ANÁLISE E DESENVOLVIMENTO DA GESTÃO ESTRATÉGICA...
129
ANÁLISE E DESENVOLVIMENTO DA GESTÃO ESTRATÉGICA DA MANUTENÇÃO EM UM TERMINAL DE DISTRIBUIÇÃO DE COMBUSTÍVEIS Giuliano Lutch Ferreira Gomes Projeto de Graduação apresentado ao Curso de Engenharia Mecânica da Escola Politécnica, Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários à obtenção do título de Engenheiro. Orientador: Fabio Luiz Zamberlan, DSc. Rio de Janeiro Setembro de 2018
Transcript of ANÁLISE E DESENVOLVIMENTO DA GESTÃO ESTRATÉGICA...

ANÁLISE E DESENVOLVIMENTO DA GESTÃO ESTRATÉGICA
DA MANUTENÇÃO EM UM TERMINAL DE DISTRIBUIÇÃO DE
COMBUSTÍVEIS
Giuliano Lutch Ferreira Gomes
Projeto de Graduação apresentado ao Curso de
Engenharia Mecânica da Escola Politécnica,
Universidade Federal do Rio de Janeiro, como
parte dos requisitos necessários à obtenção do
título de Engenheiro.
Orientador: Fabio Luiz Zamberlan, DSc.
Rio de Janeiro
Setembro de 2018

ANÁLISE E DESENVOLVIMENTO DA GESTÃO ESTRATÉGICA
DA MANUTENÇÃO EM UM TERMINAL DE DISTRIBUIÇÃO DE
COMBUSTÍVEIS
Giuliano Lutch Ferreira Gomes
PROJETO DE GRADUAÇÃO SUBMETIDO AO CORPO DOCENTE DO CURSO DE
ENGENHARIA MECÂNICA DA ESCOLA POLITÉCNICA DA UNIVERSIDADE
FEDERAL DO RIO DE JANEIRO COMO PARTE DOS REQUISITOS
NECESSÁRIOS PARA A OBTENÇÃO DO GRAU DE ENGENHEIRO MECÂNICO.
Examinado por:
Prof. Fábio Luiz Zamberlan, DSc.
Prof. Fernando Pereira Duda, DSc.
Prof. Reinaldo De Falco, Eng.
RIO DE JANEIRO, RJ - BRASIL
SETEMBRO de 2018

iii
Gomes, Giuliano Lutch Ferreira
Análise e desenvolvimento da gestão estratégica da
manutenção em um terminal de distribuição de
combustível / Giuliano Lutch Ferreira Gomes - Rio de
Janeiro: UFRJ/ Escola Politécnica, 2018.
XI, 120 p.: il.; 29,7 cm.
Orientador: Fábio Luiz Zamberlan
Projeto de Graduação – UFRJ/ Escola Politécnica/
Curso de Engenharia Mecânica, 2018.
Referências Bibliográficas: p. 119
1. Planejamento da manutenção mecânica 2. Melhoria
contínua 3. Ciclo PDCA. 4. Manutenção preventiva I.
Gomes, Giuliano Lutch Ferreira. II. Universidade Federal
do Rio de Janeiro, Escola Politécnica, Curso de
Engenharia Mecânica. III. Análise e desenvolvimento da
gestão estratégica da manutenção em um terminal de
distribuição de combustíveis.

iv
AGRADECIMENTOS
Agradeço, primeiramente, aos meus familiares, que desde sempre me suportam
incondicionalmente. Sem este apoio, atenção e carinho, não conseguiria começar minha
graduação, quanto mais concluir este trabalho. Meus pais Renata e Luciano, meus irmãos
Christiano e Lorenzo e meus avós Odete e Aguinaldo.
Ao professor Fábio Zamberlan, pelo apoio e orientação dados ao longo destes
meses, que com todo o conhecimento transmitido me permitiu utilizar uma forte base
teórica para desenvolver o trabalho prático aqui apresentado.
A todos os meus colegas de faculdade, que ao decorrer destes anos, me ajudaram
em muitos aspectos. Sem vocês o caminho teria sido extremamente árduo e muito menos
proveitoso.
A todos os meus verdadeiros amigos, que há tanto tempo me suportaram e
ajudaram em todos os aspectos da minha vida. São como uma segunda família em minha
vida e sei que estarão aqui por toda a vida.
Á Deus, que sempre guiou meus passos e continua me protegendo.

v
Resumo do Projeto de Graduação apresentado à Escola Politécnica/ UFRJ como parte
dos requisitos necessários para a obtenção do grau de Engenheiro Mecânico.
ANÁLISE E DESENVOLVIMENTO DA GESTÃO ESTRATÉGICA
DA MANUTENÇÃO EM UM TERMINAL DE DISTRIBUIÇÃO DE
COMBUSTÍVEIS
Giuliano Lutch Ferreira Gomes
Setembro/2018
Orientador: Fabio Luiz Zamberlan
Curso: Engenharia Mecânica
RESUMO: Desenvolvimento e melhoria contínua do planejamento da manutenção dentro
de um terminal de distribuição de combustíveis. O trabalho incluiu a instauração de um
sistema de manutenção utilizando técnicas de manutenção preventiva e preditiva e a
consequente análise dos resultados obtidos para a utilização do ciclo PDCA para a
melhoria das instruções de manutenção e/ou periodicidade das ordens de manutenção.
São apresentados três estudos de caso que mostram a utilização destas técnicas com o
objetivo de entender fragilidades do sistema de manutenção e melhorá-lo continuamente.
Palavras-chave: Manutenção, Ciclo PDCA, manutenção preditiva, manutenção
preventiva.

vi
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of the
requirements for the degree of Engineer.
DEVELOPMENT AND ANALYSYS OF THE STRATEGIC MAINTENANCE
MANAGEMENT ON A FUEL DISTRIBUTOR PLANT.
Giuliano Lutch Ferreira Gomes
Setembro/2018
Advisors: Fábio Luiz Zamberlan
Course: Mechanical Engineering
ABSTRACT: This text is about of the continuous development of maintenance. The text
includes the creation of a maintenance system and culture using predictive and preventive
techniques and posterior results analyses for PDCA cycle utilization to improving the
maintenance orders and maintenance frequency.
There are presented three cases that show these techniques utilization. The general idea
is to understand the maintenance system fragilities and improve continuously.
Key-words: Maintenance, PDCA cycle, predictive maintenance, preventive maintenance.

vii
Sumário
Sumário ................................................................................................................................... vii
1. Introdução.................................................................................................................. 1
1.1. Visão geral sobre a manutenção .................................................................................... 1
1.2. Objetivos e escopo ........................................................................................................ 2
1.3. Estrutura do Trabalho .................................................................................................... 3
2. Revisão literária e embasamento teórico ................................................................... 4
2.1. Tipos de manutenção empregados ................................................................................ 4
2.1.1 Manutenção à demanda .............................................................................................. 5
2.1.2. Manutenção preventiva .............................................................................................. 5
2.1.3. Manutenção preditiva ................................................................................................. 7
2.2. Melhoria contínua da manutenção ................................................................................ 8
2.3. Manutenção centrada em confiabilidade ......................................................................... 9
2.3.1. Confiabilidade aplicada ............................................................................................. 10
2.3.2. Classificação da taxa de falhas – curva da banheira.................................................. 10
3. Desenvolvimento e gerenciamento do plano de manutenção .......................................... 11
3.1 Mapeamento de equipamentos da planta........................................................................... 12
3.1.0. Bacia de tanques de produtos aditivos. ................................................................... 16
3.1.1. Aterramento ............................................................................................................. 19
3.1.2. Centro de Comando de Máquinas (CCM) ............................................................... 20
3.1.3. Central de processamento de dados (CPD) ............................................................. 22
3.1.4. Dutos e tubulações .................................................................................................. 23
3.1.5. Gerador .................................................................................................................... 24
3.1.6. Plataforma de carregamento .................................................................................... 26
3.1.7. Plataforma de descarga ............................................................................................ 31
3.1.8. Praça de Bombas ..................................................................................................... 32
3.2 Planejamento e execução da manutenção ......................................................................... 33
4. Análises de casos para melhoria contínua da manutenção ...................................... 36
4.1. Análise de caso I – Painéis de energia ........................................................................ 36
4.1.2. Melhoria no plano de manutenção dos painéis ............................................................. 36
4.1.3 Plano de manutenção dos painéis ................................................................................... 39
4.1.3.1. Alta tensão .................................................................................................................. 41
4.1.3.2. Baixa tensão ............................................................................................................... 41
viii
4.1.4. Metodologia e coleta de dados ...................................................................................... 42
4.1.5 Dados da análise termográfica ....................................................................................... 43
4.1.6 Manutenção centrada em confiabilidade para os painéis ............................................... 50
4.1.6.1 Falhas nos painéis e análise das melhorias implementadas......................................... 51
4.2 Estudo de Caso II – Planejamento da manutenção de tubulações ..................................... 57
4.3 Estudo de caso III – análise de vibração das bombas ........................................................ 71
4.3.1 Critérios para limites de vibração e aceleração .............................................................. 73
4.3.2 Equipamentos analisados ............................................................................................... 73
4.3.2.1 Bomba Centrifuga de Etanol Hidratado #1 ................................................................. 74
4.3.2.2 Bomba Centrifuga de Etanol Hidratado #2 ................................................................. 75
4.3.2.3 Bomba de engrenagem #2 ........................................................................................... 76
4.3.2.4 Bomba de engrenagem #4 ........................................................................................... 77
4.3.2.5 Bomba de engrenagem #7 ........................................................................................... 78
4.3.2.6 Bomba centrífuga de drenagem #1 .............................................................................. 79
4.3.2.7 Bomba centrífuga de drenagem #2 .............................................................................. 80
4.3.2.8 Bomba de incêndio centrífuga #1 ................................................................................ 81
4.3.2.9 Bomba de incêndio centrífuga #2 ................................................................................ 82
4.3.2.10 Bomba de incêndio centrífuga #3 .............................................................................. 83
4.3.2.11 Bomba centrífuga de biodiesel #1 ............................................................................. 84
4.3.2.12 Bomba centrífuga de biodiesel #2 ............................................................................. 85
4.3.2.13 Bomba centrífuga de gasolina #1 .............................................................................. 86
4.3.2.14 Bomba centrífuga de gasolina #2 .............................................................................. 87
4.3.2.15 Bomba de centrífuga de gasolina premium #1 .......................................................... 88
4.3.2.16 Bomba centrífuga de gasolina premium #2 ............................................................... 89
4.3.2.17 Bomba centrífuga de etanol anidro #1 ...................................................................... 90
4.3.2.18 Bomba centrífuga de etanol anidro #2 ...................................................................... 91
4.3.2.19 Bomba centrífuga de diesel S-10 #1.......................................................................... 92
4.3.2.20 Bomba centrífuga de diesel S-10 #2.......................................................................... 93
4.3.2.21 Bomba centrífuga de diesel S-500 #1........................................................................ 94
4.3.2.22 Bomba centrífuga de diesel S-500 #2........................................................................ 95
4.3.3 Manutenção preditiva das bombas ................................................................................. 96
4.3.4 Aquisição e interpretação de dados ................................................................................ 97
4.3.4.1 Obtenção dos dados em campo ................................................................................... 98
4.3.4.2 Resultados e relatório gerencial ................................................................................ 100
4.3.4.3 Análise melhoria da manutenção .............................................................................. 112
5. Conclusão .............................................................................................................. 115
ix
6. Referências Bibliográficas .................................................................................... 119
Índice de Figuras
Figura 1 – Ciclo PDCA para a melhoria contínua da manutenção. ............................................... 8
Figura 2 – Exemplo de curva “da banheira” – Comportamente da taxa de falhas. ..................... 11
Figura 3 - Exemplo de cadastro de equipamento – Aba geral. .................................................... 13
Figura 4 - Cadastro de equipamento - Aba localização. .............................................................. 13
Figura 5 - Cadastro de equipamento - Aba organização. ............................................................ 14
Figura 6 - Cadastro de equipamento - Aba estrutura. .................................................................. 14
Figura 7 – Visão geral das localidades – Cadastro dos equipamentos. ....................................... 16
Figura 8 - Exemplo de bacia impermeabilizada. ......................................................................... 17
Figura 9 – Exemplo de equipamentos na bacia. .......................................................................... 17
Figura 10 - Componentes nas bombas da bacia. ......................................................................... 18
Figura 11 - Banco de capacitores implementados no sistema de manutenção. ........................... 21
Figura 12 - Banco de capacitores número dois implementado no sistema de manutenção. ........ 21
Figura 13 - Gerador à motor a Diesel. ......................................................................................... 24
Figura 14 - Exemplo de braço tipo top loading. .......................................................................... 27
Figura 15 - Exemplo de braços bottom loading. ......................................................................... 27
Figura 16 - Exemplo de válvula elétrica para regularização de fluxo ......................................... 28
Figura 17 - Solenóide de controle da válvula elétrica. ................................................................ 29
Figura 18 - Exemplo de válvula com atuador pneumático. ......................................................... 30
Figura 19 - Exemplo de medidor turbina. ................................................................................... 31
Figura 20 - Exemplos de mangote para recebimento rodoviário. ............................................... 31
Figura 21 - Exemplo de bomba centrifuga. ................................................................................. 32
Figura 22 - Exemplo de ordem de manutenção gerada. .............................................................. 34
Figura 23 - Exemplo de plano de manutenção de equipamento. ................................................. 35
Figura 24 - Paradas não programadas de painéis para manutenção à demanda. ......................... 37
Figura 25 – Custo de manutenção das paradas não programadas de painéis para manutenção à
demanda. ..................................................................................................................................... 38
Figura 26 - Paradas não programadas após implementação de manutenção preventiva. ............ 40
Figura 27 - Foto em infravermelho do painel 01 do CPD. .......................................................... 44
Figura 28 - Foto em infravermelho do painel 02 do CPD. .......................................................... 45
Figura 29 - foto em infravermelho (detalhada) do painel 02 do CPD. ........................................ 45
Figura 30 - Foto em infravermelho do painél dos compressores. ............................................... 46
Figura 31 - Foto em infravermelho (detalhada) do painél dos compressores. ............................ 47
Figura 32 - Foto em infravermelho do painél do CCM – 1 A. .................................................... 48
Figura 33 - Foto em infravermelho do painél do CCM – 2 A. .................................................... 48
Figura 34 - Foto em infravermelho do painél do CCM – 10 A. .................................................. 49
Figura 35 – Gráfico de Pareto dos painéis .................................................................................. 53
Figura 36 – Dados de manutenção dos painéis ........................................................................... 55
Figura 37 - Formulário para teste de pressão na linha. ............................................................... 63
Figura 38 – Exemplo de escavação para manutenção de tubulação enterrada. ........................... 70
Figura 39 - Bomba Centrifuga de Etanol Hidratado #1. ............................................................. 74
Figura 40 - Bomba Centrifuga de Etanol Hidratado #2. ............................................................. 75
Figura 41 - Bomba de engrenagem #2. ....................................................................................... 76

x
Figura 42 - Bomba de engrenagem #4. ....................................................................................... 77
Figura 43 - Bomba de engrenagem #7. ....................................................................................... 78
Figura 44 - Bomba centrífuga de drenagem #1. .......................................................................... 79
Figura 45 - Bomba centrífuga de drenagem #2 ........................................................................... 80
Figura 46 - Bomba centrífuga de incêndio #1 ............................................................................. 81
Figura 47 - Bomba centrífuga de incêndio #2 ............................................................................. 82
Figura 48 - Bomba centrífuga de incêndio #3 ............................................................................. 83
Figura 49 - Bomba centrífuga de biodiesel #1 ............................................................................ 84
Figura 50 - Bomba centrífuga de biodiesel #2 ............................................................................ 85
Figura 51 - Bomba centrífuga de gasolina #1 ............................................................................. 86
Figura 52 - Bomba centrífuga de gasolina #2 ............................................................................. 87
Figura 53 - Bomba centrífuga de gasolina premium #1 .............................................................. 88
Figura 54 - Bomba centrífuga de gasolina premium #2 ............................................................. 89
Figura 55 - Bomba centrífuga de etanol de anidro #1 ................................................................. 90
Figura 56 - Bomba centrífuga de etanol de anidro #2 ................................................................ 91
Figura 57 - Bomba centrífuga de diesel s-10 #1 ......................................................................... 92
Figura 58 - Bomba centrífuga de diesel s-10 #2 ........................................................................ 93
Figura 59 - Bomba centrífuga de diesel s-500 #1 ....................................................................... 94
Figura 60 - Bomba centrífuga de diesel s-500 #2 ....................................................................... 95
Figura 61 - Equipamento ADASH utilizado. .............................................................................. 97
Figura 62 - Tela de visualização inicial do equipamento. ........................................................... 98
Figura 63 - Frequência demodulada ............................................................................................ 99
Figura 64 - Temperatura do equipamento medido. ..................................................................... 99
Figura 65 - Diagrama de Pareto – Falhas nas bombas. ............................................................. 113

1
1. Introdução
1.1. Visão geral sobre a manutenção
A manutenção pode ser definida, utilizando um dicionário, como as medidas
necessárias para a conservação ou a permanência de alguma coisa ou de uma situação ou
ainda os cuidados técnicos indispensáveis ao funcionamento regular e permanente dos
equipamentos. As atividades inseridas dentro do pacote de manutenção têm como
objetivo evitar de forma eficiente a degradação de ativos em função da utilização dos
mesmos. Porém, essa definição encontra-se cada vez mais simplória, uma vez que o
gerenciamento da manutenção se tornou muito mais abrangente do que simplesmente
manter equipamentos em funcionamento.
Vivenciamos, cada vez mais, um cenário de aumento da competividade entre as
empresas, aonde existe a necessidade da busca constante pelo acréscimo de produtividade
das empresas, o que remete o gerenciamento da manutenção um papel de significativa
importância dentro do escopo geral destas organizações. É preciso, cada vez mais, buscar
a integração da produção com a manutenção, de forma que a manutenção seja vista como
o setor responsável pelos “consertos” (ou seja, realizando manutenções à demanda,
conforme a parada de equipamentos demandado por manutenção), mas sim como uma
área capaz de – através do gerenciamento estratégico – evitar falhas, agindo na prevenção
destas e sendo capaz de contribuir significativamente com o setor de produção pela busca
do aumento da produtividade da organização como um todo.
Desta forma, para que se torne possível encarar a manutenção como uma
ferramenta de melhoria contínua do processo organizacional, está deve ser planejada e
gerenciada de forma correta: desenvolvendo e realizando a gestão de um plano de

2
manutenção que busque a melhoria contínua, analisando a efetividade do mesmo e
aplicando modificações que busquem cada vez mais tornar o plano adequado àquela
organização.
1.2. Objetivos e escopo
Este trabalho é justificado primeiramente pela clara visão das melhorias possíveis
através do desenvolvimento contínuo de um plano de manutenção na planta estudada.
A planta estudada é a de um terminal de distribuição de combustíveis que possui
uma vasta gama de equipamentos mecânicos como: bombas, compressores, tubulações,
válvulas (elétricas, esfera, gaveta, pneumáticas), filtros, mangueiras, mangotes, tanques,
vasos de pressão entre outros. Sem um gerenciamento estratégico da manutenção (ou um
gerenciamento precário) neste cenário, são inevitáveis as ocorrências sistemáticas de
falhas e a prevalência de manutenções à demanda. O primeiro objetivo deste trabalho é a
criação e implementação do plano de manutenção que busque a realização da manutenção
preventiva e preditiva nos equipamentos, impactando diretamente o número de
ocorrências de falhas nos equipamentos, gerando um resultado positivo na produtividade
organizacional. O segundo objetivo é a melhoria contínua do plano de manutenção,
através da utilização da ferramenta PDCA, buscando verificar as causas raiz das falhas
ainda existentes, analisa-las e propor soluções de melhoria nas ações de manutenção
existentes no plano de modo que tais falhas sejam evitadas futuramente. Essas ações serão
apresentadas em estudos de caso específicos para cada equipamento.

3
1.3. Estrutura do Trabalho
Este trabalho é estruturado em 5 capítulos, começando por este que tem como
objetivo introduzir o assunto.
O capítulo 2 apresenta uma revisão literária sobre os assuntos abordados, como
por exemplo, os tipos de manutenção empregados e o enfoque teórico sobre o
gerenciamento estratégico da manutenção.
O capítulo 3 trata sobre o mapeamento de equipamentos e a consolidação inicial
das instruções de manutenção que tem como objetivo explicitar o procedimento de
manutenção (técnicas, periodicidade, medidas de segurança e etc.). e a apresentação do
sistema de manutenção existente.
O capítulo 4 é referente à apresentação dos três estudos de caso que ilustram a
utilização do ciclo PDCA para a melhoria continua do sistema de manutenção. Em cada
um dos casos.
O capítulo 5 é referente a conclusão da importãncia do gerenciamento da
manutenção baseado no resultados aqui apresentados.

4
2. Revisão literária e embasamento teórico
Este capítulo tem como objetivo detalhar o embasamento teórico utilizado neste
trabalho, apresetando as técnicas e métodos utilizados, assim como, conceitos sobre cada
um dos diferentes tipos de manutenção que foram utilizados.
Por fim, detalharemos as definições mais recentes que envolvem o estudo mais
amplo da manutenção, se atentando a informações gerenciais como, por exemplo,
confiabilidade de equipamentos e custos agregados.
2.1. Tipos de manutenção empregados
Podem existir diversas maneiras de classificar os vários métodos de manutenção
existentes, muitas delas, com foco em ações que buscam a correção de uma falha já
existente, a prevenção ou a predição desta falha. Ou seja, diferenciando muitas vezes
essas práticas em função do “quando” tal prática é utilizada dentro do contexto da
manutenção.
Claramente, o momento de utilização de cada tipo de manutenção nos dá uma
diferença entre tais práticas, porém, a diferença de conceito entre elas - e a busca por
pautar um plano de manutenção em alguns tipos em detrimento de outros – é a principal
caracteristica mostrada aqui.
Todos os tipos de manutenção possuem aplicabilidade e muitas vezes a análise do
custo x beneficio do emprego de determinada técnica tem que ser levada em consideração
e é essencial o pleno entendimento destes conceitos dentro do gerenciamento estratégico
da manutenção.

5
2.1.1 Manutenção à demanda
A manutenção à demanda acontece após uma falha, aonde, ocorre uma demanda
por um reparo que busque retornar aquele equipamento as suas condições iniciais. Do
ponto de vista apenas do custo primário da manutenção, a manutenção à demanda é a
técnica mais barata, pois não gasta-se com mão-de-obra, equipamentos e paradas de
produção em atividades que busquem evitar tais falhas, no entanto, o custo agregado de
uma falha muitas vezes pode ser deverás significativo.
Tal questionamento deve ser levado em conta durante a seleção dos tipos de
manutenção que serão utilizados dentro do plano de manutenção. Deve ser analisado se
existem ações preventivas que podem ser tomadas para evitar a falha nos equipamentos
e, caso positivo, se essas ações são viáveis (tanto técnicamente quanto economicamente).
Caso não existam, a manutenção à demanda pode ser considerada, porém, existindo deve
se priorizar tais ações preventivas.
2.1.2. Manutenção preventiva
A manutenção preventiva é o tipo de manutenção que tem por finalidade evitar
que a falha ocorra tomando-se medidas e ações de maneira antecipada, através de
intervalos periódicos pré-definidos. Segundo SLACK et al. (2002, p. 645), “visa eliminar
ou reduzir as probabilidade de falhas por manutenção (limpeza, lubrificação, substituição
e verificação) das instalações em intervalos de tempo pré-planejados”.
Este tipo de manutenção pode ser visto como o principal conjunto de atividades a
cerca de manutenção em uma determinada organização, envolvendo atividades
sistemáticas como substituições de peça, inspeções, ensaios não destrutivos e atividades
sistemáticas.

6
Comparada a manutenção à demanda em relação ao custo primário, é geralmente
considerada mais cara, pois envolve substituições de peças (muitas vezes essas peças não
estão no final de sua vida útil e acabam sendo substituidas) e custo de mão-de-obra
durante as atividades mais periódicas, porém, resultam em uma ocorrência menor de
falhas e paradas não programadas da produção, o que se tratando do custo total a
manutenção preventiva acaba tendo um custo menor em relação à manutenção à demanda.
Entretando, apesar da manutenção preventiva se mostrar um tipo de manutenção
mais eficiente do que a manutenção à demanda, existem, ainda, alguns pontos
problemáticos na sua utilização. Muitas vezes, as paradas programadas e os reparos são
definidos de uma maneira geral, seguindo orientações de fabricantes ou dados estatisticos
traçados de uma maneira superficial para cada equipamento.
Assim, um dos principais problemas apresentados por este tipo de manutenção é
a ausência da consideração de fatores singulares à operação de cada equipamento
individualmente. Sem levar em consideração estas variáveis especificas, que afetam
diretamente a vida útil do equipamento, podem existir periodos de parada pouco eficientes
para aquele cenário, com paradas para reparos ou troca de componentes muito anteriores
ao necessário e paradas não acontecendo antes da falha.
Segundo ALMEIDA (2000, p.3) “Tais generalizações são as principais
responsáveis pelos dois problemas mais comuns ao se adotar a manutenção preventiva:
reparos desnecessários ou bastante antecipados e falhas inesperadas”. Ou seja, de maneira
resumida, é necessário utilizar tais váriaveis na definição do plano de manutenção,
garantindo um acréscimo de produtividade e cortes de custos desnecessários.

7
2.1.3. Manutenção preditiva
O principal objetivo da manutenção preditiva é aperfeiçoar a troca das peças ou
reforma dos componentes e estender o intervalo de manutenção, pois permite prever
quando a peça ou componente estarão próximos ao seu limite de vida (XENOS, 1998).
Este tipo de manutenção possui atividades em que acontecem acompanhamentos de
parâmetros que ifluenciam direta ou indiretamente o desempenho e a vida útil de
equipamentos e componenentes, visando otimizar a programação de parada.
Segundo ALMEIDA (2000, p. 4): “(...) trata-se de um meio de se melhorar a
produtividade, a qualidade do produto, o lucro, e a efetividade global de nossas plantas
industriais de manufatura e de produção”.
As técnicas de manutenção preditiva têm sido atualmente, amplamente divulgadas
como técnicas muitas vezes de “alta tecnologia”, porém, o conceito deste tipo de
manutenção se refere até mesmo a técnicas simples que visam predizer até mesmo a
menor das falhas.
É interessante ressaltar que a manutenção preditiva, apesar de algumas vezes ser
vista como um tipo de manutenção mais sofisticado faz parte do entendimento da
manutenção preventiva. Segundo XENOS (1998): “Ao colocar em prática a manutenção
preditiva, suas tarefas devem fazer parte do planejamento da manutenção preventiva.
Afinal de contas, a manutenção previtiva é mais uma maneira de inspecionar os
equipamentos.”.

8
2.2. Melhoria contínua da manutenção
A melhoria contínua da manutenção é outro importante método. Este método tem
como objetivo a melhoria contínua e gradativa dos equipamentos. Conceitualmente, este
método, possui em suas atividades o objetivo de retornar o equipamento, após uma
determinada falha, a um patamar de confiabilidade e operacionabilidade superior ao qual
este equipamento estava submetido anteriormente. Isto acontece desde a alteração de
projetos, cenários de operação ou ordens de manutenção, por exemplo.
A melhoria contínua é pautada na análise e investigação criteriosa das falhas
operacionais. A ferramenta PDCA (Planejar, realizar, verificar e atuar) é uma ferramenta
central neste processo de melhoria:
Figura 1 – Ciclo PDCA para a melhoria contínua da manutenção.

9
2.3. Manutenção centrada em confiabilidade
A confiabilidade de um equipamento corresponde à sua probabilidade de
desempenhar adequadamente sua função, durante um período de tempo pré-determinado
e sob condições ambientais pré-estabelecidas (Fogliatto, Flávio).
A eficiência de um processo produtivo depende diretamente da confiabilidade do
sistema. Podemos entender, no contexto da manutenção, a confiabilidade como a
probabilidade de funcionamento pleno de um equipamento ou componente, estabelecidos
os dados de projetos e condições ambientais. Assim, assumimos um valor entre zero e um
que define a probabilidade de funcionamento pleno do equipamento.
Para a utilização da manutenção centrada em confiabilidade, alguns conceitos
precisam ser definidos:
• Desempenho adequado: deve-se definir claramente qual é o desempenho
adequado do componente/equipamento. Somente com essa definição será possível
constatar falha do equipamento pelo mau funcionamento do mesmo.
• A confiabilidade é uma função da periodicidade de tempo: as análises devem ser
realizadas com um período de tempo pré-determinado.
• Condições ambientais: Equipamentos idênticos podem sofrer diferenças
operacionais em função do ambiente cujo estão inseridos.
É importante diferenciar a qualidade de um equipamento/componente da
confiabilidade acerca deste item. Qualidade é um termo estático enquanto a
confiabilidade é uma função do tempo, itens de mesma qualidade podem ter

10
confiabilidades distintas dadas o tempo de utilização ou a condição ambiental, por
exemplo.
2.3.1. Confiabilidade aplicada
A confiabilidade de um equipamento é a probabilidade de operação deste em
condições e intervalo de tempo pré-estabelecido sem a ocorrência de falhas. Neste estudo,
iremos utilizar algumas medidas de confiabilidade definidas por Fogliatto (2003):
• Função Confiabilidade - R(t)
• Taxa de falha
• Tempo médio até a falha (MTTF)
2.3.2. Classificação da taxa de falhas – curva da banheira
A taxa de falhas de um equipamento, componente ou sistema, como mostrado
anteriormente, pode variar em função do tempo. A forma na qual a taxa de falhas se
apresenta é um indicativo importante em relação a expectativa da vida útil.
Um grande número de componentes e equipamentos apresenta três funções de
risco durante sua vida útil:
● I - Taxa de falha decrescente (período infantil): Período no qual a taxa de falha
decresce em relação ao tempo, muitas vezes esse período é marcado por utilização de
componentes inadequados, defeitos de fabricação e erros de projeto, gerando custos
desnecessários.
● II - Taxa de falha constante: Período marcado pelas falhas em função da
aleatoriedade de uso de componentes e equipamentos.

11
● III - Taxa de falha crescente (período sênior): Período no qual a taxa de falha
cresce em relação ao tempo, muitas vezes esse período é marcado por falhas em função
do desgaste pelo uso, idade do componente e um mau gerenciamento da manutenção.
Figura 2 – Exemplo de curva “da banheira” – Comportamente da taxa de falhas.
3. Desenvolvimento e gerenciamento do plano de manutenção
Se compararmos o trabalho exercido pelas equipes de manutenção na vasta
maioria das empresas, encontraremos atividades que tendem a ser diversificadas, pouco
padronizadas e pouco fundamentadas em procedimentos. O planejamento e a
padronização devem ser as bases para a otimização do gerenciamento da manutenção,
pois, se bem aplicados, teremos um ganho na confiabilidade das ações preventivas e um
melhor controle sobre recursos (de mão-de-obra e material).
O objetivo deste capítulo é mostrar o desenvolvimento e gerenciamento do plano
de manutenção de maneira inicial, buscando justamente o planejamento a padronização
do pacote de manutenção.
Basicamente, o gerenciamento da manutenção consiste em um conjunto de planos
de manutenção, específicos a um determinado equipamento, onde estão inseridas ordens
de manutenção periódicas (planejadas e definidas com respaldo técnico) que estão

12
associadas a uma determinada instrução de manutenção (procedimento definido e
respaldado tecnicamente por pessoal competente).
É importante ressaltar que a definição de um procedimento operacional para cada
instrução de manutenção é diretamente proporcional à efetividade do plano de
manutenção de um modo geral, pois, sem isto não existira controle sobre o que de fato
foi inspecionado, reparado ou trocado em determinado equipamento.
Os procedimentos operacionais devem ser pautados em normas técnicas e de
segurança, de modo que toda inspeção, reparo ou verificação aconteça obedecendo todos
os requisitos mínimos de segurança.
As ordens de manutenção contidas no plano de manutenção possuem instruções
de manutenção que estão associadas à equipamentos ou componentes, de modo que, o
correto e preciso mapeamentos destes torna-se fundamental para o gerenciamento e
controle da manutenção.
3.1 Mapeamento de equipamentos da planta
A necessidade do preciso mapeamento dos equipamentos da planta é essencial
para garantir a execução da ordem de manutenção em determinado equipamento ou
componente de forma que tal ordem seja especifica e não de forma genérica a uma gama
de equipamentos. Tais medidas visam o controle da real data de manutenção em
determinado equipamento, assim, todos os equipamentos presentes serão associados a
uma ordem com uma instrução pautada em procedimentos operacionais para a
manutenção aonde a periodicidade de manutenção é especificada e controlada.
Cada equipamento deve ser cadastrado de modo que possamos identificar as
características próprias e singulares a estes, sendo tais equipamentos vinculados a um
13
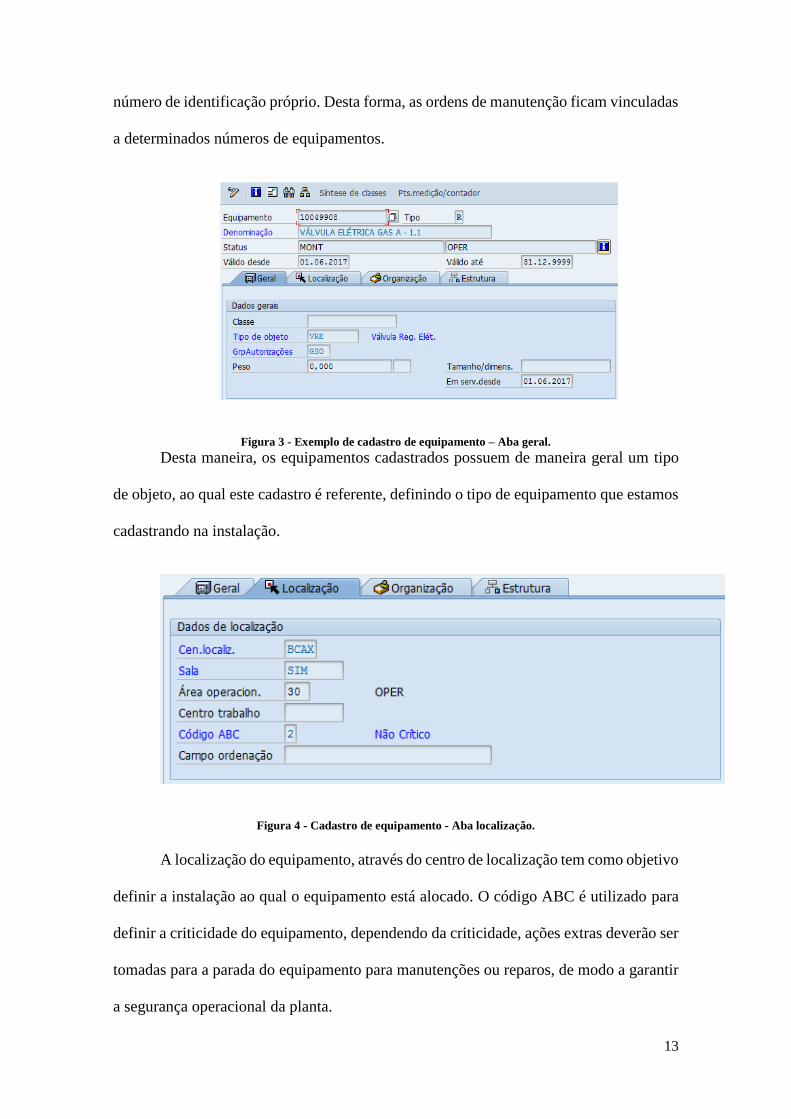
número de identificação próprio. Desta forma, as ordens de manutenção ficam vinculadas
a determinados números de equipamentos.
Figura 3 - Exemplo de cadastro de equipamento – Aba geral. Desta maneira, os equipamentos cadastrados possuem de maneira geral um tipo
de objeto, ao qual este cadastro é referente, definindo o tipo de equipamento que estamos
cadastrando na instalação.
Figura 4 - Cadastro de equipamento - Aba localização.
A localização do equipamento, através do centro de localização tem como objetivo
definir a instalação ao qual o equipamento está alocado. O código ABC é utilizado para
definir a criticidade do equipamento, dependendo da criticidade, ações extras deverão ser
tomadas para a parada do equipamento para manutenções ou reparos, de modo a garantir
a segurança operacional da planta.

14
Figura 5 - Cadastro de equipamento - Aba organização.
A aba organização possui informações contábeis dos equipamentos, através destas
informações, como por exemplo, o centro de custo, é possível gerenciar gastos e custos
referentes a ordens de manutenção preventiva, preditiva e à demanda alocada no
equipamento. Desta forma, através de outras ferramentas de controle, podemos, através
de relatórios gerenciais, identificar os equipamentos, localidades ou sistemas com maior
custo unitário assim como, quais contas dentro do pacote de manutenção estão sendo mais
utilizadas.
Figura 6 - Cadastro de equipamento - Aba estrutura.
A aba estrutura nos permite “montar” determinado equipamento dentro de uma
localidade da planta, assim, é possível ter o exato controle da localização real do

15
equipamento dentro da instalação, facilitando o desenvolvimento e gerenciamento dos
planos de manutenção.
Podemos utilizar um equipamento superior para cadastrar individualmente
equipamentos como componentes de outro equipamento, de maneira que as ordens de
manutenção sejam direcionadas de maneira especifica e não de maneira genérica ao
conjunto, por exemplo, manutenção de uma junta giratória presente a um braço de
carregamento ou manutenção do sistema de freios de um determinado caminhão, tal
estratégia visa garantir o real controle das ordens de manutenção.
A estratégia de mapeamento adotada buscou separar os equipamentos presentes
pela localidade geográfica dentro da planta, de maneira a buscar um melhor
gerenciamento destes. Tal definição de localidades permite um futuro gerenciamento das
ordens por tal localidade, de modo que, assim, ordens de manutenção em equipamentos
próximos sejam programadas em um espaço temporal próximo, otimizando a mão-de-
obra para o cumprimento destas.
A otimização dos recursos empregados é de extrema importância visando à
melhoria da eficiência operacional da planta e o correto gerenciamento da manutenção
possui um papel vital nessa busca da melhoria contínua.
O mapeamento final dos equipamentos na instalação foi instaurado visando ir de
encontro com todos esses pontos apresentados anteriormente:

16
3.1.0. Bacia de tanques de produtos aditivos.
Toda bacia de tanque é considerada uma localidade crítica da planta, pois o
incorreto gerenciamento da manutenção local pode gerar consequências significantes
tanto em carácter à saúde, ao meio ambiente e financeiro.
Eventos como derrames e transbordos de tanques já ocorreram algumas vezes na
indústria e além da falha no seguimento de procedimentos operacionais a falta de um
plano de manutenção preventiva adequado pode representar grande parte das causas
responsáveis por tais acontecimentos. Assim, muitas medidas baseadas em normas
precisam ser tomadas para garantir a segurança operacional nesta localidade e em caso de
algum sinistro, mitigar as consequências, como por exemplo, a impermeabilização das
bacias.
Figura 7 – Visão geral das localidades – Cadastro dos equipamentos.

17
Desta forma, é necessária a implementação de ordens de manutenção não somente
aos tanques presentes nestas localidades, mas também, a todos os equipamentos e
componentes que trabalham em conjunto a estes.
Figura 9 – Exemplo de equipamentos na bacia.
Figura 8 - Exemplo de bacia impermeabilizada.

18
Figura 10 - Componentes nas bombas da bacia.
Desta forma, muitos equipamentos foram cadastrados como “sublocalidades”, de
modo que os componentes associados a este equipamento ficam descritos e agrupados de
modo a facilitar e otimizar o gerenciamento da manutenção.
Dos equipamentos na bacia de aditivos, as bombas de engrenagem são os
equipamentos mais críticos e o plano de manutenção prevê ordens de manutenção
trimestrais e semestrais. As inspeções trimestrais instruem sobre a verificação do conjunto
(carcaça, tubo de sucção, rotor, mancal, orifício de escorva, flanges, juntas, fixação
parafusada, gaxetas, juntas e selo mecânico), necessidade de alinhamento no acoplamento
motor/bomba e vazamentos nos componentes mecânicos.

19
Semestralmente, é instruída a correção do alinhamento e vedação do selo
mecânico, troca de juntas e gaxetas, limpeza do rotor e filtro de entrada da bomba. A
bomba deve ser mantida escorvada ao fim da intervenção.
3.1.1. Aterramento
O aterramento elétrico possui uma função crucial na segurança das instalações,
servindo muitas vezes como meio para o transito de correntes elétricas excessivas,
evitando assim, descargas elétricas. Em função do carácter explosivo dos produtos
armazenados e distribuídos na área, o sistema de aterramento assume um papel
fundamental não só na proteção de equipamentos, mas também, na prevenção de
acidentes de alta significância.
Um sistema de aterramento funcional é capaz de evitar a formação de eletricidade
estática nas instalações. A eletricidade estática é uma das possíveis fontes de centelha nas
instalações – devido à diferença de potencial elétrico entre equipamentos – podendo, em
conjunto com o fluxo de produto, em uma situação de atmosfera explosiva, gerar um
incêndio ou uma explosão.
Desta forma, o desenvolvimento de ordens e o consequente gerenciamento do
plano de manutenção assumem, neste caso, uma função não somente de preservar a plena
capacidade operacional da planta, mas também, um forte víeis no campo de SSMA
(Saúde, segurança e meio-ambiente).
A ordem de manutenção para aterramento ocorre com periodicidade mensal e
presa pela verificação visual dos componentes como, por exemplo, conectores, fios e
sinais de corrosão. É de grande importância que todos os componentes da estrutura de
aterramento estejam em plenas condições e sejam feitas de material recomendado de boa

20
condutividade elétrica (cobre). A verificação dar-se tanto nos componentes superficiais
quanto nos componentes estruturais – hastes de aterramento – que fazem a dispersão das
cargas elétricas no solo.
3.1.2. Centro de Comando de Máquinas (CCM)
O centro de comando de máquinas é uma das localidades mais críticas para o
funcionamento da planta, e o correto gerenciamento de manutenção dos equipamentos
presentes é de vital importância. Os equipamentos do CCM possuem a função de suportar
e controlar os equipamentos existentes na área operacional, entre eles as bombas, mini
packs, painéis de iluminação, painéis de sistemas locais e etc.
Muitos dos equipamentos presentes no CCM são Nobreaks, painéis elétricos,
disjuntores, transformadores e banco de capacitores e o correto mapeamento destes nos
permite garantir a manutenção de todos os equipamentos necessários.
Desta forma, optou-se pela congregação dos capacitores em sublocais bancos de
capacitores, encarando os capacitores como um componente desses bancos. Desta forma,
a ordem de manutenção é localizada ao banco de capacitores, mas faz referência aos
capacitores individualmente.

21
Figura 11 - Banco de capacitores implementados no sistema de manutenção.
Figura 12 - Banco de capacitores número dois implementado no sistema de manutenção.
A manutenção no CCM ocorre mensalmente com a verificação visual dos
componentes, mas o plano de manutenção prevê verificações semestrais nos bancos de

22
capacitores, verificando visualmente todas as unidades capacitivas, atuação do
dispositivo de segurança, verificação dos fusíveis e contatores, assim como o
funcionamento do termostato e ventilador no banco de ventilação forçada. As correntes
capacitivas devem ser medidas e todos os cabos e conexões verificados.
3.1.3. Central de processamento de dados (CPD)
A central de processamento de dados é o cérebro da automação da planta, também
chamada de Data Center. Neste local estão localizados os computadores e nobreaks que
suportam toda a automatização de processos da planta. Uma parada não programada afeta
diretamente o carregamento e potencialmente pode interromper a operação.
O mapeamento dos equipamentos do CPD é razoavelmente simples, mas sua
manutenção muitas vezes necessita de apoio especializado, como por exemplo, a
manutenção dos nobreaks necessita de manutenção em laboratório de empresa
especializada, necessitando a saída do equipamento da planta, este dado precisa ser
considerado na ordem de manutenção para programar uma parada em um horário com o
menor transtorno operacional possível.
O plano de manutenção dos nobreaks prevê ordens de manutenção semanais que
buscam garantir a inspeção visual e limpeza superficial do equipamento. Porém, o plano
prevê também, intervenções semestrais no equipamento – a qual necessita de parada do
equipamento (e automação) por endosso gerencial – e assistência de pessoal qualificado
para a intervenção, que visa: Limpeza completa do equipamento, com a abertura do
mesmo, principalmente nas ventoinhas. Medições de resistência e aquecimento de
contatos e conexões elétricas, verificação de corrente, tensões de saída e carregamento.
Inspeção visual sobre vazamentos e componentes danificados, limpeza e lubrificação dos

23
polos dos bancos de bateria com a posterior medição individual com uma carga em
conformidade a capacidade da mesma e teste em situação simulada de falha da rede
elétrica.
3.1.4. Dutos e tubulações
Dutos e tubulações representam um dos maiores desafios de manutenção da planta
em virtude da extensão, localização e importância destes equipamentos para a
funcionalidade da operação. Desta forma, a este item é dada uma atenção especial no
planejamento da manutenção, com o desenvolvimento de um procedimento de
manutenção de tubulações com base em normas nacionais e internacionais.
Falhas em tubulações são potencialmente significativas do ponto de vista de
SSMA e financeiro, pois um derrame de algum hidrocarboneto em área não contida
representa tanto dano ao meio-ambiente, possível dano as pessoas e um agrave financeiro
da perda do produto.
O mapeamento destes equipamentos é considerado sensível pela difícil
delimitação e separação das tubulações encontradas na planta. Desta forma, encontrou-se
como solução o mapeamento de tubulação por produto e por localização de bacia. Por
exemplo, “Tubulação de Anidro da Bacia de Tanque”.
Desta forma, após o mapeamento das tubulações, seguimos como o
desenvolvimento do procedimento de manutenção abordado no capítulo 4.
O procedimento é um norteamento para o planejamento inicial da manutenção
preventiva dos dutos e tubulações da planta, porém, é um procedimento que deve ser
melhorado continuamente com dados e experiências adquiridas in loco.

24
3.1.5. Gerador
A planta usufrui de um gerador de motor diesel que tem um papel de importância
tanto em situações emergências – falta de energia elétrica pela concessionária – mas que
possui uso diário devido à utilização em horários de pico de operação.
Figura 13 - Gerador à motor a Diesel.
Deste modo, gerenciar a manutenção preventiva deste equipamento é importante
para garantir a continuidade das operações diárias da planta.
Devido à importância, os geradores possuem ordens semanais de verificação
visual do equipamento, verificação de vazamentos no sistema de lubrificação, condição
do tanque de combustível, integridade das mangueiras de injeção assim como a
verificação do sistema de arrefecimento, sistema de ar (limpeza e integridade das
mangueiras de ar, por exemplo) e outros sistemas funcionais, como o painel, indicação
de luzes e etc.

25
Além disso, os geradores possuem ordens de manutenção semestrais e anuais que
buscam uma revisão preventiva completa do equipamento. O plano de manutenção prevê,
semestralmente, a troca de elementos, como o óleo lubrificante, filtro de óleo, filtro do
by-pass e filtro de combustível. Troca do liquido de arrefecimento anticorrosivo. Além
disso, preveem verificações visuais previstas semanalmente adicionadas de verificações
nos rolamentos, resistência dos isolamentos, tensão nas correias e verificação dos
amortecedores de vibração.
Anualmente, é prevista toda a manutenção realizada semestralmente adicionada
de manutenção preventiva nas conexões elétricas (verificação de resistência, sinais de
superaquecimento) nível de vibração do motor, limpeza completa dos sistemas de
arrefecimento, combustível, admissão de ar e medição da resistência dos enrolamentos
do gerador.
A cada 1500 horas de operação são necessárias as regulagens das válvulas, a cada
3000 horas a válvula termostática deve ser substituída, assim como as mangueiras de pré-
aquecimento, mangueiras do sistema de arrefecimento, correias do motor, além da revisão
do turbo compressor, verificação da folga axial e radial do virabrequim, revisão das
unidades injetoras e substituição dos diodos do gerador. A cada 4500 horas de operação
o plano prevê a calibração dos injetores, substituição da bomba d’agua, substituição do
turbo compressor, polia tensora e amortecedor de vibrações.
Pela complexidade da instrução de manutenção semestral e anual, essa
intervenção deve ser feita por pessoal qualificado. O plano de manutenção dos geradores
deve ser modificado de modo a aperfeiçoa-lo com base no histórico de manutenção
servindo como base para a rotação do ciclo PDCA.

26
3.1.6. Plataforma de carregamento
A plataforma de carregamento é uma das localidades mais importantes em termos
de operação na planta. É o local aonde o carregamento dos caminhões é realizado, ou seja,
possui uma interface grande com clientes e motoristas, além de ser uma das localidades
com mais equipamentos da planta.
Desta forma, a elaboração de um plano de manutenção preventivo é importante
para evitar falhas que prejudiquem ou impeçam a operação da planta. A falha do
funcionamento de válvulas e sistemas de controle pode indicar perda financeira –
contabilização indevida do fluxo de produto – e problemas de segurança operacional –
falha do sensor de derrames “Overfill”. Desta forma, esforços na prevenção de falhas são
consideráveis nesta área.
Os braços de carregamento são constituídos de tubulações, juntas, válvulas e
sensores e é o equipamento utilizado para conectar o final de tubulação ao caminhão
recebedor, esta conexão pode ser através de acoplador – tipo bottom loading – ou pelo
carregamento superior do compartimento – tipo top loading.

27
Figura 14 - Exemplo de braço tipo top loading.
Figura 15 - Exemplo de braços bottom loading.

28
Os braços de carregamento são considerados, em nível da gestão da manutenção,
como sublocalidades, na prática, isto representa o pensamento na manutenção dos
equipamentos constituintes, por exemplo, válvulas elétricas, atuadores pneumáticos e
medidores.
Como instrução de manutenção geral nos braços, uma ordem de manutenção
mensal é gerada visando a lubrificação de juntas, inspeção de elementos conectores e
mobilidade do equipamento, inspeção visual da mola de contrabalanço do equipamento.
Teste da continuidade elétrica entre a tubulação subsequente, junta e tubulação posterior
e condição geral do braço.
As válvulas elétricas são responsáveis pelo controle do fluxo de produto, dado
pela abertura ou fechamento das válvulas NA/NF na válvula solenoide. A manutenção
preventiva nestes equipamentos visa o pleno funcionamento do fluxo de produto durante
o carregamento.
Figura 16 - Exemplo de válvula elétrica para regularização de fluxo

29
Algumas melhorias prévias neste equipamento foram realizadas a fim de aumentar
a vida útil, por exemplo, a substituição dos reparos das válvulas NF e NA e o diafragma
atuador por material em viton, garantindo cerca de 140% da melhoria da vida útil.
Figura 17 - Solenóide de controle da válvula elétrica.
A manutenção mensal nestes equipamentos é realizada por ordem de manutenção
visando à observação visual do equipamento. Trimestralmente é realizada intervenção
para verificação dos equipamentos internos – diafragma, reparos, mola do pistão, bobina
da válvula solenoide, vedação do equipamento, medição da potência nos solenoides.
As válvulas esfera presentes nos braços de carregamento são controladas por
atuadores pneumáticos, que recebem ar comprimido dos compressores. O princípio de
funcionamento dos atuadores é pelo retorno da mola interna, com pressão de operação de
6 BAR.
As ordens de manutenção das válvulas pneumáticas são feitas mensalmente, com
a verificação de óleo, integridade e vazamentos de ar e teste de abertura/fechamento de
válvulas.

30
Figura 18 - Exemplo de válvula com atuador pneumático.
Os medidores turbina são os equipamentos responsáveis pela medição mecânica
da quantidade de produto entregue aos caminhões. O medidor possui comunicação com
o sistema computacional através do equipamento tomador de pulsos. A manutenção
destes equipamentos é realizada semestralmente com a aferição do medidor em
comparação ao medidor certificado por laboratório e inspeção visual do mesmo.

31
Figura 19 - Exemplo de medidor turbina.
3.1.7. Plataforma de descarga
A plataforma de descarga é a localidade aonde as operações de descarga de
produto rodoviário são realizadas. As plataformas de descarga possuem equipamentos
críticos para o atendimento da demanda operacional, como por exemplo, bombas, filtros
e mangotes.
Os mangotes de recebimento rodoviário são mangueiras de 3” de diâmetro
utilizadas para fazer a conexão entre o caminhão e o skid de recebimento.
Figura 20 - Exemplos de mangote para recebimento rodoviário.

32
Os mangotes são inspecionados visualmente todo mês, com a intenção de garantir
visualmente que eles estejam ok. Anualmente, o teste hidrostático deve ser realizado por
uma empresa capacitada, conforme NR-13.
As bombas e filtros locados nas baias de descarga possuem planos em conjunto
com os equipamentos da praça de bomba e serão evidenciados no item 3.1.8.
3.1.8. Praça de Bombas
Na praça de bombas ficam localizadas as bombas e os filtros que pressurizam as
tubulações de produto que conectam os tanques às plataformas de carregamento. Na praça
de bomba existem bombas centrífugas (volumétricas) e bombas de engrenagens
(deslocamento positivo). As bombas volumétricas são utilizadas nas tubulações de
combustível, enquanto as de deslocamento positivo nas tubulações de aditivo.
Figura 21 - Exemplo de bomba centrifuga.

33
O plano de manutenção preventivo das bombas centrífugas é realizado através de
ordens mensais, trimestrais e semestrais. As ordens mensais visam à verificação visual
dos equipamentos (visualização da voluta, sinais de vazamento pelo retentor ou gaxeta e
a inspeção de ruídos indicativos de falhas).
Trimestralmente são realizadas verificações de lubrificação, controle da
temperatura e uma verificação mais detalhada de vazamentos em selos ou gaxetas,
realizando a troca ou recuperação destes componentes (manutenção sistemática) As
inspeções trimestrais e mensais são realizadas pela equipe de manutenção da planta.
Semestralmente são realizadas verificações utilizando manutenção preditiva.
Análises de vibrações e medições mais detalhadas da temperatura em vários pontos do
equipamento são realizadas como forma para a melhoria contínua do plano.
3.2 Planejamento e execução da manutenção
A elaboração dos planos de manutenção é relativamente simples, desde que sejam
reconhecidas e determinadas todas as ações de inspeção, reforma, reparo ou substituição
de equipamentos e componentes.
Essas ações de manutenção são definidas por meio de instruções de manutenção
que buscam padronizar, entre outras informações, o que, como e quando inspecionar,
reformar, substituir ou reparar estes equipamentos ou componentes. Assim, ocorre a
elaboração dos planos de manutenção com a geração das ordens de manutenção, que
reflete uma associação de um equipamento – o que – com a instrução de manutenção –
como e quando – que geram unicamente uma ordem de manutenção.

34
No caso de equipamentos novos, ou que não tenhamos absolutamente nenhuma
informação, parte-se para a formalização dos primeiros planos de manutenção com a
utilização de informações adquiridas junto aos fabricantes e fornecedores.
A ordem de manutenção é desta forma, a garantia de controle sobre a execução,
ou não, da ação de manutenção preventiva e tão importante quando sua execução é a
análise dos resultados de inspeções com o intuito de prover uma melhoria contínua do
plano de manutenção. Os planos de manutenção contêm as informações, por sua vez, de
quais ordens de manutenção gerar de acordo com o planejamento.
Desta forma, o plano de manutenção de um equipamento pode gerar várias ordens
de manutenção, em periodicidades variáveis.
Figura 22 - Exemplo de ordem de manutenção gerada.

35
Figura 23 - Exemplo de plano de manutenção de equipamento.
Assim, buscamos a parte inicial do ciclo PDCA para a manutenção, o qual se
busca o cumprimento das ordens de manutenção. No entanto, partindo deste princípio,
deve-se buscar a melhoria contínua dos planos de manutenção pela revisão contínua,
utilizando o ciclo PDCA.
Deve-se buscar, de maneira recorrente, acumular dados sobre o histórico da
manutenção dos equipamentos e componentes com o objetivo de reunir informações
críticas, como por exemplo, frequência de inspeção, troca de equipamentos e falhas
ocorridas.
Esses dados são gerados pelo input das ordens de manutenção realizadas. Através
de dados e comentários inseridos pelos operadores de manutenção durante a realização
das intervenções preventivas. É de grande importância que os dados aqui inseridos sejam
representativos da realidade, pois servirão de base para a rotação do ciclo PDCA
buscando a melhoria contínua do plano de manutenção.

36
4. Análises de casos para melhoria contínua da manutenção
4.1. Análise de caso I – Painéis de energia
Neste capítulo será realizada uma análise de casos ilustrativos sobre três casos
utilizados como suporte para a investigação de falhas e posterior início da melhoria
contínua do plano de manutenção atual. A importância deste capítulo se dá pela ilustração
prática de como o ciclo PDCA atua buscando a melhoria contínua da manutenção.
4.1.2. Melhoria no plano de manutenção dos painéis
Uma parte vital ao funcionamento operacional da planta está relacionada à
integridade estrutural dos painéis, cabos, transformadores. Tais equipamentos atuam no
background do funcionamento da planta, sendo fundamentais para garantir, além da
energia, a possibilidade de automação, gerando um impacto positivo sobre a eficiência
produtiva da planta.
O primeiro passo do ciclo PDCA foi o planejamento do plano de manutenção
preventiva destes equipamentos após a identificação e mapeamento destes painéis pela
instalação. O objetivo inicial do plano de manutenção foi compilar boas práticas e ações
preventivas – endossadas tecnicamente - para garantir uma melhoria dos índices
operacionais:

37
Figura 24 - Paradas não programadas de painéis para manutenção à demanda.
Utilizando o histórico recente do sistema de painéis elétricos da planta,
visualizamos a ocorrência sistemática de paradas não programadas no sistema. Tais
paradas não programadas podem ser justificadas pela ausência de um gerenciamento
correto da manutenção preventiva, programando paradas em momentos propícios,
minimizando custos e garantindo a eficiência operacional.
Paradas não programadas precisam ser evitadas em um planejamento de
manutenção. Este índice indica, de maneira crua, a efetividade de um sistema de
manutenção.
Considerando a movimentação média de 90 milhões de litros por mês, dividindo
pelas horas em operação, a margem de custo não obtida é de R$52.734 por hora.
Considerando um custo médio (mão-de-obra, energia, custo logístico do transporte)
podemos considerar um custo agregado de para de R$ 82.425 por hora.

38
Figura 25 – Custo de manutenção das paradas não programadas de painéis para manutenção à demanda.
Ao analisar o custo atrelado as manutenções à demanda realizada neste período,
podemos identificar um custo unitário constante, com pouca variação ao longo dos anos.
Entretanto, o custo absoluto na realização das manutenções à demanda é significativo,
principalmente no médio/longo prazo, ainda mais, considerando que tais custos, sendo
evitados, poderiam ser aplicados em melhorias nas instalações.
Desta maneira, um plano inicial de manutenção foi necessário. A ideia, ao realizar
este planejamento inicial foi em sequência, aplicá-lo de maneira procedimental aos
equipamentos mapeados. Assim, poderemos identificar gaps e necessidade de ajustes do
plano de manutenção através de ferramentas gerenciais e análise de dados, utilizando tais
como base para mudanças futuras no plano de manutenção dos painéis elétricos, seguindo
como diretriz a melhoria contínua da manutenção.

39
4.1.3 Plano de manutenção dos painéis
O plano de manutenção primário foi idealizado de maneira e instaurar
intervenções programadas nos painéis para testar sistemas e componentes, garantindo que
estes estejam em plena capacidade operacional. A intenção, neste caso, foi desenvolver
um plano de manutenção com práticas que apoiem a NBR 5410, como por exemplo:
“Toda instalação ou parte que, como resultado das verificações indicadas em 8.3, for
considerada insegura deve ser imediatamente desconectada da energia, no todo ou na
parte afetada, e somente deve ser recolocada em serviço após correção dos problemas
detectados” (ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS, 2004, p. 169).
Segundo a NBR 5410, precisamos verificar os painéis quanto ao estado geral de
conservação, fixação, integridade mecânica, limpeza e corrosão (ASSOCIAÇÃO
BRASILEIRA DE NORMAS TÉCNICAS, 2004, p. 169).
Assim, o planejamento inicial do plano de manutenção foi implementado com o
seguinte procedimento:
•Realizar a limpeza geral dos componentes e conexões, eliminando sujeira
presente no interior dos painéis.
•Verificar a integridade do equipamento quanto a vazamentos, corrosões em
partes metálicas e anomalias no equipamento, como por exemplo, fuga de tensão.
•Realizar a medição da resistência do isolamento, utilizando aparelho certificado.
• Realizar a medição da resistência dos contatos, utilizando aparelho certificado.
• Verificar, caso necessário, e realizar o reaperto de parafusos, conectores, fiações
e terminais presentes no painel.

40
• Caso aplicável, substituição do óleo isolante dos polos.
• Realizar medição do tempo de abertura e fechamento.
• Verificar a atuação da proteção e do comando do disjuntor.
Após seis meses, conseguimos avaliar, a partir dos dados obtidos na prática, qual
era o impacto inicial da inserção das ordens de manutenção preventiva na melhoria da
eficiência operacional – principalmente pela diminuição do tempo efetivo de manutenção
não programada.
Observou-se que apesar da diminuição da média anual de paradas não
programadas, duas paradas ocorreram de maneira que o tempo de parada foi
significativamente mais alto do que a média histórica nestes casos.
Figura 26 - Paradas não programadas após implementação de manutenção preventiva.
Durante uma das investigações foi identificado uma conexão em temperatura
acima da temperatura normal de operação. Desta forma, começou-se a avaliar a utilização
de técnica de inspeção termográfica como uma solução de manutenção preditiva.

41
A técnica de manutenção preditiva através da inspeção termográfica foi
implementada de forma bimestral. O objetivo da inspeção em sistemas elétricos é
identificar as conexões que estiverem em temperaturas maiores (temperaturas anormais
de operação) que outras conexões. Tal aquecimento sinaliza uma elevada resistência
elétrica, possivelmente recorrente de afrouxamento, corrosão ou aperto exagerado dos
componentes. Os pontos aquecidos em função de conexões geralmente aparecem mais
quentes no local de maior resistência, sendo resfriado com o afastamento do ponto crítico.
4.1.3.1. Alta tensão
A seguir, detalham-se os procedimentos de identificação e análise dos pontos
estudados durante a inspeção:
• Identificação de pontos severamente aquecidos: temperatura maior do que 25°C
em relação à temperatura ambiente ou elevação da temperatura maior do que 10°C em
relação ao mesmo ponto de outra fase de mesma corrente.
Identificação de pontos aquecidos: temperatura entre 10°C e 25°C em relação à
temperatura ambiente ou elevação de temperatura entre 5°C e 10°C em relação ao mesmo
ponto de outra fase de mesma corrente.
Identificações de pontos normais: temperatura até 10°C em relação à
temperatura ambiente ou elevação de temperatura até 5°C em relação ao mesmo ponto de
outra fase de mesma corrente.
4.1.3.2. Baixa tensão
A seguir, detalham-se os procedimentos de identificação e análise dos pontos
estudados durante a inspeção:

42
Identificação de pontos severamente aquecidos: temperatura maior do que 40°C
em relação à temperatura ambiente ou elevação da temperatura maior do que 20°C em
relação ao mesmo ponto de outra fase de mesma corrente.
Identificação de pontos aquecidos: temperatura entre 20°C e 40°C em relação à
temperatura ambiente ou elevação de temperatura entre 10°C e 20°C em relação ao
mesmo ponto de outra fase de mesma corrente.
4.1.4. Metodologia e coleta de dados
A metodologia da análise se deu pela avaliação fotográfica – utilizando uma
câmera FLIR E63900, T198547 – com a análise posterior através do software FLIR
TOOLS. A utilização do conjunto câmera permite a medição remota e interpretação da
radiação infravermelha que é emitida por um corpo, permitindo identificar regiões, ou
pontos, onde a temperatura encontra-se alterada com relação a um padrão
preestabelecido, constituindo-se, assim, em uma poderosa ferramenta no diagnóstico de
falhas ou problemas no sistema inspecionado.
O uso dessa tecnologia de monitoramento reduz os custos de manutenção das
instalações, aumenta a disponibilidade dos equipamentos e melhora o desempenho dos
processos produtivos.
Os benefícios resultantes da Implantação de um Programa Preditivo por
Inspeção Infravermelha na Indústria são:
•Identificar defeitos ou anomalias antes de ocorrer uma falha do sistema
produtivo;
•Aumentar a segurança e confiabilidade dos sistemas;

43
•Diminuir a frequência e duração das intervenções conetivas emergenciais;
•Aumentar a eficiência e eficácia da manutenção e reduzir os custos associados;
•Reduzir os estoques em almoxarifado de peças sobressalentes;
•Aumentar a vida útil dos equipamentos e instalações;
•Reduzir custos operacionais;
•Aumentar a qualidade do produto ou serviço fornecido;
•Reduzir os riscos de incêndio devido a defeito em equipamentos ou instalações.
As coletas dos dados termográficos serviram como base para a reflexão das
mudanças necessárias no plano de manutenção dos painéis. Aquecimentos excessivos
podem muitas vezes ser parte integrante de um cenário que propicia a falha do
equipamento. A investigação e posterior entendimento das causas raízes desses processos.
4.1.5 Dados da análise termográfica
O primeiro painel analisado foi o painel do Centro de processamento de dados. A
importância deste painel para a operação é crucial para a operação, pois tal painel suporta
toda a estrutura necessária para o processamento de dados da automação (desde
carregamento a emissão de notas fiscais eletrônicas), deste modo, a parada imprevista
destes equipamentos pode levar desde uma diminuição expressiva da eficiência
operacional da planta até a parada completa.

44
Figura 27 - Foto em infravermelho do painel 01 do CPD.
Podemos observar que nenhuma temperatura ultrapassa os valores estipulados no
item 4.2.1.2 – as regiões de maior temperatura identificadas não representaram nenhum
superaquecimento critico que represente uma falha em potencial no equipamento, assim,
neste caso, a ação não resulta em uma mudança do plano de manutenção.

45
Figura 28 - Foto em infravermelho do painel 02 do CPD.
Figura 29 - foto em infravermelho (detalhada) do painel 02 do CPD.
Continuando a análise dos painéis do CPD, identificou-se uma temperatura crítica
no cabo de alimentação do painel. Identificou-se que a falta de verificação deste
componente durante as rotinas de manutenção havia sido uma das causas do problema.
Este ponto identificado foi considerado como uma melhoria do plano de manutenção.

46
Outra localidade de grande importância operacional é a sala dos compressores. Os
compressores possuem a finalidade de pressurizar todas as linhas de ar encontradas na
planta, enviando sinal para todos os equipamentos pneumáticos.
A parada não programada do sistema de compressão de ar tem consequências
significativas na operação da planta. Buscando a otimização da segurança operacional, as
válvulas esfera dos braços de carregamento possuem atuadores pneumáticos acoplados.
Tais atuadores tem como função a transformação da informação do sinal da automação
em um sinal pneumático para abertura ou fechamento da válvula, liberando ou
bloqueando a passagem de produto pela tubulação.
Figura 30 - Foto em infravermelho do painél dos compressores.

47
Figura 31 - Foto em infravermelho (detalhada) do painél dos compressores.
Desta forma, após a análise termográfica dos painéis de compressores,
preventivamente foram trocados os cabos de conexão, apesar de estarem ainda dentro de
um range de temperatura operacional, notou-se um aquecimento que poderia indicar uma
falha futura.
O Centro de controle de máquinas possui dois painéis que foram analisados. Estes
painéis são cruciais para a operação da planta pois um mal funcionamento destes pode
implicar na parada e/ou perda de controle dos equipamentos.

48
Figura 32 - Foto em infravermelho do painél do CCM – 1 A.
Figura 33 - Foto em infravermelho do painél do CCM – 2 A.

49
Figura 34 - Foto em infravermelho do painél do CCM – 10 A.
Desta forma, localizamos contatos com aquecimento acima do ideal operacional
para estes painéis, o que possibilitou o reparo imediato para garantir a continuidade do
correto funcionamento dos equipamentos.
A instrução de manutenção recomendava – por informação do fornecedor – a
manutenção dos contatos de forma semestral, devido ao ocorrido, o plano de manutenção
foi ajustado de forma que a manutenção nos contatos ocorra trimestralmente, evitando,
assim, o aquecimento elevado neste componente.
50
4.1.6 Manutenção centrada em confiabilidade para os painéis
A ideia central deste capítulo é descrever como a manutenção centrada em
confiabilidade pode ajudar na melhoria contínua da manutenção. Para isto, precisamos
observar algumas características operacionais: qual modo de ocorrência da falha, qual a
causa da falha, quais as consequências da falha e o que deve ser feito para agir de maneira
preventiva a esta.
Utilizaremos a metodologia RCM, que é um processo usado para assegurar que
determinado equipamento, ativo ou componente garanta suas características operacionais
(ou seja, características as quais este ativo foi designado para operar) e a FMEA (Failure
Mode and Effect analysis) para realizar a análise dos modos de falha.
Para a utilização da metodologia RCM, devemos seguir sete questões que vão
direcionar o planejamento da manutenção de modo a buscar a melhoria contínua do
sistema de manutenção:
a) Quais os níveis de desempenho do equipamento na operação atual?
b) Quais falhas impedem o funcionamento do equipamento?
c) Qual causa da falha?
d) Qual a consequência da falha?
e) Quais ações podem prevenir ou predizer a falha?
f) O que pode ser feito se nenhuma ação for tomada?
Desta forma, o primeiro passo é definir exatamente quais as características
operacionais dos painéis, ou seja, a normalidade operacional destes equipamentos. Com
esta definição bem feita, podemos identificar as falhas, ou seja, o término da capacidade
51
do item desempenhar a função requerida, segunda a NBR 5462 – Confiabilidade e
Mantenabilidade (ABNT, 1994).
Uma vez que as falhas funcionais forem identificadas, devemos identificar os
modos de falha, efeitos e consequência de cada falha funcional.
Desta forma, buscamos sistematizar as atividades do equipamento para buscar a
detecção das possíveis falhas. Após a detecção destas falhas, podemos buscar ações para
reduzir ou eliminar a probabilidade de novos eventos.
Existem quatro tipos de FMEA:
1) FMEA de processo: Falhas de planejamento e execução atreladas ao processo.
Esta análise busca estudar e evitar falhas no processo.
2) FMEA de design: Falhas que podem acontecer com o equipamento operando
sobre condições especificadas, ou seja, falha de projeto.
3) FMEA de sistemas: Falhas relacionadas a sistemas ou subsistemas.
4) FMEA de serviços: Falhas relacionadas ao serviço entregue a um cliente, o
objetivo desta análise é identificar falhas antes da entrega ao cliente.
Neste capítulo, focaremos na análise de FMEA de processo e FMEA de design. O
objetivo é identificar os modos de falha, ocorrências, severidade e impacto na operação
da planta e utilizar a informação analisada para melhora continuamente o sistema de
manutenção.
4.1.6.1 Falhas nos painéis e análise das melhorias implementadas
A análise das falhas nos painéis elétricos passa por uma observação quanto a três
aspectos segundo TOLEDO e col. (2012) que guiarão a análise: Severidade da falha, risco

52
e capacidade de detecção. Utilizaremos índices para cada um desses aspectos e através
destes, conseguiremos um número que nos orientará em decisões de mudança que buscam
o aumento da confiabilidade e a melhoria contínua do planejamento da manutenção.
Tabela 1 – Índices de severidade.
Tabela 2 – Indices de ocorrência.
Tabela 3 – Indices de detecção

53
A intenção de realizar esta análise é, utilizando as sete perguntas na investigação
e as três tabelas acima, identificarmos as principais falhas e criar condições de intervenção
de maneira otimizada, buscando a diminuição do número de paradas não programadas na
operação.
Foram analisados, primeiramente, o histórico de falhas nos últimos dois anos para
estes equipamentos:
Figura 35 – Gráfico de Pareto dos painéis
Podemos, através deste gráfico de Pareto, observar que a 81% do número de ocorrência
estão atrelados a três falhas especificas.
A aplicação desta ferramenta nos permite documentar dados que nos permitirão gerar
ações visando a melhoria através do monitoramento destes equipamentos.

54
Tabela 4 – Falhas e aspectos
Tipo de falha Severidade Ocorrência Detecção Total
Disjuntor 3 8 2 48
Queima de fusível 2 8 2 32
Aquecimento dos contatores 3 7 4 84
Folga nos contatos 2 6 7 84
Cabeamento comprometido 5 6 3 90
Curto circuito 10 6 1 60
Falha no relé 3 6 2 36
Desta forma, podemos cruzar dados obtidos através do diagrama de Pareto com os três
aspectos listados. Para a geração destes aspectos, utilizamos as sete perguntas de modo a mapear
e gerar um número de zero a dez.
De acordo com o que é observado no gráfico de Pareto, as falhas em disjuntores, fusíveis
e aquecimento em contatores são as falhas com maiores ocorrências na operação, porém, não
necessariamente estas falhas são as mais críticas na operação.
Identificamos que a maior criticidade se dá em falhas nos contatores e cabeamento e a
decisão operacional buscando a melhoria contínua neste caso é a revisão das instruções de
manutenção buscando intervenções para a avaliação destes componentes.
A atualização do plano de manutenção dos contatores e do cabeamento reforçam os
estudos apresentados no item 4.1.5 sobre a inspeção termográfica dos painéis. O plano de
manutenção foi atualizado para ordens trimestrais que visam a verificação dos contatores e do
cabeamento, visando diminuir as incidências de falha nestes componentes.
Como observado na figura 24, no capítulo 4.1.2 – melhoria no plano de
manutenção dos painéis, foram registradas 11,8 paradas não programadas em média por
ano nestes painéis, representando um total de 57,1 horas de parada de operação não
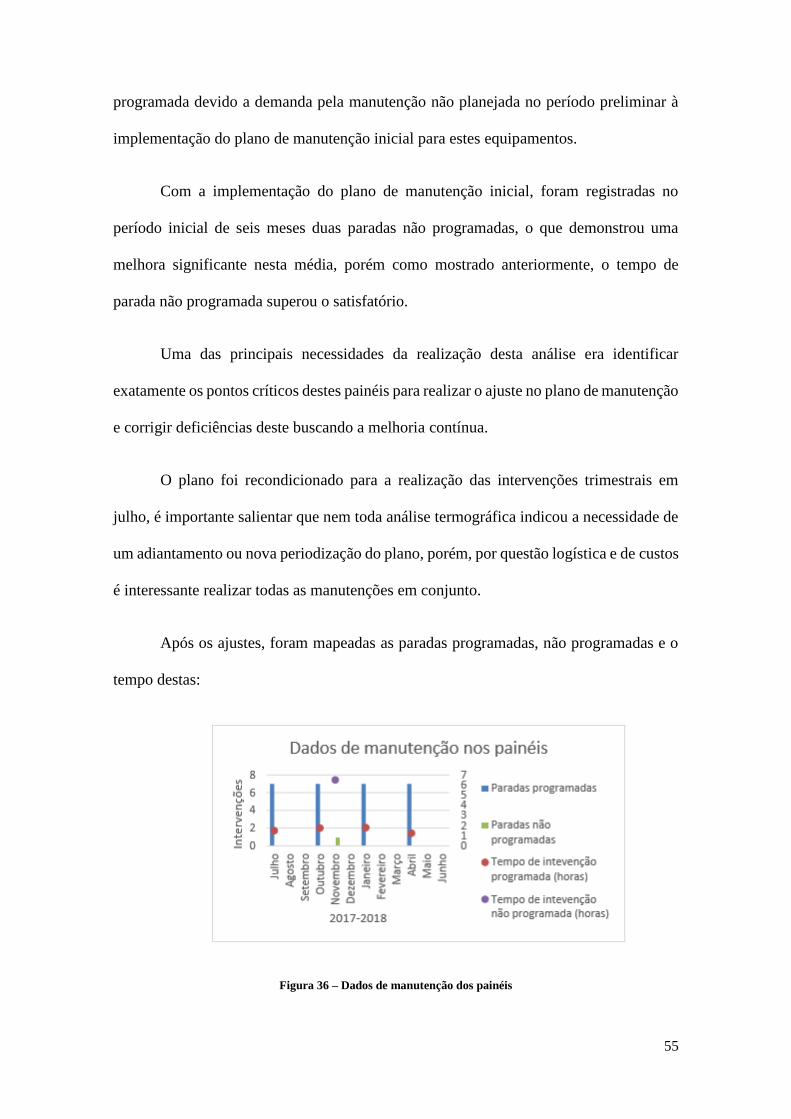
55
programada devido a demanda pela manutenção não planejada no período preliminar à
implementação do plano de manutenção inicial para estes equipamentos.
Com a implementação do plano de manutenção inicial, foram registradas no
período inicial de seis meses duas paradas não programadas, o que demonstrou uma
melhora significante nesta média, porém como mostrado anteriormente, o tempo de
parada não programada superou o satisfatório.
Uma das principais necessidades da realização desta análise era identificar
exatamente os pontos críticos destes painéis para realizar o ajuste no plano de manutenção
e corrigir deficiências deste buscando a melhoria contínua.
O plano foi recondicionado para a realização das intervenções trimestrais em
julho, é importante salientar que nem toda análise termográfica indicou a necessidade de
um adiantamento ou nova periodização do plano, porém, por questão logística e de custos
é interessante realizar todas as manutenções em conjunto.
Após os ajustes, foram mapeadas as paradas programadas, não programadas e o
tempo destas:
Figura 36 – Dados de manutenção dos painéis

56
Como paradas programadas, foram consideradas as intervenções trimestrais, visto
que as ordens de manutenção mensais para estes equipamentos podem ser realizadas sem
a parada do equipamento.
Podemos identificar, que neste primeiro momento, tivemos uma redução
considerável de paradas não programadas para a realização da manutenção à demanda,
apenas realizando uma parada não programada no ano subsequente a modificação do
plano de manutenção. Apesar das intervenções trimestrais necessitarem a parada
operacional entre uma ou duas horas, estas paradas foram realizadas em momentos
propícios, mitigando praticamente qualquer impacto na operação da planta. Ao contrário
das paradas não programadas, que estão sujeitas a interromper a operação em momentos
críticos.
Em relação ao custo de manutenção, tivemos em média, de acordo com o
histórico do último ano, um custo de R$ 13.317 por ano em manutenção à demanda com
os painéis.
Em função da programação planejada das intervenções, foi possível orçar um
pacote de manutenção com uma empresa terceira, cobrindo todas as intervenções no
período de um ano. Desta forma, a manutenção preventiva planejada custou R$ 3.200 por
ano, uma redução de 76% em relação ao custo médio da manutenção não planejada.
Desta forma, é observável ganhos brutos no orçamento de manutenção e no
impacto operacional, que também é traduzido em ganhos financeiros.
57
4.2 Estudo de Caso II – Planejamento da manutenção de tubulações
Como abordado no item 3.1.4, os dutos e tubulações representam um dos maiores
desafios de manutenção na planta abordada neste texto. Desta forma, em conjunto com
membros da equipe, buscamos a compilação de informações presentes em normas (API
570, ANSI B 31.3 e 31.4), artigos e estudos, somados à informação adquirida com a
experiência prática da conservação e manutenção de dutos e tubulações para o
desenvolvimento de um procedimento de manutenção local da planta, tomando como
base o procedimento geral previamente desenvolvido.
Tratando-se de tubulações, é importante orientar o procedimento com base na NR
13 - norma regulamentadora que trata de caldeiras, vasos de pressão e tubulações. De
acordo com a NR 13 que diz, “13.6.1.1 As empresas que possuem tubulações e sistemas
de tubulações enquadradas nesta NR devem possuir um programa e um plano de inspeção
que considere, no mínimo, as variáveis, condições e premissas descritas abaixo (BRASIL,
1978):
a) os fluidos transportados;
b) a pressão de trabalho;
c) a temperatura de trabalho;
d) os mecanismos de danos previsíveis;
e) as consequências para os trabalhadores, instalações e meio ambiente trazidas
por possíveis falhas das tubulações.
Assim, todos estes pontos são variáveis consideradas no plano de manutenção
aplicado a estes equipamentos, sendo abordados neste procedimento.

58
Primeiramente, buscou-se a definição das frequências de manutenção como parte
do item “PLAN” do ciclo PDCA gerado buscando a melhoria contínua da manutenção.
Modificações e ajustes de frequência podem e devem ocorrer como reflexo da operação
local no plano de manutenção como consequência – “ACT” – de observações e relatos –
“CHECK” – obtidos após a inicialização do plano – “DO”.
A seguir, apresenta-se a tabela elaborada de acordo com a API 570 com as
frequências recomendadas para inspeção de tubulações por escavação e medição da
espessura, utilizando como parâmetros a resistividade do solo e proteções adicionais
ocasionais:
Tabela 5 – Frequência de manutenção segundo API 570.
4.2.1 Manutenção preventiva
Entre as principais tarefas presentes nas ordens de manutenção preventiva com frequência
fixa se encontram:
• Utilização do “PIG” de limpeza, buscando a eliminação de depósitos que impeçam o
escoamento de produto das linhas.
• Verificação por amostragem de cortes testemunha para análise de corrosão do
duto/tubulação.
• Manutenção preventiva dos sistemas de proteção da tubulação.

59
4.2.1.1 Classificação de tubulações
A classificação das tubulações é normatizada pela API 570 Standard e é
importante para a determinação do impacto pelas consequências de uma possível falha,
de modo que definimos:
Tabela 6 – Classes de risco.
Deste modo, podemos utilizar as classes para separar as tubulações da planta pelo
grau de risco e utilizar tais definições como critério para a implementação da rotina de
manutenção destes equipamentos.
Tabela 7 – Classes de tubulação na planta.
Tubulações enterradas representam um risco maior, principalmente em relação ao
risco ambiental, um vazamento em uma tubulação enterrada pode representar uma
contaminação do solo em níveis significativos, tais impactos justificam a intensão de
buscar a descontinuidade do uso destas tubulações.
4.2.1.2 Tecnologia de inspeção de tubulações
As tecnologias para inspeção de tubulações descritas aqui definem técnicas
utilizadas na manutenção preventiva destes equipamentos. As técnicas são
individualizadas em função da classe da tubulação inspecionada e visam garantir a
máxima segurança operacional destes equipamentos:

60
Tabela 8 – Técnicas de manutenção em função da classe da tubulação.
Desta forma, o procedimento adotado segue em linha com a utilização de três
técnicas básicas que serão detalhadas neste texto. A Correta definição dos procedimentos
aqui descritos é importante para garantir a correta implementação da ordem de
manutenção, buscando a máxima eficiência da inspeção.
4.2.1.2.1 Teste de pressão
O teste de pressão é um processo aonde os componentes de um sistema, como por
exemplo, vasos de pressão, tubulações ou mangueiras são testados para a verificação da
resistência estrutural através do enchimento com um liquido pressurizado.
É importante ressaltar a divisão deste procedimento quanto à tubulações novas e
tubulações em operação. Em função da maioria das tubulações na planta serem tubulações
projetadas para operar com líquidos inflamáveis, os testes de pressão são feitos utilizando
água pressurizada no caso de tubulações novas, não sendo aplicável para tubulações já
em operação.
O teste de pressão hidrostático busca identificar falhas estruturais nos materiais,
porém, é importante salientar que é um teste efetivo contra vazamentos e não se pode
inferir sobre o estado geral da tubulação em função dos resultados obtidos no teste.
Este procedimento é baseado na NBR 15280-1 (Associação Brasileira de Normas
Técnicas, 2009). É importante garantir que a pressão máxima aplicada a um duto,
tubulações em bases e terminais, tubulações em píeres, estações de recebimento e
lançamento de pigs, estação de redução, não deve exceder a pressão máxima de operação

61
de qualquer componente instalado no trecho de ensaio (ABNT, 2009). Desta forma, deve-
se considerar a estrutura mais frágil da tubulação para a parametrização do teste.
Um dos parâmetros importantes para a realização do teste hidrostático ou pressão
é a definição da pressão máxima de operação admissível (PMOA) definida pela NBR
15280-1 (ABNT, 2009):
a) O ensaio hidrostático habilita cada ponto do duto para operar a uma pressão
interna igual ou inferior à pressão de ensaio dividida pelo fator de ensaio,
limitada pela pressão de projeto. Este valor deve ser estabelecido como a
PMOA original do duto e deve estar compreendida entre a PMO e a pressão
de projeto
b) A tabela PMOA deve ser definida pela tabela 5
Tabela 9 – Parâmetros para teste de pressão/ hidrostático
Para tubulações novas o teste de pressão segue o seguinte procedimento:
a) Independente do produto para qual esta tubulação foi projetada, o teste deverá
ser realizado somente com água.

62
b) Utilização de uma pressão 50% maior do que a pressão máxima de operação
na tubulação analisada.
c) Garantir o teste por pelo menos uma hora depois de alcançada a pressão de
teste (1,50 vezes a pressão máxima operacional).
d) Registrar as variações de pressão na linha a cada quinze minutos utilizando
manômetro de escala compatível com a pressão do teste e com vigência de
aferição dentro do limite de um ano.
O teste deve ser realizado a cada 30 meses na tubulação em operação que está
sendo analisada, obedecendo ao seguinte procedimento:
e) Utilização de uma pressão 10% maior do que a pressão máxima de operação
na tubulação analisada.
f) Garantir o teste por pelo menos uma hora depois de alcançada a pressão de
teste (1,10 vezes a pressão máxima operacional).
g) Registrar as variações de pressão na linha a cada quinze minutos utilizando
manômetro de escala compatível com a pressão do teste e com vigência de
aferição dentro do limite de um ano.
Os resultados da variação de pressão obtidos durante o teste podem indicar
vazamentos, desta forma, a pressão deve manter-se estável com uma tolerância de 5% e
devem ser anotados em formulário padrão conforme figura abaixo. Caso encontre-se uma
variação superior a este limite deve-se investigar as possíveis causas.

63
Figura 37 - Formulário para teste de pressão na linha.
4.2.1.2.2 Inspeção com pig
A técnica mais efetiva para a inspeção de tubulações é com o uso do PIG
magnético, no entanto, devido a maioria das tubulações não se encontrarem preparadas
para este tipo de inspeção, é recomendada a utilização dos métodos de escavação e
inspeção a seguir, além do teste de pressão mencionado no item 4.3.1.2.1.
Os pigs instrumentados tem sido utilizados largamente na indústria como uma das
ferramentas para a avaliação da integridade do duto e podem contribuir
64
significativamente para o planejamento da manutenção preventiva por ser uma técnica de
inspeção não destrutiva.
Os pigs magnéticos utilizam como princípio físico de funcionamento a variação
do campo magnético aplicado sobre a superfície analisada. Sensores monitoram de forma
contínua o fluxo magnético, podendo detectar a fuga do campo magnético em função da
descontinuidade volumétrica da linha. Desta forma, podemos utilizar esta técnica par a
inspeção de tubulações críticas na planta. A utilização desta técnica fica vedada a estas
tubulações, pois é necessário analisar a viabilidade econômica destas inspeções.
4.2.1.2.3 Medição de espessura
A espessura requerida de uma tubulação deverá ser a maior entre as espessuras de
projeto e a espessura mínima estrutural e será utilizada para a determinação da vida útil
do equipamento.
A medição de espessura, comparada em tomadas de tempo, representa um indicio
de corrosão da tubulação. Podemos calcular a corrosão em função desta variação de
diâmetro pelo tempo:
𝐶𝑜𝑟𝑟𝑜𝑠ã𝑜 =𝑒2 − 𝑒1 (𝑚𝑚)
𝑡𝑒𝑚𝑝𝑜 (𝑎𝑛𝑜𝑠)
Onde:
• e1 = espessura, em milímetros (mm), levando-se em conta uma posição definida
em medição inicial.
• e2 = espessura, em milímetros (mm), levando-se em conta uma posição definida
em posteriores medições.

65
• tempo = tempo em anos resultante da diferença entre a medição e1 e a medição
e2.
E desta maneira, podemos definir a vida útil operacional esperada de uma
tubulação analisada da seguinte maneira:
𝑉𝑖𝑑𝑎 ú𝑡𝑖𝑙 (𝑎𝑛𝑜𝑠) =𝑒𝑎𝑡𝑢𝑎𝑙 − 𝑒𝑟𝑒𝑞𝑢𝑒𝑟𝑖𝑑𝑎 (𝑚𝑚)
𝐶𝑜𝑟𝑟𝑜𝑠ã𝑜 (𝑚𝑚𝑎𝑛𝑜)
Onde:
• eatual = espessura, em milímetros (mm), levando-se em conta uma posição
definida em medida atual.
• erequerida = espessura, em milímetros (mm), levando-se em conta uma posição
definida e definida em condições de projeto.
Desta maneira, fórmulas deverão ser aplicadas em uma abordagem estatística e de
confiabilidade para se avaliar a taxa de corrosão e cálculo da vida útil para um conjunto
de sistemas e/ou tubulações.
Cuidados são necessários para garantir que o tratamento dos resultados seja um
dado condizente com a real condição dos vários componentes da tubulação. Desta forma,
precisa-se garantir que analises estatística não utilize tubulações ou sistemas com
localização de um mecanismo imprevisível.
A importância da determinação da taxa de corrosão se dá pela então definição da
condição ambiental a qual aquela tubulação está exposta. Como referenciado no item 2.3
deste texto: “A eficiência de um processo produtivo depende diretamente da
confiabilidade do sistema. Podemos entender, no contexto da manutenção, a
66
confiabilidade como a probabilidade de funcionamento pleno de um equipamento ou
componente, estabelecidos os dados de projetos e condições ambientais”. Desta maneira,
analisando a taxa de corrosão das tubulações, podemos calcular a probabilidade do
funcionamento pleno das tubulações e utilizar esta ferramenta como norteadora de
mudanças no gerenciamento da manutenção.
4.2.1.2 Instruções de manutenção implementadas
As listas de tarefas implementadas serão divididas para contemplar da melhor
maneira possível às diferenças práticas entre tubulações aéreas e tubulações enterradas.
Tubulações aéreas são classificadas como baixo risco, ao contrário das tubulações
enterradas que representam tubulações de médio risco.
Para tubulações aéreas, o plano de manutenção inicial planejado:
Tabela 10 – Listas de tarefa de manutenção para tubulações aéreas.
A inspeção de rotina das tubulações aéreas tem como objetivo verificar de maneira
superficial a integridade e o correto funcionamento das tubulações presentes no terminal,
de forma mensal, servindo, muitas vezes, como indicador de pequenas falhas que podem
implicar em falhas significativas posteriormente. As tarefas de inspeção são:
a) Estado da pintura (pontos de corrosão);
b) Corrosão abaixo dos suportes;
c) Perdas ou merejamentos nos flanges, tubos ou componentes;
d) Desalinhamento da tubulação em relação a seus suportes.

67
A inspeção detalhada tem como objetivo realizar uma inspeção mais profunda,
utilizando ferramentas e tecnologias mais especifica, além de mão-de-obra capacitada.
Sendo esta mão-de-obra qualificada deve ser um engenheiro com cadastro no CREA do
Rio de Janeiro e deve ser feita uma ART (Anotação de responsabilidade técnica) sobre o
serviço.
A frequência de 5 anos é válida, de modo inicial, caso não exista nenhum elemento
que necessite um acompanhamento mais rigoroso. Caso contrário, a frequência
recomendada deve ser baseada no tipo de mecanismo de falha a ser evitado, assim como
a taxa de corrosão do equipamento, sendo, por exemplo, algumas das falhas: fratura por
corrosão, tensões mecânicas e perdas de espessura pela corrosão.
A inspeção detalhada tem como objetivo verificar a condição detalhada com um
maior grau de confiabilidade sobre a real condição do equipamento, indicando desde
pequenas falhas até falhas presentes, mas não detectada por inspeções menos sofisticadas.
As tarefas de inspeção são:
a) Espessura e integridade por ultrassom, sendo necessária a elaboração de
desenhos técnicos aonde se apontam os pontos onde foram realizados ensaios
de medição de espessura e a localização dos defeitos;
b) Inspeção visual geral das tubulações, dando ênfase às regiões que estão em
contato
com os suportes, condições de alinhamento e linearidade;
c) Estado das conexões de menor diâmetro;
d) Estado das conexões roscadas;
e) Estado dos instrumentos de segurança e controle, por exemplo, válvulas de
alivio térmico, manômetros e aferições/calibrações;

68
f) Pintura, caso necessário;
g) Reparo dos suportes, caso necessário;
h) Alinhamento das tubulações em seus suportes, caso desalinhadas;
i) Reforço de pontos de fixação;
Para tubulações enterradas:
Em geral, estas tubulações são classificadas como médio risco. A principal
diferença entre a tubulação aérea e a enterradas é que estas últimas podem estar sujeitas
a algum mecanismo de falha não identificado preliminarmente pela impossibilidade da
realização da inspeção visual de rotina.
Para tubulações enterradas, o plano de manutenção inicial planejado:
Tabela 11 – Listas de tarefa de manutenção para tubulações enterradas.
Desta maneira, o planejamento inicial da manutenção para tubulações enterradas
conta com cinco tarefas de manutenção. A inspeção de rotina mensal tem como objetivo
verificar as condições operacionais, principalmente as condições do solo, buscando
identificar preliminarmente qualquer situação não conforme para evitar uma séria falha
posterior. As tarefas de manutenção são:

69
a) Inspeção visual externa dos pontos de saída e entrada da tubulação;
b) Inspeção por merejamentos e movimentações;
c) Inspeção sobre o traçado da tubulação – verificação da mudança de coloração
que indique vazamento no solo;
d) Inspeção dos poços de monitoramento do lençol freáticos próximos à
tubulação;
e) Verificação do correto potencial elétrico da proteção catódica;
f) Inspeção das juntas dielétricas;
g) Inspeção dos cabos do estado de proteção catódica
O teste de pressão para tubulação enterrada segue o procedimento descrito no item
4.3.1.2.1 e o procedimento para utilização de pig o item 4.3.1.2.2.
4.2.1.2.1 Procedimento para tarefas de manutenção come escavação
Para a realização de procedimento detalhado para manutenção em tubulações
enterradas é necessária a escavação do solo envolto a tubulação.
Este procedimento visa demonstrar pontos de escavação recomendados:
a) No ponto de ingresso da tubulação na terra;
b) A 25% do comprimento da tubulação;
c) A 75% do comprimento da tubulação;
d) Na saída da tubulação;
e) Pontos com indicio de corrosão.

70
Figura 38 – Exemplo de escavação para manutenção de tubulação enterrada.
O procedimento para a inspeção:
a) Proceder cada escavação de forma a abranger o comprimento necessário da
tubulação que permita inspecionar toda a sua circunferência;
b) Retirar, se necessário, a pintura;
c) Medir, por ultrassom as espessuras;
d) Efetuar inspeção visual;
e) Repintura, se necessário;

71
4.3 Estudo de caso III – análise de vibração das bombas
Este estudo de caso refere-se ao emprego de técnicas de análise de vibração das
moto-bombas presentes na planta como ação de manutenção preditiva, visando a melhoria
contínua no gerenciamento da manutenção pelo resultado do estudo.
O foco do estudo será nos resultados obtidos pelas análises de vibração, aonde
será apresentado somente de forma simplificada o conceito técnico para a apresentação
dos dados obtidos com o estudo.
A análise de vibrações em equipamentos rotativos tem por finalidade avaliar as
condições dinâmicas com base na quantificação das vibrações captadas por sensores
específicos devidamente instalados nos mancais ou partes fixas da máquina sem a
necessidade de parar o equipamento (sem perdas no processo). Os sinais captados por
estes sensores são processados e através de análise espectral e temporal, sendo assim,
possível quantificar e qualificar a condição operacional dinâmica do equipamento,
identificando, mesmo em fase inicial, falha de componentes nos quais podem afetar o
funcionamento do mesmo colocando em risco a funcionalidade e confiabilidade do
processo, além dos custos de manutenção desnecessários.
O monitoramento contínuo e dos equipamentos é considerado manutenção
preditiva, sendo uma solução estratégica para a manutenção, pois através deste histórico
é possível aumentar a vida útil de componentes e equipamentos, aperfeiçoar intervenções
e paradas, reduzir estoques de componentes, aumentar a disponibilidade e confiabilidade
dos equipamentos, melhorar a qualidade da manutenção, culminando em redução de
custos diretos e indiretos.

72
Devido a vasta aplicação e confiabilidade a análise de vibrações é considerada a
uma das ferramentas mais importantes da manutenção preventiva, no entanto outras
ferramentas como, Análise de óleo, analise termográfica, sensitiva, controle de
parâmetros, entre outras, têm um papel muito importante para complemento da
manutenção preditiva, elevando a confiabilidade do sistema de inspeção.
As técnicas empregadas na manutenção variam desde observações visuais de
condições de ruídos, vibrações excessivas, vazamentos, corrosões, desgastes, falta de
lubrificantes, temperaturas e velocidades, até a observação de parâmetros técnicos, como
por exemplo, velocidade (mm/s) - para a detecção de falhas básicas em baixas ou médias
frequências como por exemplo: desalinhamentos, folgas e desbalanceamentos – e
aceleração demodulada (mm/s²) – para detecção de falhas de alta frequência como por
exemplo: ressonância, engrenagens, problemas de lubrificação, falha em rolamentos e
etc.

73
4.3.1 Critérios para limites de vibração e aceleração
O estudo foi realizado utilizando a norma ISO 10816 como base para os limites
de vibração utilizados nas medições:
Tabela 12 – Critérios para analises de vibração – ISO 10816.
A norma define, assim, o nível normal de vibração para a operação de motores
com base na potência do equipamento. Para a analise das falhas em alta frequência,
como por exemplo, falhas em rolamentos ou engrenagens, é utilizada a tabela 9:
Tabela 13 – Critérios para analises de falha em alta frequências.
4.3.2 Equipamentos analisados
Todos os conjuntos moto-bomba presentes na planta foram analisados, buscando
desta maneira, a utilização geral dos resultados para a utilização do ciclo PDCA para a
melhoria continua do gerenciamento da manutenção.

74
4.3.2.1 Bomba Centrifuga de Etanol Hidratado #1
Figura 39 - Bomba Centrifuga de Etanol Hidratado #1.
A primeira bomba analisada foi a bomba utilizada para bombear etanol hidratado
na planta. O conjunto moto-bomba conta com as seguintes especificações:
a) Modelo do motor: WEG 160 L
b) Potência nominal do motor: 25 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 1760 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6309-C3 / LOA: 6208-Z-C3
g) Fabricante da bomba: HERO
h) Modelo: H125D

75
4.3.2.2 Bomba Centrifuga de Etanol Hidratado #2
Figura 40 - Bomba Centrifuga de Etanol Hidratado #2.
A segunda bomba analisada foi a bomba utilizada para bombear etanol hidratado
na planta. O conjunto moto-bomba conta com as seguintes especificações:
a) Modelo do motor: WEG 160 L
b) Potência nominal do motor: 25 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 1760 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6309-C3 / LOA: 6208-Z-C3
g) Fabricante da bomba: HERO
h) Modelo: H125D

76
4.3.2.3 Bomba de engrenagem #2
Figura 41 - Bomba de engrenagem #2.
A terceira bomba analisada foi a bomba utilizada para bombear aditivo de
gasolina na planta. O conjunto moto-bomba conta com as seguintes especificações:
a) Modelo do motor: WEG 100 L
b) Potência nominal do motor: 1.5 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 1160 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6206-ZZ / LOA: 6205-ZZ
g) Fabricante da bomba: VICKING
h) Modelo: GG493

77
4.3.2.4 Bomba de engrenagem #4
Figura 42 - Bomba de engrenagem #4.
A quarta bomba analisada foi a bomba utilizada para bombear aditivo marcador
de gasolina na planta. O conjunto moto-bomba conta com as seguintes especificações:
a) Modelo do motor: WEG 100 L
b) Potência nominal do motor: 1.5 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 1160 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6206-ZZ / LOA: 6205-ZZ
g) Fabricante da bomba: VICKING
h) Modelo: GG493

78
4.3.2.5 Bomba de engrenagem #7
Figura 43 - Bomba de engrenagem #7.
A quinta bomba analisada foi uma bomba utilizada para bombear aditivo
marcador de óleo Diesel na planta. O conjunto moto-bomba conta com as seguintes
especificações:
a) Modelo do motor: WEG 100 L
b) Potência nominal do motor: 1.5 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 1160 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6206-ZZ / LOA: 6205-ZZ
g) Fabricante da bomba: VICKING
h) Modelo: GG493

79
4.3.2.6 Bomba centrífuga de drenagem #1
Figura 44 - Bomba centrífuga de drenagem #1.
A sexta bomba analisada foi uma das bombas utilizadas para drenagem de agua
das bacias da planta. O conjunto moto-bomba conta com as seguintes especificações:
a) Modelo do motor: WEG 160 M
b) Potência nominal do motor: 20 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 3520 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6303-C3 / LOA: 6209-Z-C3
g) Fabricante da bomba: FAL
h) Modelo: FAE-125

80
4.3.2.7 Bomba centrífuga de drenagem #2
Figura 45 - Bomba centrífuga de drenagem #2
A sétima bomba analisada foi uma das bombas utilizadas para drenagem de água
das bacias da planta. O conjunto moto-bomba conta com as seguintes especificações:
i) Modelo do motor: WEG 160 M
j) Potência nominal do motor: 20 CV
k) Frequência de rede do motor: 60 Hz
l) Rotação nominal do motor: 3520 RPM
m) Tipo de base do motor: rigida
n) Rolamentos do motor: LA: 6303-C3 / LOA: 6209-Z-C3
o) Fabricante da bomba: FAL
p) Modelo: FAE-125

81
4.3.2.8 Bomba de incêndio centrífuga #1
Figura 46 - Bomba centrífuga de incêndio #1
A oitava bomba analisada foi uma das bombas utilizadas para bombeamento de
água do tanque até todas as linhas do sistema de combate à incêndio da planta. O
conjunto moto-bomba conta com as seguintes especificações:
a) Modelo do motor: 225M.T3
b) Potência nominal do motor: 100 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 3540 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6313 / LOA: 6313
g) Fabricante da bomba: HERO
h) Modelo: H80-C

82
4.3.2.9 Bomba de incêndio centrífuga #2
Figura 47 - Bomba centrífuga de incêndio #2
A nona bomba analisada foi uma das bombas utilizadas para bombeamento de
água do tanque até todas as linhas do sistema de combate à incêndio da planta. O
conjunto moto-bomba conta com as seguintes especificações:
a) Modelo do motor: 225M.T3
b) Potência nominal do motor: 100 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 3540 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6313 / LOA: 6313
g) Fabricante da bomba: HERO
h) Modelo: H80-C
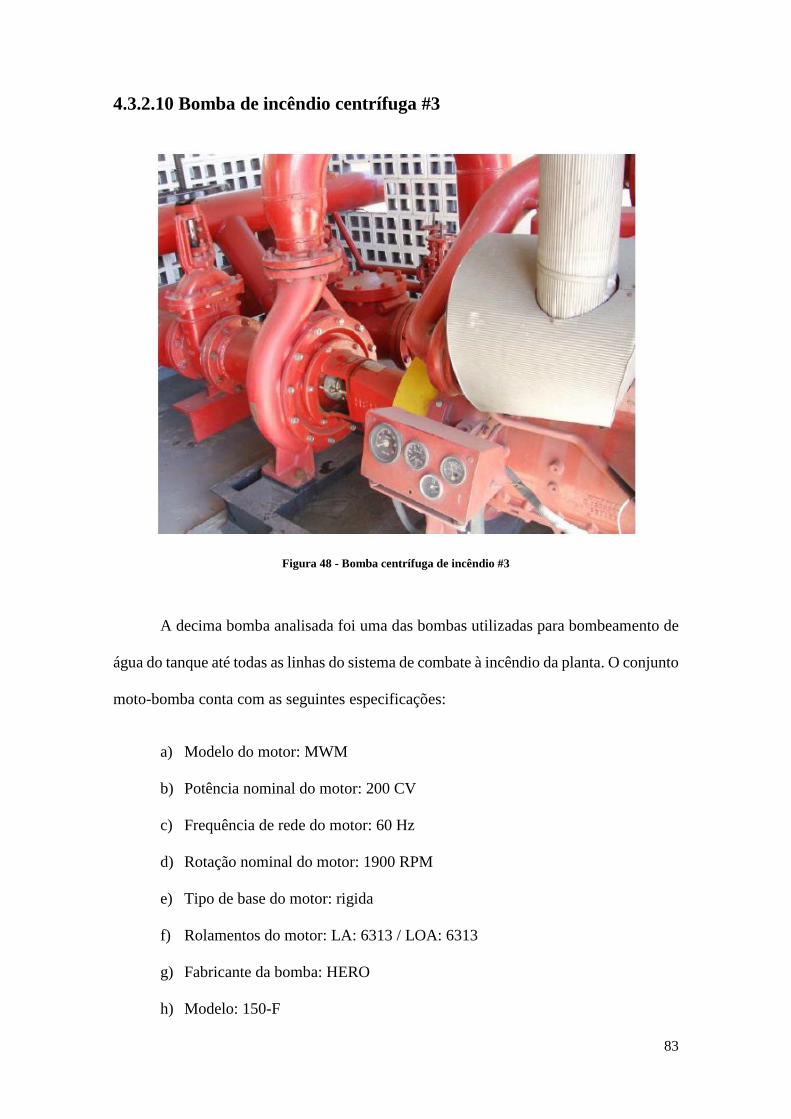
83
4.3.2.10 Bomba de incêndio centrífuga #3
Figura 48 - Bomba centrífuga de incêndio #3
A decima bomba analisada foi uma das bombas utilizadas para bombeamento de
água do tanque até todas as linhas do sistema de combate à incêndio da planta. O conjunto
moto-bomba conta com as seguintes especificações:
a) Modelo do motor: MWM
b) Potência nominal do motor: 200 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 1900 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6313 / LOA: 6313
g) Fabricante da bomba: HERO
h) Modelo: 150-F

84
4.3.2.11 Bomba centrífuga de biodiesel #1
Figura 49 - Bomba centrífuga de biodiesel #1
A decima primeira bomba analisada foi uma das bombas utilizadas para
bombeamento de biodiesel dos tanques até a plataforma de carregamento da planta. O
conjunto moto-bomba conta com as seguintes especificações:
a) Modelo do motor: WEG 160M
b) Potência nominal do motor: 15 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 3540 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6309-C3 / LOA: 6309-Z-C3
g) Fabricante da bomba: KSB (MEGACHEM)
h) Modelo: 150-F

85
4.3.2.12 Bomba centrífuga de biodiesel #2
Figura 50 - Bomba centrífuga de biodiesel #2
A decima segunda bomba analisada foi uma das bombas utilizadas para
bombeamento de biodiesel dos tanques até a plataforma de carregamento da planta. O
conjunto moto-bomba conta com as seguintes especificações:
a) Modelo do motor: WEG 160M
b) Potência nominal do motor: 15 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 3540 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6309-C3 / LOA: 6309-Z-C3
g) Fabricante da bomba: KSB (MEGACHEM)
h) Modelo: KSB MEGACHEM

86
4.3.2.13 Bomba centrífuga de gasolina #1
Figura 51 - Bomba centrífuga de gasolina #1
A decima terceira bomba analisada foi uma das bombas utilizadas para
bombeamento de gasolina dos tanques até a plataforma de carregamento da planta. O
conjunto moto-bomba conta com as seguintes especificações:
a) Modelo do motor: WEG 180M
b) Potência nominal do motor: 30 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 1760 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6311-C3 / LOA: 6311-Z-C3
g) Fabricante da bomba: KSB (MEGACHEM)
h) Modelo: KSB MEGACHEM

87
4.3.2.14 Bomba centrífuga de gasolina #2
Figura 52 - Bomba centrífuga de gasolina #2
A decima quarta bomba analisada foi uma das bombas utilizadas para
bombeamento de gasolina dos tanques até a plataforma de carregamento da planta. O
conjunto moto-bomba conta com as seguintes especificações:
a) Modelo do motor: WEG 180M
b) Potência nominal do motor: 30 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 1760 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6311-C3 / LOA: 6311-Z-C3
g) Fabricante da bomba: KSB (MEGACHEM)
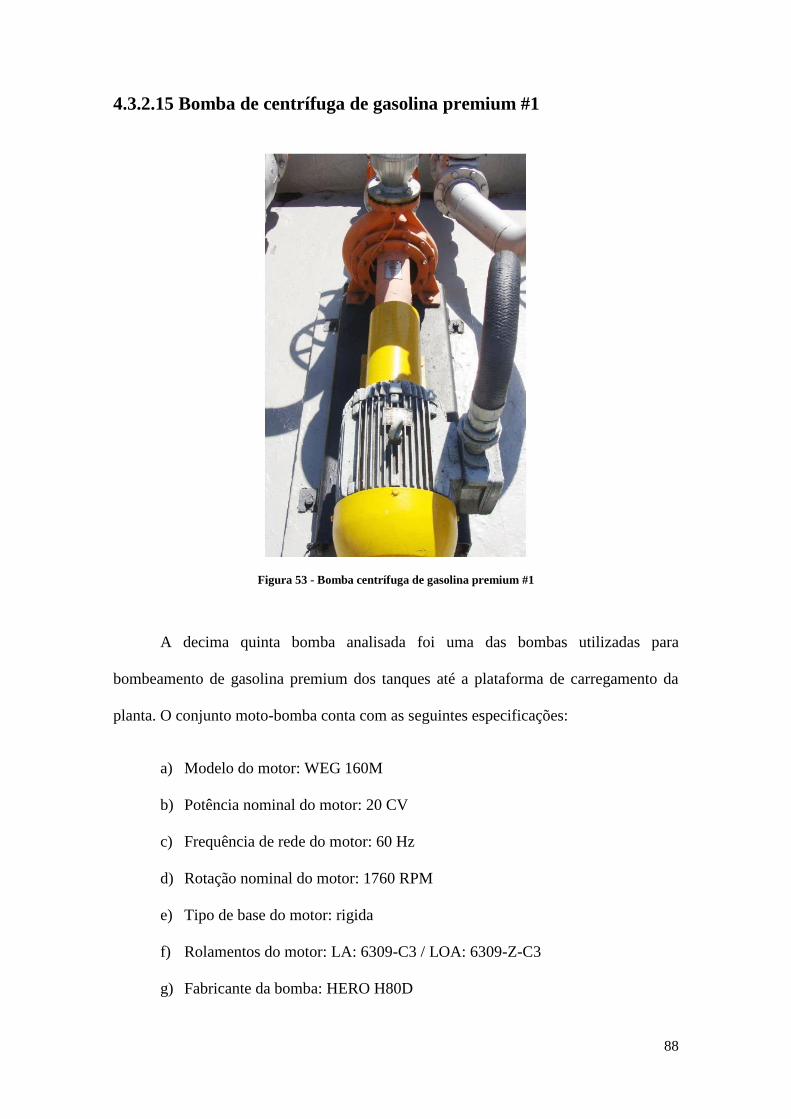
88
4.3.2.15 Bomba de centrífuga de gasolina premium #1
Figura 53 - Bomba centrífuga de gasolina premium #1
A decima quinta bomba analisada foi uma das bombas utilizadas para
bombeamento de gasolina premium dos tanques até a plataforma de carregamento da
planta. O conjunto moto-bomba conta com as seguintes especificações:
a) Modelo do motor: WEG 160M
b) Potência nominal do motor: 20 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 1760 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6309-C3 / LOA: 6309-Z-C3
g) Fabricante da bomba: HERO H80D

89
4.3.2.16 Bomba centrífuga de gasolina premium #2
Figura 54 - Bomba centrífuga de gasolina premium #2
A decima sexta bomba analisada foi uma das bombas utilizadas para
bombeamento de gasolina premium dos tanques até a plataforma de carregamento da
planta. O conjunto moto-bomba conta com as seguintes especificações:
a) Modelo do motor: WEG 160M
b) Potência nominal do motor: 20 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 1760 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6309-C3 / LOA: 6309-Z-C3
g) Fabricante da bomba: KSB (MEGACHEM)

90
4.3.2.17 Bomba centrífuga de etanol anidro #1
Figura 55 - Bomba centrífuga de etanol de anidro #1
A decima sétima bomba analisada foi uma das bombas utilizadas para
bombeamento de etanol anidro dos tanques até a plataforma de carregamento da planta.
O conjunto moto-bomba conta com as seguintes especificações:
a) Modelo do motor: GE
b) Potência nominal do motor: 20 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 1760 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6309-C3 / LOA: 6309-Z-C3
g) Fabricante da bomba: WORTTINGTON

91
4.3.2.18 Bomba centrífuga de etanol anidro #2
Figura 56 - Bomba centrífuga de etanol de anidro #2
A decima oitava bomba analisada foi uma das bombas utilizadas para
bombeamento de etanol anidro dos tanques até a plataforma de carregamento da planta.
O conjunto moto-bomba conta com as seguintes especificações:
a) Modelo do motor: GE
b) Potência nominal do motor: 20 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 1760 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6309-C3 / LOA: 6309-Z-C3
g) Fabricante da bomba: WORTTINGTON
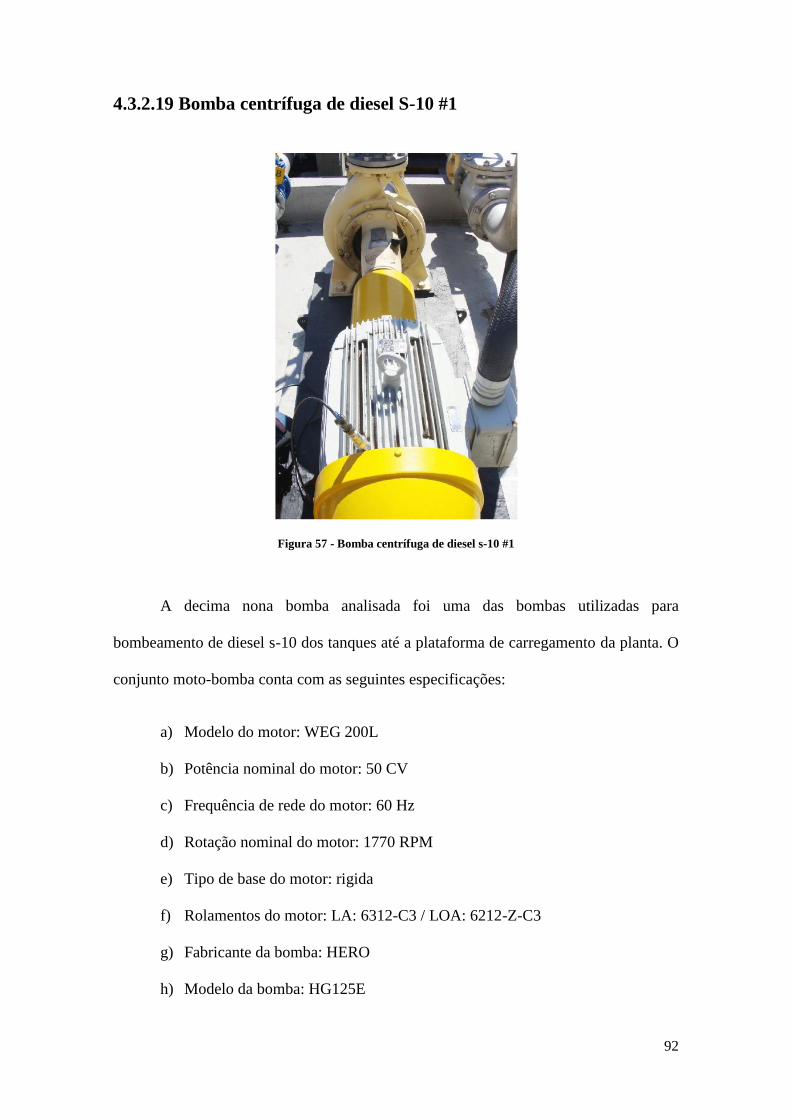
92
4.3.2.19 Bomba centrífuga de diesel S-10 #1
Figura 57 - Bomba centrífuga de diesel s-10 #1
A decima nona bomba analisada foi uma das bombas utilizadas para
bombeamento de diesel s-10 dos tanques até a plataforma de carregamento da planta. O
conjunto moto-bomba conta com as seguintes especificações:
a) Modelo do motor: WEG 200L
b) Potência nominal do motor: 50 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 1770 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6312-C3 / LOA: 6212-Z-C3
g) Fabricante da bomba: HERO
h) Modelo da bomba: HG125E

93
4.3.2.20 Bomba centrífuga de diesel S-10 #2
Figura 58 - Bomba centrífuga de diesel s-10 #2
A vigésima bomba analisada foi uma das bombas utilizadas para bombeamento
de diesel s-10 dos tanques até a plataforma de carregamento da planta. O conjunto moto-
bomba conta com as seguintes especificações:
a) Modelo do motor: WEG 200L
b) Potência nominal do motor: 50 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 1770 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6312-C3 / LOA: 6212-Z-C3
g) Fabricante da bomba: HERO
h) Modelo da bomba: HG125E

94
4.3.2.21 Bomba centrífuga de diesel S-500 #1
Figura 59 - Bomba centrífuga de diesel s-500 #1
A vigésima primeira bomba analisada foi uma das bombas utilizadas para
bombeamento de diesel s-500 dos tanques até a plataforma de carregamento da planta. O
conjunto moto-bomba conta com as seguintes especificações:
a) Modelo do motor: BUFALO
b) Potência nominal do motor: 30 CV
c) Frequência de rede do motor: 60 Hz
d) Rotação nominal do motor: 1760 RPM
e) Tipo de base do motor: rigida
f) Rolamentos do motor: LA: 6311 / LOA: 6311
g) Fabricante da bomba: HERO
h) Modelo da bomba: H125D

95
4.3.2.22 Bomba centrífuga de diesel S-500 #2
Figura 60 - Bomba centrífuga de diesel s-500 #2
A vigésima segunda bomba analisada foi uma das bombas utilizadas para
bombeamento de diesel s-500 dos tanques até a plataforma de carregamento da planta. O
conjunto moto-bomba conta com as seguintes especificações:
i) Modelo do motor: BUFALO
j) Potência nominal do motor: 30 CV
k) Frequência de rede do motor: 60 Hz
l) Rotação nominal do motor: 1760 RPM
m) Tipo de base do motor: rigida
n) Rolamentos do motor: LA: 6311 / LOA: 6311
o) Fabricante da bomba: HERO
p) Modelo da bomba: H125D

96
4.3.3 Manutenção preditiva das bombas
Para a análise de vibrações, o software DDS 2017 foi utilizado para a geração do
“vibration alarm report”, um reporte que indica níveis de falha distintos baseado na
norma ISO 10816.
O software DDS repesenta uma ferramenta de armazenamento e diagnóstico de
vibrações, permitindo ao usuário o trabalho com a conexão de sistemas de monitoramento
online e coletores de dados fisicos.
A utilização dos resultados visa analisar e avaliar a condição dos equipamentos
com base nos limites especificados de vibração destes equipamentos. A existencia de
vibração é normal e invevitável tratando-se de maquinas rotativas, a questão é o nível
desta vibração. A indicação dos resultados de vibração aqui analisados servem como base
para a identificação de falhas e possíveis melhorias nos planos de manutenção.
Os métodos empregados para diagnosticar o desempenho e vida da máquina são
confiáveis e podemos enxergar o método de análise de vibrações como uma efetiva
ferramenta para a melhoria contínua da manutenção.
Com a análise de vibrações, podemos identificar uma gama de problemas antes
que estes problemas resultem em falhas mais significantes. Alguns dos problemas
passíveis de identificação: Desbalanceamento, desalinhamento, folgas, defeitos em
rolamentos, ressonância, problemas em engrenagens, defeitos em acoplamentos,
batimentos e problemas elétricos.
A analise de vibrações foi implementada com a periodicidade semestral, de modo
que, a ordem de manutenção implique na verificação contínua dos equipamentos,
enfatizando o trabalho na prevenção de falhas.

97
4.3.4 Aquisição e interpretação de dados
A analise de vibrações é obtida em campo com o auxilio do equipamento Adash
A4900. Através deste equipamento, podemos analisar a condição de vibração dos
equipamentos com a posterior analise de dados.
Figura 61 - Equipamento ADASH utilizado.
Focaremos principalmente na obtenção dos dados e na analise dos resultados,
como dito anteriormente. A obtenção dos dados é fundamental para a confiabilidade do
resultado, sendo feito por pessoa capacitada para tal tarefa. Garantida a confiabilidade
nos dados obtidos, podemos utilizá-los para a verificação mais precisa possível da
condição dos equipamentos.

98
4.3.4.1 Obtenção dos dados em campo
A obetenção dos dados de velocidade e aceleração pode ser obtida com a conexão
do equipamento de medição ao equipamento rotativo. Priorizaremos os parâmetros RMS
(Root Mean square) para a aceleração e velocidade, este parâmetro é usual na análise de
vibrações pois consideramos o histórico temporal da onda, relacionando este valor com a
energia contida na onda e consequentemente com a gravidade da vibração.Desde a tela
inicial nós podemos visualizar alguma condição anormal de operação:
Figura 62 - Tela de visualização inicial do equipamento.
Desta forma, podemos facilmente obter alguns parâmetros usuais para uma
posterior avalição. Com a obtenção da velocidade – RMS (mm/s), por exemplo, em casos
de valores altos de acordo com o item 4.3.1 critério para limites de velocidade e
aceleração; pode-se estar observando um cenário de desbalanceamento, desalinhamento
ou folga de acoplamentos. Com a obtenção da aceleração – RMS (g) medida em
referencia à aceleração da gravidade pode-se estar observando um cenário de defeito do
rolamento, por exemplo, de acordo novamente com os valores descritos novamente no
item 4.3.1 deste texto.
Podemos utilizar os dados obtidos para a verificação e diganóstico dos rolamentos
e da transmissão destes equipamentos rotativos através de alguns outputs do equipamento

99
de medição. Programando o dispositivo para uma banda de passagem para a faixa de 0.5
kHz até 16 kHz podemos eliminar os efeitos de frequencias harmônicas da velocidade e
encontrar a aceleração demodulada (mm/s²). Esse parâmetro, como dito anteriormente no
item 4.3 é utilizado para a detecção de falhas de alta frequência, como por exemplo,
ressonância e falhas de rolamentos.
Figura 63 - Frequência demodulada
Outro parâmetro identifiado e usual é a temparatura de funcionamento do
equipamento. Este parâmetro pode nos indicar falhas como, por exemplo, falta de
lubrificação ou desgaste excessivo do mancal.
Figura 64 - Temperatura do equipamento medido.

100
4.3.4.2 Resultados e relatório gerencial
O relatório gerencial tem como objetivo identificar caso a caso as recomendações
para a prevenção contínua das falhas no equipamento com base no diagnóstico analisado.
Com o relatório gerencial, temos o diagnóstico da inspeção para cada bomba e a
capacidade de gerar recomendações especificas para cada um delas com base na condição.
Os resultados do estudo são apresentados abaixo. A análise considerou as quinze bombas
mais críticas para a operação, a fim de monitorar, neste primeiro momento, a condição
destes equipamentos:
Tabela 14: resultado da inspeção da bomba centrífuga de etanol hidratado #1.
Bomba Status
Bomba Centrifuga de Etanol Hidratado #1 A1
Diagnóstico Recomendações
Durante a análise de vibrações, foi detectada uma folga levemente excessiva nos mancais do motor da
bomba.
Recomenda-se o acompanhamento dos níveis de vibração da bomba e
substituição dos mancais na próxima inspeção de manutenção preventiva
Tabela 15: Análise da velocidade RMS da bomba centrífuga de etanol hidratado #1.
Dessa forma, a bomba centrífuga de etanol hidratado 1 se encontra em um cenário
de atenção A1 em virtude das folgas detectadas nos mancais. Para a próxima inspeção

101
mensal desta bomba uma programação para a substituição dos mancais será realizada
especificamente. Desta forma, A substituição da peça será feita em virtude da necessidade
operacional e não somente por indicação de fabricante. Posteriormente, um
acompanhamento da vibração deste equipamento deve validar a substituição do mancal.
Tabela 16: resultado da inspeção da bomba centrífuga de etanol hidratado #2.
Bomba Status
Bomba Centrifuga de Etanol Hidratado 2 OK
Diagnóstico Recomendações
Durante a análise de vibrações, observou-se uma condição normal de
operação do equipamento,
Recomenda-se a continuidade do plano atual de manutenção deste equipamento
Tabela 17: Análise da velocidade RMS da bomba centrífuga de etanol hidratado #1.
Em relação à bomba centrífuga de etanol hidratado #2, nenhuma condição
anormal de operação foi detectada na análise de vibrações. Desta forma, o plano de
manutenção será continuado sem alterações especificas a este equipamento neste
momento.
Tabela 18: resultado da inspeção da bomba de engrenagens #2.
Bomba Status
Bomba de engrenagem #2 OK
Diagnóstico Recomendações
Durante a análise de vibrações, observou-se uma condição normal de
operação do equipamento.
Recomenda-se a continuidade do plano atual de manutenção deste equipamento

102
Tabela 19: Análise da velocidade RMS da bomba de engrenagens #2.
Em relação à bomba de engrenagem #2, nenhuma condição anormal de operação
foi detectada na análise de vibrações. Desta forma, o plano de manutenção será
continuado sem alterações especificas a este equipamento neste momento.
Tabela 20: resultado da inspeção da bomba de engrenagens #4.
Bomba Status
Bomba de engrenagem #4 OK
Diagnóstico Recomendações
Durante a análise de vibrações, observou-se uma condição normal de
operação do equipamento.
Recomenda-se a continuidade do plano atual de manutenção deste equipamento
Tabela 21: Análise da velocidade RMS da bomba de engrenagens #4.
Em relação à bomba de engrenagem #4, nenhuma condição anormal de operação
foi detectada na análise de vibrações. Desta forma, o plano de manutenção será
continuado sem alterações especificas a este equipamento neste momento.

103
Tabela 22: Resultado da inspeção da bomba de engrenagens #7.
Bomba Status
Bomba de engrenagem #7 OK
Diagnóstico Recomendações
Durante a análise de vibrações, observou-se uma condição normal de
operação do equipamento.
Recomenda-se a continuidade do plano atual de manutenção deste equipamento
Tabela 23: Análise da velocidade RMS da bomba de engrenagens #7.
Em relação à bomba de engrenagem #7, nenhuma condição anormal de operação
foi detectada na análise de vibrações. Desta forma, o plano de manutenção será
continuado sem alterações especificas a este equipamento neste momento.
Tabela 24: Resultado da inspeção da bomba contrífuga de drenagem #1.
Bomba Status
Bomba centrífuga de drenagem #1 A2
Diagnóstico Recomendações
Durante a análise de vibrações alguns pontos críticos foram detectados:
Rolamento LOA apresentando defeito na pista interna; interferência (roçamento)
do rotor do motor. Possibilidade de barras quebradas e folgas excessivas por
desgaste no mancal.
Recomenda-se a programação da intervenção para substituição do motor e
do rolamento LOA. O plano de manutenção deste equipamento deve
ser reprogramado com paradas quinzenais para acompanhamento da
condição deste equipamento nos próximos meses.

104
Tabela 25: Análise da velocidade RMS da bomba centrífuga de drenagem #1.
A bomba centrífuga de drenagem #1 apresentou uma condição crítica de
funcionamento, alguns pontos monitorados apresentaram velocidade RMS muito acima
da normalidade operacional. O plano de manutenção deste equipamento foi alterado para
a intervenção imediata para a substituição do motor e do rolamento. As periodicidades
das intervenções mensais serão alteradas para quinze dias com o intuito de garantir a
observação sistemática deste equipamento nos próximos meses.
Tabela 26: Resultado da inspeção da bomba contrífuga de drenagem #2.
Bomba Status
Bomba centrífuga de drenagem #2 A1
Diagnóstico Recomendações
Durante a análise de vibrações alguns pontos críticos foram detectados:
desbalanceamento, desalinhamento no acoplamento e desbalanceamento na
bomba.
Recomenda-se a verificação das fases de alimentação do motor, efetuar o alinhamento do acoplamento e a
continuidade do acompanhamento do nível de vibração.

105
Tabela 27: Análise da velocidade RMS da bomba centrífuga de drenagem #2.
Em relação à bomba centrífuga de drenagem #2, alguns pontos apresentaram velocidade
RMS acima da normalidade operacional, indicando desalinhamento e desbalanceamento
(de fase e do rotor da bomba). O plano de manutenção foi alterado para a intervenção
imediata visando o alinhamento no acoplamento e verificação nas fases de alimentação
do motor.
Tabela 28: Resultado da inspeção da bomba contrífuga de incêndio #1.
Bomba Status
Bomba centrífuga de incêndio #1 A1
Diagnóstico Recomendações
Durante a análise de vibrações alguns pontos críticos foram detectados:
desbalanceamento no rotor do motor.
Recomenda-se o alinhamento no acoplamento do motor.

106
Tabela 29: Análise da velocidade RMS da bomba centrífuga de incêndio #1.
Em relação à bomba centrífuga de incêndio #1, temos um equipamento de
criticidade elevada em consideração à utilização dentro da planta. A bomba pressuriza o
sistema de combate à incêndio é uma falha deste equipamento na necessidade de
utilização pode ter consequências catastróficas. Pela análise de vibração, um dos pontos
apresentou uma velocidade RMS fora da normalidade operacional e alguns outros pontos
detectaram velocidades alarmantes. Uma intervenção para alinhamento e balanceamento
no motor será programada.

107
Tabela 30: Resultado da inspeção da bomba contrífuga de incêndio #2.
Tabela 31: Análise da velocidade RMS da bomba centrífuga de incêndio #2.
Em relação à bomba centrífuga de incêndio #2, foi detectado um desalinhamento
no acoplamento da bomba com o motor. A criticidade deste desalinhamento pode ser
percebida pela medição da velocidade RMS fora da normalidade operacional em alguns
pontos. O plano de manutenção não deve ser alterado neste caso, porém, é necessário
garantir o alinhamento na próxima parada programada.
Tabela 32: Resultado da inspeção da bomba contrífuga de incêndio #3.
Bomba Status
Bomba centrífuga de incêndio #3 OK
Diagnóstico Recomendações
Durante a análise de vibrações o equipamento apresentou condição de
funcionamento dentro na normalidade.
Recomenda-se que o plano de manutenção seja mantido.

108
Tabela 33: Análise da velocidade RMS da bomba centrífuga de incêndio #3.
A moto bomba de incêndio #3 não apresentou pontos críticos na análise de
vibração. Desta forma, a continuidade do plano de manutenção preventiva deve acontecer
dentro da normalidade programada. Nenhuma parada extra precisa ser programada de
modo a otimizar o número de paradas não programadas.
Tabela 34: Resultado da inspeção da bomba contrífuga de Biodiesel #1.
Bomba Status
Bomba centrífuga de Biodiesel #1 A1
Diagnóstico Recomendações
Durante a análise de vibrações o equipamento apresentou alguns pontos
críticos: motor apresentou desbalanceamento de fases e o
acoplamento do motor com o rotor apresentou desalinhamento
Recomenda-se na próxima inspeção mensal do equipamento seja avaliada as fases de alimentação do motor e que se efetue o alinhamento do acoplamento
entre o motor e a bomba.
Tabela 35: Análise da velocidade RMS da bomba centrífuga de Biodiesel #1.

109
Em relação à bomba de Biodiesel #1, alguns pontos apresentaram valores fora da
normalidade operacional. Por se tratar de um produto critico (dificuldade de manutenção,
corrosão e mistura com outros produtos) o plano de manutenção foi modificado de forma
que a intervenção semestral fosse adiantada para a revisão do acoplamento e das fases de
alimentação.
Este equipamento apresenta criticidade em relação a operação da planta. Todos os
produtos de Diesel S-500/S-10 B são compostos com Biodiesel, na prática, esta bomba é
utilizada no carregamento de 53% dos carregamentos realizados na planta.
Tabela 36: Resultado da inspeção da bomba contrífuga de Biodiesel #2.
Bomba Status
Bomba centrífuga de Biodiesel #2 A1
Diagnóstico Recomendações
Durante a análise de vibrações o equipamento apresentou alguns pontos
críticos: Motor apresentou desbalanceamento de fases, rolamento
com defeito na pista externa, folga radial no mancal e um leve desbalanceamento
no rotor da bomba.
Recomenda-se instaurar uma ordem de manutenção para o acompanhamento dos níveis de vibração da bomba, troca
do rolamento e verificação da alimentação da bomba.
Tabela 37: Análise da velocidade RMS da bomba centrífuga de Biodiesel #2.
Em relação à bomba centrífuga de Biodiesel #2, nenhum dos pontos monitorados
ficou fora dos valores de normalidade operacional, porém, o cenário é classificado como
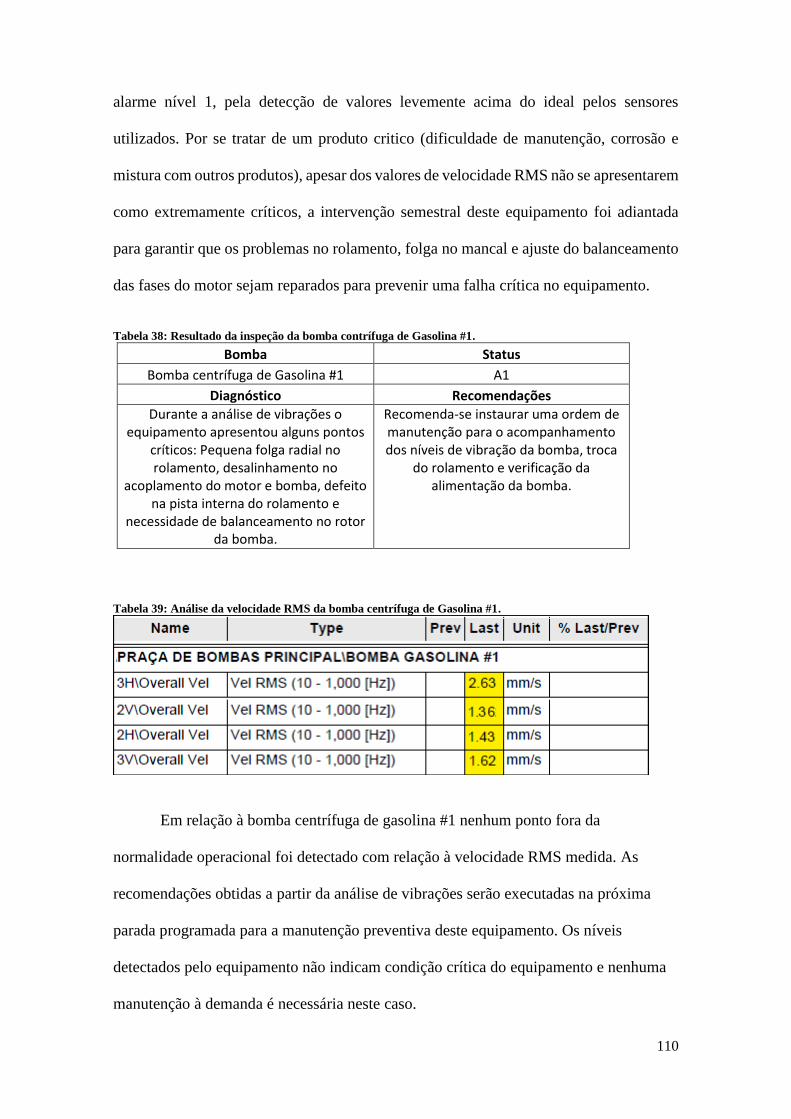
110
alarme nível 1, pela detecção de valores levemente acima do ideal pelos sensores
utilizados. Por se tratar de um produto critico (dificuldade de manutenção, corrosão e
mistura com outros produtos), apesar dos valores de velocidade RMS não se apresentarem
como extremamente críticos, a intervenção semestral deste equipamento foi adiantada
para garantir que os problemas no rolamento, folga no mancal e ajuste do balanceamento
das fases do motor sejam reparados para prevenir uma falha crítica no equipamento.
Tabela 38: Resultado da inspeção da bomba contrífuga de Gasolina #1.
Bomba Status
Bomba centrífuga de Gasolina #1 A1
Diagnóstico Recomendações
Durante a análise de vibrações o equipamento apresentou alguns pontos
críticos: Pequena folga radial no rolamento, desalinhamento no
acoplamento do motor e bomba, defeito na pista interna do rolamento e
necessidade de balanceamento no rotor da bomba.
Recomenda-se instaurar uma ordem de manutenção para o acompanhamento dos níveis de vibração da bomba, troca
do rolamento e verificação da alimentação da bomba.
Tabela 39: Análise da velocidade RMS da bomba centrífuga de Gasolina #1.
Em relação à bomba centrífuga de gasolina #1 nenhum ponto fora da
normalidade operacional foi detectado com relação à velocidade RMS medida. As
recomendações obtidas a partir da análise de vibrações serão executadas na próxima
parada programada para a manutenção preventiva deste equipamento. Os níveis
detectados pelo equipamento não indicam condição crítica do equipamento e nenhuma
manutenção à demanda é necessária neste caso.

111
Tabela 40: Resultado da inspeção da bomba contrífuga de Gasolina #2.
Bomba Status
Bomba centrífuga de Gasolina #2 OK
Diagnóstico Recomendações
Durante a análise de vibrações o equipamento não apresentou pontos
críticos.
Recomenda-se a continuidade do plano de manutenção preventiva deste
equipamento.
Tabela 41: Análise da velocidade RMS da bomba centrífuga de Gasolina #2.
Em relação à bomba centrífuga de gasolina #2, nenhum ponto crítico foi
detectado em função da análise de vibrações, desta forma, as recomendações indicam a
continuidade do plano de manutenção para este equipamento.
Tabela 42: Resultado da inspeção da bomba contrífuga de Diesel S-500 #2.
Bomba Status
Bomba centrífuga de Diesel s-500 #2 OK
Diagnóstico Recomendações
Durante a análise de vibrações o equipamento não apresentou pontos
críticos.
Recomenda-se a continuidade do plano de manutenção preventiva deste
equipamento.
Tabela 43: Análise da velocidade RMS da bomba centrífuga de Diesel S-500#2.

112
Em relação à bomba centrífuga de Diesel S-500 #2, nenhum ponto crítico foi
detectado em função da análise de vibrações, desta forma, as recomendações indicam a
continuidade do plano de manutenção para este equipamento.
4.3.4.3 Análise melhoria da manutenção
O objetivo deste item é analisar os resultados e problemas detectados durante a
análise de vibração realizada nas bombas da planta. Todas as análises individuais nos
equipamentos geraram recomendações técnicas para intervenções futuras nos
equipamentos com o objetivo de evitar falhas futuras.
Essas recomendações ditam a gravidade e urgência de intervenção de acordo
coma severidade da condição do equipamento e também da importância operacional do
equipamento analisado.
Os resultados obtidos nesta análise de vibrações foram utilizados como
ferramenta motriz para o primeiro ciclo PDCA em busca da melhoria contínua da
manutenção. O escopo do plano de manutenção, em um primeiro momento era
padronizado de modo a garantir intervenções sistemáticas em períodos fixos: mensal,
trimestral, semestral e anual. Porém, cada equipamento está inserido em um contexto
único em função da diferença de variáveis presentes na operação destes, como por
exemplo: produto de bombeio, tempo de operação, idade do equipamento, criticidade da
operação e etc. Deste modo, é interessante ajustar essa periodicidade das ordens de
manutenção de acordo com a realidade de cada um destes equipamentos, conforme
mostrado nos comentários do item 4.3.4.2 Resultados e relatório gerencial.
Outra análise retirada deste estudo é a análise das falhas mais recorrentes e a
utilização desta como ferramenta para a melhoria do plano de manutenção. Utilizando

113
um diagrama de Pareto, podemos identificar que a maioria das falhas estão associada
aos mesmos problemas:
Figura 65 - Diagrama de Pareto – Falhas nas bombas.
Podemos observar que cerca de 80% da quantidade de falhas detectadas são
referentes a somente três problemas, folga radial, desalinhamento no acoplamento entre
a bomba e o motor e desbalanceamento da bomba. Desta forma, podemos utilizar
novamente o ciclo PDCA com o planejamento de intervenções e ou inspeções
especificas com foco nestas falhas. A intenção, neste caso, é focar esforços e planejar a
manutenção para prevenção das falhas mais recorrentes na operação.
A folga radial é a medida relativa à qual o anel de rolamento pode se
movimentar em relação ao outro no sentido radial. O interesse é garantir que a folga
operacional esteja dentro da tolerância, porém, para garantir uma folga operacional,
precisamos ter cuidado na montagem deste equipamento.

114
Desta forma, a melhoria no plano de manutenção é a preocupação com a folga
inicial e as considerações de pré-carregamento do mancal.
As melhorias para a falha de desalinhamento no acoplamento do motor com a
bomba também necessitam de ajustes na montagem destes equipamentos. É crucial que
exista um procedimento claro para a realização do correto alinhamento entre o motor e a
bomba, pois desalinhamento pode servir de causa para falhas críticas como desgastes,
esforços excessivos em mancais e vibração.
Desta forma, a atenção ao correto alinhamento, assim como a utilização e
verificação dos acoplamentos são fundamentais para garantir um alinhamento
satisfatório.
As instruções de manutenção foram modificadas para garantir o alinhamento
utilizando equipamento para alinhamento à laser.
O Balanceamento é crítico para o pleno funcionamento das maquinas rotativas,
de maneira resumida, a análise de vibrações preventiva pode indicar problemas neste
sentido antes que o desbalanceamento esteja excessivamente crítico. De maneira
corretiva, ações de balanceamento em campo serão implementados.

115
5. Conclusão
Com este texto, concluímos que o devido gerenciamento da manutenção tem um
carácter imprescindível na operação da planta. O bom gerenciamento e consequente
planejamento da manutenção nos permite atender de maneira mais eficiente a operação.
A melhoria contínua buscada pela utilização do ciclo PDCA se mostrou um
excelente resultado prático da ferramenta, influenciando positivamente a manutenção da
planta. Com a filosofia da melhoria continua, muita energia antes gasta para resolver
problemas já existentes é agora utilizada na prevenção destes e para a realização de
outras tarefas que ficavam comprometidas em função da falta de tempo.
Os estudos de caso se mostraram úteis para a melhoria do plano de manutenção,
pois otimizaram as intervenções em função de dados coletados na prática e forneceram
um norte para a manutenção preventiva dos equipamentos correspondentes.
Em relação ao estudo de caso I, a técnica de análise termográfica utilizada se
mostrou efetiva para a detecção de falhas em estágios iniciais, capacitando, através dos
resultados, uma inspeção mais detalhada no equipamento. A percepção antecipada
dessas falhas (em criticidade e localização) nortearam o direcionamento imediato da
manutenção nestes equipamentos, tornando as instruções de manutenção mais precisas.
A utilização dos resultados da análise em conjunto com a metodologia RCM
melhorou a percepção de confiabilidade destes equipamentos e impactou positivamente
no número de paradas não programadas na operação. Com o cruzamento dos dados
obtidos pela análise termográfica com a metodologia, identificamos quais falhas eram
mais recorrentes e quais falhas eram mais críticas à operação. Desta forma,
identificamos quais pontos eram prioritários, ajustando o plano de manutenção da

116
maneira mais eficiente possível. Este direcionamento se mostrou positivo tanto
financeiramente quanto operacionalmente.
A melhoria da manutenção obtida pela análise termográfica ficou limitada, neste
primeiro momento, mais em relação a periodicidade das ordens de manutenção do que
das instruções propriamente ditas, ou seja, buscou-se realizar majoritariamente a
modificação do “quando realizar” a manutenção do que do “como realizar” a
manutenção destes equipamentos.
Posteriormente, esses dados podem ser utilizados para a modificações mais
especificas nas instruções de manutenção: técnicas para inspeção nas conexões,
verificação da temperatura de operação, medições de resistência elétrica, por exemplo.
Em relação ao estudo de caso II, o procedimento implementado se mostrou,
inicialmente uma boa prática para o início do gerenciamento da manutenção nas
tubulações da planta. Efetivamente, a medição de espessura se mostrou uma técnica
simples, mas que pode detectar desgaste ou corrosão no equipamento.
Outro ponto importante deste procedimento é justamente criar uma instrução de
manutenção para testes de pressão nas tubulações que seja pautado por norma, visando a
segurança operacional da tubulação.
O estudo executado limitou-se a implementar, neste primeiro momento, a
compilação em um único procedimento local das instruções de manutenção para o
gerenciamento do plano de manutenção e consequentemente a implantação inicial de
um plano de manutenção preventiva nestes equipamentos.

117
Deste modo, é interessante pensar na melhoria destes planos com a geração de
um ciclo PDCA. Observa-se um campo significativo de melhorias possíveis a partir dos
resultados que serão obtidos com as ordens geradas.
Em relação ao estudo de caso III, a análise de vibração dos equipamentos nos
permitiu identificar singularmente as ações necessárias em cada um dos equipamentos.
Utilizando critérios definidos de acordo com a norma ISO 10816, estipulamos o nível
de vibração adequado para cada equipamento.
Durante a análise, identificamos pontos específicos de cada equipamento, assim,
podemos observar localmente o comportamento dinâmico de cada conjunto moto-
bomba, o que nos permitiu gerar um relatório gerencial especifico, norteando ações
necessárias de maneira individual.
Dado o relatório, modificamos o plano de manutenção, traçando um diagrama de
Pareto, para atender as demandas existentes, buscando melhorar continuamente a
operação destes equipamentos.
O diagrama de Pareto serviu como compilação dos resultados apresentados pela
análise de vibração, mostrando quais falhas eram mais recorrentes e servindo também
como norte para os ajustes no plano de manutenção. Observamos que 77% das falhas
eram vinculadas a três problemas. Desta forma, os ajustes buscaram tornar o plano de
manutenção mais efetivo.
O estudo limitou-se a análise e interpretação dos resultados obtidos em uma
única análise de vibrações, o objetivo é realizar trimestralmente esta análise, de modo a
gerar um acompanhamento contínuo em relação ao histórico de cada equipamento.

118
Outro ponto de interesse, é um posterior estudo para garantir quantitativamente a
melhoria gerada pelo alinhamento à laser no acoplamento entre a bomba e o motor. É
percebido qualitativamente um ganho neste sentido, porém, a confirmação neste sentido
seria interessante.
De um modo geral, podemos esperar possíveis modificações como outputs das
análises de vibrações trimestrais. O objetivo é refletir sobre a efetividade do plano em
cada um destes momentos, garantindo que as ações tomadas sejam as melhores
possíveis em cada momento.

119
6. Referências Bibliográficas
ALMEIDA, Márcio Tadeu de. Manutenção Preditiva: Confiabilidade e Qualidade.
Itajubá: 2000. 3 p. Disponível em: <http://www.mtaev.com.br/download/mnt1.pdf>.
Acesso em: 15 nov. 2017.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da Produção. São Paulo:
Atlas, 2002. 645 p.
XENOS, HARILAUS. Gerenciando a manutenção produtiva. 2. ed. [s.l.]: FALCONI
Editora, 2014.
FOGLIATTO, FLAVIO. Manutenção e Confiabilidade. In: [s.l.: s.n., s.d.].
BARBETTA, PEDRO ALBERTA, REIS, MARCELO MENEZES, BORNIA,
ANTONIO CEZAR. Estatística para Cursos de Engenharia e Informática. 3. ed. [s.l.]:
Editora Atlas, 2010.
GARRIDO, RENAN LOMBARDO FERREIRA. CONFIABILIDADE E
MANUTENCAO: UM ESTUDO SOBRE A TECNICA DA FMEA. Undergraduate,
UFRJ, 2017.
ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15280-1: Dutos
terrestres – parte 1: projeto. Rio de Janeiro, 2009.
TOLEDO, JOSE CARLOS DEAMARAL, DANIEL CAPALDO. FMEA - Análise do
Tipo e Efeito de Falha. In: [s.l.: s.n., s.d.