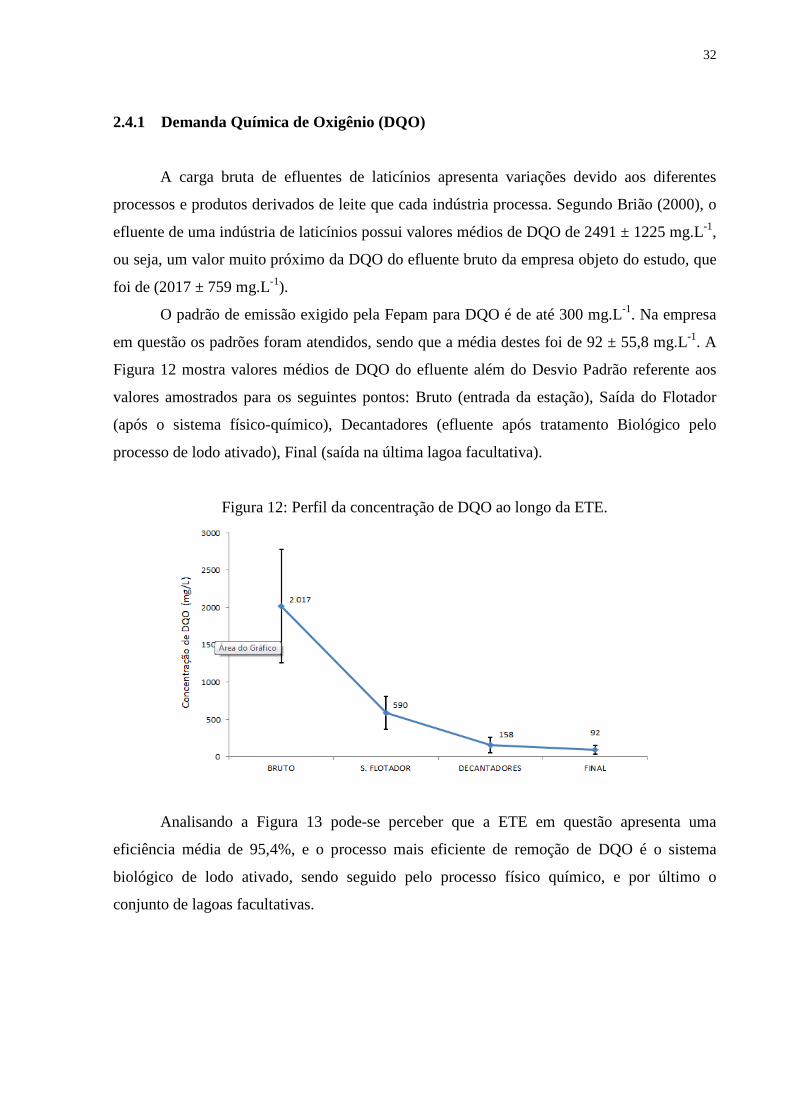
O padrão de emissão exigido pela Fepam para DQO é de até 300 mg.L-1. Na empresa
em questão os padrões foram atendidos, sendo que a média destes foi de 92 ± 55,8 mg.L-1. A
Figura 12 mostra valores médios de DQO do efluente além do Desvio Padrão referente aos
valores amostrados para os seguintes pontos: Bruto (entrada da estação), Saída do Flotador
(após o sistema físico-químico), Decantadores (efluente após tratamento Biológico pelo
processo de lodo ativado), Final (saída na última lagoa facultativa).
Figura 12: Perfil da concentração de DQO ao longo da ETE.
Analisando a Figura 13 pode-se perceber que a ETE em questão apresenta uma
eficiência média de 95,4%, e o processo mais eficiente de remoção de DQO é o sistema
biológico de lodo ativado, sendo seguido pelo processo físico químico, e por último o
conjunto de lagoas facultativas.

33
Figura 13: Eficiência individual média de cada processo na remoção de DQO.
2.4.2 Nitrogênio Total Kjeldahl
A Figura 14 representa o perfil médio anual da concentração de Nitrogênio Total
Kjeldahl (nitrogênio orgânico + amoniacal) para o efluente da empresa em questão ao longo
dos processos de tratamento. Ao analisá-la percebe-se que a ETE atendeu o requisito disposto
na Resolução 128/06 do Conselho Estadual do Meio Ambiente (RIO GRANDE DO SUL,
2006), a qual exige que as atividades geradoras de efluentes lancem seus despejos com uma
concentração máxima de 20 mg.L-1 ou apresentem uma eficiência mínima de remoção de 75%
para vazões (Q), correspondente a 100 < Q > 1000.
Figura 14: Perfil da concentração de Nitrogênio Total ao longo da ETE.

34
Ao analizar a Figura 14, perecebe-se que o padrão exigido pela legislação do Consema
é cumprido ainda na saída do sistema físico-químico, e que o sistema de lodo ativado reduz a
concentração do nutriente pela metade da concentração de entrada nos reatores. Após a
remoção da matéria orgânica carbonácea e da matéria nitrogênada no sistema físico-quimico e
biológico, as lagoas realizam um polimento final do efluente, não apresentando remoção do
nutriente.
Figura 15: Eficiência individual média de cada processo na remoção de NTK.
Na Figura 15 pode-se perceber que o processo Físico-químico foi o que apresentou a
maior eficiência na remoção do nutriente, sendo esta de 63%. Sabe-se que a remoção do
nitrogênio de efluentes de laticínios por métodos físico-químicos está associada à remoção da
caseína, quando esta flocula e pode ser removida por flotação.
2.4.3 Fósforo Total
A Figura 16 mostra o valor médio da concentração de Fósforo Total do efluente. Na
análise percebe-se que a ETE atendeu o requisito disposto na Resolução 128/06 do Conselho
Estadual do Meio Ambiente, a qual exige que as atividades geradoras de efluentes lancem
seus despejos com uma concentração máxima de 3 mg.L-1 ou apresentem uma eficiência
mínima de remoção de 75%. Conclui-se também que a ETE cumpriu os requisitos dispostos
na Licença de Operação (LO) do empreendimento, a qual apresenta um padrão mais restritivo
para o lançamento do efluente no corpo receptor, sendo este de 0.79 mg/L de Fósforo Total

35
Figura 16: Perfil da concentração de Fósforo ao longo da ETE.
Ao analizar a Figura 16, perecebe-se que o padrão exigido pela legislação do Consema
é cumprido ainda na saída do sistema físico-químico. Isso deve-se ao grande volume de
partículas sólidas que é removido pelo processo. Aisse et al. (2002), cita que a remoção do
fósforo das águas residuárias envolve a incorporação do mesmo em uma forma particulada
(sólidos suspensos) e, na seqüência, a remoção dos sólidos suspensos. Os tipos de sólidos
suspensos nos quais os fosfatos podem ser incorporados são biológicos (microrganismos) ou
químicos (fosfatos de metal precipitados pouco solúveis).
Figura 17: Eficiência individual média de cada processo na remoção de Fósforo.

36
2.5 Índices de Consumo e Custos da ETE
Os dados apresentados nas Tabelas 1 e 2 representam índices de eficiência e de custos
operacionais da ETE objeto do estudo. Estes índices foram gerados partir dos dados coletados
junto a empresa.
Tabela 1:Consumo e Gastos com Coagulante
Coagulante
Consumo de PAC 280 kg/d 394 mg/L
Gastos com PAC 278 R$/dia 8340 R$/mês
Tabela 2:Consumo e Gastos com Floculante
Floculante
Consumo de Polímero 1,48 kg/d 2,07 mg/L
Gastos com Polímero 14,5 R$/dia 435 R$/mês
Sabendo a vazão média diária tratada pela ETE é de 712 m³, gastando diariamente R$
293 com coagulante e floculante, tem-se um custo de 0,41 R$/m³ de efluente tratado.
2.6 Análise Técnica do Projeto
A Tabela 3 representa os parâmetros estimados para a realização do projeto e a Tabela
4 apresenta os parâmetros aferidos na ETE durante o ano de 2012, percebe-se que embora os
projetos das estações de tratamento de efluentes levem em consideração determinadas
condições iniciais, nem sempre estas situações se reproduzem na pratica, tornando
conveniente a realização de uma análise técnica destas estações, com a finalidade de
aperfeiçoar o sistema de acordo com as condições atuais.

37
Tabela 3:Parâmetros estimados para a realização do projeto.
Estimativas Inicias do Projeto
Vazão 720 m³/d 30 m³/h
Concentração de DQO 2880 kg/d 4.000 mg/L
Concentração de DBO 1440 kg/d 2.000 mg/L
Tabela 4:Parâmetros aferidos na ETE durante o ano de 2012.
Parâmetros Atuais
Vazão 712 m³/d 29,7 m³/h
Concentração de DQO 1436 Kg/d 2.017 mg/L
Concentração de DBO 718 kg/d 1.009 mg/L
OBS.: Assim como no projeto inicial, o parâmetro DBO foi obtido através da relação 2:1 de
DQO. (DQO : DBO).
2.6.1 Equalizador
O tanque de equalização existente na ETE em questão possui um formato circular com
um volume de 219 m³, internamente a este tanque existe um misturador rápido com 10 HP de
potência, sendo que este é responsável pela homogeneização do meio liquido.
A equalização possibilita a amortização de vazão ou de carga (DBO), para o primeiro
caso, o volume do tanque necessário para a equalização pode ser obtido graficamente através
do hidrógrafo vazão versus tempo, no intervalo de um dia (METCALF ; EDDY, 2003).
A Figura 19 apresenta o resultado de um hidrógrafo realizado na ETE objeto do
estudo, sendo que as medições de vazão foram realizadas a cada 30 min durante um período
de 24 h. De acordo com o método utilizado, o equalizador da empresa deverá ter no mínimo
125 m³ para que tenha uma boa equalização da vazão. Porém, Metcalf e Eddy (2003) citam
que na prática o volume da bacia de equalização deve ser maior que o teórico devido diversos
fatores, como por exemplo, a operação contínua de equipamentos de aeração e mistura, os
quais não permitem o completo esvaziamento da bacia, além de possíveis variações de vazão
imprevista. Portanto, o volume normalmente adicionado varia de 10 a 20% do valor teórico, o
que elevaria o volume mínimo do equalizador para 150 m³.

38
Figura 18:Comportamento da Vazão em um período de 24 horas
Sabe-se que o comportamento da vazão (descrito na Figura 18) e da carga recebida
pelas estações de tratamento de efluentes de indústrias laticínios varia muito ao longo dia,
sendo que estas estão diretamente ligadas a eventuais problemas operacionais e horários em
que é realizado o CIP no sistema. Em geral, esta operação inclui a lavagens de silos,
tubulações, tanques, pasteurizadores e equipamentos, que demandam grandes volumes de
água, gerando volumes consideráveis de efluentes com alta carga orgânica (PEIRANO, 1995).
Brião (2000) cita que devido a utilização de soluções ácidas e alcalinas, o pH dos efluentes
podem variar de 2,0 a 12,0 na recepção das estações.
Devido a estas variações, o volume necessário para a equalização da vazão não é
eficiente para a equalização das cargas do efluente recebido pela estação. Portanto, acredita-se
que o equalizador com um tempo de detenção hidráulica (TDH) próximo a 1 d apresente uma
grande eficiência na equalização destes despejos, além de garantir uma maior flexibilidade na
operação da ETE, possibilitando eventuais desligamentos do sistema, o que hoje não é
possível realizar por um período de tempo muito longo.
39
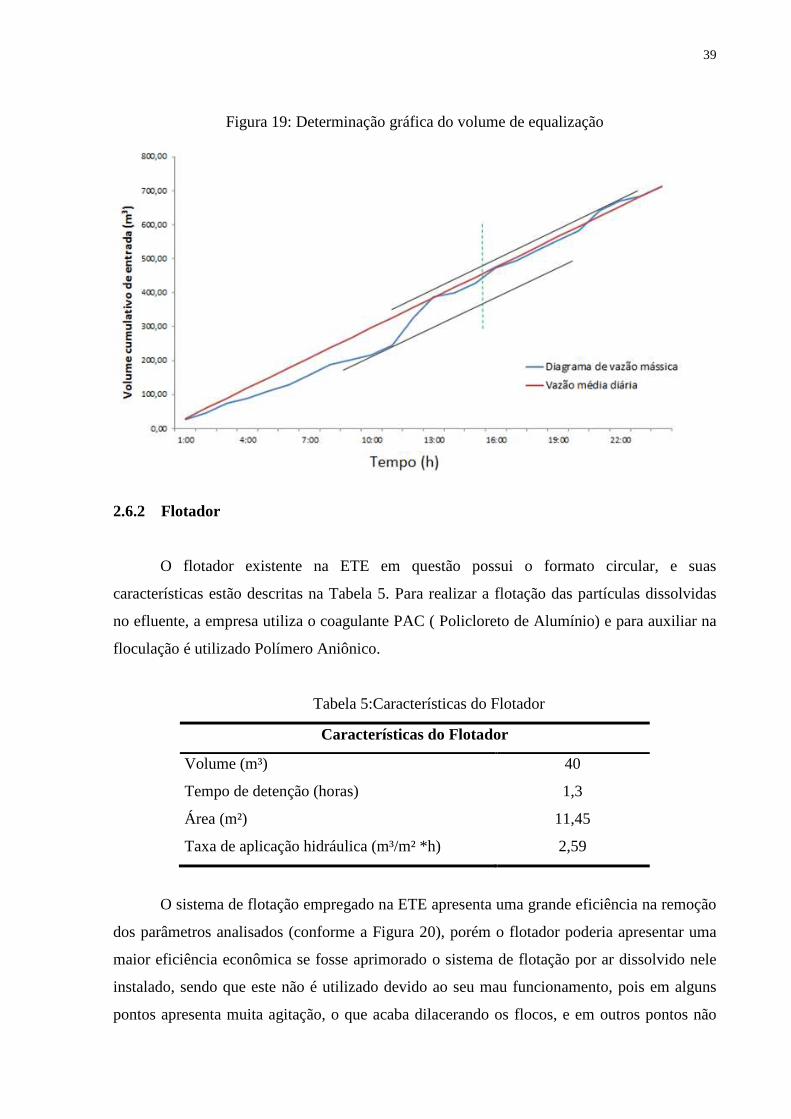
Figura 19: Determinação gráfica do volume de equalização
2.6.2 Flotador
O flotador existente na ETE em questão possui o formato circular, e suas
características estão descritas na Tabela 5. Para realizar a flotação das partículas dissolvidas
no efluente, a empresa utiliza o coagulante PAC ( Policloreto de Alumínio) e para auxiliar na
floculação é utilizado Polímero Aniônico.
Tabela 5:Características do Flotador
Características do Flotador
Volume (m³) 40
Tempo de detenção (horas) 1,3
Área (m²) 11,45
Taxa de aplicação hidráulica (m³/m² *h) 2,59
O sistema de flotação empregado na ETE apresenta uma grande eficiência na remoção
dos parâmetros analisados (conforme a Figura 20), porém o flotador poderia apresentar uma
maior eficiência econômica se fosse aprimorado o sistema de flotação por ar dissolvido nele
instalado, sendo que este não é utilizado devido ao seu mau funcionamento, pois em alguns
pontos apresenta muita agitação, o que acaba dilacerando os flocos, e em outros pontos não

40
ocorre a formação de bolhas. Várias tentativas de ajuste do sistema foram realizadas, porém
nenhuma obteve sucesso.
Desta forma o sistema de Flotação empregado não utiliza nenhum tipo de bomba ou
soprador de ar, ele consiste em uma diferença de carga entre a saída do tanque de dosagem do
coagulante a entrada do flotador, neste trecho por onde escoa o efluente ocorre uma grande
turbulência, a qual acaba incorporando oxigênio ao meio fazendo com que as partículas
assumam naturalmente um fluxo ascendente ao entrar no flotador.
Figura 20: Eficiência média de remoção do sistema Físico-Químico (%).
Acredita-se que o sistema pode ser melhorado através da instalação de difusores na
saída da tubulação do líquido pressurizado, fazendo com que o fluído se espalhe por uma
maior área, desta forma, diminuído a agitação excessiva que é encontrada em alguns pontos e
principalmente, fazendo com que mais partículas ascendam para a superfície, devido a maior
área de contato do efluente com as bolhas de ar.
Outra medida que visa ampliar a área de contado do efluente com as bolhas de ar é o
aumento da profundidade da saída do líquido pressurizado, sendo que este se encontra a 1
metro de superfície do flotador e poderia ser instalado próximo ao fundo do equipamento.
2.6.3 Lodo Ativado
O Quadro 1 representa os parâmetros estimados e/ou calculados no projeto, além dos
parâmetros atuais de operação como, por exemplo, a DBO de entrada e saída dos reatores. A
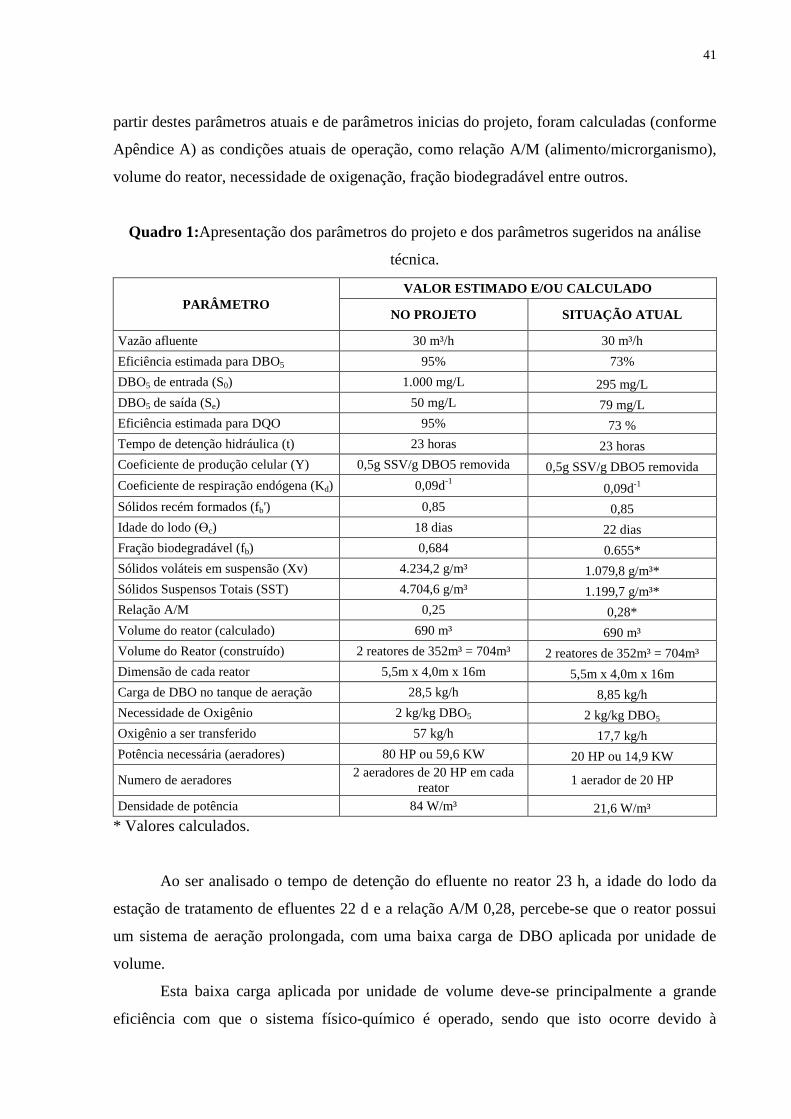
41
partir destes parâmetros atuais e de parâmetros inicias do projeto, foram calculadas (conforme
Apêndice A) as condições atuais de operação, como relação A/M (alimento/microrganismo),
volume do reator, necessidade de oxigenação, fração biodegradável entre outros.
Quadro 1:Apresentação dos parâmetros do projeto e dos parâmetros sugeridos na análise
técnica.
PARÂMETRO VALOR ESTIMADO E/OU CALCULADO
NO PROJETO SITUAÇÃO ATUAL
Vazão afluente 30 m³/h 30 m³/h
Eficiência estimada para DBO5 95% 73%
DBO5 de entrada (S0) 1.000 mg/L 295 mg/L DBO5 de saída (Se) 50 mg/L 79 mg/L Eficiência estimada para DQO 95% 73 % Tempo de detenção hidráulica (t) 23 horas 23 horas Coeficiente de produção celular (Y) 0,5g SSV/g DBO5 removida 0,5g SSV/g DBO5 removida
Coeficiente de respiração endógena (Kd) 0,09d-1 0,09d-1 Sólidos recém formados (fb') 0,85 0,85 Idade do lodo (ϴc) 18 dias 22 dias Fração biodegradável (fb) 0,684 0.655* Sólidos voláteis em suspensão (Xv) 4.234,2 g/m³ 1.079,8 g/m³* Sólidos Suspensos Totais (SST) 4.704,6 g/m³ 1.199,7 g/m³* Relação A/M 0,25 0,28* Volume do reator (calculado) 690 m³ 690 m³ Volume do Reator (construído) 2 reatores de 352m³ = 704m³ 2 reatores de 352m³ = 704m³ Dimensão de cada reator 5,5m x 4,0m x 16m 5,5m x 4,0m x 16m Carga de DBO no tanque de aeração 28,5 kg/h 8,85 kg/h Necessidade de Oxigênio 2 kg/kg DBO5 2 kg/kg DBO5 Oxigênio a ser transferido 57 kg/h 17,7 kg/h Potência necessária (aeradores) 80 HP ou 59,6 KW 20 HP ou 14,9 KW
Numero de aeradores 2 aeradores de 20 HP em cada
reator 1 aerador de 20 HP
Densidade de potência 84 W/m³ 21,6 W/m³
* Valores calculados.
Ao ser analisado o tempo de detenção do efluente no reator 23 h, a idade do lodo da
estação de tratamento de efluentes 22 d e a relação A/M 0,28, percebe-se que o reator possui
um sistema de aeração prolongada, com uma baixa carga de DBO aplicada por unidade de
volume.
Esta baixa carga aplicada por unidade de volume deve-se principalmente a grande
eficiência com que o sistema físico-químico é operado, sendo que isto ocorre devido à

42
incapacidade do reator em operar e suportar maiores concentrações de DBO. Acredita-se que
esta incapacidade deva-se a deficiência de aeração encontrada no reator. Portanto, foram
realizadas análises de Nitrogênio Total Kjeldahl e Nitrogênio amoniacal, com a finalidade de
comprovar este déficit de oxigênio.
Foram realizadas duas amostragem de cada reator, com um espaço de tempo de 8 dias
entre a primeira e a segunda coleta, Os resultados das análises estão representados nas Tabelas
6 e 7.
Tabela 6:Concentração de Nitrogênio Total Kjeldahl e Amoniacal nos reatores do lodo
ativado no dia 09/10/12.
Reator 1 Reator 2
Nitrogênio Total Kjeldahl (mg/L) 23,55 28,9
Nitrogênio Amoniacal (mg/L) 0,54 1,07
Tabela 7:Concentração de Nitrogênio Total Kjeldahl e Amoniacal nos reatores do lodo
ativado no dia 17/10/12.
Reator 1 Reator 2
Nitrogênio Total Kjeldahl (mg/L) 38 16,06
Nitrogênio Amoniacal (mg/L) 6,96 6,42
As formas predominantes de nitrogênio nos efluentes são: o orgânico e a amônia, estes
dois conjuntos são determinados em laboratório pelo método Kjeldahl, constituindo o assim
denominado Nitrogênio Total Kjeldahl. Então, a partir dos dados das análises encontrados nas
Tabelas 6 e 7, foram realizadas a subtração das concentrações do Nitrogênio Amoniacal das
concentrações de Nitrogênio Total Kjeldahl, desta forma obtendo a concentração de
Nitrogênio Orgânico das amostras, realizou-se também, o cálculo das porcentagens
correspondes a estas duas fases.

43
Tabela 8:Concentrações e porcentagens de Nitrogênio Orgânico e Amoniacal das análises
do dia 09/10/12.
Reator 1 Reator 2
Nitrogênio Orgânico (mg/L) 23,01 27,83
Nitrogênio Amoniacal (mg/L) 0,54 1,07
Nitrogênio Orgânico (%) 97,7 96,2
Nitrogênio Amoniacal (%) 2,3 3,8
Tabela 9:Concentrações e porcentagens de Nitrogênio Orgânico e Amoniacal das análises
do dia 17/10/12.
Reator 1 Reator 2
Nitrogênio Orgânico (mg/L) 31,04 9,64
Nitrogênio Amoniacal (mg/L) 6,96 6,42
Nitrogênio Orgânico (%) 77,6 33,4
Nitrogênio Amoniacal (%) 22,4 66,6
A matéria nitrogenada orgânica divide-se em inerte e biodegradável. A inerte é
envolvida pela biomassa e removida com o lodo excedente. A biodegradável é subdividida em
rapidamente e lentamente biodegradável, a de rápida degradação está solúvel, e é convertida
em amônia pelas bactérias heterotróficas através do processo de amonificação. A de lenta
degradação encontra-se na forma particulada sendo convertida a forma solúvel (rapidamente
biodegradável) através da hidrólise e posteriormente amonificada (SPERLING, 2002).
A Amônia é uma resultante dos processos de hidrólise e amonificação, sendo utilizada
pelas bactérias heterotróficas e autotróficas. Para que o processo amonificação ocorra, estas
bactérias necessitam oxigênio dissolvido (OD) no reator de lodo ativado. Se as concentrações
de OD no reator não forem satisfatórias, o nutriente permanecerá na sua forma inicial, ou seja,
não ocorrerá a conversão da forma orgânica pra a forma amoniacal.
Ao analisarmos as Tabelas 8 e 9, percebemos que a concentração de Nitrogênio
Orgânico, na maioria das vezes é muito superior à concentração de Nitrogênio Amoniacal,
chegando a um percentual de 97,7 % de Nitrogênio Orgânico. Fatores que levam a crer que
exista uma deficiência de OD nos reatores. Tal ideia é reforçada em um monitoramento de
rotina da concentração de Oxigênio Dissolvido, que vem sendo realizado por mais de três

44
anos, e dificilmente são encontradas concentrações de oxigênio dissolvido superiores a
1mg/L, sendo que estas costumam variar de 0.4 a 0.9 mg/L.
Estes fatores nos levam a crer que os aeradores não conseguem transferir a quantidade
de oxigênio informada pelo fabricante, provocando um déficit de OD nos reatores. Desta
forma, tornando necessário o dimensionamento de um sistema capaz de suprir as necessidades
microbiológicas dos reatores.
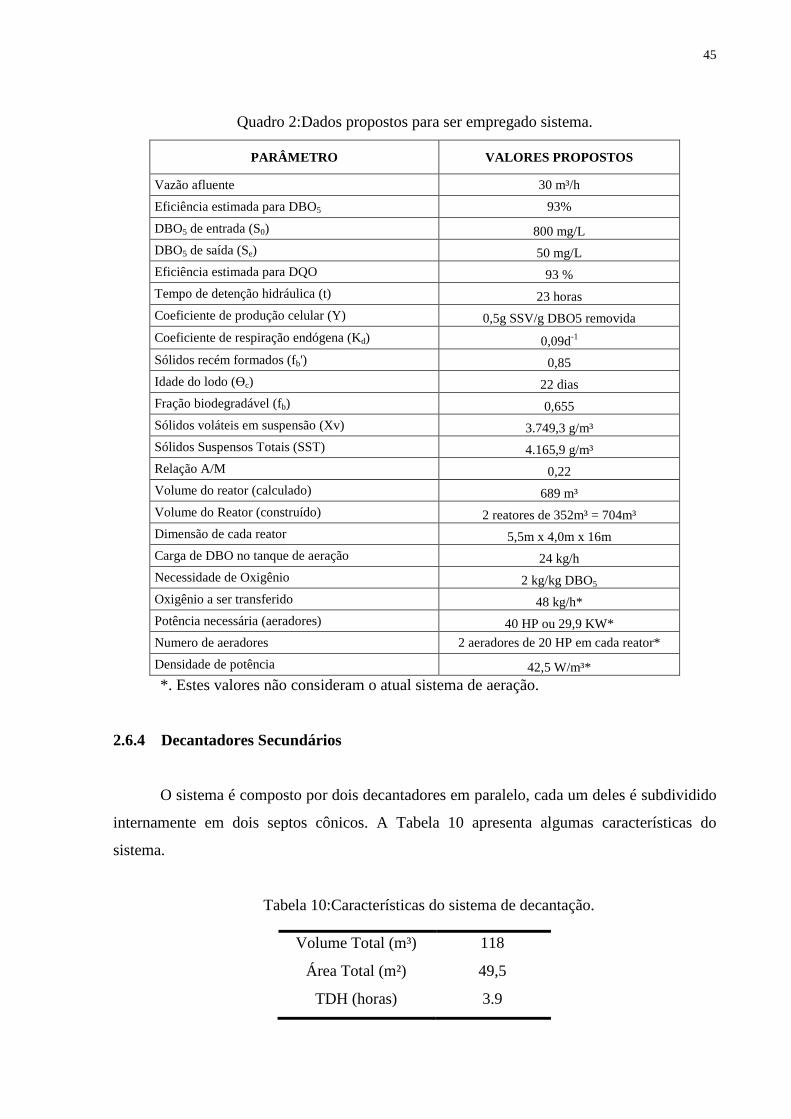
O Quadro 2 apresenta os dados para um sistema adicional de aeração. O sistema
proposto (conforme Apêndice B) é constituído de quatro aeradores do tipo Misturador
Oxigenador Submerso com Bóia, com potência unitária de 10 HP, capacidade de transferência
de Oxigênio de aproximadamente 12 kgO2/h, totalizando 40HP e 48 kgO2/h com um
investimento aproximado de 63 mil reais.
O modelo do aerador proposto pode ser visualizado na Figura 21. Este sistema aliado
ao sistema já existente garantirá uma grande capacidade de aeração, desta forma garantindo
uma maior qualidade do efluente tratado.
Figura 21:Modelo de aerador proposto.
Fonte: NM Bombas
45
Quadro 2:Dados propostos para ser empregado sistema.
PARÂMETRO VALORES PROPOSTOS
Vazão afluente 30 m³/h
Eficiência estimada para DBO5 93%
DBO5 de entrada (S0) 800 mg/L
DBO5 de saída (Se) 50 mg/L
Eficiência estimada para DQO 93 %
Tempo de detenção hidráulica (t) 23 horas
Coeficiente de produção celular (Y) 0,5g SSV/g DBO5 removida
Coeficiente de respiração endógena (Kd) 0,09d-1
Sólidos recém formados (fb') 0,85
Idade do lodo (ϴc) 22 dias
Fração biodegradável (fb) 0,655
Sólidos voláteis em suspensão (Xv) 3.749,3 g/m³
Sólidos Suspensos Totais (SST) 4.165,9 g/m³
Relação A/M 0,22
Volume do reator (calculado) 689 m³
Volume do Reator (construído) 2 reatores de 352m³ = 704m³
Dimensão de cada reator 5,5m x 4,0m x 16m
Carga de DBO no tanque de aeração 24 kg/h
Necessidade de Oxigênio 2 kg/kg DBO5
Oxigênio a ser transferido 48 kg/h*
Potência necessária (aeradores) 40 HP ou 29,9 KW*
Numero de aeradores 2 aeradores de 20 HP em cada reator*
Densidade de potência 42,5 W/m³*
*. Estes valores não consideram o atual sistema de aeração.
2.6.4 Decantadores Secundários
O sistema é composto por dois decantadores em paralelo, cada um deles é subdividido
internamente em dois septos cônicos. A Tabela 10 apresenta algumas características do
sistema.
Tabela 10:Características do sistema de decantação.
Volume Total (m³) 118
Área Total (m²) 49,5
TDH (horas) 3.9

46
A NBR 12209 de 1992 trata de projetos de estações de tratamento de esgotos
sanitários, e traz parâmetros para o dimensionamento de decantadores secundários, segundo a
norma, o decantador secundário deve ser dimensionado para taxa de escoamento superficial
igual ou inferior a:
a) 36 m³/m².d quando a concentração de SSTA é menor que 3000 mg/L;
b) 24 m³/m².d quando a concentração de SSTA está compreendida no intervalo de
3000 mg/L (inclusive) a 4500 mg/L;
c) 16 m³/m².d quando a concentração de SSTA é igual ou superior a 4500 mg/L.
Sabendo que a vazão média diária de efluentes é de 720 m³/d, realizou-se o cálculo da
taxa de escoamento superficial nos decantadores, sendo que esta foi de 14,5 m³/m².d. Valor
que se enquadra na norma para as diferentes condições estimadas, as quais estão
representadas na Tabela 11.
Tabela 11:Concentrações estimadas de Sólidos Suspensos Totais.
Sólidos Suspensos Totais (g/L)
Projeto Inicial 4.704,6
Condição atual 1.199,7
Condição proposta 4.165,9
Outro parâmetro analisado foi tempo de detenção hidráulica (TDH) do efluente no
decantador secundário, o sistema de decantação da ETE analisada conta com um tempo TDH
de 3,9 horas e a NBR 12209 de 1992 sugere que o TDH, deva ser igual ou superior a 1,5 h.
Configurando assim o enquadramento do parâmetro com a norma.
2.6.5 Lagoas de Estabilização
A qualidade do efluente na saída do sistema de lagoas facultativas tende a melhorar
caso sejam realizadas as modificações proposta para o sistema de aeração devido
principalmente a menor carga poluidora afluente.
Em situações de desestabilização do sistema de lodo ativado grande quantidades de
lodo são arrastadas para as lagoas comprometendo a qualidade do efluente durante muitos
dias. As modificações propostas devem diminuir a suscetibilidade do sistema a choques de
cargas, ocasionado à redução ou o fim dos arrastes.

47
3 CONCLUSÃO
Pode-se concluir que a estação de tratamento de efluente objeto do estudo atende os
padrões de lançamento de efluentes que foram analisados. Porém sugerem-se algumas
melhorias a serem realizadas, com a finalidade de aumentar a eficiência do tratamento e
reduzir o consumo de alguns produtos químicos.
O melhoria da qualidade do efluente final poderia levar (de acordo com as condições
legais) a uma possível reutilização do efluente na indústria, um exemplo seria na lavagem
externa de caminhões, lavagem de pisos e calçadas externa e também como água de caldeira.
A economia no consumo de produtos químicos poderá ser alcançada através das
alterações proposta para o sistema de flotação e da redução da carga removida, esta redução
passa pela implantação do sistema adicional de aeração proposto no trabalho, o qual garantirá
uma maior eficiência ao processo possibilitando a aplicação de uma maior carga nos reatores.
Estas modificações ocasionarão uma redução do volume de lodo primário (lodo
químico) produzido, o qual se caracteriza pelo mau cheiro e pela grande instabilidade
biológica. Ao mesmo tempo, o volume de lodo biológico gerado pelo sistema aumentará, este
lodo caracteriza-se por ser estabilizado e por possuir grande utilização na agricultura.

48
REFERÊNCIAS
AISSE, M. M. et al. Avaliação do Sistema Reator Ralf e Flotação por ar dissolvido, no Tratamento de Esgoto Sanitário. PUCPR, 2002.
ALVES, Ana Elizabeth Santos. A Organização do Trabalho na Indústria de Laticínios, 2007. Ashrae Handbook Of Fundamentals,1997. Disponível em : http://pt.scribd.com/doc/78048761/ASHRAE-1997-HVAC-Fundamentals-Handbook Acesso em: 29 out. 2012. AZEVEDO J.C.R; Universidade tecnológica federal do Paraná
BALANNEC, B et al. Comparative Study of different nano filtration and reverse osmosis membranes for dairy effluent treatment by dead-end filtration. Separation Purification Technology, França, Elsevier Science, 2004. BEHMER, M. L. A. Lacticínios. 4. ed. São Paulo, 1968. BRAILE, P.M; CAVALCANTI, J.E.W.A. Manual de Tratamento de Águas Residuárias. São Paulo: CETESB, 1993.
BRASIL. Lei Federal nº9433, de 8 de janeiro de 1997. Institui a Política Nacional de Recursos Hídricos, cria o Sistema Nacional de Gerenciamento de Recursos Hídricos. Brasília, DF, 1997.
_____. Lei Federal nº9605, de 12 de fevereiro de 1998. Dispõe sobre as sanções penais e administrativas derivadas de condutas e atividades lesivas ao meio ambiente. Brasília, DF, 1998.
_____. Lei Federal nº 9984, de 17 de julho de 2000. Dispõe sobre a criação da Agência Nacional de Águas - ANA. Brasília, DF, 2000.
_____. Conselho Nacional do Meio Ambiente – CONAMA. Resolução 357, de 17 de março de 2005. Dispõe sobre a classificação dos corpos de água e diretrizes ambientais para o seu enquadramento, bem como estabelece as condições e padrões de lançamento de efluentes. Brasília, DF, 2005.
BRIÃO, V. B. Estudo de Prevenção à Poluição de Resíduos Líquidos em uma Indústria de Laticínios. Dissertação (Mestrado em Engenharia Química), Programa de Pós-Graduação em Engenharia Química, Universidade Estadual de Maringá, Maringá/PR, 2000. __________ Tratamento primário de efluentes- material de apoio para a disciplina de Gestão e Tratamento de Resíduos do Curso de Química. Universidade de Passo Fundo. Passo Fundo, agosto de 2006.
BYYLUND, G. Tetra Pak Dairy Processing Handbook. Sweden: Tetra Pak Processing System, 1995.

49
CETESB. Operação e manutenção de lagoas anaeróbias e facultativas. Companhia de Tecnologia e Saneamento Ambiental, São Paulo. 91 p, 1986. DANIEL, D.D. Avaliação de processos biológicos utilizados no tratamento de efluentes de laticínios, Dissertação (Pós-graduação emTecnologia Ambiental) da Universidade de Ribeirão Preto, Ribeirão Preto/SP, 2002. EMBRAPA- Empresa Brasileira de Pesquisa Agropecuária. Informações técnicas Estatísticas do Leite. Produção, Industrialização e Comercialização ( Produção ). Disponível em: <http://www.cnpgl.embrapa.br/nova/informacoes/estatisticas/producao/producao.php>. Acesso em: 08 ago. 2012. FAVARETTO, D. P. C. Avaliação da eficiência do processo de tratamento de efluentes na empresa de laticínios LBR. 2011. Monografia (Especialização em Tecnologia e Controle de Qualidade de Alimentos), Universidade Passo Fundo, Passo Fundo, 2011. HIDROSUL. Ficha Técnica Aerador Spiderjet. Diponível em: ˂http://www.hidrosul.com.br/aerador-submersivel-spiderjet-hidrosul˃ . Acesso em: 21 out. 2012. JORDÃO, E.P.; PESSÔA, C.A. Tratamento de esgotos domésticos. Rio de Janeiro: Segrac, 2005.
LIBÂNIO, M. Fundamentos de qualidade e tratamento de água. São Paulo, 2005 METCALF & EDDY. Wastewater Engineering: Treatment And Reuse. 4ª ed. New York: Editora Mc Graw Hill, 2003.
___________________. Tratamento y Depuracion de las águas residuárias. New York: McGraw Hill, 1991. NBR 12209 Projeto de estações de tratamento de esgoto sanitário. CB-02 - Comitê Brasileiro de Construção Civil. CE-02:009.27 - Comissão de Estudo de Projetos de Sistemas de Esgoto Sanitário. LEI nº 1.283 de 18.12.1950 NEMEROW, Nelson L. Águas residuales industriales : Teorias, aplicaciones y tratamiento. Madrid : H. Blume, 1977.
NM Bombas. Proposta de Venda. Recebida dia 02/10/12. NUNES, J.A. Tratamento Físico-Químico de Águas Residuárias Industriais. 4ª ed. Sergipe: Editora J. Andrade, 2004. PARMALAT. Disponível em: ˂http://www.parmalat.pt/index.php?include=content&page=Despre%20noi&module_name=Istoria%20laptelui˃. Acesso em: 20 ago. 2012. PEIRANO, M. M. F. Tratamento de Efluentes em Laticínios. Revista Leite e Derivados, São Paulo: Editora Dipemar, 1995, n 21.
50
PRATIQUE LEITE, Disponível em: ˂http://www.pratiqueleite.com.br/article.php?recid=5427˃ . Acesso em: 12 jun.2012. QUEIROZ, S. F.; MATA, J. F.; EMERENCIANO, O. F. Produção de leite e queijo bovino da indústria laticinistamiraleite* no triângulo mineiro RAMALHO, R. S. Tratamiento de Aguas Residuales. 1ª ed. México: Editora Reverte, S.A., 2003.
REYNOLDS, T. D.; RICHARDS, P. A. Unit Operations and processes in environmental engineering. 2. ed. Boston: PWS Publishing Company, 1996.
RIISPOA Brasil. Regulamento da Inspeção Industrial e Sanitária de Produtos de Origem Animal, 1952. RAMJEAWON, T. Cleaner production in Mauritius cane - sugar factories. Journal of Cleaner Production, Amsterdam, v.8, p. 503-510, 2000. SARAIVA, Claudety Barbosa. Subsídios para o uso sustentável da água em uma indústria de laticínio de pequeno porte: avaliação do consumo e geração de efluentes, 2009 SEZERINO P.H e BENTO A.P. Lagoas De Estabilização Material De Apoio. Universidade Do Oeste De Santa Catarina – Unoesc SPERLING. M.V. Lagoas de estabilização. Belo Horizonte: Editora UFMG, 2006. _______________. Princípios do tratamento biológico de águas residuárias - Lodo Ativado. 2º ed. Belo Horizonte: Editora UFMG, 2002. TEIXEIRA. R. M. Remoção de nitrogênio de efluentes da indústria frigorífica através da aplicação dos processos de nitrificação e desnitrificação em biorreatores utilizados em um sistema de lagoas de tratamento. Universidade Federal de Santa Catarina. 2006 Disponível em: ˂http://www2.enq.ufsc.br/teses/d031.pdf˃. Acesso em: 05 out. 2012. VOURCH, M. et al. Treatment of dairy industry wastewater by reverse osmosis for water reuse. Desalination, France: Elsevier Science, 2007. Xcel Equipamentos. Ficha Técnica. Peneira autolimpante de escovas rotativas. Disponível em http://www.xcelequipamentos.com.br/produtos/peneiramento/peneira+autolimpante+de+escovas+rotativas.php?idioma= Acesso em: 9 out. 2012.

51
APÊNDICES
Apêndice A: Estimativa da situação atual
- Cálculo da fração biodegradável
cdb
bb
θKf11
ff
**)( '
'
−+=
fb = 0,655
- Cálculo da Concentração de Sólidos Suspensos
Admitindo tempo de detenção celular de 22 dias:
t
θ
θfK1
SSyX c
cbd
eoV *
**
)(*
+−
=
Xv (ou X) = 1.079,8 g/m³
SST = 1.079,8 / 0,9
SST = 1.199,7 g/m³ g/m3
A/M = S0 / Xv * t
A/M = 0,28
- Cálculo do Volume do Reator
)**(*
)(***
ccdV
eoc
θfK1X
SSQθYV
+−
=
V = 690 m3
Cálculos do Oxigênio Requerido nos Reatores Aeróbios
- Carga de DBO5 no tanque de aeração – 8,85 kg/h
Necessidade de Oxigênio – 2,0 Kg/Kg DBO5
Oxigênio a ser transferido – 17,7 kg/h

52
- Potência média para oxidação da DBO5
Adotando aerador com transferência de 20 KgO2/h, tem-se:
Potência média = 20 HP ou 14,9 KW
Potência total necessária para oxidação da matéria orgânica é de 20 HP ou 14,9 KW
- Densidade de Potência
Potência adotada= 14900 KW
DP = Potência (W) / Vreator útil real
DP = 14900 / 704
DP = 21,6 W/m³
Apêndice B: Valores própostos (sistema adicional de aeração)
- Cálculo da fração biodegradável
cdb
bb
θKf11
ff
**)( '
'
−+=
fb = 0,655
- Cálculo da Concentração de Sólidos Suspensos
Admitindo tempo de detenção celular de 22 dias:
t
θ
θfK1
SSyX c
cbd
eoV *
**
)(*
+−
=
Xv (ou X) = 3.749,3 g/m³
SST = 1.079,8 / 0,9
SST = 4.165,9 g/m3
A/M = S0 / Xv * t
A/M = 0,22
- Cálculo do Volume do Reator

53
)**(*
)(***
ccdV
eoc
θfK1X
SSQθYV
+−
=
V = 690 m3
Cálculos do Oxigênio Requerido nos Reatores Aeróbios
- Carga de DBO5 no tanque de aeração – 24 kg/h
Necessidade de Oxigênio – 2,0 Kg/Kg DBO5
Oxigênio a ser transferido – 48 kg/h
- Potência média para oxidação da DBO5
Adotando aerador com transferência unitária de 12.5 KgO2/h, tem-se:
Potência = 10 HP ou 7.47 KW totalizando 40 HP ou 29,9 KW
Potência total necessária para oxidação da matéria orgânica é de 40 HP ou 29,9 KW
- Densidade de Potência
Potência adotada= 14900 KW
DP = Potência (W) / Vreator útil real
DP = 29900 / 704
DP = 42,5 W/m³
Apêndice C: Série de dados analisada
Demanda Química de Oxigênio (DQO)
Concentrações de DQO do efluente bruto recebido pela estação (mg/L).
1866 1141 1743 1133 2493
1648 1891 994 1073 3207
3427 2063 1703 2455 2038
1612 1760 1751 2767 3569

54
Concentrações de DQO na saída do Flotador (mg/L).
486 588 905 372 403
386 285 439 722 505
586 530 1045 689 527
581 304 566 895 982
Concentrações de DQO na saída dos decantadores (mg/L).
169 213 165 217 178
168 91 72 98 67
383 352 286 31 78
70 49
Concentrações de DQO lançada no corpo hídrico (mg/L).

55
Nitrogênio Total Kjeldahl (NTK)
Concentrações de Nitrogênio Total Kjeldahl do efluente bruto recebido pela estação (mg/L).
94,08 56,00 26,80 17,92 21,28
25,76 22,96 21,28 30,24 32.48
24,64 57,10 19,00 19,00
Concentrações de Nitrogênio Total Kjeldahl na saída do Flotador (mg/L).
17,92 6,72 8,96 8,96 7,84
9,40 12,32 14,56 16.8 25,70
11,20 12,32
Concentrações de DQO na saída dos decantadores (mg/L).
8,96 5,60 5,60 5,60 5,60
5,60 5,60 4,48 2,80 2,24
3,56 3,60 6,72 5,60 13,44
10,08 6,72 5,60
Concentrações de Nitrogênio Total Kjeldahl lançada no corpo hídrico (mg/L).
7,49 10,20 9,10 7,49 8,56 9,63 10,70 12,30 11,80
10,70 10,20 10,20 12,30 10,71 9,63 10,17 8,03 10,71
3,75 8,03 6,96 8,56 8,03 8,03 6,96 6,96 8,56
13,40 17,70 10,70 8,03 9,10 6,42 4,28 5,88 15,00
7,49 4,60 9,21 8,03 5,03 6,96 9,10 6,42 9,10
8,56 6,85 6,96 5,89 10,70 7,49 6,96 6,85 8,03
7,60 8,46 7,60 5,35 5,42 5,78 4,82 5,35 4,71
4,82 3,75 3,64 3,21 5,89 4,82 4,28 5,35 7,49
14,30 2,68 4,82 5,25 4,71 3,75 3,85 8,03 8,35
7,92 5,25 8,56 8,46 9,10 7,60 6,42 5,46 5,35
6,85 5,57 5,78 5,57 5,67 2,71 4,82 4,60 3,21
4,92 5,46 4,28 4,82 4,28 4,82 4,17 3,75 5,03
3,32 4,39 4,28 4,60 3,96 3,43 4,07 3,00 2,89
1,93 2,78 2,68 5,03 5,25 5,57 2,78 7,28 7,82
11,45 8,67 8,46 10,17 9,85 9,63 9,96 10,49 9,63
10,17 11,24 10,71 14,45 6,32 12,85 10,81 7,69 13,38
10,70 8,14 8,35 7,81 8,08 9,74 8,78 11,67 13,16
15,31 16,70 13,27 11,88 9,63 11,24 11,99 9,53 11,45
12,63 13,70

56
Fósforo Total
Concentrações de Fósforo Total para os determinados pontos de coleta (mg/L).
BRUTO 4,84 4,51 3,89 4,92 3,96 5,3 4,12
S. FLOTADOR 3,75 1,98 2,41 2,11 0,33 2,06 1,2
DECANTADORES 3,6 1,45 0,28 3,18 0,06 0,7 0,89
FINAL 1,55 0,49 0,31 0,59 0,71 0,71 0,63
Valores de Vazão (m³/h) utilizados na realização do Hidrógrafo.
HORA Vazão Média da Hora Volume Acumulado
0:30 28,80
1:00 23,04 25,92 25,92
1:30 28,80
2:00 8,64 18,72 44,64
2:30 28,80
3:00 28,80 28,80 73,44
3:30 23,04
4:00 8,64 15,84 89,28
4:30 23,04
5:00 17,28 20,16 109,44
5:30 23,04
6:00 14,40 18,72 128,16
6:30 28,80
7:00 28,80 28,80 156,96
7:30 28,80
8:00 31,92 30,36 187,32
8:30 0,00
9:00 28,80 14,40 201,72
9:30 25,92
10:00 5,76 15,84 217,56
10:30 28,80
11:00 25,60 27,20 244,76
11:30 77,76
12:00 86,40 82,08 326,84
12:30 48,80
13:00 72,00 60,40 387,24
13:30 14,40
14:00 11,52 12,96 400,20
14:30 28,80
15:00 28,80 28,80 429,00
15:30 43,20
16:00 43,20 43,20 472,20
16:30 14,40
17:00 28,80 21,60 493,80
17:30 31,68
18:00 28,80 30,24 524,04
18:30 28,80
19:00 31,68 30,24 554,28
19:30 28,80
20:00 28,80 28,80 583,08

57
20:30 57,60
21:00 57,60 57,60 640,68
21:30 28,80
22:00 28,80 28,80 669,48
22:30 23,04
23:00 5,76 14,40 683,88
23:30 28,80
0:00 28,80 28,80 712,68
Apêndice D: Curva de Transferência de Oxigênio do aerador Spiderjet - Hidrosul
Fonte: Ficha Técnica aerador Spiderjet – Hidrosul
Apêndice E: Misturador Oxigenador
Valor do Misturador Oxigenador com bóia de 10 CV.
Fonte: Proposta de venda encaminhada pela empresa NM Bombas.


















