ANÁLISE DE DESEMPENHO DE UMA COLUNA INDUSTRIAL...
196
ANÁLISE DE DESEMPENHO DE UMA COLUNA INDUSTRIAL COM RECHEIOS ESTRUTURADOS Glaucia Alves da Silva Torres Tese submetida ao Corpo Docente do Curso de Pós-Graduação em Tecnologia de Processos Químicos e Bioquímicos da Escola de Química da Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários para a obtenção do grau de Mestre em Ciências. Aprovada por: ___________________________________ Eliôni M. de Arruda Nicolaiewsky, D.Sc. (orientador – presidente da banca) ______________________________________ Silvia Maria Cruzeiro da Silva , D.Sc. ________________________________________ Jorge Navaes Caldas, D. Sc. ________________________________________ Washington de Oliveira Geraldelli, Ph.D. Rio de Janeiro, RJ - Brasil Agosto de 2007
Transcript of ANÁLISE DE DESEMPENHO DE UMA COLUNA INDUSTRIAL...

ANÁLISE DE DESEMPENHO DE UMA COLUNA INDUSTRIAL COM RECHEIOS ESTRUTURADOS
Glaucia Alves da Silva Torres
Tese submetida ao Corpo Docente do Curso de Pós-Graduação em Tecnologia
de Processos Químicos e Bioquímicos da Escola de Química da Universidade
Federal do Rio de Janeiro, como parte dos requisitos necessários para a
obtenção do grau de Mestre em Ciências.
Aprovada por:
___________________________________ Eliôni M. de Arruda Nicolaiewsky, D.Sc.
(orientador – presidente da banca)
______________________________________
Silvia Maria Cruzeiro da Silva , D.Sc.
________________________________________
Jorge Navaes Caldas, D. Sc.
________________________________________
Washington de Oliveira Geraldelli, Ph.D.
Rio de Janeiro, RJ - Brasil
Agosto de 2007

ii
Torres, Glaucia Alves da Silva.
Análise de desempenho de uma coluna industrial com recheios estruturados/
Glaucia Alves da Silva Torres. Rio de Janeiro: UFRJ/EQ, 2007.
xv, 181 p.; il.
(Dissertação) – Universidade Federal do Rio de Janeiro, Escola de Química,
2007. Orientador: Eliôni Maria de Arruda Nicolaiewsky
1. Recheios Estruturados. 2. HETP. 3. Revamps. 4. Tese. (Mestrado –
UFRJ/EQ). 5. Eliôni Maria de Arruda Nicolaiewsky. I. Análise de desempenho
de uma coluna industrial com recheios estruturados.

iii
“Eu vos digo: é preciso ter ainda caos dentro de si,
para poder dar à luz uma estrela dançante”
Nietzsche

iv
AGRADECIMENTOS
Agradeço à Deus, pelas oportunidades de aprendizado e crescimento pessoal
surgidas no período do mestrado. Aos meus filhos Caetano e Frederico, pelo
incentivo e apoio. Um agradecimento especial ao Caetano, cujas constantes
cobranças, não me permitiram desistir da tarefa. À Eliôni, pela sua maneira
especial de orientação, amizade e estímulo, acreditando na minha capacidade
de realização do trabalho. Ao Luiz Cláudio, cujas longas conversas me deram
suporte técnico na tomada de decisões, além de seu ombro amigo. Ao Daniel,
pelas suas aulas, contribuição especial na manutenção do meu equilíbrio
emocional. À Sílvia, pelas discussões que foram fundamentais para condução
das simulações. Às minhas irmãs Gisélia, Gerluce, Gerlane e Giselda, pelo
constante estímulo. Ao Aldemir, que ajudou a colocar a cereja no bolo. À
Margarida, pelo suporte e incentivo. À PETROBRAS, por propiciar a liberação
do tempo de trabalho necessário à realização do mestrado. À equipe da
LUBNOR pelo apoio dado na coleta de informações desse trabalho.

v
Resumo da Tese de Mestrado apresentada ao Curso de Pós-Graduação em Tecnologia de Processos Químicos e Bioquímicos da Escola de Química/UFRJ como parte dos requisitos necessários para obtenção do grau de Mestre em Ciências, com ênfase na área de Petróleo e Gás Natural.
ANÁLISE DE DESEMPENHO DE UMA COLUNA INDUSTRIAL COM RECHEIOS ESTRUTURADOS
Glaucia Alves da Silva Torres
Agosto, 2007
Orientador: Profa. Eliôni Maria de Arruda Nicolaiewsky O principal objetivo do presente trabalho foi o de estimar o HETP (Altura Equivalente ao Prato
Teórico) e analisar o desempenho após revamp de uma Unidade de Destilação a Vácuo da
LUBNOR, que processa petróleos pesados a fim de produzir óleos lubrificantes naftênicos.
Nessa revamp, foi instalada uma nova torre de destilação formada por diversos leitos
compostos por recheios estruturados Mellapak da SULZER, exceto na região de
sobrevaporizado, formada por recheios randômicos e a região de retificação de fundo, formada
por pratos perfurados. A torre de vácuo da LUBNOR foi escolhida para servir de base aos
estudos de estimativa de eficiência dos recheios estruturados em unidade industrial pelos
seguintes motivos: a) ter sido projetada com critérios bem determinados; b) ser bem
instrumentada; c) poder processar petróleos puros, permitindo assim uma simulação mais
representativa; d) possuir vários leitos de fracionamento; e e) operar em diversas campanhas
que leva a coluna a trabalhar em várias condições de vazões de líquido e de vapor. Após os
testes de carga máxima, com dois tipos diferentes de petróleo, as amostras foram analisadas e
os resultados desses ensaios foram utilizados no simulador de processo - PETROX, programa
proprietário da Petrobras para cálculo de colunas de destilação, entre outros equipamentos. O
HETP assim calculado foi comparado ao do projeto da coluna (dados do fabricante) e também
ao valor obtido pelo uso de correlações existentes na literatura [Bravo, Rocha e Fair, (1993,
1996) e Olujić et al., (2004)].
Os resultados deste trabalho indicaram que os dados de HETP, estimados através de plantas
piloto, por entidades de pesquisa e fabricantes, utilizando misturas binárias tipo o/p-xileno, em
condição de vácuo e refluxo total, são bastante razoáveis para uso em torres de destilação de
petróleo em escala industrial. Um outro fato ressaltado no presente trabalho é da grande
influência dos internos associados aos leitos recheados, especialmente os distribuidores de
líquido, no desempenho dos recheios. O trabalho também identificou a necessidade de
desenvolvimento de correlações mais representativas para cálculo de viscosidades para cortes
de petróleos muito viscosos, como foi o caso do Petróleo B usado nos testes experimentais.

vi
Abstract of a Thesis presented to Curso de Pós-Graduação em Tecnologia de Processos Químicos e Bioquímicos - EQ/UFRJ as partial fulfillment of the requirements for the degree of Master of Science.
PERFORMANCE ANALYSIS OF A STRUCTURED PACKING
INDUSTRIAL COLUMN
Glaucia Alves da Silva Torres
Agosto, 2007
Supervisor: Profa. Eliôni Maria de Arruda Nicolaiewsky Abstract
The main objective of the present work is the evaluation of HETP (Height Equivalent to
Theoretical Plate) and to analyze the after-revamp performance of a structured packing column
in LUBNOR vacuum distillation unit, which processes heavy crude oils in order to produce lube
naphtenic oils. In that revamp, the column internals have been replaced by SULZER (Mellapak
Structured Packing), except in the bottom rectification section where the perforated plates have
been used. LUBNOR vacuum tower was chosen to be tested for efficiency evaluation due to the
following reasons: a) it has been designed after certain determined criteria; b) it is well equipped
concerning instrumentation; c) it can process pure crude oils, allowing more accurate simulation
results; d) it has various packed fractionating beds and e) can operate at different liquid and
vapor flow rate conditions. After the maximum loading tests, with two different types of crude oil,
the samples were taken and sent to analysis. The curves obtained were then used in PETROX,
a Petrobras simulator for distillation column design. HETP thus calculated was then compared
to the design value (vendor’s claim) and also to the value obtained by using the correlations
proposed in the literature for HETP evaluation [Bravo, Rocha and Fair, (1993, 1996) and Olujić
et al., (2004)]. The results have indicated that HETP values, estimated from pilot distillation
plants, by research groups and manufacturers, using binary mixtures of o/p xylenes, in total
reflux conditions and operating in vacuum conditions, are adequate to be used in crude oil
industrial scale distillation columns. Another result from the present work was the great effect of
internals associated with the packing, mainly liquid distributors, in column performance. In
addition, it has been concluded that more representative correlations for crude oils viscosity
should be developed for highly viscous oils, as Petroleum B used in the present survey.

vii
ÍNDICE
Capítulo I. Introdução .......................................................................................1
Capítulo II. Revisão Bibliográfica ....................................................................7
II.1. Revisão Bibliográfica ...................................................................................7
II.1.1. Desempenho de recheios estruturados ..................................................12
II.1.2. Influência da Tensão Superficial no desempenho dos Recheios ...........23
II.1.3. Distribuição de Líquido ...........................................................................26
II.2. Modificações de Projeto (Revamps) ..........................................................30
II.2.1. Levantamento de dados das torres da PETROBRAS ............................36
Capítulo III – Materiais e Métodos .................................................................47
III.1. Descrição da Unidade de Destilação da LUBNOR ...................................47
III.2. Dados atuais da Torre de Vácuo da LUBNOR .........................................50
III.3. Etapas do estudo de determinação do HETP dos recheios
estruturados da torre de vácuo da LUBNOR .........................................51
III.4. Avaliação da Tensão Superficial ..............................................................56
Capítulo IV. Simulação no PETROX ..............................................................61
IV.1. Características principais do simulador de processo PETROX ...............61
IV.2. Simulação da Unidade de Destilação a Vácuo ........................................61
IV.3. Escolha dos componentes chave-leve e chave-pesado ..........................72
Capítulo V. Análise dos Resultados de HETP ..............................................75
Capítulo VI. Conclusões e Sugestões ...........................................................84
Capítulo VII. Referências Bibliográficas .......................................................88
Anexo I. Testes Experimentais na Unidade de Vácuo da LUBNOR............98
A.I.1. Planejamento dos Testes de Desempenho e de Carga Máxima ............98
A.I.2. Realização do Teste ................................................................................98

viii
A.I.3. Rendimentos de Produtos .....................................................................102
A.I.4. Torre de Destilação a Vácuo .................................................................103
A.I.5. Consumo de Utilidades .........................................................................104
A.I.6. Conclusões Parciais do Teste de Carga Máxima ..................................105
Anexo II. Relatórios de Saída da Avaliação dos Recheios pelo
SULPAK ...............................................................................................107
Anexo III. Resultados das Simulações .......................................................109
A.III.1. Relatório de Saída do PETROX para o caso do Petróleo A ...............109
A.III.2. Relatório de Saída do PETROX para o caso do Petróleo B ...............127
Anexo IV. Equações dos Métodos Teóricos de HETP e
Memória de Cálculo............................................................................143
A.IV.1. HETP através de Modelos de Transferência de Massa Teóricos .......143
A.IV.1.1. Modelo de Rocha, Bravo & Fair (1993, 1996) ..................................144
A.IV.1.2. Modelo de Olujić e colaboradores (2004) ........................................149
A.IV.1.3. Estimativa das Difusividades das Fases Líquida e Vapor ...............157
A.IV.2. Resultados dos Modelos Teóricos de Transferência de Massa .........158
Anexo V. Procedimento para Escolha de Recheios ..................................170
Anexo VI. Métodos de Análise .....................................................................176
A.VI.1. Destilação ASTM D 6352 ............................................................... ....176
A.VI.2. Destilação ASTM D 86 .......................................................................178
A.VI.3. Densidade ASTM D 1298....................................................................180
Lista de Figuras ...............................................................................................ix
Lista de Tabelas ...............................................................................................xi
Glossário .........................................................................................................xv

ix
Lista de Figuras
II.1.1. Perspectivas futuras para os recheios estruturados ...............................17
II.1.2. Ilustração esquemática da estrutura dos recheios da série “M”,
indicando os parâmetros geométricos manipulados ..............................19
II.1.3. Fotografia ilustrando as curvas existentes na parte inferior
das corrugações dos recheios tipo B1 da Montz, com e sem
perfurações ............................................................................................19
II.1.4. Fotografia do novo recheio Raschig Super-Pak e gráfico
mostrando a curva de HETP versus fator Fs .........................................20
II.2.1. Desenho esquemático da torre de vácuo antes e após modificações de
projeto (revamps), destacando a mudança de diâmetro na seção de topo
e o aumento na altura da coluna ............................................................34
II.2.2. Foto ilustrativa de coletor tipo “calha Chevron” ......................................35
II.2.3. Esquema simplificado de uma unidade de destilação de petróleo..........38
II.2.4. Distribuidor de líquido do tipo aspersores ...............................................43
II.2.5. Esquema da torre de vácuo da REPAR atual e futura ...........................46
III.1.1. Fotos do recheio estruturado ISP da NORTON .....................................47
III.1.2. Representação esquemática dos internos da torre de destilação a
vácuo e torres retificadoras laterais da LUBNOR ..................................50
III.4.1. Foto do Tensiômetro Kruss K100SF do LADEQ utilizado para
medição da tensão superficial dos destilados naftênicos pelo
método da placa .....................................................................................57
IV.2.1. Diagrama de blocos da simulação da unidade ......................................62
IV.2.2. Dados de destilação PEV do Petróleo A, BDAP e resultado do
Simulador ...............................................................................................64
IV.2.3. Dados de destilação PEV do Petróleo B, BDAP e resultado do
Simulador ..............................................................................................65
IV.2.4. Esquema comparativo entre internos da torre de vácuo da LUBNOR e o
número de estágios teóricos adotados na simulação ............................66
V.1. Detalhe da posição relativa dos internos na região dos leitos 4,
5 e 6 da torre de vácuo da LUBNOR ....................................................82
A.IV.1.Fluxo do filme líquido na superfície do elemento de
um recheio estruturado [Rocha, Bravo & Fair (1993)] ..........................147
x
A.IV.2. Ilustração geométrica dos elementos de recheio corrugado
no leito[Olujić et al. (1999)] ..................................................................149
A.IV.3. Geometria básica e dimensões do canal triangular do
recheio estruturado [Olujić et al. (1999)] ..............................................150
A.V.1. Exemplos de gráficos de desempenho apresentados nos catálogos fornecidos pela SULZER .....................................................174
xi
Lista de Tabelas
II.1.1.A Destilação e o seu futuro (Fair, 1987) .................................................11
II.2.1.Levantamento das aplicações de Mellapak em torres industriais ............32
II.2.2.Cronograma de implementação das modificações nas torres de
vácuo da PETROBRAS no período de 1983-85....................................39
II.2.3.Resumo das condições de operação das zonas de vaporização das torres
de vácuo antes e depois do PROMIRV ..................................................41
II.2.4.Resumo dos ganhos com as modificações em termos de
índice de produção de óleo combustível ................................................41
II.2.5.Resumo das modificações realizadas nos internos de algumas
torres da PETROBRAS ..........................................................................42
II.2.6.Torres de vácuo da PETROBRAS que utilizam recheios estruturados ...44
III.1.1.Configuração dos internos da torre de vácuo da LUBNOR (2001) .........48
III.2.1.Configuração dos internos da torre de vácuo da LUBNOR (2005) .........51
III.3.1.Valores de REPE e REPRO do método de destilação
ASTM D 86 .............................................................................................53
III.3.2.REPE e REPRO de temperaturas em função da percentagem
recuperada usando uma coluna de fase estacionária a 100% de
dimetilpolysiloxan ...................................................................................54
III.3.3.Valores de GAP5 ASTM D 86 para os cortes destilados da LUBNOR ...55
III.4.1.Resultados experimentais de tensão superficial .....................................58
III.4.2.Comparação entre os resultados de tensão superficial experimentais e
gerados no simulador PETROX .............................................................58
III.4.3.Valores de HETP (m) determinados considerando-se uma
variação de 10 e 20% no valor da tensão superficial do caso base ......59
III.4.4.Perfil de variação da tensão superficial e viscosidades ao longo da torre
de vácuo da LUBNOR, para o Petróleo A ..............................................60
III.4.5.Perfil de variação da tensão superficial e viscosidades ao longo
da torre de vácuo da LUBNOR, para o Petróleo B ................................60
IV.2.1.Resultados de densidade 20/4 °C dos Petróleos A e B .........................64
IV.2.2.Resultados comparativos das vazões dos casos de estudo e dados de
simulação ...............................................................................................67
xii
IV.2.3.Tabela comparativa de vazões encontradas nas simulações e
testes de campo .....................................................................................68
IV.2.4.Tabela comparativa de densidades dos produtos
encontradas nas simulações e testes de campo ...................................69
IV.2.5.Perfil de temperaturas encontrados nas simulações e
testes experimentais ..............................................................................69
IV.2.6.Resultados comparativos de destilações experimentais e
resultados da simulação dos produtos do Petróleo A ............................70
IV.2.7.Resultados comparativos de destilações experimentais e
resultados da simulação dos produtos do Petróleo B ............................71
IV.3.1.Relação dos pseudo-componentes, chave-leve e chave-pesado,
suas frações molares, no topo e fundo, de cada leito analisado
da torre de vácuo da LUBNOR para o Petróleo A .................................72
IV.3.2.Relação dos pseudo-componentes chave-leve e chave-pesado
e suas frações molares no topo e fundo de cada leito analisado da
torre de vácuo da LUBNOR para o Petróleo B .....................................73
IV.3.3.Representação dos pares pseudo-binários para os diversos
leitos da torre de destilação a vácuo para os Petróleos A e B ..............74
V.1. Resumo das características dos leitos avaliados neste estudo ................75
V.2. Fatores de equivalência de eficiência dos recheios da série
Mellapak da Sulzer, Carvalho e colaboradores.(2007) ..........................76
V.3. Resultados de HETP calculados pelos modelos teóricos, projeto
(SULZER) e resultantes da simulação do PETROX ..............................77
V.4 Apresentação de alguns parâmetros de cálculos do HETP de
recheios estruturados usando os métodos teóricos de DELFT (2004)
e BRF (1993,1996), para o Petróleo B .................................................78
V.5. Apresentação de alguns parâmetros de cálculos do HETP de
recheios estruturados usando os métodos teóricos de DELFT (2004)
e BRF (1993,1996), para o Petróleo A ...................................................78
V.6. Perfil de temperaturas radiais ao longo da coluna de destilação a
vácuo da LUBNOR .................................................................................80
V.7. Resultados de Cs nos recheios da torre de vácuo da LUBNOR ...............83
A.I.1. Resultados analíticos do amostrão de 21/08 às 20:00h .........................99
xiii
A.I.2. Resultados analíticos do amostrão de 25 de Agosto às 15h50min ......101
A.I.3. Rendimentos previstos e obtidos no teste de carga máxima da UVAC
para os dois petróleos processados .....................................................103
A.I.4.Variáveis operacionais da torre de destilação no teste de
carga máxima (obtido x projeto) ...........................................................104
A.I.5.Teor de cloreto no condensado do sistema de topo ..............................104
A.I.6.Dados do sistema de água de refrigeração no teste de carga
máxima x projeto ..................................................................................105
A.II.1.Resultados da avaliação dos leitos da torre de vácuo
da LUBNOR usando o programa de avaliação da SULZER –
SULPAK, Petróleo A ............................................................................107
A.II.2.Resultados da avaliação dos leitos da torre de vácuo
da LUBNOR usando o programa de avaliação da SULZER –
SULPAK, Petróleo B ............................................................................107
A.II.3.Resultados da avaliação dos leitos da torre de vácuo
da LUBNOR usando o programa de avaliação da SULZER –
SULPAK, Petróleo A – projeto .............................................................108
A.II.4.Resultados da avaliação dos leitos da torre de vácuo
da LUBNOR usando o programa de avaliação da SULZER –
SULPAK, Petróleo C –projeto .............................................................108
A.IV.1.Resultados dos cálculos das difusividades da fase líquida e
vapor para os leitos analisados da torre de vácuo da LUBNOR .........158
A.IV.2.Planilha de cálculo de HETP pelo Modelo de Bravo, Rocha
e Fair (1993,1996) para o Petróleo B ..................................................159
A.IV.3.Planilha de cálculo de HETP pelo Modelo de Bravo, Rocha
e Fair (1993,1996) para o Petróleo A ..................................................160
A.IV.4.Planilha de cálculo de HETP pelo Modelo Delft (2004) para
o topo do Leito GOL x NAFTA, Petróleo B .........................................161
A.IV.5.Planilha de cálculo de HETP pelo Modelo Delft (2004) para
o fundo do Leito GOL x NAFTA, Petróleo B ........................................161
A.IV.6.Planilha de cálculo de HETP pelo Modelo Delft (2004) para
o topo do Leito DNL x GOL, Petróleo B ..............................................162
A.IV.7.Planilha de cálculo de HETP pelo Modelo Delft (2004) para
o fundo do Leito DNL x GOL , Petróleo B ............................................162

xiv
A.IV.8.Planilha de cálculo de HETP pelo Modelo Delft (2004) para
o topo do Leito DNP x DNL, Petróleo B ...............................................163
A.IV.9.Planilha de cálculo de HETP pelo Modelo Delft (2004) para
o fundo do Leito DNP x DNL, Petróleo B .............................................163
A.IV.10.Planilha de cálculo de HETP pelo Modelo Delft (2004) para
o topo do Leito GOL x NAFTA, Petróleo A ...........................................164
A.IV.11.Planilha de cálculo de HETP pelo Modelo Delft (2004) para
o fundo do Leito GOL x NAFTA, Petróleo A .........................................164
A IV.12.Planilha de cálculo de HETP pelo Modelo Delft (2004) para
o topo do Leito DNL x GOL , Petróleo A ..............................................165
A.IV.13.Planilha de cálculo de HETP pelo Modelo Delft (2004) para
o fundo do Leito DNL x GOL, Petróleo A .............................................165
A.IV.14.Planilha de cálculo de HETP pelo Modelo Delft (2004) para
o topo do Leito DNM x DNL, Petróleo A ...............................................166
A.IV.15.Planilha de cálculo de HETP pelo Modelo Delft (2004) para
o fundo do Leito DNM x DNL, Petróleo A .............................................166
A.IV.16.Planilha de cálculo de HETP pelo Modelo Delft (2004) para
o topo do Leito DNP x DNM, Petróleo A ..............................................167
A.IV.17.Planilha de cálculo de HETP pelo Modelo Delft (2004) para
o fundo do Leito DNP x DNM, Petróleo A ............................................167
A.IV.18.Planilha resumo dos dados para cálculo dos leitos da torre
de vácuo da LUBNOR, Petróleo B .......................................................168
A.IV.19.Planilha resumo dos dados para cálculo dos leitos da torre
de vácuo da LUBNOR, Petróleo A .......................................................169
A.V.1. Valores típicos de Cs (Kister, 2004) .....................................................171
A.V.2. Valores típicos de Cs (Laird, 2004) ......................................................171
A.V.3. Perda de carga e Cs de dispositivos de alimentação de torres
de vácuo ...............................................................................................172
A.V.4.Folha de Dados .....................................................................................173
xv
Glossário
1. BDAP Banco de dados de avaliação de petróleos de propriedade
da PETROBRAS 2. CAP Cimento Asfáltico 3. DNL Destilado Naftênico Leve 4. DNM Destilado Naftênico Médio 5. DNP Destilado Naftênico Pesado 6. GOL Gasóleo Leve de Vácuo 7. GOM Gasóleo Médio de Vácuo 8. GOP Gasóleo Pesado de Vácuo 9. K Fator de Caracterização de Watson, usado para estimativa de diversas propriedades de frações de petróleos, baseado
em propriedades como o ponto de ebulição mediano da fração de petróleo e densidade API
10. LUBNOR Lubrificantes e Derivados de Petróleo do Nordeste 11. PETROX Programa simulador de processo de propriedade da
PETROBRAS 12. PEV Curva de destilação de pontos de ebulição verdadeiros 13. SLOPWAX Produto sobrevaporizado da torre de destilação a vácuo 14. SULPAK Programa de verificação de recheios de propriedade da
Sulzer 15. RECAP Refinaria de Capuava 16. REDUC Refinaria de Duque de Caxias 17. REFAP Refinaria Alberto Pasqualini 18. REGAP Refinaria Gabriel Passos 19. REMAN Refinaria Isaac Sabbá 20. REPAR Refinaria Presidente Getúlio Vargas 21. REPE Repetibilidade de um ensaio de laboratório. Diferença na
determinação analítica devido ao mesmo analista 22. REPLAN Refinaria de Paulínia 23. REPRO Reprodutibilidade de um ensaio de laboratório. Diferença
na determinação analítica devido a analistas diferentes 24. REVAP Refinaria Henrique Lage 25. RLAM Refinaria Landulpho Alves 26. RPBC Refinaria Presidente Bernardes

Capítulo I – Introdução
Os recheios estruturados têm sido amplamente utilizados em colunas de
destilação. As versões mais antigas eram fabricadas com telas metálicas e
apresentavam uma área específica de aproximadamente 500 m2/m3. Mais
tarde, surgiram os recheios mais econômicos, metálicos, de placas corrugadas,
e com cerca de 250 m2/m3 de área e um ângulo de corrugação (com relação à
horizontal) de 45º. Essa geometria tornou-se padrão e a maioria dos dados de
desempenho encontrados na literatura especializada foram obtidos a partir de
testes com esse tipo de recheio.
Mais recentemente, os fabricantes começaram a oferecer recheios
metálicos corrugados com diversas áreas superficiais e maiores ângulos de
corrugação a fim de satisfazer necessidades crescentes, tanto em eficiência
quanto em capacidade. Contudo, os dados sobre esses novos recheios são
escassos e os modelos existentes na literatura para a estimativa de
desempenho das colunas contendo esses novos recheios ainda não foram
devidamente validados.
A principal relevância do presente trabalho reside justamente nesse fato,
pois até o presente momento não se encontrou publicação sobre desempenho
de colunas industriais, contendo recheios estruturados, que operassem com
misturas complexas, em operação a vácuo.
Sendo assim, o presente trabalho tem como objetivos principais:
a) Verificar o grau do afastamento dos dados de HETP (Height Equivalent
to Theoretical Plate) dos recheios fornecidos pelos fabricantes, para os
sistemas de destilação a vácuo de petróleo, para cortes de lubrificantes,
possibilitando assim o uso de fatores de correção adequados ao
dimensionamento de torres industriais, visando à minimização de custos
do equipamento para um desempenho desejado;
b) Análise das modificações de projeto (revamps) realizadas nas refinarias
do Brasil, trazendo informações sobre os internos utilizados e as
melhorias obtidas, em termos de capacidade e de eficiência ao refino do
petróleo brasileiro;
2
c) Estudo do efeito da tensão superficial em alguns modelos existentes na
literatura para estimativa de HETP.
Um dos pontos chave do projeto de colunas para unidades industriais é
a escolha dos internos mais adequados às condições de operação das torres
de fracionamento, buscando um projeto mais econômico, em termos de
diâmetro e altura do equipamento. Seja a análise, por exemplo, da destilação a
vácuo de cortes de combustíveis e a de cortes para lubrificantes.
O uso de recheios em torres de destilação a vácuo para produção de
cortes para lubrificantes é diferente do seu amplo uso nas torres de destilação
a vácuo para produção de cortes para combustíveis. Nesta, o fator
preponderante é a redução da perda de carga na coluna e o aumento da
produção de destilados. No caso das torres de vácuo para a produção de
cortes para lubrificantes, existe uma preocupação maior focada no grau de
fracionamento dos produtos laterais e a influência dessa separação na
qualidade dos cortes lubrificantes. Desse modo, é importante identificar quais
as propriedades dos fluidos que influenciam na determinação da altura de prato
teórico equivalente (HETP) dos recheios para que fatores de segurança
possam ser utilizados para correção dos valores estimados pelos fabricantes
ou encontrados na literatura para uso nos projetos de torres industriais.
Os dados experimentais, usados na determinação dos HETP’s,
disponíveis em diversos catálogos de fabricantes são levantados através de
testes em plantas piloto que utilizam sistemas binários de propriedades bem
definidas e torres de diâmetros que podem variar de 40-60mm a 1,2-2,4m. As
misturas normalmente empregadas em sistemas de baixa pressão podendo ser
o/p-xileno ou dicloro-etilbenzeno/decalina, não existindo dados disponíveis na
literatura para avaliação de HETP’s de recheios estruturados ou mesmo
randômicos para cortes de destilados de petróleo. Sendo assim, alguns
fabricantes adotam fatores de segurança de 10 a 15% na correção dos HETP’s
para emprego em torres de refinaria. A Koch-Glitsch, através de
correspondência privada, mencionou que adota em seus projetos de recheios
para torres de refinaria, HETP’s práticos, levantados através da verificação de
eficiência de seus recheios em unidades industriais.

3
O presente trabalho propõe-se a estimar, através de dados
experimentais obtidos em teste industrial numa unidade de destilação a vácuo,
para produção de cortes de petróleo para lubrificantes, dados de HETP de
recheios estruturados e traçar um paralelo com os dados disponibilizados pelos
fabricantes e com os de literatura. O presente estudo dará especial ênfase à
verificação da influência da tensão superficial dos cortes de petróleo na
eficiência dos recheios, pois essa é uma das propriedades principais
relacionadas com a obtenção da área molhada efetiva do recheio estruturado.
No caso específico das torres de vácuo de refinarias de petróleo, tem-se um
sistema que, segundo a classificação de Zuiderweg e Harmens (1958), pode
ser considerado negativo quanto aos dados de tensão superficial. Nesses
sistemas, há formação de filmes instáveis de líquido na superfície dos recheios,
o que levaria à perda de eficiência dos mesmos, comparando-se com as
misturas–padrão, normalmente utilizadas nas pesquisas em destilação.
Outro ponto a considerar é que os estudos realizados em escala de
laboratório são feitos em colunas operando a refluxo total (L/V=1), situação
essa que não ocorre nas torres industriais com retiradas múltiplas. No entanto,
no caso da coluna industrial tomada como base de estudo, operando
continuamente, as avaliações foram feitas através de um levantamento de
diversas seções recheadas, operando em refluxo parcial, a várias relações de
vazões de líquido e vapor por seção (L/V<1) e para dois diferentes tipos de
petróleo.
As colunas para determinação da eficiência, através da avaliação do
número de estágios teóricos por metro de recheio (NTSM), onde
NTSM=1/HETP, de um dispositivo de contato em escala maior que as de
laboratório (diâmetro de 1 a 2,4m), utilizadas por fabricantes, pelo Fractionation
Research Institute (F.R.I.) ou por algumas universidades são colunas simples,
com retiradas de topo e de fundo. Essas colunas operam em condição de
refluxo total e com misturas binárias de componentes com propriedades físicas
bem estabelecidas. As misturas usadas para reproduzir uma torre de vácuo
são do tipo ciclohexano/n-heptano, cuja composição pode ser facilmente
determinada por cromatografia gasosa. Nesses casos, o fato das composições
da fase líquida e da fase vapor serem iguais simplifica a localização de pontos
de amostragem. Além disso, o diâmetro reduzido da coluna minimiza a
4
influência de problemas decorrentes da má distribuição de líquido ou do vapor
no recheio.
Visando a determinação da eficiência de recheios de uma coluna
industrial complexa, com múltiplas retiradas, operando com correntes de
petróleo, o estudo torna-se ainda mais desafiador, face aos problemas a serem
enfrentados:
1. Precisão na caracterização dos múltiplos componentes da corrente
oriunda do petróleo, em especial da corrente de alimentação das torres
de destilação a vácuo, normalmente situada na faixa de extrapolação de
curvas de destilação e correlações para determinação de propriedades;
2. Dificuldades de se ter pontos de amostragem em cada leito recheado;
3. Em operação contínua (refluxo parcial), tirando-se amostras da fase
líquida não se tem informação da fase vapor;
4. Precisão dos instrumentos de vazão para o fechamento do balanço
material da coluna;
5. Tempo de duração das análises em função da disponibilidade de
recursos para amostras fora da rotina operacional da produção;
6. Precisão das correlações para a determinação das propriedades dos
cortes nos simuladores de processo;
7. Escolha do pacote termodinâmico para uma coluna a vácuo de petróleo.
Na determinação da tensão superficial de frações de petróleo, a
correlação recomendada, até o momento, para uso no simulador de processo
de propriedade da PETROBRAS – PETROX – é a desenvolvida por Sanborn e
Evans (1953) [apud Manual do PETROX (2005)]. Essa correlação relaciona a
tensão superficial com a temperatura crítica e o fator de caracterização de
Watson (K) para frações de petróleo, que, no caso de frações pesadas, pode
ser relacionado com a densidade API.
No presente estudo, determinou-se experimentalmente a tensão
superficial dos produtos amostrados da coluna industrial para fins de
comparação com os valores obtidos pela correlação de Sanborn e Evans
(1953) [apud manual do PETROX (2005)].
Com relação ao levantamento das modificações em torres industriais
realizadas na PETROBRAS, a partir da década de 70, pretendia-se avaliar os
ganhos em termos de desempenho e de aumento de capacidade,

5
proporcionados por essas mudanças. No entanto, em alguns casos, as
modificações ocorridas na coluna foram tantas, não só mudança dos seus
internos, mas do elenco de petróleo e especificações de produtos, que essa
comparação ficou difícil. Em outros casos, os mais antigos, houve grande
dificuldade em se encontrar os dados da antiga coluna, pois já tinham se
extraviado em algum arquivo morto.
Mesmo assim, foi realizado um levantamento parcial dessas revamps, o
qual foi incluído no Capítulo II, da revisão bibliográfica. O Capítulo II ficou,
então, dividido em duas partes: a primeira parte desse capítulo inclui a revisão
bibliográfica propriamente dita, trazendo os artigos mais recentes sobre
destilação em geral e, particularmente, sobre os estudos de desempenho em
colunas contendo recheios estruturados. A segunda parte desse capítulo traz o
levantamento e a discussão sobre as modificações realizadas em todas as
colunas de vácuo que sofreram revamps nas refinarias da PETROBRAS.Como
na operação de colunas recheadas em escala industrial o problema da
distribuição de líquido não pode ser menosprezado, foi inserida também no
Capítulo II, uma revisão dos artigos que tratam desse assunto.
No Capítulo III, de Materiais e Métodos, encontra-se a descrição da
unidade de destilação a vácuo da LUBNOR, onde foram realizados os testes
experimentais; a descrição dos testes experimentais e das análises requeridas
dos produtos obtidos, quais sejam, destilação, tensão superficial, densidade,
viscosidade, teor de asfaltenos, etc.; descrição dos ensaios e resultados de
determinação da tensão superficial dos produtos destilados do teste.
No Capítulo IV, fez-se uma breve descrição do simulador PETROX, de
propriedade da PETROBRAS e dos resultados obtidos por simulação das
condições operacionais e qualidade de produtos durante os testes
experimentais.
No Capítulo V, de Resultados e Discussão, são apresentados os
cálculos de HETP dos recheios da unidade de destilação da LUBNOR, a partir
de duas correlações clássicas existentes na literatura: Rocha, Bravo e Fair
(1993, 1996) e Olujić et al. (2004). Os valores de HETP assim obtidos foram
comparados com aqueles fornecidos pelo fabricante dos recheios na fase do
projeto da unidade e os valores obtidos através da simulação de processo da
coluna.
6
Finalmente, no Capítulo VI, são apresentadas as conclusões do
presente estudo e as sugestões para trabalhos futuros.
No Anexo V é apresentada uma sistemática para a escolha de recheios,
tanto para o projeto de novas colunas como para revamps de colunas
existentes.

7
Capítulo II – Revisão Bibliográfica
Este capítulo foi dividido em duas partes: na primeira, apresenta-se a
revisão bibliográfica propriamente dita, com a descrição sucinta e os
comentários sobre os trabalhos desenvolvidos na área de destilação em
colunas com recheios estruturados, assim como os que envolvem a avaliação
da eficiência desses recheios. Na segunda parte, é apresentado um
levantamento de dados de torres da PETROBRAS, quanto às suas
modificações (revamps), fornecendo informações sobre os recheios
empregados e os ganhos em termos de aumento de capacidade e de eficiência
do processo. Além disso, serão também citados alguns trabalhos sobre
distribuição de líquido, tendo em vista ser um assunto de interesse para o caso
de colunas industriais.
II.1 - Revisão Bibliográfica
Um dos trabalhos pioneiros em destilação, desenvolvido por Bolles e
Fair (1970), traz levantamento de artigos escritos no final da década de 60,
com as preocupações reinantes na época, vislumbrando o perfil de trabalhos
futuros na área de destilação. Uma das preocupações existentes estava ligada
à falta de estudos específicos nessa área dentro das universidades,
restringindo-se mais a trabalhos privados dentro da indústria, especialmente
nos Estados Unidos, diferentemente da Europa onde os trabalhos acadêmicos
abordavam a área de destilação.
Nessa fase, começaram as preocupações com os modelos para
representar a transferência de massa em colunas com recheios, sendo a maior
parte dos trabalhos voltados para recheios randômicos de um modo geral,
grades e recheios estruturados do tipo tecido metálico, que começam a fazer
parte de estudos nas universidades. Já existe uma preocupação de validar os
modelos através de comparação com dados industriais. O conceito de “seções
de transferência de massa” é desenvolvido para representar as trocas
contínuas que existem nas colunas com recheios. Ao invés de usar “taxas de
transferência de massa”, Bassyoni, McDaniel and Holland (1970) [apud Bolles
e Fair (1970)] aplicam as “seções de transferência de massa”, associadas com
8
eficiências de vaporização, para modelagem de dados de campo de colunas
recheadas de destilação e absorção.
Um outro aspecto apresentado era a preocupação com a influência do
tipo de material da superfície dos recheios nas trocas da fase líquida. Em
especial, com misturas de líquidos de alta tensão superficial, os fenômenos
como quebra do filme líquido e formação de “sprays” poderiam influenciar no
desempenho do recheio.
Trabalho publicado por Fair (1970), comparando o uso de pratos com
recheios, já ressaltava como grande vantagem dos recheios, em relação aos
pratos, a redução da perda de carga da coluna, mesmo sendo dispositivos
mais caros, especialmente nas aplicações em colunas de destilação a vácuo.
Começam a aparecer preocupações com o projeto de colunas com
recheios. A influência de outros internos da coluna na performance das seções
recheadas, tais como distribuidores, grades suportes e limitadores de leitos,
passa a ser discutida com relação ao desempenho das colunas recheadas.
Um outro trabalho aborda o estado da arte da destilação no período de
1969-1979 dando ênfase na relação entre os trabalhos de pesquisa
acadêmicos e a prática industrial [Porter e Jenkis (1979)]. Os autores ressaltam
o uso disseminado de correlações empíricas e de fatores de segurança em
projetos, em função da falta de ferramentas adequadas para previsão de
alguns fenômenos nas unidades industriais, especialmente no caso de
destilação de misturas com múltiplos componentes, como é o caso da indústria
de petróleo. Fica difícil para os pesquisadores separar a influência de uma
variável em relação a outras, como, por exemplo, propriedades físicas com
vazões, sugerindo, como possível solução, uma ampla divulgação de dados
experimentais, por parte de companhias operadoras e de institutos de pesquisa
que trabalhem com equipamentos em larga escala.
Outro ponto interessante da abordagem de Porter e Jenkis (1979) é a
discussão de como os resultados de pesquisa podem ser usados na
interpretação de dados de operação de uma planta industrial. Os autores
descrevem que, no caso da destilação, diferentemente da absorção, de um
modo geral, podem-se correlacionar diversas propriedades físicas, assim como
vazões econômicas de projeto, com o Parâmetro de Fluxo do sistema.
9
Porter e Jenkis (1979) destacam ainda a importância de trabalhos na
área de determinação de regimes de fluxo nas colunas contendo recheios.
Embora o uso de recheios randômicos já estivesse amplamente difundido, a
mais de duas décadas antes da publicação do artigo, poucos trabalhos
existiam na busca de compreensão dos fenômenos existentes nas colunas
recheadas, ou seja, existia uma lacuna na avaliação da performance desses
recheios. Contudo, havia uma certeza naquele tempo: o uso de recheio sempre
era recomendado para colunas que necessitassem de baixa perda de carga,
especialmente as que operavam a baixas pressões.
No final da década de 70, recheios randômicos de alta capacidade
começaram a aparecer, como o IMTP (Intalox Metal Tower Packing) da Norton
e os novos recheios estruturados de chapas metálicas corrugadas, como o
Mellapak, desenvolvido pela Sulzer. Porter e Jekins (1979) ressaltam que,
àquela época, esses novos recheios já estavam sendo produzidos a um menor
custo, tornando-se competitivos em relação aos pratos tradicionais.
No caso de projeto de colunas recheadas, Porter e Jekins (1979)
destacaram a necessidade de desenvolvimento de correlações confiáveis para
avaliação de capacidade, eficiência de transferência de massa e perda de
carga. Os autores implantaram, ainda, alguns novos conceitos, como a
condição de inundação em colunas recheadas, devido a vazões de vapores
que levariam à retenção de líquido no topo do recheio. No caso desses novos
recheios da Norton e da Sulzer citados acima, o conceito de inundação estava
associado à perda de eficiência na transferência de massa nos recheios. O
conceito, tradicionalmente aceitável, de que a inundação do recheio estivesse
associada à elevação de perda de carga deixou de ser um critério de projeto
para a indústria, pois o fator mais importante passou a ser a qualidade na
separação dos produtos.
Àquela época já se começa a discussão de limites mínimos de vazões
de líquido e sua influência na área molhada do recheio e no desempenho deste
como dispositivo de contato. Surge, então, um trabalho de Schmidt (1979)
[apud Porter and Jekins (1987)] a respeito de taxas mínimas de molhamento
em recheios, as quais variam com as propriedades físicas do sistema. A taxa
mínima de molhamento, segundo o autor, seria àquela em que a eficiência de
transferência de massa da coluna seja significativamente reduzida.

10
É interessante ressaltar que, à luz dos conhecimentos existentes
naquela época, o estudo de Schmidt (1979) [apud Porter and Jekins (1987)] foi
baseado em colunas contendo recheios randômicos, com poucas opções de
tamanho e formato. A eficiência desses recheios era medida pela variação do
HETP (altura correspondente a um estágio teórico). As medições estavam mais
associadas ao tamanho do que ao formato do recheio ou do sistema em que o
leito opera. Hoje é consenso que não apenas o tamanho, mas o tipo de
recheio, a sua forma, o tratamento de superfície do material de fabricação e
algumas propriedades físicas do sistema afetam o desempenho desses
dispositivos de contato, em especial no caso dos recheios estruturados.
Porter e Jenkis (1987) discutem ainda sobre a determinação de HETP
para recheios randômicos feita por Bolles e Fair (1982), através do seu Modelo
Aperfeiçoado de Transferência de Massa, que apresenta um fator de
segurança para colunas industriais de 1,7. Outro trabalho questionado foi o
modelo aperfeiçoado da Monsanto que também falhava na predição de HETP
em testes experimentais. A conclusão de Porter e Jenkis (1987) é de que a
seleção de dados para a determinação de um modelo é fundamental, devendo-
se separar dados de destilação daqueles de absorção, além de separá-los por
faixa de vazões máximas e mínimas dos testes experimentais. Porter e Jenkis
(1987) fizeram uma reavaliação dos HETP’s baseados nessa sugestão e
chegaram a fatores de correção menores, da ordem de 1,19.
Com relação ao problema de scale-up de colunas recheadas, já era
consenso àquela época e continua sendo hoje em dia, que fatores como
distribuição de líquido e de vapor são de fundamental importância para uma
boa reprodução do desempenho dos recheios nas colunas industriais. Na
época, Porter e Jenkis (1987) sugeriram como linha de pesquisa o estudo
dessas influências. Hoje vários trabalhos têm sido feitos na indústria buscando
a resolução de problemas de baixa performance de seções recheadas de
colunas de fracionamento ligadas à má distribuição de líquido e de vapor,
sendo que a influência da má distribuição de líquido é mais preponderante.
Hoje em dia, tem-se investido no uso da ferramenta de simulação fluido-
dinâmica computacional (CFD) para esse tipo de estudo, não só na área
acadêmica, mas também pelos fabricantes de internos e projetistas. Alguns
consórcios existem para estudos ligados à utilização de técnicas de CFD para
11
modelagem das torres recheadas, como é o caso do Projeto INTINT (Intelligent
Columns Internals for Reactive Separations) coordenado pela Universidade de
Dortmund, do qual participam, dentre outros, Delft University of Technology,
UMIST, Julius Montz GmbH, Sulzer e BASF. No caso da PETROBRAS, a
ferramenta tem sido usada com êxito na avaliação de dispositivos de bocais de
carga de colunas, panelas coletoras de líquido, e existe trabalho de pesquisa
aberto para extensão desses estudos aos demais internos de uma coluna de
destilação.
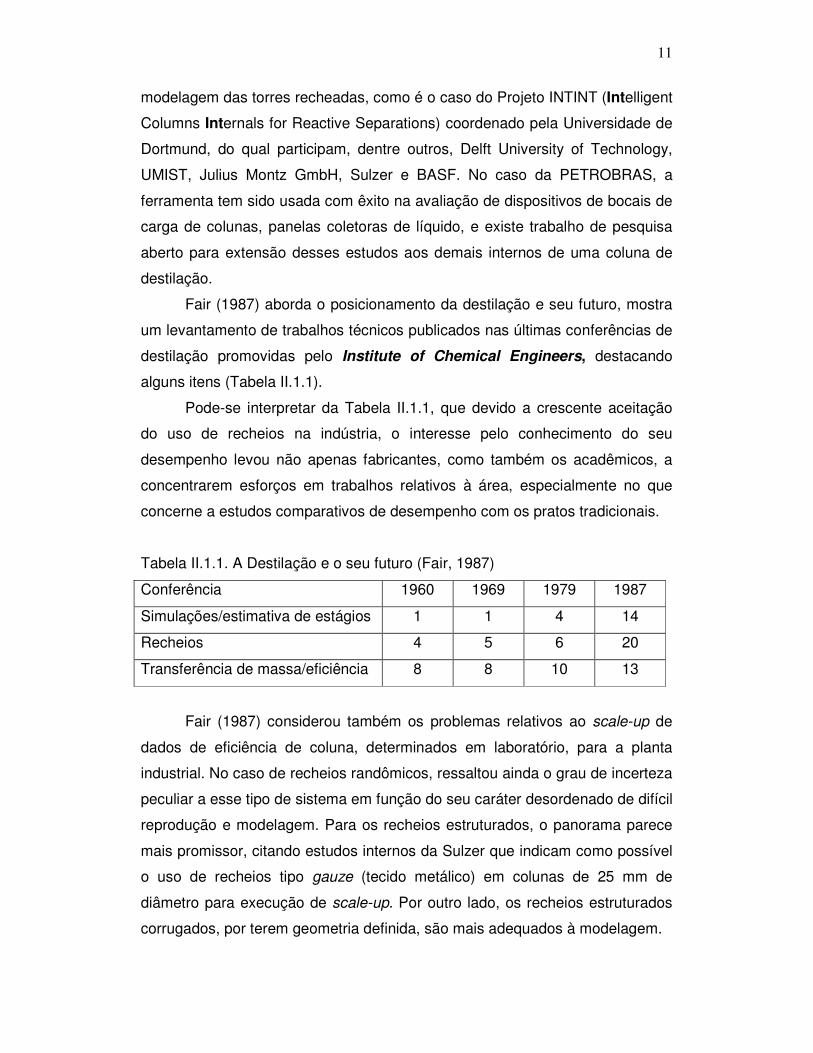
Fair (1987) aborda o posicionamento da destilação e seu futuro, mostra
um levantamento de trabalhos técnicos publicados nas últimas conferências de
destilação promovidas pelo Institute of Chemical Engineers, destacando
alguns itens (Tabela II.1.1).
Pode-se interpretar da Tabela II.1.1, que devido a crescente aceitação
do uso de recheios na indústria, o interesse pelo conhecimento do seu
desempenho levou não apenas fabricantes, como também os acadêmicos, a
concentrarem esforços em trabalhos relativos à área, especialmente no que
concerne a estudos comparativos de desempenho com os pratos tradicionais.
Tabela II.1.1. A Destilação e o seu futuro (Fair, 1987)
Conferência 1960 1969 1979 1987
Simulações/estimativa de estágios 1 1 4 14
Recheios 4 5 6 20
Transferência de massa/eficiência 8 8 10 13
Fair (1987) considerou também os problemas relativos ao scale-up de
dados de eficiência de coluna, determinados em laboratório, para a planta
industrial. No caso de recheios randômicos, ressaltou ainda o grau de incerteza
peculiar a esse tipo de sistema em função do seu caráter desordenado de difícil
reprodução e modelagem. Para os recheios estruturados, o panorama parece
mais promissor, citando estudos internos da Sulzer que indicam como possível
o uso de recheios tipo gauze (tecido metálico) em colunas de 25 mm de
diâmetro para execução de scale-up. Por outro lado, os recheios estruturados
corrugados, por terem geometria definida, são mais adequados à modelagem.
12
II.1.1. Desempenho de recheios estruturados
Os primeiros trabalhos relacionados com desempenho de recheios
estruturados foram apresentados por Billet (1969) [apud Bravo et al (1985)],
tendo sido baseados em testes com recheios tipo “tecido metálico” (Sulzer BX).
Outros trabalhos de predição de eficiência de transferência de massa (Bravo et
al, 1985) e de perda de carga (Bravo et al, 1986), sempre levaram em conta a
alta capacidade de molhamento desse tipo de recheio. Com o aparecimento de
recheios estruturados construídos com chapas metálicas corrugadas, nos quais
a consideração de área de recheio totalmente molhada já não fazia muito
sentido, vários trabalhos passaram a ser feitos com o objetivo de se determinar
a área molhada efetiva do recheio e sua influência na perda de eficiência de
transferência de massa.
Ainda na década de 80, os primeiros experimentos realizados pela
Glitsch, relatados por Chen e colaboradores (1983), tinham como objetivo o
desenvolvimento de um recheio que fosse capaz de gerar um filme fino de
líquido, que apresentasse bom molhamento, espalhamento e mistura na
superfície do recheio e criasse um percurso líquido longo, especialmente a
baixas vazões. O recheio deveria ter baixa retenção de líquido (hold-up) e
baixa perda de carga. Esse trabalho consistiu de revisão bibliográfica e testes
de diferentes tipos de superfícies metálicas com respeito a molhamento,
espalhamento, mistura do fluxo de líquido e espessura do filme. Os testes
foram realizados em sistemas de absorção gasosa e destilação a vácuo. A
partir dos resultados desses experimentos, a Glitsch lançou sua primeira
família de recheios estruturados corrugados perfurados (GEM packings).
Um pouco mais tarde, Wu e Chen (1987) abordam como dados de
planta piloto de larga escala podem ser utilizados no scale-up de plantas
industriais de maior porte. Enquanto que os dados obtidos em escala de
laboratório, apenas podem ser utilizados sob o ponto de vista qualitativo na
avaliação da separação entre produtos. Nesse trabalho, os autores citam testes
em escala piloto, executados pela Glistch, considerando o sistema para
destilação o/p xileno para geração de dados de transferência de massa,
enquanto que para geração de dados de capacidade e de perda de carga foi
usado o sistema hidráulico ar-água.

13
Um outro ponto interessante abordado por Wu e Chen (1987) se
relaciona com a diferença na interpretação dos dados de planta piloto em
colunas recheadas com recheios randômicos e com recheios estruturados. Os
autores comparam o comportamento desses dois tipos de recheio quanto ao
aspecto de HETP versus fator de capacidade, mostrando através de gráficos
como os recheios se comportam de maneira diferente. Mesmo entre os
recheios estruturados, os do tipo tela metálica têm faixa de atuação mais
restritiva do que os corrugados, como pode também ser verificado em Carvalho
e colaboradores (2007).
Para a questão hidráulica não foram encontradas grandes diferenças
entre os dois tipos de recheio, sendo a inundação alcançada a uma perda de
carga de 1,5 a 2 in de coluna d’água por ft de recheio. Quanto ao
escalonamento da eficiência do recheio para a planta industrial, Wu e Chen
(1987) sugerem o uso de um fator de segurança de 10-15% na altura do leito, a
fim de levar em conta efeitos como a má distribuição de líquido e de vapor,
mais comuns, em colunas de maior diâmetro. No caso de projetos para
sistemas diferentes da destilação de o/p xileno, algumas regras são citadas:
1. Para sistemas de propriedades físicas e cargas de líquido e vapor
semelhantes ao testado, os dados da planta piloto podem ser adotados
sem correção;
2. Para sistemas que diferem consideravelmente do sistema testado, são
recomendadas correções baseadas na correlação de Bolles e Fair
(1979) [apud Wu e Chen (1987)] para recheios randômicos, ou na
correlação de Bravo, Rocha e Fair (1985), para recheios estruturados;
3. No caso do conhecimento de eficiência típica de pratos para o sistema a
ser projetado, Wu e Chen (1987) sugerem o uso de uma correção
baseada na relação das eficiências de pratos para o sistema o/p xileno e
o sistema a ser projetado.
Um outro ponto interessante abordado por Wu e Chen (1987) é o da
influência do efeito de parede na coluna com recheios randômicos: quanto
menor a coluna, maior pode ser o efeito da parede, quanto maior a área
superficial do recheio, menor o efeito da parede na eficiência de transferência
de massa do recheio. Como recomendação, os autores sugerem que o HETP a
ser usado na coluna industrial seja o HETP testado, dividido pelo fator
14
1 – (Área parede/ Área recheio), ou que seja mantida uma relação mínima de
8, entre o diâmetro da coluna e o diâmetro hidráulico do recheio. No caso de
recheios estruturados, devido à área superficial efetiva bastante elevada, a
correção quanto ao efeito de parede passa a não ser necessária, ou seja, o
valor do HETP experimental pode ser adotado diretamente no escalonamento
da coluna.
Um fato que vale a pena mencionar é que na nossa experiência com
diversas cotações de recheios para colunas de destilação de refinaria de
petróleo, mesmo para o caso de recheios estruturados, alguns fabricantes
como Koch-Glistch e anteriormente a Norton, usam fatores de segurança da
ordem de 10 – 15% com relação aos HETP’s determinados em escala piloto,
enquanto que a Sulzer, aparentemente, não os usa.
Nesse mesmo ano, Spiegel e Meier (1987) mostram correlações para
avaliação de desempenho, capacidade e perda de carga dos recheios
estruturados Mellapak 125Y/ 250Y/350Y e 500Y. As correlações são limitadas
a sistemas de destilação com pressões de vácuo até atmosférica. Os autores
comparam os dados obtidos com dados experimentais através de estudos em
coluna de 1m de diâmetro utilizando a mistura cloroetilbenzeno e trans/cis—
decalin. Leitos com altura de 1,4 a 8,5 m foram utilizados no estudo. Vários
gráficos de desempenho, relacionados com a carga de vapor através do
F-factor, o qual depende do recheio, são apresentados analisando a influência
da área superficial dos diferentes recheios. Para as correlações de capacidade,
os autores definem como capacidade limite a vazão de vapor correspondente a
uma perda de carga de 10 mbar/m do recheio, o que corresponde a um
F-factor de 5 -10% abaixo do ponto de inundação.
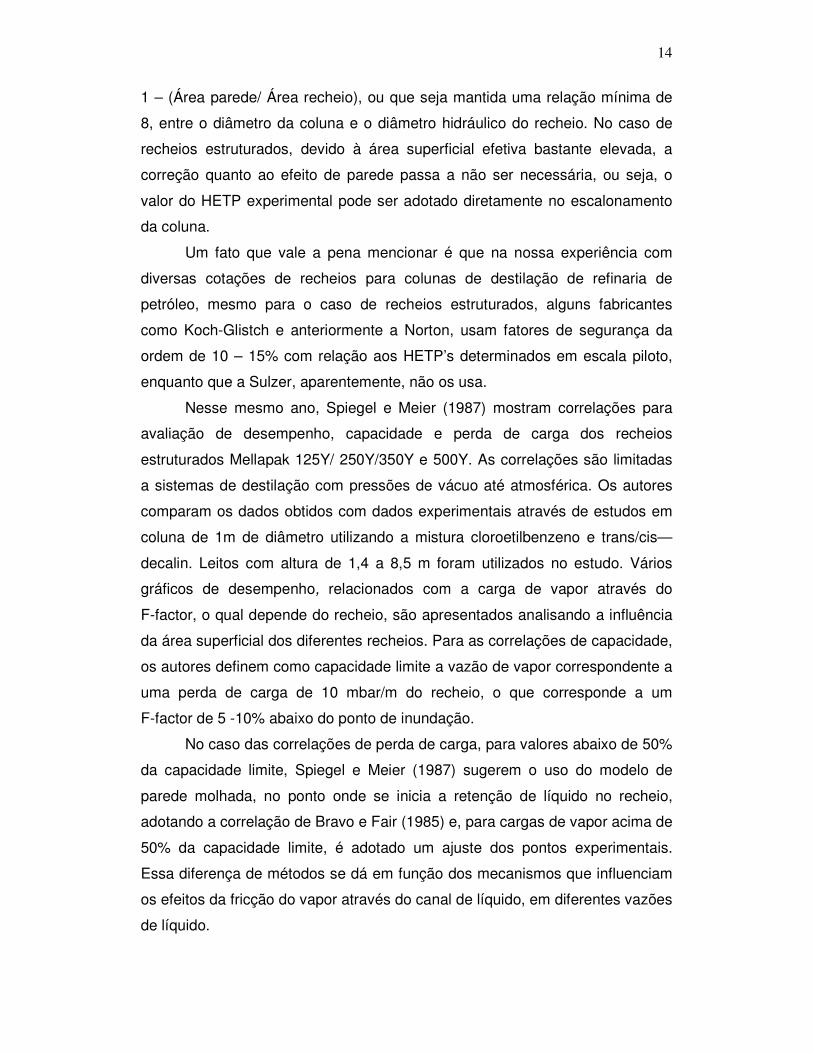
No caso das correlações de perda de carga, para valores abaixo de 50%
da capacidade limite, Spiegel e Meier (1987) sugerem o uso do modelo de
parede molhada, no ponto onde se inicia a retenção de líquido no recheio,
adotando a correlação de Bravo e Fair (1985) e, para cargas de vapor acima de
50% da capacidade limite, é adotado um ajuste dos pontos experimentais.
Essa diferença de métodos se dá em função dos mecanismos que influenciam
os efeitos da fricção do vapor através do canal de líquido, em diferentes vazões
de líquido.
15
No caso das correlações de eficiência, os autores sugerem um modelo
baseado no número de Sherwood:
==
Gh
IGG
wd
aDSh
HETPNTSM
1
ShG número de Sherwood para fase vapor
DG difusividade da fase vapor
dh diâmetro hidráulico do canal triangular do fluxo gasoso
aI área superficial nominal do recheio
wG vazão mássica da fase vapor
Nessa correlação, não aparece o efeito da área molhada nem da tensão
superficial, apenas da área superficial dos recheios.
Chen e Chuang (1989) discorrem sobre o desenvolvimento de novos
dispositivos de contato para colunas de destilação, enfatizando, como já
apontava Fair (1987) e outros trabalhos publicados na época, uma tendência
ao uso crescente de recheios estruturados. Indicam como ponto positivo o fato
do recheio estruturado ter maior facilidade de reprodução dos resultados de
performance determinados em plantas pilotos, para escala industrial,
diferentemente dos recheios randômicos, os quais necessitariam sempre de
testes com os sistemas a serem usados. Esse último argumento parece não
ser levado em conta pelos fornecedores e projetistas de um modo geral, pois,
quando da seleção de recheios randômicos para determinado serviço,
consultam-se sempre curvas genéricas de eficiência, de capacidade e de
queda de pressão, disponibilizadas pelos fornecedores de internos ou através
de recomendações de projeto disponíveis em literatura. Nesse aspecto, o
presente trabalho é pioneiro, pois se propõe comparar dados de performance
de recheios estruturados, em planta industrial, com dados existentes na
literatura especializada.
Um outro aspecto do trabalho de Chen e Chuang (1989) que a prática
industrial parece não confirmar é o fato de sugerirem que o projeto de uma
coluna de destilação seja feito para uma inundação de 70%. Uma outra
preocupação que deve ser levada em conta no projeto da coluna,
compartilhada por diversos autores como Rukovena (1986), é a verificação da
16
perda de carga do dispositivo e a energia cinética de entrada do vapor,
especialmente em colunas com recheio estruturado, nas quais, de um modo
geral, a perda de carga é baixa, não contribuindo para a correção de eventual
má distribuição dos vapores ascendentes.
Ao propor uma nova metodologia para projetos otimizados de unidades
de destilação de petróleo, Remesat (2007) chama a atenção para o impacto da
escolha do dispositivo de alimentação das torres de destilação atmosférica e a
vácuo, em relação à má distribuição dos vapores ascendentes, especialmente
em torres recheadas. A Tabela A.V.3 apresenta a comparação desses
dispositivos.
Dentre as recomendações para um bom desempenho dos recheios
estruturados, Chen e Chuang (1989) consideram fundamentais os seguintes
fatores: a formação de filme líquido de pouca espessura, tratamento de
superfície da chapa metálica de modo a permitir um espalhamento lateral do
líquido, a baixas vazões, e passagem do líquido nos dois lados das lamelas.
Para isso, os autores apresentam dados de trabalho experimental realizado
com três tipos de tratamento de superfície e tamanhos de furos nas chapas,
entre uma chapa metálica lisa, com sulcos ou com algum tipo de mossa. A
chapa metálica com algum tipo de mossa e perfurada pareceu ser a mais
eficiente numa faixa ampla de vazão de líquido.
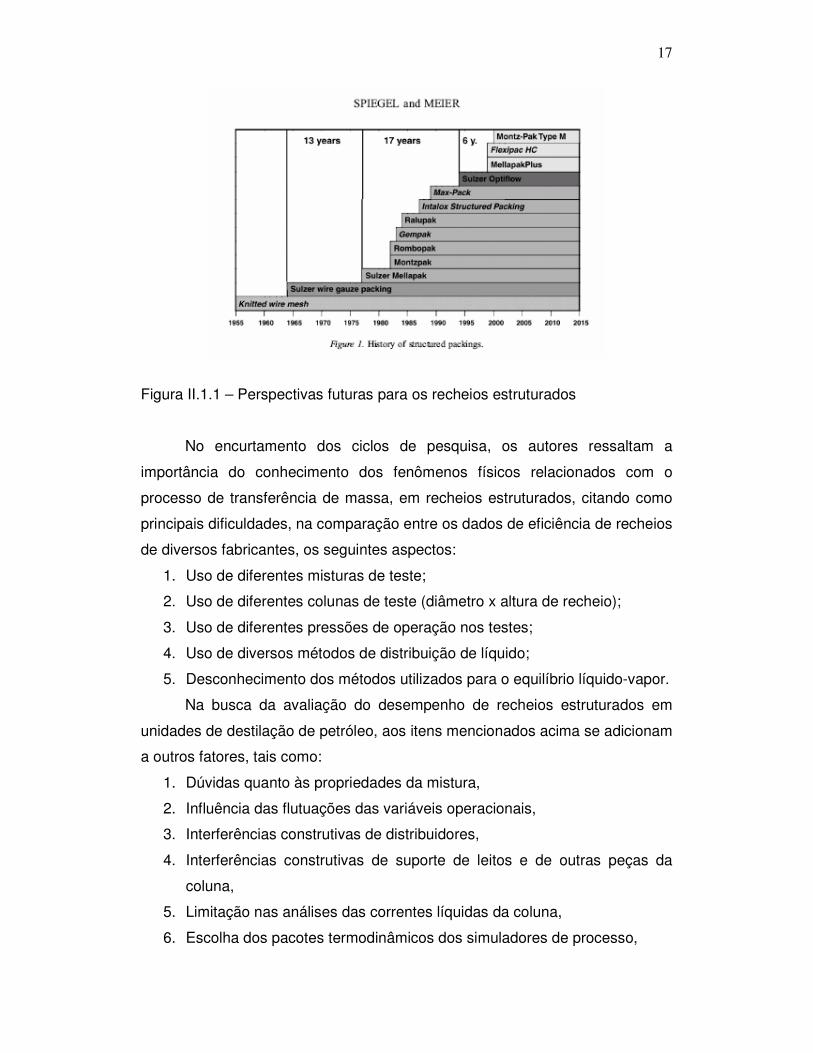
Em seu trabalho sobre as novas perspectivas para o uso de recheios
estruturados como dispositivos de contato, Spiegel e Meier (2003)
apresentaram a tendência no encurtamento do ciclo de desenvolvimento nesta
área, como pode ser visto na Figura II.1.1.
17
Figura II.1.1 – Perspectivas futuras para os recheios estruturados
No encurtamento dos ciclos de pesquisa, os autores ressaltam a
importância do conhecimento dos fenômenos físicos relacionados com o
processo de transferência de massa, em recheios estruturados, citando como
principais dificuldades, na comparação entre os dados de eficiência de recheios
de diversos fabricantes, os seguintes aspectos:
1. Uso de diferentes misturas de teste;
2. Uso de diferentes colunas de teste (diâmetro x altura de recheio);
3. Uso de diferentes pressões de operação nos testes;
4. Uso de diversos métodos de distribuição de líquido;
5. Desconhecimento dos métodos utilizados para o equilíbrio líquido-vapor.
Na busca da avaliação do desempenho de recheios estruturados em
unidades de destilação de petróleo, aos itens mencionados acima se adicionam
a outros fatores, tais como:
1. Dúvidas quanto às propriedades da mistura,
2. Influência das flutuações das variáveis operacionais,
3. Interferências construtivas de distribuidores,
4. Interferências construtivas de suporte de leitos e de outras peças da
coluna,
5. Limitação nas análises das correntes líquidas da coluna,
6. Escolha dos pacotes termodinâmicos dos simuladores de processo,
18
7. Uso de modelos que adotam estágios teóricos de equilíbrio e outros.
Spiegel e Meier (2003) afirmam ainda que para recheios estruturados
corrugados de mesma área superficial, a eficiência não varia significativamente
quaisquer que sejam as alterações empregadas pelos diversos fabricantes. Tal
afirmativa vai de encontro a trabalhos recentes desenvolvidos por Olujić e
colaboradores (2006, 2007), que identificaram variações significativas de
desempenho em recheios estruturados com relação à altura, ângulo e formato
dos canais formados pelas corrugações das chapas de recheios, influenciando
a retenção de líquido.
Uma tendência sugerida por Spiegel e Meier (2003) nas próximas
décadas será a busca de recheios estruturados que tenham um maior poder de
separação (F-factor x NTSM), a perda de cargas intermediárias, sendo
determinante otimizar os fluxos de líquido e vapor. A questão da baixa perda
de carga apresentada pelos recheios estruturados leva a não uniformização de
eventuais má distribuição da fase vapor, implicando com isso em baixa
eficiência dos leitos.
Jansen, H. e colaboradores (2006) apresentaram, dentro da linha de
trabalhos sugeridos por Spiegel e Meier (2003), um novo conceito de recheio
estruturado da Julius Montz GmbH, “recheio sanduíche”. Formado por
camadas combinadas de recheio de boa eficiência e alta capacidade e
camadas nas quais dispositivos do tipo “downcomers” circulares foram
inseridos, para drenagem do excesso de líquido. O recheio sanduíche combina
alta capacidade e elevado desempenho.
Olujić e colaboradores (2007) apresentaram estudo comparativo entre
os recheios da Montz das séries B1, B1-M e B1-MN, os quais, para a mesma
área superficial, são diferenciados pela introdução de uma curvatura, na
finalização das camadas adjacentes, no caso das séries M, reduzindo a
retenção de líquido e aumentando a capacidade. Já na série MN, foi reduzido o
comprimento do trecho curvo do canal, além do ângulo da corrugação,
obtendo-se um recheio que associa maior capacidade e eficiência, com um
pequeno aumento de perda de carga em relação à série M. A Figura II.1.2
ilustra a estrutura dos recheios da série “M” da Montz.

19
Figura II.1.2. Ilustração esquemática da estrutura dos recheios da série “M”,
indicando os parâmetros geométricos manipulados
Figura II.1.3. Fotografia ilustrando as curvas existentes na parte inferior das
corrugações dos recheios tipo B1 da Montz, com e sem perfurações
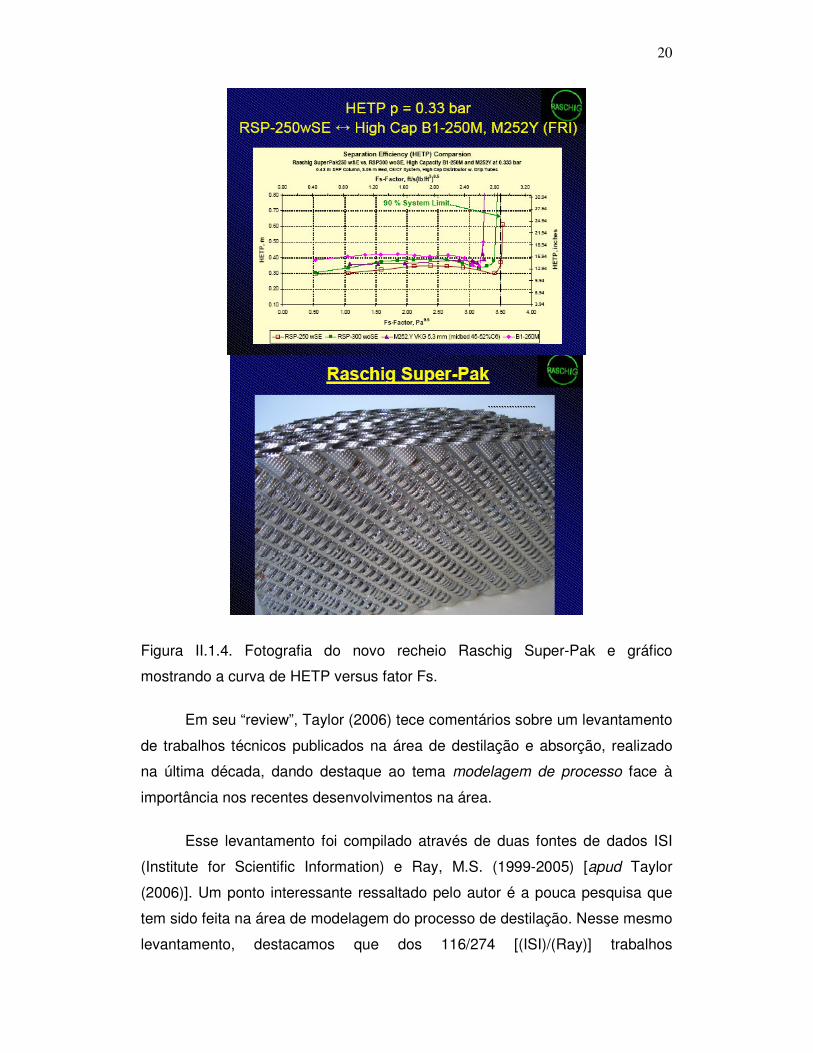
Schultes e Chambers (2007) apresentaram um novo conceito de recheio
estruturado de chapas metálicas, mas que em vez dos tradicionais canais
formados pelas corrugações das chapas, apresenta estrutura senoidal, sem
corrugações, proporcionando uma maior área de contato líquido/vapor. Esse
novo recheio, RSP-250 wSE da Raschig GmbH, apresenta área superficial de
250 m²/m³. Segundo dados experimentais, obtidos no SRP (Separation
Research Program) da Universidade do Texas, uma melhor eficiência, maior
capacidade e menor perda de carga, quando comparado a recheios similares
Montz B1-250M e MellapakPlus M252Y, formados por chapas metálicas
corrugadas.
20
Figura II.1.4. Fotografia do novo recheio Raschig Super-Pak e gráfico
mostrando a curva de HETP versus fator Fs.
Em seu “review”, Taylor (2006) tece comentários sobre um levantamento
de trabalhos técnicos publicados na área de destilação e absorção, realizado
na última década, dando destaque ao tema modelagem de processo face à
importância nos recentes desenvolvimentos na área.
Esse levantamento foi compilado através de duas fontes de dados ISI
(Institute for Scientific Information) e Ray, M.S. (1999-2005) [apud Taylor
(2006)]. Um ponto interessante ressaltado pelo autor é a pouca pesquisa que
tem sido feita na área de modelagem do processo de destilação. Nesse mesmo
levantamento, destacamos que dos 116/274 [(ISI)/(Ray)] trabalhos

21
encontrados, relacionados com colunas recheadas, 92/186 [(ISI)/(Ray)] foram
escritos a partir de 2000. Isso mostra que o interesse na busca do melhor
entendimento dos fenômenos que estão relacionados com desempenho desse
tipo de coluna está sendo incentivado, em função do seu grande apelo de uso
pela indústria.
Outro aspecto que surge desse levantamento de trabalhos técnicos é a
crescente busca pelos estudos relacionados ao uso da ferramenta CFD (Fluido
Dinâmica Computacional) para modelagem do desempenho do processo de
destilação. A esse respeito, foram encontrados 17/15 [(ISI)/(Ray)] trabalhos,
sendo 16/13 [(ISI)/(Ray)] desde 2000. Alguns trabalhos mostram o estudo do
escoamento do líquido em recheios, como o trabalho de Hoffman et al. (2005),
de grande relevância por mostrar a quebra do filme líquido e o escoamento
através de filamentos na superfície do recheio em função do sistema.
Artigos relacionados com transferência de massa também apresentaram
um novo impulso 73/119 [(ISI)/(Ray)], entre os quais 61/84 [(ISI)/(Ray)] desde
2000. Segundo Taylor (2006), há necessidade de estudos relacionando a
dependência das propriedades físicas, dos parâmetros operacionais (fluxos) e
dos detalhes físicos dos equipamentos, nos estudos dos fenômenos básicos
que ocorrem nas colunas contendo recheio. Em particular, o desenvolvimento
de correlações para uma melhor estimativa da tensão superficial e interfacial de
líquidos é sugerido como sendo um ponto chave nos estudos ligados à
hidrodinâmica dessas colunas.
Com base nesses fatos, um dos pontos que será abordado no presente
trabalho será a comparação entre os dados de tensão superficial experimental
que serão determinados dos cortes obtidos em planta industrial, com os valores
calculados pelo simulador proprietário da PETROBRAS - PETROX, que será
utilizado para modelagem da coluna industrial, verificando a influência do valor
da tensão superficial nos cálculos de performance dos leitos recheados.
Numa primeira tentativa de estimativa de HETP de recheios estruturados
para frações de petróleo, Ribeiro e colaboradores (1998) tentaram ajustar
algumas correlações disponíveis em literatura para ajuste de Banco de Dados,
contendo diversas propostas de fabricantes e condições operacionais,
fornecido pela PETROBRAS. Um dos itens desse trabalho consistiu no
levantamento de correlações para predição de HETP de recheios estruturados.

22
Foram analisadas correlações teóricas baseadas no método de Bolles e Fair
(1982) e no de Bravo-Rocha-Fair (1996), assim como os modelos empíricos
empregados pela Norton, apresentado por Strigle (1993) [apud Ribeiro e
colaboradores (1998)], e o método de Lockett (1998).
O método de Bolles e Fair (1982) foi desenvolvido para recheios
randômicos e deve ser utilizado com um fator de segurança de 1,7, segundo
recomendação dos autores. Ribeiro e colaboradores (1998) estenderam o
método para recheios estruturados, utilizando o banco de dados da
PETROBRAS.
O método de Bravo-Rocha-Fair (1996) apresenta uma aproximação mais
rigorosa à transferência de massa em recheios estruturados, incluindo um
termo de difusividades, adotando o conceito de área superficial efetiva do
recheio. Segundo Ribeiro e colaboradores (1998), o fato de ter sido usado um
modelo mais rigoroso das difusividades não aproximou os resultados
constantes do banco de dados.
O método de Lockett (1998), testado por Ribeiro e colaboradores (1998),
é uma simplificação do modelo rigoroso de Bravo-Rocha-Fair (1996) aplicado a
recheios estruturados, eliminando-se os termos de difusividade e dados
geométricos dos recheios. Ribeiro e colaboradores (1998) constataram que o
desempenho do modelo de Lockett (1998), ao incorporar um fator de correção
empírico, apresentou uma melhora significativa ao reproduzir o banco de dados
da PETROBRAS.
No seu trabalho apresentado no AIChE Spring Meeting de 2002, Olujić
tece considerações sobre o modelo desenvolvido ao longo de diversos anos no
Laboratory for Process Equipment da Delft University. O Modelo Delft objetiva
determinar correlações genéricas para recheios estruturados de chapas
corrugadas, de alta performance ou não, correlacionando parâmetros ligados à
geometria do recheio (altura, largura, base e ângulo de inclinação das
corrugações) e às propriedades físicas do sistema. Olujić (2002) menciona que
os métodos até então existentes são baseados em alguns parâmetros
confiáveis, determinados em pelo menos um experimento a refluxo total, para
cada tipo e tamanho do recheio testado, o que seria um limitante para sua
aplicação. O Modelo Delft, no entanto, pretende ser genérico e reproduzir o
desempenho dos diversos recheios existentes no mercado.
23
O Modelo Delft trata a influência das diversas geometrias com a
sistemática da soma de resistências à transferência de massa, com isso torna-
se mais flexível no que diz respeito à adição de correções decorrentes de
novas modificações dos internos. Um outro ponto destacado foi o fato de não
se ter verificado uma influência significativa na variação do ângulo das
corrugações entre as camadas adjacentes do recheio na determinação dos
coeficientes de transferência de massa. Olujić (2002) adotou como base a
correlação de área efetiva de molhamento do recheio, desenvolvida por Onda
et al (1968) [apud Olujić (2002)], introduzindo uma modificação relacionada
com o desconto da área perfurada dos recheios e a relação entre o ângulo da
corrugação e o ângulo efetivo para escoamento do líquido.
Olujić (2002) ressalta, nas suas conclusões, que o Modelo Delft prediz
com precisão a performance de recheios típicos. No entanto, com relação aos
recheios de maior área superficial, as previsões são otimistas, com acentuado
desvio ligado aos recheios de ângulo de inclinação de 60º, o que deve estar
associado à perda de área efetiva observada experimentalmente.
II.1.2. Influência da tensão superficial no desempenho dos recheios
Zuiderweg e Harmens (1958) definiram, após estudos com misturas
binárias, que um sistema binário seria do tipo “positivo” quando a tensão
superficial do líquido aumenta à medida que o líquido desce na coluna, como o
sistema n-heptano/metilciclohexano. O sistema seria do tipo “negativo” quando,
ao contrário, a tensão superficial da fase líquida decresceria ao perder seus
componentes mais voláteis, como o sistema benzeno/n-heptano. Eles
concluíram também que sistemas positivos possuíam um maior poder de
molhabilidade da superfície recheada do que os sistemas do tipo negativo.
Buscando avaliar a influência da tensão superficial do sistema na área
molhada de recheios, Strigle (1989) realizou testes em diversos recheios
randômicos, fabricados com materiais com diferentes características de
molhabilidade. Embora as experiências tenham sido feitas em colunas com
recheios randômicos (anéis de Raschig e IMTP), pode-se fazer um paralelo nos
principais aspectos que influenciam a formação do filme líquido na superfície
do recheio, como quebra de filme e formação de canais, tendo como resultado
a área molhada efetiva dos recheios estruturados. Strigle (1989) utilizou como

24
sistemas representativos desses dois tipos de comportamento uma mistura
metanol/água para um sistema positivo, e o sistema tolueno/C8 aromáticos
para um sistema negativo.
No caso das torres de destilação a vácuo de correntes de petróleo, a
variação da tensão superficial ao longo da coluna, nas condições de operação,
tende a ser decrescente, ou seja, teria uma tendência ao comportamento de
um sistema do tipo negativo. No Capítulo III, as Tabelas III.4.4 e III.4.5
exemplificam essa afirmativa mostrando o perfil de variação da tensão
superficial ao longo da coluna, obtidos através da simulação de processo do
presente estudo. Por outro lado, a variação da tensão superficial por leitos não
é significativa, ou seja, por sessão recheada têm-se sistemas neutros.
Olhando-se apenas por esse ângulo, não é conclusiva a hipótese de ausência
de filmes líquidos uniformes em torres desse tipo. Nesse caso, as áreas secas
encontradas em alguns leitos devem ser, predominantemente, provenientes de
uma má distribuição de líquido, ou operação na faixa baixa de capacidade dos
recheios, e não devido à variação da tensão superficial da mistura, ao longo do
leito.
Na avaliação dos resultados de testes com o sistema etanol/água,
Strigle (1989) utiliza anéis de Raschig de vidro e de aço inoxidável, materiais
de alta energia superficial e os resultados de eficiência foram semelhantes. Já
no caso do PTFE, material de baixa energia superficial, chegou-se à metade da
eficiência dos materiais anteriores. Esses resultados foram obtidos de colunas
em escala de laboratório. No caso dos testes com recheios randômicos do tipo
IMTP, de grande área aberta e em coluna piloto de 387 mm de diâmetro,
Strigle (1989) concluiu que a molhabilidade do material de fabricação do
recheio não teria muita influência na eficiência de separação do mesmo num
sistema de tensão superficial positiva. Nesse caso, foram utilizados o aço-
carbono (alta energia superficial) e aço carbono revestido com PTFE (baixa
energia superficial). A queda de eficiência nos dois casos foi de pouco mais de
4%. Novos testes foram feitos com anéis mistos 75% aço-carbono e 25% de
anéis de aço-carbono revestidos com PTFE, nesse caso a eficiência mostrou-
se 7,7% superior ao obtido com anéis de aço-carbono. Strigle (1989) concluiu
que a retenção de líquido em leitos recheados não é função da molhabilidade
do material e para recheios tipo IMTP, as diferenças de material não afetariam

25
a eficiência do leito. Esse comportamento pode estar relacionado com o fato
das energias cinéticas das fases líquida e vapor, serem de magnitude superior
às forças de superfície. O ganho de eficiência no recheio misto foi atribuído a
uma melhor mistura da fase líquida, acarretada pelas quebras de filme líquido
entre os recheios de alta e os de baixa energia superficial.
Estudos similares para avaliação de comportamento de sistemas do tipo
negativo não foram realizados, mas Strigle (1989) acha que o comportamento
seria semelhante pelo fato de que, em recheios randômicos, o escoamento da
fase líquida seja naturalmente feito através de canais e não de filmes, portanto,
a instabilidade do filme nos sistemas negativos seria indiferente.
No caso de leitos com recheios estruturados de chapas metálicas,
Nicolaiewsky, 1999 (tese) e Nicolaieswsky e Fair (1999) mostraram que os
fenômenos de superfície são muito importantes na transferência de massa, já
que o escoamento do líquido ocorre através da formação de filmes e a
eficiência do recheio está diretamente associada à área molhada efetiva [Fair
(1993), Olujić (1999) e Brunazzi (1997)]. Diversos tipos de tratamento de
superfície metálica foram testados em sistemas de ângulos de contato menores
do que 90° e os resultados mostraram que o tipo de tratamento influenciava na
formação do filme líquido. Parece que as conclusões de Strigle (1989) para
recheios randômicos diferem para os estruturados, onde a área molhada do
recheio é fator decisivo para as trocas de massa na sua superfície. Trabalhos
recentes de Olujić , ainda não publicados, também apontam para influência
significativa da geometria do recheio estruturado no seu desempenho
No presente trabalho foi avaliada a aderência dos modelos teóricos de
previsão de HETP, os quais incorporam cálculos de área efetiva do recheio,
aos valores encontrados na simulação da coluna, através de uma
determinação do “stripping factor” via escolha de componentes chave-leve e
chave-pesado. Esses dados foram então comparados com os dados de HETP
fornecidos pela Sulzer no projeto, para os quatro leitos de fracionamento da
torre de vácuo da LUBNOR compostos por recheios estruturados tipo Mellapak,
objeto do presente estudo.
A busca de uma maior precisão na estimativa da área efetivamente
molhada nos recheios estruturados pode ser comprovada através do número

26
crescente de artigos na área de CFD (Computational Fluid Dynamics)
publicados recentemente enfocando esse assunto [SΦrensen (2006)].
Independentemente das limitações inerentes a dificuldades operacionais
e de amostragem e ao tratamento dos dados provenientes de uma unidade de
processamento de uma mistura complexa como o petróleo, o presente trabalho
teve como meta trazer mais informações a respeito da eficiência de separação
de uma unidade industrial, embora com todas as suas incertezas.
II.1.3 - Distribuição de Líquido
A tendência à má distribuição de líquido parece aumentar com o
diâmetro das colunas e torna-se um problema crucial nas colunas de recheios
estruturados, que apresentam uma grande dificuldade em restaurar uma
distribuição de líquidos inicial não-uniforme (Stoter, 1993).
Os mecanismos que regem o escoamento de filmes líquidos em
superfícies planas estão intimamente ligados não apenas aos fenômenos da
hidrodinâmica do processo, tais como os efeitos viscosos, à formação de
ondulações, na superfície do líquido, mas também e, principalmente, aos
fenômenos de superfície, como o ângulo de contato entre o par sólido/líquido.
As principais causas da má distribuição de líquido em colunas de recheio
(randômicos) foram discutidas por Meier e Huber (1969). Algumas são externas
e podem ser evitadas através de um projeto criterioso:
(a) O distribuidor de refluxo não divide igualmente o fluxo de líquido na seção
reta da coluna;
(b) A coluna não se encontra alinhada verticalmente;
(c) Os recheios randômicos não foram colocados de maneira correta na coluna,
podendo causar a formação de canais preferenciais.
Outras causas de má distribuição são inerentes ao recheio:
(a) O material de que é fabricado o recheio não apresenta boas características
de molhabilidade, isto é, o líquido não molha toda a superfície;
(b) O líquido se move mais facilmente do recheio para a parede do que vice-
versa. Este efeito pode ser aumentado pela condensação do vapor na
parede, devido a perdas de calor.
27
Na Universidade de Delft, Hoek (1983) [(apud Nicolaiewsky, 1999)], em
sua tese de doutorado, mediu e desenvolveu modelos de má distribuição de
líquido, em pequena e grande escalas, em colunas de recheios estruturados e
randômicos, na ausência de gás. A qualidade de distribuição foi considerada
melhor para o recheio Sulzer BX (tecido metálico), 250Y e 500Y, do que para
os recheios randômicos de última geração. Adicionalmente, concluiu que,
garantindo uma boa distribuição inicial, o perfil natural de escoamento estaria
totalmente estabelecido após o terceiro elemento de recheio, no caso de
recheios estruturados. Esse fato sinaliza para os cuidados que o projetista deve
ter com a altura mínima de um leito estruturado.
Testes de distribuição de líquido foram realizados sobre recheios
estruturados corrugados, por Nicolaiewsky (1999), coletando o líquido que
escoava abaixo dos elementos do recheio, em um recipiente retangular,
contendo 14 compartimentos como descrito em Olujić et al. (1993). Para
análise dos resultados, Nicolaiewsky (1999) utilizou o modelo da célula
discreta, desenvolvido por Stoter (1993), em quatro recheios metálicos e no de
cerâmica, estimando-se o fator de espalhamento e caracterizando os tipos de
escoamento possíveis de serem gerados nos recheios. Constatou-se que os
recheios perfurados não possuem um comportamento estável em termos de
distribuição, apresentando uma tendência maior ao escoamento pelos canais,
diminuindo a quantidade de líquido que passa pelos furos, acarretando menor
espalhamento do que os não-perfurados. Contudo, o líquido espalha mais a
maiores vazões e a comunicação é possível nos dois lados do elemento de
recheio. Já nos recheios texturizados, ocorre uma maior mistura, que se origina
do líquido que escoa através dos cruzamentos entre as corrugações dos
elementos adjacentes. A altas vazões de líquido, o efeito da variação da tensão
superficial não é tão visível, como também foi verificado por Olujić e
colaboradores (1993).
Os líquidos que possuem tensão superficial mais elevada tendem a se
espalhar mais nos recheios texturizados (Montz) e nos de superfície bastante
agressivas (Intalox 1T), melhorando o escoamento gravitacional e a mistura
decorrente de escoamento através dos cruzamentos com os elementos
vizinhos (Nicolaiewsky, 1999).

28
Em seu artigo, considerado uma referência na avaliação de
distribuidores usados em colunas recheadas, Moore e colaboradores (1986)
citam os avanços ocorridos na compreensão a respeito das influências que
outros acessórios apresentam na eficiência de uma seção recheada,
especialmente na interferência com a distribuição de líquido, o que levou ao
desenvolvimento de distribuidores de alta eficiência. Como conseqüência, tem-
se uma redução dos fatores de segurança decorrentes da melhoria nos
dispositivos que permitem uma melhor distribuição, para o leito, tanto do líquido
como do vapor.
Os autores chamam a atenção para o fato de que os distribuidores de
líquido de alta eficiência devem ficar o mais próximo possível do leito, evitando
com isso que o vapor ascendente influencie na trajetória do líquido e com isso
provoque uma má distribuição do mesmo no topo do recheio. No caso de
distribuição da fase vapor, Moore e colaboradores (1986) avaliaram que a sua
qualidade está diretamente relacionada com a energia cinética da fase, com a
perda de carga no leito e, em menor grau com a distância entre a entrada do
gás e o fundo do leito. Com o advento dos recheios estruturados que, de
maneira geral, produzem uma baixa perda de carga, torna-se importante o uso
de dispositivos que facilitem a boa distribuição da fase vapor, já que a perda de
carga do recheio passa a ter menor influência na correção da má distribuição
original.
O escoamento de líquido em superfícies metálicas texturizadas foi
investigado por McGlamery (1988) [apud Nicolaiewsky (1999)] em sua tese de
doutorado pela University of Texas em Austin. Oito superfícies de aço
inoxidável foram testadas em uma aparelhagem de parede molhada, usando
cinco combinações gás-líquido, sob condições de absorção. O coeficiente
volumétrico de transferência de massa da fase líquida, kLa, a área molhada a
(baseada na correlação de Shi e Mersmann (1985) [apud Nicolaiewsky (1999)])
e o coeficiente kL foram medidos, durante os experimentos. Os dados obtidos
indicam que a grande contribuição ao aumento da transferência de massa, em
recheios estruturados resulta da turbulência induzida no filme líquido, pela
rugosidade das superfícies. A textura da superfície também aumenta a área
molhada da superfície do recheio. Em termos de escoamento de filmes
líquidos, McGlamery (1988) [apud Nicolaiewsky (1999)] concluiu que há seis
29
variáveis envolvidas: vazão, viscosidade, densidade, tensão superficial, ângulo
de contato e ângulo de inclinação. No caso de placas verticais, de acordo com
a teoria, a tensão superficial não apresenta nenhum efeito explícito, mas se
manifesta implicitamente, através do ângulo de contato, para cuja medida
McGlamery (1988) [apud Nicolaiewsky (1999)] utilizou o goniômetro.
Bemer e Zuiderweg (1978) abordam estudos realizados no Laboratory
for Process Equipment of Delft University, no intuito de verificar a influência da
molhabilidade do recheio no espalhamento e na distribuição da fase líquida,
numa coluna com recheios randômicos de anéis de Raschig. Para isso,
utilizaram um aparato no qual a fase líquida era alimentada através de um
único ponto central no topo do leito, verificando o padrão de distribuição do
líquido, permitindo a comparação com o fator de espalhamento radial, como
definido no modelo de difusão (modelo do filme), além do fator de má-
distribuição determinado por Groenhof (1972) [apud Nicolaiewsky (1999)]. Os
autores também avaliaram a distribuição do tempo de residência como
resultado da má-distribuição da fase líquida, resultados esses comparados com
outros obtidos pela técnica de traçadores.
Bemer e Zuiderweg (1978) utilizaram como sistema experimental água,
água-butanol 3:1, água-butanol 1:1 e 2-metoxi-etanol, obtendo como resultado
a pouca influência da tensão superficial no fator de espalhamento radial,
diferentemente de Onda et al (1973) [apud Nicolaiewsky (1999)]. A diferença no
resultado obtido nesses dois trabalhos foi atribuída ao efeito da capilaridade no
trabalho de Onda et al (1973) [apud Nicolaiewsky (1999)], pois os anéis eram
de pequena dimensão (4 mm), passando a influência da capilaridade a ser
predominante. Já os anéis testados por Zuiderweg e Bemer (1978) eram
maiores (anéis de vidro de 1, 2 e 3 cm e anéis cobertos com teflon de 1 cm).
Os autores também sugerem que o escoamento da fase líquida é
primordialmente feito através de caminhos preferenciais, quer sejam através de
filmes ou pequenos bolsões de líquido. No caso em que prevaleça o
escoamento na forma de filmes, a molhabilidade do recheio passa a ter uma
maior influência na distribuição do líquido. Para recheios randômicos, o
escoamento é preferencialmente feito através de canais estáveis, mas no caso
de recheios estruturados, o filme prevalece.

30
Stichlmair e Stemmer (1987) apresentaram uma metodologia para
determinação do efeito da distribuição de líquido na eficiência de colunas de
recheios. Os autores observaram que a hipótese de escoamento pistonado
nem sempre é válida, especialmente a baixas vazões de líquido. No caso de
recheios randômicos, mesmo com uma boa distribuição inicial de líquido,
ocorre uma perda de distribuição nos leitos, influenciando na perda de quase
50% na transferência de massa.
Para avaliar a má distribuição de líquido em torres com recheio tem-se
empregado em vários estudos de casos a verificação do perfil radial de
temperaturas, numa mesma cota da coluna [Torres et al (2003), Kister et al
(2001), Golden et al (1993)]. Diferenças de temperaturas radiais, acima de
10 °C, na mesma cota, é indício de má distribuição no leito. Esta metodologia já
foi usada diversas vezes, com sucesso, na PETROBRAS, para diagnóstico de
processo. Como prática de projeto, para fins de avaliação do desempenho de
recheios, a PETROBRAS passou a incorporar a instalação de 4 termopares de
contato radiais, defasados de 90° nas regiões recheadas das colunas. No
presente estudo, para avaliação do desempenho dos recheios estruturados da
torre de vácuo da LUBNOR, esse recurso foi utilizado como parâmetro de
identificação de má distribuição nos recheios, como pode ser visto no
Capítulo V.
II.2 – Modificações de Projeto (Revamps)
Nos últimos anos a indústria direcionada às operações de transferência
de massa tem desenvolvido uma variedade de internos para colunas de
destilação com vistas a um acréscimo de sua capacidade. Esse é o caso bem
sucedido dos pratos de alta capacidade que através de um aumento da área
ativa do prato, ou da capacidade do downcomer conseguem maximizar a
capacidade do prato. No entanto, esse aumento na capacidade sempre reduz a
eficiência e/ou a flexibilidade operacional do prato. O equilíbrio entre
capacidade, eficiência e flexibilidade é o desafio ao engenheiro de processo
quando se projeta uma revamp.
A grande vantagem do uso de recheios estruturados nas revamps das
indústrias de petróleo é a característica desses recheios de prover uma maior

31
área efetiva por unidade de volume, aumentando a capacidade, sem
detrimento do seu desempenho. Além disso, como a perda de carga é menor
nas colunas com recheios estruturados, pode-se aumentar o rendimento dos
produtos destilados de colunas de vácuo, diminuindo assim os resíduos
(deepcutting).
Estudo muito interessante foi realizado por Roy e Mercer (1987)
abordando o incentivo, dado pelo UK Department of Energy para o teste, em
unidade industrial, de recheios estruturados como uma maneira de incentivar o
uso dos mesmos pela indústria, para redução dos gastos energéticos das
plantas. A instalação dos recheios estruturados, na região de sobrevaporizado
e de retificação de uma coluna de destilação atmosférica da Phillips Imperial
Petroleum, foi feita em 1986, com resultados favoráveis ao uso desses novos
internos.
Roza e colaboradores (1987) apresentam um estudo de casos a respeito
do uso de recheios estruturados Mellapak da Sulzer em modificações de
projeto (revamps) parcial de uma torre de destilação atmosférica (seção de
troca térmica de refluxo circulante de fundo e seção de sobrevaporizado) e
região localizada logo acima da entrada de carga de uma torre de vácuo para
produção de cortes para UFCC (unidades de craqueamento catalítico), além de
um caso de modificações de projeto (revamps) total, em torre de quench numa
planta de etileno.
Ao ser feita uma comparação entre o levantamento das aplicações do
Mellapak por Roza e colaboradores (1987) e a lista de clientes, do mesmo
produto, atualizada em 1991 no catálogo da Sulzer, acrescentadas de dados
obtidos em correspondência privada em 2001, pode-se ver um grande aumento
na busca de dispositivos de contato que propiciem uma melhor separação
entre os cortes. Essa inferência vem do fato de que, proporcionalmente, o
aumento de instalações ligadas a torres de destilação atmosférica de petróleo e
torres de vácuo para lubrificantes foi superior às instalações para torres de
vácuo para combustível. No caso de torres para lubrificantes esse aumento foi
extremamente significativo. Essa tendência provavelmente se repete com
dispositivos similares de outros fabricantes.

32
Tabela II.2.1 - Levantamento das aplicações de Mellapak em torres industriais
Aplicação Ago
1987
Jan 1991+
2001
Aumento
percentual
1ª.
Instalação
Torres de destilação
atmosférica 15 35 133,0 % 1979
Torres de vácuo para
UFCC 62 83 33,9 % 1979
Torres de vácuo para
lubrificante 8 23 187,5 % 1984
Nos processos secundários de refinarias de petróleo, tais como
craqueamento catalítico fluidizado e hidrocraqueamento, há uma demanda
crescente com relação a frações mais pesadas, desde que continuem
mantendo as impurezas dentro dos limites toleráveis, de modo a converter o
fundo do barril de petróleo em produtos de maior valor agregado. Para
conseguir isso, as refinarias estão procurando obter cortes cada vez mais
profundos (deepcutting) nas colunas de destilação a vácuo, operando até
620 °C. Os cortes mais profundos são atingidos através de modificações de
projeto (revamps) em colunas de destilação a vácuo. Essas revamps, em geral,
requerem a introdução de recheios de alto desempenho, como os estruturados,
melhorando a separação na seção de esgotamento da coluna.
Em trabalho apresentado no 3°. Congresso Latino-Americano de
Hidrocarbonetos, Paschoal e Mainenti (1992) relatam a experiência da
PETROBRAS na modificação dos internos de suas torres atmosférica e a
vácuo para corte de FCC de pratos para recheios. Citam ainda algumas
recomendações de montagem e critérios de projeto, assim como alguns
valores de custo e ganhos com essas modificações.
Paschoal e colaboradores (2001) descrevem as etapas do projeto de
adequação, incluindo aumento de capacidade, de uma unidade de destilação
composta de uma seção atmosférica e outra a vácuo da PETROBRAS, para
operação em dois diferentes modos: cortes combustíveis e geração de cortes
para lubrificantes. Originalmente a coluna possuía três retiradas laterais:
gásoleo leve, gasóleo pesado e “slop wax”. A coluna era formada por dois
leitos de troca térmica e um leito de fracionamento, leitos esses de recheios

33
randômicos e distribuidores com aspersores. Após as modificações de projeto,
passou a ter cinco retiradas laterais: gasóleo leve, destilado neutro leve,
destilado neutro médio, gasóleo pesado e “slop wax”. Para a adequação aos
cortes para lubrificantes, onde um grau de fracionamento mínimo é exigido, foi
necessária a substituição dos 3 leitos originais por 6 leitos de recheios
estruturados, sendo 4 para fracionamento e 2 para troca térmica. A Figura II.2.1
mostra um desenho esquemático das modificações realizadas na coluna. A
necessidade de instalação desses novos leitos, dentro de uma limitação de
aumento da altura do casco da coluna em 2,3 m, fez com que a equipe da
engenharia básica da PETROBRAS optasse pelo uso de recheios estruturados
em toda a coluna, função das necessidades de fracionamento com alturas
menores de recheio, tendo sido essa a primeira torre de vácuo da companhia
totalmente com recheios estruturados, exceto na região de retificação de fundo,
composta por pratos valvulados.
Os autores destacam como principais modificações feitas na coluna as
seguintes:
1) inclusão de três novas panelas de retiradas de produto (neutro leve, neutro
médio e refluxo circulante intermediário);
2) instalação de seis leitos de recheios estruturados e instalação de
distribuidores gravitacionais;
3) aumento do diâmetro da seção de topo da coluna de 3,3 m para 7 m;
4) colocação de anel de 2,3 m de altura e de 7 m de diâmetro no casco da
coluna;
5) instalação de 2 torres de retificação para os cortes neutro leve e médio;
6) modificação da operação da coluna de vácuo seco para vácuo úmido
(definição no item II.2.1);
7) substituição do sistema de geração de vácuo.
Para que os leitos coubessem na coluna, foi adotado o uso de coletores
de líquido tipo lamelas (“calhas Chevron”), cuja foto ilustrativa encontra-se na
Figura II.2.2, os quais ao mesmo tempo serviam de suporte para os leitos,
reduzindo a altura necessária da torre. Esses dispositivos apresentam baixa
perda de carga, não proporcionando uma boa uniformização da fase vapor,
foram posicionados colados ao fundo dos leitos, servindo de suporte aos
mesmos.

34
Problema de má distribuição de vapor foi detectado, no presente
trabalho, ao ser analisada a eficiência do Leito 5 da torre de vácuo da
LUBNOR, que adota esse tipo de coletor/suporte do leito, como pode ser visto
no Capítulo V.
Para minimizar os problemas decorrentes da má distribuição da fase
vapor, os projetistas utilizaram uma panela com chaminés na zona de carga da
coluna, com uma perda de carga significativa, de modo a permitir uma boa
uniformização dos vapores ascendentes. No caso dos distribuidores de líquido,
Paschoal e colaboradores (2001) adotaram distribuidores gravitacionais tipo
calhas, com dois níveis de furos na lateral das calhas, garantindo uma boa
distribuição da fase líquida, mesmo nos distribuidores que possuíam variações
de vazão de 10:1, entre os diversos casos de operação da coluna. Os autores
também apresentam critérios adotados para o cálculo dos distribuidores e das
panelas coletoras, critérios esses que garantiram o desempenho da coluna
dentro das especificações do projeto.
Figura II.2.1 – Desenho esquemático da torre de vácuo antes e após
modificações de projeto (revamps), destacando a mudança de diâmetro na
seção de topo e o aumento na altura da coluna

35
Figura II.2.2. Foto ilustrativa de coletor tipo “calha Chevron”
Shah (1991) tece comentários sobre os cuidados na escolha e na
instalação de recheios estruturados para evitar a baixa eficiência dos mesmos,
quando em operação. Shah (1991) chama a atenção também para o fato de
que, de um modo geral, a perda de eficiência dos recheios estruturados pode
ocorrer antes que ele atinja seu limite hidráulico.
Um ponto que se deve ter em mente, sempre que se fala em eficiência
de recheios estruturados, é que esse tipo de recheio opera melhor a maiores
vazões [experiência em colunas da PETROBRAS e Roy (1987)]. Embora
apresentem perda de eficiência antes de atingir o seu limite hidráulico, podendo
levar seu projeto para condições de baixa carga, não operam bem a baixas
vazões, provavelmente porque, nessa condição o controle da operação da
coluna fica menos estável devido ao pequeno tempo de resposta para
distúrbios operacionais. Shah (1991) sugere que valores de HETP fornecidos
pelos fabricantes devem ser adaptados para os sistemas de aplicação
industrial, levando-se em conta as propriedades físico-químicas dos fluidos,
variações de viscosidade, tendência à formação de espuma, presença de
sujeira, etc. Em especial para o caso de modificações de projeto (revamps) de
unidades existentes, diversos autores relatam a importância da realização de
testes nas unidades para que um projeto mais adequado seja realizado,
incluindo a determinação das eficiências das colunas de processo. Embora
esse tipo de recomendação seja de conhecimento público, na maioria das
vezes os projetos de modificações de unidades de processo são feitos sem uso
dessas informações.
36
II.2.1 - Levantamento de dados das torres da PETROBRAS
Dentro das tendências mundiais de emprego de recheios em torres
industriais a partir do final da década de 70, as novas unidades de destilação a
vácuo, para cortes de combustíveis da PETROBRAS, já foram concebidas com
recheios. Os projetos foram feitos por firmas estrangeiras, buscando o aumento
da produção de carga das Unidades de Craqueamento Catalítico Fluído
(UFCC). Como exemplo os projetos das torres de vácuo, pós 1978, (U-9 e U-
210), já foram concebidas totalmente com recheios grades Glitsch e anéis Pall,
respectivamente. Assim como a torre de vácuo da U-32 (1986), cujo projeto foi
desenvolvido 100% pela engenharia básica da empresa, também foi concebida
totalmente com recheios, sendo um dos seus 5 leitos com recheio estruturado
tipo B1 da Montz e os outros com recheios randômicos tipo IMTP (Intalox Metal
Tower Packing).
A Figura II.2.3. apresenta uma configuração típica de unidade de
destilação a vácuo de refinarias de petróleo para a produção de destilados
gasóleos, carga para unidade de craqueamento catalítico fluído (UFCC). O
resíduo atmosférico (RAT), produto de fundo da torre de destilação atmosférica
(na qual são retirados os cortes combustíveis leves como a nafta, querosene e
diesel), após ajuste de temperatura no forno de vácuo é alimentado na torre de
vácuo, através de dispositivo chamado bocal de carga, na região da zona de
vaporização da coluna. O modo de operação das torres de vácuo de refinaria
de petróleo pode ser: seco, úmido (com injeção de vapor d’água no fundo da
coluna de vácuo) ou semi-úmido (com injeção de vapor d’água no fundo da
coluna e nos passes do forno de vácuo). Parte do RAT, que não foi vaporizada,
alimenta a zona de fundo da coluna de vácuo, que, nas torres que operam com
vácuo úmido, pode ser formada por bandejas ou leito recheado. Após a
retificação o produto de fundo da coluna de vácuo é o resíduo de vácuo (RV).
No caso da operação com vácuo seco, a fração não-vaporizada do RAT forma
o resíduo de vácuo (RV), produto de fundo dessa coluna.
O produto de topo das torres de vácuo é formado por hidrocarbonetos
leves, gases craqueados gerados nos fornos de vácuo, inertes e, no caso do
vácuo úmido, vapor d’água. Esses vapores são alimentados ao sistema de
geração de vácuo. Os gases residuais desse sistema podem ser incorporados

37
ao sistema de gás combustível das refinarias, queimado diretamente nos
fornos de vácuo da unidade, ser aliviado para o sistema de tocha, ou ser
encaminhado para a seção de recuperação de gases das UFCC, onde os
hidrocarbonetos de C2 a C4 são recuperados.
O topo da coluna de vácuo é uma região de troca térmica do gasóleo
leve (GOL), produto este normalmente incorporado ao gasóleo carga das
UFCC’s, podendo também ser enviado ao pool de diesel da refinaria. Neste
último caso, o GOL passa na unidade de hidrotratamento (HDT), devido à sua
instabilidade, antes de ser incorporado ao pool de diesel. Quando da utilização
do corte GOL para diesel, é recomendada a instalação de uma região de
fracionamento entre os cortes gasóleo leve e gasóleo pesado (GOP), para
ajuste da destilação do diesel. Na retirada de GOL, pode-se ter de duas a três
saídas de produtos: GOL para armazenamento, uma corrente de refluxo
circulante de gasóleo leve frio (RGOL), responsável pela retirada de calor do
topo da coluna e, em alguns casos, um refluxo para alimentar a região de
fracionamento GOL x GOP.
Abaixo da seção citada acima, tem-se a região de gasóleo pesado
(GOP) da coluna de vácuo, originando três correntes de produtos: GOP
produto para armazenamento, o refluxo circulante de gasóleo pesado frio
(RGOP), responsável pela maior parte do calor retirado na coluna, sendo
utilizado para pré-aquecimento do petróleo, e uma corrente de refluxo quente
denominada de “óleo de lavagem”, que é responsável pelo fracionamento entre
o GOP e o RV, gerando uma retirada de produto lateral, logo acima da zona de
vaporização, chamada “slop-wax” ou gasóleo de reciclo (GOC).
Os vapores ascendentes da zona de vaporização atravessam a região
conhecida como “região de lavagem”, a qual pode ser constituída de uma ou
duas seções. A região logo acima do bocal de carga, na qual existe um reciclo
de “slop-wax” (RGOC), tem como finalidade principal a retenção da fração de
RV arrastada pelos vapores ascendentes. Acima dessa região, ocorre o
fracionamento entre o GOP e o RV. Essa é a região que define a qualidade do
corte gasóleo pesado para alimentar a unidade de craqueamento catalítico
fluído (UFCC). A tendência atual, a nível mundial, é a da utilização de apenas
uma seção na “região de lavagem” das torres de vácuo, constituída por um leito
misto formado por algumas camadas de grade no fundo do leito e recheio
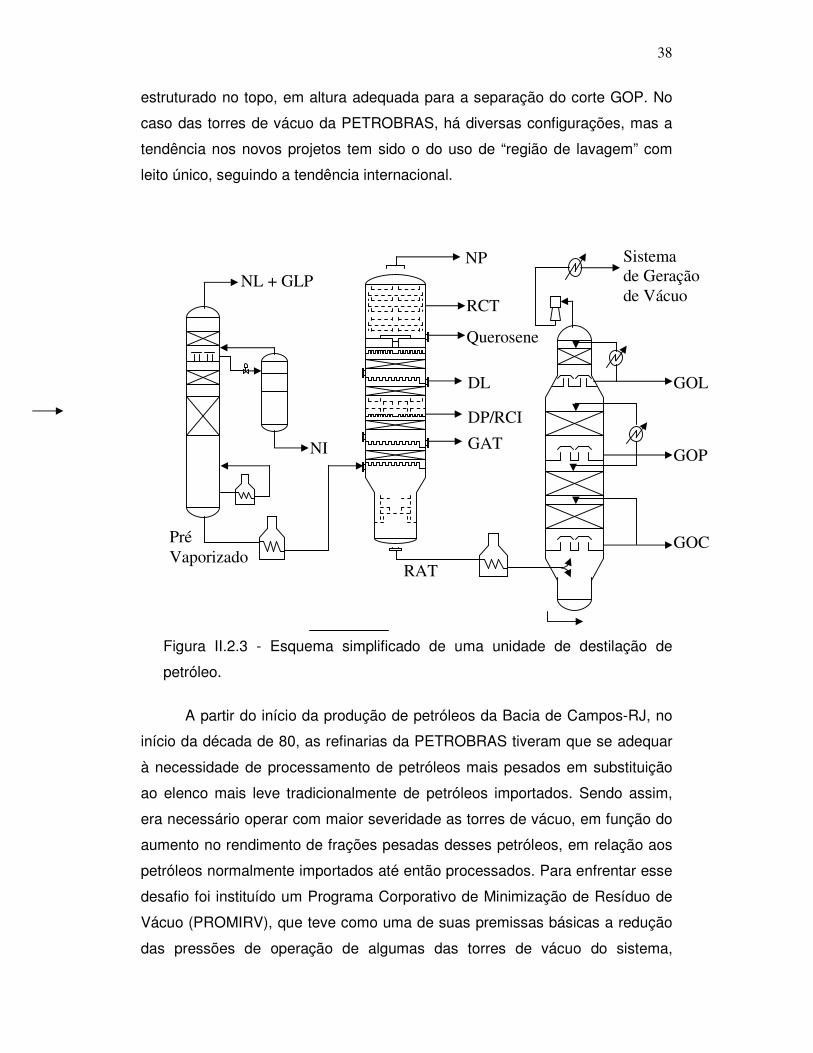
38
estruturado no topo, em altura adequada para a separação do corte GOP. No
caso das torres de vácuo da PETROBRAS, há diversas configurações, mas a
tendência nos novos projetos tem sido o do uso de “região de lavagem” com
leito único, seguindo a tendência internacional.
Figura II.2.3 - Esquema simplificado de uma unidade de destilação de
petróleo.
A partir do início da produção de petróleos da Bacia de Campos-RJ, no
início da década de 80, as refinarias da PETROBRAS tiveram que se adequar
à necessidade de processamento de petróleos mais pesados em substituição
ao elenco mais leve tradicionalmente de petróleos importados. Sendo assim,
era necessário operar com maior severidade as torres de vácuo, em função do
aumento no rendimento de frações pesadas desses petróleos, em relação aos
petróleos normalmente importados até então processados. Para enfrentar esse
desafio foi instituído um Programa Corporativo de Minimização de Resíduo de
Vácuo (PROMIRV), que teve como uma de suas premissas básicas a redução
das pressões de operação de algumas das torres de vácuo do sistema,
GOL
GOP
GOC
Querosene
DL
DP/RCI
GAT
RAT
NL + GLP
Pré
Vaporizado
NP
RCT
Sistema
de Geração
de Vácuo
NI
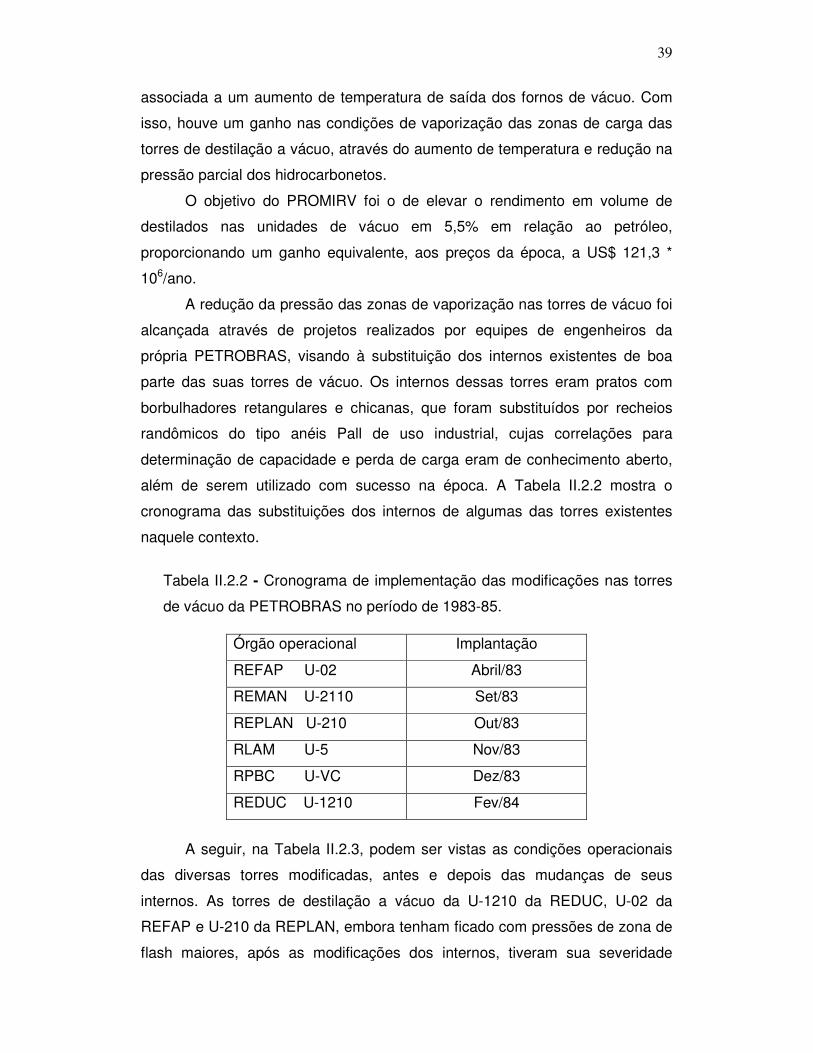
39
associada a um aumento de temperatura de saída dos fornos de vácuo. Com
isso, houve um ganho nas condições de vaporização das zonas de carga das
torres de destilação a vácuo, através do aumento de temperatura e redução na
pressão parcial dos hidrocarbonetos.
O objetivo do PROMIRV foi o de elevar o rendimento em volume de
destilados nas unidades de vácuo em 5,5% em relação ao petróleo,
proporcionando um ganho equivalente, aos preços da época, a US$ 121,3 *
106/ano.
A redução da pressão das zonas de vaporização nas torres de vácuo foi
alcançada através de projetos realizados por equipes de engenheiros da
própria PETROBRAS, visando à substituição dos internos existentes de boa
parte das suas torres de vácuo. Os internos dessas torres eram pratos com
borbulhadores retangulares e chicanas, que foram substituídos por recheios
randômicos do tipo anéis Pall de uso industrial, cujas correlações para
determinação de capacidade e perda de carga eram de conhecimento aberto,
além de serem utilizado com sucesso na época. A Tabela II.2.2 mostra o
cronograma das substituições dos internos de algumas das torres existentes
naquele contexto.
Tabela II.2.2 - Cronograma de implementação das modificações nas torres
de vácuo da PETROBRAS no período de 1983-85.
A seguir, na Tabela II.2.3, podem ser vistas as condições operacionais
das diversas torres modificadas, antes e depois das mudanças de seus
internos. As torres de destilação a vácuo da U-1210 da REDUC, U-02 da
REFAP e U-210 da REPLAN, embora tenham ficado com pressões de zona de
flash maiores, após as modificações dos internos, tiveram sua severidade
Órgão operacional Implantação
REFAP U-02 Abril/83
REMAN U-2110 Set/83
REPLAN U-210 Out/83
RLAM U-5 Nov/83
RPBC U-VC Dez/83
REDUC U-1210 Fev/84
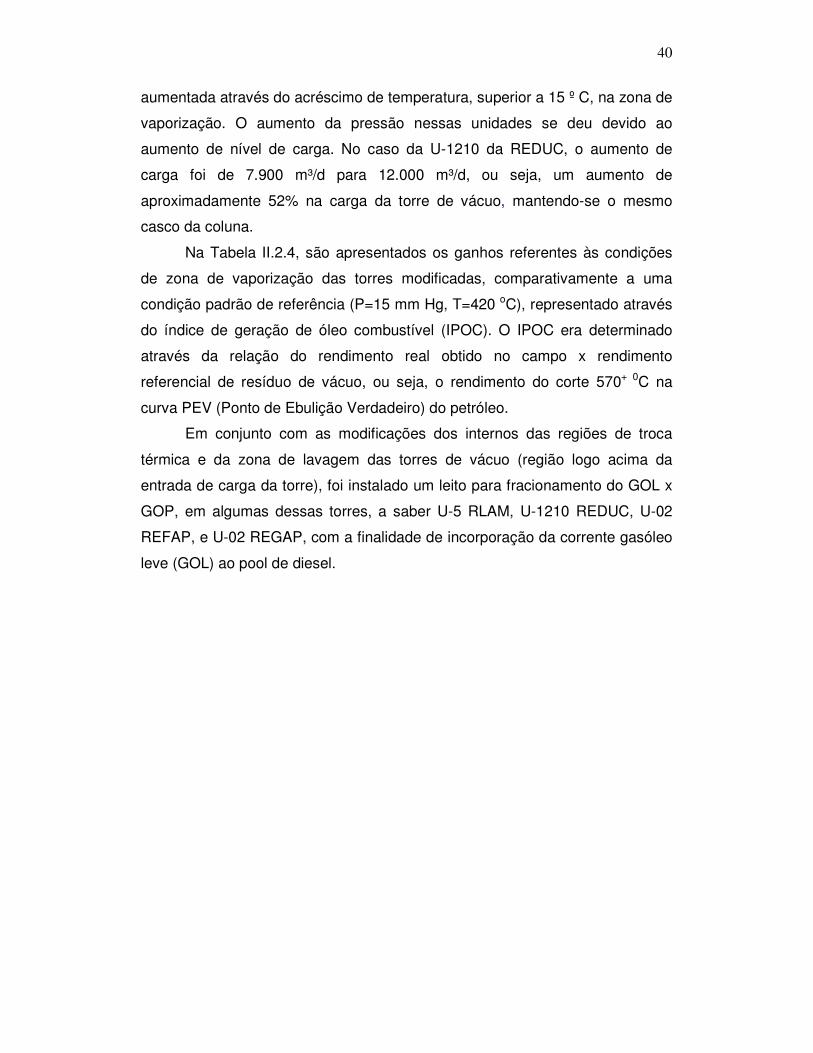
40
aumentada através do acréscimo de temperatura, superior a 15 º C, na zona de
vaporização. O aumento da pressão nessas unidades se deu devido ao
aumento de nível de carga. No caso da U-1210 da REDUC, o aumento de
carga foi de 7.900 m³/d para 12.000 m³/d, ou seja, um aumento de
aproximadamente 52% na carga da torre de vácuo, mantendo-se o mesmo
casco da coluna.
Na Tabela II.2.4, são apresentados os ganhos referentes às condições
de zona de vaporização das torres modificadas, comparativamente a uma
condição padrão de referência (P=15 mm Hg, T=420 oC), representado através
do índice de geração de óleo combustível (IPOC). O IPOC era determinado
através da relação do rendimento real obtido no campo x rendimento
referencial de resíduo de vácuo, ou seja, o rendimento do corte 570+ 0C na
curva PEV (Ponto de Ebulição Verdadeiro) do petróleo.
Em conjunto com as modificações dos internos das regiões de troca
térmica e da zona de lavagem das torres de vácuo (região logo acima da
entrada de carga da torre), foi instalado um leito para fracionamento do GOL x
GOP, em algumas dessas torres, a saber U-5 RLAM, U-1210 REDUC, U-02
REFAP, e U-02 REGAP, com a finalidade de incorporação da corrente gasóleo
leve (GOL) ao pool de diesel.
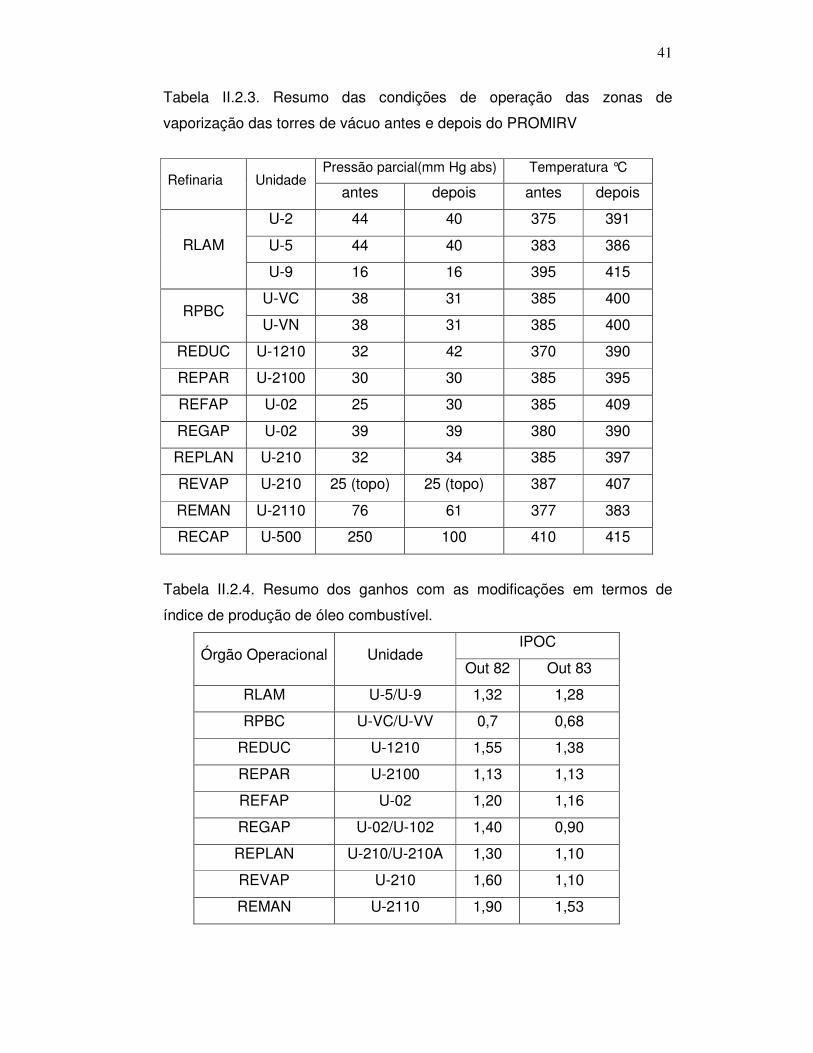
41
Tabela II.2.3. Resumo das condições de operação das zonas de
vaporização das torres de vácuo antes e depois do PROMIRV
Tabela II.2.4. Resumo dos ganhos com as modificações em termos de
índice de produção de óleo combustível.
IPOC Órgão Operacional Unidade
Out 82 Out 83
RLAM U-5/U-9 1,32 1,28
RPBC U-VC/U-VV 0,7 0,68
REDUC U-1210 1,55 1,38
REPAR U-2100 1,13 1,13
REFAP U-02 1,20 1,16
REGAP U-02/U-102 1,40 0,90
REPLAN U-210/U-210A 1,30 1,10
REVAP U-210 1,60 1,10
REMAN U-2110 1,90 1,53
Pressão parcial(mm Hg abs) Temperatura °C Refinaria Unidade
antes depois antes depois
U-2 44 40 375 391
U-5 44 40 383 386 RLAM
U-9 16 16 395 415
U-VC 38 31 385 400 RPBC
U-VN 38 31 385 400
REDUC U-1210 32 42 370 390
REPAR U-2100 30 30 385 395
REFAP U-02 25 30 385 409
REGAP U-02 39 39 380 390
REPLAN U-210 32 34 385 397
REVAP U-210 25 (topo) 25 (topo) 387 407
REMAN U-2110 76 61 377 383
RECAP U-500 250 100 410 415
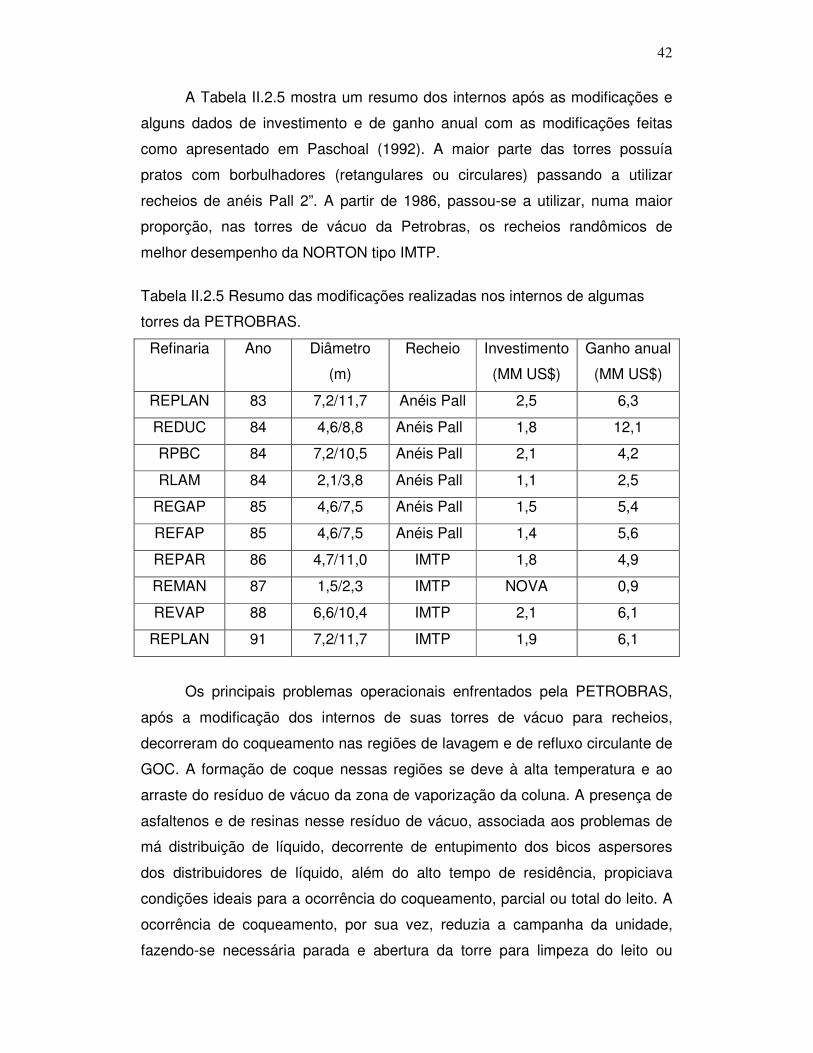
42
A Tabela II.2.5 mostra um resumo dos internos após as modificações e
alguns dados de investimento e de ganho anual com as modificações feitas
como apresentado em Paschoal (1992). A maior parte das torres possuía
pratos com borbulhadores (retangulares ou circulares) passando a utilizar
recheios de anéis Pall 2”. A partir de 1986, passou-se a utilizar, numa maior
proporção, nas torres de vácuo da Petrobras, os recheios randômicos de
melhor desempenho da NORTON tipo IMTP.
Tabela II.2.5 Resumo das modificações realizadas nos internos de algumas
torres da PETROBRAS.
Refinaria Ano Diâmetro
(m)
Recheio Investimento
(MM US$)
Ganho anual
(MM US$)
REPLAN 83 7,2/11,7 Anéis Pall 2,5 6,3
REDUC 84 4,6/8,8 Anéis Pall 1,8 12,1
RPBC 84 7,2/10,5 Anéis Pall 2,1 4,2
RLAM 84 2,1/3,8 Anéis Pall 1,1 2,5
REGAP 85 4,6/7,5 Anéis Pall 1,5 5,4
REFAP 85 4,6/7,5 Anéis Pall 1,4 5,6
REPAR 86 4,7/11,0 IMTP 1,8 4,9
REMAN 87 1,5/2,3 IMTP NOVA 0,9
REVAP 88 6,6/10,4 IMTP 2,1 6,1
REPLAN 91 7,2/11,7 IMTP 1,9 6,1
Os principais problemas operacionais enfrentados pela PETROBRAS,
após a modificação dos internos de suas torres de vácuo para recheios,
decorreram do coqueamento nas regiões de lavagem e de refluxo circulante de
GOC. A formação de coque nessas regiões se deve à alta temperatura e ao
arraste do resíduo de vácuo da zona de vaporização da coluna. A presença de
asfaltenos e de resinas nesse resíduo de vácuo, associada aos problemas de
má distribuição de líquido, decorrente de entupimento dos bicos aspersores
dos distribuidores de líquido, além do alto tempo de residência, propiciava
condições ideais para a ocorrência do coqueamento, parcial ou total do leito. A
ocorrência de coqueamento, por sua vez, reduzia a campanha da unidade,
fazendo-se necessária parada e abertura da torre para limpeza do leito ou

43
reposição dos mesmos. Após alterações em alguns parâmetros de projeto, tais
como instalação de filtros antes dos distribuidores tipo aspersores, como
representado na Figura II.2.4, e redução da temperatura da região, os
problemas foram minimizados. Uma outra modificação foi no tipo de material da
tubulação do refluxo circulante de GOC, de aço-carbono para aço-inox. Os
mesmos tipos de problemas foram vivenciados por refinarias que modificaram
os internos das torres de vácuo de pratos para recheios também no exterior
[Kister (1992)].
Figura II.2.4. Distribuidor de líquido do tipo aspersores
A partir dos estudos dos problemas decorrentes de falhas operacionais,
ocorridas após implementação de recheios em torres de destilação a vácuo,
uma série de recomendações foi feita, por diversos consultores. Essas
recomendações se relacionam com: cuidados no dimensionamento dos
distribuidores do tipo aspersores, emprego de filtros antes desses distribuidores
e taxas mínimas de molhamento no fundo do leito (0,2 gpm/ft²). Além disso,
alguns ajustes foram necessários, em simulações de processo a fim de se ter
uma melhor previsão das vazões de líquido ao longo dos leitos.
Recomendações a respeito do número ótimo de estágios de fracionamento, na
região de lavagem da torre de vácuo, em função do teor de metais do petróleo,
também foram equacionadas.
Os recheios estruturados passaram a serem utilizados nas regiões de
fracionamento de torres de vácuo da PETROBRAS, a partir do projeto da nova
unidade de destilação U-32 da RLAM (onde o leito logo acima da região de
carga da coluna era composto de recheio estruturado B1 da Montz Pak,
utilizando distribuidor gravitacional). Esse foi o primeiro projeto de unidade de
destilação, totalmente feito pela engenharia básica do Centro de Pesquisa e

44
Desenvolvimento da PETROBRAS (CENPES), no final da década de 80.
Nessa mesma época foi projetada a primeira torre de vácuo com a totalidade
de seus leitos compostos de recheios estruturados, a torre para cortes
lubrificantes da U-9, da mesma refinaria. Na Tabela II.2.4, estão descritas as
torres de vácuo das refinarias da PETROBRAS que utilizam recheios
estruturados.
Tabela II.2.6 - Torres de vácuo da PETROBRAS que utilizam recheios
estruturados.
Refinaria Ano Diâmetro (m) Recheio Região Modo Nota Situação
RLAM 1999 7,0 ISP Total Lubrificante (1) (4)
RLAM 1998 7,4/10,6 B1 1 leito Combustível (2) (4)
REGAP 1999 4,57/4,4/7,47 Mellapak 3 leitos Combustível (3) (4)
REGAP 2002 4,57 ISP/Intalox
Grid
1 leito Combustível (3) (4)
LUBNOR 2001 1,7 ISP Total Lubrificante (1) (5)
LUBNOR 2005 2,3 Mellapak 6 leitos Lubrificante (2) (4)
REPAR 2007 4,7 /11,0 Estruturado 5 leitos Combustível (3) (6)
(1) Aumento de capacidade e mudança de operação Combustível Lubrificantes;
(2) Projeto novo;
(3) Modificações de projeto (revamps) com aumento de capacidade e mudança de
elenco;
(4) Torre em operação;
(5) Torre desativada;
(6) Torre em projeto.
Os projetos de modificações efetuados nas torres de vácuo da
PETROBRAS e, de um modo geral, nas demais colunas, com o uso de
recheios estruturados, não nos permitem uma comparação direta de
performance ou de ganhos em produtos com a situação anterior da coluna.
Isso se deve ao fato dessas modificações estar sempre associada com
mudanças no elenco de petróleo processado (petróleos cada vez mais
pesados), com o aumento da capacidade ou com o modo de operação, além
de mudanças referentes às especificações de qualidade dos produtos. Face à
experiência adquirida com as revamps, novos projetos, como o caso da torre
de vácuo da LUBNOR, utilizada como torre de estudo no presente trabalho, já
ter sido concebida, em 2005, com o uso de recheios estruturados.

45
Para ilustrar a dificuldade de comparação dos dados, entre colunas
originais e pós-modificações de projeto, são citadas as modificações realizadas
em duas torres de vácuo, com um histórico de mudanças ocorridas, nas
condições operacionais da torre de vácuo, em duas refinarias da PETROBRAS.
Caso 1: Unidade de destilação da REPAR, modificações sem alteração do
casco original da torre:
1. Projeto original 20.000 m³/d de petróleo API ~31; torre de vácuo com
chicanas (1977);
2. Modificações de projeto para processamento de 24.000 m³/d de
petróleo com API 24; aproximadamente; torre de vácuo com internos
substituídos para recheios randômicos (1985);
3. Modificações de projeto para processamento de 27.000 m³/d, mesmo
elenco de petróleo e modificações apenas na coluna atmosférica
(1992);
4. Modificações de projeto para processamento de 30.000 m³/d, mesmo
elenco, modificações na torre pré-fracionadora e adaptações no forno
de vácuo (1998);
5. Ajustes para 32.000 m³/d com melhorias no forno de vácuo (2001);
6. Modificações de projeto para processamento de 35.000 m³/d de
petróleo nacional pesado, com substituição de todos os internos da
torre de vácuo, para recheios estruturados, com nova retirada lateral
de gasóleo médio (GOM), incluindo a instalação de leito de
fracionamento GOL x GOM, projeto a ser implementado em 2008.
A corrente denominada gasóleo médio (GOM) retirada intermediária
entre o GOL e GOP, além de propiciar uma melhoria na otimização energética
da unidade, em função do seu nível térmico, possui características mais
adequadas à alimentação de unidades de hidrocraqueamento catalítico (HCC)
do que o GOP.

46
Figura II.2.5. Esquema da torre de vácuo da REPAR atual e futura.
Caso 2: Unidade de destilação da RLAM, modificações com alteração do
casco original da torre e do modo de operação de cortes combustível para
lubrificantes:
1. Projeto original 8.000 m³/d de petróleos API~32; torre de vácuo para
combustíveis com grades Glitsch (1978);
2. Modificações de projeto para processamento de 9.000 m³/d de petróleo
API ~ 30; modo de operação para cortes lubrificantes e operação para
combustível, torre de vácuo com internos substituídos para recheios
estruturados (1999). Os detalhes do projeto foram abordados no
trabalho de Paschoal e colaboradores (2001).
Na PETROBRAS, houve apenas dois casos de insucessos no uso de
recheios estruturados em revamps de colunas atmosféricas. No entanto, esse
relativo insucesso se deu devido a problemas de má distribuição de líquido,
que afetaram o desempenho dessas colunas devido a projeto inadequado dos
distribuidores. Problemas esses que estão sendo resolvidos através de
alterações que são implementadas em paradas das unidades para
manutenção. Estes problemas estão descritos em Marsiglia e Schnaibel (2004).

47
Capítulo III - Materiais e Métodos
III.1 – Descrição da Unidade de Destilação da LUBNOR
A UVAC foi originalmente projetada para a produção de asfaltos a partir
de crus importados venezuelanos, como o petróleo Bachaquero. Para se
adequar ao processamento de destilados para a planta de lubrificantes
naftênicos, a unidade passou por modificações de projeto de processo
(revamp) em 2001, cujo principal foco foi a adequação da torre de destilação a
vácuo para retiradas desses destilados. No que concerne aos dispositivos de
contato líquido-vapor da torre de vácuo, o projeto consistiu da substituição de
todos os internos, por recheios estruturados tipo ISP (Intalox Structured
Packing) da Norton, cujas fotos encontram-se abaixo, exceto na região de
retificação de fundo formada por pratos perfurados.
Figura III.1.1 – Fotos do recheio estruturado ISP da NORTON

48
Tabela III.1.1. Configuração dos internos da torre de vácuo da LUBNOR (2001).
REGIÃO INTERNO DIÂMETRO
(mm)
ALTURA
(mm)
No. Estágios
Teóricos
Topo Demister - -
Fracionamento
NAFTA x GOL
ISP 2T 1700 1116 2
Fracionamento
GOL x DNL
ISP 2T 1700 1686 4
Fracionamento
DNL x GOP
ISP 4T 1700 1678 1
Fracionamento
GOP X DNM
ISP 2T/4T 1700 1397 3
Refluxo Circulante ISP 4T 1700 1092 1
Slop Wax IMTP 40 1700 3
Retificação 5 pratos
perfurados
1000 Espaçamento
600 mm
-
Em função de diversos problemas de falta de confiabilidade da torre de
vácuo da unidade de destilação da LUBNOR, a PETROBRAS resolveu fazer
um projeto de melhoria na unidade, substituindo a torre de destilação a vácuo
da unidade. O projeto de adequação, que entrou em operação em 2005,
identificou a necessidade de substituição dos seguintes equipamentos: a torre
de destilação a vácuo, as retificadoras laterais, instalação de uma nova torre
retificadora, novo forno de carga e diversas bombas (carga e retiradas). Além
disso, instalação de novas dessalgadoras para petróleo ultraviscoso, instalação
de vaso de recebimento de descarga das válvulas de segurança da unidade e
sistema de tocha. A unidade processa atualmente uma carga de 1.100 m³/d de
petróleos nacionais naftênicos pesados (oAPI ~ 13), produzindo diferentes
destilados naftênicos que são processados, em campanhas segregadas, na
Unidade de Lubrificantes – ULUB da própria LUBNOR.
Em função das características dos petróleos naftênicos pesados, com
teor de destilados leves abaixo de 6% em volume do petróleo, a unidade possui
apenas a torre de destilação a vácuo. O petróleo ao entrar na unidade é pré-

49
aquecido em uma bateria de trocadores de calor, passa em um separador
eletrostático (equipamento responsável pela retirada de sais, água e
sedimentos do petróleo), passa numa outra bateria de pré-aquecimento,
seguindo para o forno de vácuo. Daí, segue para a torre de destilação a vácuo,
onde são retirados os destilados naftênicos, os quais, após passarem por
torres retificadoras laterais, são resfriados e enviados para armazenamento,
para serem processados posteriormente na unidade de lubrificantes. Além dos
destilados naftênicos, é produzido na unidade cimento asfáltico, que
corresponde a quase 60% em volume do petróleo.
A torre de vácuo, com diâmetro de 2,3 m e altura de 36,39 m, possui 7
seções recheadas, sendo 6 delas com recheios estruturados, dos quais 5 são
leitos para fracionamento de produtos laterais adjacentes, como pode ser visto
no desenho esquemático da Figura III.1.2. Na seção inferior da coluna,
composta por seis pratos valvulados, sai o resíduo de vácuo retificado, que
formará a corrente principal para o cimento asfáltico (CAP).
No topo da coluna são retirados os gases e um destilado leve com
características de uma nafta. A torre possui seis retiradas laterais: a primeira
delas é formada pelo gasóleo leve (GOL). Na segunda saída lateral, retira-se
destilado naftênico leve (DNL). Em função da campanha, na terceira retirada
lateral, pode-se ter destilado naftênico médio (DNM) ou gasóleo pesado (GOP).
A quarta retirada lateral é o destilado naftênico pesado (DNP) e na quinta, tem-
se o corte denominado “slop-wax”, o qual é a fração líquida considerada o
sobrevaporizado, incorporada externamente à coluna ao resíduo de vácuo (RV)
para composição do cimento asfáltico (CAP). Em conjunto com a saída de
DNP, tem-se a retirada de uma corrente de refluxo circulante e uma corrente de
gasóleo de “lavagem”.

50
l
Figura III.1.2. Representação esquemática dos internos da torre de destilação a
vácuo e torres retificadoras laterais da LUBNOR.
III.2 - Dados atuais da torre de vácuo da LUBNOR
A torre de vácuo da LUBNOR foi escolhida para servir de base aos
estudos de determinação da eficiência dos recheios estruturados em unidade
industrial pelos seguintes motivos: a) ter sido projetada com critérios bem
determinados; b) ser bem instrumentada; c) processar petróleos puros,
permitindo assim uma simulação mais representativa; d) possuir vários leitos
de fracionamento; e e) operar em diversas campanhas que leva a coluna a
trabalhar em várias condições de vazões de líquido e vapor.
Após o revamp realizado na referida unidade, surgiu uma boa
oportunidade, pois com a colocação em operação das dessalgadoras em
março de 2006, verificou-se a necessidade de realização de teste de
desempenho e de carga máxima para ratificação do desempenho, em relação
ao projetado. Além disso, havia necessidade de se identificar os limites
operacionais da unidade, estabelecendo a nova carga nominal da UVAC
visando, assim, atender ao aumento da demanda do mercado de asfaltos.

51
O esquema da torre de vácuo original para produção de cortes para
lubrificantes naftênicos da LUBNOR era constituído de recheios estruturados
ISP e IMTP 40 da NORTON. A nova torre de vácuo construída em substituição
a anterior possui recheios estruturados Mellapak e anéis Nutter da Sulzer. A
comparação entre os dois projetos fica difícil de ser feita, em função das
mudanças do tipo de petróleo processado, mudança nas especificações de
produtos, nova configuração da torre, alteração no nível de carga processada e
diâmetro da coluna, assim como nos diversos internos da mesma.
Tabela III.2.1: Configuração dos internos da torre de vácuo da LUBNOR (2005)
REGIÃO INTERNO DIÂMETRO
(mm)
ALTURA
(mm)
No. Estágios
Teóricos
Topo Demister 2300 - -
Fracionamento
NAFTA x GOL1 Mellapak 125Y 2300 1758 2
Fracionamento
NAFTA x GOL2 Mellapak 125Y 2300 914 1
Fracionamento
GOL x DNL Mellapak 2Y 2300 2170 4
Fracionamento
DNL x DNM Mellapak 2Y 2300 1120 2
Fracionamento
DNM x DNP Mellapak 2Y 2300 1130 2
Refluxo
Circulante Mellapak 125Y 2300 1547 -
Slop Wax Nutter Ring
1.75 2300 2700 3
Retificação de
fundo
6 Pratos com
válvulas fixas 1400
Espaçamento
610 mm -
III.3 – Etapas do estudo de determinação do HETP dos recheios
estruturados da torre de vácuo da LUBNOR
As seguintes etapas foram seguidas no levantamento dos dados de
HETP para os recheios estruturados usando correntes de destilação a vácuo
de cortes lubrificantes:
52
1. Realização de testes experimentais em unidade industrial da
PETROBRAS para coleta de amostras e avaliação de performance dos
recheios;
2. Utilização do simulador de propriedade da Petrobras - PETROX para
geração de dados hidráulicos e de propriedades físico-químicas para
avaliação do número de estágios teóricos dos recheios existentes;
3. Determinação da tensão superficial de cortes lubrificantes em laboratório
da UFRJ;
4. Utilização de correlações disponíveis em literatura para determinação do
HETP dos recheios utilizados;
5. Comparação dos dados experimentais obtidos na planta industrial e
dados de catálogos de fabricantes;
6. Estabelecimento de correlação para ajuste dos HETP’s de catálogo.
Para possibilitar a avaliação do desempenho dos recheios estruturados
em uma torre de vácuo de unidade industrial, foi aproveitada a realização do
teste para definição da carga máxima nas instalações da unidade de destilação
a vácuo da LUBNOR para a coleta de dados operacionais, incluindo
amostragem dos cortes destilados para lubrificantes para realização de
simulação da unidade. Embora o objetivo principal do teste não tenha sido a
avaliação do desempenho da coluna de destilação, o fato de ter-se operado a
coluna em diversos patamares de vazão e com dois diferentes tipos de
petróleo, permitiu a avaliação do desempenho dos seus recheios em diferentes
condições de vazões de líquido e vapor.
O teste foi conduzido com dois diferentes tipos de petróleo e em
campanhas distintas, favorecendo a coleta de informações em condições
operacionais diversas. A simulação de processo foi realizada utilizando-se o
simulador de propriedade da PETROBRAS (PETROX). Alguns ajustes nas
simulações foram necessários, em função da ausência de coleta de amostras
dos gases e do hidrocarboneto líquido do vaso do sistema de geração de
vácuo. Esse fato causou algumas diferenças significativas, em especial nas
condições de equilíbrio do vaso de topo da torre de vácuo, como conseqüência,
houve dificuldades para reproduzir as propriedades da nafta de topo
(densidade e início de destilação). Outro ponto que prejudicou a estimativa das

53
condições do vaso de topo da coluna é que os petróleos processados possuem
poucos leves, havendo uma descontinuidade muito acentuada no início da sua
curva PEV, provocando essas imprecisões nas propriedades de início da faixa
da nafta.
O plano de análise dos testes consistiu da determinação das seguintes
propriedades dos produtos: densidade 20/4 °C, viscosidades e teor de
asfaltenos. Para os destilados Nafta e Gasóleo Leve foram feitas destilações
ASTM D86. No caso dos destilados naftênicos foram realizadas as destilações
a alta temperatura (HTSD 750), além da determinação da tensão superficial. A
destilação HTSD 750 também foi utilizada para os cortes slopwax e CAP.
Nas Tabela III.3.1 e III.3.2, estão os métodos de análises executados e
suas faixas de precisão dos resultados experimentais, repetibilidade (REPE) e
reprodutibilidade (REPRO):
1) Densidade d20/4 °C: método ASTM D 1298: REPE = 0,0006;
REPRO = 0,0015 (para cortes médios do petróleo), resumo do
método no item A.VI.3;
2) Destilação ASTM D 86: os valores de REPE e REPRO estão
apresentados na Tabela III.3.1 em função das temperaturas dos
cortes adjacentes e seus rendimentos volumétrico), resumo do
método no item A.VI.2.
Tabela III.3.1. Valores de REPE e REPRO do método de destilação ASTM D86
%vol REPE º C REPRO º C
PIE 3,5 8,5
5 1,1 + 1,08 Sc 2,0 + 2,53 Sc
10 1,1 + 1,42 Sc 3,0 + 2,64 Sc
20-70 1,1 + 1,42 Sc 2,9 + 3,97 Sc
80 1,1 + 1,42 Sc 3,0 + 2,64 Sc
90-95 1,1 + 1,08 Sc 2,0 + 2,53 Sc
PFE 3,5 10,5
Sc = (Tu – Ti)/(Vu-Vi), onde :

54
Tu e Ti são as temperaturas dos cortes adjacentes superior e inferior ao
corte medido;
Vu e Vi são os rendimentos volumétricos dos cortes adjacentes superior e
inferior ao corte medido.
3) Destilação ASTM D 6352 : método padrão para distribuição de
pontos de ebulição de destilados de petróleo na faixa de 174 a
700 °C por cromatografia gasosa, resumo no item A.VI.1.
A PETROBRAS utiliza a metodologia HTSD 750, baseada no método
ASTM D 6352, para determinação de pontos de destilação até 750 °C. Embora
os resultados desse método estejam relacionados a percentagens vaporizadas
em base mássica, por experiência PETROBRAS, os resultados desse ensaio
correspondem à destilação de ponto de ebulição verdadeira (PEV) em base
volumétrica para os cortes situados na região dos destilados das torres de
vácuo.
Tabela III.3.2. REPE e REPRO de temperaturas em função da percentagem
recuperada usando uma coluna de fase estacionária a 100% de
dimetilpolysiloxan
%mássica recuperada Repetibilidade, °C Reprodutibilidade, °C
0,5 (PIE) 8,1 49,1
2 3,7 15,4
5 2,3 9,0
10 2,8 7,1
20 2,7 6,2
30 2,4 5,9
40 2,6 6,0
50 2,7 6,4
60 2,4 6,4
70 3 7,2
80 3 7,8
90 3,4 10,5
95 4,7 14,3
98 6,3 21,8
99,5 (PFE) 13,9 38,1
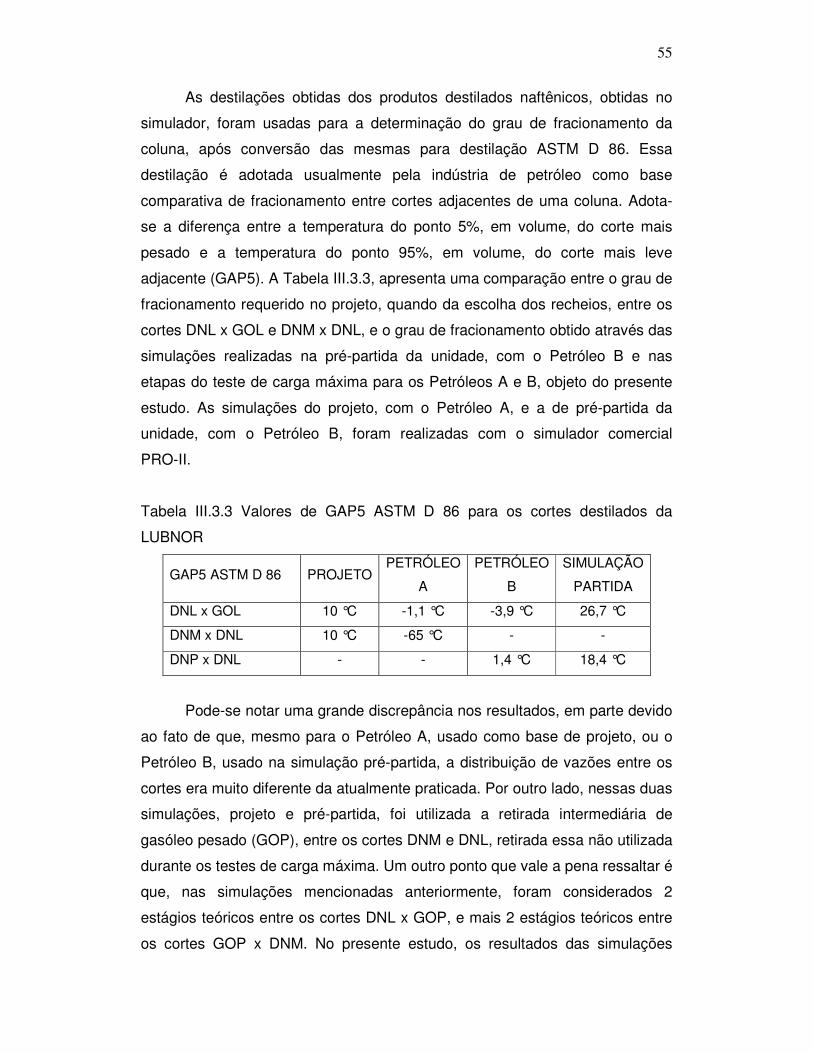
55
As destilações obtidas dos produtos destilados naftênicos, obtidas no
simulador, foram usadas para a determinação do grau de fracionamento da
coluna, após conversão das mesmas para destilação ASTM D 86. Essa
destilação é adotada usualmente pela indústria de petróleo como base
comparativa de fracionamento entre cortes adjacentes de uma coluna. Adota-
se a diferença entre a temperatura do ponto 5%, em volume, do corte mais
pesado e a temperatura do ponto 95%, em volume, do corte mais leve
adjacente (GAP5). A Tabela III.3.3, apresenta uma comparação entre o grau de
fracionamento requerido no projeto, quando da escolha dos recheios, entre os
cortes DNL x GOL e DNM x DNL, e o grau de fracionamento obtido através das
simulações realizadas na pré-partida da unidade, com o Petróleo B e nas
etapas do teste de carga máxima para os Petróleos A e B, objeto do presente
estudo. As simulações do projeto, com o Petróleo A, e a de pré-partida da
unidade, com o Petróleo B, foram realizadas com o simulador comercial
PRO-II.
Tabela III.3.3 Valores de GAP5 ASTM D 86 para os cortes destilados da
LUBNOR
GAP5 ASTM D 86 PROJETO PETRÓLEO
A
PETRÓLEO
B
SIMULAÇÃO
PARTIDA
DNL x GOL 10 °C -1,1 °C -3,9 °C 26,7 °C
DNM x DNL 10 °C -65 °C - -
DNP x DNL - - 1,4 °C 18,4 °C
Pode-se notar uma grande discrepância nos resultados, em parte devido
ao fato de que, mesmo para o Petróleo A, usado como base de projeto, ou o
Petróleo B, usado na simulação pré-partida, a distribuição de vazões entre os
cortes era muito diferente da atualmente praticada. Por outro lado, nessas duas
simulações, projeto e pré-partida, foi utilizada a retirada intermediária de
gasóleo pesado (GOP), entre os cortes DNM e DNL, retirada essa não utilizada
durante os testes de carga máxima. Um outro ponto que vale a pena ressaltar é
que, nas simulações mencionadas anteriormente, foram considerados 2
estágios teóricos entre os cortes DNL x GOP, e mais 2 estágios teóricos entre
os cortes GOP x DNM. No presente estudo, os resultados das simulações
56
indicaram a existência de apenas 1 estágio teórico entre os cortes DNM e DNL,
para o Petróleo A, e dois estágios teóricos entre os cortes DNP e DNL, para o
Petróleo B, sendo que, em ambos os casos não existe retirada intermediária de
produto entre esses cortes. A diferença de distribuição de retiradas de produtos
tem grande influência na determinação do grau de fracionamento dos produtos
em questão. Além disso, comparam-se resultados práticos com aqueles de
previsão teórica, onde as influências de dispositivos de contato da coluna não
são levadas em consideração.
III.4. Avaliação da Tensão Superficial
Na busca da verificação da influência do valor da tensão superficial das
frações de petróleo no cálculo do HETP dos recheios estruturados em uso na
torre de vácuo da LUBNOR, foram realizadas determinações experimentais da
tensão superficial das amostras coletadas, durante os testes de carga máxima,
dos destilados Naftênicos Leve, Médio e Pesado. Além dessas amostras,
outros dois conjuntos de amostras, coletados em julho/06, com os mesmos
dois petróleos e campanhas diferenciadas no nível de carga nominal da
unidade também foram analisados.
Essas amostras foram analisadas em Laboratório do LADEQ, utilizando
um tensiômetro tipo K100SF da Kruss, cuja foto encontra-se na Figura III.4.1.
Este tensiômetro pode utilizar diversos métodos para determinação da tensão
superficial, tendo sido escolhido o método da placa, pelas seguintes razões: 1)
não necessitar de correções das leituras obtidas e 2) não ser necessária
determinação da densidade do líquido. No método da placa o líquido é elevado
até o contato entre a superfície ou interface e a placa e o valor da tensão
superficial ser registrado. A tensão máxima atua na balança neste instante; isso
significa que a amostra não necessita ser movida novamente durante a
medida.
57
Figura III.4.1. Foto do Tensiômetro Kruss K100SF do LADEQ utilizado para
medição da tensão superficial dos destilados naftênicos pelo método da placa
A tensão é calculada usando a seguinte equação
θσ
cosL
F=
σ = tensão superficial, mN/m;
F =força que atua na balança, N;
L =comprimento molhado, mm;
θ =ângulo de contato.
A placa é feita de platina rugosa e tem ótima molhabilidade, assim o
ângulo de contato é quase 0(zero), ou seja, o seu cosθ é aproximadamente 1,
o que faz com que a medida só dependa da força e do comprimento da placa.
As análises foram realizadas à temperatura ambiente 25 °C e em banho
aquecido a 70 °C. A variável dp, apresentada na Tabela III.4.1, é o desvio
padrão entre as 10 leituras realizadas para cada amostra. A resolução das
leituras é de 0,001 mN/m. Dos resultados de laboratório apresentados na
Tabela III.4.1, vemos que apenas uma das amostras apresentou um resultado
aparentemente incoerente, a análise @ 25 °C do corte DNM para o caso do
Petróleo A.
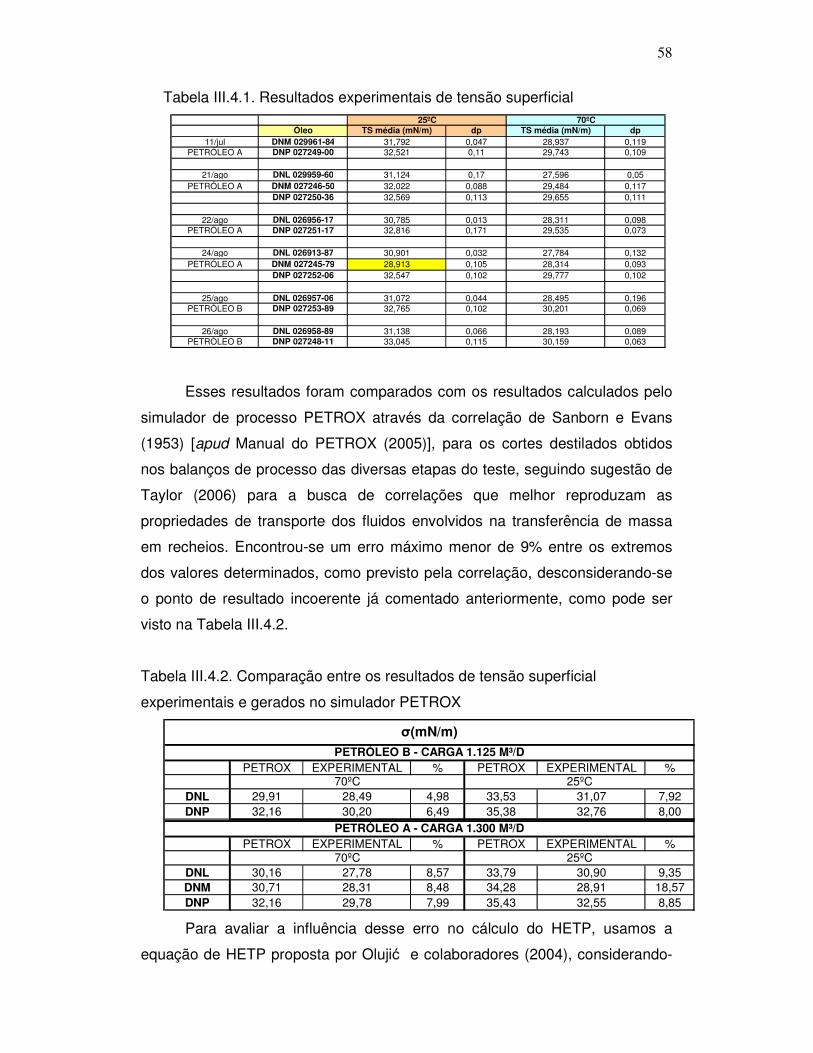
58
Tabela III.4.1. Resultados experimentais de tensão superficial
Óleo TS média (mN/m) dp TS média (mN/m) dp11/jul DNM 029961-84 31,792 0,047 28,937 0,119
PETRÓLEO A DNP 027249-00 32,521 0,11 29,743 0,109
21/ago DNL 029959-60 31,124 0,17 27,596 0,05PETRÓLEO A DNM 027246-50 32,022 0,088 29,484 0,117
DNP 027250-36 32,569 0,113 29,655 0,111
22/ago DNL 026956-17 30,785 0,013 28,311 0,098PETRÓLEO A DNP 027251-17 32,816 0,171 29,535 0,073
24/ago DNL 026913-87 30,901 0,032 27,784 0,132PETRÓLEO A DNM 027245-79 28,913 0,105 28,314 0,093
DNP 027252-06 32,547 0,102 29,777 0,102
25/ago DNL 026957-06 31,072 0,044 28,495 0,196PETRÓLEO B DNP 027253-89 32,765 0,102 30,201 0,069
26/ago DNL 026958-89 31,138 0,066 28,193 0,089PETRÓLEO B DNP 027248-11 33,045 0,115 30,159 0,063
25ºC 70ºC
Esses resultados foram comparados com os resultados calculados pelo
simulador de processo PETROX através da correlação de Sanborn e Evans
(1953) [apud Manual do PETROX (2005)], para os cortes destilados obtidos
nos balanços de processo das diversas etapas do teste, seguindo sugestão de
Taylor (2006) para a busca de correlações que melhor reproduzam as
propriedades de transporte dos fluidos envolvidos na transferência de massa
em recheios. Encontrou-se um erro máximo menor de 9% entre os extremos
dos valores determinados, como previsto pela correlação, desconsiderando-se
o ponto de resultado incoerente já comentado anteriormente, como pode ser
visto na Tabela III.4.2.
Tabela III.4.2. Comparação entre os resultados de tensão superficial
experimentais e gerados no simulador PETROX
PETROX EXPERIMENTAL % PETROX EXPERIMENTAL %
DNL 29,91 28,49 4,98 33,53 31,07 7,92DNP 32,16 30,20 6,49 35,38 32,76 8,00
PETROX EXPERIMENTAL % PETROX EXPERIMENTAL %
DNL 30,16 27,78 8,57 33,79 30,90 9,35DNM 30,71 28,31 8,48 34,28 28,91 18,57DNP 32,16 29,78 7,99 35,43 32,55 8,85
70ºC
25ºC
25ºC
PETRÓLEO B - CARGA 1.125 M³/D
PETRÓLEO A - CARGA 1.300 M³/D
σ(mN/m)
70ºC
Para avaliar a influência desse erro no cálculo do HETP, usamos a
equação de HETP proposta por Olujić e colaboradores (2004), considerando-

59
se para cada destilado as demais propriedades constantes e dando-se um
acréscimo de 10 e 20% nos valores da tensão superficial. Os valores de HETP,
em m, resultantes dessa verificação, apresentaram uma variação, em relação
ao caso base do Petróleo A, entre 2,2 a 8,3 %, abaixo das variações máximas
encontradas nos HETP’s estimados no presente trabalho para os recheios
analisados, como pode ser visto na Tabela III.4.3. Ou seja, pode-se inferir que,
dentro do universo dos dados analisados, o valor das tensões superficiais
calculadas pelo PETROX não são fontes de erros significativos na
determinação do HETP de recheios estruturados.
Tabela III.4.3. Valores de HETP (m) determinados considerando-se uma
variação de 10 e 20% no valor da tensão superficial do caso base
LEITO GOL x NAFTA DNL x GOL DNM x DNL DNP x DNM
TOPO FUNDO TOPO FUNDO TOPO FUNDO TOPO FUNDO
BASE 0,302 0,538 0,671 0,429 0,467 0,435 0,361 0,324
σ x 1,1 0,310 0,550 0,689 0,442 0,483 0,450 0,375 0,337
Err 1% 2,65 2,23 2,68 3,03 3,43 3,45 3,88 4,01
σ x 1,2 0,318 0,562 0,707 0,454 0,499 0,466 0,390 0,351
Err % 5,3 4,46 5,37 5,83 6,85 7,13 8,03 8,33
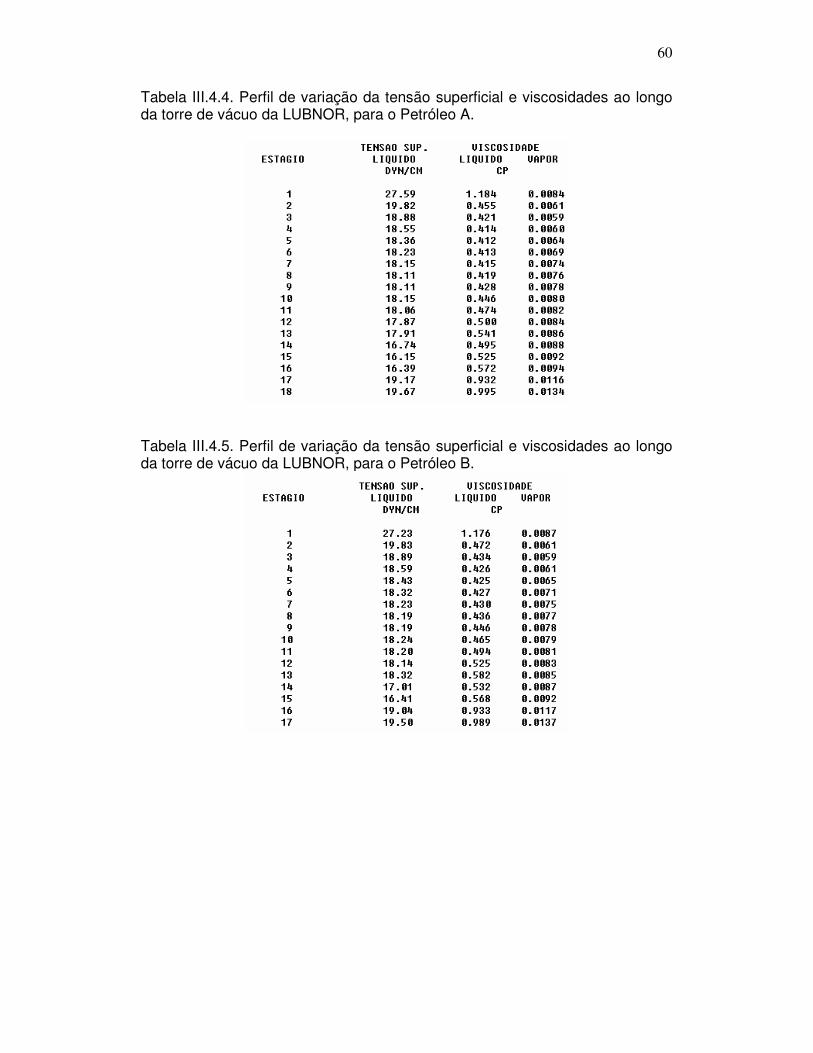
60
Tabela III.4.4. Perfil de variação da tensão superficial e viscosidades ao longo da torre de vácuo da LUBNOR, para o Petróleo A.
Tabela III.4.5. Perfil de variação da tensão superficial e viscosidades ao longo da torre de vácuo da LUBNOR, para o Petróleo B.
61
Capítulo IV - Simulação no PETROX
IV.1. – Características principais do simulador de processo PETROX
O PETROX é um programa simulador de processos desenvolvido na
PETROBRAS. O PETROX é um simulador do tipo estático e seqüencial-
modular. A simulação estática, incluindo ou não operações de otimização, é
usada em projetos de instalações de processo, e recebe este nome por
reproduzir a operação em regime estacionário em contraposição à simulação
dinâmica, que leva em conta as variações ao longo do tempo. O tipo
seqüencial-modular indica que o simulador calcula as operações unitárias
como módulos isolados, ligados uns aos outros apenas por correntes de
processo, e seguindo uma seqüência pré-determinada.
O PETROX tem sido utilizado com sucesso em modificações de projeto
(revamps) e projeto de várias unidades de produção da PETROBRAS, sendo o
simulador padrão de diversos grupos de projeto, acompanhamento e melhoria
de processos da companhia.
As características principais do PETROX são:
• Petróleos nacionais - Banco proprietário de propriedades, contendo
parâmetros de interação ajustados especialmente para o simulador e
características levantadas em laboratórios próprios de todos os petróleos
nacionais e dos principais petróleos internacionais;
• Qualidade de produto - Métodos de cálculo de propriedades especiais
da área de refino, como intemperismo, formação de hidratos, etc.;
• Pacotes de caracterização desenvolvidos para torres de vácuo para
petróleos nacionais pesados.
IV.2. – Simulação da Unidade de Destilação a Vácuo
A simulação da unidade de destilação a vácuo da LUBNOR – UVAC, foi
conduzida a partir dos dois casos de operação escolhidos durante a realização
do teste de carga máxima da unidade, descrito no Anexo I, quais sejam: caso
1: Petróleo A, com carga de 1.300 m³/d e produção dos destilados naftênicos
leve (DNL), médio (DNM) e pesado (DNP); caso 2 - Petróleo B, com carga de
1.125 m³/d, produção dos destilados naftênicos leve (DNL) e pesado (DNP).
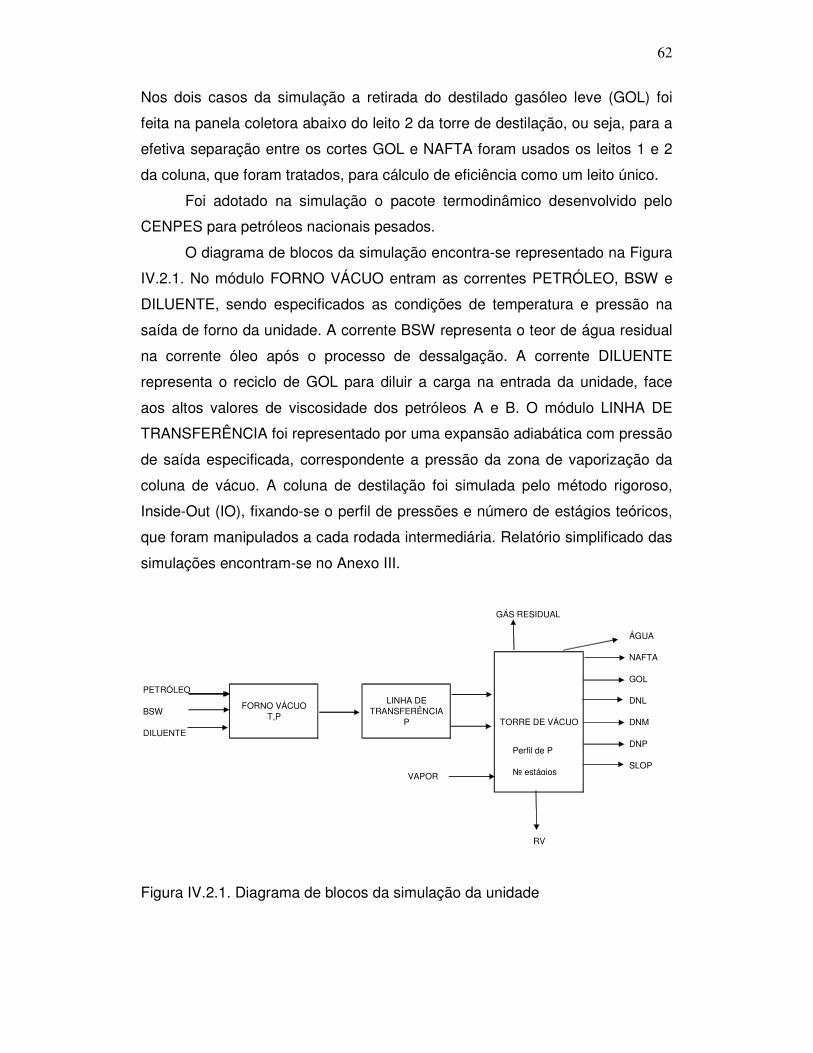
62
Nos dois casos da simulação a retirada do destilado gasóleo leve (GOL) foi
feita na panela coletora abaixo do leito 2 da torre de destilação, ou seja, para a
efetiva separação entre os cortes GOL e NAFTA foram usados os leitos 1 e 2
da coluna, que foram tratados, para cálculo de eficiência como um leito único.
Foi adotado na simulação o pacote termodinâmico desenvolvido pelo
CENPES para petróleos nacionais pesados.
O diagrama de blocos da simulação encontra-se representado na Figura
IV.2.1. No módulo FORNO VÁCUO entram as correntes PETRÓLEO, BSW e
DILUENTE, sendo especificados as condições de temperatura e pressão na
saída de forno da unidade. A corrente BSW representa o teor de água residual
na corrente óleo após o processo de dessalgação. A corrente DILUENTE
representa o reciclo de GOL para diluir a carga na entrada da unidade, face
aos altos valores de viscosidade dos petróleos A e B. O módulo LINHA DE
TRANSFERÊNCIA foi representado por uma expansão adiabática com pressão
de saída especificada, correspondente a pressão da zona de vaporização da
coluna de vácuo. A coluna de destilação foi simulada pelo método rigoroso,
Inside-Out (IO), fixando-se o perfil de pressões e número de estágios teóricos,
que foram manipulados a cada rodada intermediária. Relatório simplificado das
simulações encontram-se no Anexo III.
GÁS RESIDUAL
ÁGUA
NAFTA
GOLPETRÓLEO
DNLBSW
DNMDILUENTE
DNP
SLOPVAPOR
RV
TORRE DE VÁCUO
FORNO VÁCUO T,P
LINHA DE TRANSFERÊNCIA
P
Perfil de P
estágios
Figura IV.2.1. Diagrama de blocos da simulação da unidade

63
A primeira etapa da simulação consistiu na caracterização do petróleo
em pseudo-componentes no simulador PETROX. Para determinação dos
pseudo-componentes, inicialmente buscou-se trabalhar com as curvas de
destilação (PEV) e de densidades dos petróleos A e B existentes no banco de
dados de avaliação de petróleos de propriedade da PETROBRAS – BDAP,
pois durante o teste de carga máxima não foi realizado o ensaio de destilação
do petróleo que estava entrando na unidade. Algumas tentativas foram feitas
de ajuste no Petróleo A, variando-se o número de cortes em função da
percentagem volumétrica, mas a alimentação conjunta da curva de destilação e
da curva de densidades do BDAP, não se mostrou representativa dos dados de
campo, especialmente na região inicial da curva correspondente ao corte da
NAFTA de topo da coluna. Partiu-se, então, para composição da curva de
petróleo através da mistura dos produtos obtidos, backmixing, usando-se os
resultados das destilações e densidades médias dos destilados obtidos no
teste, considerando-se as vazões obtidas nas etapas escolhidas. Essa mesma
abordagem foi descrita em Golden e Costanzo (1990), onde os autores, ao
analisar o desempenho de uma coluna de destilação atmosférica de refinaria,
assumiram que as análises do produto estavam corretas e partiram para a
composição do petróleo pela mistura dos produtos. Por não ter sido possível a
realização da amostragem do gás residual gerado durante o teste, nem a
medição confiável da sua vazão, foram utilizados a composição e o rendimento
relativo dessa corrente, existente no BDAP, consciente das possíveis falhas
dessa escolha.
Como pode ser visto nos gráficos abaixo, representados nas Figuras
IV.2.2 e IV.2.3, a comparação da curva de destilação PEV dos petróleos
existentes no BDAP com os resultados obtidos na caracterização, as curvas
geradas apresentaram uma boa aderência aos dados do BDAP, cabendo
destacar que, em ambos os petróleos, o ponto de destilação 5% volumétrico
apresentou um descolamento entre a temperatura determinada pelo simulador,
e a temperatura experimental desse mesmo ponto encontrada no BDAP. Outro
fato é que a curva de destilação do Petróleo B teve uma maior parte de pontos
extrapolados do que a do Petróleo A. Uma característica comum a esses dois
petróleos é o seu baixo rendimento de leves, levando a dificuldades de análise
desses componentes com precisão, gerando uma descontinuidade no início da

64
curva de destilação. A influência das aproximações realizadas nas
caracterizações pode ser vista na Tabela IV.2.1, através da comparação dos
valores de densidade a 20/4°C encontrados no BDAP, Simulador e teste de
campo. Quanto aos valores de densidades dos cortes obtidos na simulação,
mesmo com uma maior diferença encontrada na densidade média do Petróleo
A, apesar das tentativas exaustivas de redefinição de cortes feitas, ficaram
próximos dos dados de campo, como pode ser visto na Tabela IV.2.4 a
comparação das simulações com os dados operacionais.
Tabela IV.2.1 Resultados de densidade 20/4 °C dos petróleos A e B.
PETRÓLEO A PETRÓLEO B
BDAP 0,9740 0,9774
SIMULADOR 0,9659 0,9655
EXPERIMENTAL 0,9734 0,9672
PEV PETRÓLEO A: BANCO DE DADOS x SIMULADOR
0
100
200
300
400
500
600
700
800
900
1000
0 20 40 60 80 100 120
% VOL
TE
MP
ER
AT
UR
AS
, C
BANCO DEPETRÓLEO
PETRÓLEO A
Figura IV.2.2. Dados de destilação PEV do Petróleo A, BDAP e resultado do
simulador.

65
PEV PETRÓLEO B: BANCO DE PETRÓLEO x SIMULADOR
-20
80
180
280
380
480
580
680
780
880
980
0 20 40 60 80 100 120
% VOL
TE
MP
ER
AT
UR
A, C
BANCO DEPETRÓLEO
PETRÓLEO B
Figura IV.2.3. Dados de destilação PEV do Petróleo B, BDAP e resultado do
simulador.
A Figura IV.2.4, representa a equivalência entre os internos da torre de
vácuo da LUBNOR e o número de estágios teóricos determinados nas
simulações. Ressaltamos que a simulação mais representativa da coluna no
caso do Petróleo A precisou de 18 estágios teóricos, enquanto no caso do
Petróleo B a simulação fechou com 17 estágios teóricos. O estágio 1 sendo o
condensador de topo da coluna, em ambos os casos. O relatório simplificado
de saída da simulação encontra-se no Anexo III. No caso do Petróleo B não
existiu a retirada de DNM.
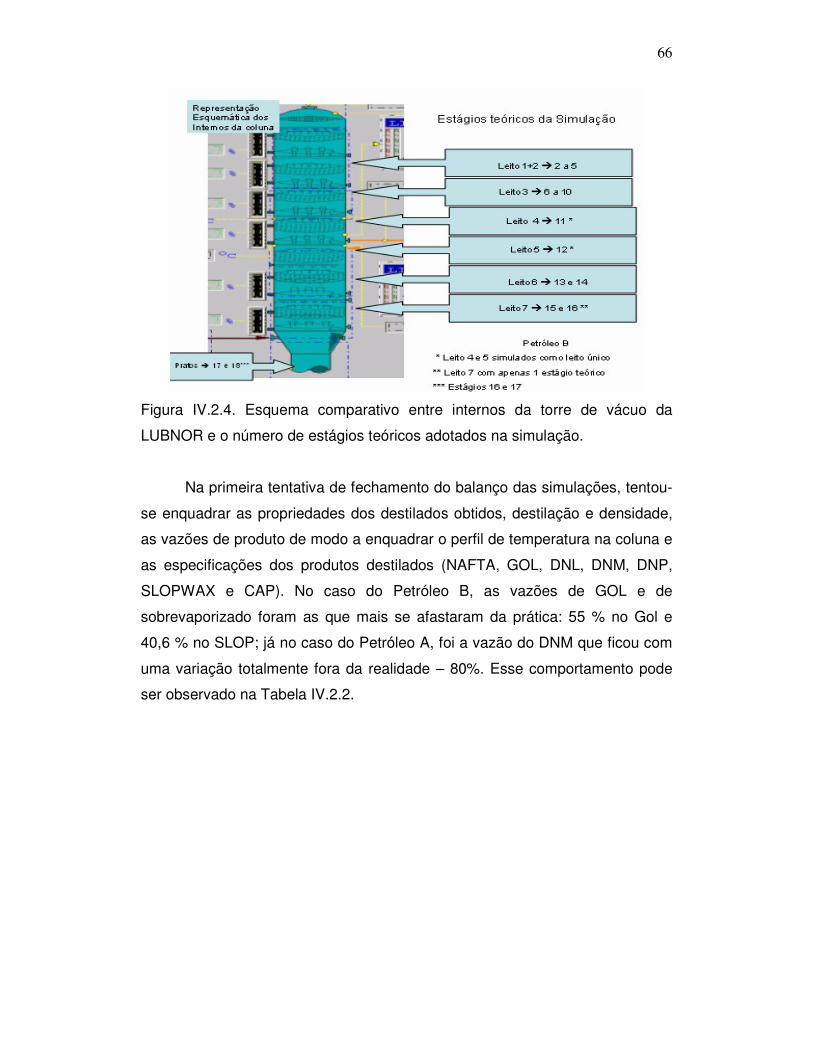
66
Figura IV.2.4. Esquema comparativo entre internos da torre de vácuo da
LUBNOR e o número de estágios teóricos adotados na simulação.
Na primeira tentativa de fechamento do balanço das simulações, tentou-
se enquadrar as propriedades dos destilados obtidos, destilação e densidade,
as vazões de produto de modo a enquadrar o perfil de temperatura na coluna e
as especificações dos produtos destilados (NAFTA, GOL, DNL, DNM, DNP,
SLOPWAX e CAP). No caso do Petróleo B, as vazões de GOL e de
sobrevaporizado foram as que mais se afastaram da prática: 55 % no Gol e
40,6 % no SLOP; já no caso do Petróleo A, foi a vazão do DNM que ficou com
uma variação totalmente fora da realidade – 80%. Esse comportamento pode
ser observado na Tabela IV.2.2.

67
Tabela IV.2.2. Resultados comparativos das vazões dos casos de estudo e dos
dados de simulação.
PETRÓLEO A – AJUSTES DE VAZÕES PETRÓLEO B - AJUSTES DE VAZÕES
TESTE SIMUL TESTE SIMUL
Vazão m³/d m³/d % Vazão m³/d m³/d %
Carga 1300 1300 0,0 carga 1125 1125 0,0
Nafta 33,6 26,5 -21,1 nafta 59,1 49,2 -16,8
GOL 64,8 70,3 8,5 GOL 44,9 69,9 55,7
DNL 124,8 110,4 -11,5 DNL 114,3 115,2 0,8
DNM 60 108 80,0 DNM - - -
DNP 242 237,6 -1,8 DNP 233 237,6 2,0
Slop 35,3 42,7 21,0 Slop 23,9 33,6 40,6
RV ND 693,6 RV ND 615,4
CAP 732 784,3 7,1 CAP 644,7 648,9 0,7
Buscando a redução das diferenças nos valores das vazões dos
destilados, partiu-se para a fixação das vazões de seus produtos. Para
enquadrar as demais propriedades, foi utilizada a variação do número de
estágios teóricos da coluna. Com essa nova abordagem, conseguiu-se uma
boa aderência nas simulações, pois o perfil de temperatura (simulado) ao longo
da coluna não variou muito do esperado, nos dois casos e os produtos
permaneceram dentro das especificações, conforme pode ser verificado na
Tabela IV.2.3. A maior variação, encontrada na vazão da corrente slop no
Petróleo B (40%) foi considerada razoável face às imprecisões de leitura de
vazão dessa corrente na prática, além de algumas dificuldades no ajuste do
controle de nível da sua panela de retirada. Além disso, como pode ser visto
na Figura IV.2.4, essa retirada pertence à faixa de extrapolação da curva de
destilação PEV desse petróleo.
As Tabela IV.2.6 e IV.2.7 comparam os resultados das destilações dos
produtos obtidos experimentalmente e os resultados da simulação. Foi
considerada a equivalência direta entre as curvas de destilação simulada a alta
temperatura em base mássica, com a curva de destilação PEV para os cortes
destilados naftênicos, SLOP e CAP. As diferenças maiores foram apresentadas
na corrente SLOP e CAP, esse fato pode ser explicado pela presença de algum
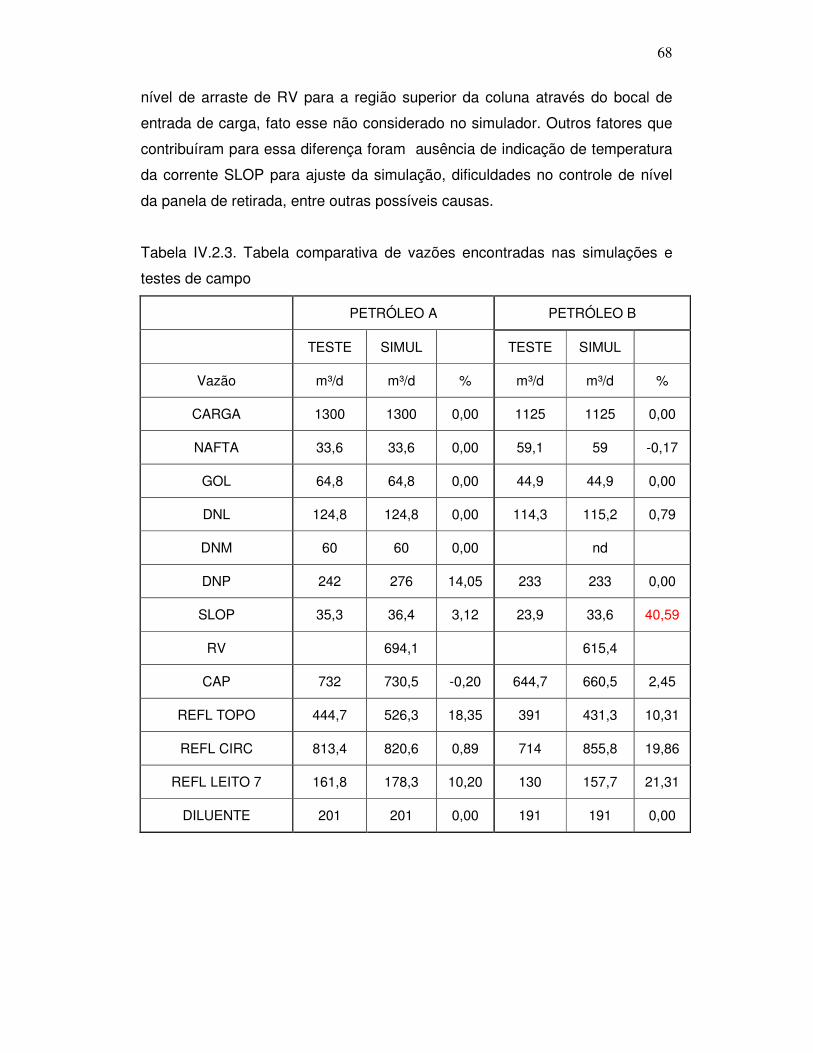
68
nível de arraste de RV para a região superior da coluna através do bocal de
entrada de carga, fato esse não considerado no simulador. Outros fatores que
contribuíram para essa diferença foram ausência de indicação de temperatura
da corrente SLOP para ajuste da simulação, dificuldades no controle de nível
da panela de retirada, entre outras possíveis causas.
Tabela IV.2.3. Tabela comparativa de vazões encontradas nas simulações e
testes de campo
PETRÓLEO A PETRÓLEO B
TESTE SIMUL TESTE SIMUL
Vazão m³/d m³/d % m³/d m³/d %
CARGA 1300 1300 0,00 1125 1125 0,00
NAFTA 33,6 33,6 0,00 59,1 59 -0,17
GOL 64,8 64,8 0,00 44,9 44,9 0,00
DNL 124,8 124,8 0,00 114,3 115,2 0,79
DNM 60 60 0,00 nd
DNP 242 276 14,05 233 233 0,00
SLOP 35,3 36,4 3,12 23,9 33,6 40,59
RV 694,1 615,4
CAP 732 730,5 -0,20 644,7 660,5 2,45
REFL TOPO 444,7 526,3 18,35 391 431,3 10,31
REFL CIRC 813,4 820,6 0,89 714 855,8 19,86
REFL LEITO 7 161,8 178,3 10,20 130 157,7 21,31
DILUENTE 201 201 0,00 191 191 0,00
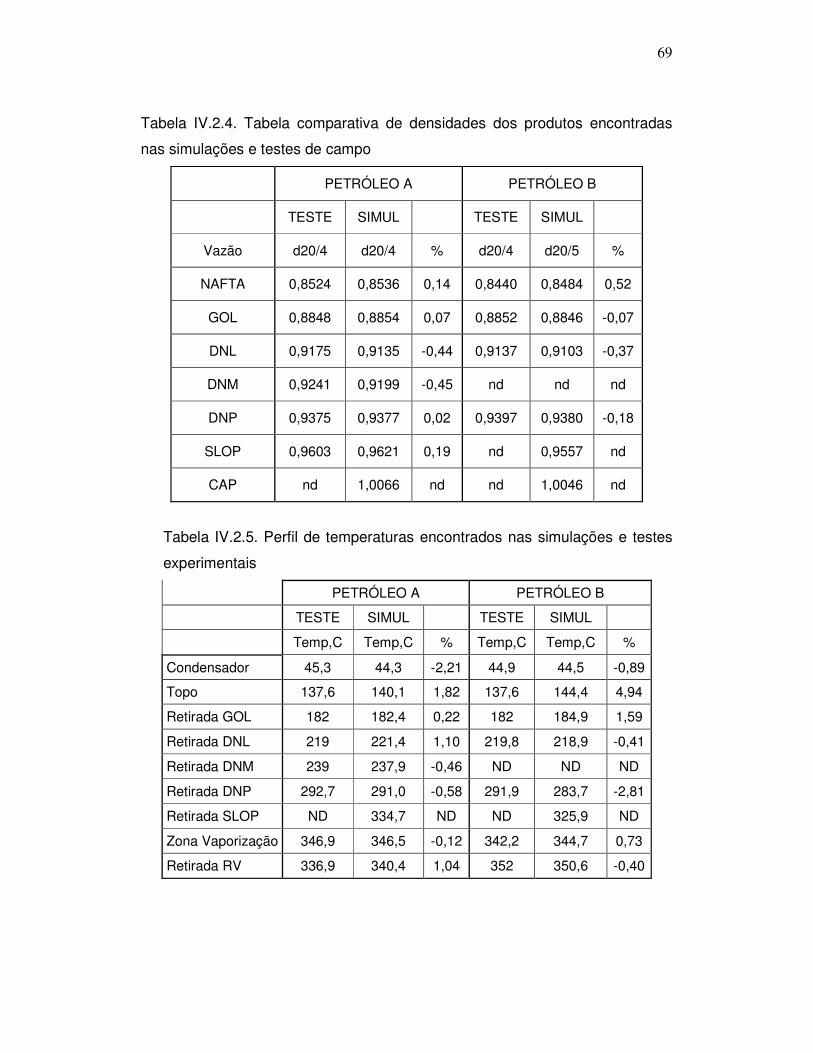
69
Tabela IV.2.4. Tabela comparativa de densidades dos produtos encontradas
nas simulações e testes de campo
PETRÓLEO A PETRÓLEO B
TESTE SIMUL TESTE SIMUL
Vazão d20/4 d20/4 % d20/4 d20/5 %
NAFTA 0,8524 0,8536 0,14 0,8440 0,8484 0,52
GOL 0,8848 0,8854 0,07 0,8852 0,8846 -0,07
DNL 0,9175 0,9135 -0,44 0,9137 0,9103 -0,37
DNM 0,9241 0,9199 -0,45 nd nd nd
DNP 0,9375 0,9377 0,02 0,9397 0,9380 -0,18
SLOP 0,9603 0,9621 0,19 nd 0,9557 nd
CAP nd 1,0066 nd nd 1,0046 nd
Tabela IV.2.5. Perfil de temperaturas encontrados nas simulações e testes
experimentais
PETRÓLEO A PETRÓLEO B
TESTE SIMUL TESTE SIMUL
Temp,C Temp,C % Temp,C Temp,C %
Condensador 45,3 44,3 -2,21 44,9 44,5 -0,89
Topo 137,6 140,1 1,82 137,6 144,4 4,94
Retirada GOL 182 182,4 0,22 182 184,9 1,59
Retirada DNL 219 221,4 1,10 219,8 218,9 -0,41
Retirada DNM 239 237,9 -0,46 ND ND ND
Retirada DNP 292,7 291,0 -0,58 291,9 283,7 -2,81
Retirada SLOP ND 334,7 ND ND 325,9 ND
Zona Vaporização 346,9 346,5 -0,12 342,2 344,7 0,73
Retirada RV 336,9 340,4 1,04 352 350,6 -0,40
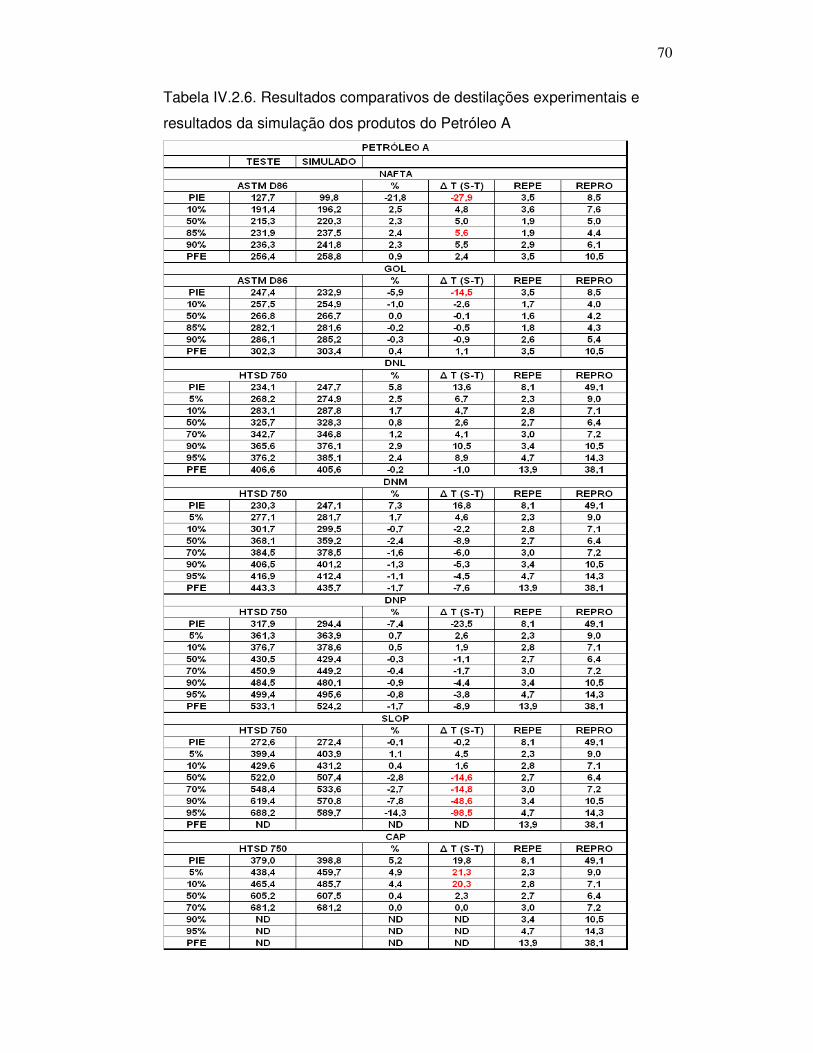
70
Tabela IV.2.6. Resultados comparativos de destilações experimentais e
resultados da simulação dos produtos do Petróleo A

71
Tabela IV.2.7. Resultados comparativos de destilações experimentais e
resultados da simulação dos produtos do Petróleo B
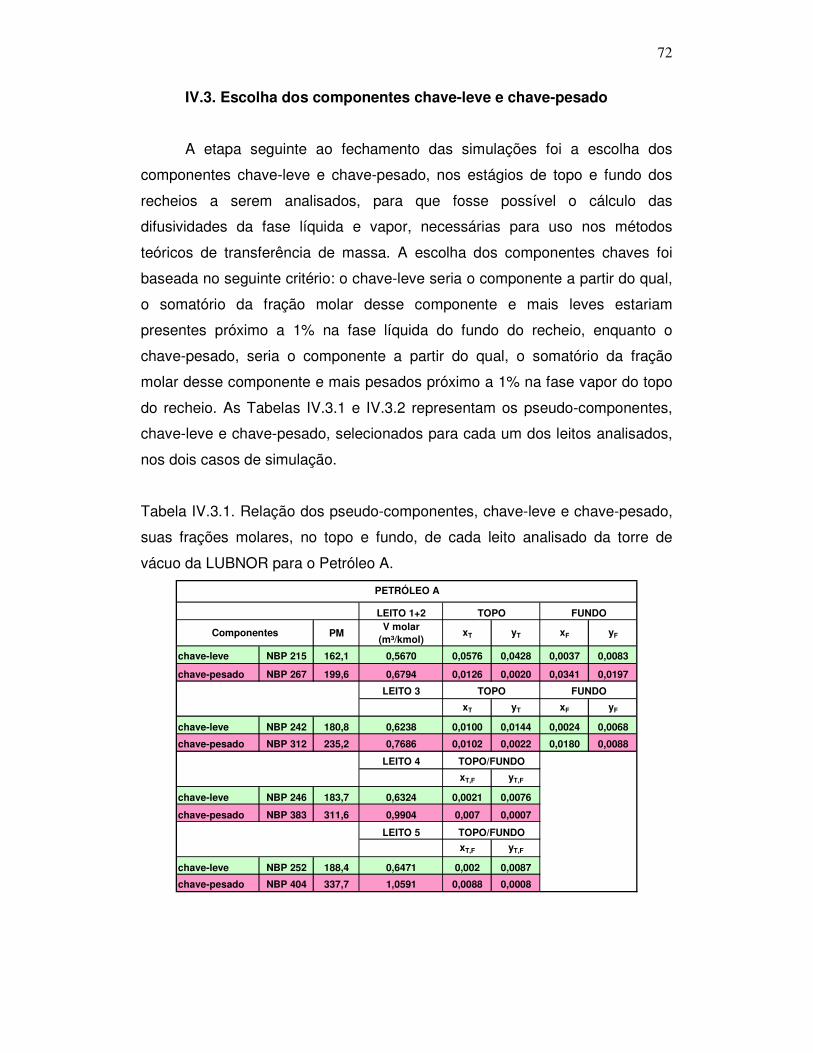
72
IV.3. Escolha dos componentes chave-leve e chave-pesado
A etapa seguinte ao fechamento das simulações foi a escolha dos
componentes chave-leve e chave-pesado, nos estágios de topo e fundo dos
recheios a serem analisados, para que fosse possível o cálculo das
difusividades da fase líquida e vapor, necessárias para uso nos métodos
teóricos de transferência de massa. A escolha dos componentes chaves foi
baseada no seguinte critério: o chave-leve seria o componente a partir do qual,
o somatório da fração molar desse componente e mais leves estariam
presentes próximo a 1% na fase líquida do fundo do recheio, enquanto o
chave-pesado, seria o componente a partir do qual, o somatório da fração
molar desse componente e mais pesados próximo a 1% na fase vapor do topo
do recheio. As Tabelas IV.3.1 e IV.3.2 representam os pseudo-componentes,
chave-leve e chave-pesado, selecionados para cada um dos leitos analisados,
nos dois casos de simulação.
Tabela IV.3.1. Relação dos pseudo-componentes, chave-leve e chave-pesado,
suas frações molares, no topo e fundo, de cada leito analisado da torre de
vácuo da LUBNOR para o Petróleo A.
LEITO 1+2
PMV molar
(m³/kmol)xT yT xF yF
chave-leve NBP 215 162,1 0,5670 0,0576 0,0428 0,0037 0,0083
chave-pesado NBP 267 199,6 0,6794 0,0126 0,0020 0,0341 0,0197
LEITO 3
xT yT xF yF
chave-leve NBP 242 180,8 0,6238 0,0100 0,0144 0,0024 0,0068
chave-pesado NBP 312 235,2 0,7686 0,0102 0,0022 0,0180 0,0088
LEITO 4
xT,F yT,F
chave-leve NBP 246 183,7 0,6324 0,0021 0,0076
chave-pesado NBP 383 311,6 0,9904 0,007 0,0007
LEITO 5
xT,F yT,F
chave-leve NBP 252 188,4 0,6471 0,002 0,0087
chave-pesado NBP 404 337,7 1,0591 0,0088 0,0008
PETRÓLEO A
FUNDOTOPO
TOPO/FUNDO
Componentes
TOPO/FUNDO
TOPO FUNDO

73
Tabela IV.3.2. Relação dos pseudo-componentes chave-leve e chave-pesado e
suas frações molares no topo e fundo de cada leito analisado da torre de vácuo
da LUBNOR para o Petróleo B.
A volatilidade relativa dos componentes chave-leve e chave-pesado, foi
determinada, nas condições de topo e fundo dos leitos analisados, utilizando-
se a metodologia dos pares pseudo-binários de Hengstebeck citada em Kister
(1992). A concentração molar dos pseudo-binários é tal que , a fração molar
do chave-leve, em determinado estágio, na fase vapor é dada por
)( HKLK
LK
LKyy
y
+=Υ , calculada a partir da fração molar dos chaves leve e
pesado desse mesmo estágio. Do mesmo modo que, a fração molar do chave-
leve, em determinado estágio, na fase líquida é dada pela expressão
)( HKLK
LK
LKxx
x
+=Χ , calculada a partir da fração molar dos chaves leve e
pesado desse mesmo estágio. A volatilidade relativa do par pseudo binário,
LKα ,para o topo e fundo do recheio é calculada do seguinte modo
HK
HK
LK
LK
LK
XY
XY
=α . Para os leitos em estudo os valores estão representados na
Tabela IV.3.3.
LEITO 1+2
PM V molar
(m³/kmol) x T y T x F y F
chave-leve NBP 217 164,5 0,5827 0,0303 0,0227 0,0023 0,0053
chave-pesado NBP 272 203,7 0,6939 0,0151 0,0022 0,0394 0,0214
LEITO 3x T y T x F y F
chave-leve NBP 240 180,4 0,6294 0,0049 0,0079 0,0016 0,0049
chave-pesado NBP 333 256,8 0,8350 0,0023 0,0003 0,0197 0,0054
LEITO 4+5 x T y T x F y F
chave-leve NBP 249 187,0 0,6475 0,0021 0,0069 0,0016 0,0070
chave-pesado NBP 385 314,3 1,003 0,0149 0,0014 0,0184 0,0025
FUNDO
FUNDO
TOPO
PETRÓLEO B
FUNDO
Componentes
TOPO
TOPO
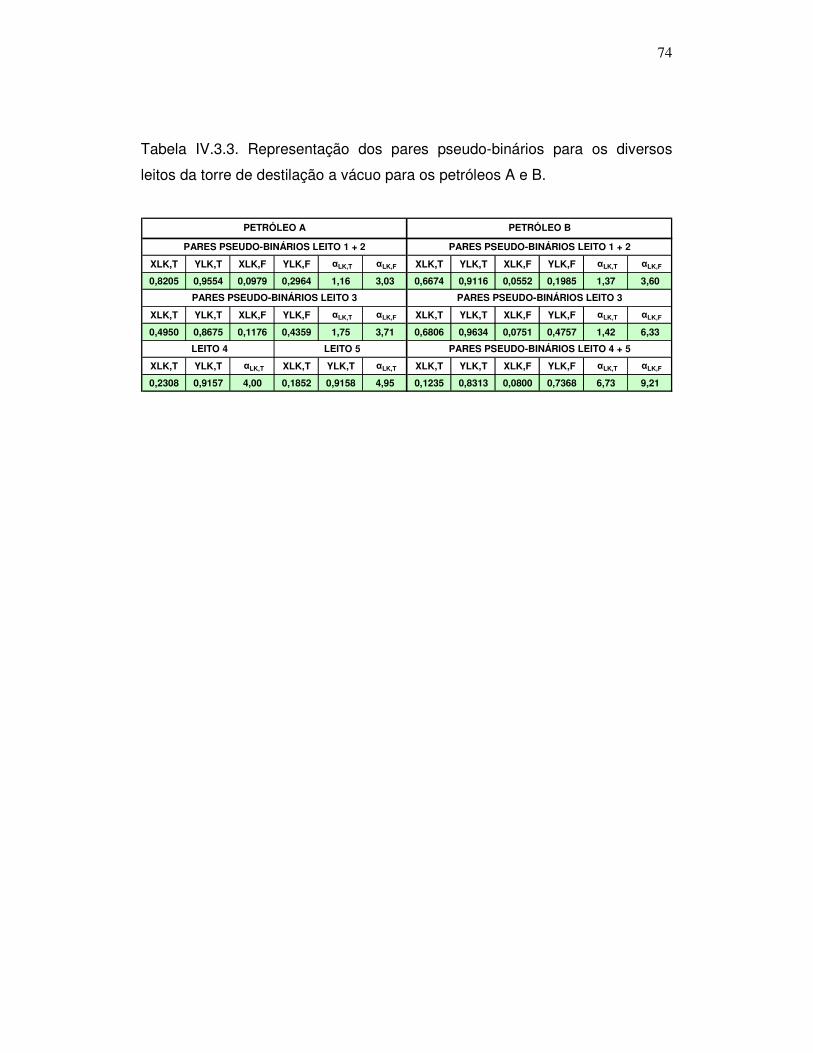
74
Tabela IV.3.3. Representação dos pares pseudo-binários para os diversos
leitos da torre de destilação a vácuo para os petróleos A e B.
XLK,T YLK,T XLK,F YLK,F αLK,T αLK,F XLK,T YLK,T XLK,F YLK,F αLK,T αLK,F
0,8205 0,9554 0,0979 0,2964 1,16 3,03 0,6674 0,9116 0,0552 0,1985 1,37 3,60
XLK,T YLK,T XLK,F YLK,F αLK,T αLK,F XLK,T YLK,T XLK,F YLK,F αLK,T αLK,F
0,4950 0,8675 0,1176 0,4359 1,75 3,71 0,6806 0,9634 0,0751 0,4757 1,42 6,33
XLK,T YLK,T αLK,T XLK,T YLK,T αLK,T XLK,T YLK,T XLK,F YLK,F αLK,T αLK,F
0,2308 0,9157 4,00 0,1852 0,9158 4,95 0,1235 0,8313 0,0800 0,7368 6,73 9,21
PARES PSEUDO-BINÁRIOS LEITO 3PARES PSEUDO-BINÁRIOS LEITO 3
LEITO 4 LEITO 5 PARES PSEUDO-BINÁRIOS LEITO 4 + 5
PETRÓLEO A PETRÓLEO B
PARES PSEUDO-BINÁRIOS LEITO 1 + 2 PARES PSEUDO-BINÁRIOS LEITO 1 + 2

75
Capítulo V – Análise dos Resultados de HETP
Para avaliação da eficiência dos leitos da torre de vácuo da LUBNOR,
foram escolhidos, dentre os 7 leitos da coluna, representados na Figura IV.2.4,
os leitos 1 a 5, por serem regiões de fracionamento, compostas por recheios
estruturados, seguindo o objetivo do presente estudo de avaliação do
desempenho de regiões de fracionamento em torres industriais. Os demais
leitos dessa torre não se enquadravam na abordagem deste trabalho por ser o
leito 6 uma região de troca térmica e o leito 7 formado por recheios
randômicos. Na Tabela V.1 estão listados os leitos avaliados neste estudo e
suas principais características. Os leitos 1 e 2 foram tratados como leito único
por não existir retirada de produto intermediária entre a NAFTA e o GOL, nos
dois casos analisados, como também, pelo mesmo motivo, foram tratados os
leitos 4 e 5 no caso de processamento do Petróleo B.
Tabela V.1. Resumo das características dos leitos avaliados neste estudo
Leito 1 Leito 2 Leito 3 Leito 4 Leito 5
Recheio 125 Y 125Y 2Y 2Y 2Y
Altura (mm) 1758 914 2170 1120 1130
HETP (m)
projeto 0,84 0,84 0,53 0,53 0,53
Petróleo A GOL x NAFTA DNL x GOL DNM x DNL DNP X DNM
Petróleo B GOL x NAFTA DNL x GOL DNP X DNL
Com os dados de processo gerados pela simulação, foram calculados
os valores de HETP dos leitos de fracionamento selecionados da torre de
vácuo da LUBNOR, nos dois casos de operação do teste de carga máxima:
1) Caso 1 – 1.300 m³/d de carga, Petróleo A em campanha conjunta
de destilados DNL, DNM e DNP;
2) Caso 2 – 1.125 m³/d de carga, Petróleo B e campanha conjunta
de destilados DNL e DNP.
Como mencionado no capítulo anterior, na estimativa de HETP, foram
utilizados os Modelos de Transferência de Massa Teóricos: Modelo de Rocha,
Bravo & Fair (1993, 1996) e Modelo de Delft [Olujić e colaboradores (2004)].
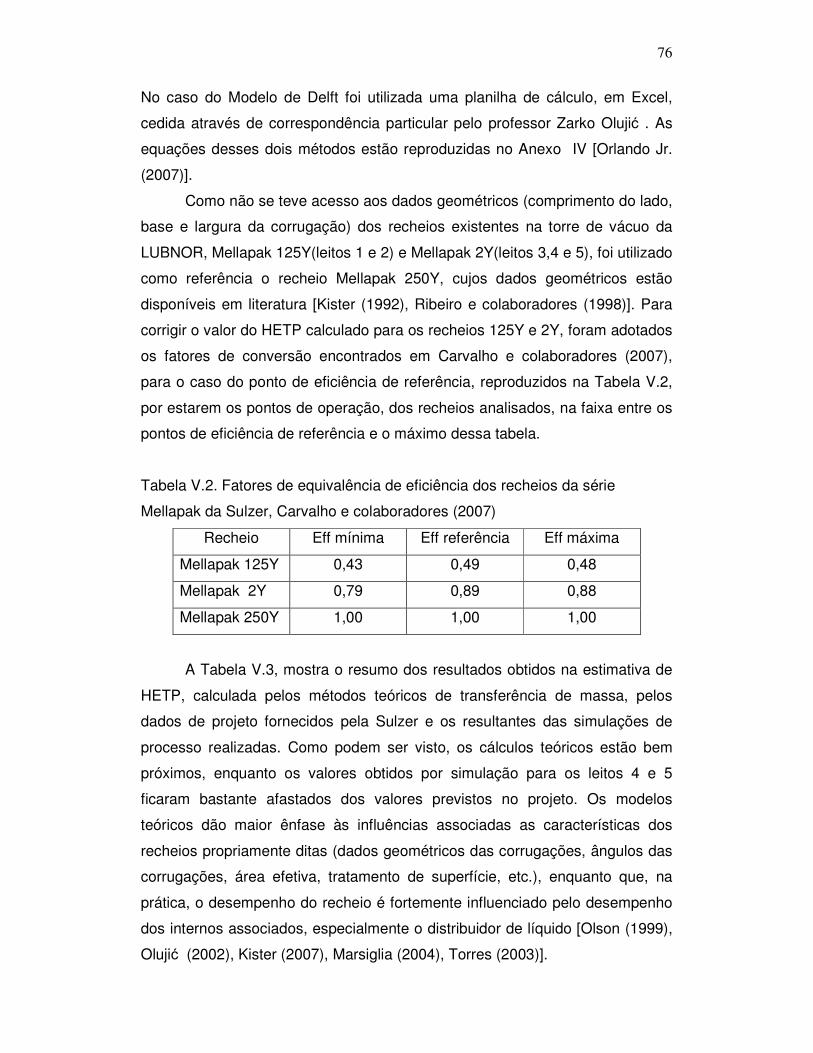
76
No caso do Modelo de Delft foi utilizada uma planilha de cálculo, em Excel,
cedida através de correspondência particular pelo professor Zarko Olujić . As
equações desses dois métodos estão reproduzidas no Anexo IV [Orlando Jr.
(2007)].
Como não se teve acesso aos dados geométricos (comprimento do lado,
base e largura da corrugação) dos recheios existentes na torre de vácuo da
LUBNOR, Mellapak 125Y(leitos 1 e 2) e Mellapak 2Y(leitos 3,4 e 5), foi utilizado
como referência o recheio Mellapak 250Y, cujos dados geométricos estão
disponíveis em literatura [Kister (1992), Ribeiro e colaboradores (1998)]. Para
corrigir o valor do HETP calculado para os recheios 125Y e 2Y, foram adotados
os fatores de conversão encontrados em Carvalho e colaboradores (2007),
para o caso do ponto de eficiência de referência, reproduzidos na Tabela V.2,
por estarem os pontos de operação, dos recheios analisados, na faixa entre os
pontos de eficiência de referência e o máximo dessa tabela.
Tabela V.2. Fatores de equivalência de eficiência dos recheios da série
Mellapak da Sulzer, Carvalho e colaboradores (2007)
Recheio Eff mínima Eff referência Eff máxima
Mellapak 125Y 0,43 0,49 0,48
Mellapak 2Y 0,79 0,89 0,88
Mellapak 250Y 1,00 1,00 1,00
A Tabela V.3, mostra o resumo dos resultados obtidos na estimativa de
HETP, calculada pelos métodos teóricos de transferência de massa, pelos
dados de projeto fornecidos pela Sulzer e os resultantes das simulações de
processo realizadas. Como podem ser visto, os cálculos teóricos estão bem
próximos, enquanto os valores obtidos por simulação para os leitos 4 e 5
ficaram bastante afastados dos valores previstos no projeto. Os modelos
teóricos dão maior ênfase às influências associadas as características dos
recheios propriamente ditas (dados geométricos das corrugações, ângulos das
corrugações, área efetiva, tratamento de superfície, etc.), enquanto que, na
prática, o desempenho do recheio é fortemente influenciado pelo desempenho
dos internos associados, especialmente o distribuidor de líquido [Olson (1999),
Olujić (2002), Kister (2007), Marsiglia (2004), Torres (2003)].
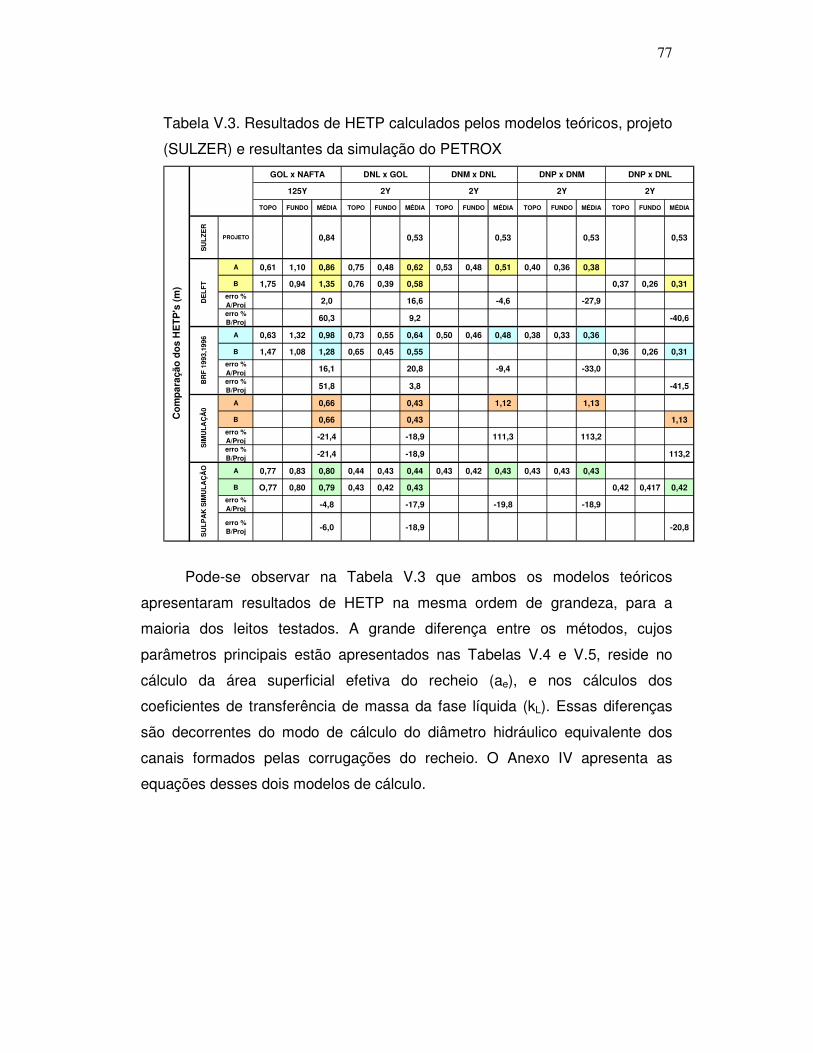
77
Tabela V.3. Resultados de HETP calculados pelos modelos teóricos, projeto
(SULZER) e resultantes da simulação do PETROX
TOPO FUNDO MÉDIA TOPO FUNDO MÉDIA TOPO FUNDO MÉDIA TOPO FUNDO MÉDIA TOPO FUNDO MÉDIAS
UL
ZE
R
PROJETO 0,84 0,53 0,53 0,53 0,53
A 0,61 1,10 0,86 0,75 0,48 0,62 0,53 0,48 0,51 0,40 0,36 0,38
B 1,75 0,94 1,35 0,76 0,39 0,58 0,37 0,26 0,31erro % A/Proj 2,0 16,6 -4,6 -27,9
erro % B/Proj 60,3 9,2 -40,6
A 0,63 1,32 0,98 0,73 0,55 0,64 0,50 0,46 0,48 0,38 0,33 0,36
B 1,47 1,08 1,28 0,65 0,45 0,55 0,36 0,26 0,31erro % A/Proj 16,1 20,8 -9,4 -33,0
erro % B/Proj 51,8 3,8 -41,5
A 0,66 0,43 1,12 1,13
B 0,66 0,43 1,13erro % A/Proj -21,4 -18,9 111,3 113,2
erro % B/Proj -21,4 -18,9 113,2
A 0,77 0,83 0,80 0,44 0,43 0,44 0,43 0,42 0,43 0,43 0,43 0,43
B O,77 0,80 0,79 0,43 0,42 0,43 0,42 0,417 0,42erro % A/Proj -4,8 -17,9 -19,8 -18,9
erro % B/Proj -6,0 -18,9 -20,8
SIM
UL
AÇ
Ã0
SU
LP
AK
SIM
UL
AÇ
ÃO
DNP x DNM
DE
LF
TB
RF
199
3,19
96
Co
mp
araç
ão d
os
HE
TP
's (
m)
DNP x DNL
125Y 2Y 2Y 2Y 2Y
GOL x NAFTA DNL x GOL DNM x DNL
Pode-se observar na Tabela V.3 que ambos os modelos teóricos
apresentaram resultados de HETP na mesma ordem de grandeza, para a
maioria dos leitos testados. A grande diferença entre os métodos, cujos
parâmetros principais estão apresentados nas Tabelas V.4 e V.5, reside no
cálculo da área superficial efetiva do recheio (ae), e nos cálculos dos
coeficientes de transferência de massa da fase líquida (kL). Essas diferenças
são decorrentes do modo de cálculo do diâmetro hidráulico equivalente dos
canais formados pelas corrugações do recheio. O Anexo IV apresenta as
equações desses dois modelos de cálculo.

78
Tabela V.4 Apresentação de alguns parâmetros de cálculos do HETP de
recheios estruturados usando os métodos teóricos de DELFT (2004) e BRF
(1993,1996), para o Petróleo B
TOPO FUNDO TOPO FUNDO TOPO FUNDO
kG, coeficiente TM fase vapor,m²/s 1,47E-02 1,93E-02 1,74E-02 1,57E-02 1,46E-02 1,35E-02
kL, coeficiente TM fase líquida,m²/s 1,63E-04 1,96E-04 1,68E-04 1,52E-04 1,34E-04 1,13E-04
ae, área superficial efetiva, m²/m³ 185 191 182 177 165 152β, fração da superfície usada para TM 0,78 0,81 0,77 0,75 0,70 0,64aP, área superficial do recheio, m²/m³ 236 236 236 236 236 236
HETP, m (250 Y) 0,86 0,46 0,68 0,35 0,33 0,23
kG, coeficiente TM fase vapor,m²/s 2,44E-02 3,27E-02 2,97E-02 2,65E-02 2,50E-02 2,29E-02
kL, coeficiente TM fase líquida,m²/s 8,46E-05 9,65E-05 8,20E-05 7,94E-05 7,46E-05 6,78E-05
ae, área superficial efetiva, m²/m³ 158,1 155,9 164,5 168,6 176,9 183,9β, fração da superfície usada para TM 0,63 0,62 0,66 0,67 0,71 0,74aP, área superficial do recheio, m²/m³ 250 250 250 250 250 250HETP, m (250 Y) 0,72 0,53 0,58 0,40 0,32 0,23
Caso B
modelo DELFT, 2004
modelo BRF1993,1996
GOL x NAFTA DNL x GOL DNP x DNL
Tabela V.5. Apresentação de alguns parâmetros de cálculos do HETP de
recheios estruturados usando os métodos teóricos de DELFT (2004) e BRF
(1993,1996), para o Petróleo A.
TOPO FUNDO TOPO FUNDO TOPO FUNDO TOPO FUNDO
kG, coeficiente TM fase vapor,m²/s 5,56E-02 2,04E-02 1,93E-02 1,71E-02 1,57E-02 1,49E-02 1,46E-02 1,40E-02
kL, coeficiente TM fase líquida,m²/s 1,81E-04 2,04E-04 1,88E-04 1,79E-04 1,59E-04 1,49E-04 1,37E-04 1,26E-04
ae, área superficial efetiva, m²/m³ 190 195 188 184 176 172 165 159β, fração da superfície usada para TM 0,80 0,83 0,80 0,78 0,74 0,73 0,70 0,67aP, área superficial do recheio, m²/m³ 236 236 236 236 236 236 236 236
HETP, m (250 Y) 0,30 0,54 0,67 0,43 0,47 0,43 0,36 0,32
kG, coeficiente TM fase vapor,m²/s 1,40E-01 3,43E-02 3,32E-02 2,89E-02 2,66E-02 2,52E-02 2,49E-02 2,37E-02
kL, coeficiente TM fase líquida,m²/s 9,00E-05 9,50E-05 7,90E-05 8,60E-05 8,00E-05 7,80E-05 7,50E-05 7,10E-05
ae, área superficial efetiva, m²/m³ 153,5 151,2 159,2 163 170 172,8 177,2 180,7β, fração da superfície usada para TM 0,61 0,60 0,64 0,65 0,68 0,69 0,71 0,72aP, área superficial do recheio, m²/m³ 250 250 250 250 250 250 250 250HETP, m (250 Y) 0,31 0,65 0,65 0,49 0,45 0,41 0,34 0,30
modelo BRF1993,1996
modelo DELFT, 2004
DNP x DNMCaso A GOL x NAFTA DNL x GOL DNM x DNL
O modelo de BRF (1993, 1996) mostrou-se mais conservativo no
cálculo da área, pois o fator β (ae/ap) desse modelo é bem menor do que o
proposto por Olujić e colaboradores (2004), fato esse acentuado para a região
de topo da coluna.
Os dois modelos retrataram bem o comportamento do Petróleo A, sendo
que o Modelo Delft apresentou uma concordância melhor nos três primeiros
leitos a partir do topo. No entanto, o mesmo não ocorreu com relação ao
Petróleo B, possivelmente devido à alta viscosidade desse petróleo. No caso
79
de operação com o Petróleo B, como explicado no Capítulo IV, as dificuldades
de fechamento do balanço da região de topo da coluna contribuíram para a
maior diferença apresentada nos cálculos dos HETP’s, para os recheios da
região de topo da coluna, entre os dois casos operacionais. Embora essas
mesmas dificuldades não tenham sido refletidas na definição do número de
estágios teóricos da simulação, que para a região de topo foi o mesmo nos dois
casos simulados.
Trabalhos experimentais conduzidos pelo F.R.I, não disponibilizados na
literatura aberta, apontam valores de HETP para os recheios estruturados
utilizados na LUBNOR da mesma ordem de grandeza dos informados pela
Sulzer. A regra prática sugerida por Harison e France [apud Kister (1992)] leva
a valores de HETP para o recheio Mellapak 125Y de 837 mm, enquanto para o
Mellapak 2Y esse valor é de 550 mm, coerentes com os dados informados pela
Sulzer.
Com o intuito de verificar as razões das grandes diferenças de valores
dos HETP’s encontrados nas simulações para os leitos 4 e 5, e aqueles
fornecidos pelo fabricante no caso do projeto, e das estimativas teóricas
realizadas, foi utilizada a análise do perfil radial de temperaturas, ao longo dos
diversos leitos da torre de vácuo. A Tabela V.6 mostra os valores encontrados
de diferenças de temperatura, correspondentes a 4 termopares de superfície,
localizados no costado da coluna na região dos leitos existentes. Na análise da
Tabela V.6 pode-se ver que os leitos 5, 6 e 7 da coluna apresentam diferenças
de temperaturas significativas, cerca de 20-35 °C, em ambos os casos
operacionais, o que é uma forte indicação de problemas de má distribuição de
líquido nesses leitos. Vê-se também que o leito 6, refluxo circulante de DNP, é
o que apresenta a pior distribuição.
No caso da distribuição de temperaturas radiais do leito 4, vê-se que no
caso de operação com o Petróleo A, onde foi realizada a retirada do destilado
naftênico médio (DNM), abaixo desse leito, o diferencial de temperatura radial
está 10°C acima do diferencial encontrado, para esse leito, no caso do Petróleo
B, onde não ocorreu retirada de produto nesse ponto. Como a vazão de líquido
para o distribuidor do leito 4, no caso do Petróleo A, está 50% acima da vazão,
para o mesmo distribuidor, no caso do Petróleo B, poderíamos supor que o
distribuidor instalado estaria com alguma restrição, que é acentuada pelo

80
aumento de vazão, causando transbordamento pelas calhas. Todavia, ao se
verificarem as vazões de projeto desse distribuidor, a vazão mínima prevista é
maior do que as vazões estimadas pela simulação, para os dois casos de
operação, sugerindo a existência de problemas decorrentes de má distribuição
de vapor para esse leito. Estudo mais detalhado desse distribuidor faz-se
necessário, não sendo entretanto escopo do presente estudo.
Por outro lado, pode ser visto na Tabela V.6, o pequeno diferencial
existente entre os dois termopares localizados na fase vapor, acima de cada
um dos leitos. No entanto, essa diferença de temperatura nos termopares
localizados acima do leito 6, está em torno de 37°C, o que pode estar tendo a
influência de suas localizações a apenas 70 mm acima do topo do leito 6,
devido a algum arraste de líquido do leito inferior. Esse perfil de diferenças de
temperatura na fase vapor da coluna mostra uma tendência à inexistência de
problemas de má distribuição de vapores ao longo da torre, e sim, problemas
de distribuição de líquido para os leitos.
Tabela V.6. Perfil de temperaturas radiais ao longo da coluna de destilação a
vácuo da LUBNOR
DATA∆TEMP, C PAREDE LEITO 1
∆TEMP, C VAP TOPO
LEITO 2
∆TEMP, C PAREDE LEITO 2
∆TEMP, C VAP TOPO LEITO 3
∆TEMP, C PAREDE LEITO 3
∆TEMP, C VAP TOPO LEITO 4
∆TEMP, C PAREDE LEITO 4
∆TEMP, C VAP TOPO
LEITO 5
∆TEMP, C PAREDE LEITO 5
∆TEMP, C VAP TOPO
LEITO 6
∆TEMP, C PAREDE LEITO 6
∆TEMP, C VAP TOPO
LEITO 7
∆TEMP, C PAREDE LEITO 7
MAXIMO 9,6 1,9 3,9 4,9 15,1 1,1 14,6 -3,3 20,7 30,7 24,9 -1,5 21,4
MINIMO 7,5 1,6 3,8 4,3 14,4 0,9 13,6 -3,4 20,0 30,3 23,8 -2,1 20,1
MEDIA 8,4 1,7 3,8 4,6 14,6 1,0 14,1 -3,3 20,5 30,5 24,3 -1,8 20,5
OK OK OK OK OK OK OK OK NOK NOK NOK OK NOK
MAXIMO 12,2 4,1 8,5 5,8 19,2 2,9 27,2 -2,8 35,0 37,7 33,1 0,1 28,0
MINIMO 9,7 2,5 7,3 4,1 17,3 1,5 21,1 -3,8 31,1 35,8 31,3 -0,2 26,1
MEDIA 11,3 3,3 8,1 4,9 18,3 2,1 25,0 -3,3 33,2 36,8 32,2 -0,1 27,0
OK OK OK OK ~OK OK NOK OK NOK NOK NOK OK NOK
B
A
RESUMO DAS TEMPERATURAS RADIAIS AO LONGO DA TORRE
Outros fatores podem estar contribuindo para o aparente baixo
desempenho do leito 5, e como conseqüência, uma tendência ao baixo
desempenho do leito 4, logo acima deste. Um desses fatores pode estar
associado à sua altura. O leito 5, assim como o leito 4, tem uma altura menor
(cerca de 1 m) se comparado aos leitos do topo da coluna, sendo assim, não
permite a regeneração do filme líquido devido à má distribuição inicial.
Segundo Hoek (1983), essa recuperação só ocorre a partir do terceiro

81
elemento do recheio, e como o leito 5, assim como o leito 4, contém apenas 5
elementos, essa regeneração fica prejudicada, mesmo que se parta de uma
boa distribuição de líquido para o leito.
A distribuição do vapor no fundo do leito 5 também é deficiente, devido à
presença da calha CHEVRON, que serve de suporte e coletor de líquido desse
leito. Esse dispositivo oferece baixa resistência à passagem do vapor que, caso
venha de uma má distribuição de leitos inferiores, tende a permanecer assim,
buscando caminhos preferenciais ao longo do leito e diminuindo a transferência
de massa. O espaçamento entre o fundo do leito 5 e o topo do leito 6 é metade
do espaçamento existente na coluna entre os outros leitos, como pode ser visto
na Figura V.1, que destaca a seção dos leitos 4, 5 e 6 da torre de vácuo da
LUBNOR. Nessa figura, os bocais de número 23 correspondem aos
termopares de superfície, enquanto que os bocais de número 21,
correspondem aos termopares de fase vapor.
Esse tipo de ocorrência de má distribuição em leitos de colunas de
processo, relativamente comum em torres industriais, [Kister (2007)], não está
incorporada nos cálculos de transferência de massa teóricos, como os
utilizados neste trabalho [Bravo, Rocha e Fair (1993, 1996) e Olujić (2004)],
daí a necessidade de serem usadas outras ferramentas de projeto que
garantam o desempenho do recheio. No entanto, não nos parece razoável a
busca de método de determinação de fatores de ajuste, como anteriormente
mencionado no item III.5, para os cálculos de HETP previstos pelos
fornecedores. Visto que, os mesmos se baseiam em testes em planta piloto,
comprovados através do uso de correlações teóricas para misturas binárias,
além dos eventuais fatores empregados pelos fabricantes baseados em
experiências prévias no fornecimento de recheios para colunas de destilação
em todo o mundo.

82
Figura V.1. Detalhe da posição relativa dos internos na região dos leitos 4, 5 e
6 da torre de vácuo da LUBNOR.
Um outro parâmetro utilizado para verificação do ponto de operação dos
leitos da torre de vácuo da LUBNOR foi o fator de capacidade dos recheios,
expresso pelo Cs. Esse parâmetro relaciona a velocidade do vapor ascendente
na área transversal da coluna com a relação entre as densidades das fases
vapor e líquida, sendo expresso em m/s (ft/s). Descrição mais detalhada pode
ser vista no Anexo V. Fez-se uma análise comparativa com valores sugeridos
por Kister (1994).
Os resultados dessa análise, resumidos na Tabela V.7, não indicaram
sobrecarga dos leitos analisados, ao contrário, mostraram que os leitos 1 e 2,
responsáveis pelo fracionamento GOL x NAFTA, encontram-se abaixo do limite
inferior sugerido.
Por outro lado, os valores de Cs para o leito 7, região de
sobrevaporizado da coluna, composto por recheios randômicos, indica que
essa é a região da coluna com mais sobrecarga de vazão de vapores. A
análise do perfil radial de temperaturas do leito 7 também apontou para
problemas de má distribuição de líquido nos dois casos operacionais, Petróleo
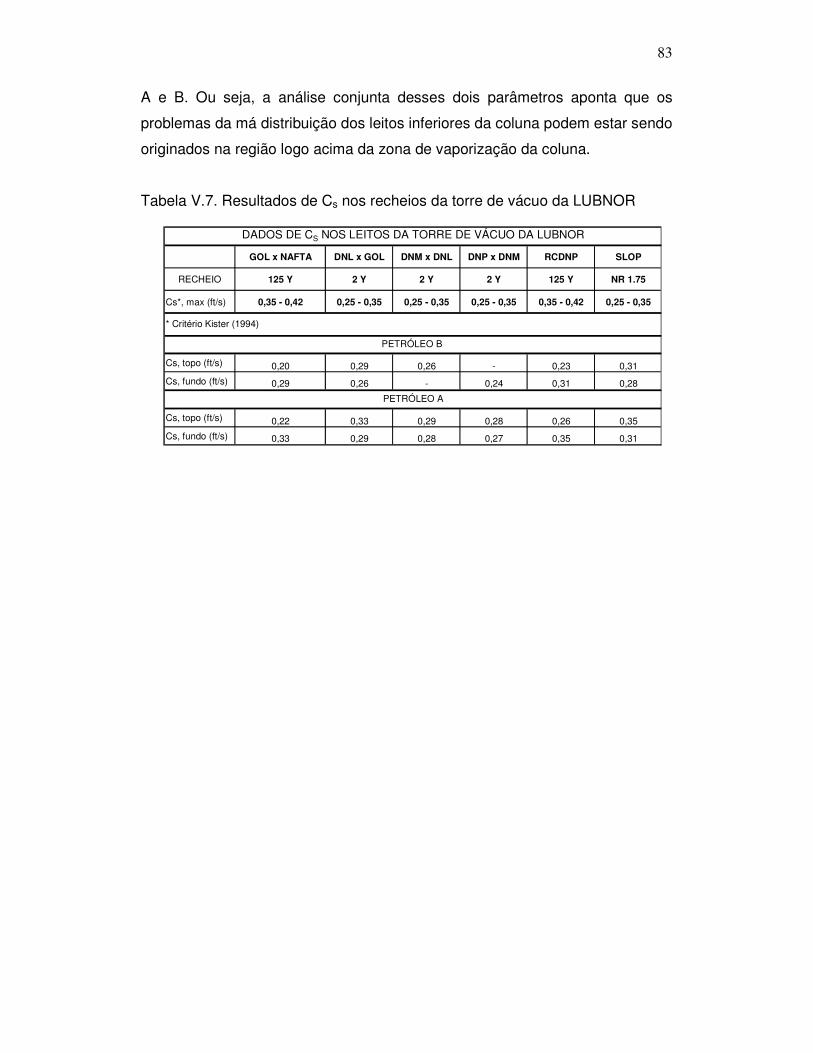
83
A e B. Ou seja, a análise conjunta desses dois parâmetros aponta que os
problemas da má distribuição dos leitos inferiores da coluna podem estar sendo
originados na região logo acima da zona de vaporização da coluna.
Tabela V.7. Resultados de Cs nos recheios da torre de vácuo da LUBNOR
GOL x NAFTA DNL x GOL DNM x DNL DNP x DNM RCDNP SLOP
RECHEIO 125 Y 2 Y 2 Y 2 Y 125 Y NR 1.75
Cs*, max (ft/s) 0,35 - 0,42 0,25 - 0,35 0,25 - 0,35 0,25 - 0,35 0,35 - 0,42 0,25 - 0,35
Cs, topo (ft/s) 0,20 0,29 0,26 - 0,23 0,31
Cs, fundo (ft/s) 0,29 0,26 - 0,24 0,31 0,28
Cs, topo (ft/s) 0,22 0,33 0,29 0,28 0,26 0,35
Cs, fundo (ft/s) 0,33 0,29 0,28 0,27 0,35 0,31
* Critério Kister (1994)
DADOS DE CS NOS LEITOS DA TORRE DE VÁCUO DA LUBNOR
PETRÓLEO B
PETRÓLEO A

84
Capítulo VI - Conclusões e Sugestões
O objetivo principal do presente trabalho foi o de analisar o desempenho
de leitos contendo recheios estruturados em uma coluna industrial. Escolheu-
se a torre de vácuo para produção de destilados naftênicos da LUBNOR para
estudo de caso por ter sido projetada recentemente e possuir vários leitos de
fracionamento formados por recheios estruturados. Além disso, por ser bem
instrumentada, permitiu uma melhor avaliação da influência do efeito das
características construtivas da coluna nos parâmetros de desempenho dos
recheios.
Outra razão que motivou essa escolha foi o fato da unidade poder
processar petróleos puros, o que facilita no tratamento dos dados para a
simulação de processo. Além disso, por operar em campanhas diferenciadas,
para cada um dos petróleos processados durante a realização dos testes que
serviram de base para o presente estudo. Nesses testes, apesar da avaliação
do desempenho da coluna não ter sido o foco principal, mas a determinação do
nível máximo de carga da unidade, operando com confiabilidade e produtos
dentro das especificações desejadas, foi possível a coleta de dados em dois
diferentes patamares de carga, 1.125 m³/d e 1.300 m³/d, operando com dois
diferentes tipos de petróleo, A e B, e campanhas diferenciadas para cada um
deles.
As seguintes etapas foram seguidas no levantamento dos dados de
HETP para os recheios estruturados da torre de vácuo da LUBNOR:
1. Realização de testes experimentais em unidade industrial da
PETROBRAS para coleta de amostras e avaliação de desempenho dos
recheios;
2. Utilização do simulador de propriedade da PETROBRAS PETROX para
geração de dados hidráulicos e de propriedades físico-químicas para
avaliação do número de estágios teóricos dos recheios existentes;
3. Determinação da tensão superficial de cortes lubrificantes em laboratório
da UFRJ;
4. Utilização de correlações disponíveis em literatura para estimativa do
HETP dos recheios utilizados;

85
5. Comparação dos dados experimentais obtidos na planta industrial e
daqueles provenientes de catálogos de fabricantes;
6. Estabelecimento de correlação para ajuste dos HETP’s de catálogo.
Com relação ao item 4, foram escolhidos os modelos teóricos de
transferência de massa de Bravo, Rocha e Fair (1993, 1996) e Olujić e
colaboradores (2004), desenvolvidos para estimativa de HETP de recheios
estruturados tipo chapas metálicas, como os da torre industrial investigada.
A simulação da unidade de destilação a vácuo foi conduzida de modo
simplificado, utilizando o simulador de propriedade da PETROBRAS –
PETROX. No entanto, a modelagem da coluna foi feita usando o modelo
rigoroso Inside-Out, tendo como dados de entrada as condições de
temperatura e pressão da zona de vaporização da coluna, estimativa de
estágios teóricos de separação entre os produtos destilados e o perfil de
pressão da coluna. Como especificações, foram utilizadas as vazões dos
produtos praticadas nos testes operacionais. Para verificação da aderência da
simulação, foram comparados os perfis de temperatura experimental da coluna,
as densidades e as curvas de destilação dos destilados com os dados gerados
pelo simulador.
Os resultados obtidos, aderentes com os resultados operacionais dos
Petróleos A e B, levaram a um número de estágios teóricos diferentes para a
coluna em cada caso analisado. No caso do Petróleo A, foi obtida uma
configuração da coluna com 18 estágios teóricos, sendo 4 estágios na
separação GOL x NAFTA, 5 estágios na separação DNL x GOL, 1 estágio na
separação DNM x DNL, 1 estágio na separação DNP x DNM, 2 estágios na
região de sobrevaporizado e dois estágios na região de retificação de fundo da
coluna. No entanto, no caso do Petróleo B, para os mesmos leitos instalados, a
configuração que maior aderência apresentou com os dados experimentais foi
composta por 17 estágios teóricos, sendo 4 estágios na separação GOL x
NAFTA, 5 estágios na separação DNL x GOL, 2 estágios na separação DNP x
DNL, 1 estágio na região de sobrevaporizado e dois estágios na região de
retificação de fundo da coluna. Em ambos os casos, a região de refluxo
circulante foi simulada com 2 estágios teóricos.

86
Com relação aos resultados da simulação, observou-se que os leitos
situados na região de topo da coluna, leitos 1,2 e 3, apresentaram uma boa
concordância com o HETP de projeto dos recheios, para ambos os petróleos.
Entretanto, na região intermediária da coluna, leitos 4 e 5, houve um grande
afastamento entre os dados previstos pelo projeto e aqueles obtidos na
simulação.
Em relação aos modelos teóricos de transferência de massa
investigados, verificou-se que eles apresentaram uma boa concordância entre
si, tendo previsto de modo bastante satisfatório o comportamento dos leitos 1,
2 ,3 e 4 da coluna, no processamento do Petróleo A. No leito 5 o afastamento
foi um pouco maior.
No caso do Petróleo B, apenas o leito 3 foi bem representado por ambos
os modelos, tendo havido um grande afastamento nos demais leitos. Cabe
destacar que os leitos 4 e 5 foram avaliados em conjunto, apresentando um
valor médio de HETP com grande afastamento em relação ao do projeto.
A avaliação dos recheios feita através do uso do programa
disponibilizado pela SULZER – SULPAK indicou, para as condições
operacionais dos testes, valores de HETP condizentes com o projeto. Isso
pode ser explicado pelo fato do HETP fornecido pelo programa ser função
apenas do fator F e da pressão operacional do sistema.
As diferenças maiores nos valores de HETP encontradas na simulação
para os leitos 4 e 5 podem ser atribuídas aos problemas originados na má
distribuição da fase líquida e à baixa altura desses leitos. Além disso, a
pequena distância existente entre os leitos 5 e 6 da coluna, associada ao fato
da suportação e coleta de líquido do leito 5 ser feita através de dispositivo tipo
calhas CHEVRON o qual não permite uma correção de eventual má
distribuição dos vapores provenientes dos leitos inferiores, são outros fatores
contribuintes.
Com relação ao item 6 citado anteriormente, o presente trabalhou
apontou não ser necessária o uso de fatores de correção dos valores de HETP
do catálogo da SULZER para dados de petróleo. Tal fato nos levar a crer que
sistemas binários, como o o-p/xileno, sejam representativos da destilação a
vácuo, de sistemas complexos como o petróleo.
87
Por outro lado, o presente estudo apresentou uma forte indicação de que
para a garantia do desempenho dos recheios estruturados em torres
industriais, faz-se necessário o aprimoramento das ferramentas utilizadas para
projeto dos internos associados a esses recheios. Os distribuidores de líquido
sendo um dos itens que maior controle necessitam, tanto na fase do projeto
básico, como na do projeto de detalhamento e na montagem no interior da
coluna.
As diferenças de HETP encontradas nos cálculos teóricos de
transferência de massa para os leitos de topo da coluna, que operam a
temperaturas mais baixas, nos dois diferentes petróleos processados, indicam
uma necessidade de aprimoramento das correlações de cálculo de
viscosidades do simulador de processo para lidar com petróleos que
apresentam alta viscosidade, como foi o caso do Petróleo B, usado neste
estudo.
A correlação para estimativa de tensão superficial utilizada no simulador
PETROX mostrou-se aderente às determinações experimentais para os
destilados da torre de destilação a vácuo.
Como sugestões para trabalhos futuros ficam:
1. Realização de testes experimentais com processamento de petróleos
viscosos, em planta piloto, para levantamento de dados de viscosidade dos
produtos destilados, possibilitando ajustes nas correlações de predição
dessa propriedade atualmente disponíveis no simulador;
2. Incorporação de dados de viscosidade mais representativos dentro do
módulo de cálculo da coluna rigoroso do simulador de processo;
3. Realização de testes industriais de desempenho para formação de
banco de dados de HETP para uso em projetos semelhantes.

88
Capítulo VII - Referências Bibliográficas
1. Ali, A.M., Jansens, P.J., Olujić , Z., 2002, CFD simulation software – A Design Tool for Packed Column Internals, Topical Conference on Distillation Tools for Practicing Engineer, AIChE 2002 Spring Meeting, pp. 174-180;
2. An addendum to Glitsch Publication Nº. 40283, 1984, High Efficiency
Packings: GEMPAKTM, GOODLOER, METPAKR, Preliminary Design Information;
3. Barlem, C.T., Jardim, J.L.F., 1982, Programa Mínimo Resíduo
(Minimização de Resíduo de Vácuo em Unidades de Destilação), trabalho interno Petrobras;
4. Bemer, G. e Zuiderweg, F.J., 1978, Radial Liquid Spread and
Maldistribution in Packed Columns under Different Wetting Conditions, Chemical Engineering Science, 33, pp. 1637-1643;
5. Bennett, D.L., Ludwig, K.A., 1994, Understand the Limitations of Air/Water
Testing of Distillation Equipment, Reactions and Separations, Chemical Engineering Progress, April, p.72-79;
6. Bolles, W.L. and Fair, J.R., November 1970, Distillation, Annual Review,
Industrial and Engineering Chemistry, Vol. 62, Nº. 11, 81-90; 7. Bolles, W.L. and Fair, J.R., 1982, Improved mass-transfer model enhances
packed-column design, Chemical Engineering, July 12, pp109-116; 8. Bilyk, N.I., Lebedev, Y.N., Khaschchivskii, I.P., Zaitseva, T.M. and Lozhkin,
Y.P., 2005, Production of High-Quality Paraffinic Distillates and Vacuum Resid – Revamp of the AVT-2 Unit Vacuum Block, Chemistry and Technology of Fuels and Oils, Vol. 41, Nº. 3, 175-178;
9. Bornhütter, K. e Mersmann, A., 1993, Mass Transfer in Packed Columns:
The Cylinder Model, Chem. Eng. Technol., 16, p. 46-57; 10. Bravo, J.L. e Fair, J.R., 1982, Generalized Correlation for Mass Transfer in
Packed Distillation Columns, Ind. Eng. Chem. Process. Des. Dev. 21, p.162-170;
11. Bravo, J.L. e Fair, J.R., 1990, Mass Transfer efficiency Modeling of Packed
Absorbers and Strippers, AIChE National Meeting, March 18-21, p.98d; 12. Bravo, J.L., Patwardhan, A.A. e Edgar, T.F., 1990, Influence of Effective
Interfacial Areas in the Operation and Control of Packed Distillation Columns, AIChE National Meeting, March 37a p. 18-21;

89
13. Bravo, J.L., Patwardhan, A.A. e Edgar, T.F., 1992, Influence of Effective Interfacial Areas in the Operation and Control of Packed Distillation Columns, Ind. Eng. Chem. Res. 31, p. 604-608;
14. Bravo, J.L., Rocha, J.A. e Fair, J.R., 1985, Mass Transfer in Gauze
Packings, Hydrocarbon Processing, January, p. 91-95; 15. Bravo, J.L., Seibert, A.F. e Fair, J.R., 2001, The Effects of Free Water on
the Performance of Packed Towers in Vacuum Service, Ind. Eng. Chem. Res. 40, p. 6181-6184;
16. Brito, M.H., Stockar, U.V., Bangerter, A.M., Bomio, P. and Laso, M., 1994,
Effective Mass-Transfer Area in a Pilot Plant Column Equipped with Structured Packings and with Ceramic Rings, Ind. Eng. Chem. Res. 33, 647-656;
17. Brunazzi, E., Nardini, G., Paglianti, A. e Petarca, L., 1995, Interfacial Area
of Mellapak Packing: absorption of 1,1,1,-Trichloroethane by Genosorb 300, Chem. Eng. Technol. 18, p. 248-255;
18. Brunazzi, E. e Paglianti, A., 1997, Liquid-Film Mass-Transfer Coefficient in
a Column Equipped with Structured Packings, Ind. Eng. Chem. Res. 36, p. 3792-3799;
19. Bühlmann, U., 1987, Performance of Rombopak®, Structured Column
Packing, in Distillation, I.Chem.E. Symposium Series Nº.104, A115-A127; 20. Caldas, J.N. e Paschoal, L.M., 1991, Recheio apropriado para cada
serviço, Petro & Gás, fevereiro, p. 14-28; 21. Carvalho, M. A., Cristo, H. P., Ladeira, B. A. M. e Oliveira, M.S., 2007,
Parâmetros de Equivalência entre Recheios de Torres de Destilação, Monografia do Curso de Especialização em Engenharia de Processamento de Petróleo, abril;
22. Chen, G.K., 1984, Packed Column Internals, Chemical Engineering, March
5, p. 40-51; 23. Chen, G.K. e Chuang, K.T., 1989, Recent Developments in Distillation,
Hydrocarbon Processing, February, p. 37-45; 24. Chen, G.K., Kitterman, L. and Shieh, J., 1983, High-Efficiency Packing for
Product Separation, September CEP p. 46-49; 25. Dolan, M.J. and Strigle, R.F., 1980, Advances in Distillation Column
Design, November CEP p. 78-83; 26. Ender, C., Nieuwoudt, I. and Quotson, P., 2006, Improving packed tower
performance, Hydrocarbon Engineering, July, p. 51-54;
90
27. Fair, J.R., 1987, Distillation: Whither, not Whether, I. Chem.E. Symposium Series No.104, p. A613-A627;
28. Fair, J.R. and Bravo, J.L., 1987, Prediction of Mass Transfer efficiencies
and pressure drop for structured tower packings in vapor/liquid service, Chem.E. Symposium Series Nº.104, A183-A201;
29. Fair, J.R. and Bravo, J.L., January 1990, Distillation Columns Containing
Structured Packing, Chemical Engineering Progress, 19-29; 30. Fair, J.R. e Bravo, J.L., 1989, Design of Distillation Columns Containing
Structured Packing, AIChE, Spring National Meeting, 29a; 31. Fleming, B., Sloley, A. W., Neilson, P. A., Al Broussard, 1994, Optimizing
Lube Oil Vacuum Column Design, 1994 NPRA National Fuels and Lubricants Meeting, November 3-4, p.1-31, www.distillationgroup.com;
32. Golden, S., April 2-6, 1989, Integrating theoretical and practical aspects of
refinery FCCU fractionator revamps, AIChE spring National Meeting; 33. Golden, S. and Costanzo, S., 1990, Commercial Performance Data for
Structured Packing in Refinery atmospheric Crude Columns, AIChE Spring National Meeting, Paper 83a;
34. Golden, S., Martin, G., 1991, Revamping vacuum units for HVGO quality
and cutpoint, NPRA Annual Meeting, AM-91-45, March 17-19, p. 1-31; 35. Golden, S., 1992, Revamping vacuum units for HVGO quality and cutpoint,
Science & Technology, Bd 45, Heft 7,8, July/August, p. 295-300; 36. Golden, S., Martin, G.R. and Schmidt, K.D, 1993, Field data, new design
correct faulty FCC tower revamp, Oil & Gas Journal, May 31, p. 54-60; 37. Golden, S. and Barletta, T., 2006, Designing vacuum units, PTQ Q2, pp
105-110; 38. Hanley, B., Dunbobbin, B. and Bennett, D., 1994, A Unified Model for
Countercurrent Vapor/Liquid Packed Columns. 2. Equations for the Mass-Transfer Coefficients, Mass-Transfer Area, the HETP, and the Dynamic Liquid Holdup, Ind. Eng. Chem. Res. 33, p. 1222-1230;
39. Hanley, B., Dunbobbin, B. and Bennett, D., 1994, Unified Model for
Countercurrent Vapor/Liquid Packed Columns. 1. Pressure Drop, Ind. Eng. Chem. Res., 33, 1208-1221;
40. Hanson, D., Golden, S., Hansen, J., Brown, M., 2006, Revamps Improves
FCC performance at BP’s Texas City refinery, http://ogj.articles.printthis.clickability.com , pp. 1-13, may 2006;

91
41. Hoffmann, A., Ausner, I., Repke, J-U., Wozny, G., 2005, Fluid Dynamics in Multiphase Distillation Processes in Packed Towers, Computer & Chemical Engineering, www.elsevier.com;
42. Hufton, J.R., Bravo, J.L. and Fair, J.R., 1988, Scale-Up of Laboratory Data
for Distillation Columns Containing Corrugated Metal-Type Structured Packing, Ind. Eng. Chem. Res. 27, 2096-2100;
43. Humphrey, J.L. and Seibert, A.F., December 1992, New Horizons in
Distillation, Chemical Engineering, 86-98; 44. Jardim, J.L.F., 1986, Notas Encontro Técnico de Destilação: Retrospecto
das Atividades da Área de Destilação; 45. Joblist Sulzer, Chemtech separations Columns, 1991, Jan; 46. Killat, G.R. and Rey, T.D., 1996, Properly Assess Maldistribution In
Packed Towers, Chemical Engineering Process, 69-73, May; 47. Kister, H.Z. and Gill, D.R., 1991, Flooding and Pressure Drop Prediction
for Grid and Structured Packings, AIChE Annual Meeting; November 17-22;
48. Kister, H. Z., 2007, What Caused Tower Malfunctions in the Last 50
years?, AIChE Spring National Meeting; April; 49. Klemas, L. and Bonilla, J.A., 1995, Maldistribution and Packed Tower
Efficiency, 1995 AIChE National Meeting & Petrochemical & Refining Exposition; March 19-23;
50. Koshy, T. D. and Rukovena, F., 1993, Distillation Pilot Plant Design,
Operating Parameters and Scale-Up Considerations, Spring National AIChE Meeting; March 28 - April 1;
51. Koshy, T. D. and Rukovena, F., 1993, Packed Distillation Tower Hydraulic
Design Method and Mechanical Considerations, Ind. Eng. Chem. Res. 32, 2400-2407;
52. Laird, 2004, Packed FCCU Main Fractionator Upgrades for Performance
and Reability, NPRA Annual Meeting, March; 53. Lebedev, Y. N., Chekmenev, V. G., Zaitseva, T. M. and Ishmukhametov,
R. M., 2004, VAKUPAK Packing for Vacuuum Towers, Translated from Khimiya I Tekhnologiya Toplly I Masel, Nº. 1, pp. 48-52; January-February;
54. Lehner, M., 2006, Distributor Designs, Hydrocarbon Engineering, 55-58;
July; 55. Lieberman, N. P., 1984, Packing expands low-pressure fractionators,
Hydrocarbon Processing, 143-145; April;
92
56. Lockett, M.J., 1998, Easily Predict Structured-Packing HETP, Chemical Engineering Progress, 60-66; January;
57. Macías-Salinas, R. and Fair, J. R., 2000, Axial Mixing in Modern Packings,
Gás, and Liquid Phases: II. Two-Phase Flow. Separations Research Program, Dept. of Chemical Engineering, The University of Texas at Austin, Austin, TX 78712. AIChE Journal, Vol. 46, Nº. 1, 79-91; January;
58. Manual do PETROX versão 2.70, 2005; 59. Marsiglia, E. and Schnaibel, G., 2004, The Recurring Jet Fuel Problem
(and What it Took to Solve it), Spring National AIChE Meeting; April 25-29; 60. Meier, W. and Huber, M., 1969, Measurements of the Number of
Theoretical Plates in Packed Columns with Artificial Maldistribution, I.Chem.E. SYMPOSIUM SERIES; Nº 32;
61. Miyakawa, H., Honda, K. and Munakata, T., 1990, The effect of
composition on the performance of a packed distillation column, International Chemical Engineering, Vol. 30, Nº. 4, 756-760; October;
62. Moore, F. and Rukovena, F., 1986, Liquid and Gas Distribution in
Commercial Packed Towers, 36 th Canadian Engineering Conference, Paper 23b; October, 5-8;
63. Mori, H., Ibuki, R., Taguchi, K., Futamura, K., Olujić , Z., 2006, Three-
component distillation using structured packings: Performance evaluation and model validation, Chemical Engineering Science 61, 1760-1766;
64. Mori, P., 1988, Efectos de la instalacion de rellenos ordenados en
columnas de fraccionamento principal sobre las condiciones operatives de una planta de craqueo catalitico, 2º Congresso Latinoamericano de Hidrocarburos, TT-57, 1-15;
65. Nicolaiewsky, E. M. A., Tavares, F. W., Rajagopal, K., Fair, J. R., 1999,
Liquid Film flow and area generation in structured packed columns, Powder Technology 104, 84-94;
66. Nicolaiewsky, E. M. A., 2005, Projeto LUBDEST, Arquivo Pessoal;
Setembro; 67. Nicolaiewsky, E. M. A., 1999 , Molhabilidade de Superfícies – Ângulo de
Contato, Cap 2 tese de doutorado; 68. Nicolaiewsky, E. M. A., and Fair, J. R., 1999, Liquid Flow over Textured
Surfaces. 1. Contact Angles, Ind. Eng. Chem. Res., Vol. 38, Nº. 1, 284-291;
69. Nicolaiewsky, E. M. A., Rajagopal, K., Fair, J. R., 1999, Distribuição de
Líquido em Recheios Estruturados Corrugados, Arquivo Pessoal;

93
70. Nawrocki, P. A., Xu, Z. P. and Chuang, K. T., 1991, Mass Transfer in Structured corrugated Packing, The Canadian Journal of Chemical Engineering, Volume 69, pp. 1336-1343; December;
71. Orlando, Jr. A. E., 2007, Análise de desempenho de coluna de destilação
contendo recheio estruturado, Dissertação de Mestrado-Escola de Química, Universidade Federal do Rio de Janeiro;
72. Olsson, F. R., 1999, Detect Distributor Defects Before They Cripple
Columns, Chemical Engineering Progress, 57-61; October; 73. Olujić , Z., Bahrens, M., Colli, L. and Paglianti, A., 2004; Predicting the
Efficiency of Corrugated Sheet Structured Packings with Large Specific Surface Area, Chem. Biochem. Eng. Q. 18 (2) 89-96;
74. Olujić , Z. and Graauw, J., 2004, Performance Evaluation of Structured
Packins: Large-versus Small Scale, Delft University of Technology, 201-207;
75. Olujić , Z., Stoter, F. and Graauw, J., 1991, Gas distribuition in large-
diameter packed columns, Gas Separation & Purification, Vol 5, June, 259-65;
76. Olujić , Z., Haaring, J. P. and van Baak, R. 2006, Effect of a severe form of
initial gas maldistribution on pressure drop of a structured packing bed, Chemical Engineering and Processing, Vol 45, 1059-1064;
77. Olujić , Z., Seibert, A. F. and Fair, J. R., 2000, Influence of corrugation
geometry on the performance of structured packings: an experimental study, Chemical Engineering and Processing, Vol 39, 335-342;
78. Olujić , Z., Stoter, F. and Graauw., 1993, Modelling and measurement ogf
gas flow distribution in corrugated sheet structured packings, The Chemical Engineering Journal, 53, 55-66;
79. Olujić , Z., Kamerbeek, A. B. and de Graauw, J., 1999, A Corrugation
Geometry Based Model for Efficiency of Structured Distillation Packing, Chemical Engineering Processing, 38, 683;
80. Olujić , Z., 2002, Delft Model – A Comprehensive Design Tool for
Corrugated Sheet Structured Packings, Topical Conference on Distillation Tools for Practicing Engineer, AIChE Spring Meeting, pp. 142-152; March 10-14;
81. Olujić , Z., Kaibel, B., Jansen, H., Rietfort, T., Zich, E. and Frey, G., 2003,
Distillation Column Internals/Configurations for Process Intensification, Chem. Biochem. Eng. Q. 17 (4) 301-309;

94
82. Olujić , Z., Kaibel, 2005, Toward Sophisticated Structured Packing Column Design, Journal of Separation Process Engineering, Japan, Vol. 35, 4, 223-234;
83. Ovejero, G., Grieken, R. V., Rodriguez, L. and Valverde, J. L., 1992, The
use of gas absorption correlations for mass transfer coefficients in distillation processes, Int. J. Heat Mass Transfer, Vol 35, Nº. 11, pp 2963-2968;
84. Paschoal, L. C. M. e Mainenti, M. R. M., 1992, Consolidação da
Experiência da Petrobras no Uso de Recheios em Torres de Destilação Atmosférica e a Vácuo, 3º. Congresso Latino-Americano de Hidrocarbonetos;
85. Paschoal, L. C. M., Torres, G. A. S. and Lemos, A.J.F., 2001, Vacuum
Tower Revamp for Lube Cuts at RLAM Refinery (U-9), 2001 AIChE Spring Meeting, April;
86. Pelkonen, S., Górak, A., Ohligschäger, A., Kaesemann, R., 2001,
Experimental study on multicomponent distillation in packed columns, Chemical Engineering and Processing 40, 235-243;
87. Piché, S., Lévesque, S., Grandjean, B. P. A., Larachi, F., 2003, Prediction
of HETP for randomly packed towers operation: integration of aqueous and non-aqueous mass transfer characteristics into one consistent correlation, Separation and Purification Technology 33 145-162;
88. Pizzo, S. M., Moraes, D., Jr., F. A. N. Fernandes , M. S. Kobayasi and
Pazini, R. J, 1998, Analysis of Liquid distribution in a Packed Column on a Pilot Scale, Ind. Eng. Chem. Res. 37, 2844-2849;
89. Porter, K. E. and Jenkis, J. D., 1979, The Interrelationship between
Industrial Practice and academic research in distillation and absorption, I. Chem. E. Symposium Series Nº.56;
90. Porter, K. E. and Jenkis, J. D., 1987, Distillation 1979-1987, Gas
Separation and Purification,Vol 1, September, pp. 11-15; 91. Raynal, L., Ballaguet, J-P, Barrere-Tricca, C., 2004, Determination of mass
transfer characteristics of co-current two-phase flow within structured packing, Chemical Engineering Science 59, 5395-5402;
92. Reay, D. W., 1982, Vacuum Distillation of Heavy Residue – Meeting
Changing Refinery Requirements, I. Chem. E. Jubilee Symposium, pp. D51-D60;
93. Ribeiro, D. C., Moczydlower, D., Tornovsky, J. e Machado, P. S. T., 1998,
Análise de uma Unidade de Destilação de Petróleo: Otimização e Técnicas de Projeto, Monografia EQ UFRJ;

95
94. Robinson, K., 1987, Revamp of High Pressure Distillation Columns Using Random Packings, I. Cheme Symposium Series Nº. 100, 339-356;
95. Rocha, J. A., Bravo, J. L. and Fair, J. R., 1986, Pressure Drop in
Structured Packings, Hydrocarbon Processing, March; 96. Rocha, J. A., Bravo, J. L. and Fair, J. R., 1993, Distillation Columns
containing Structured Packings: A Comprehensive Model for Their Performance. 1. Hydraulic Models, Ind. Eng. Chem. Res., Vol. 32, Nº. 4, 641-651;
97. Rocha, J. A., Bravo, J. L. and Fair, J. R., 1996, Distillation Columns
Containing Structured Packings: A Comprehensive Model for Their Performance. 2. Mass Transfer Model, Ind. Eng. Chem. Res. 35, 1660-1667;
98. Rocha, J. A., Bravo, J. L. and Fair, J. R., 1994, Distillation Columns
Containing Structured Packings: A Comprehensive Model for Their Performance. 2. Mass Transfer Model, Separations Research Program The University of Texas, 6-21-94;
99. Roy, P. and Mercer, A. C., 1987, The Use of Structured Parking in
Atmospheric Distillation Column, I. CHEM. E. SYMPOSIUM SERIES Nº. 104, A103-A114;
100. Roy, P. and Mercer, A. C., 1987, The Use of Structured Packing in a
Crude Oil Atmospheric Distillation Column, I. Chem. E. Symposium Series Nº.104, B165-B178;
101. Roza, M., Hunkeler, R., Berven, O.J., 1987, Mellapak in Refineries and in
Petrochemical Industry, S. Ide, I. Chem. E. Symposium Series Nº.104, A103-A114;
102. Sappington, J. M., Armbrister, C. A., 1993, Revamp of Crude Vacuum
Tower Using a Total Quality Approach, NPRA Annual Meeting AM-93-64, 1-12; March 21-23;
103. Schultes, M. and Chambers, S., 2007, Reaching New Performance Levels
with Surface Enhanced Raschig Super-Pak Structured Packings, AIChE Spring Meeting, April;
104. Senol, A., 2001, Mass transfer efficiency of randomly-packed column:
modeling considerations, Chemical Engineering and Processing 40, 41-48; 105. Shah, G. C., April 1991, Effectively Troubleshoot Structured-Packing
Distillation Systems, Chemical Engineering Progress, 49-56; 106. Silva, L. C. M., 1983, Utilização de Recheios em Torres Atmosféricas,
PROMIRV, Encontro Técnico Destilação;

96
107. Sloley, A. W., Golden, S. W. and Hanson, D., 1994, Modernizing Lubricant Vacuum Distillation Process, Adv. Prod. Appl. Lube Base stocks, Proc. Int. Symp., 95-102;
108. Sommerfeldt, R., Hausch, G. W., Ender, C., 2005, Advances in Styrene Fractionation with INTALOX PACKED TOWER SYSTEMS R Technology. Part 1 – Column Internals, 2005 AIChE Petrochem expo Distillation Symposium, Paper 4e; April 10-14;
109. Sommerfeldt, R., Hausch, G. W., Nieuwoudt, I., 2005, Advances in Styrene
Fractionation with INTALOX PACKED TOWER SYSTEMS® Technology. Part 2 – FLEXIPAC® HC® Structured Packing, AIChE Petrochem Expo 1. Distillation Symposium, Paper 5e; April 10-14;
110. SΦrensen, E., 2006, Distillation & Absorption 2006 Proceedings; 111. Spiegel, L. and Meier, W., 1994, Performance Characteristics of various
types of Mellapak packings (productivity, pressure differential, and efficiency), Chemical and Petroleum Engineering, Vol. 30, Nº. 3-4, 118-125;
112. Spiegel, L. and Meier, W., January 2003, Distillation Columns with
Structured Packings in the Next Decade, Trans I Chem E, Vol 81, Part A, 1-9;
113. Spiegel, L. and Meier, W., 1987, Correlations of the Performance
Characteristics of Various Mellapak Types (capacity, pressure drop and efficiency), I.CHEM.E. Symposium Series Nº. 104; A203-A215;
114. Spiegel, L., 2006, A new method to assess liquid distributor quality,
Chemical Engineering and Processing, www.elsevier.com/locate/cep, CEP-5115, 1-7;
115. Stichlmair, J. and Stemmer, A., 1987, Influence of Maldistribution on Mass
Transfer in Packed Columns, I.CHEM.E. Symposium Series Nº. 104; B213-B224;
116. Stoter, F., 1993, Wetting Characteristics of Structured Packings, Thesis,
Delft University, Chapter 5; 117. Strigle, R., 1989, Effect of non-wettable packings in distillation operations,
Process Engineering, 49-55; march; 118. Taylor, R., 2006, (Di)still Modeling After All These Years: A VIEW OF THE
STATE OF ART, I Chem E, Symposium Series Nº 152, pág: 1-20; 119. Tondeur, D., Luo, L., 2004, Design and scaling laws of ramified fluid
distributors by the constructal approach, Chemical Engineering and Processing 59, 1799-1813;
97
120. Torres, G., Waintraub, S., and Hartman, E., 2003, Crude Unit Revamp using Radial Temperature Profiles, Petroleum Technology Quarterly: Revamps and Operations, pp. 12-14;
121. Valluri, P., Matar, O. K., Hewitt, G. F., Mendes, M. A., 2005, Thin film flow
over structured packings at moderate Reynolds numbers, Chemical engineering Science 60, 1965-1975;
122. Yang, L., Chuang, K. T., 2000, A new approach to simulation of distillation
in packed columns Computers and Chemical engineering 24, 1843-1849; 123. Yin, F., Afacan, A., Nandakumar, K. Chuang, K.T., 2002, Liquid holdup
distribution in packed columns: gamma ray tomography and CFD simulation, Chemical Engineering and Processing 41,473-483;
124. Wang, G. Q., Yuan, X. G. and Yu, K. T., 2005, Review of Mass-Transfer
Correlations for Packed Columns, Ind. Eng. Chem. Res. 44, 8715-8729; 125. Wang, G. Q., Yuan, X. G. and Yu, K. T., 2006, A method for calculating
effective interfacial area of structured packed distillation columns under elevated pressures, Chemical Engineering and Processing 45, 691-697;
126. Wu, K. Y. and Chen, G. K., 1987, Large-Scale Pilot Columns and Packed
Column Scale-up, I. Chem. E. Symposium Series Nº.104, B225-B245; 127. Weiland, R. H., Ahlgren, K. R., Evans, M., 1993, Mass-Transfer
Characteristics of some structured Packings, Ind. Eng. Chem. Res. 32, 1411-1418;
128. Wen, X., Afcan, A., Nandakumar, K. and Chuang, K.T., 2003, Geometry-
Based Model for Predicting Mass Transfer in Packed Columns, Ind. Eng. Chem. Res. 42, 5373-5382;
129. Zanetti, R., Short, H. and McQueen, S., 1985, Structured is the byword in
tower-packing world, Newsfront, Chemical Engineering, 22-25; march 4; 130. Zuiderweg, F. J. and Harmens, A., 1958, The Influence of surface
phenomena on the performance of distillation columns, Chemical Engineering Science, Vol.9, 89-108.

98
Anexo I – Testes Experimentais na Unidade de Vácuo da LUBNOR
A.I.1 - Planejamento dos Testes de Desempenho e de Carga Máxima
No dia 14 de Agosto de 2006, realizou-se na LUBNOR o processo de
Gestão de Mudanças e Análise Preliminar de Riscos (APR) para o serviço de
modificação dos span’s dos instrumentos para os testes de carga máxima da
unidade de destilação (UVAC), com previsão de atingir 27% a mais da carga de
projeto. A referida mudança foi implementada pela Manutenção Industrial (MI)
em 18 e 19 de agosto. O planejamento do teste foi concluído em 18 de agosto,
após a consolidação dos comentários.
Após a resolução das várias pendências, os testes foram programados
para serem realizados entre os dias 22 e 26 de agosto de 2006.
A.I.2 - Realização do Teste
Previamente, foram feitos a limpeza dos filtros das bombas e o steam-
out do sistema de gás ácido, para os maçaricos do forno de carga da unidade
(F-210101). Além disso, foram verificadas as condições operacionais das
principais bombas da Unidade (amperagem, freqüência, vazão e pressão).
No dia 21 de Agosto, objetivando adequar a UVAC às condições do
teste, conforme planejamento, foi alinhado o tanque de carga com o Petróleo A,
e ajustada a campanha para produção de Destilados Naftênicos Leve (DNL),
Médio (DNM) e Pesado (DNP), no nível de carga usualmente praticado de
1.120 m³/d. Às 20h desse dia, foi realizada a primeira coleta de amostras para
análises de produtos , “amostrão” (ver resultado abaixo):
No dia 22 de Agosto, aumentou-se a capacidade da UVAC de 1.125
para 1.200 m3/d das 16h56min às 17h11min. Nessa condição, notou-se
limitação na capacidade da B-132 B (bomba de retirada de DNL), com a
variável manipulada (VM, inversor de freqüência) atingindo 99%. A solução foi
ajustar a carga dessa bomba manualmente, com vazão de 148 m3/d (VM em
98%).
A vazão da carga foi novamente aumentada, desta vez para o patamar
de 1.250 m3/d, das 18h05min às 18h17min. Com isso, elevou-se a retirada de
Diesel de 36 para 42 m3/d. A fim de possibilitar o controle da vazão de refluxo
circulante, esta foi diminuída de 819 para 815 m3/d. Outra modificação foi no
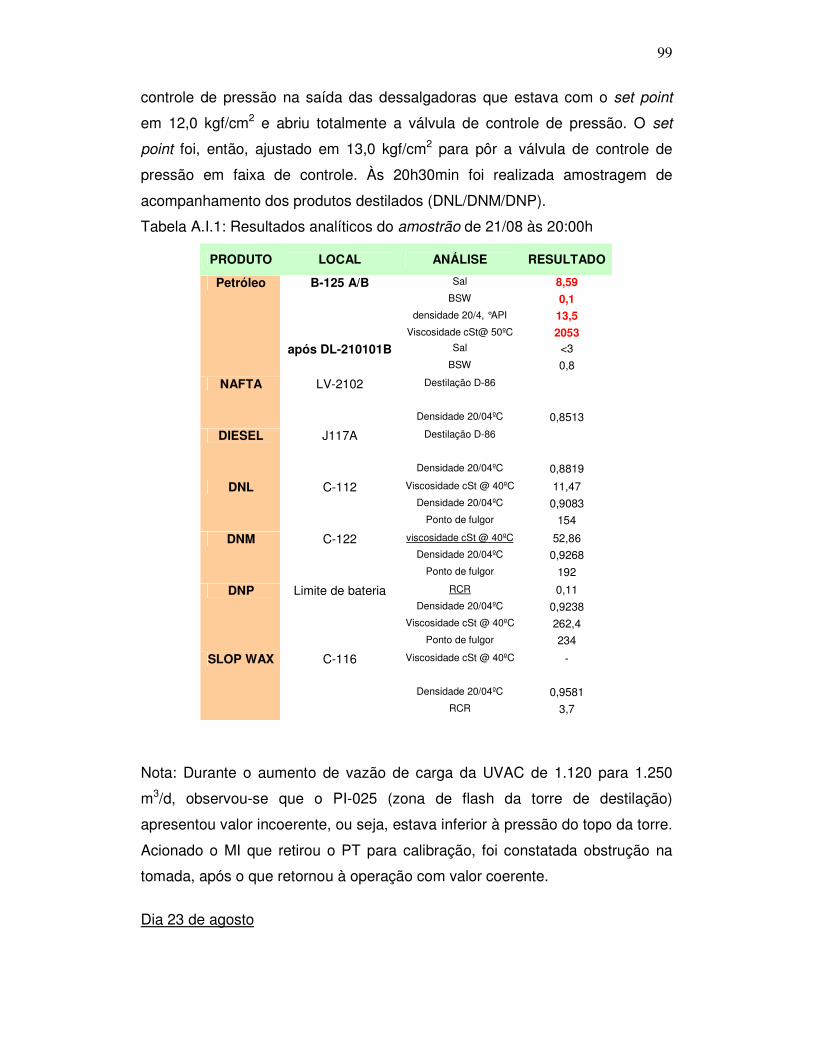
99
controle de pressão na saída das dessalgadoras que estava com o set point
em 12,0 kgf/cm2 e abriu totalmente a válvula de controle de pressão. O set
point foi, então, ajustado em 13,0 kgf/cm2 para pôr a válvula de controle de
pressão em faixa de controle. Às 20h30min foi realizada amostragem de
acompanhamento dos produtos destilados (DNL/DNM/DNP).
Tabela A.I.1: Resultados analíticos do amostrão de 21/08 às 20:00h
PRODUTO LOCAL ANÁLISE RESULTADO
Sal 8,59 BSW 0,1
densidade 20/4, °API 13,5
B-125 A/B
Viscosidade cSt@ 50ºC 2053 Sal <3
Petróleo
após DL-210101B BSW 0,8
Destilação D-86 NAFTA LV-2102
Densidade 20/04ºC 0,8513
Destilação D-86 DIESEL J117A
Densidade 20/04ºC 0,8819
Viscosidade cSt @ 40ºC 11,47 Densidade 20/04ºC 0,9083
DNL C-112
Ponto de fulgor 154
viscosidade cSt @ 40ºC 52,86 Densidade 20/04ºC 0,9268
DNM C-122
Ponto de fulgor 192
RCR 0,11 Densidade 20/04ºC 0,9238
Viscosidade cSt @ 40ºC 262,4
DNP Limite de bateria
Ponto de fulgor 234
Viscosidade cSt @ 40ºC -
Densidade 20/04ºC 0,9581
SLOP WAX C-116
RCR 3,7
Nota: Durante o aumento de vazão de carga da UVAC de 1.120 para 1.250
m3/d, observou-se que o PI-025 (zona de flash da torre de destilação)
apresentou valor incoerente, ou seja, estava inferior à pressão do topo da torre.
Acionado o MI que retirou o PT para calibração, foi constatada obstrução na
tomada, após o que retornou à operação com valor coerente.
Dia 23 de agosto
100
Foi Incrementada a carga de petróleo de 1.250 para 1.300 m3/d de
10h00min às 10h10min. Realizadas diversas manobras (alteração nas retiradas
de Diesel/DNL/DNM e na vazão do vapor de retificação do DNM), durante o
dia, a fim de especificar o DN Médio, obviamente mantendo enquadradas as
especificações dos lubrificantes DNL/DNP.
Foram colhidas amostras de acompanhamento às 13h00min, 16h00min,
19h00min e 21h00min, sendo que nesta última amostragem, os resultados
indicaram que todos os DN’s estavam dentro da especificação.
Às 22h50min foi introduzida a segunda bomba de CAP em operação,
face ao descontrole de nível no fundo da torre de vácuo (T-101), que estava
associado à falha do transmissor de nível (LT-011 A) e não a condições do
processo.
Dia 24 de Agosto
Às 06h00min foi efetuado amostrão da Unidade.
A segunda bomba de CAP foi retirada de operação. Foram realizados
diversos testes variando a vazão do diluente (GOL) para a carga de petróleo,
na razão de 15,5 a 19% da carga de petróleo e observando o efeito dessas
flutuações na perda de carga da Unidade. Tais testes mostraram que a diluição
que fornece a menor perda de carga da planta situa-se em torno de 17%, ou
seja, para uma carga de 1.300 m3/d de cru, a vazão do diluente otimizada é de
221 m3/d.
Às 10h00min, foi aumentada a carga de 1.300 para 1.325 m3/d, contudo,
verificou-se que a pressão (PIC-080B) na descarga da B-125 B (bomba de
carga/cru para a Unidade) chegou a 23,7 kgf/cm2g – valor este bastante
próximo da abertura da PSV da própria bomba (P.A. = 24,0 kgf/cm2g), tal
condição impôs o retrocesso da capacidade para 1.300 m3/d.
A Inspeção de Equipamentos (IE) efetivou acompanhamento
termográfico no interior do forno (F-210101) com a carga em 1.300 m3/d.
Foram realizados ajustes visando aperfeiçoar a retirada de DNM e amostras de
acompanhamento foram colhidas às 19:00h, confirmando a especificação dos
DN’s e CAP. Foi então considerado finalizado o teste de carga máxima para o
processamento do Petróleo A.
Dia 25 de Agosto
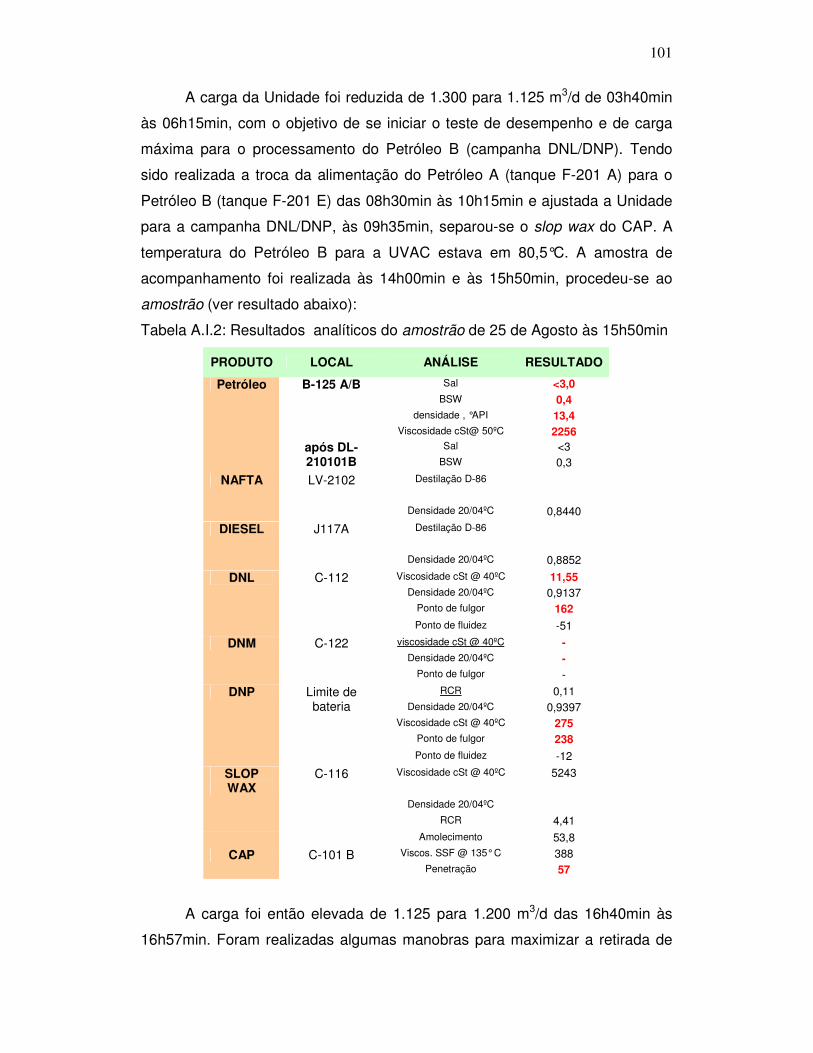
101
A carga da Unidade foi reduzida de 1.300 para 1.125 m3/d de 03h40min
às 06h15min, com o objetivo de se iniciar o teste de desempenho e de carga
máxima para o processamento do Petróleo B (campanha DNL/DNP). Tendo
sido realizada a troca da alimentação do Petróleo A (tanque F-201 A) para o
Petróleo B (tanque F-201 E) das 08h30min às 10h15min e ajustada a Unidade
para a campanha DNL/DNP, às 09h35min, separou-se o slop wax do CAP. A
temperatura do Petróleo B para a UVAC estava em 80,5°C. A amostra de
acompanhamento foi realizada às 14h00min e às 15h50min, procedeu-se ao
amostrão (ver resultado abaixo):
Tabela A.I.2: Resultados analíticos do amostrão de 25 de Agosto às 15h50min
PRODUTO LOCAL ANÁLISE RESULTADO
Sal <3,0 BSW 0,4
densidade , °API 13,4
B-125 A/B
Viscosidade cSt@ 50ºC 2256 Sal <3
Petróleo
após DL-210101B BSW 0,3
Destilação D-86 NAFTA LV-2102
Densidade 20/04ºC 0,8440 Destilação D-86 DIESEL J117A
Densidade 20/04ºC 0,8852 Viscosidade cSt @ 40ºC 11,55
Densidade 20/04ºC 0,9137 Ponto de fulgor 162
DNL C-112
Ponto de fluidez -51 viscosidade cSt @ 40ºC -
Densidade 20/04ºC - DNM C-122
Ponto de fulgor - RCR 0,11
Densidade 20/04ºC 0,9397 Viscosidade cSt @ 40ºC 275
Ponto de fulgor 238
DNP Limite de bateria
Ponto de fluidez -12 Viscosidade cSt @ 40ºC 5243
Densidade 20/04ºC
SLOP WAX
C-116
RCR 4,41 Amolecimento 53,8
Viscos. SSF @ 135° C 388 CAP C-101 B Penetração 57
A carga foi então elevada de 1.125 para 1.200 m3/d das 16h40min às
16h57min. Foram realizadas algumas manobras para maximizar a retirada de

102
Diesel e ajustar a viscosidade do DNL; foi coletada amostra de
acompanhamento às 18h30min.
A carga foi novamente aumentada de 1.200 para 1.250 m3/d das
19h23min às 19h36min.
Dia 26 de Agosto
Foram realizadas amostragens de acompanhamento dos produtos
DNL/DNP e CAP às 06h00min. Reduziu-se a retirada do Diesel em 5 m3/d às
10:15min, em função da viscosidade do DNL (14,43 cSt a 40°C, faixa de
controle: 12 a 15 cSt).
Foi elevada a carga da planta de 1.250 para 1.300 m3/d das 10h52min
às 11h06min. Aumentou-se a temperatura do forno visando aliviar a saída de
CAP, pois a bomba de fundo da torre (J-105 A) já estava operando no seu
limite (90% do inversor e Q = 755 m3/d). Contudo, esse ajuste provocou
aumento substancial na vazão de DNP que ficou entre 260 – 270 m3/d,
exigindo a colocação de uma segunda bomba desse produto (B-133).
O GIE (Gerência de Inspeção de Equipamentos) efetuou termografia no
interior do forno e às 14h00min foi feita amostragem de acompanhamento
(DNL/DNP e CAP). O amostrão foi realizado às 15h50min.
Como se dispunha de relativa folga na perda de carga (pressão na
descarga da B-125 B era de 21,2 kgf/cm2 g) decidiu-se dar continuidade ao
aumento de capacidade. Assim, a carga foi incrementada de 1.300 para 1.330
m3/d. A limitação nesse patamar deveu-se à máxima condição da B-125 B,
apesar de folga na amperagem do motor (leitura = 100 A, nominal = 122 A), o
inversor de freqüência atingiu 105%. A pressão na descarga da bomba elevara-
se para 22,0 kgf/cm2g.
A manutenção da planta em 1.330 m3/d acarretou sobrecarga na bomba
de fundo da torre de vácuo, J-105 A (Q = 760 m3/d, VM em 90%), inclusive não
mantendo o nível do fundo da torre, que se elevou gradualmente até 64%,
quando foi deliberado pelo restabelecimento da carga em 1.300 m3/d (efetivado
das 17:55min às 18:02min).
A.I.3- Rendimentos de Produtos
Na Tabela A.I.3, são apresentados os rendimentos observados versus
previstos no processamento dos petróleos A e B, ambos com a carga da

103
Unidade em 1.300 m3/d (obs.: os valores de vazão de carga foram
consolidados usando-se o banco de dados de movimentação e estocagem,
(BDEMQ):
Tabela A.I.3. Rendimentos previstos e obtidos no teste de carga máxima da
UVAC para os dois petróleos processados
Petróleo A Petróleo B Campanha DNL/DNP
Campanha DNM/DNP
Campanha DNL/DNM/DNP
Campanha DNL/DNP
Campanha DNL/DNP
Produto Previsto % Previsto % Realizado % Previsto % Realizado %
Nafta 3,82 4,25 2,35 7,73 4,49
Diesel 1,91 9,41 4,55 1,42 5,40
DN Leve 11,91 0,00 9,56 11,14 10,06
DN Médio 0,00 10,59 5,69 0,00 0,00
GOP 11,64 0,00 0,00 0,00 0,00
DN Pesado 11,55 17,47 17,30 20,95 20,39
CAP 59,17 58,28 60,55 58,76 59,66 Rendimento DN's 23,46 28,06 32,55 32,09 30,45
Nota-se que o rendimento de asfaltos difere pouco em relação ao
previsto. As diferenças mais acentuadas estão no rendimento dos destilados
naftênicos do Petróleo A (maior) em decorrência da degradação para GOP na
campanha DNL/DNP, da nafta (menor) e do Diesel (maior em relação às
campanhas DNL/DNP em ambos os petróleos). Ressalta-se ainda que o maior
rendimento de Diesel é auspicioso, pois o mesmo é incorporado ao pool de
Diesel e possui maior valor agregado.
A.I.4 - Torre de Destilação a Vácuo
O sistema de vácuo suportou a elevação da carga sem sobressaltos,
apesar da limitação da vazão de água de selagem para a bomba de vácuo,
face à obstrução existente. A torre de destilação apresentou um perfil de
fracionamento adequado e mesmo com a vazão da carga acima da de projeto,
a perda de carga na coluna esteve abaixo do previsto no projeto.

104
Tabela A.I.4 - Variáveis operacionais da torre de destilação no teste de carga
máxima (obtido x projeto)
Projeto Petróleo A Petróleo B
Carga crú, m3/d 1.103 1.125 1.300 1.125 1.300
Temperatura entrada °C 365,6 352,1 352,1 355,3 360,8
Temp. zona flash °C 363 347,8 347,6 351,5 356,7
Temp. leito DNP °C 302,8 290,9 294,3 292,7 298,6
Temp. leito DNM °C 252 239,6 239,8 218,6 * 161,7 *
Temp. leito DNL °C 212,7 213 220,3 219,3 222,2
Temp leito Diesel °C 170 173,7 182,3 182,3 188,5
Temperatura topo °C 133,2 134,7 137,7 137,6 139,1
Pressão zona flash mmHg
a
220,4 152,1 167,8 147,9 165,4
Pressão topo mmHg a 152 136,1 151 137,3 150,1
Pressão no V-101 (tambor
de topo), mmHg a 129 103,7 102,6 99,7 100,7
∆P torre, mmHg a 68,4 16 16,8 10,6 15,3
∆P torre/V-101, mmHg a 32,4 32,4 48,4 37,6 49,4
Refluxo circulante m3/d 816 758 813 715 801
Refluxo de topo, m3/d 667 381 444 391 477
Molhamento, m3/d 309 140 162 130 176
* Não houve corte de DNM no processamento do Petróleo B.
No tocante ao condensado do sistema de topo, o aumento da capacidade da
UVAC não impactou o teor de cloreto, conforme visto na Tabela A I.5.
Tabela A.I.5 - Teor de cloreto no condensado do sistema de topo
Petróleo A Petróleo B
1.125 1.300 1.125 1.300
Cloreto, em ppm 6,99 1,25 < 1,0 < 1,0
A.I.5 – Consumo de Utilidades
O teste mostrou acréscimo no consumo de vapor da ordem de 13,6%
para o Petróleo A e 10,8% para o B. O índice de vapor (vapor em kg/h por
carga de cru em m3/h) teve uma discreta redução de 2,68 para 2,64 no
Petróleo A e de 2,71 para 2,60 Petróleo B. O aumento no consumo de vapor

105
não comprometeu a produção do vapor da LUBNOR, uma vez que o aumento
ficou em ± 3,0%.
Com relação à água de refrigeração, foi mantida vazão constante em
365 m3/h durante todo o teste, como mostra os resultados na Torre de
Refrigeração da Tabela A I.6.
Tabela A.I.6: Dados do sistema de água de refrigeração no teste de carga
máxima x projeto
Projeto Petróleo A Petróleo B
1.125 1.300 1.125 1.300
Temperatura entrada
°C
30 28,9 29,1 27,6 28,3
Temperatura Saída °C
43 35,6 36 34,5 35,4
∆T, °C 13 6,7 7,0 6,9 7,2
Portanto, o incremento na carga térmica do sistema de água de
refrigeração foi de apenas 4,3 – 4,5 %, não tendo sido necessário a colocação
de equipamento adicional na Torre de Refrigeração.
A.I.6 - Conclusões Parciais do Teste de Carga Máxima
O teste de desempenho e carga máxima da UVAC foi efetuado em 02
etapas:
1. Processamento do Petróleo A, na campanha DNL/DNM/DNP
Atingiu-se 1.300 m3/d, sendo que a restrição para prosseguir com o
aumento de capacidade foi devida à perda de carga (∆Pressão) na bateria de
pré-aquecimento, fazendo com que a pressão de descarga da bomba
aproximasse da pressão de abertura da PSV desta bomba (PSV-210125 A/B,
P.A. = 24,0 kgf/cm2g). Vale salientar que para a produção (eventual) de CAP
40, há limitação de carga de 1.200 m3/d, devido à alta retirada de DN Pesado,
implicando na colocação de uma segunda bomba (B-133) para dar
continuidade ao incremento de capacidade.
2. Processamento do Petróleo B, na campanha DNL/DNP

106
Foi obtida carga segura de 1.300 m3/d. A dificuldade em elevar a capacidade
deveu-se à alta vazão de DNP e de CAP, acarretando a necessidade de operar
as 02 bombas de CAP (J-105 A/B) e de DNP (B-133 A/B). Como ainda havia
alguma folga na pressão ao longo da bateria de pré-aquecimento, motivada
pelo processamento do petróleo a uma maior temperatura (80 a 81°C), a carga
foi levada até o limite da capacidade da bomba de cru (~1.330 m3/d com 105%
de capacidade no inversor de freqüência). Destacamos que a PSV dessa
bomba foi projetada para a vazão de ± 1.490 m3/d.
Com relação à restrição devida à alta retirada de DNP, encetamos teste
através da redução desta corrente e compensando com a retirada de produto
da panela de DNM para posterior junção no limite de bateria, o mencionado
teste foi coroado de êxito. Obviamente, para efeito de acompanhamento da
especificação, mister se faz adaptar dreno localizado na tubovia à jusante da
interligação supracitada para permitir amostragem do produto.
A respeito da limitação da bomba de CAP (sobrecarga do motor), está
previsto para o mês de Setembro/2006 a substituição dos seus motores de 25
CV por motores de maior potencia - 30 CV, esta modificação ensejará no
aumento de capacidade da bomba em cerca de 10%.
Para avaliação da performance da coluna, algumas análises serão feitas
no CENPES.
Em função do exposto, a UVAC demonstrou que poderá operar, na atual
conjuntura, de forma segura e confiável, com a carga de 1.300 m3/d.
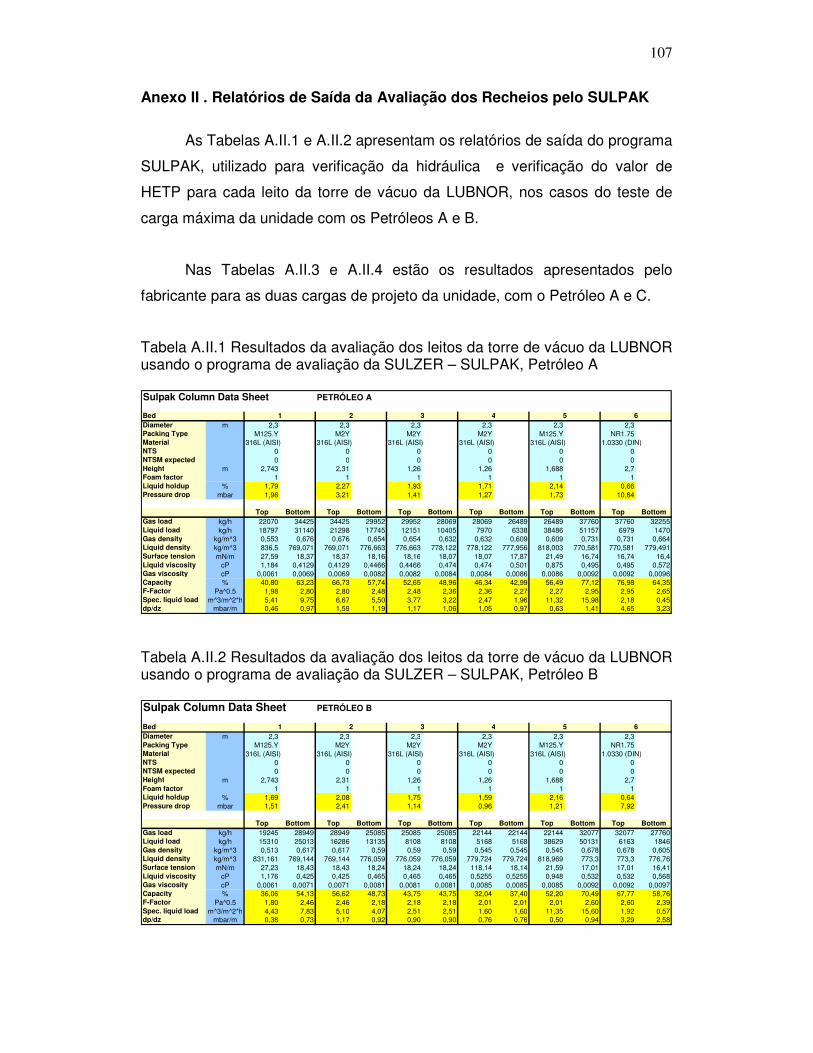
107
Anexo II . Relatórios de Saída da Avaliação dos Recheios pelo SULPAK
As Tabelas A.II.1 e A.II.2 apresentam os relatórios de saída do programa
SULPAK, utilizado para verificação da hidráulica e verificação do valor de
HETP para cada leito da torre de vácuo da LUBNOR, nos casos do teste de
carga máxima da unidade com os Petróleos A e B.
Nas Tabelas A.II.3 e A.II.4 estão os resultados apresentados pelo
fabricante para as duas cargas de projeto da unidade, com o Petróleo A e C.
Tabela A.II.1 Resultados da avaliação dos leitos da torre de vácuo da LUBNOR usando o programa de avaliação da SULZER – SULPAK, Petróleo A Sulpak Column Data Sheet PETRÓLEO A
Bed 1 2 3 4 5 6Diameter m 2,3 2,3 2,3 2,3 2,3 2,3Packing Type M125.Y M2Y M2Y M2Y M125.Y NR1.75Material 316L (AISI) 316L (AISI) 316L (AISI) 316L (AISI) 316L (AISI) 1.0330 (DIN)NTS 0 0 0 0 0 0NTSM expected 0 0 0 0 0 0Height m 2,743 2,31 1,26 1,26 1,688 2,7Foam factor 1 1 1 1 1 1Liquid holdup % 1,79 2,27 1,93 1,71 2,14 0,66Pressure drop mbar 1,96 3,21 1,41 1,27 1,73 10,64
Top Bottom Top Bottom Top Bottom Top Bottom Top Bottom Top BottomGas load kg/h 22070 34425 34425 29952 29952 28069 28069 26489 26489 37760 37760 32255Liquid load kg/h 18797 31140 21298 17745 12151 10405 7970 6338 38486 51157 6979 1470Gas density kg/m^3 0,553 0,676 0,676 0,654 0,654 0,632 0,632 0,609 0,609 0,731 0,731 0,664Liquid density kg/m^3 836,5 769,071 769,071 776,663 776,663 778,122 778,122 777,956 818,003 770,581 770,581 779,491Surface tension mN/m 27,59 18,37 18,37 18,16 18,16 18,07 18,07 17,87 21,49 16,74 16,74 16,4Liquid viscosity cP 1,184 0,4129 0,4129 0,4466 0,4466 0,474 0,474 0,501 0,875 0,495 0,495 0,572Gas viscosity cP 0,0061 0,0069 0,0069 0,0082 0,0082 0,0084 0,0084 0,0086 0,0086 0,0092 0,0092 0,0096Capacity % 40,80 63,23 66,73 57,74 52,65 48,96 46,34 42,99 56,49 77,12 76,98 64,35F-Factor Pa^0.5 1,98 2,80 2,80 2,48 2,48 2,36 2,36 2,27 2,27 2,95 2,95 2,65Spec. liquid load m^3/m^2*h 5,41 9,75 6,67 5,50 3,77 3,22 2,47 1,96 11,32 15,98 2,18 0,45dp/dz mbar/m 0,46 0,97 1,59 1,19 1,17 1,06 1,05 0,97 0,63 1,41 4,65 3,23
Tabela A.II.2 Resultados da avaliação dos leitos da torre de vácuo da LUBNOR usando o programa de avaliação da SULZER – SULPAK, Petróleo B Sulpak Column Data Sheet PETRÓLEO B
Bed 1 2 3 4 5 6Diameter m 2,3 2,3 2,3 2,3 2,3 2,3Packing Type M125.Y M2Y M2Y M2Y M125.Y NR1.75Material 316L (AISI) 316L (AISI) 316L (AISI) 316L (AISI) 316L (AISI) 1.0330 (DIN)NTS 0 0 0 0 0 0NTSM expected 0 0 0 0 0 0Height m 2,743 2,31 1,26 1,26 1,688 2,7Foam factor 1 1 1 1 1 1Liquid holdup % 1,69 2,08 1,75 1,59 2,16 0,64Pressure drop mbar 1,51 2,41 1,14 0,96 1,21 7,92
Top Bottom Top Bottom Top Bottom Top Bottom Top Bottom Top BottomGas load kg/h 19245 28949 28949 25085 25085 25085 22144 22144 22144 32077 32077 27760Liquid load kg/h 15310 25013 16286 13135 8108 8108 5168 5168 38629 50131 6163 1846Gas density kg/m^3 0,513 0,617 0,617 0,59 0,59 0,59 0,545 0,545 0,545 0,678 0,678 0,605Liquid density kg/m^3 831,161 769,144 769,144 776,059 776,059 776,059 779,724 779,724 818,969 773,3 773,3 776,76Surface tension mN/m 27,23 18,43 18,43 18,24 18,24 18,24 118,14 18,14 21,59 17,01 17,01 16,41Liquid viscosity cP 1,176 0,425 0,425 0,465 0,465 0,465 0,5255 0,5255 0,948 0,532 0,532 0,568Gas viscosity cP 0,0061 0,0071 0,0071 0,0081 0,0081 0,0081 0,0085 0,0085 0,0085 0,0092 0,0092 0,0097Capacity % 36,06 54,13 56,62 48,73 43,75 43,75 32,04 37,40 52,20 70,49 67,77 58,76F-Factor Pa^0.5 1,80 2,46 2,46 2,18 2,18 2,18 2,01 2,01 2,01 2,60 2,60 2,39Spec. liquid load m^3/m^2*h 4,43 7,83 5,10 4,07 2,51 2,51 1,60 1,60 11,35 15,60 1,92 0,57dp/dz mbar/m 0,38 0,73 1,17 0,92 0,90 0,90 0,76 0,76 0,50 0,94 3,29 2,58
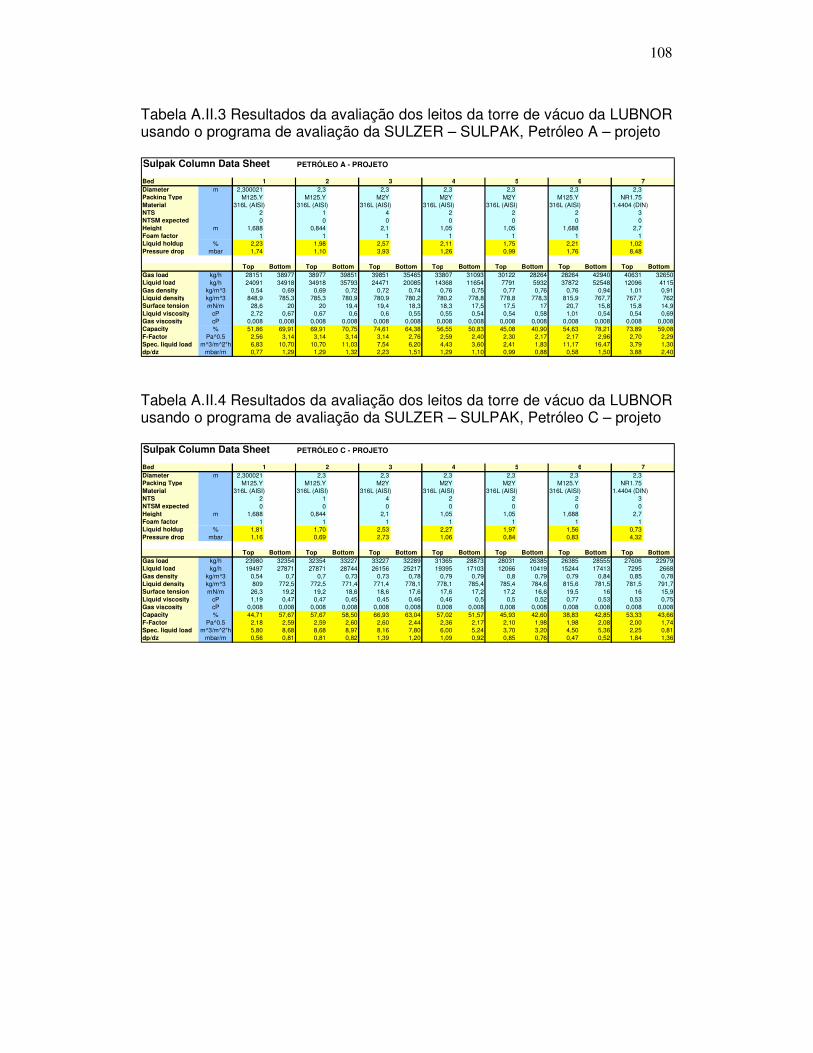
108
Tabela A.II.3 Resultados da avaliação dos leitos da torre de vácuo da LUBNOR usando o programa de avaliação da SULZER – SULPAK, Petróleo A – projeto Sulpak Column Data Sheet PETRÓLEO A - PROJETO
Bed 1 2 3 4 5 6 7Diameter m 2,300021 2,3 2,3 2,3 2,3 2,3 2,3Packing Type M125.Y M125.Y M2Y M2Y M2Y M125.Y NR1.75Material 316L (AISI) 316L (AISI) 316L (AISI) 316L (AISI) 316L (AISI) 316L (AISI) 1.4404 (DIN)NTS 2 1 4 2 2 2 3NTSM expected 0 0 0 0 0 0 0Height m 1,688 0,844 2,1 1,05 1,05 1,688 2,7Foam factor 1 1 1 1 1 1 1Liquid holdup % 2,23 1,98 2,57 2,11 1,75 2,21 1,02Pressure drop mbar 1,74 1,10 3,93 1,26 0,99 1,76 8,48
Top Bottom Top Bottom Top Bottom Top Bottom Top Bottom Top Bottom Top BottomGas load kg/h 28151 38977 38977 39851 39851 35465 33807 31093 30122 28264 28264 42940 40631 32650Liquid load kg/h 24091 34918 34918 35793 24471 20085 14368 11654 7791 5932 37872 52548 12096 4115Gas density kg/m^3 0,54 0,69 0,69 0,72 0,72 0,74 0,76 0,75 0,77 0,76 0,76 0,94 1,01 0,91Liquid density kg/m^3 848,9 785,3 785,3 780,9 780,9 780,2 780,2 778,8 778,8 778,3 815,9 767,7 767,7 762Surface tension mN/m 28,6 20 20 19,4 19,4 18,3 18,3 17,5 17,5 17 20,7 15,8 15,8 14,9Liquid viscosity cP 2,72 0,67 0,67 0,6 0,6 0,55 0,55 0,54 0,54 0,58 1,01 0,54 0,54 0,69Gas viscosity cP 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008Capacity % 51,86 69,91 69,91 70,75 74,61 64,38 56,55 50,83 45,08 40,90 54,63 78,21 73,89 59,08F-Factor Pa^0.5 2,56 3,14 3,14 3,14 3,14 2,76 2,59 2,40 2,30 2,17 2,17 2,96 2,70 2,29Spec. liquid load m^3/m^2*h 6,83 10,70 10,70 11,03 7,54 6,20 4,43 3,60 2,41 1,83 11,17 16,47 3,79 1,30dp/dz mbar/m 0,77 1,29 1,29 1,32 2,23 1,51 1,29 1,10 0,99 0,88 0,58 1,50 3,88 2,40
Tabela A.II.4 Resultados da avaliação dos leitos da torre de vácuo da LUBNOR usando o programa de avaliação da SULZER – SULPAK, Petróleo C – projeto Sulpak Column Data Sheet PETRÓLEO C - PROJETO
Bed 1 2 3 4 5 6 7Diameter m 2,300021 2,3 2,3 2,3 2,3 2,3 2,3Packing Type M125.Y M125.Y M2Y M2Y M2Y M125.Y NR1.75Material 316L (AISI) 316L (AISI) 316L (AISI) 316L (AISI) 316L (AISI) 316L (AISI) 1.4404 (DIN)NTS 2 1 4 2 2 2 3NTSM expected 0 0 0 0 0 0 0Height m 1,688 0,844 2,1 1,05 1,05 1,688 2,7Foam factor 1 1 1 1 1 1 1Liquid holdup % 1,81 1,70 2,53 2,27 1,97 1,56 0,73Pressure drop mbar 1,16 0,69 2,73 1,06 0,84 0,83 4,32
Top Bottom Top Bottom Top Bottom Top Bottom Top Bottom Top Bottom Top BottomGas load kg/h 23980 32354 32354 33227 33227 32289 31365 28873 28031 26385 26385 28555 27606 22979Liquid load kg/h 19497 27871 27871 28744 26156 25217 19395 17103 12066 10419 15244 17413 7295 2668Gas density kg/m^3 0,54 0,7 0,7 0,73 0,73 0,78 0,79 0,79 0,8 0,79 0,79 0,84 0,85 0,78Liquid density kg/m^3 809 772,5 772,5 771,4 771,4 778,1 778,1 785,4 785,4 784,6 815,6 781,5 781,5 791,7Surface tension mN/m 26,3 19,2 19,2 18,6 18,6 17,6 17,6 17,2 17,2 16,6 19,5 16 16 15,9Liquid viscosity cP 1,19 0,47 0,47 0,45 0,45 0,46 0,46 0,5 0,5 0,52 0,77 0,53 0,53 0,75Gas viscosity cP 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008 0,008Capacity % 44,71 57,67 57,67 58,50 66,93 63,04 57,02 51,57 45,93 42,60 38,83 42,85 53,33 43,66F-Factor Pa^0.5 2,18 2,59 2,59 2,60 2,60 2,44 2,36 2,17 2,10 1,98 1,98 2,08 2,00 1,74Spec. liquid load m^3/m^2*h 5,80 8,68 8,68 8,97 8,16 7,80 6,00 5,24 3,70 3,20 4,50 5,36 2,25 0,81dp/dz mbar/m 0,56 0,81 0,81 0,82 1,39 1,20 1,09 0,92 0,85 0,76 0,47 0,52 1,84 1,36

109
Anexo III. Resultados das Simulações
A.III.1. Relatório de Saída do PETROX para o caso do Petróleo A.
PERFIS BASICOS MODULO < C02 > NOME UVAC METODO INSIDE-OUT VAZAO ESTAGIO TEMP. PRESSAO LIQUIDO VAPOR CARGA TERMICA C KGF/CM2 KGMOL/H MMKCAL/H 1 44.30 0.136 116.80 13.28 -3.46612 2 145.13 0.203 160.12 229.50 3 164.78 0.204 162.52 272.82 4 175.91 0.205 158.91 275.22 5 185.27 0.206 105.23 271.61 6 194.44 0.206 101.02 266.59 7 201.25 0.207 97.05 262.38 8 207.01 0.208 92.17 258.41 9 213.10 0.209 84.55 253.53 10 221.59 0.209 49.30 245.91 11 236.23 0.211 29.22 224.68 12 251.16 0.212 21.16 212.44 13 263.21 0.213 150.13 204.38 -1.63000 14 287.61 0.214 19.68 230.17 15 321.71 0.219 10.54 224.84 16 335.78 0.224 0.01 215.70 17 341.55 0.224 46.97 82.54 18 340.37 0.231 41.68 75.24 PERFIS DE VAZAO VAZ.VOL. T,P INTERNA VAZ.VOL. T,P TOTAL VAZAO VOL. STD. LIQ EST. LIQUIDO VAPOR LIQUIDO VAPOR LIQUIDO VAPOR M3/H M3/H M3/H 1 22.45 2621.83 25.87 2621.83 21.92 0.60 2 36.46 39852.43 36.46 39852.43 32.52 25.57 3 39.34 49280.19 39.34 49280.19 34.53 36.18 4 40.19 50711.16 40.19 50711.16 35.00 38.19 5 27.67 50832.99 40.47 50832.99 23.95 38.66 6 27.62 50725.45 27.62 50725.45 23.77 38.68 7 27.34 50486.47 27.34 50486.47 23.43 38.50 8 26.69 50164.74 26.69 50164.74 22.81 38.17 9 25.33 49684.98 25.33 49684.98 21.58 37.54 10 15.62 48891.81 22.82 48891.81 13.26 36.31 11 10.21 45642.00 13.35 45642.00 8.62 33.10 12 8.18 44200.39 8.18 44200.39 6.86 30.95 13 64.05 43351.02 64.05 43351.02 53.50 29.19 14 9.01 50767.29 66.31 50767.29 7.40 40.17 15 5.74 51456.07 5.74 51456.07 4.64 41.09 16 6.02E-03 49448.15 1.88 49448.15 4.86E-03 38.33 17 38.87 19167.78 38.87 19167.78 31.20 6.01 18 35.97 16916.90 35.97 16916.90 28.93 3.53

110
ENTALPIA VAZAO MASSICA PESO MOLECULAR ESTAGIO LIQUIDO VAPOR LIQUIDO VAPOR LIQUIDO VAPOR MMKCAL/H KG/H 1 -0.14 0.05 18782.11 433.10 160.81 32.61 2 1.23 2.65 28315.55 22071.99 176.84 96.18 3 1.65 4.02 30299.28 31606.48 186.43 115.85 4 1.89 4.44 30900.98 33592.13 194.46 122.05 5 1.42 4.67 21280.48 34195.36 202.23 125.90 6 1.53 4.86 21264.79 34413.70 210.50 129.09 7 1.60 4.97 21074.81 34397.77 217.15 131.10 8 1.63 5.04 20608.29 34207.46 223.60 132.38 9 1.63 5.07 19603.25 33740.56 231.86 133.08 10 1.08 5.07 12128.12 32735.05 246.01 133.12 11 0.80 4.88 7947.15 29935.98 271.98 133.24 12 0.72 4.82 6366.46 28052.36 300.89 132.05 13 6.13 4.73 50023.81 26471.56 333.20 129.52 14 0.97 7.03 6945.14 36659.50 352.85 159.27 15 0.73 8.03 4422.38 37730.18 419.53 167.81 16 8.29E-04 7.79 4.70 35207.39 469.51 163.23 17 5.85 1.36 31463.10 5723.88 669.79 69.35 18 5.44 0.84 29301.09 3422.00 703.06 45.48 PROPRIEDADES API FATOR COMPRESS. MASSA ESPECIFICA ESTAGIO LIQUIDO VAPOR LIQUIDO VAPOR LIQUIDO VAPOR KG/M3 1 33.46 63.26 0.0010 0.9972 836.529 0.165 2 30.88 32.28 0.0013 0.9919 776.600 0.554 3 29.62 30.32 0.0013 0.9906 770.140 0.641 4 28.60 29.22 0.0014 0.9904 768.870 0.662 5 27.59 28.31 0.0014 0.9905 768.962 0.673 6 26.51 27.40 0.0014 0.9906 769.823 0.678 7 25.69 26.73 0.0015 0.9908 770.823 0.681 8 24.95 26.22 0.0015 0.9910 772.067 0.682 9 24.14 25.78 0.0015 0.9913 773.920 0.679 10 23.09 25.32 0.0016 0.9917 776.577 0.670 11 21.81 24.82 0.0017 0.9925 778.044 0.656 12 20.83 24.46 0.0018 0.9933 777.889 0.635 13 19.70 24.38 0.0020 0.9940 781.027 0.611 14 19.08 23.38 0.0021 0.9928 770.522 0.722 15 16.73 22.44 0.0024 0.9936 770.926 0.733 16 14.92 22.39 0.0026 0.9943 779.475 0.712 17 8.69 16.87 0.0036 0.9984 809.448 0.299 18 8.07 14.52 0.0038 0.9990 814.702 0.202 KUOP TENSAO SUP. VISCOSIDADE CALOR ESPECIFICO ESTAGIO LIQUIDO LIQUIDO VAPOR LIQUIDO VAPOR DYN/CM CP KC/KGMLC 1 27.59 1.184 0.0084 72.58 13.70 2 19.82 0.455 0.0061 95.96 42.79 3 18.88 0.421 0.0059 104.08 53.40 4 18.55 0.414 0.0060 110.21 57.49 5 18.36 0.412 0.0064 115.96 60.33 6 18.23 0.413 0.0069 121.99 62.83 7 18.15 0.415 0.0074 126.80 64.50 8 18.11 0.419 0.0076 131.38 65.72 9 18.11 0.428 0.0078 137.18 66.70 10 18.15 0.446 0.0080 147.14 67.60 11 18.06 0.474 0.0082 166.09 69.24 12 17.87 0.500 0.0084 187.81 70.24 13 17.91 0.541 0.0086 211.46 70.13 14 16.74 0.495 0.0088 230.31 89.67 15 16.15 0.525 0.0092 283.49 98.99 16 16.39 0.572 0.0094 320.72 97.76 17 19.17 0.932 0.0116 452.86 40.70 18 19.67 0.995 0.0134 474.13 25.89
111
ALIMENTACOES PARA TORRE PRINCIPAL --- CORRENTES --- ESTAGIO VAZAO VAZAO TEMP. ENTALPIA KGMOL/H KG/H C MMKCAL/H PETV ( V ) 16 125.74 26523.01 346.53 5.96 PETL ( L ) 17 54.26 33760.29 346.53 6.37 VRF ( V ) 18 69.94 1260.00 470.00 0.43 -DE SIDESTRIPPERS- SI3 ( V ) 13 12.31 1404.14 283.69 0.27 SI2 ( V ) 11 1.12 138.23 234.69 0.02 SI1 ( V ) 10 8.73 920.05 214.74 0.14 -- PUMPAROUNDS -- 1 ( L ) 13 90.87 32065.16 206.00 2.84 RETIRADAS DA TORRE PRINCIPAL --- CORRENTES --- ESTAGIO VAZAO VAZAO TEMP. ENTALPIA KGMOL/H KG/H C MMKCAL/H GACI ( V ) 1 13.28 433.10 44.30 0.05 RV ( L ) 18 41.68 29301.09 340.37 5.44 NAF1 ( L ) 1 7.46 1199.78 44.30 -8.76E-03 GOL ( L ) 5 48.66 9841.14 185.27 0.65 SLOP ( L ) 16 3.10 1457.23 335.78 0.26 AGUA ( W ) 1 91.96 1656.64 44.30 -0.72 -P/ SIDESTRIPPERS- SI3 ( L ) 14 34.25 12084.14 287.61 1.69 SI2 ( L ) 11 8.96 2435.89 236.23 0.24 SI1 ( L ) 10 22.75 5596.66 221.59 0.50 -- PUMPAROUNDS -- 1 ( L ) 14 90.87 32065.16 287.61 4.47 ESPECIFICACOES / VARIAVEIS FLEXIBILIZADAS -- ESPECIFICACOES -- LOCAL IDENT. GRANDEZA COMP. FASE VALOR ESP. VALOR CALC. ESTAGIO 1 TEMPERATURA 44.300 44.296 CORRENTE DNP V VOL STD 60 11.500 11.500 CORRENTE DNM V VOL STD 60 2.500 2.500 CORRENTE GOL V VOL STD 60 11.075 11.075 ESTAGIO 16 VAZAO MOLAR L 0.010 0.010 CORRENTE DNL V VOL STD 60 5.200 5.200 -- VARIAVEIS FLEXIBILIZADAS -- GRANDEZA LOCAL IDENTIFICACAO VALOR FINAL CARGA TERM. ESTAGIO 1 -3.4661 MMKCAL/H VAZAO MOLAR SIDESTRIP. SI3 34.2470 KGMOL/H VAZAO MOLAR SIDESTRIP. SI2 8.9562 KGMOL/H VAZAO MOLAR CORRENTE GOL 48.6634 KGMOL/H VAZAO MOLAR CORRENTE SLOP 3.1038 KGMOL/H VAZAO MOLAR SIDESTRIP. SI1 22.7493 KGMOL/H

112
COMPOSICOES POR ESTAGIO ESTAGIO < 2 > COLUNA IO COMPONENTE FRACAO MOLAR K EQUILIBRIO FASE LIQUIDA FASE VAPOR 1 ÁGUA 0.0006 0.4422 703.2828 2 METANO 2.1907E-06 0.0034 1572.9522 3 ETANO 2.3357E-06 0.0013 539.6708 4 PROPANO 8.6408E-06 0.0023 262.3530 5 ISOBUTANO 1.0146E-05 0.0019 188.3944 6 N-BUTANO 1.5456E-05 0.0020 130.2118 7 ISOPENTANO 3.8584E-06 0.0003 78.3373 8 N-PENTANO 2.7534E-05 0.0017 63.5307 9 N-HEXANO 0.0004 0.0122 30.7852 10 NBP_ 1 108 0.0014 0.0170 11.7048 11 NBP_ 1 156 0.0069 0.0247 3.5816 12 NBP_ 1 177 0.0150 0.0310 2.0662 13 NBP_ 1 186 0.0173 0.0285 1.6489 14 NBP_ 1 192 0.0205 0.0283 1.3819 15 NBP_ 1 199 0.0401 0.0461 1.1482 16 NBP_ 1 207 0.0491 0.0447 0.9106 17 NBP_ 1 215 0.0576 0.0428 0.7437 18 NBP_ 1 221 0.0646 0.0403 0.6242 19 NBP_ 1 226 0.0514 0.0277 0.5382 20 NBP_ 1 230 0.0827 0.0393 0.4751 21 NBP_ 1 234 0.0783 0.0333 0.4251 22 NBP_ 1 238 0.0686 0.0261 0.3805 23 NBP_ 1 242 0.0629 0.0213 0.3379 24 NBP_ 1 246 0.0551 0.0166 0.3010 25 NBP_ 1 249 0.0468 0.0127 0.2710 26 NBP_ 1 252 0.0396 0.0098 0.2480 27 NBP_ 1 255 0.0339 0.0078 0.2305 28 NBP_ 1 257 0.0290 0.0062 0.2153 29 NBP_ 1 259 0.0250 0.0051 0.2026 30 NBP_ 1 261 0.0216 0.0041 0.1917 31 NBP_ 1 262 0.0188 0.0034 0.1819 32 NBP_ 1 264 0.0163 0.0028 0.1730 33 NBP_ 1 265 0.0143 0.0024 0.1653 34 NBP_ 1 267 0.0126 0.0020 0.1583 35 NBP_ 1 268 0.0112 0.0017 0.1518 36 NBP_ 1 269 0.0099 0.0014 0.1458 37 NBP_ 1 271 0.0086 0.0012 0.1394 38 NBP_ 1 273 0.0071 0.0009 0.1314 39 NBP_ 1 275 0.0060 0.0007 0.1245 40 NBP_ 1 276 0.0050 0.0006 0.1177 41 NBP_ 1 278 0.0041 0.0005 0.1111 42 NBP_ 1 280 0.0034 0.0004 0.1047 43 NBP_ 1 282 0.0027 0.0003 0.0988 44 NBP_ 1 284 0.0022 0.0002 0.0934 45 NBP_ 1 285 0.0018 0.0002 0.0884 46 NBP_ 1 287 0.0015 0.0001 0.0838 47 NBP_ 1 289 0.0012 9.6297E-05 0.0795 48 NBP_ 1 290 0.0010 7.3926E-05 0.0754 49 NBP_ 1 292 0.0008 5.6008E-05 0.0714 50 NBP_ 1 294 0.0006 4.1856E-05 0.0676 51 NBP_ 1 295 0.0005 3.1196E-05 0.0641 52 NBP_ 1 297 0.0004 2.3104E-05 0.0607 53 NBP_ 1 299 0.0003 1.6618E-05 0.0573 54 NBP_ 1 300 0.0002 1.2071E-05 0.0543 55 NBP_ 1 302 0.0002 8.7315E-06 0.0515 56 NBP_ 1 304 0.0001 6.2695E-06 0.0489 57 NBP_ 1 305 9.5558E-05 4.4285E-06 0.0463 58 NBP_ 1 307 7.0364E-05 3.0887E-06 0.0439 59 NBP_ 1 309 5.1543E-05 2.1444E-06 0.0416 60 NBP_ 1 310 3.7609E-05 1.4841E-06 0.0395 61 NBP_ 1 312 2.7302E-05 1.0223E-06 0.0374 62 NBP_ 1 313 1.9722E-05 7.0093E-07 0.0355 63 NBP_ 1 315 1.4213E-05 4.7976E-07 0.0338 64 NBP_ 1 316 1.0217E-05 3.2770E-07 0.0321

113
ESTAGIO < 5 > COLUNA IO COMPONENTE FRACAO MOLAR K EQUILIBRIO FASE LIQUIDA FASE VAPOR 1 ÁGUA 0.0006 0.3726 573.6166 2 METANO 1.6946E-06 0.0029 1709.0681 3 ETANO 1.6676E-06 0.0010 624.7971 4 PROPANO 5.2992E-06 0.0018 337.4645 5 ISOBUTANO 5.6646E-06 0.0014 252.0739 6 N-BUTANO 7.5113E-06 0.0014 182.4138 7 ISOPENTANO 1.3601E-06 0.0002 121.8835 8 N-PENTANO 8.1446E-06 0.0008 103.1273 9 N-HEXANO 5.7750E-05 0.0033 57.3723 10 NBP_ 1 108 8.8657E-05 0.0022 24.8715 11 NBP_ 1 156 0.0002 0.0018 8.9412 12 NBP_ 1 177 0.0004 0.0023 5.5358 13 NBP_ 1 186 0.0005 0.0022 4.5449 14 NBP_ 1 192 0.0006 0.0025 3.8935 15 NBP_ 1 199 0.0014 0.0048 3.3097 16 NBP_ 1 207 0.0023 0.0062 2.7002 17 NBP_ 1 215 0.0037 0.0083 2.2597 18 NBP_ 1 221 0.0057 0.0111 1.9369 19 NBP_ 1 226 0.0062 0.0105 1.6998 20 NBP_ 1 230 0.0132 0.0201 1.5230 21 NBP_ 1 234 0.0162 0.0224 1.3804 22 NBP_ 1 238 0.0186 0.0233 1.2519 23 NBP_ 1 242 0.0230 0.0259 1.1275 24 NBP_ 1 246 0.0271 0.0275 1.0180 25 NBP_ 1 249 0.0302 0.0280 0.9279 26 NBP_ 1 252 0.0322 0.0277 0.8579 27 NBP_ 1 255 0.0335 0.0269 0.8043 28 NBP_ 1 257 0.0343 0.0259 0.7571 29 NBP_ 1 259 0.0347 0.0249 0.7174 30 NBP_ 1 261 0.0349 0.0238 0.6833 31 NBP_ 1 262 0.0348 0.0227 0.6521 32 NBP_ 1 264 0.0347 0.0216 0.6239 33 NBP_ 1 265 0.0344 0.0206 0.5991 34 NBP_ 1 267 0.0341 0.0197 0.5765 35 NBP_ 1 268 0.0337 0.0187 0.5555 36 NBP_ 1 269 0.0333 0.0179 0.5360 37 NBP_ 1 271 0.0328 0.0169 0.5150 38 NBP_ 1 273 0.0317 0.0155 0.4895 39 NBP_ 1 275 0.0311 0.0145 0.4659 40 NBP_ 1 276 0.0301 0.0133 0.4430 41 NBP_ 1 278 0.0291 0.0122 0.4210 42 NBP_ 1 280 0.0279 0.0111 0.3994 43 NBP_ 1 282 0.0266 0.0101 0.3793 44 NBP_ 1 284 0.0254 0.0091 0.3608 45 NBP_ 1 285 0.0240 0.0083 0.3435 46 NBP_ 1 287 0.0227 0.0074 0.3274 47 NBP_ 1 289 0.0214 0.0067 0.3124 48 NBP_ 1 290 0.0200 0.0060 0.2981 49 NBP_ 1 292 0.0185 0.0053 0.2841 50 NBP_ 1 294 0.0170 0.0046 0.2705 51 NBP_ 1 295 0.0155 0.0040 0.2578 52 NBP_ 1 297 0.0140 0.0034 0.2458 53 NBP_ 1 299 0.0125 0.0029 0.2336 54 NBP_ 1 300 0.0111 0.0025 0.2227 55 NBP_ 1 302 0.0098 0.0021 0.2124 56 NBP_ 1 304 0.0086 0.0017 0.2027 57 NBP_ 1 305 0.0074 0.0014 0.1932 58 NBP_ 1 307 0.0063 0.0012 0.1841 59 NBP_ 1 309 0.0054 0.0009 0.1755 60 NBP_ 1 310 0.0045 0.0008 0.1674 61 NBP_ 1 312 0.0038 0.0006 0.1597 62 NBP_ 1 313 0.0032 0.0005 0.1524 63 NBP_ 1 315 0.0026 0.0004 0.1456 64 NBP_ 1 316 0.0022 0.0003 0.1391 65 NBP_ 1 318 0.0028 0.0004 0.1313 66 NBP_ 1 319 0.0005 6.7078E-05 0.1274 67 NBP_ 1 321 0.0013 0.0002 0.1227 68 NBP_ 1 322 0.0011 0.0001 0.1180 69 NBP_ 1 323 0.0009 0.0001 0.1134 70 NBP_ 1 324 0.0007 7.8704E-05 0.1087 71 NBP_ 1 326 0.0006 6.0795E-05 0.1039 72 NBP_ 1 327 0.0005 4.6830E-05 0.0993 73 NBP_ 1 329 0.0004 3.6050E-05 0.0949
114
74 NBP_ 1 330 0.0003 2.7708E-05 0.0907 75 NBP_ 1 332 0.0002 2.1207E-05 0.0867 76 NBP_ 1 333 0.0002 1.6178E-05 0.0828 77 NBP_ 1 335 0.0002 1.2355E-05 0.0792 78 NBP_ 1 336 0.0001 9.4278E-06 0.0757 79 NBP_ 1 338 9.8995E-05 7.1577E-06 0.0723 80 NBP_ 1 339 7.8182E-05 5.3957E-06 0.0690 81 NBP_ 1 341 6.1677E-05 4.0632E-06 0.0659 82 NBP_ 1 342 4.8677E-05 3.0622E-06 0.0629 83 NBP_ 1 344 3.8356E-05 2.3040E-06 0.0601 84 NBP_ 1 345 3.0035E-05 1.7211E-06 0.0573 85 NBP_ 1 347 2.3438E-05 1.2808E-06 0.0546 86 NBP_ 1 348 1.8282E-05 9.5277E-07 0.0521 87 NBP_ 1 350 1.4269E-05 7.0955E-07 0.0497 88 NBP_ 1 351 1.0988E-05 5.2018E-07 0.0473 89 NBP_ 1 353 8.3569E-06 3.7586E-07 0.0450 90 NBP_ 1 354 6.3409E-06 2.7094E-07 0.0427 91 NBP_ 1 356 4.8056E-06 1.9509E-07 0.0406 92 NBP_ 1 357 3.6157E-06 1.3933E-07 0.0385 93 NBP_ 1 359 2.6938E-06 9.8390E-08 0.0365 94 NBP_ 1 361 1.9939E-06 6.8976E-08 0.0346 95 NBP_ 1 362 1.4439E-06 4.7130E-08 0.0326 96 NBP_ 1 364 1.0747E-06 3.3287E-08 0.0310 97 NBP_ 1 365 8.0723E-07 2.3775E-08 0.0295 98 NBP_ 1 367 6.0690E-07 1.7006E-08 0.0280 99 NBP_ 1 368 4.5709E-07 1.2194E-08 0.0267 100 NBP_ 1 370 3.4337E-07 8.7209E-09 0.0254 101 NBP_ 1 371 2.5953E-07 6.2852E-09 0.0242 102 NBP_ 1 373 1.9655E-07 4.5418E-09 0.0231 103 NBP_ 1 374 1.4865E-07 3.2782E-09 0.0221 104 NBP_ 1 375 1.1217E-07 2.3607E-09 0.0210 105 NBP_ 1 377 8.5938E-08 1.7313E-09 0.0201 106 NBP_ 1 378 7.0353E-08 1.3727E-09 0.0195 107 NBP_ 1 379 1.3503E-07 2.4554E-09 0.0182 108 NBP_ 1 380 3.1211E-08 5.6622E-10 0.0181 109 NBP_ 2 380 2.5927E-08 4.5619E-10 0.0176 110 NBP_ 1 381 2.1417E-08 3.6555E-10 0.0171 111 NBP_ 1 382 1.7719E-08 2.9341E-10 0.0166 112 NBP_ 1 383 1.2764E-08 2.0437E-10 0.0160 113 NBP_ 1 384 1.7177E-08 2.6734E-10 0.0156 114 NBP_ 1 385 1.3127E-08 1.9586E-10 0.0149 115 NBP_ 1 386 1.0013E-08 1.4327E-10 0.0143 116 NBP_ 1 388 7.6278E-09 1.0469E-10 0.0137 117 NBP_ 1 389 5.8005E-09 0.0000 0.0132

115
RELATORIO DOS MODULOS COLUNA ESTAGIO < 6 > COLUNA IO COMPONENTE FRACAO MOLAR K EQUILIBRIO FASE LIQUIDA FASE VAPOR 1 ÁGUA 0.0008 0.3798 466.4846 2 METANO 1.6976E-06 0.0030 1738.0717 3 ETANO 1.6524E-06 0.0011 642.3120 4 PROPANO 5.1336E-06 0.0018 354.8337 5 ISOBUTANO 5.4357E-06 0.0015 267.5586 6 N-BUTANO 7.1526E-06 0.0014 195.0946 7 ISOPENTANO 1.2812E-06 0.0002 131.7448 8 N-PENTANO 7.5919E-06 0.0009 112.6320 9 N-HEXANO 5.2177E-05 0.0034 64.5861 10 NBP_ 1 108 7.7413E-05 0.0022 28.8738 11 NBP_ 1 156 0.0002 0.0018 10.7496 12 NBP_ 1 177 0.0003 0.0021 6.7579 13 NBP_ 1 186 0.0003 0.0019 5.5823 14 NBP_ 1 192 0.0004 0.0020 4.8049 15 NBP_ 1 199 0.0008 0.0034 4.1046 16 NBP_ 1 207 0.0011 0.0037 3.3692 17 NBP_ 1 215 0.0016 0.0044 2.8344 18 NBP_ 1 221 0.0022 0.0054 2.4405 19 NBP_ 1 226 0.0023 0.0050 2.1498 20 NBP_ 1 230 0.0050 0.0097 1.9325 21 NBP_ 1 234 0.0063 0.0111 1.7563 22 NBP_ 1 238 0.0076 0.0121 1.5974 23 NBP_ 1 242 0.0100 0.0144 1.4430 24 NBP_ 1 246 0.0126 0.0165 1.3067 25 NBP_ 1 249 0.0152 0.0181 1.1941 26 NBP_ 1 252 0.0173 0.0191 1.1065 27 NBP_ 1 255 0.0190 0.0197 1.0392 28 NBP_ 1 257 0.0205 0.0201 0.9800 29 NBP_ 1 259 0.0218 0.0203 0.9299 30 NBP_ 1 261 0.0229 0.0203 0.8869 31 NBP_ 1 262 0.0239 0.0203 0.8475 32 NBP_ 1 264 0.0248 0.0202 0.8119 33 NBP_ 1 265 0.0256 0.0200 0.7804 34 NBP_ 1 267 0.0263 0.0198 0.7518 35 NBP_ 1 268 0.0270 0.0196 0.7252 36 NBP_ 1 269 0.0276 0.0193 0.7004 37 NBP_ 1 271 0.0282 0.0190 0.6737 38 NBP_ 1 273 0.0286 0.0183 0.6414 39 NBP_ 1 275 0.0294 0.0180 0.6111 40 NBP_ 1 276 0.0299 0.0174 0.5818 41 NBP_ 1 278 0.0303 0.0168 0.5537 42 NBP_ 1 280 0.0306 0.0161 0.5260 43 NBP_ 1 282 0.0308 0.0154 0.5002 44 NBP_ 1 284 0.0308 0.0147 0.4764 45 NBP_ 1 285 0.0306 0.0139 0.4542 46 NBP_ 1 287 0.0303 0.0131 0.4335 47 NBP_ 1 289 0.0298 0.0123 0.4141 48 NBP_ 1 290 0.0291 0.0115 0.3956 49 NBP_ 1 292 0.0283 0.0107 0.3776 50 NBP_ 1 294 0.0273 0.0098 0.3600 51 NBP_ 1 295 0.0261 0.0089 0.3435 52 NBP_ 1 297 0.0247 0.0081 0.3279 53 NBP_ 1 299 0.0231 0.0072 0.3120 54 NBP_ 1 300 0.0215 0.0064 0.2978 55 NBP_ 1 302 0.0199 0.0057 0.2844 56 NBP_ 1 304 0.0182 0.0049 0.2717 57 NBP_ 1 305 0.0165 0.0043 0.2593 58 NBP_ 1 307 0.0148 0.0036 0.2473 59 NBP_ 1 309 0.0131 0.0031 0.2361 60 NBP_ 1 310 0.0116 0.0026 0.2255 61 NBP_ 1 312 0.0102 0.0022 0.2154 62 NBP_ 1 313 0.0089 0.0018 0.2058 63 NBP_ 1 315 0.0077 0.0015 0.1968 64 NBP_ 1 316 0.0067 0.0013 0.1882 65 NBP_ 1 318 0.0090 0.0016 0.1783 66 NBP_ 1 319 0.0018 0.0003 0.1729 67 NBP_ 1 321 0.0044 0.0007 0.1667 68 NBP_ 1 322 0.0038 0.0006 0.1603 69 NBP_ 1 323 0.0033 0.0005 0.1543 70 NBP_ 1 324 0.0028 0.0004 0.1481 71 NBP_ 1 326 0.0024 0.0003 0.1417
116
72 NBP_ 1 327 0.0020 0.0003 0.1355 73 NBP_ 1 329 0.0017 0.0002 0.1297 74 NBP_ 1 330 0.0014 0.0002 0.1241 75 NBP_ 1 332 0.0012 0.0001 0.1188 76 NBP_ 1 333 0.0010 0.0001 0.1136 77 NBP_ 1 335 0.0008 9.0099E-05 0.1087 78 NBP_ 1 336 0.0007 7.1922E-05 0.1040 79 NBP_ 1 338 0.0006 5.7153E-05 0.0995 80 NBP_ 1 339 0.0005 4.5137E-05 0.0951 81 NBP_ 1 341 0.0004 3.5608E-05 0.0909 82 NBP_ 1 342 0.0003 2.8103E-05 0.0869 83 NBP_ 1 344 0.0003 2.2145E-05 0.0831 84 NBP_ 1 345 0.0002 1.7341E-05 0.0793 85 NBP_ 1 347 0.0002 1.3532E-05 0.0757 86 NBP_ 1 348 0.0001 1.0555E-05 0.0723 87 NBP_ 1 350 0.0001 8.2378E-06 0.0691 88 NBP_ 1 351 9.6320E-05 6.3440E-06 0.0659 89 NBP_ 1 353 7.7003E-05 4.8248E-06 0.0627 90 NBP_ 1 354 6.1422E-05 3.6609E-06 0.0596 91 NBP_ 1 356 4.8931E-05 2.7745E-06 0.0567 92 NBP_ 1 357 3.8734E-05 2.0875E-06 0.0539 93 NBP_ 1 359 3.0404E-05 1.5552E-06 0.0512 94 NBP_ 1 361 2.3727E-05 1.1512E-06 0.0485 95 NBP_ 1 362 1.8177E-05 8.3364E-07 0.0459 96 NBP_ 1 364 1.4238E-05 6.2047E-07 0.0436 97 NBP_ 1 365 1.1233E-05 4.6605E-07 0.0415 98 NBP_ 1 367 8.8650E-06 3.5039E-07 0.0395 99 NBP_ 1 368 7.0043E-06 2.6390E-07 0.0377 100 NBP_ 1 370 5.5199E-06 1.9824E-07 0.0359 101 NBP_ 1 371 4.3704E-06 1.4984E-07 0.0343 102 NBP_ 1 373 3.4645E-06 1.1348E-07 0.0328 103 NBP_ 1 374 2.7422E-06 8.5822E-08 0.0313 104 NBP_ 1 375 2.1656E-06 6.4760E-08 0.0299 105 NBP_ 1 377 1.7315E-06 4.9617E-08 0.0287 106 NBP_ 1 378 1.4629E-06 4.0618E-08 0.0278 107 NBP_ 1 379 2.9959E-06 7.7961E-08 0.0260 108 NBP_ 1 380 6.9605E-07 1.8020E-08 0.0259 109 NBP_ 2 380 5.9568E-07 1.4969E-08 0.0251 110 NBP_ 1 381 5.0687E-07 1.2365E-08 0.0244 111 NBP_ 1 382 4.3191E-07 1.0230E-08 0.0237
117
ESTAGIO < 10 > COLUNA IO COMPONENTE FRACAO MOLAR K EQUILIBRIO FASE LIQUIDA FASE VAPOR 1 ÁGUA 0.0009 0.4118 474.4861 2 METANO 1.7702E-06 0.0032 1806.9877 3 ETANO 1.6795E-06 0.0012 685.0611 4 PROPANO 4.8933E-06 0.0020 403.4700 5 ISOBUTANO 5.0416E-06 0.0016 312.6225 6 N-BUTANO 6.4964E-06 0.0015 232.7328 7 ISOPENTANO 1.1324E-06 0.0002 161.4434 8 N-PENTANO 6.6413E-06 0.0009 139.4162 9 N-HEXANO 4.1930E-05 0.0036 86.9051 10 NBP_ 1 108 5.6199E-05 0.0024 42.8184 11 NBP_ 1 156 0.0001 0.0019 17.6210 12 NBP_ 1 177 0.0002 0.0021 11.5729 13 NBP_ 1 186 0.0002 0.0019 9.7283 14 NBP_ 1 192 0.0002 0.0019 8.4877 15 NBP_ 1 199 0.0004 0.0032 7.3533 16 NBP_ 1 207 0.0005 0.0033 6.1415 17 NBP_ 1 215 0.0007 0.0035 5.2447 18 NBP_ 1 221 0.0008 0.0038 4.5742 19 NBP_ 1 226 0.0008 0.0031 4.0731 20 NBP_ 1 230 0.0015 0.0055 3.6952 21 NBP_ 1 234 0.0017 0.0058 3.3849 22 NBP_ 1 238 0.0019 0.0060 3.1035 23 NBP_ 1 242 0.0024 0.0068 2.8276 24 NBP_ 1 246 0.0029 0.0076 2.5817 25 NBP_ 1 249 0.0035 0.0082 2.3770 26 NBP_ 1 252 0.0039 0.0087 2.2166 27 NBP_ 1 255 0.0043 0.0090 2.0927 28 NBP_ 1 257 0.0047 0.0093 1.9829 29 NBP_ 1 259 0.0050 0.0095 1.8896 30 NBP_ 1 261 0.0053 0.0096 1.8092 31 NBP_ 1 262 0.0056 0.0097 1.7352 32 NBP_ 1 264 0.0059 0.0098 1.6680 33 NBP_ 1 265 0.0062 0.0099 1.6084 34 NBP_ 1 267 0.0064 0.0100 1.5541 35 NBP_ 1 268 0.0067 0.0100 1.5033 36 NBP_ 1 269 0.0069 0.0101 1.4558 37 NBP_ 1 271 0.0072 0.0101 1.4047 38 NBP_ 1 273 0.0075 0.0101 1.3443 39 NBP_ 1 275 0.0080 0.0102 1.2840 40 NBP_ 1 276 0.0084 0.0103 1.2272 41 NBP_ 1 278 0.0089 0.0104 1.1723 42 NBP_ 1 280 0.0093 0.0104 1.1182 43 NBP_ 1 282 0.0098 0.0105 1.0676 44 NBP_ 1 284 0.0104 0.0106 1.0205 45 NBP_ 1 285 0.0109 0.0107 0.9765 46 NBP_ 1 287 0.0115 0.0107 0.9353 47 NBP_ 1 289 0.0120 0.0108 0.8967 48 NBP_ 1 290 0.0126 0.0108 0.8597 49 NBP_ 1 292 0.0132 0.0109 0.8233 50 NBP_ 1 294 0.0138 0.0109 0.7878 51 NBP_ 1 295 0.0144 0.0109 0.7544 52 NBP_ 1 297 0.0150 0.0108 0.7226 53 NBP_ 1 299 0.0156 0.0107 0.6903 54 NBP_ 1 300 0.0161 0.0106 0.6611 55 NBP_ 1 302 0.0165 0.0105 0.6336 56 NBP_ 1 304 0.0169 0.0103 0.6074 57 NBP_ 1 305 0.0173 0.0101 0.5817 58 NBP_ 1 307 0.0176 0.0098 0.5568 59 NBP_ 1 309 0.0178 0.0095 0.5333 60 NBP_ 1 310 0.0179 0.0092 0.5111 61 NBP_ 1 312 0.0180 0.0088 0.4899 62 NBP_ 1 313 0.0180 0.0085 0.4697 63 NBP_ 1 315 0.0180 0.0081 0.4506 64 NBP_ 1 316 0.0179 0.0078 0.4325 65 NBP_ 1 318 0.0285 0.0118 0.4134 66 NBP_ 1 319 0.0062 0.0025 0.4002 67 NBP_ 1 321 0.0175 0.0068 0.3865 68 NBP_ 1 322 0.0173 0.0064 0.3729 69 NBP_ 1 323 0.0171 0.0061 0.3599 70 NBP_ 1 324 0.0168 0.0058 0.3464 71 NBP_ 1 326 0.0166 0.0055 0.3326 72 NBP_ 1 327 0.0163 0.0052 0.3192 73 NBP_ 1 329 0.0160 0.0049 0.3065
118
74 NBP_ 1 330 0.0157 0.0046 0.2943 75 NBP_ 1 332 0.0154 0.0043 0.2825 76 NBP_ 1 333 0.0151 0.0041 0.2711 77 NBP_ 1 335 0.0147 0.0038 0.2603 78 NBP_ 1 336 0.0144 0.0036 0.2499 79 NBP_ 1 338 0.0141 0.0034 0.2398 80 NBP_ 1 339 0.0137 0.0032 0.2300 81 NBP_ 1 341 0.0134 0.0029 0.2205 82 NBP_ 1 342 0.0130 0.0028 0.2115 83 NBP_ 1 344 0.0127 0.0026 0.2029 84 NBP_ 1 345 0.0123 0.0024 0.1944 85 NBP_ 1 347 0.0120 0.0022 0.1863 86 NBP_ 1 348 0.0116 0.0021 0.1785 87 NBP_ 1 350 0.0112 0.0019 0.1711 88 NBP_ 1 351 0.0108 0.0018 0.1636 89 NBP_ 1 353 0.0104 0.0016 0.1563 90 NBP_ 1 354 0.0100 0.0015 0.1492 91 NBP_ 1 356 0.0096 0.0014 0.1424 92 NBP_ 1 357 0.0092 0.0013 0.1359 93 NBP_ 1 359 0.0088 0.0011 0.1295 94 NBP_ 1 361 0.0084 0.0010 0.1233 95 NBP_ 1 362 0.0079 0.0009 0.1172 96 NBP_ 1 364 0.0075 0.0008 0.1118 97 NBP_ 1 365 0.0072 0.0008 0.1068 98 NBP_ 1 367 0.0068 0.0007 0.1021 99 NBP_ 1 368 0.0064 0.0006 0.0977 100 NBP_ 1 370 0.0061 0.0006 0.0934 101 NBP_ 1 371 0.0057 0.0005 0.0895 102 NBP_ 1 373 0.0054 0.0005 0.0858 103 NBP_ 1 374 0.0051 0.0004 0.0822 104 NBP_ 1 375 0.0048 0.0004 0.0789 105 NBP_ 1 377 0.0045 0.0003 0.0758 106 NBP_ 1 378 0.0043 0.0003 0.0735 107 NBP_ 1 379 0.0109 0.0008 0.0700 108 NBP_ 1 380 0.0026 0.0002 0.0691 109 NBP_ 2 380 0.0025 0.0002 0.0672 110 NBP_ 1 381 0.0024 0.0002 0.0654 111 NBP_ 1 382 0.0023 0.0001 0.0637 112 NBP_ 1 383 0.0019 0.0001 0.0618 113 NBP_ 1 384 0.0030 0.0002 0.0601 114 NBP_ 1 385 0.0028 0.0002 0.0579 115 NBP_ 1 386 0.0026 0.0001 0.0558 116 NBP_ 1 388 0.0024 0.0001 0.0537 117 NBP_ 1 389 0.0022 0.0001 0.0517 118 NBP_ 1 390 0.0020 0.0001 0.0499 119 NBP_ 1 391 0.0019 8.9807E-05 0.0481 120 NBP_ 1 392 0.0017 7.9798E-05 0.0463 121 NBP_ 1 394 0.0016 7.0806E-05 0.0447 122 NBP_ 1 395 0.0015 6.2723E-05 0.0431 123 NBP_ 1 396 0.0013 5.5542E-05 0.0416 124 NBP_ 1 397 0.0012 4.9142E-05 0.0401 125 NBP_ 1 398 0.0011 4.3512E-05 0.0387 126 NBP_ 1 399 0.0010 3.8495E-05 0.0374 127 NBP_ 1 400 0.0009 3.3987E-05 0.0361 128 NBP_ 1 401 0.0009 3.0020E-05 0.0349 129 NBP_ 1 402 0.0008 2.6483E-05 0.0337 130 NBP_ 1 403 0.0007 2.2335E-05 0.0321 131 NBP_ 1 404 0.0006 1.9784E-05 0.0310 132 NBP_ 1 405 0.0006 1.7548E-05 0.0300 133 NBP_ 1 406 0.0007 2.0782E-05 0.0299 134 NBP_ 1 407 0.0004 1.0663E-05 0.0280 135 NBP_ 1 408 0.0004 1.2177E-05 0.0272 136 NBP_ 1 409 0.0004 1.0777E-05 0.0264 137 NBP_ 1 410 0.0004 9.5122E-06 0.0255 138 NBP_ 1 411 0.0003 8.3614E-06 0.0247 139 NBP_ 1 412 0.0003 7.3404E-06 0.0239 140 NBP_ 1 413 0.0003 6.4438E-06 0.0231 141 NBP_ 1 414 0.0003 5.6519E-06 0.0223 142 NBP_ 1 415 0.0002 4.9574E-06 0.0216 143 NBP_ 1 416 0.0002 4.3454E-06 0.0209 144 NBP_ 1 417 0.0002 3.8030E-06 0.0202 145 NBP_ 1 418 0.0002 3.3351E-06 0.0195 146 NBP_ 1 419 0.0002 2.9242E-06 0.0189 147 NBP_ 1 420 0.0001 2.5631E-06 0.0183 148 NBP_ 1 421 0.0001 2.2460E-06 0.0177 149 NBP_ 1 422 0.0001 1.9676E-06 0.0171 150 NBP_ 1 423 0.0001 1.7233E-06 0.0165
119
151 NBP_ 1 424 9.4419E-05 1.5129E-06 0.0160 152 NBP_ 1 425 8.5601E-05 1.3282E-06 0.0155 153 NBP_ 1 426 7.7604E-05 1.1662E-06 0.0150 154 NBP_ 1 427 7.0328E-05 1.0236E-06 0.0146 155 NBP_ 1 428 6.3710E-05 8.9797E-07 0.0141 156 NBP_ 1 429 5.7710E-05 7.8778E-07 0.0137 157 NBP_ 1 430 5.2256E-05 6.9087E-07 0.0132 158 NBP_ 1 431 4.7483E-05 6.0876E-07 0.0128 159 NBP_ 1 432 4.3225E-05 5.3773E-07 0.0124 160 NBP_ 2 432 3.9358E-05 4.7517E-07 0.0121 161 NBP_ 1 433 3.5831E-05 4.1982E-07 0.0117 162 NBP_ 1 434 3.2624E-05 3.7104E-07 0.0114 163 NBP_ 1 435 2.9690E-05 3.2772E-07 0.0110 164 NBP_ 1 436 2.7015E-05 2.8941E-07 0.0107 165 NBP_ 1 437 2.4591E-05 2.5574E-07 0.0104 166 NBP_ 1 438 2.2434E-05 2.2665E-07 0.0101 167 NBP_ 2 438 2.0482E-05 2.0111E-07 0.0098 168 NBP_ 1 439 1.8693E-05 1.7833E-07 0.0095 169 NBP_ 1 440 1.7073E-05 1.5833E-07 0.0093 170 NBP_ 1 441 1.5593E-05 1.4057E-07 0.0090 171 NBP_ 1 442 1.4238E-05 1.2477E-07 0.0088 172 NBP_ 2 442 1.2999E-05 1.1074E-07 0.0085 173 NBP_ 1 443 1.2314E-05 1.0325E-07 0.0084 174 NBP_ 1 444 1.0787E-05 8.6723E-08 0.0080 175 NBP_ 1 445 9.8086E-06 7.6574E-08 0.0078 176 NBP_ 1 446 8.9223E-06 6.7655E-08 0.0076 177 NBP_ 1 447 8.1112E-06 5.9727E-08 0.0074 178 NBP_ 2 447 7.3722E-06 5.2716E-08 0.0072 179 NBP_ 1 448 6.6999E-06 4.6524E-08 0.0069 180 NBP_ 1 449 6.0881E-06 4.1056E-08 0.0067 181 NBP_ 1 450 5.5304E-06 3.6217E-08 0.0065 182 NBP_ 1 451 4.9966E-06 3.1723E-08 0.0063 183 NBP_ 1 452 4.5002E-06 2.7678E-08 0.0062 184 NBP_ 1 453 4.0529E-06 2.4148E-08 0.0060 185 NBP_ 2 453 3.6491E-06 2.1062E-08 0.0058 186 NBP_ 1 454 3.2850E-06 1.8368E-08 0.0056 187 NBP_ 1 455 2.9576E-06 1.6024E-08 0.0054 188 NBP_ 1 456 2.6613E-06 1.3968E-08 0.0052 189 NBP_ 1 457 2.3931E-06 1.2166E-08 0.0051 190 NBP_ 1 458 2.1500E-06 1.0586E-08 0.0049 191 NBP_ 1 459 1.9306E-06 9.2048E-09 0.0048 192 NBP_ 1 460 1.7331E-06 8.0016E-09 0.0046 193 NBP_ 1 461 1.5563E-06 6.9594E-09 0.0045 194 NBP_ 2 461 1.3963E-06 6.0460E-09 0.0043 195 NBP_ 1 462 1.2525E-06 5.2517E-09 0.0042 196 NBP_ 1 463 1.1229E-06 4.5588E-09 0.0041 197 NBP_ 1 464 9.9581E-07 3.9020E-09 0.0039 198 NBP_ 1 465 8.7983E-07 3.3249E-09 0.0038 199 NBP_ 1 466 7.7930E-07 2.8430E-09 0.0036 ESTAGIO < 11 > COLUNA IO COMPONENTE FRACAO MOLAR K EQUILIBRIO FASE LIQUIDA FASE VAPOR 1 ÁGUA 0.0009 0.4284 483.5845 2 METANO 1.9157E-06 0.0035 1827.3996 3 ETANO 1.7993E-06 0.0013 699.7613 4 PROPANO 5.0716E-06 0.0022 425.9260 5 ISOBUTANO 5.1611E-06 0.0017 334.0834 6 N-BUTANO 6.5670E-06 0.0017 251.8250 7 ISOPENTANO 1.1293E-06 0.0002 177.0067 8 N-PENTANO 6.5871E-06 0.0010 153.6767 9 N-HEXANO 4.0446E-05 0.0040 98.4225 10 NBP_ 1 108 5.0895E-05 0.0026 51.5371 11 NBP_ 1 156 9.1413E-05 0.0020 22.3381 12 NBP_ 1 177 0.0002 0.0023 15.0070 13 NBP_ 1 186 0.0002 0.0021 12.7299 14 NBP_ 1 192 0.0002 0.0021 11.1847 15 NBP_ 1 199 0.0003 0.0034 9.7606 16 NBP_ 1 207 0.0004 0.0035 8.2258 17 NBP_ 1 215 0.0005 0.0037 7.0796 18 NBP_ 1 221 0.0006 0.0040 6.2158 19 NBP_ 1 226 0.0006 0.0033 5.5659 20 NBP_ 1 230 0.0011 0.0057 5.0733 21 NBP_ 1 234 0.0013 0.0060 4.6665 22 NBP_ 1 238 0.0014 0.0061 4.2963

120
23 NBP_ 1 242 0.0018 0.0069 3.9316 24 NBP_ 1 246 0.0021 0.0076 3.6052 25 NBP_ 1 249 0.0025 0.0082 3.3322 26 NBP_ 1 252 0.0028 0.0086 3.1174 27 NBP_ 1 255 0.0030 0.0089 2.9511 28 NBP_ 1 257 0.0032 0.0091 2.8032 29 NBP_ 1 259 0.0034 0.0092 2.6772 30 NBP_ 1 261 0.0036 0.0093 2.5683 31 NBP_ 1 262 0.0038 0.0093 2.4680 32 NBP_ 1 264 0.0039 0.0093 2.3767 33 NBP_ 1 265 0.0041 0.0093 2.2955 34 NBP_ 1 267 0.0042 0.0093 2.2214 35 NBP_ 1 268 0.0043 0.0093 2.1521 36 NBP_ 1 269 0.0044 0.0092 2.0870 37 NBP_ 1 271 0.0046 0.0092 2.0169 38 NBP_ 1 273 0.0047 0.0090 1.9348 39 NBP_ 1 275 0.0049 0.0090 1.8510 40 NBP_ 1 276 0.0050 0.0090 1.7728 41 NBP_ 1 278 0.0052 0.0089 1.6968 42 NBP_ 1 280 0.0054 0.0087 1.6219 43 NBP_ 1 282 0.0056 0.0086 1.5517 44 NBP_ 1 284 0.0057 0.0085 1.4861 45 NBP_ 1 285 0.0059 0.0084 1.4248 46 NBP_ 1 287 0.0061 0.0083 1.3673 47 NBP_ 1 289 0.0062 0.0082 1.3132 48 NBP_ 1 290 0.0064 0.0080 1.2613 49 NBP_ 1 292 0.0065 0.0079 1.2102 50 NBP_ 1 294 0.0067 0.0078 1.1601 51 NBP_ 1 295 0.0069 0.0076 1.1130 52 NBP_ 1 297 0.0070 0.0075 1.0681 53 NBP_ 1 299 0.0072 0.0074 1.0223 54 NBP_ 1 300 0.0074 0.0072 0.9810 55 NBP_ 1 302 0.0075 0.0071 0.9418 56 NBP_ 1 304 0.0077 0.0070 0.9044 57 NBP_ 1 305 0.0079 0.0068 0.8677 58 NBP_ 1 307 0.0080 0.0067 0.8321 59 NBP_ 1 309 0.0082 0.0066 0.7985 60 NBP_ 1 310 0.0084 0.0064 0.7665 61 NBP_ 1 312 0.0086 0.0063 0.7361 62 NBP_ 1 313 0.0088 0.0062 0.7070 63 NBP_ 1 315 0.0090 0.0061 0.6794 64 NBP_ 1 316 0.0091 0.0060 0.6532 65 NBP_ 1 318 0.0149 0.0094 0.6269 66 NBP_ 1 319 0.0033 0.0020 0.6067 67 NBP_ 1 321 0.0096 0.0057 0.5866 68 NBP_ 1 322 0.0098 0.0056 0.5669 69 NBP_ 1 323 0.0100 0.0055 0.5479 70 NBP_ 1 324 0.0102 0.0054 0.5283 71 NBP_ 1 326 0.0104 0.0053 0.5080 72 NBP_ 1 327 0.0106 0.0052 0.4884 73 NBP_ 1 329 0.0108 0.0051 0.4698 74 NBP_ 1 330 0.0109 0.0049 0.4518 75 NBP_ 1 332 0.0111 0.0048 0.4344 76 NBP_ 1 333 0.0113 0.0047 0.4176 77 NBP_ 1 335 0.0115 0.0046 0.4016 78 NBP_ 1 336 0.0117 0.0045 0.3863 79 NBP_ 1 338 0.0119 0.0044 0.3713 80 NBP_ 1 339 0.0121 0.0043 0.3567 81 NBP_ 1 341 0.0123 0.0042 0.3426 82 NBP_ 1 342 0.0124 0.0041 0.3292 83 NBP_ 1 344 0.0126 0.0040 0.3163 84 NBP_ 1 345 0.0128 0.0039 0.3036 85 NBP_ 1 347 0.0129 0.0038 0.2914 86 NBP_ 1 348 0.0131 0.0037 0.2797 87 NBP_ 1 350 0.0132 0.0035 0.2686 88 NBP_ 1 351 0.0133 0.0034 0.2574 89 NBP_ 1 353 0.0134 0.0033 0.2462 90 NBP_ 1 354 0.0135 0.0032 0.2355 91 NBP_ 1 356 0.0135 0.0030 0.2253 92 NBP_ 1 357 0.0136 0.0029 0.2154 93 NBP_ 1 359 0.0136 0.0028 0.2056 94 NBP_ 1 361 0.0136 0.0027 0.1962 95 NBP_ 1 362 0.0134 0.0025 0.1870 96 NBP_ 1 364 0.0134 0.0024 0.1787 97 NBP_ 1 365 0.0133 0.0023 0.1710 98 NBP_ 1 367 0.0131 0.0022 0.1638 99 NBP_ 1 368 0.0130 0.0020 0.1570
121
100 NBP_ 1 370 0.0128 0.0019 0.1505 101 NBP_ 1 371 0.0126 0.0018 0.1444 102 NBP_ 1 373 0.0124 0.0017 0.1386 103 NBP_ 1 374 0.0121 0.0016 0.1331 104 NBP_ 1 375 0.0118 0.0015 0.1279 105 NBP_ 1 377 0.0116 0.0014 0.1231 106 NBP_ 1 378 0.0114 0.0014 0.1195 107 NBP_ 1 379 0.0303 0.0035 0.1146 108 NBP_ 1 380 0.0074 0.0008 0.1128 109 NBP_ 2 380 0.0073 0.0008 0.1098 110 NBP_ 1 381 0.0072 0.0008 0.1070 111 NBP_ 1 382 0.0070 0.0007 0.1042 112 NBP_ 1 383 0.0060 0.0006 0.1014 113 NBP_ 1 384 0.0096 0.0009 0.0987 114 NBP_ 1 385 0.0093 0.0009 0.0952 115 NBP_ 1 386 0.0089 0.0008 0.0918 116 NBP_ 1 388 0.0085 0.0008 0.0886 117 NBP_ 1 389 0.0082 0.0007 0.0854 118 NBP_ 1 390 0.0078 0.0006 0.0824 119 NBP_ 1 391 0.0075 0.0006 0.0796 120 NBP_ 1 392 0.0071 0.0005 0.0769 121 NBP_ 1 394 0.0068 0.0005 0.0742 122 NBP_ 1 395 0.0065 0.0005 0.0717 123 NBP_ 1 396 0.0062 0.0004 0.0693 124 NBP_ 1 397 0.0058 0.0004 0.0669 125 NBP_ 1 398 0.0055 0.0004 0.0647 126 NBP_ 1 399 0.0053 0.0003 0.0625 127 NBP_ 1 400 0.0050 0.0003 0.0605 128 NBP_ 1 401 0.0047 0.0003 0.0585 129 NBP_ 1 402 0.0044 0.0003 0.0566 130 NBP_ 1 403 0.0041 0.0002 0.0540 131 NBP_ 1 404 0.0039 0.0002 0.0523 132 NBP_ 1 405 0.0037 0.0002 0.0507 133 NBP_ 1 406 0.0044 0.0002 0.0503 134 NBP_ 1 407 0.0026 0.0001 0.0475 135 NBP_ 1 408 0.0031 0.0001 0.0462 136 NBP_ 1 409 0.0029 0.0001 0.0448 137 NBP_ 1 410 0.0027 0.0001 0.0434 138 NBP_ 1 411 0.0026 0.0001 0.0420 139 NBP_ 1 412 0.0024 9.8377E-05 0.0407 140 NBP_ 1 413 0.0023 8.9318E-05 0.0394 141 NBP_ 1 414 0.0021 8.1034E-05 0.0381 142 NBP_ 1 415 0.0020 7.3504E-05 0.0369 143 NBP_ 1 416 0.0019 6.6634E-05 0.0358 144 NBP_ 1 417 0.0017 6.0324E-05 0.0346 145 NBP_ 1 418 0.0016 5.4688E-05 0.0335 146 NBP_ 1 419 0.0015 4.9566E-05 0.0325 147 NBP_ 1 420 0.0014 4.4909E-05 0.0315 148 NBP_ 1 421 0.0013 4.0676E-05 0.0305 149 NBP_ 1 422 0.0012 3.6831E-05 0.0295 150 NBP_ 1 423 0.0012 3.3339E-05 0.0286 151 NBP_ 1 424 0.0011 3.0230E-05 0.0277 152 NBP_ 1 425 0.0010 2.7408E-05 0.0269 153 NBP_ 1 426 0.0010 2.4849E-05 0.0261 154 NBP_ 1 427 0.0009 2.2520E-05 0.0253 155 NBP_ 1 428 0.0008 2.0402E-05 0.0245 156 NBP_ 1 429 0.0008 1.8482E-05 0.0238 157 NBP_ 1 430 0.0007 1.6736E-05 0.0231 158 NBP_ 1 431 0.0007 1.5208E-05 0.0224 159 NBP_ 1 432 0.0006 1.3844E-05 0.0218 160 NBP_ 2 432 0.0006 1.2606E-05 0.0211 161 NBP_ 1 433 0.0006 1.1477E-05 0.0205 162 NBP_ 1 434 0.0005 1.0450E-05 0.0200 163 NBP_ 1 435 0.0005 9.5106E-06 0.0194 164 NBP_ 1 436 0.0005 8.6541E-06 0.0188 165 NBP_ 1 437 0.0004 7.8778E-06 0.0183 166 NBP_ 1 438 0.0004 7.1869E-06 0.0178 167 NBP_ 2 438 0.0004 6.5619E-06 0.0173 168 NBP_ 1 439 0.0004 5.9887E-06 0.0169 169 NBP_ 1 440 0.0003 5.4701E-06 0.0164 170 NBP_ 1 441 0.0003 4.9959E-06 0.0160 171 NBP_ 1 442 0.0003 4.5618E-06 0.0155 172 NBP_ 2 442 0.0003 4.1651E-06 0.0151 173 NBP_ 1 443 0.0003 3.9456E-06 0.0149 174 NBP_ 1 444 0.0002 3.4564E-06 0.0143 175 NBP_ 1 445 0.0002 3.1430E-06 0.0139 176 NBP_ 1 446 0.0002 2.8591E-06 0.0135
122
177 NBP_ 1 447 0.0002 2.5992E-06 0.0131 178 NBP_ 2 447 0.0002 2.3625E-06 0.0128 179 NBP_ 1 448 0.0002 2.1471E-06 0.0124 180 NBP_ 1 449 0.0002 1.9511E-06 0.0121 181 NBP_ 1 450 0.0002 1.7723E-06 0.0117 182 NBP_ 1 451 0.0001 1.6013E-06 0.0114 183 NBP_ 1 452 0.0001 1.4423E-06 0.0110 184 NBP_ 1 453 0.0001 1.2989E-06 0.0107 185 NBP_ 2 453 0.0001 1.1695E-06 0.0104 186 NBP_ 1 454 0.0001 1.0529E-06 0.0101 187 NBP_ 1 455 9.6961E-05 9.4795E-07 0.0098 188 NBP_ 1 456 8.9956E-05 8.5300E-07 0.0095 189 NBP_ 1 457 8.3412E-05 7.6705E-07 0.0092 190 NBP_ 1 458 7.7289E-05 6.8915E-07 0.0089 191 NBP_ 1 459 7.1585E-05 6.1884E-07 0.0086 192 NBP_ 1 460 6.6284E-05 5.5554E-07 0.0084 193 NBP_ 1 461 6.1379E-05 4.9885E-07 0.0081 194 NBP_ 2 461 5.6802E-05 4.4756E-07 0.0079 195 NBP_ 1 462 5.2556E-05 4.0148E-07 0.0076 196 NBP_ 1 463 4.8604E-05 3.5994E-07 0.0074 197 NBP_ 1 464 4.4600E-05 3.1922E-07 0.0072 198 NBP_ 1 465 4.0808E-05 2.8204E-07 0.0069 199 NBP_ 1 466 3.7402E-05 2.4982E-07 0.0067 200 NBP_ 1 467 3.4146E-05 2.2010E-07 0.0064 201 NBP_ 1 468 3.1149E-05 1.9370E-07 0.0062 202 NBP_ 1 469 2.8414E-05 1.7050E-07 0.0060 203 NBP_ 1 470 2.5844E-05 1.4949E-07 0.0058 204 NBP_ 1 471 2.3391E-05 1.3019E-07 0.0056 205 NBP_ 1 472 2.1118E-05 1.1303E-07 0.0054 206 NBP_ 1 474 1.9057E-05 9.8066E-08 0.0051 207 NBP_ 1 475 1.7186E-05 8.5035E-08 0.0049 208 NBP_ 1 476 1.5491E-05 7.3691E-08 0.0048 209 NBP_ 1 477 1.3942E-05 6.3740E-08 0.0046 210 NBP_ 1 478 1.2509E-05 5.4903E-08 0.0044 211 NBP_ 1 479 1.1207E-05 4.7214E-08 0.0042 212 NBP_ 1 480 1.0035E-05 4.0574E-08 0.0040 213 NBP_ 1 481 8.9779E-06 3.4837E-08 0.0039 214 NBP_ 1 483 8.0269E-06 2.9890E-08 0.0037 215 NBP_ 1 484 7.1685E-06 2.5612E-08 0.0036 216 NBP_ 1 485 6.3962E-06 2.1925E-08 0.0034 217 NBP_ 1 486 5.6979E-06 1.8731E-08 0.0033 218 NBP_ 1 487 5.0717E-06 1.5988E-08 0.0032 219 NBP_ 1 488 4.5104E-06 1.3634E-08 0.0030 220 NBP_ 1 489 4.0080E-06 1.1617E-08 0.0029 221 NBP_ 1 491 3.5506E-06 9.8583E-09 0.0028 222 NBP_ 1 492 3.1377E-06 8.3412E-09 0.0027 223 NBP_ 1 493 2.7692E-06 7.0470E-09 0.0025 224 NBP_ 1 494 2.4411E-06 5.9460E-09 0.0024 225 NBP_ 1 495 2.1508E-06 5.0156E-09 0.0023 226 NBP_ 1 497 1.8901E-06 4.2162E-09 0.0022 227 NBP_ 1 498 1.6532E-06 3.5232E-09 0.0021 228 NBP_ 1 499 1.4412E-06 2.9321E-09 0.0020 229 NBP_ 1 500 1.2537E-06 2.4340E-09 0.0019 230 NBP_ 1 501 1.0907E-06 2.0217E-09 0.0019 231 NBP_ 1 503 9.4696E-07 1.6752E-09 0.0018 232 NBP_ 1 504 8.2019E-07 1.3841E-09 0.0017 233 NBP_ 1 505 7.0850E-07 1.1400E-09 0.0016 234 NBP_ 1 506 6.1130E-07 9.3798E-10 0.0015 235 NBP_ 1 508 5.2635E-07 7.6985E-10 0.0015 236 NBP_ 1 509 4.5269E-07 6.3127E-10 0.0014 237 NBP_ 1 510 3.8889E-07 5.1704E-10 0.0013 238 NBP_ 1 512 3.3356E-07 4.2273E-10 0.0013 239 NBP_ 1 513 2.8583E-07 3.4539E-10 0.0012 240 NBP_ 1 514 2.4439E-07 2.8146E-10 0.0012 241 NBP_ 1 515 2.0873E-07 2.2917E-10 0.0011 242 NBP_ 1 517 1.7804E-07 1.8634E-10 0.0010 243 NBP_ 1 518 1.5189E-07 1.5163E-10 0.0010 244 NBP_ 1 519 1.2930E-07 1.2305E-10 0.0010 245 NBP_ 1 520 1.1008E-07 0.0000 0.0009 246 NBP_ 1 522 9.3516E-08 0.0000 0.0009 247 NBP_ 1 523 7.9111E-08 0.0000 0.0008 248 NBP_ 1 524 6.7199E-08 0.0000 0.0008 249 NBP_ 1 525 5.7149E-08 0.0000 0.0008 250 NBP_ 1 526 4.8582E-08 0.0000 0.0007 251 NBP_ 1 528 4.1195E-08 0.0000 0.0007 252 NBP_ 1 529 3.4898E-08 0.0000 0.0007 253 NBP_ 1 530 2.9585E-08 0.0000 0.0006
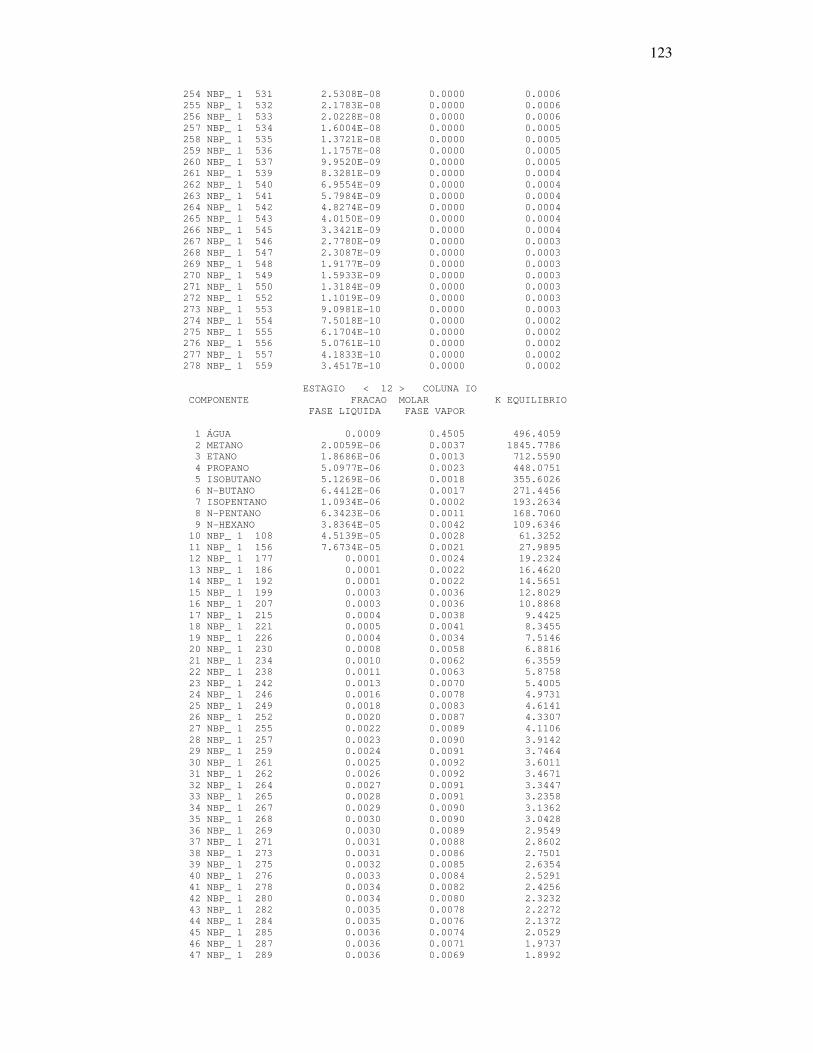
123
254 NBP_ 1 531 2.5308E-08 0.0000 0.0006 255 NBP_ 1 532 2.1783E-08 0.0000 0.0006 256 NBP_ 1 533 2.0228E-08 0.0000 0.0006 257 NBP_ 1 534 1.6004E-08 0.0000 0.0005 258 NBP_ 1 535 1.3721E-08 0.0000 0.0005 259 NBP_ 1 536 1.1757E-08 0.0000 0.0005 260 NBP_ 1 537 9.9520E-09 0.0000 0.0005 261 NBP_ 1 539 8.3281E-09 0.0000 0.0004 262 NBP_ 1 540 6.9554E-09 0.0000 0.0004 263 NBP_ 1 541 5.7984E-09 0.0000 0.0004 264 NBP_ 1 542 4.8274E-09 0.0000 0.0004 265 NBP_ 1 543 4.0150E-09 0.0000 0.0004 266 NBP_ 1 545 3.3421E-09 0.0000 0.0004 267 NBP_ 1 546 2.7780E-09 0.0000 0.0003 268 NBP_ 1 547 2.3087E-09 0.0000 0.0003 269 NBP_ 1 548 1.9177E-09 0.0000 0.0003 270 NBP_ 1 549 1.5933E-09 0.0000 0.0003 271 NBP_ 1 550 1.3184E-09 0.0000 0.0003 272 NBP_ 1 552 1.1019E-09 0.0000 0.0003 273 NBP_ 1 553 9.0981E-10 0.0000 0.0003 274 NBP_ 1 554 7.5018E-10 0.0000 0.0002 275 NBP_ 1 555 6.1704E-10 0.0000 0.0002 276 NBP_ 1 556 5.0761E-10 0.0000 0.0002 277 NBP_ 1 557 4.1833E-10 0.0000 0.0002 278 NBP_ 1 559 3.4517E-10 0.0000 0.0002 ESTAGIO < 12 > COLUNA IO COMPONENTE FRACAO MOLAR K EQUILIBRIO FASE LIQUIDA FASE VAPOR 1 ÁGUA 0.0009 0.4505 496.4059 2 METANO 2.0059E-06 0.0037 1845.7786 3 ETANO 1.8686E-06 0.0013 712.5590 4 PROPANO 5.0977E-06 0.0023 448.0751 5 ISOBUTANO 5.1269E-06 0.0018 355.6026 6 N-BUTANO 6.4412E-06 0.0017 271.4456 7 ISOPENTANO 1.0934E-06 0.0002 193.2634 8 N-PENTANO 6.3423E-06 0.0011 168.7060 9 N-HEXANO 3.8364E-05 0.0042 109.6346 10 NBP_ 1 108 4.5139E-05 0.0028 61.3252 11 NBP_ 1 156 7.6734E-05 0.0021 27.9895 12 NBP_ 1 177 0.0001 0.0024 19.2324 13 NBP_ 1 186 0.0001 0.0022 16.4620 14 NBP_ 1 192 0.0001 0.0022 14.5651 15 NBP_ 1 199 0.0003 0.0036 12.8029 16 NBP_ 1 207 0.0003 0.0036 10.8868 17 NBP_ 1 215 0.0004 0.0038 9.4425 18 NBP_ 1 221 0.0005 0.0041 8.3455 19 NBP_ 1 226 0.0004 0.0034 7.5146 20 NBP_ 1 230 0.0008 0.0058 6.8816 21 NBP_ 1 234 0.0010 0.0062 6.3559 22 NBP_ 1 238 0.0011 0.0063 5.8758 23 NBP_ 1 242 0.0013 0.0070 5.4005 24 NBP_ 1 246 0.0016 0.0078 4.9731 25 NBP_ 1 249 0.0018 0.0083 4.6141 26 NBP_ 1 252 0.0020 0.0087 4.3307 27 NBP_ 1 255 0.0022 0.0089 4.1106 28 NBP_ 1 257 0.0023 0.0090 3.9142 29 NBP_ 1 259 0.0024 0.0091 3.7464 30 NBP_ 1 261 0.0025 0.0092 3.6011 31 NBP_ 1 262 0.0026 0.0092 3.4671 32 NBP_ 1 264 0.0027 0.0091 3.3447 33 NBP_ 1 265 0.0028 0.0091 3.2358 34 NBP_ 1 267 0.0029 0.0090 3.1362 35 NBP_ 1 268 0.0030 0.0090 3.0428 36 NBP_ 1 269 0.0030 0.0089 2.9549 37 NBP_ 1 271 0.0031 0.0088 2.8602 38 NBP_ 1 273 0.0031 0.0086 2.7501 39 NBP_ 1 275 0.0032 0.0085 2.6354 40 NBP_ 1 276 0.0033 0.0084 2.5291 41 NBP_ 1 278 0.0034 0.0082 2.4256 42 NBP_ 1 280 0.0034 0.0080 2.3232 43 NBP_ 1 282 0.0035 0.0078 2.2272 44 NBP_ 1 284 0.0035 0.0076 2.1372 45 NBP_ 1 285 0.0036 0.0074 2.0529 46 NBP_ 1 287 0.0036 0.0071 1.9737 47 NBP_ 1 289 0.0036 0.0069 1.8992
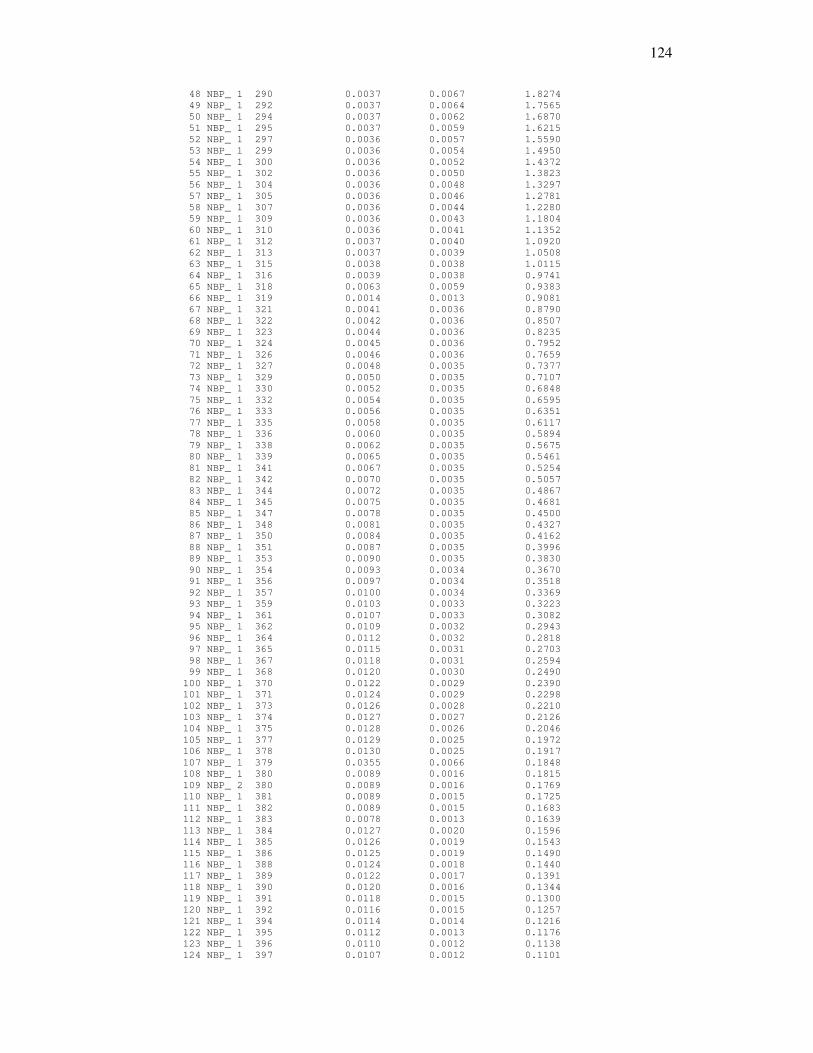
124
48 NBP_ 1 290 0.0037 0.0067 1.8274 49 NBP_ 1 292 0.0037 0.0064 1.7565 50 NBP_ 1 294 0.0037 0.0062 1.6870 51 NBP_ 1 295 0.0037 0.0059 1.6215 52 NBP_ 1 297 0.0036 0.0057 1.5590 53 NBP_ 1 299 0.0036 0.0054 1.4950 54 NBP_ 1 300 0.0036 0.0052 1.4372 55 NBP_ 1 302 0.0036 0.0050 1.3823 56 NBP_ 1 304 0.0036 0.0048 1.3297 57 NBP_ 1 305 0.0036 0.0046 1.2781 58 NBP_ 1 307 0.0036 0.0044 1.2280 59 NBP_ 1 309 0.0036 0.0043 1.1804 60 NBP_ 1 310 0.0036 0.0041 1.1352 61 NBP_ 1 312 0.0037 0.0040 1.0920 62 NBP_ 1 313 0.0037 0.0039 1.0508 63 NBP_ 1 315 0.0038 0.0038 1.0115 64 NBP_ 1 316 0.0039 0.0038 0.9741 65 NBP_ 1 318 0.0063 0.0059 0.9383 66 NBP_ 1 319 0.0014 0.0013 0.9081 67 NBP_ 1 321 0.0041 0.0036 0.8790 68 NBP_ 1 322 0.0042 0.0036 0.8507 69 NBP_ 1 323 0.0044 0.0036 0.8235 70 NBP_ 1 324 0.0045 0.0036 0.7952 71 NBP_ 1 326 0.0046 0.0036 0.7659 72 NBP_ 1 327 0.0048 0.0035 0.7377 73 NBP_ 1 329 0.0050 0.0035 0.7107 74 NBP_ 1 330 0.0052 0.0035 0.6848 75 NBP_ 1 332 0.0054 0.0035 0.6595 76 NBP_ 1 333 0.0056 0.0035 0.6351 77 NBP_ 1 335 0.0058 0.0035 0.6117 78 NBP_ 1 336 0.0060 0.0035 0.5894 79 NBP_ 1 338 0.0062 0.0035 0.5675 80 NBP_ 1 339 0.0065 0.0035 0.5461 81 NBP_ 1 341 0.0067 0.0035 0.5254 82 NBP_ 1 342 0.0070 0.0035 0.5057 83 NBP_ 1 344 0.0072 0.0035 0.4867 84 NBP_ 1 345 0.0075 0.0035 0.4681 85 NBP_ 1 347 0.0078 0.0035 0.4500 86 NBP_ 1 348 0.0081 0.0035 0.4327 87 NBP_ 1 350 0.0084 0.0035 0.4162 88 NBP_ 1 351 0.0087 0.0035 0.3996 89 NBP_ 1 353 0.0090 0.0035 0.3830 90 NBP_ 1 354 0.0093 0.0034 0.3670 91 NBP_ 1 356 0.0097 0.0034 0.3518 92 NBP_ 1 357 0.0100 0.0034 0.3369 93 NBP_ 1 359 0.0103 0.0033 0.3223 94 NBP_ 1 361 0.0107 0.0033 0.3082 95 NBP_ 1 362 0.0109 0.0032 0.2943 96 NBP_ 1 364 0.0112 0.0032 0.2818 97 NBP_ 1 365 0.0115 0.0031 0.2703 98 NBP_ 1 367 0.0118 0.0031 0.2594 99 NBP_ 1 368 0.0120 0.0030 0.2490 100 NBP_ 1 370 0.0122 0.0029 0.2390 101 NBP_ 1 371 0.0124 0.0029 0.2298 102 NBP_ 1 373 0.0126 0.0028 0.2210 103 NBP_ 1 374 0.0127 0.0027 0.2126 104 NBP_ 1 375 0.0128 0.0026 0.2046 105 NBP_ 1 377 0.0129 0.0025 0.1972 106 NBP_ 1 378 0.0130 0.0025 0.1917 107 NBP_ 1 379 0.0355 0.0066 0.1848 108 NBP_ 1 380 0.0089 0.0016 0.1815 109 NBP_ 2 380 0.0089 0.0016 0.1769 110 NBP_ 1 381 0.0089 0.0015 0.1725 111 NBP_ 1 382 0.0089 0.0015 0.1683 112 NBP_ 1 383 0.0078 0.0013 0.1639 113 NBP_ 1 384 0.0127 0.0020 0.1596 114 NBP_ 1 385 0.0126 0.0019 0.1543 115 NBP_ 1 386 0.0125 0.0019 0.1490 116 NBP_ 1 388 0.0124 0.0018 0.1440 117 NBP_ 1 389 0.0122 0.0017 0.1391 118 NBP_ 1 390 0.0120 0.0016 0.1344 119 NBP_ 1 391 0.0118 0.0015 0.1300 120 NBP_ 1 392 0.0116 0.0015 0.1257 121 NBP_ 1 394 0.0114 0.0014 0.1216 122 NBP_ 1 395 0.0112 0.0013 0.1176 123 NBP_ 1 396 0.0110 0.0012 0.1138 124 NBP_ 1 397 0.0107 0.0012 0.1101

125
125 NBP_ 1 398 0.0105 0.0011 0.1066 126 NBP_ 1 399 0.0102 0.0011 0.1032 127 NBP_ 1 400 0.0099 0.0010 0.0999 128 NBP_ 1 401 0.0097 0.0009 0.0968 129 NBP_ 1 402 0.0094 0.0009 0.0937 130 NBP_ 1 403 0.0091 0.0008 0.0897 131 NBP_ 1 404 0.0088 0.0008 0.0870 132 NBP_ 1 405 0.0086 0.0007 0.0845 133 NBP_ 1 406 0.0104 0.0009 0.0836 134 NBP_ 1 407 0.0063 0.0005 0.0794 135 NBP_ 1 408 0.0078 0.0006 0.0772 136 NBP_ 1 409 0.0076 0.0006 0.0750 137 NBP_ 1 410 0.0073 0.0005 0.0727 138 NBP_ 1 411 0.0071 0.0005 0.0705 139 NBP_ 1 412 0.0068 0.0005 0.0684 140 NBP_ 1 413 0.0066 0.0004 0.0663 141 NBP_ 1 414 0.0064 0.0004 0.0643 142 NBP_ 1 415 0.0061 0.0004 0.0623 143 NBP_ 1 416 0.0059 0.0004 0.0604 144 NBP_ 1 417 0.0057 0.0003 0.0586 145 NBP_ 1 418 0.0055 0.0003 0.0568 146 NBP_ 1 419 0.0053 0.0003 0.0551 147 NBP_ 1 420 0.0051 0.0003 0.0534 148 NBP_ 1 421 0.0049 0.0003 0.0518 149 NBP_ 1 422 0.0047 0.0002 0.0503 150 NBP_ 1 423 0.0045 0.0002 0.0488 151 NBP_ 1 424 0.0043 0.0002 0.0474 152 NBP_ 1 425 0.0042 0.0002 0.0460 153 NBP_ 1 426 0.0040 0.0002 0.0446 154 NBP_ 1 427 0.0039 0.0002 0.0433 155 NBP_ 1 428 0.0037 0.0002 0.0421 156 NBP_ 1 429 0.0036 0.0001 0.0408 157 NBP_ 1 430 0.0034 0.0001 0.0396 158 NBP_ 1 431 0.0033 0.0001 0.0385 159 NBP_ 1 432 0.0032 0.0001 0.0375 160 NBP_ 2 432 0.0031 0.0001 0.0365 161 NBP_ 1 433 0.0029 0.0001 0.0355 162 NBP_ 1 434 0.0028 9.7547E-05 0.0345 163 NBP_ 1 435 0.0027 9.1276E-05 0.0336 164 NBP_ 1 436 0.0026 8.5395E-05 0.0326 165 NBP_ 1 437 0.0025 7.9912E-05 0.0318 166 NBP_ 1 438 0.0024 7.4893E-05 0.0309 167 NBP_ 2 438 0.0023 7.0225E-05 0.0301 168 NBP_ 1 439 0.0022 6.5830E-05 0.0293 169 NBP_ 1 440 0.0022 6.1742E-05 0.0286 170 NBP_ 1 441 0.0021 5.7901E-05 0.0278 171 NBP_ 1 442 0.0020 5.4290E-05 0.0271 172 NBP_ 2 442 0.0019 5.0898E-05 0.0264 173 NBP_ 1 443 0.0019 4.9012E-05 0.0260 174 NBP_ 1 444 0.0018 4.4589E-05 0.0250 175 NBP_ 1 445 0.0017 4.1679E-05 0.0244 176 NBP_ 1 446 0.0016 3.8966E-05 0.0237 177 NBP_ 1 447 0.0016 3.6415E-05 0.0231 178 NBP_ 2 447 0.0015 3.4023E-05 0.0225 179 NBP_ 1 448 0.0015 3.1785E-05 0.0219 180 NBP_ 1 449 0.0014 2.9691E-05 0.0213 181 NBP_ 1 450 0.0013 2.7727E-05 0.0207 182 NBP_ 1 451 0.0013 2.5793E-05 0.0201 183 NBP_ 1 452 0.0012 2.3937E-05 0.0195 184 NBP_ 1 453 0.0012 2.2214E-05 0.0190 185 NBP_ 2 453 0.0011 2.0610E-05 0.0184 186 NBP_ 1 454 0.0011 1.9119E-05 0.0179 187 NBP_ 1 455 0.0010 1.7736E-05 0.0174 188 NBP_ 1 456 0.0010 1.6446E-05 0.0169 189 NBP_ 1 457 0.0009 1.5242E-05 0.0164 190 NBP_ 1 458 0.0009 1.4116E-05 0.0159 191 NBP_ 1 459 0.0008 1.3068E-05 0.0154 192 NBP_ 1 460 0.0008 1.2094E-05 0.0150 193 NBP_ 1 461 0.0008 1.1194E-05 0.0146 194 NBP_ 2 461 0.0007 1.0355E-05 0.0141 195 NBP_ 1 462 0.0007 9.5765E-06 0.0137 196 NBP_ 1 463 0.0007 8.8527E-06 0.0133 197 NBP_ 1 464 0.0006 8.1197E-06 0.0129 198 NBP_ 1 465 0.0006 7.4260E-06 0.0125 199 NBP_ 1 466 0.0006 6.8034E-06 0.0120 200 NBP_ 1 467 0.0005 6.2086E-06 0.0116 201 NBP_ 1 468 0.0005 5.6614E-06 0.0112
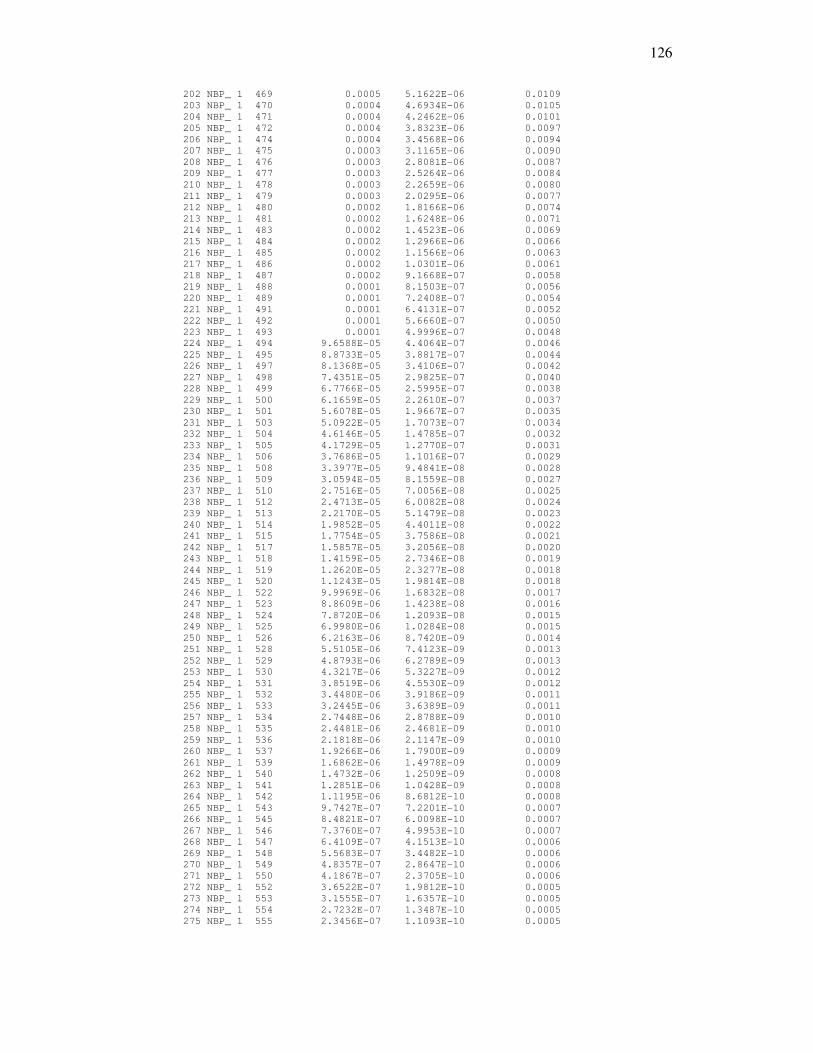
126
202 NBP_ 1 469 0.0005 5.1622E-06 0.0109 203 NBP_ 1 470 0.0004 4.6934E-06 0.0105 204 NBP_ 1 471 0.0004 4.2462E-06 0.0101 205 NBP_ 1 472 0.0004 3.8323E-06 0.0097 206 NBP_ 1 474 0.0004 3.4568E-06 0.0094 207 NBP_ 1 475 0.0003 3.1165E-06 0.0090 208 NBP_ 1 476 0.0003 2.8081E-06 0.0087 209 NBP_ 1 477 0.0003 2.5264E-06 0.0084 210 NBP_ 1 478 0.0003 2.2659E-06 0.0080 211 NBP_ 1 479 0.0003 2.0295E-06 0.0077 212 NBP_ 1 480 0.0002 1.8166E-06 0.0074 213 NBP_ 1 481 0.0002 1.6248E-06 0.0071 214 NBP_ 1 483 0.0002 1.4523E-06 0.0069 215 NBP_ 1 484 0.0002 1.2966E-06 0.0066 216 NBP_ 1 485 0.0002 1.1566E-06 0.0063 217 NBP_ 1 486 0.0002 1.0301E-06 0.0061 218 NBP_ 1 487 0.0002 9.1668E-07 0.0058 219 NBP_ 1 488 0.0001 8.1503E-07 0.0056 220 NBP_ 1 489 0.0001 7.2408E-07 0.0054 221 NBP_ 1 491 0.0001 6.4131E-07 0.0052 222 NBP_ 1 492 0.0001 5.6660E-07 0.0050 223 NBP_ 1 493 0.0001 4.9996E-07 0.0048 224 NBP_ 1 494 9.6588E-05 4.4064E-07 0.0046 225 NBP_ 1 495 8.8733E-05 3.8817E-07 0.0044 226 NBP_ 1 497 8.1368E-05 3.4106E-07 0.0042 227 NBP_ 1 498 7.4351E-05 2.9825E-07 0.0040 228 NBP_ 1 499 6.7766E-05 2.5995E-07 0.0038 229 NBP_ 1 500 6.1659E-05 2.2610E-07 0.0037 230 NBP_ 1 501 5.6078E-05 1.9667E-07 0.0035 231 NBP_ 1 503 5.0922E-05 1.7073E-07 0.0034 232 NBP_ 1 504 4.6146E-05 1.4785E-07 0.0032 233 NBP_ 1 505 4.1729E-05 1.2770E-07 0.0031 234 NBP_ 1 506 3.7686E-05 1.1016E-07 0.0029 235 NBP_ 1 508 3.3977E-05 9.4841E-08 0.0028 236 NBP_ 1 509 3.0594E-05 8.1559E-08 0.0027 237 NBP_ 1 510 2.7516E-05 7.0056E-08 0.0025 238 NBP_ 1 512 2.4713E-05 6.0082E-08 0.0024 239 NBP_ 1 513 2.2170E-05 5.1479E-08 0.0023 240 NBP_ 1 514 1.9852E-05 4.4011E-08 0.0022 241 NBP_ 1 515 1.7754E-05 3.7586E-08 0.0021 242 NBP_ 1 517 1.5857E-05 3.2056E-08 0.0020 243 NBP_ 1 518 1.4159E-05 2.7346E-08 0.0019 244 NBP_ 1 519 1.2620E-05 2.3277E-08 0.0018 245 NBP_ 1 520 1.1243E-05 1.9814E-08 0.0018 246 NBP_ 1 522 9.9969E-06 1.6832E-08 0.0017 247 NBP_ 1 523 8.8609E-06 1.4238E-08 0.0016 248 NBP_ 1 524 7.8720E-06 1.2093E-08 0.0015 249 NBP_ 1 525 6.9980E-06 1.0284E-08 0.0015 250 NBP_ 1 526 6.2163E-06 8.7420E-09 0.0014 251 NBP_ 1 528 5.5105E-06 7.4123E-09 0.0013 252 NBP_ 1 529 4.8793E-06 6.2789E-09 0.0013 253 NBP_ 1 530 4.3217E-06 5.3227E-09 0.0012 254 NBP_ 1 531 3.8519E-06 4.5530E-09 0.0012 255 NBP_ 1 532 3.4480E-06 3.9186E-09 0.0011 256 NBP_ 1 533 3.2445E-06 3.6389E-09 0.0011 257 NBP_ 1 534 2.7448E-06 2.8788E-09 0.0010 258 NBP_ 1 535 2.4481E-06 2.4681E-09 0.0010 259 NBP_ 1 536 2.1818E-06 2.1147E-09 0.0010 260 NBP_ 1 537 1.9266E-06 1.7900E-09 0.0009 261 NBP_ 1 539 1.6862E-06 1.4978E-09 0.0009 262 NBP_ 1 540 1.4732E-06 1.2509E-09 0.0008 263 NBP_ 1 541 1.2851E-06 1.0428E-09 0.0008 264 NBP_ 1 542 1.1195E-06 8.6812E-10 0.0008 265 NBP_ 1 543 9.7427E-07 7.2201E-10 0.0007 266 NBP_ 1 545 8.4821E-07 6.0098E-10 0.0007 267 NBP_ 1 546 7.3760E-07 4.9953E-10 0.0007 268 NBP_ 1 547 6.4109E-07 4.1513E-10 0.0006 269 NBP_ 1 548 5.5683E-07 3.4482E-10 0.0006 270 NBP_ 1 549 4.8357E-07 2.8647E-10 0.0006 271 NBP_ 1 550 4.1867E-07 2.3705E-10 0.0006 272 NBP_ 1 552 3.6522E-07 1.9812E-10 0.0005 273 NBP_ 1 553 3.1555E-07 1.6357E-10 0.0005 274 NBP_ 1 554 2.7232E-07 1.3487E-10 0.0005 275 NBP_ 1 555 2.3456E-07 1.1093E-10 0.0005
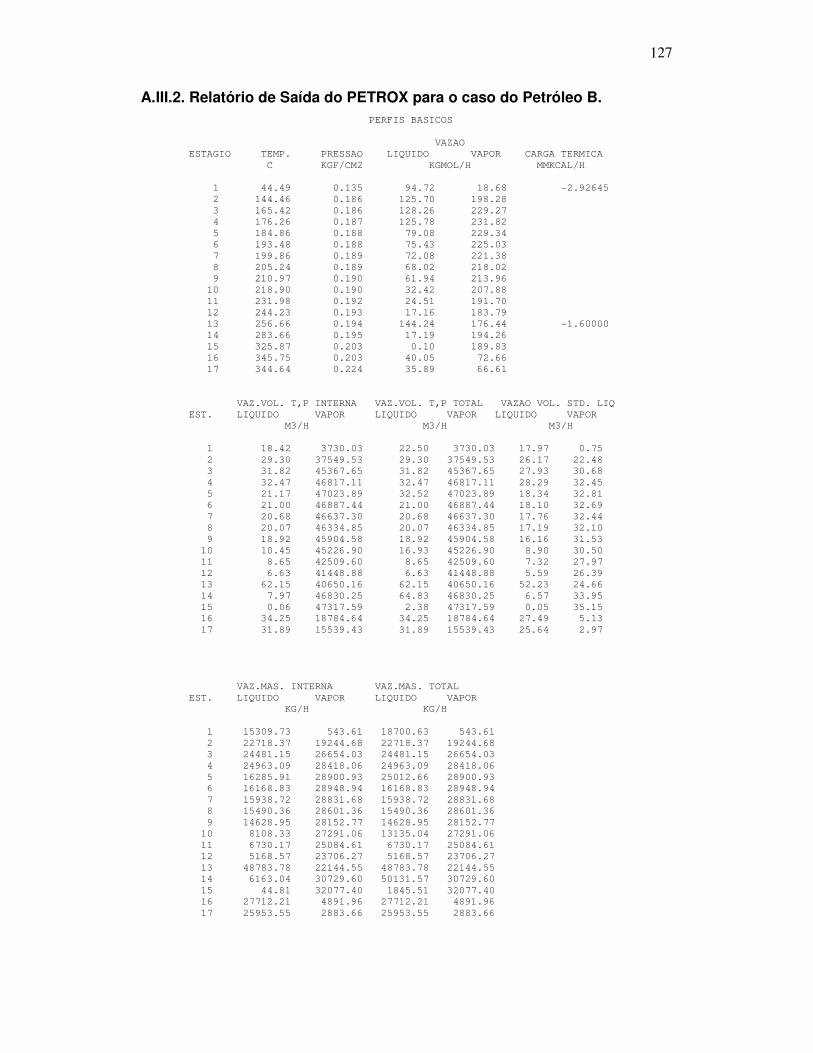
127
A.III.2. Relatório de Saída do PETROX para o caso do Petróleo B. PERFIS BASICOS VAZAO ESTAGIO TEMP. PRESSAO LIQUIDO VAPOR CARGA TERMICA C KGF/CM2 KGMOL/H MMKCAL/H 1 44.49 0.135 94.72 18.68 -2.92645 2 144.46 0.186 125.70 198.28 3 165.42 0.186 128.26 229.27 4 176.26 0.187 125.78 231.82 5 184.86 0.188 79.08 229.34 6 193.48 0.188 75.43 225.03 7 199.86 0.189 72.08 221.38 8 205.24 0.189 68.02 218.02 9 210.97 0.190 61.94 213.96 10 218.90 0.190 32.42 207.88 11 231.98 0.192 24.51 191.70 12 244.23 0.193 17.16 183.79 13 256.66 0.194 144.24 176.44 -1.60000 14 283.66 0.195 17.19 194.26 15 325.87 0.203 0.10 189.83 16 345.75 0.203 40.05 72.66 17 344.64 0.224 35.89 66.61 VAZ.VOL. T,P INTERNA VAZ.VOL. T,P TOTAL VAZAO VOL. STD. LIQ EST. LIQUIDO VAPOR LIQUIDO VAPOR LIQUIDO VAPOR M3/H M3/H M3/H 1 18.42 3730.03 22.50 3730.03 17.97 0.75 2 29.30 37549.53 29.30 37549.53 26.17 22.48 3 31.82 45367.65 31.82 45367.65 27.93 30.68 4 32.47 46817.11 32.47 46817.11 28.29 32.45 5 21.17 47023.89 32.52 47023.89 18.34 32.81 6 21.00 46887.44 21.00 46887.44 18.10 32.69 7 20.68 46637.30 20.68 46637.30 17.76 32.44 8 20.07 46334.85 20.07 46334.85 17.19 32.10 9 18.92 45904.58 18.92 45904.58 16.16 31.53 10 10.45 45226.90 16.93 45226.90 8.90 30.50 11 8.65 42509.60 8.65 42509.60 7.32 27.97 12 6.63 41448.88 6.63 41448.88 5.59 26.39 13 62.15 40650.16 62.15 40650.16 52.23 24.66 14 7.97 46830.25 64.83 46830.25 6.57 33.95 15 0.06 47317.59 2.38 47317.59 0.05 35.15 16 34.25 18784.64 34.25 18784.64 27.49 5.13 17 31.89 15539.43 31.89 15539.43 25.64 2.97 VAZ.MAS. INTERNA VAZ.MAS. TOTAL EST. LIQUIDO VAPOR LIQUIDO VAPOR KG/H KG/H 1 15309.73 543.61 18700.63 543.61 2 22718.37 19244.68 22718.37 19244.68 3 24481.15 26654.03 24481.15 26654.03 4 24963.09 28418.06 24963.09 28418.06 5 16285.91 28900.93 25012.66 28900.93 6 16168.83 28948.94 16168.83 28948.94 7 15938.72 28831.68 15938.72 28831.68 8 15490.36 28601.36 15490.36 28601.36 9 14628.95 28152.77 14628.95 28152.77 10 8108.33 27291.06 13135.04 27291.06 11 6730.17 25084.61 6730.17 25084.61 12 5168.57 23706.27 5168.57 23706.27 13 48783.78 22144.55 48783.78 22144.55 14 6163.04 30729.60 50131.57 30729.60 15 44.81 32077.40 1845.51 32077.40 16 27712.21 4891.96 27712.21 4891.96 17 25953.55 2883.66 25953.55 2883.66

128
ENTALPIA VAZAO MASSICA PESO MOLECULAR ESTAGIO LIQUIDO VAPOR LIQUIDO VAPOR LIQUIDO VAPOR MMKCAL/H KG/H 1 -0.09 0.06 15309.73 543.61 161.63 29.09 2 1.02 2.32 22718.37 19244.68 180.73 97.06 3 1.38 3.43 24481.15 26654.03 190.87 116.26 4 1.56 3.79 24963.09 28418.06 198.47 122.58 5 1.10 3.97 16285.91 28900.93 205.93 126.02 6 1.17 4.10 16168.83 28948.94 214.34 128.65 7 1.22 4.17 15938.72 28831.68 221.13 130.24 8 1.24 4.22 15490.36 28601.36 227.73 131.19 9 1.22 4.24 14628.95 28152.77 236.19 131.58 10 0.72 4.22 8108.33 27291.06 250.11 131.28 11 0.67 4.06 6730.17 25084.61 274.57 130.85 12 0.56 4.01 5168.57 23706.27 301.12 128.99 13 5.83 3.90 48783.78 22144.55 338.22 125.51 14 0.85 5.85 6163.04 30729.60 358.60 158.19 15 7.61E-03 6.93 44.81 32077.40 448.08 168.98 16 5.27 1.18 27712.21 4891.96 691.86 67.32 17 4.93 0.72 25953.55 2883.66 723.08 43.29 API FATOR COMPRESS. MASSA ESPECIFICA ESTAGIO LIQUIDO VAPOR LIQUIDO VAPOR LIQUIDO VAPOR KG/M3 1 34.47 64.21 0.0010 0.9977 831.161 0.146 2 31.34 33.66 0.0012 0.9925 775.256 0.513 3 29.80 31.22 0.0012 0.9914 769.476 0.588 4 28.72 29.90 0.0013 0.9913 768.709 0.607 5 27.74 28.96 0.0013 0.9914 769.144 0.615 6 26.74 28.11 0.0013 0.9915 769.959 0.617 7 26.02 27.56 0.0014 0.9917 770.646 0.618 8 25.37 27.16 0.0014 0.9919 771.645 0.617 9 24.62 26.82 0.0014 0.9922 773.392 0.613 10 23.60 26.47 0.0015 0.9926 776.060 0.603 11 22.33 26.10 0.0016 0.9933 778.229 0.590 12 21.31 25.89 0.0017 0.9939 779.724 0.572 13 19.85 25.90 0.0019 0.9947 784.996 0.545 14 19.16 24.67 0.0019 0.9935 773.300 0.656 15 15.91 23.40 0.0023 0.9942 776.761 0.678 16 8.73 16.63 0.0033 0.9987 809.094 0.260 17 8.18 14.22 0.0038 0.9991 813.855 0.186 TENSAO SUP. VISCOSIDADE CALOR ESPECIFICO ESTAGIO LIQUIDO LIQUIDO VAPOR LIQUIDO VAPOR DYN/CM CP KC/KGMLC 1 27.23 1.176 0.0087 73.49 12.32 2 19.83 0.472 0.0061 98.46 43.45 3 18.89 0.434 0.0059 107.04 54.00 4 18.59 0.426 0.0061 112.87 58.06 5 18.43 0.425 0.0065 118.36 60.59 6 18.32 0.427 0.0071 124.48 62.76 7 18.23 0.430 0.0075 129.40 64.21 8 18.19 0.436 0.0077 134.11 65.25 9 18.19 0.446 0.0078 140.05 66.05 10 18.24 0.465 0.0079 149.80 66.74 11 18.20 0.494 0.0081 167.49 67.90 12 18.14 0.525 0.0083 186.99 68.21 13 18.32 0.582 0.0085 213.53 67.56 14 17.01 0.532 0.0087 233.52 88.90 15 16.41 0.568 0.0092 304.02 100.52 16 19.04 0.933 0.0117 470.71 39.70 17 19.50 0.989 0.0137 490.80 24.65 RELATORIO DOS MODULOS COLUNA ALIMENTACOES PARA TORRE PRINCIPAL
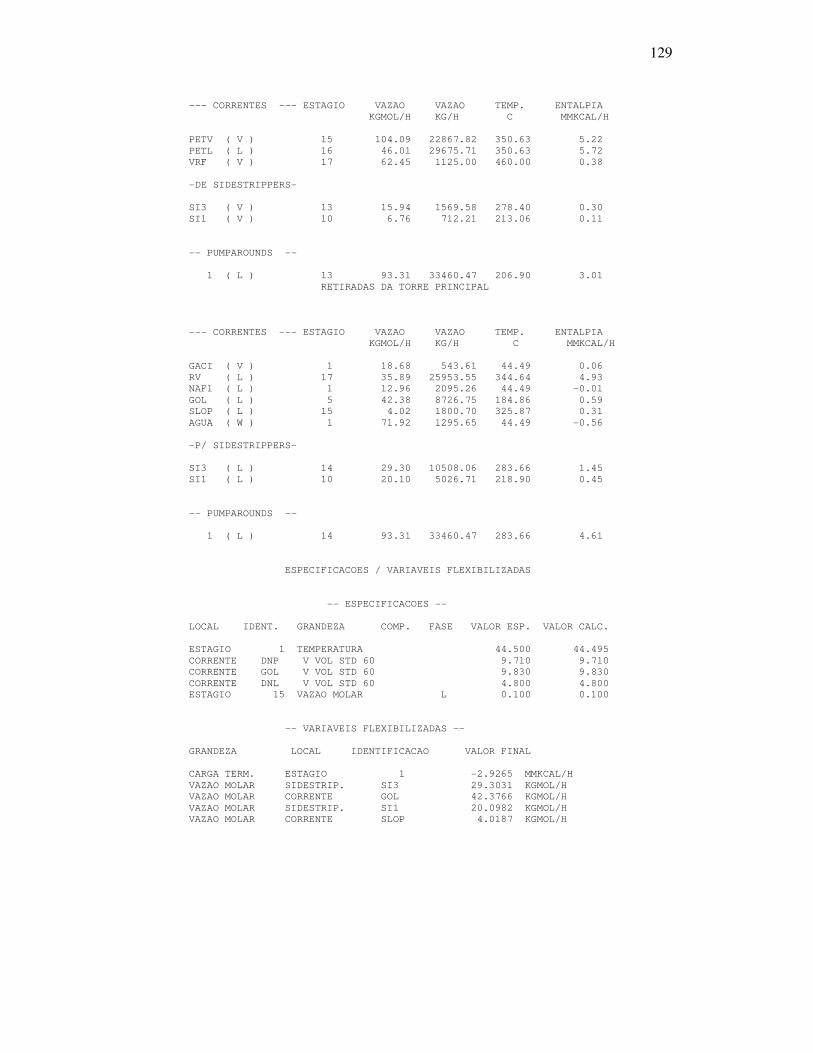
129
--- CORRENTES --- ESTAGIO VAZAO VAZAO TEMP. ENTALPIA KGMOL/H KG/H C MMKCAL/H PETV ( V ) 15 104.09 22867.82 350.63 5.22 PETL ( L ) 16 46.01 29675.71 350.63 5.72 VRF ( V ) 17 62.45 1125.00 460.00 0.38 -DE SIDESTRIPPERS- SI3 ( V ) 13 15.94 1569.58 278.40 0.30 SI1 ( V ) 10 6.76 712.21 213.06 0.11 -- PUMPAROUNDS -- 1 ( L ) 13 93.31 33460.47 206.90 3.01 RETIRADAS DA TORRE PRINCIPAL --- CORRENTES --- ESTAGIO VAZAO VAZAO TEMP. ENTALPIA KGMOL/H KG/H C MMKCAL/H GACI ( V ) 1 18.68 543.61 44.49 0.06 RV ( L ) 17 35.89 25953.55 344.64 4.93 NAF1 ( L ) 1 12.96 2095.26 44.49 -0.01 GOL ( L ) 5 42.38 8726.75 184.86 0.59 SLOP ( L ) 15 4.02 1800.70 325.87 0.31 AGUA ( W ) 1 71.92 1295.65 44.49 -0.56 -P/ SIDESTRIPPERS- SI3 ( L ) 14 29.30 10508.06 283.66 1.45 SI1 ( L ) 10 20.10 5026.71 218.90 0.45 -- PUMPAROUNDS -- 1 ( L ) 14 93.31 33460.47 283.66 4.61 ESPECIFICACOES / VARIAVEIS FLEXIBILIZADAS -- ESPECIFICACOES -- LOCAL IDENT. GRANDEZA COMP. FASE VALOR ESP. VALOR CALC. ESTAGIO 1 TEMPERATURA 44.500 44.495 CORRENTE DNP V VOL STD 60 9.710 9.710 CORRENTE GOL V VOL STD 60 9.830 9.830 CORRENTE DNL V VOL STD 60 4.800 4.800 ESTAGIO 15 VAZAO MOLAR L 0.100 0.100 -- VARIAVEIS FLEXIBILIZADAS -- GRANDEZA LOCAL IDENTIFICACAO VALOR FINAL CARGA TERM. ESTAGIO 1 -2.9265 MMKCAL/H VAZAO MOLAR SIDESTRIP. SI3 29.3031 KGMOL/H VAZAO MOLAR CORRENTE GOL 42.3766 KGMOL/H VAZAO MOLAR SIDESTRIP. SI1 20.0982 KGMOL/H VAZAO MOLAR CORRENTE SLOP 4.0187 KGMOL/H

130
COMPOSICOES POR ESTAGIO ESTAGIO < 2 > COLUNA IO COMPONENTE FRACAO MOLAR K EQUILIBRIO FASE LIQUIDA FASE VAPOR 1 ÁGUA 0.0006 0.4306 773.7020 2 METANO 6.8147E-06 0.0116 1703.6972 3 ETANO 1.5997E-06 0.0009 583.3406 4 PROPANO 7.9021E-06 0.0022 283.0114 5 ISOBUTANO 1.2346E-05 0.0025 202.4289 6 N-BUTANO 1.9780E-05 0.0028 140.2155 7 ISOPENTANO 2.0914E-05 0.0018 84.1075 8 N-PENTANO 7.7107E-06 0.0005 68.2698 9 N-HEXANO 4.9102E-05 0.0016 33.0300 10 NBP_ 1 106 0.0005 0.0070 12.9975 11 NBP_ 1 121 0.0009 0.0083 9.1913 12 NBP_ 1 135 0.0014 0.0092 6.5082 13 NBP_ 1 145 0.0019 0.0097 5.1201 14 NBP_ 1 152 0.0024 0.0100 4.2274 15 NBP_ 1 160 0.0071 0.0244 3.4276 16 NBP_ 1 168 0.0035 0.0097 2.7885 17 NBP_ 1 176 0.0173 0.0398 2.3056 18 NBP_ 1 185 0.0139 0.0246 1.7735 19 NBP_ 1 192 0.0162 0.0244 1.5045 20 NBP_ 1 197 0.0187 0.0242 1.2918 21 NBP_ 1 202 0.0214 0.0239 1.1176 22 NBP_ 1 207 0.0242 0.0235 0.9715 23 NBP_ 1 212 0.0273 0.0231 0.8472 24 NBP_ 1 217 0.0303 0.0227 0.7501 25 NBP_ 1 220 0.0329 0.0223 0.6770 26 NBP_ 1 224 0.0357 0.0218 0.6101 27 NBP_ 1 227 0.0386 0.0212 0.5486 28 NBP_ 1 231 0.0414 0.0205 0.4954 29 NBP_ 1 234 0.0438 0.0197 0.4507 30 NBP_ 1 237 0.0457 0.0189 0.4141 31 NBP_ 1 240 0.0471 0.0179 0.3806 32 NBP_ 1 243 0.0480 0.0167 0.3474 33 NBP_ 1 246 0.0479 0.0151 0.3156 34 NBP_ 1 249 0.0468 0.0135 0.2877 35 NBP_ 1 252 0.0445 0.0117 0.2637 36 NBP_ 1 255 0.0417 0.0102 0.2441 37 NBP_ 1 257 0.0386 0.0088 0.2280 38 NBP_ 1 259 0.0352 0.0075 0.2134 39 NBP_ 1 261 0.0318 0.0064 0.2004 40 NBP_ 1 263 0.0284 0.0054 0.1886 41 NBP_ 1 265 0.0252 0.0045 0.1779 42 NBP_ 1 267 0.0223 0.0038 0.1684 43 NBP_ 1 268 0.0198 0.0032 0.1600 44 NBP_ 1 270 0.0174 0.0026 0.1521 45 NBP_ 1 272 0.0151 0.0022 0.1442 46 NBP_ 1 274 0.0128 0.0017 0.1360 47 NBP_ 1 276 0.0106 0.0014 0.1273 48 NBP_ 1 278 0.0087 0.0010 0.1194 49 NBP_ 1 280 0.0070 0.0008 0.1111 50 NBP_ 1 282 0.0057 0.0006 0.1043 51 NBP_ 1 284 0.0045 0.0004 0.0976 52 NBP_ 1 286 0.0036 0.0003 0.0912 53 NBP_ 1 288 0.0028 0.0002 0.0853 54 NBP_ 1 290 0.0022 0.0002 0.0795 55 NBP_ 1 293 0.0017 0.0001 0.0742 56 NBP_ 1 295 0.0013 8.8147E-05 0.0693 57 NBP_ 1 297 0.0010 6.1943E-05 0.0647 58 NBP_ 1 299 0.0007 4.3022E-05 0.0604 59 NBP_ 1 301 0.0005 2.9549E-05 0.0564 60 NBP_ 1 303 0.0004 2.0058E-05 0.0527 61 NBP_ 1 305 0.0003 1.3287E-05 0.0491 62 NBP_ 1 307 0.0002 8.6092E-06 0.0457 63 NBP_ 1 309 0.0001 5.5989E-06 0.0427 64 NBP_ 1 311 6.3703E-05 2.5642E-06 0.0403 65 NBP_ 1 313 5.1160E-05 1.9523E-06 0.0382 66 NBP_ 1 314 7.4684E-05 2.6511E-06 0.0355 67 NBP_ 1 316 3.6935E-05 1.2636E-06 0.0342 68 NBP_ 1 318 2.5142E-05 8.0719E-07 0.0321 69 NBP_ 1 320 1.6343E-05 4.8946E-07 0.0299 70 NBP_ 1 322 1.0582E-05 2.9590E-07 0.0280
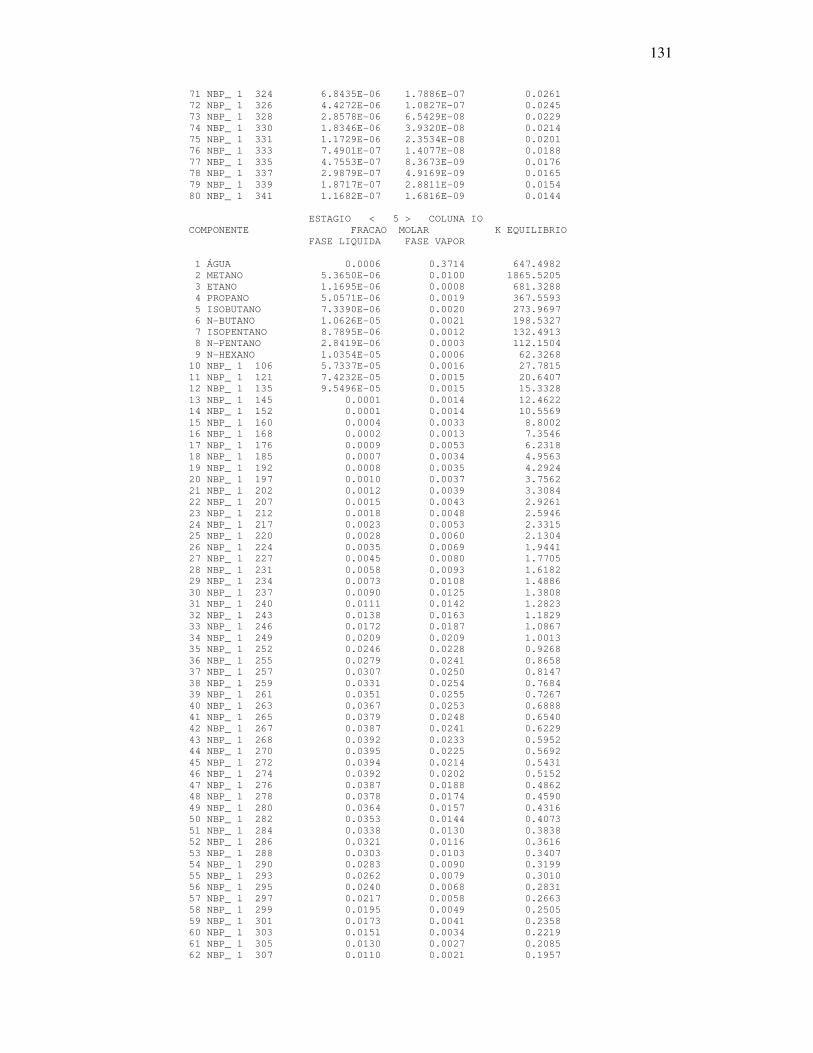
131
71 NBP_ 1 324 6.8435E-06 1.7886E-07 0.0261 72 NBP_ 1 326 4.4272E-06 1.0827E-07 0.0245 73 NBP_ 1 328 2.8578E-06 6.5429E-08 0.0229 74 NBP_ 1 330 1.8346E-06 3.9320E-08 0.0214 75 NBP_ 1 331 1.1729E-06 2.3534E-08 0.0201 76 NBP_ 1 333 7.4901E-07 1.4077E-08 0.0188 77 NBP_ 1 335 4.7553E-07 8.3673E-09 0.0176 78 NBP_ 1 337 2.9879E-07 4.9169E-09 0.0165 79 NBP_ 1 339 1.8717E-07 2.8811E-09 0.0154 80 NBP_ 1 341 1.1682E-07 1.6816E-09 0.0144 ESTAGIO < 5 > COLUNA IO COMPONENTE FRACAO MOLAR K EQUILIBRIO FASE LIQUIDA FASE VAPOR 1 ÁGUA 0.0006 0.3714 647.4982 2 METANO 5.3650E-06 0.0100 1865.5205 3 ETANO 1.1695E-06 0.0008 681.3288 4 PROPANO 5.0571E-06 0.0019 367.5593 5 ISOBUTANO 7.3390E-06 0.0020 273.9697 6 N-BUTANO 1.0626E-05 0.0021 198.5327 7 ISOPENTANO 8.7895E-06 0.0012 132.4913 8 N-PENTANO 2.8419E-06 0.0003 112.1504 9 N-HEXANO 1.0354E-05 0.0006 62.3268 10 NBP_ 1 106 5.7337E-05 0.0016 27.7815 11 NBP_ 1 121 7.4232E-05 0.0015 20.6407 12 NBP_ 1 135 9.5496E-05 0.0015 15.3328 13 NBP_ 1 145 0.0001 0.0014 12.4622 14 NBP_ 1 152 0.0001 0.0014 10.5569 15 NBP_ 1 160 0.0004 0.0033 8.8002 16 NBP_ 1 168 0.0002 0.0013 7.3546 17 NBP_ 1 176 0.0009 0.0053 6.2318 18 NBP_ 1 185 0.0007 0.0034 4.9563 19 NBP_ 1 192 0.0008 0.0035 4.2924 20 NBP_ 1 197 0.0010 0.0037 3.7562 21 NBP_ 1 202 0.0012 0.0039 3.3084 22 NBP_ 1 207 0.0015 0.0043 2.9261 23 NBP_ 1 212 0.0018 0.0048 2.5946 24 NBP_ 1 217 0.0023 0.0053 2.3315 25 NBP_ 1 220 0.0028 0.0060 2.1304 26 NBP_ 1 224 0.0035 0.0069 1.9441 27 NBP_ 1 227 0.0045 0.0080 1.7705 28 NBP_ 1 231 0.0058 0.0093 1.6182 29 NBP_ 1 234 0.0073 0.0108 1.4886 30 NBP_ 1 237 0.0090 0.0125 1.3808 31 NBP_ 1 240 0.0111 0.0142 1.2823 32 NBP_ 1 243 0.0138 0.0163 1.1829 33 NBP_ 1 246 0.0172 0.0187 1.0867 34 NBP_ 1 249 0.0209 0.0209 1.0013 35 NBP_ 1 252 0.0246 0.0228 0.9268 36 NBP_ 1 255 0.0279 0.0241 0.8658 37 NBP_ 1 257 0.0307 0.0250 0.8147 38 NBP_ 1 259 0.0331 0.0254 0.7684 39 NBP_ 1 261 0.0351 0.0255 0.7267 40 NBP_ 1 263 0.0367 0.0253 0.6888 41 NBP_ 1 265 0.0379 0.0248 0.6540 42 NBP_ 1 267 0.0387 0.0241 0.6229 43 NBP_ 1 268 0.0392 0.0233 0.5952 44 NBP_ 1 270 0.0395 0.0225 0.5692 45 NBP_ 1 272 0.0394 0.0214 0.5431 46 NBP_ 1 274 0.0392 0.0202 0.5152 47 NBP_ 1 276 0.0387 0.0188 0.4862 48 NBP_ 1 278 0.0378 0.0174 0.4590 49 NBP_ 1 280 0.0364 0.0157 0.4316 50 NBP_ 1 282 0.0353 0.0144 0.4073 51 NBP_ 1 284 0.0338 0.0130 0.3838 52 NBP_ 1 286 0.0321 0.0116 0.3616 53 NBP_ 1 288 0.0303 0.0103 0.3407 54 NBP_ 1 290 0.0283 0.0090 0.3199 55 NBP_ 1 293 0.0262 0.0079 0.3010 56 NBP_ 1 295 0.0240 0.0068 0.2831 57 NBP_ 1 297 0.0217 0.0058 0.2663 58 NBP_ 1 299 0.0195 0.0049 0.2505 59 NBP_ 1 301 0.0173 0.0041 0.2358 60 NBP_ 1 303 0.0151 0.0034 0.2219 61 NBP_ 1 305 0.0130 0.0027 0.2085 62 NBP_ 1 307 0.0110 0.0021 0.1957

132
63 NBP_ 1 309 0.0092 0.0017 0.1841 64 NBP_ 1 311 0.0053 0.0009 0.1746 65 NBP_ 1 313 0.0049 0.0008 0.1665 66 NBP_ 1 314 0.0086 0.0014 0.1570 67 NBP_ 1 316 0.0048 0.0007 0.1511 68 NBP_ 1 318 0.0039 0.0006 0.1428 69 NBP_ 1 320 0.0030 0.0004 0.1342 70 NBP_ 1 322 0.0024 0.0003 0.1263 71 NBP_ 1 324 0.0018 0.0002 0.1189 72 NBP_ 1 326 0.0014 0.0002 0.1120 73 NBP_ 1 328 0.0011 0.0001 0.1056 74 NBP_ 1 330 0.0009 8.4945E-05 0.0996 75 NBP_ 1 331 0.0007 6.1357E-05 0.0939 76 NBP_ 1 333 0.0005 4.4238E-05 0.0886 77 NBP_ 1 335 0.0004 3.1730E-05 0.0835 78 NBP_ 1 337 0.0003 2.2569E-05 0.0787 79 NBP_ 1 339 0.0002 1.6002E-05 0.0741 80 NBP_ 1 341 0.0002 1.1309E-05 0.0698 81 NBP_ 1 343 0.0001 7.9119E-06 0.0657 82 NBP_ 1 345 8.8854E-05 5.4839E-06 0.0617 83 NBP_ 1 347 6.5481E-05 3.7991E-06 0.0580 84 NBP_ 1 349 4.8499E-05 2.6492E-06 0.0546 85 NBP_ 1 351 3.6181E-05 1.8641E-06 0.0515 86 NBP_ 1 352 2.6917E-05 1.3082E-06 0.0486 87 NBP_ 1 354 1.9906E-05 9.1197E-07 0.0458 88 NBP_ 1 356 1.4510E-05 6.2520E-07 0.0431 89 NBP_ 1 358 1.0502E-05 4.2527E-07 0.0405 90 NBP_ 1 360 7.5751E-06 2.8832E-07 0.0381 91 NBP_ 1 362 5.3589E-06 1.9114E-07 0.0357 92 NBP_ 1 364 3.7354E-06 1.2462E-07 0.0334 93 NBP_ 1 366 2.5235E-06 7.8366E-08 0.0311 94 NBP_ 1 368 1.7538E-06 5.1014E-08 0.0291 95 NBP_ 1 370 1.2230E-06 3.3372E-08 0.0273 96 NBP_ 1 372 8.5010E-07 2.1771E-08 0.0256 ESTAGIO < 6 > COLUNA IO COMPONENTE FRACAO MOLAR K EQUILIBRIO FASE LIQUIDA FASE VAPOR 1 ÁGUA 0.0007 0.3786 515.8547 2 METANO 5.3799E-06 0.0102 1895.9214 3 ETANO 1.1608E-06 0.0008 699.5541 4 PROPANO 4.9135E-06 0.0019 385.4907 5 ISOBUTANO 7.0683E-06 0.0020 289.8558 6 N-BUTANO 1.0159E-05 0.0021 211.5870 7 ISOPENTANO 8.3154E-06 0.0012 142.6581 8 N-PENTANO 2.6620E-06 0.0003 121.9512 9 N-HEXANO 9.4184E-06 0.0007 69.7355 10 NBP_ 1 106 5.0587E-05 0.0016 31.9694 11 NBP_ 1 121 6.4718E-05 0.0016 23.9913 12 NBP_ 1 135 8.2193E-05 0.0015 17.9959 13 NBP_ 1 145 9.7743E-05 0.0014 14.7237 14 NBP_ 1 152 0.0001 0.0014 12.5376 15 NBP_ 1 160 0.0003 0.0033 10.5100 16 NBP_ 1 168 0.0001 0.0013 8.8315 17 NBP_ 1 176 0.0007 0.0052 7.5204 18 NBP_ 1 185 0.0005 0.0032 6.0216 19 NBP_ 1 192 0.0006 0.0032 5.2368 20 NBP_ 1 197 0.0007 0.0032 4.6002 21 NBP_ 1 202 0.0008 0.0033 4.0665 22 NBP_ 1 207 0.0009 0.0034 3.6091 23 NBP_ 1 212 0.0011 0.0035 3.2110 24 NBP_ 1 217 0.0013 0.0037 2.8940 25 NBP_ 1 220 0.0015 0.0039 2.6509 26 NBP_ 1 224 0.0018 0.0043 2.4252 27 NBP_ 1 227 0.0021 0.0047 2.2143 28 NBP_ 1 231 0.0026 0.0053 2.0288 29 NBP_ 1 234 0.0032 0.0061 1.8704 30 NBP_ 1 237 0.0040 0.0069 1.7383 31 NBP_ 1 240 0.0049 0.0079 1.6177 32 NBP_ 1 243 0.0062 0.0092 1.4955 33 NBP_ 1 246 0.0079 0.0109 1.3769 34 NBP_ 1 249 0.0100 0.0127 1.2714 35 NBP_ 1 252 0.0123 0.0145 1.1793 36 NBP_ 1 255 0.0146 0.0161 1.1035 37 NBP_ 1 257 0.0168 0.0175 1.0401 38 NBP_ 1 259 0.0190 0.0187 0.9824
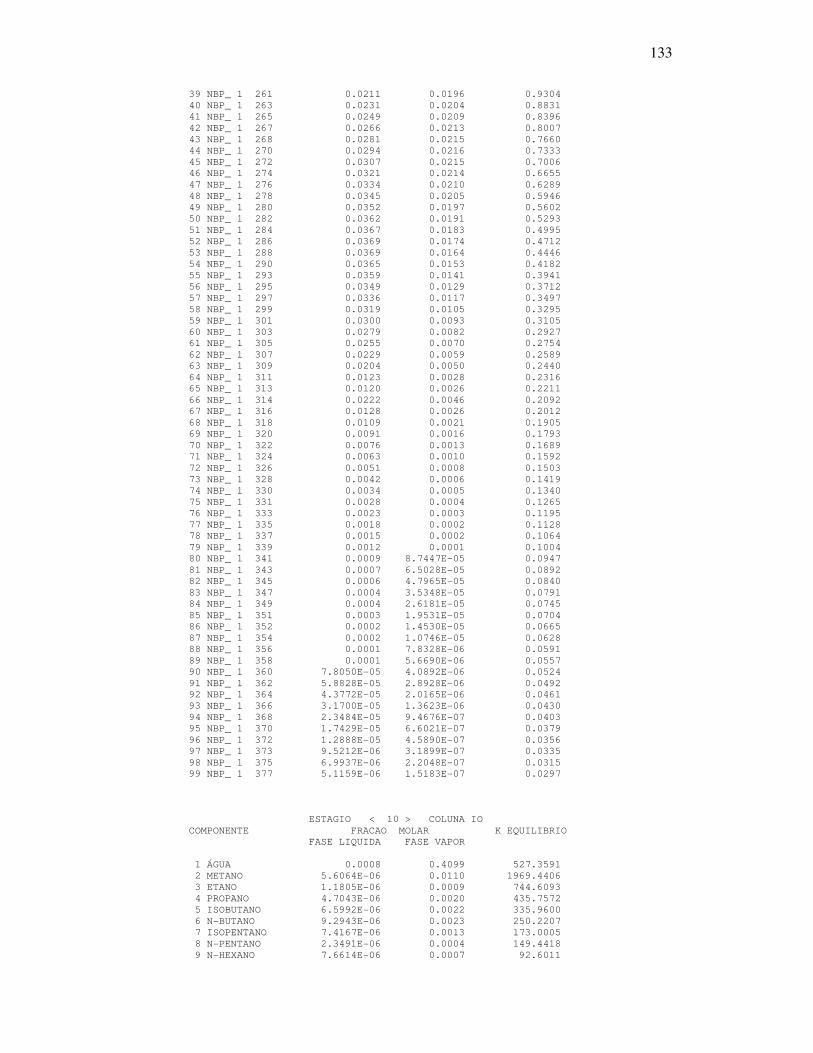
133
39 NBP_ 1 261 0.0211 0.0196 0.9304 40 NBP_ 1 263 0.0231 0.0204 0.8831 41 NBP_ 1 265 0.0249 0.0209 0.8396 42 NBP_ 1 267 0.0266 0.0213 0.8007 43 NBP_ 1 268 0.0281 0.0215 0.7660 44 NBP_ 1 270 0.0294 0.0216 0.7333 45 NBP_ 1 272 0.0307 0.0215 0.7006 46 NBP_ 1 274 0.0321 0.0214 0.6655 47 NBP_ 1 276 0.0334 0.0210 0.6289 48 NBP_ 1 278 0.0345 0.0205 0.5946 49 NBP_ 1 280 0.0352 0.0197 0.5602 50 NBP_ 1 282 0.0362 0.0191 0.5293 51 NBP_ 1 284 0.0367 0.0183 0.4995 52 NBP_ 1 286 0.0369 0.0174 0.4712 53 NBP_ 1 288 0.0369 0.0164 0.4446 54 NBP_ 1 290 0.0365 0.0153 0.4182 55 NBP_ 1 293 0.0359 0.0141 0.3941 56 NBP_ 1 295 0.0349 0.0129 0.3712 57 NBP_ 1 297 0.0336 0.0117 0.3497 58 NBP_ 1 299 0.0319 0.0105 0.3295 59 NBP_ 1 301 0.0300 0.0093 0.3105 60 NBP_ 1 303 0.0279 0.0082 0.2927 61 NBP_ 1 305 0.0255 0.0070 0.2754 62 NBP_ 1 307 0.0229 0.0059 0.2589 63 NBP_ 1 309 0.0204 0.0050 0.2440 64 NBP_ 1 311 0.0123 0.0028 0.2316 65 NBP_ 1 313 0.0120 0.0026 0.2211 66 NBP_ 1 314 0.0222 0.0046 0.2092 67 NBP_ 1 316 0.0128 0.0026 0.2012 68 NBP_ 1 318 0.0109 0.0021 0.1905 69 NBP_ 1 320 0.0091 0.0016 0.1793 70 NBP_ 1 322 0.0076 0.0013 0.1689 71 NBP_ 1 324 0.0063 0.0010 0.1592 72 NBP_ 1 326 0.0051 0.0008 0.1503 73 NBP_ 1 328 0.0042 0.0006 0.1419 74 NBP_ 1 330 0.0034 0.0005 0.1340 75 NBP_ 1 331 0.0028 0.0004 0.1265 76 NBP_ 1 333 0.0023 0.0003 0.1195 77 NBP_ 1 335 0.0018 0.0002 0.1128 78 NBP_ 1 337 0.0015 0.0002 0.1064 79 NBP_ 1 339 0.0012 0.0001 0.1004 80 NBP_ 1 341 0.0009 8.7447E-05 0.0947 81 NBP_ 1 343 0.0007 6.5028E-05 0.0892 82 NBP_ 1 345 0.0006 4.7965E-05 0.0840 83 NBP_ 1 347 0.0004 3.5348E-05 0.0791 84 NBP_ 1 349 0.0004 2.6181E-05 0.0745 85 NBP_ 1 351 0.0003 1.9531E-05 0.0704 86 NBP_ 1 352 0.0002 1.4530E-05 0.0665 87 NBP_ 1 354 0.0002 1.0746E-05 0.0628 88 NBP_ 1 356 0.0001 7.8328E-06 0.0591 89 NBP_ 1 358 0.0001 5.6690E-06 0.0557 90 NBP_ 1 360 7.8050E-05 4.0892E-06 0.0524 91 NBP_ 1 362 5.8828E-05 2.8928E-06 0.0492 92 NBP_ 1 364 4.3772E-05 2.0165E-06 0.0461 93 NBP_ 1 366 3.1700E-05 1.3623E-06 0.0430 94 NBP_ 1 368 2.3484E-05 9.4676E-07 0.0403 95 NBP_ 1 370 1.7429E-05 6.6021E-07 0.0379 96 NBP_ 1 372 1.2888E-05 4.5890E-07 0.0356 97 NBP_ 1 373 9.5212E-06 3.1899E-07 0.0335 98 NBP_ 1 375 6.9937E-06 2.2048E-07 0.0315 99 NBP_ 1 377 5.1159E-06 1.5183E-07 0.0297 ESTAGIO < 10 > COLUNA IO COMPONENTE FRACAO MOLAR K EQUILIBRIO FASE LIQUIDA FASE VAPOR 1 ÁGUA 0.0008 0.4099 527.3591 2 METANO 5.6064E-06 0.0110 1969.4406 3 ETANO 1.1805E-06 0.0009 744.6093 4 PROPANO 4.7043E-06 0.0020 435.7572 5 ISOBUTANO 6.5992E-06 0.0022 335.9600 6 N-BUTANO 9.2943E-06 0.0023 250.2207 7 ISOPENTANO 7.4167E-06 0.0013 173.0005 8 N-PENTANO 2.3491E-06 0.0004 149.4418 9 N-HEXANO 7.6614E-06 0.0007 92.6011

134
10 NBP_ 1 106 3.7557E-05 0.0017 46.3563 11 NBP_ 1 121 4.6586E-05 0.0017 35.7990 12 NBP_ 1 135 5.7363E-05 0.0016 27.6086 13 NBP_ 1 145 6.6743E-05 0.0015 23.0187 14 NBP_ 1 152 7.5497E-05 0.0015 19.8938 15 NBP_ 1 160 0.0002 0.0035 16.9456 16 NBP_ 1 168 9.2643E-05 0.0013 14.4621 17 NBP_ 1 176 0.0004 0.0054 12.4902 18 NBP_ 1 185 0.0003 0.0033 10.1950 19 NBP_ 1 192 0.0004 0.0033 8.9724 20 NBP_ 1 197 0.0004 0.0033 7.9681 21 NBP_ 1 202 0.0005 0.0033 7.1166 22 NBP_ 1 207 0.0005 0.0033 6.3788 23 NBP_ 1 212 0.0006 0.0033 5.7298 24 NBP_ 1 217 0.0006 0.0034 5.2081 25 NBP_ 1 220 0.0007 0.0034 4.8046 26 NBP_ 1 224 0.0008 0.0036 4.4269 27 NBP_ 1 227 0.0009 0.0037 4.0715 28 NBP_ 1 231 0.0010 0.0039 3.7564 29 NBP_ 1 234 0.0012 0.0042 3.4850 30 NBP_ 1 237 0.0014 0.0045 3.2569 31 NBP_ 1 240 0.0016 0.0049 3.0486 32 NBP_ 1 243 0.0019 0.0054 2.8355 33 NBP_ 1 246 0.0023 0.0061 2.6273 34 NBP_ 1 249 0.0028 0.0069 2.4408 35 NBP_ 1 252 0.0033 0.0076 2.2769 36 NBP_ 1 255 0.0039 0.0083 2.1414 37 NBP_ 1 257 0.0044 0.0089 2.0273 38 NBP_ 1 259 0.0049 0.0095 1.9231 39 NBP_ 1 261 0.0055 0.0100 1.8288 40 NBP_ 1 263 0.0060 0.0104 1.7425 41 NBP_ 1 265 0.0065 0.0108 1.6630 42 NBP_ 1 267 0.0070 0.0111 1.5916 43 NBP_ 1 268 0.0074 0.0113 1.5276 44 NBP_ 1 270 0.0079 0.0115 1.4672 45 NBP_ 1 272 0.0083 0.0117 1.4069 46 NBP_ 1 274 0.0088 0.0118 1.3411 47 NBP_ 1 276 0.0094 0.0120 1.2726 48 NBP_ 1 278 0.0100 0.0121 1.2082 49 NBP_ 1 280 0.0105 0.0120 1.1445 50 NBP_ 1 282 0.0112 0.0121 1.0849 51 NBP_ 1 284 0.0118 0.0122 1.0281 52 NBP_ 1 286 0.0125 0.0122 0.9741 53 NBP_ 1 288 0.0131 0.0121 0.9230 54 NBP_ 1 290 0.0139 0.0121 0.8720 55 NBP_ 1 293 0.0146 0.0121 0.8254 56 NBP_ 1 295 0.0154 0.0120 0.7807 57 NBP_ 1 297 0.0161 0.0119 0.7387 58 NBP_ 1 299 0.0168 0.0118 0.6990 59 NBP_ 1 301 0.0175 0.0116 0.6616 60 NBP_ 1 303 0.0182 0.0114 0.6262 61 NBP_ 1 305 0.0189 0.0112 0.5919 62 NBP_ 1 307 0.0194 0.0109 0.5588 63 NBP_ 1 309 0.0199 0.0105 0.5288 64 NBP_ 1 311 0.0137 0.0069 0.5039 65 NBP_ 1 313 0.0150 0.0072 0.4826 66 NBP_ 1 314 0.0321 0.0148 0.4602 67 NBP_ 1 316 0.0208 0.0092 0.4423 68 NBP_ 1 318 0.0209 0.0088 0.4203 69 NBP_ 1 320 0.0209 0.0083 0.3973 70 NBP_ 1 322 0.0209 0.0078 0.3759 71 NBP_ 1 324 0.0208 0.0074 0.3559 72 NBP_ 1 326 0.0206 0.0069 0.3372 73 NBP_ 1 328 0.0204 0.0065 0.3197 74 NBP_ 1 330 0.0202 0.0061 0.3031 75 NBP_ 1 331 0.0200 0.0057 0.2873 76 NBP_ 1 333 0.0197 0.0054 0.2724 77 NBP_ 1 335 0.0194 0.0050 0.2583 78 NBP_ 1 337 0.0191 0.0047 0.2447 79 NBP_ 1 339 0.0187 0.0043 0.2317 80 NBP_ 1 341 0.0184 0.0040 0.2195 81 NBP_ 1 343 0.0180 0.0037 0.2077 82 NBP_ 1 345 0.0176 0.0035 0.1962 83 NBP_ 1 347 0.0172 0.0032 0.1855 84 NBP_ 1 349 0.0168 0.0029 0.1756 85 NBP_ 1 351 0.0164 0.0027 0.1665 86 NBP_ 1 352 0.0159 0.0025 0.1579
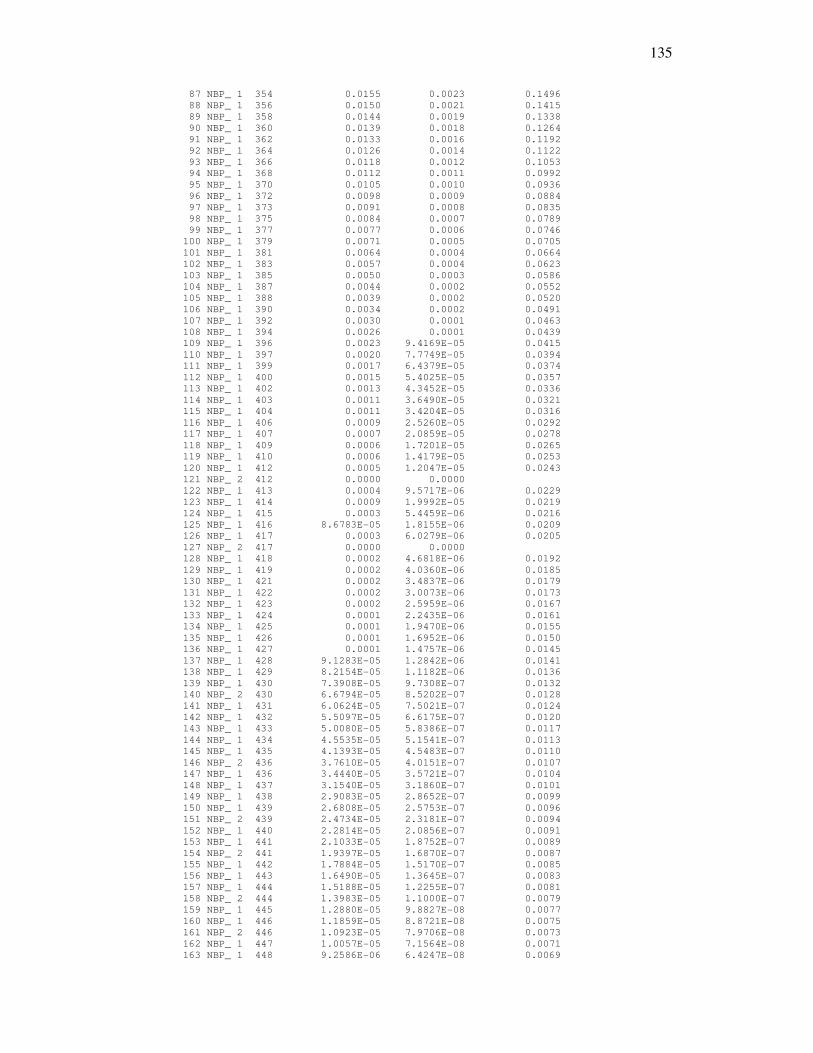
135
87 NBP_ 1 354 0.0155 0.0023 0.1496 88 NBP_ 1 356 0.0150 0.0021 0.1415 89 NBP_ 1 358 0.0144 0.0019 0.1338 90 NBP_ 1 360 0.0139 0.0018 0.1264 91 NBP_ 1 362 0.0133 0.0016 0.1192 92 NBP_ 1 364 0.0126 0.0014 0.1122 93 NBP_ 1 366 0.0118 0.0012 0.1053 94 NBP_ 1 368 0.0112 0.0011 0.0992 95 NBP_ 1 370 0.0105 0.0010 0.0936 96 NBP_ 1 372 0.0098 0.0009 0.0884 97 NBP_ 1 373 0.0091 0.0008 0.0835 98 NBP_ 1 375 0.0084 0.0007 0.0789 99 NBP_ 1 377 0.0077 0.0006 0.0746 100 NBP_ 1 379 0.0071 0.0005 0.0705 101 NBP_ 1 381 0.0064 0.0004 0.0664 102 NBP_ 1 383 0.0057 0.0004 0.0623 103 NBP_ 1 385 0.0050 0.0003 0.0586 104 NBP_ 1 387 0.0044 0.0002 0.0552 105 NBP_ 1 388 0.0039 0.0002 0.0520 106 NBP_ 1 390 0.0034 0.0002 0.0491 107 NBP_ 1 392 0.0030 0.0001 0.0463 108 NBP_ 1 394 0.0026 0.0001 0.0439 109 NBP_ 1 396 0.0023 9.4169E-05 0.0415 110 NBP_ 1 397 0.0020 7.7749E-05 0.0394 111 NBP_ 1 399 0.0017 6.4379E-05 0.0374 112 NBP_ 1 400 0.0015 5.4025E-05 0.0357 113 NBP_ 1 402 0.0013 4.3452E-05 0.0336 114 NBP_ 1 403 0.0011 3.6490E-05 0.0321 115 NBP_ 1 404 0.0011 3.4204E-05 0.0316 116 NBP_ 1 406 0.0009 2.5260E-05 0.0292 117 NBP_ 1 407 0.0007 2.0859E-05 0.0278 118 NBP_ 1 409 0.0006 1.7201E-05 0.0265 119 NBP_ 1 410 0.0006 1.4179E-05 0.0253 120 NBP_ 1 412 0.0005 1.2047E-05 0.0243 121 NBP_ 2 412 0.0000 0.0000 122 NBP_ 1 413 0.0004 9.5717E-06 0.0229 123 NBP_ 1 414 0.0009 1.9992E-05 0.0219 124 NBP_ 1 415 0.0003 5.4459E-06 0.0216 125 NBP_ 1 416 8.6783E-05 1.8155E-06 0.0209 126 NBP_ 1 417 0.0003 6.0279E-06 0.0205 127 NBP_ 2 417 0.0000 0.0000 128 NBP_ 1 418 0.0002 4.6818E-06 0.0192 129 NBP_ 1 419 0.0002 4.0360E-06 0.0185 130 NBP_ 1 421 0.0002 3.4837E-06 0.0179 131 NBP_ 1 422 0.0002 3.0073E-06 0.0173 132 NBP_ 1 423 0.0002 2.5959E-06 0.0167 133 NBP_ 1 424 0.0001 2.2435E-06 0.0161 134 NBP_ 1 425 0.0001 1.9470E-06 0.0155 135 NBP_ 1 426 0.0001 1.6952E-06 0.0150 136 NBP_ 1 427 0.0001 1.4757E-06 0.0145 137 NBP_ 1 428 9.1283E-05 1.2842E-06 0.0141 138 NBP_ 1 429 8.2154E-05 1.1182E-06 0.0136 139 NBP_ 1 430 7.3908E-05 9.7308E-07 0.0132 140 NBP_ 2 430 6.6794E-05 8.5202E-07 0.0128 141 NBP_ 1 431 6.0624E-05 7.5021E-07 0.0124 142 NBP_ 1 432 5.5097E-05 6.6175E-07 0.0120 143 NBP_ 1 433 5.0080E-05 5.8386E-07 0.0117 144 NBP_ 1 434 4.5535E-05 5.1541E-07 0.0113 145 NBP_ 1 435 4.1393E-05 4.5483E-07 0.0110 146 NBP_ 2 436 3.7610E-05 4.0151E-07 0.0107 147 NBP_ 1 436 3.4440E-05 3.5721E-07 0.0104 148 NBP_ 1 437 3.1540E-05 3.1860E-07 0.0101 149 NBP_ 1 438 2.9083E-05 2.8652E-07 0.0099 150 NBP_ 1 439 2.6808E-05 2.5753E-07 0.0096 151 NBP_ 2 439 2.4734E-05 2.3181E-07 0.0094 152 NBP_ 1 440 2.2814E-05 2.0856E-07 0.0091 153 NBP_ 1 441 2.1033E-05 1.8752E-07 0.0089 154 NBP_ 2 441 1.9397E-05 1.6870E-07 0.0087 155 NBP_ 1 442 1.7884E-05 1.5170E-07 0.0085 156 NBP_ 1 443 1.6490E-05 1.3645E-07 0.0083 157 NBP_ 1 444 1.5188E-05 1.2255E-07 0.0081 158 NBP_ 2 444 1.3983E-05 1.1000E-07 0.0079 159 NBP_ 1 445 1.2880E-05 9.8827E-08 0.0077 160 NBP_ 1 446 1.1859E-05 8.8721E-08 0.0075 161 NBP_ 2 446 1.0923E-05 7.9706E-08 0.0073 162 NBP_ 1 447 1.0057E-05 7.1564E-08 0.0071 163 NBP_ 1 448 9.2586E-06 6.4247E-08 0.0069
136
164 NBP_ 1 449 8.5278E-06 5.7722E-08 0.0068 165 NBP_ 2 449 7.8071E-06 5.1443E-08 0.0066 166 NBP_ 1 450 7.0764E-06 4.5261E-08 0.0064 167 NBP_ 1 451 6.3849E-06 3.9590E-08 0.0062 168 NBP_ 1 452 5.7460E-06 3.4508E-08 0.0060 169 NBP_ 1 453 5.2036E-06 3.0339E-08 0.0058 170 NBP_ 1 454 4.6941E-06 2.6535E-08 0.0057 171 NBP_ 2 454 4.2336E-06 2.3202E-08 0.0055 172 NBP_ 1 455 3.8139E-06 2.0259E-08 0.0053 173 NBP_ 1 456 3.3910E-06 1.7387E-08 0.0051 174 NBP_ 1 457 2.9948E-06 1.4798E-08 0.0049 175 NBP_ 1 458 2.6426E-06 1.2580E-08 0.0048 176 NBP_ 1 459 2.3316E-06 1.0694E-08 0.0046 177 NBP_ 1 460 2.0574E-06 9.0937E-09 0.0044 178 NBP_ 1 461 1.8141E-06 7.7251E-09 0.0043 179 NBP_ 1 462 1.5980E-06 6.5550E-09 0.0041 180 NBP_ 1 463 1.4071E-06 5.5600E-09 0.0040 181 NBP_ 1 464 1.2378E-06 4.7102E-09 0.0038 182 NBP_ 1 465 1.0886E-06 3.9892E-09 0.0037 183 NBP_ 1 466 9.5697E-07 3.3771E-09 0.0035 184 NBP_ 1 467 8.4152E-07 2.8606E-09 0.0034 ESTAGIO < 11 > COLUNA IO COMPONENTE FRACAO MOLAR K EQUILIBRIO FASE LIQUIDA FASE VAPOR 1 ÁGUA 0.0008 0.4242 535.8974 2 METANO 6.0109E-06 0.0120 1991.8478 3 ETANO 1.2536E-06 0.0010 760.2467 4 PROPANO 4.8490E-06 0.0022 458.2958 5 ISOBUTANO 6.7241E-06 0.0024 357.4037 6 N-BUTANO 9.3674E-06 0.0025 269.0691 7 ISOPENTANO 7.3836E-06 0.0014 188.2806 8 N-PENTANO 2.3276E-06 0.0004 163.3917 9 N-HEXANO 7.3794E-06 0.0008 104.0770 10 NBP_ 1 106 3.4333E-05 0.0019 54.7915 11 NBP_ 1 121 4.1938E-05 0.0018 42.9189 12 NBP_ 1 135 5.0857E-05 0.0017 33.5586 13 NBP_ 1 145 5.8544E-05 0.0017 28.2426 14 NBP_ 1 152 6.5655E-05 0.0016 24.5888 15 NBP_ 1 160 0.0002 0.0037 21.1119 16 NBP_ 1 168 7.9040E-05 0.0014 18.1571 17 NBP_ 1 176 0.0004 0.0058 15.7917 18 NBP_ 1 185 0.0003 0.0035 13.0132 19 NBP_ 1 192 0.0003 0.0035 11.5205 20 NBP_ 1 197 0.0003 0.0035 10.2866 21 NBP_ 1 202 0.0004 0.0034 9.2343 22 NBP_ 1 207 0.0004 0.0034 8.3176 23 NBP_ 1 212 0.0005 0.0035 7.5069 24 NBP_ 1 217 0.0005 0.0035 6.8520 25 NBP_ 1 220 0.0006 0.0036 6.3435 26 NBP_ 1 224 0.0006 0.0037 5.8656 27 NBP_ 1 227 0.0007 0.0039 5.4141 28 NBP_ 1 231 0.0008 0.0041 5.0124 29 NBP_ 1 234 0.0009 0.0043 4.6649 30 NBP_ 1 237 0.0011 0.0047 4.3718 31 NBP_ 1 240 0.0012 0.0050 4.1039 32 NBP_ 1 243 0.0015 0.0056 3.8285 33 NBP_ 1 246 0.0017 0.0062 3.5586 34 NBP_ 1 249 0.0021 0.0069 3.3160 35 NBP_ 1 252 0.0025 0.0076 3.1022 36 NBP_ 1 255 0.0028 0.0083 2.9249 37 NBP_ 1 257 0.0032 0.0089 2.7752 38 NBP_ 1 259 0.0036 0.0094 2.6381 39 NBP_ 1 261 0.0039 0.0098 2.5140 40 NBP_ 1 263 0.0042 0.0102 2.4000 41 NBP_ 1 265 0.0046 0.0104 2.2947 42 NBP_ 1 267 0.0048 0.0107 2.2001 43 NBP_ 1 268 0.0051 0.0108 2.1151 44 NBP_ 1 270 0.0054 0.0109 2.0347 45 NBP_ 1 272 0.0056 0.0109 1.9545 46 NBP_ 1 274 0.0059 0.0110 1.8665 47 NBP_ 1 276 0.0062 0.0110 1.7749 48 NBP_ 1 278 0.0064 0.0109 1.6885 49 NBP_ 1 280 0.0067 0.0107 1.6035 50 NBP_ 1 282 0.0070 0.0106 1.5226 51 NBP_ 1 284 0.0072 0.0104 1.4460 52 NBP_ 1 286 0.0074 0.0102 1.3730

137
53 NBP_ 1 288 0.0077 0.0100 1.3036 54 NBP_ 1 290 0.0079 0.0097 1.2343 55 NBP_ 1 293 0.0081 0.0095 1.1708 56 NBP_ 1 295 0.0083 0.0092 1.1098 57 NBP_ 1 297 0.0084 0.0089 1.0525 58 NBP_ 1 299 0.0086 0.0086 0.9980 59 NBP_ 1 301 0.0088 0.0083 0.9465 60 NBP_ 1 303 0.0089 0.0080 0.8978 61 NBP_ 1 305 0.0091 0.0077 0.8504 62 NBP_ 1 307 0.0092 0.0074 0.8046 63 NBP_ 1 309 0.0094 0.0072 0.7631 64 NBP_ 1 311 0.0065 0.0047 0.7284 65 NBP_ 1 313 0.0071 0.0050 0.6988 66 NBP_ 1 314 0.0153 0.0103 0.6687 67 NBP_ 1 316 0.0101 0.0065 0.6426 68 NBP_ 1 318 0.0103 0.0063 0.6118 69 NBP_ 1 320 0.0106 0.0061 0.5796 70 NBP_ 1 322 0.0109 0.0060 0.5495 71 NBP_ 1 324 0.0113 0.0059 0.5213 72 NBP_ 1 326 0.0116 0.0058 0.4950 73 NBP_ 1 328 0.0120 0.0056 0.4702 74 NBP_ 1 330 0.0124 0.0055 0.4466 75 NBP_ 1 331 0.0128 0.0054 0.4242 76 NBP_ 1 333 0.0132 0.0053 0.4031 77 NBP_ 1 335 0.0137 0.0052 0.3829 78 NBP_ 1 337 0.0142 0.0051 0.3634 79 NBP_ 1 339 0.0146 0.0051 0.3449 80 NBP_ 1 341 0.0151 0.0050 0.3274 81 NBP_ 1 343 0.0156 0.0048 0.3103 82 NBP_ 1 345 0.0161 0.0047 0.2939 83 NBP_ 1 347 0.0166 0.0046 0.2784 84 NBP_ 1 349 0.0171 0.0045 0.2641 85 NBP_ 1 351 0.0176 0.0044 0.2509 86 NBP_ 1 352 0.0180 0.0043 0.2383 87 NBP_ 1 354 0.0184 0.0042 0.2263 88 NBP_ 1 356 0.0188 0.0040 0.2145 89 NBP_ 1 358 0.0192 0.0039 0.2032 90 NBP_ 1 360 0.0195 0.0038 0.1924 91 NBP_ 1 362 0.0197 0.0036 0.1818 92 NBP_ 1 364 0.0199 0.0034 0.1715 93 NBP_ 1 366 0.0199 0.0032 0.1614 94 NBP_ 1 368 0.0199 0.0030 0.1524 95 NBP_ 1 370 0.0197 0.0028 0.1441 96 NBP_ 1 372 0.0195 0.0027 0.1364 97 NBP_ 1 373 0.0192 0.0025 0.1291 98 NBP_ 1 375 0.0187 0.0023 0.1223 99 NBP_ 1 377 0.0182 0.0021 0.1158 100 NBP_ 1 379 0.0175 0.0019 0.1097 101 NBP_ 1 381 0.0167 0.0017 0.1035 102 NBP_ 1 383 0.0158 0.0015 0.0975 103 NBP_ 1 385 0.0149 0.0014 0.0919 104 NBP_ 1 387 0.0140 0.0012 0.0867 105 NBP_ 1 388 0.0130 0.0011 0.0819 106 NBP_ 1 390 0.0120 0.0009 0.0774 107 NBP_ 1 392 0.0111 0.0008 0.0733 108 NBP_ 1 394 0.0102 0.0007 0.0695 109 NBP_ 1 396 0.0094 0.0006 0.0659 110 NBP_ 1 397 0.0086 0.0005 0.0626 111 NBP_ 1 399 0.0079 0.0005 0.0596 112 NBP_ 1 400 0.0073 0.0004 0.0569 113 NBP_ 1 402 0.0066 0.0004 0.0538 114 NBP_ 1 403 0.0060 0.0003 0.0515 115 NBP_ 1 404 0.0059 0.0003 0.0505 116 NBP_ 1 406 0.0050 0.0002 0.0470 117 NBP_ 1 407 0.0046 0.0002 0.0448 118 NBP_ 1 409 0.0041 0.0002 0.0428 119 NBP_ 1 410 0.0038 0.0002 0.0408 120 NBP_ 1 412 0.0035 0.0001 0.0393 121 NBP_ 2 412 0.0000 0.0000 122 NBP_ 1 413 0.0031 0.0001 0.0371 123 NBP_ 1 414 0.0070 0.0002 0.0356 124 NBP_ 1 415 0.0020 6.8872E-05 0.0351 125 NBP_ 1 416 0.0007 2.3722E-05 0.0341 126 NBP_ 1 417 0.0024 8.0537E-05 0.0333 127 NBP_ 2 417 0.0000 0.0000 128 NBP_ 1 418 0.0021 6.6593E-05 0.0314 129 NBP_ 1 419 0.0020 5.9521E-05 0.0303
138
130 NBP_ 1 421 0.0018 5.3248E-05 0.0293 131 NBP_ 1 422 0.0017 4.7635E-05 0.0283 132 NBP_ 1 423 0.0016 4.2609E-05 0.0273 133 NBP_ 1 424 0.0014 3.8146E-05 0.0264 134 NBP_ 1 425 0.0013 3.4256E-05 0.0256 135 NBP_ 1 426 0.0012 3.0836E-05 0.0247 136 NBP_ 1 427 0.0012 2.7752E-05 0.0240 137 NBP_ 1 428 0.0011 2.4971E-05 0.0232 138 NBP_ 1 429 0.0010 2.2475E-05 0.0225 139 NBP_ 1 430 0.0009 2.0220E-05 0.0218 140 NBP_ 2 430 0.0009 1.8274E-05 0.0211 141 NBP_ 1 431 0.0008 1.6587E-05 0.0205 142 NBP_ 1 432 0.0008 1.5075E-05 0.0199 143 NBP_ 1 433 0.0007 1.3703E-05 0.0194 144 NBP_ 1 434 0.0007 1.2460E-05 0.0188 145 NBP_ 1 435 0.0006 1.1327E-05 0.0183 146 NBP_ 2 436 0.0006 1.0292E-05 0.0178 147 NBP_ 1 436 0.0005 9.4252E-06 0.0173 148 NBP_ 1 437 0.0005 8.6316E-06 0.0168 149 NBP_ 1 438 0.0005 7.9595E-06 0.0164 150 NBP_ 1 439 0.0005 7.3370E-06 0.0160 151 NBP_ 2 439 0.0004 6.7697E-06 0.0157 152 NBP_ 1 440 0.0004 6.2442E-06 0.0153 153 NBP_ 1 441 0.0004 5.7568E-06 0.0149 154 NBP_ 2 441 0.0004 5.3093E-06 0.0146 155 NBP_ 1 442 0.0003 4.8952E-06 0.0142 156 NBP_ 1 443 0.0003 4.5138E-06 0.0139 157 NBP_ 1 444 0.0003 4.1574E-06 0.0136 158 NBP_ 2 444 0.0003 3.8276E-06 0.0132 159 NBP_ 1 445 0.0003 3.5259E-06 0.0129 160 NBP_ 1 446 0.0003 3.2463E-06 0.0126 161 NBP_ 2 446 0.0002 2.9902E-06 0.0123 162 NBP_ 1 447 0.0002 2.7532E-06 0.0120 163 NBP_ 1 448 0.0002 2.5347E-06 0.0117 164 NBP_ 1 449 0.0002 2.3347E-06 0.0114 165 NBP_ 2 449 0.0002 2.1374E-06 0.0111 166 NBP_ 1 450 0.0002 1.9374E-06 0.0108 167 NBP_ 1 451 0.0002 1.7481E-06 0.0105 168 NBP_ 1 452 0.0002 1.5732E-06 0.0102 169 NBP_ 1 453 0.0001 1.4248E-06 0.0099 170 NBP_ 1 454 0.0001 1.2853E-06 0.0096 171 NBP_ 2 454 0.0001 1.1592E-06 0.0093 172 NBP_ 1 455 0.0001 1.0443E-06 0.0091 173 NBP_ 1 456 0.0001 9.2852E-07 0.0087 174 NBP_ 1 457 9.7143E-05 8.2007E-07 0.0084 175 NBP_ 1 458 8.8865E-05 7.2364E-07 0.0081 176 NBP_ 1 459 8.1278E-05 6.3848E-07 0.0079 177 NBP_ 1 460 7.4336E-05 5.6341E-07 0.0076 178 NBP_ 1 461 6.7949E-05 4.9679E-07 0.0073 179 NBP_ 1 462 6.2062E-05 4.3763E-07 0.0071 180 NBP_ 1 463 5.6660E-05 3.8535E-07 0.0068 181 NBP_ 1 464 5.1693E-05 3.3899E-07 0.0066 182 NBP_ 1 465 4.7148E-05 2.9813E-07 0.0063 183 NBP_ 1 466 4.2986E-05 2.6209E-07 0.0061 184 NBP_ 1 467 3.9194E-05 2.3047E-07 0.0059 185 NBP_ 1 468 3.5700E-05 2.0238E-07 0.0057 186 NBP_ 1 469 3.2496E-05 1.7758E-07 0.0055 187 NBP_ 1 470 2.9563E-05 1.5571E-07 0.0053 188 NBP_ 1 472 2.6887E-05 1.3650E-07 0.0051 189 NBP_ 1 473 2.4450E-05 1.1966E-07 0.0049 190 NBP_ 1 474 2.2221E-05 1.0482E-07 0.0047 191 NBP_ 1 475 2.0158E-05 9.1588E-08 0.0045 192 NBP_ 1 476 1.8256E-05 7.9860E-08 0.0044 193 NBP_ 1 477 1.6512E-05 6.9517E-08 0.0042 194 NBP_ 1 478 1.4927E-05 6.0477E-08 0.0041 195 NBP_ 1 479 1.3490E-05 5.2601E-08 0.0039 196 NBP_ 1 480 1.2245E-05 4.6055E-08 0.0038 197 NBP_ 1 481 1.1037E-05 3.9931E-08 0.0036 198 NBP_ 1 482 9.8026E-06 3.3920E-08 0.0035 199 NBP_ 1 483 8.6674E-06 2.8647E-08 0.0033 200 NBP_ 1 485 7.6585E-06 2.4176E-08 0.0032 201 NBP_ 1 486 6.7623E-06 2.0387E-08 0.0030 202 NBP_ 1 487 5.9689E-06 1.7186E-08 0.0029 203 NBP_ 1 488 5.2709E-06 1.4501E-08 0.0028 204 NBP_ 1 490 4.6537E-06 1.2235E-08 0.0026 205 NBP_ 1 491 4.1034E-06 1.0306E-08 0.0025 206 NBP_ 1 492 3.6153E-06 8.6730E-09 0.0024

139
207 NBP_ 1 493 3.1813E-06 7.2880E-09 0.0023 208 NBP_ 1 495 2.7884E-06 6.0917E-09 0.0022 209 NBP_ 1 496 2.4412E-06 5.0854E-09 0.0021 210 NBP_ 1 497 2.1353E-06 4.2413E-09 0.0020 211 NBP_ 1 498 1.8665E-06 3.5346E-09 0.0019 ESTAGIO < 12 > COLUNA IO COMPONENTE FRACAO MOLAR K EQUILIBRIO FASE LIQUIDA FASE VAPOR 1 ÁGUA 0.0008 0.4424 545.7567 2 METANO 6.2238E-06 0.0125 2006.4886 3 ETANO 1.2884E-06 0.0010 771.4826 4 PROPANO 4.8507E-06 0.0023 477.8128 5 ISOBUTANO 6.6575E-06 0.0025 376.4699 6 N-BUTANO 9.1829E-06 0.0026 286.2437 7 ISOPENTANO 7.1597E-06 0.0014 202.4805 8 N-PENTANO 2.2473E-06 0.0004 176.4628 9 N-HEXANO 7.0269E-06 0.0008 113.9483 10 NBP_ 1 106 3.0998E-05 0.0020 63.2319 11 NBP_ 1 121 3.7360E-05 0.0019 50.1805 12 NBP_ 1 135 4.4715E-05 0.0018 39.7354 13 NBP_ 1 145 5.1012E-05 0.0017 33.7294 14 NBP_ 1 152 5.6800E-05 0.0017 29.5646 15 NBP_ 1 160 0.0002 0.0039 25.5695 16 NBP_ 1 168 6.7327E-05 0.0015 22.1468 17 NBP_ 1 176 0.0003 0.0060 19.3858 18 NBP_ 1 185 0.0002 0.0036 16.1151 19 NBP_ 1 192 0.0003 0.0036 14.3439 20 NBP_ 1 197 0.0003 0.0036 12.8713 21 NBP_ 1 202 0.0003 0.0036 11.6088 22 NBP_ 1 207 0.0003 0.0036 10.5033 23 NBP_ 1 212 0.0004 0.0036 9.5211 24 NBP_ 1 217 0.0004 0.0036 8.7239 25 NBP_ 1 220 0.0005 0.0037 8.1025 26 NBP_ 1 224 0.0005 0.0038 7.5165 27 NBP_ 1 227 0.0006 0.0040 6.9609 28 NBP_ 1 231 0.0006 0.0042 6.4647 29 NBP_ 1 234 0.0007 0.0044 6.0339 30 NBP_ 1 237 0.0008 0.0048 5.6693 31 NBP_ 1 240 0.0010 0.0051 5.3357 32 NBP_ 1 243 0.0011 0.0056 4.9915 33 NBP_ 1 246 0.0014 0.0063 4.6530 34 NBP_ 1 249 0.0016 0.0070 4.3480 35 NBP_ 1 252 0.0019 0.0077 4.0782 36 NBP_ 1 255 0.0022 0.0083 3.8539 37 NBP_ 1 257 0.0024 0.0089 3.6641 38 NBP_ 1 259 0.0027 0.0094 3.4900 39 NBP_ 1 261 0.0029 0.0098 3.3319 40 NBP_ 1 263 0.0032 0.0101 3.1865 41 NBP_ 1 265 0.0034 0.0104 3.0519 42 NBP_ 1 267 0.0036 0.0105 2.9309 43 NBP_ 1 268 0.0038 0.0106 2.8218 44 NBP_ 1 270 0.0039 0.0107 2.7187 45 NBP_ 1 272 0.0041 0.0107 2.6155 46 NBP_ 1 274 0.0043 0.0107 2.5020 47 NBP_ 1 276 0.0044 0.0106 2.3837 48 NBP_ 1 278 0.0046 0.0105 2.2720 49 NBP_ 1 280 0.0047 0.0102 2.1626 50 NBP_ 1 282 0.0049 0.0100 2.0568 51 NBP_ 1 284 0.0050 0.0098 1.9570 52 NBP_ 1 286 0.0051 0.0094 1.8618 53 NBP_ 1 288 0.0051 0.0091 1.7712 54 NBP_ 1 290 0.0052 0.0087 1.6804 55 NBP_ 1 293 0.0052 0.0084 1.5971 56 NBP_ 1 295 0.0052 0.0080 1.5169 57 NBP_ 1 297 0.0052 0.0075 1.4413 58 NBP_ 1 299 0.0052 0.0071 1.3694 59 NBP_ 1 301 0.0052 0.0067 1.3012 60 NBP_ 1 303 0.0051 0.0063 1.2366 61 NBP_ 1 305 0.0050 0.0059 1.1736 62 NBP_ 1 307 0.0050 0.0056 1.1127 63 NBP_ 1 309 0.0049 0.0052 1.0572 64 NBP_ 1 311 0.0033 0.0034 1.0109 65 NBP_ 1 313 0.0036 0.0035 0.9713 66 NBP_ 1 314 0.0076 0.0071 0.9321

140
67 NBP_ 1 316 0.0049 0.0044 0.8960 68 NBP_ 1 318 0.0050 0.0043 0.8546 69 NBP_ 1 320 0.0051 0.0041 0.8112 70 NBP_ 1 322 0.0052 0.0040 0.7704 71 NBP_ 1 324 0.0054 0.0040 0.7323 72 NBP_ 1 326 0.0056 0.0039 0.6966 73 NBP_ 1 328 0.0059 0.0039 0.6629 74 NBP_ 1 330 0.0061 0.0039 0.6308 75 NBP_ 1 331 0.0064 0.0039 0.6003 76 NBP_ 1 333 0.0068 0.0039 0.5714 77 NBP_ 1 335 0.0071 0.0039 0.5437 78 NBP_ 1 337 0.0075 0.0039 0.5171 79 NBP_ 1 339 0.0080 0.0039 0.4916 80 NBP_ 1 341 0.0084 0.0039 0.4675 81 NBP_ 1 343 0.0089 0.0040 0.4440 82 NBP_ 1 345 0.0095 0.0040 0.4212 83 NBP_ 1 347 0.0100 0.0040 0.3998 84 NBP_ 1 349 0.0106 0.0040 0.3799 85 NBP_ 1 351 0.0112 0.0041 0.3615 86 NBP_ 1 352 0.0118 0.0041 0.3441 87 NBP_ 1 354 0.0125 0.0041 0.3273 88 NBP_ 1 356 0.0131 0.0041 0.3108 89 NBP_ 1 358 0.0138 0.0041 0.2949 90 NBP_ 1 360 0.0145 0.0041 0.2799 91 NBP_ 1 362 0.0152 0.0040 0.2649 92 NBP_ 1 364 0.0159 0.0040 0.2504 93 NBP_ 1 366 0.0165 0.0039 0.2362 94 NBP_ 1 368 0.0171 0.0038 0.2236 95 NBP_ 1 370 0.0177 0.0037 0.2119 96 NBP_ 1 372 0.0181 0.0036 0.2008 97 NBP_ 1 373 0.0185 0.0035 0.1905 98 NBP_ 1 375 0.0188 0.0034 0.1808 99 NBP_ 1 377 0.0190 0.0033 0.1716 100 NBP_ 1 379 0.0190 0.0031 0.1628 101 NBP_ 1 381 0.0189 0.0029 0.1540 102 NBP_ 1 383 0.0187 0.0027 0.1453 103 NBP_ 1 385 0.0184 0.0025 0.1372 104 NBP_ 1 387 0.0180 0.0023 0.1298 105 NBP_ 1 388 0.0175 0.0022 0.1229 106 NBP_ 1 390 0.0170 0.0020 0.1163 107 NBP_ 1 392 0.0164 0.0018 0.1103 108 NBP_ 1 394 0.0157 0.0016 0.1048 109 NBP_ 1 396 0.0150 0.0015 0.0995 110 NBP_ 1 397 0.0144 0.0014 0.0947 111 NBP_ 1 399 0.0137 0.0012 0.0903 112 NBP_ 1 400 0.0131 0.0011 0.0864 113 NBP_ 1 402 0.0124 0.0010 0.0819 114 NBP_ 1 403 0.0118 0.0009 0.0784 115 NBP_ 1 404 0.0117 0.0009 0.0768 116 NBP_ 1 406 0.0106 0.0008 0.0718 117 NBP_ 1 407 0.0101 0.0007 0.0686 118 NBP_ 1 409 0.0095 0.0006 0.0656 119 NBP_ 1 410 0.0090 0.0006 0.0627 120 NBP_ 1 412 0.0085 0.0005 0.0604 121 NBP_ 2 412 0.0000 0.0000 122 NBP_ 1 413 0.0080 0.0005 0.0572 123 NBP_ 1 414 0.0188 0.0010 0.0551 124 NBP_ 1 415 0.0053 0.0003 0.0542 125 NBP_ 1 416 0.0019 0.0001 0.0527 126 NBP_ 1 417 0.0069 0.0004 0.0515 127 NBP_ 2 417 0.0000 0.0000 128 NBP_ 1 418 0.0064 0.0003 0.0486 129 NBP_ 1 419 0.0061 0.0003 0.0470 130 NBP_ 1 421 0.0058 0.0003 0.0454 131 NBP_ 1 422 0.0055 0.0002 0.0440 132 NBP_ 1 423 0.0053 0.0002 0.0425 133 NBP_ 1 424 0.0051 0.0002 0.0411 134 NBP_ 1 425 0.0048 0.0002 0.0399 135 NBP_ 1 426 0.0046 0.0002 0.0386 136 NBP_ 1 427 0.0044 0.0002 0.0375 137 NBP_ 1 428 0.0042 0.0002 0.0363 138 NBP_ 1 429 0.0040 0.0001 0.0352 139 NBP_ 1 430 0.0039 0.0001 0.0341 140 NBP_ 2 430 0.0037 0.0001 0.0331 141 NBP_ 1 431 0.0036 0.0001 0.0322 142 NBP_ 1 432 0.0034 0.0001 0.0313 143 NBP_ 1 433 0.0033 9.9908E-05 0.0305
141
144 NBP_ 1 434 0.0032 9.3332E-05 0.0296 145 NBP_ 1 435 0.0030 8.7183E-05 0.0288 146 NBP_ 2 436 0.0029 8.1347E-05 0.0280 147 NBP_ 1 436 0.0028 7.6496E-05 0.0273 148 NBP_ 1 437 0.0027 7.1778E-05 0.0266 149 NBP_ 1 438 0.0026 6.7733E-05 0.0260 150 NBP_ 1 439 0.0025 6.3900E-05 0.0254 151 NBP_ 2 439 0.0024 6.0323E-05 0.0248 152 NBP_ 1 440 0.0023 5.6934E-05 0.0243 153 NBP_ 1 441 0.0023 5.3719E-05 0.0237 154 NBP_ 2 441 0.0022 5.0695E-05 0.0231 155 NBP_ 1 442 0.0021 4.7833E-05 0.0226 156 NBP_ 1 443 0.0020 4.5134E-05 0.0221 157 NBP_ 1 444 0.0020 4.2554E-05 0.0216 158 NBP_ 2 444 0.0019 4.0110E-05 0.0211 159 NBP_ 1 445 0.0018 3.7819E-05 0.0206 160 NBP_ 1 446 0.0018 3.5647E-05 0.0201 161 NBP_ 2 446 0.0017 3.3608E-05 0.0196 162 NBP_ 1 447 0.0017 3.1678E-05 0.0192 163 NBP_ 1 448 0.0016 2.9857E-05 0.0187 164 NBP_ 1 449 0.0015 2.8148E-05 0.0183 165 NBP_ 2 449 0.0015 2.6423E-05 0.0179 166 NBP_ 1 450 0.0014 2.4625E-05 0.0174 167 NBP_ 1 451 0.0014 2.2875E-05 0.0169 168 NBP_ 1 452 0.0013 2.1211E-05 0.0164 169 NBP_ 1 453 0.0012 1.9753E-05 0.0159 170 NBP_ 1 454 0.0012 1.8345E-05 0.0155 171 NBP_ 2 454 0.0011 1.7034E-05 0.0150 172 NBP_ 1 455 0.0011 1.5803E-05 0.0146 173 NBP_ 1 456 0.0010 1.4524E-05 0.0141 174 NBP_ 1 457 0.0010 1.3283E-05 0.0136 175 NBP_ 1 458 0.0009 1.2141E-05 0.0132 176 NBP_ 1 459 0.0009 1.1095E-05 0.0127 177 NBP_ 1 460 0.0008 1.0139E-05 0.0123 178 NBP_ 1 461 0.0008 9.2606E-06 0.0119 179 NBP_ 1 462 0.0007 8.4519E-06 0.0115 180 NBP_ 1 463 0.0007 7.7106E-06 0.0111 181 NBP_ 1 464 0.0007 7.0296E-06 0.0107 182 NBP_ 1 465 0.0006 6.4071E-06 0.0103 183 NBP_ 1 466 0.0006 5.8377E-06 0.0100 184 NBP_ 1 467 0.0006 5.3194E-06 0.0096 185 NBP_ 1 468 0.0005 4.8421E-06 0.0093 186 NBP_ 1 469 0.0005 4.4049E-06 0.0090 187 NBP_ 1 470 0.0005 4.0050E-06 0.0086 188 NBP_ 1 472 0.0004 3.6404E-06 0.0083 189 NBP_ 1 473 0.0004 3.3087E-06 0.0080 190 NBP_ 1 474 0.0004 3.0055E-06 0.0078 191 NBP_ 1 475 0.0004 2.7251E-06 0.0075 192 NBP_ 1 476 0.0003 2.4667E-06 0.0072 193 NBP_ 1 477 0.0003 2.2300E-06 0.0070 194 NBP_ 1 478 0.0003 2.0150E-06 0.0067 195 NBP_ 1 479 0.0003 1.8202E-06 0.0065 196 NBP_ 1 480 0.0003 1.6515E-06 0.0062 197 NBP_ 1 481 0.0002 1.4880E-06 0.0060 198 NBP_ 1 482 0.0002 1.3209E-06 0.0057 199 NBP_ 1 483 0.0002 1.1674E-06 0.0055 200 NBP_ 1 485 0.0002 1.0311E-06 0.0053 201 NBP_ 1 486 0.0002 9.1005E-07 0.0050 202 NBP_ 1 487 0.0002 8.0295E-07 0.0048 203 NBP_ 1 488 0.0002 7.0878E-07 0.0046 204 NBP_ 1 490 0.0001 6.2556E-07 0.0044 205 NBP_ 1 491 0.0001 5.5139E-07 0.0042 206 NBP_ 1 492 0.0001 4.8565E-07 0.0040 207 NBP_ 1 493 0.0001 4.2720E-07 0.0039 208 NBP_ 1 495 0.0001 3.7433E-07 0.0037 209 NBP_ 1 496 9.3220E-05 3.2761E-07 0.0035 210 NBP_ 1 497 8.5373E-05 2.8649E-07 0.0034 211 NBP_ 1 498 7.8135E-05 2.5034E-07 0.0032 212 NBP_ 1 500 7.1408E-05 2.1836E-07 0.0031 213 NBP_ 1 501 6.5005E-05 1.8935E-07 0.0029 214 NBP_ 1 502 5.9068E-05 1.6381E-07 0.0028 215 NBP_ 1 504 5.3608E-05 1.4149E-07 0.0026 216 NBP_ 1 505 4.8612E-05 1.2210E-07 0.0025 217 NBP_ 1 506 4.4006E-05 1.0513E-07 0.0024 218 NBP_ 1 508 3.9724E-05 9.0156E-08 0.0023 219 NBP_ 1 509 3.5817E-05 7.7227E-08 0.0022 220 NBP_ 1 510 3.2258E-05 6.6053E-08 0.0020

142
221 NBP_ 1 512 2.9035E-05 5.6472E-08 0.0019 222 NBP_ 1 513 2.6109E-05 4.8222E-08 0.0018 223 NBP_ 1 515 2.3471E-05 4.1178E-08 0.0018 224 NBP_ 1 516 2.1075E-05 3.5109E-08 0.0017 225 NBP_ 1 517 1.8912E-05 2.9920E-08 0.0016 226 NBP_ 1 519 1.6959E-05 2.5482E-08 0.0015 227 NBP_ 1 520 1.5205E-05 2.1701E-08 0.0014 228 NBP_ 1 521 1.3621E-05 1.8462E-08 0.0014 229 NBP_ 1 523 1.2190E-05 1.5688E-08 0.0013 230 NBP_ 1 524 1.0903E-05 1.3328E-08 0.0012 231 NBP_ 1 525 9.7506E-06 1.1322E-08 0.0012 232 NBP_ 1 527 8.7206E-06 9.6224E-09 0.0011 233 NBP_ 1 528 7.7917E-06 8.1670E-09 0.0010 234 NBP_ 1 529 6.9587E-06 6.9305E-09 0.0010 235 NBP_ 1 531 6.2091E-06 5.8751E-09 0.0009 236 NBP_ 1 532 5.5414E-06 4.9824E-09 0.0009 237 NBP_ 1 533 4.9512E-06 4.2344E-09 0.0009 238 NBP_ 1 535 4.4206E-06 3.5956E-09 0.0008 239 NBP_ 1 536 3.9387E-06 3.0441E-09 0.0008 240 NBP_ 1 537 3.5133E-06 2.5828E-09 0.0007 241 NBP_ 1 539 3.3914E-06 2.4901E-09 0.0007 242 NBP_ 1 540 2.8447E-06 1.9057E-09 0.0007 243 NBP_ 1 541 2.5744E-06 1.6519E-09 0.0006 244 NBP_ 1 542 2.3272E-06 1.4296E-09 0.0006 245 NBP_ 1 543 2.1034E-06 1.2374E-09 0.0006 246 NBP_ 1 544 1.8927E-06 1.0642E-09 0.0006 247 NBP_ 1 545 1.6898E-06 9.0535E-10 0.0005 248 NBP_ 1 547 1.5017E-06 7.6543E-10 0.0005 249 NBP_ 1 548 1.3327E-06 6.4587E-10 0.0005 250 NBP_ 1 549 1.1818E-06 5.4450E-10 0.0005 251 NBP_ 1 551 1.0485E-06 4.5945E-10 0.0004 252 NBP_ 1 552 9.3158E-07 3.8858E-10 0.0004 253 NBP_ 1 553 8.2808E-07 3.2891E-10 0.0004 254 NBP_ 1 554 7.3550E-07 2.7814E-10 0.0004 255 NBP_ 1 556 6.5276E-07 2.3499E-10 0.0004 256 NBP_ 1 557 5.7950E-07 1.9865E-10 0.0003 257 NBP_ 1 558 5.1524E-07 1.6832E-10 0.0003 258 NBP_ 1 559 4.5827E-07 1.4271E-10 0.0003 259 NBP_ 1 561 4.0734E-07 1.2091E-10 0.0003 260 NBP_ 1 562 3.6181E-07 1.0236E-10 0.0003 261 NBP_ 1 563 3.2128E-07 0.0000 0.0003 262 NBP_ 1 564 2.8545E-07 0.0000 0.0003 263 NBP_ 1 565 2.5354E-07 0.0000 0.0002
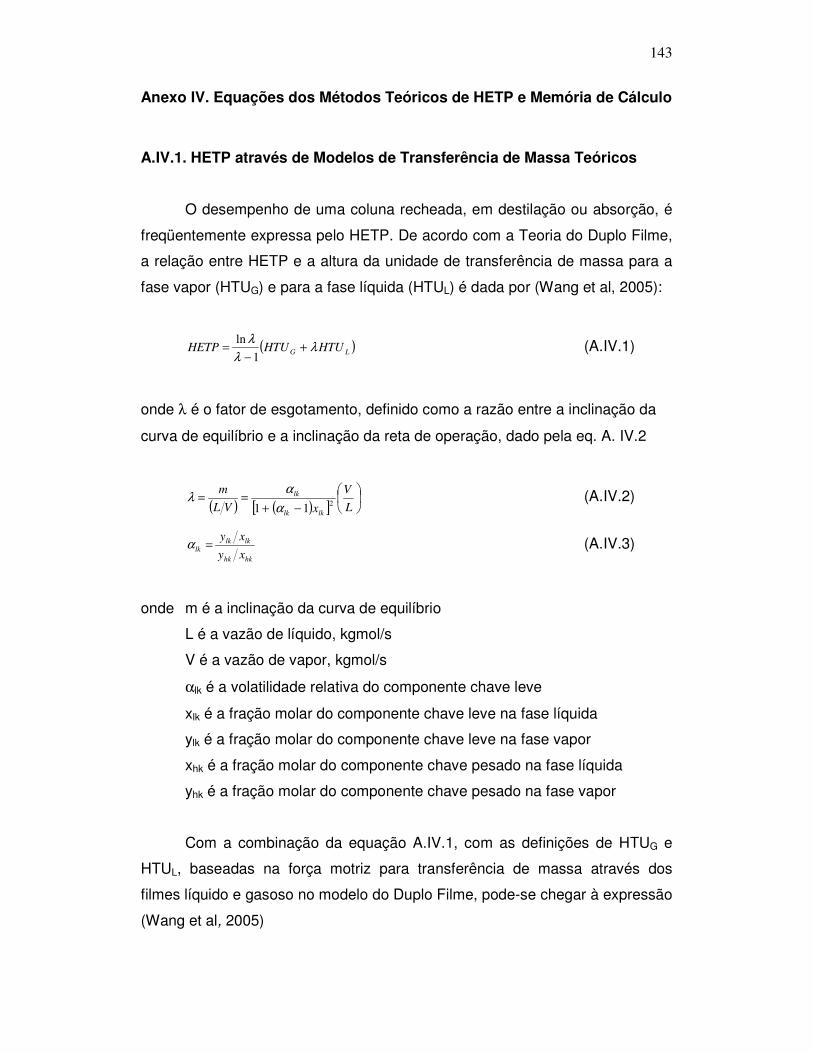
143
Anexo IV. Equações dos Métodos Teóricos de HETP e Memória de Cálculo
A.IV.1. HETP através de Modelos de Transferência de Massa Teóricos
O desempenho de uma coluna recheada, em destilação ou absorção, é
freqüentemente expressa pelo HETP. De acordo com a Teoria do Duplo Filme,
a relação entre HETP e a altura da unidade de transferência de massa para a
fase vapor (HTUG) e para a fase líquida (HTUL) é dada por (Wang et al, 2005):
( )LG HTUHTUHETP λλ
λ+
−=
1
ln (A.IV.1)
onde λ é o fator de esgotamento, definido como a razão entre a inclinação da
curva de equilíbrio e a inclinação da reta de operação, dado pela eq. A. IV.2
( ) ( )[ ]
−+==
L
V
xVL
m
lklk
lk
211 α
αλ (A.IV.2)
hkhk
lklklk
xy
xy=α (A.IV.3)
onde m é a inclinação da curva de equilíbrio
L é a vazão de líquido, kgmol/s
V é a vazão de vapor, kgmol/s
αlk é a volatilidade relativa do componente chave leve
xlk é a fração molar do componente chave leve na fase líquida
ylk é a fração molar do componente chave leve na fase vapor
xhk é a fração molar do componente chave pesado na fase líquida
yhk é a fração molar do componente chave pesado na fase vapor
Com a combinação da equação A.IV.1, com as definições de HTUG e
HTUL, baseadas na força motriz para transferência de massa através dos
filmes líquido e gasoso no modelo do Duplo Filme, pode-se chegar à expressão
(Wang et al, 2005)

144
+
−=
eL
Ls
eG
Gs
ak
u
ak
uHETP λ
λ
λ
1
ln (A.IV.4)
em que uGs e uLs são as velocidades superficiais da fase líquida e vapor,
respectivamente, em m/s, definidas por
2
4
cG
GGs
d
Mu
πρ= (A.IV.5)
2
4
cL
LLs
d
Mu
πρ= (A.IV.6)
em que, MG é a vazão mássica da fase vapor, kg/s
ML é a vazão mássica da fase líquida, kg/s
dc é o diâmetro da coluna, m
ρl é a massa específica da fase líquida, kg/m3
ρv é a massa específica da fase vapor, kg/m3
e kG e kL são os coeficientes de transferência de massa das fases vapor e
líquida, respectivamente, e ae é a área interfacial efetiva provida pelo recheio à
transferência de massa.
Desse modo, a precisão do modelo dado pela Equação A.IV.4 é
dependente por sua vez, da acurácia das correlações utilizadas na predição
dos coeficientes de transferência de massa das fases vapor e líquido e da área
interfacial efetiva. No presente estudo, foram escolhidos os modelos de Bravo,
Rocha & Fair (1993, 1996) e Olujić et al. (2004) que propõem correlações para
o cálculo desses três parâmetros.
A.IV.1.1. Modelo de Rocha, Bravo & Fair (1993, 1996)
Dando continuidade ao trabalho de Bravo, Rocha & Fair (1985), Rocha,
Bravo & Fair (1993, 1996) fizeram algumas modificações no modelo,
estendendo-o para o estudo de recheios do tipo Mellapak (placa metálica).
Entre as principais modificações, pode-se mencionar o holdup de líquido, cuja
estimativa correta, segundo os autores, permite o desenvolvimento de modelos
para cálculo de eficiência de recheios estruturados mais rigorosos.
Diferentemente do primeiro modelo [Bravo, Rocha e Fair (1985)], Rocha, Bravo
145
& Fair (1993, 1996) classificam seu modelo como de segunda geração, em que
a eficiência do recheio não pode ser estimada sem a determinação de alguns
parâmetros inerentes à hidráulica do recheio.
Com relação à transferência de massa na fase vapor, a correlação para
parede molhada é mantida com ajustes no diâmetro hidráulico, que agora
passa a ser o lado da corrugação, na constante e nos expoentes dos números
adimensionais da correlação. Assim, os números de Sherwood, Reynolds e
Schmidt combinados tomam a seguinte forma
( )
33,08,0
054,0
+=
gg
g
g
gLeGe
g
g
D
SUU
D
Sk
ρ
µ
µ
ρ (A.IV.7)
onde kg – coeficiente de transferência de massa da fase vapor, m/s
S – lado da corrugação, m
Dg – difusividade da fase vapor, m2/s
ρg – massa específica da fase vapor, kg/m3
µg – viscosidade da fase vapor, kg/m.s
e as velocidades efetivas das fases vapor (UGe) e líquido (ULe), em m/s, são
definidas como
( ) θε sin1 L
GsGe
h
UU
−= (A.IV.8)
θε sinL
LsLe
h
UU = (A.IV.9)
onde UGs – velocidade superficial da fase vapor, m/s
ULs – velocidade superficial da fase líquida, m/s
ε – porosidade do recheio
θ – ângulo de corrugação, º
hL – holdup de líquido
A correlação para predição do holdup de líquido se baseia na adaptação
das correlações de Shi & Mersmann (1985) [apud Rocha et al (1996)], para
estimativa da área interfacial efetiva, podendo ser escrita por
146
( )
3132
sin
34
=
effL
LsLtL
g
U
S
Fh
εθρ
µ (A.IV.10)
onde hL – holdup de líquido
Ft – fator de correção do holdup total de líquido
S – lado da corrugação, m
µL – viscosidade da fase líquida, kg/m.s
ULs – velocidade superficial da fase líquida, m/s
ρL – massa específica da fase líquida, kg/m3
θ – ângulo de corrugação, º
ε – porosidade do recheio
geff – gravidade efetiva, m/s2
O termo Ft na Equação A.IV.10 é um fator de correção que leva em
conta a superfície do recheio que não é molhada quando o holdup de líquido
ocorre no leito recheado. Já a gravidade efetiva representa a força agindo no
líquido quando se move de modo descendente através do recheio. O fluxo de
líquido sobre a ação dessa gravidade pode ser comparado ao fluxo em colunas
de paredes molhadas, conforme a Figura A.IV.1. Todos esses parâmetros são
definidos pelas expressões:
( )( )( ) 3,06,02,0
359,015,0
sincos93,01Re12,29
θγε −=
Ls
Lst
SFrWeF (A.IV.11)
( )
∆∆
∆∆−
−=
floodL
GL
effZP
ZPgg 1
ρ
ρρ (A.IV.12)
onde S – lado da corrugação, m
ε – porosidade do recheio
θ – ângulo de corrugação, º
ρL – massa específica da fase líquida, kg/m3
ρG – massa específica da fase vapor, kg/m3
ZP ∆∆ – perda de carga operacional no leito recheado, Pa

147
( )flood
ZP ∆∆ – perda de carga quando há inundação no leito recheado, Pa
Figura A.IV.1. Fluxo do filme líquido na superfície do elemento de um recheio
estruturado [Rocha, Bravo & Fair (1993)].
Adicionalmente os números adimensionais de Reynolds (Re), Weber
(We) e Froude (Fr) para a fase líquida são definidos por
L
LLs
Ls
SU
µ
ρ=Re (A.IV.13)
σ
ρ 2
LsL
Ls
USWe = (A.IV.14)
gS
UFr
Ls
Ls
2
= (A.IV.15)
onde ULs – velocidade superficial da fase líquida, m/s
S – lado da corrugação, m
ρL – massa específica da fase líquida, kg/m3
µL – viscosidade da fase líquida, kg/m.s
σ - tensão superficial do líquido, N/m
assim como, o ângulo de contato entre o filme líquido e a superfície sólida do
recheio ( γ ,º), é definido, no nosso caso, para líquido com tensão superficial
abaixo de 0,055 N/m, por
9,0cos =γ (A.IV.16)
148
Rocha, Bravo & Fair (1993, 1996) também mantiveram o Modelo da
Penetração para avaliar a transferência de massa na fase líquida, mas
reconhecendo que, para alguns sistemas, o tempo de exposição não é
simplesmente função da velocidade efetiva do líquido e do comprimento da
corrugação, como no modelo de Bravo, Rocha e Fair (1985). Pesquisas na
Universidade do Texas indicaram que para casos em que a resistência na fase
líquida é significativa, a teoria da penetração pode ser utilizada desde que seja
modificada com relação ao tempo de exposição:
LeE
eUC
St = (A.IV.17)
onde te – tempo de exposição, s
S – lado da corrugação, m
ULe – velocidade efetiva da fase líquida no leito recheado, m/s
e CE é o fator de correção, menor que a unidade, que leva em conta as partes
do leito recheado em que não há renovação rápida da superfície (bolsões
estagnantes). Experimentos com o sistema oxigênio-ar-água (Murrieta, 1991)
[apud Rocha et al.(1996)] mostraram que, para vários recheios estruturados, CE
~ 0,9, valor utilizado no Modelo de Rocha, Bravo & Fair (1993, 1996). Desse
modo, o coeficiente de transferência de massa para fase líquida pode ser
estimado pela relação:
21
2
=
S
UCDk
LeEL
Lπ
(A.IV.18)
onde kL – coeficiente de transferência de massa para fase líquida, m/s
DL – difusividade da fase líquida, m2/s
O Modelo de Rocha, Bravo & Fair (1993, 1996) baseia-se na relação de
Shi & Mersmann (1985) [apud Rocha et al (1996)] para avaliar a área
superficial efetiva válida para recheios do tipo placa metálica.
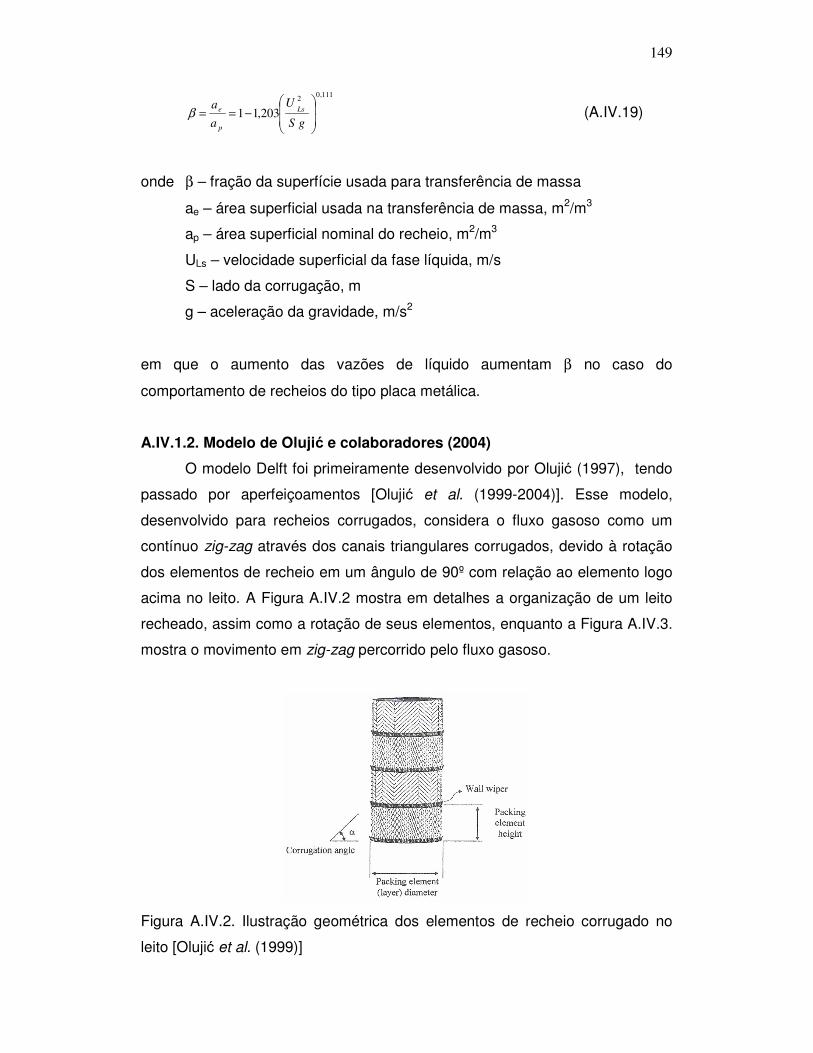
149
111,0
2
203,11
−==
gS
U
a
a Ls
p
eβ (A.IV.19)
onde β – fração da superfície usada para transferência de massa
ae – área superficial usada na transferência de massa, m2/m3
ap – área superficial nominal do recheio, m2/m3
ULs – velocidade superficial da fase líquida, m/s
S – lado da corrugação, m
g – aceleração da gravidade, m/s2
em que o aumento das vazões de líquido aumentam β no caso do
comportamento de recheios do tipo placa metálica.
A.IV.1.2. Modelo de Olujić e colaboradores (2004)
O modelo Delft foi primeiramente desenvolvido por Olujić (1997), tendo
passado por aperfeiçoamentos [Olujić et al. (1999-2004)]. Esse modelo,
desenvolvido para recheios corrugados, considera o fluxo gasoso como um
contínuo zig-zag através dos canais triangulares corrugados, devido à rotação
dos elementos de recheio em um ângulo de 90º com relação ao elemento logo
acima no leito. A Figura A.IV.2 mostra em detalhes a organização de um leito
recheado, assim como a rotação de seus elementos, enquanto a Figura A.IV.3.
mostra o movimento em zig-zag percorrido pelo fluxo gasoso.
Figura A.IV.2. Ilustração geométrica dos elementos de recheio corrugado no
leito [Olujić et al. (1999)]
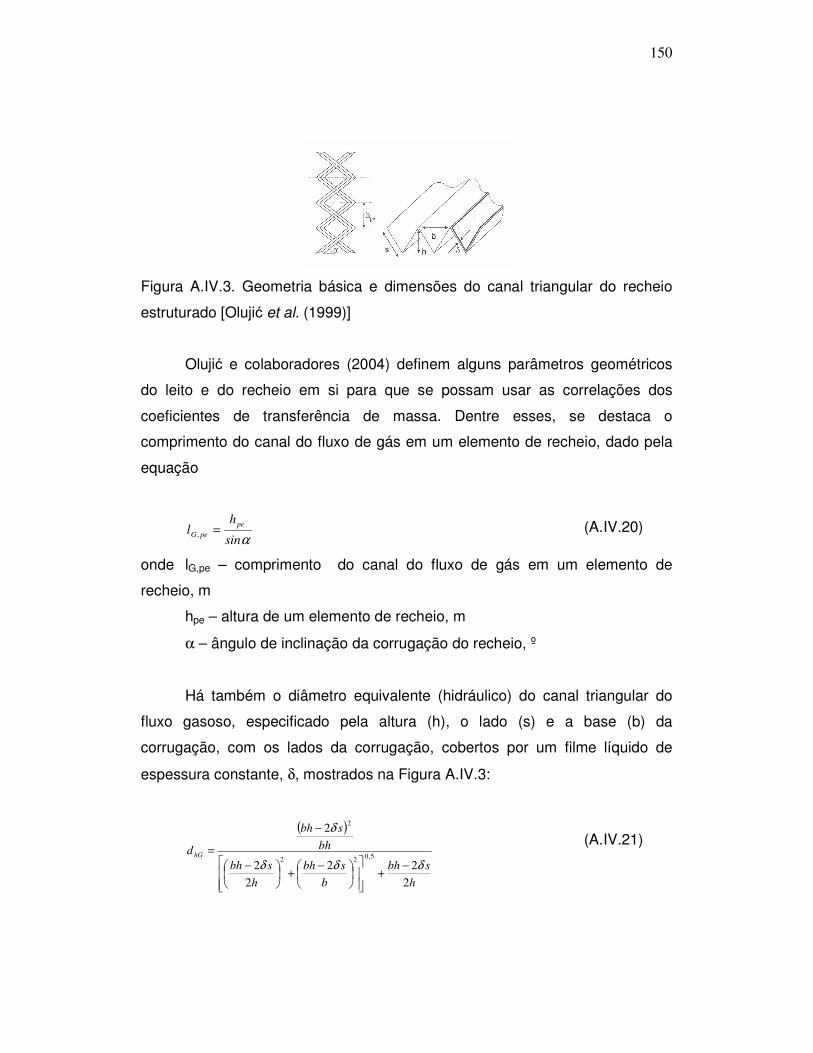
150
Figura A.IV.3. Geometria básica e dimensões do canal triangular do recheio
estruturado [Olujić et al. (1999)]
Olujić e colaboradores (2004) definem alguns parâmetros geométricos
do leito e do recheio em si para que se possam usar as correlações dos
coeficientes de transferência de massa. Dentre esses, se destaca o
comprimento do canal do fluxo de gás em um elemento de recheio, dado pela
equação
αsin
hl
pe
peG =, (A.IV.20)
onde lG,pe – comprimento do canal do fluxo de gás em um elemento de
recheio, m
hpe – altura de um elemento de recheio, m
α – ângulo de inclinação da corrugação do recheio, º
Há também o diâmetro equivalente (hidráulico) do canal triangular do
fluxo gasoso, especificado pela altura (h), o lado (s) e a base (b) da
corrugação, com os lados da corrugação, cobertos por um filme líquido de
espessura constante, δ, mostrados na Figura A.IV.3:
( )
h
sbh
b
sbh
h
sbh
bh
sbh
d hG
2
22
2
2
2
5,022
2
δδδ
δ
−+
−+
−
−
= (A.IV.21)

151
onde dhG – diâmetro equivalente (hidráulico) do canal triangular do fluxo
gasoso, m
Os autores definem outro parâmetro que é a fração em forma de V da
seção transversal do canal triangular de fluxo gasoso ocupado pelo filme
líquido (ϕ), expresso pela equação
sb
s
2
2
+=ϕ (A.IV.22)
onde b – base da corrugação, m
s – lado da corrugação, m
As velocidades efetivas das fases líquida e vapor, usadas no modelo são
definidas como
( ) αε sinh
uu
L
Gs
Ge−
= (A.IV.23)
LL
Ls
Lesinh
uu
αε= (A.IV.24)
onde uGe – velocidade efetiva da fase vapor, m/s
uLe – velocidade efetiva da fase líquida, m/s
uGs – velocidade superficial da fase vapor, m/s
uLs – velocidade superficial da fase líquida, m/s
ε – porosidade do recheio
hL – holdup de líquido
α – ângulo de inclinação da corrugação, º
αL – ângulo da linha de descida mais acentuada em que o líquido flui no
recheio, º
A correlação de Spekuljak & Billet (1987) [apud Brunazzi e Paglianti
(1997)] será usada para calcular αL:

152
( )
( )
−
−=
h
bsin
L
2arctancos90
90cosarctan
α
αα
(A.IV.25)
O holdup de líquido é estimado pelo produto entre a área nominal
superficial do recheio e a espessura do filme líquido:
pL ah ⋅= δ (A.IV.26)
onde δ – espessura do filme líquido, m
ap – área nominal superficial do recheio, m2/m3
Olujić e colaboradores (1999) afirmam, baseados em evidências
experimentais, que o holdup de líquido não é afetado significativamente pela
vazão de gás na região de pré-carga, o que implica que a espessura do filme
líquido pode ser determinada através de correlações desenvolvidas para filmes
líquidos na ausência de fluxo de gás, em contracorrente. Assumindo ser
laminar o fluxo do filme líquido sobre a superfície recheada, a espessura do
filme pode ser estimada pela correlação de Nusselt para filmes descendentes
adaptadas para paredes inclinadas, podendo ser assim expressa
=
LpL
LsL
sinag
u
αρ
µδ
3 (A.IV.27)
onde δ – espessura do filme líquido, m
µL – viscosidade da fase líquida, kg/m.s
uLs – velocidade superficial da fase líquida, m/s
ρL – massa específica da fase líquida, kg/m3
g – aceleração da gravidade, m/s2
ap – área nominal superficial do recheio, m2/m3
αL – ângulo da linha de descida mais acentuada em que o líquido flui no
recheio, º
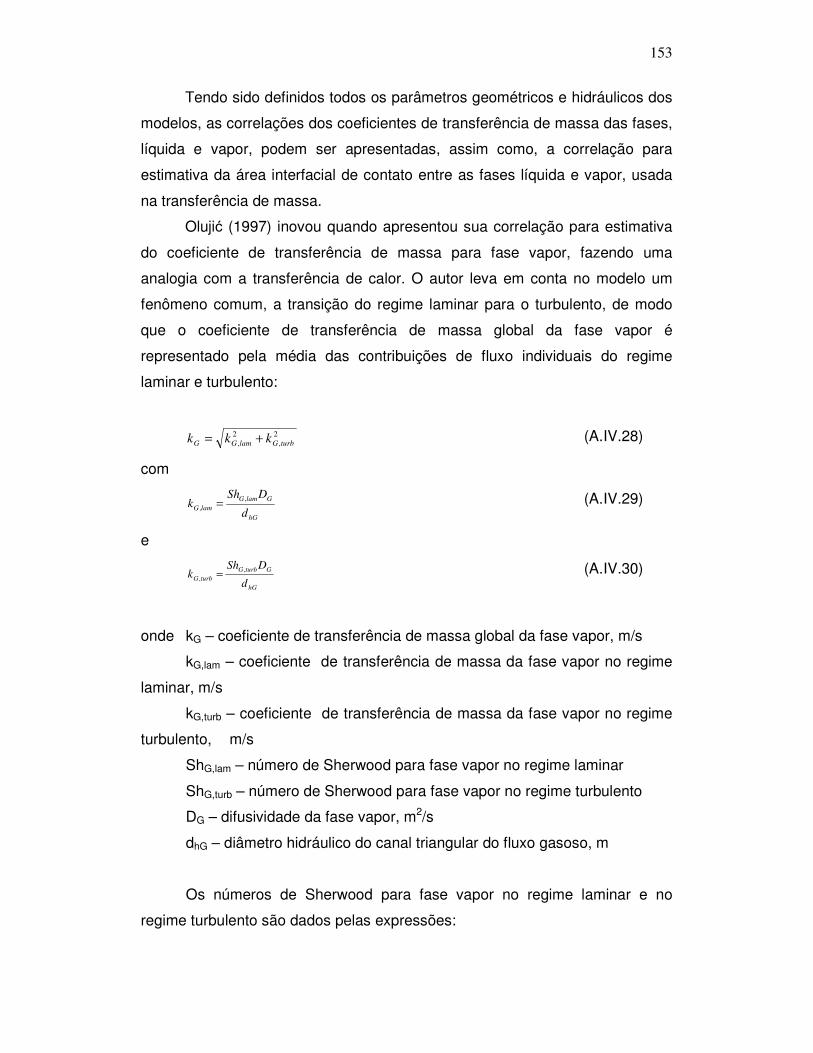
153
Tendo sido definidos todos os parâmetros geométricos e hidráulicos dos
modelos, as correlações dos coeficientes de transferência de massa das fases,
líquida e vapor, podem ser apresentadas, assim como, a correlação para
estimativa da área interfacial de contato entre as fases líquida e vapor, usada
na transferência de massa.
Olujić (1997) inovou quando apresentou sua correlação para estimativa
do coeficiente de transferência de massa para fase vapor, fazendo uma
analogia com a transferência de calor. O autor leva em conta no modelo um
fenômeno comum, a transição do regime laminar para o turbulento, de modo
que o coeficiente de transferência de massa global da fase vapor é
representado pela média das contribuições de fluxo individuais do regime
laminar e turbulento:
2
,
2
, turbGlamGG kkk += (A.IV.28)
com
hG
GlamG
lamGd
DShk
,
, = (A.IV.29)
e
hG
GturbG
turbGd
DShk
,
, = (A.IV.30)
onde kG – coeficiente de transferência de massa global da fase vapor, m/s
kG,lam – coeficiente de transferência de massa da fase vapor no regime
laminar, m/s
kG,turb – coeficiente de transferência de massa da fase vapor no regime
turbulento, m/s
ShG,lam – número de Sherwood para fase vapor no regime laminar
ShG,turb – número de Sherwood para fase vapor no regime turbulento
DG – difusividade da fase vapor, m2/s
dhG – diâmetro hidráulico do canal triangular do fluxo gasoso, m
Os números de Sherwood para fase vapor no regime laminar e no
regime turbulento são dados pelas expressões:

154
peG
hG
GvrGlamGl
dScSh
,
31
, Re664.0= (A.IV.31)
( )
+
−+
=
32
,3/2
, 1
18
7.121
8Re
peG
hG
G
GL
GL
GGvr
turbGl
d
Sc
Sc
Shϕξ
ϕξ (A.IV.32)
com número de Schmidt para fase vapor como
GG
G
GD
Scρ
µ= (A.IV.33)
e número de Reynolds, baseado na velocidade relativa, expresso por:
( )
G
hGLeGeGGrv
duu
µ
ρ +=Re (A.IV.34)
onde dhG – diâmetro hidráulico do canal triangular do fluxo gasoso, m
lG,pe – comprimento do canal do fluxo de gás em um elemento de
recheio, m
ϕ – fração em forma de V da seção transversal do canal triangular de
fluxo gasoso ocupado pelo filme líquido
µG – viscosidade da fase vapor, kg/m.s
ρG – massa específica da fase vapor, kg/m3
uGe – velocidade efetiva da fase vapor, m/s
uLe – velocidade efetiva da fase líquida, m/s
ξGL – fator de fricção gás-líquido
Olujić (1997) faz uso da expressão de Colebrook e White, para
determinação do fator de fricção gás-líquido:
( ) ( )2
Re
5,14
7,3
/log
Re
02,5
7,3
/log2
−
+−−=
Grv
hG
Grv
hG
GL
dd δδξ (A.IV.35)
A resistência à transferência de massa na fase líquida é considerada
desprezível por Olujić (1997) e por isso é válida a Teoria da Penetração para

155
sua estimativa. Para isso, Olujić (1997) usa a mesma expressão de Bravo,
Rocha & Fair (1985), na previsão do coeficiente de transferência de massa
para fase líquida. Entretanto, o diâmetro equivalente do canal do recheio é
modificado, assim como, o fator de renovação da superfície, que passa a ser
CE ~ 1,1:
hG
LeL
Ld
uDk
9.02
π= (A.IV.36)
onde kL – coeficiente de transferência de massa da fase líquida, m/s
DL – Difusividade da fase líquida, m2/s
uLe – velocidade efetiva da fase líquida, m/s
dhG – diâmetro hidráulico do canal triangular do fluxo gasoso, m
O último parâmetro a ser abordado para a estimativa do HETP pelo
Modelo Delft é a área superficial efetiva de transferência de massa, parâmetro
este que sofreu mudanças, ao longo dos anos. Na primeira versão do modelo,
Olujić (1997) postulou que a área efetiva não poderia exceder à nominal e que,
no caso de distribuição inicial uniforme de líquido no leito, a má distribuição só
ocorre a baixas vazões de líquido, sendo assim, o autor obteve uma relação
empírica onde a porcentagem molhada do recheio é função da vazão de
líquido:
( )
( )
+
Ω−=
B
Ls
pe
u
Aaa
1
1 (A.IV.37)
onde ae – área superficial efetiva do recheio, m2/m3
ap – área superficial nominal, m2/m3
Ω – fração de vazios na superfície do recheio
uLs – velocidade superficial da fase líquida, m/s
A, B – constantes dependentes do tipo e tamanho do recheio
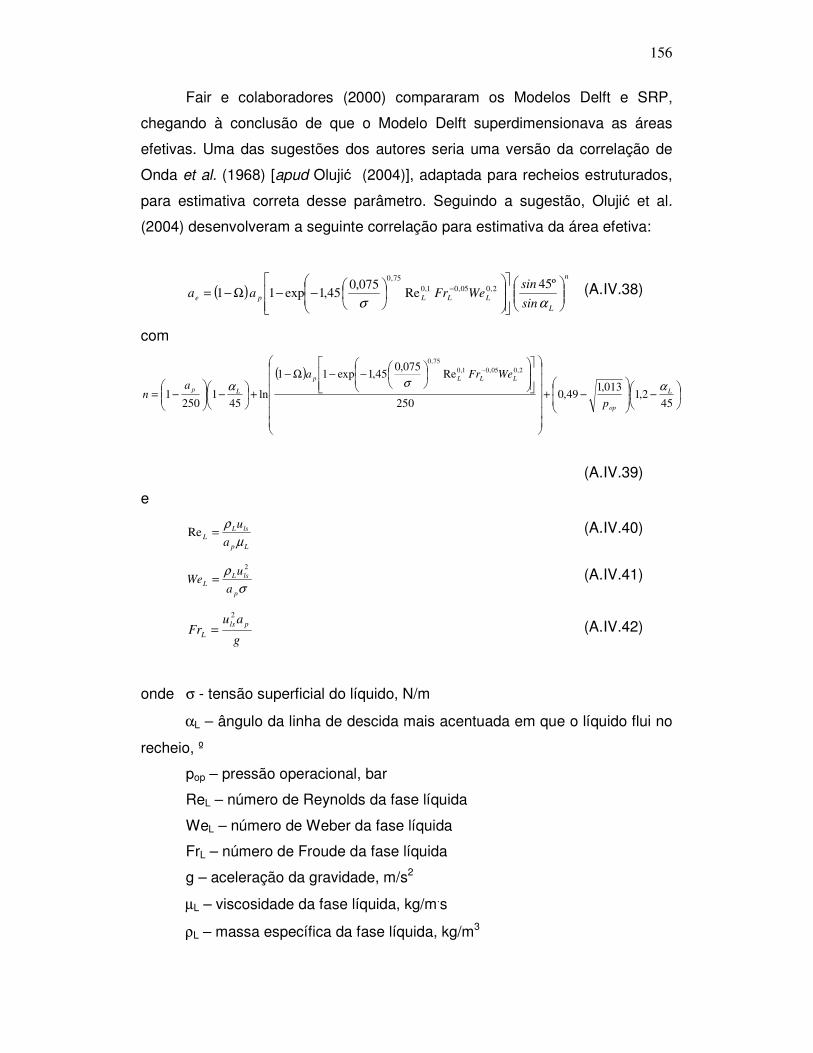
156
Fair e colaboradores (2000) compararam os Modelos Delft e SRP,
chegando à conclusão de que o Modelo Delft superdimensionava as áreas
efetivas. Uma das sugestões dos autores seria uma versão da correlação de
Onda et al. (1968) [apud Olujić (2004)], adaptada para recheios estruturados,
para estimativa correta desse parâmetro. Seguindo a sugestão, Olujić et al.
(2004) desenvolveram a seguinte correlação para estimativa da área efetiva:
( )n
L
LLLpesin
sinWeFraa
−−Ω−= −
ασ
º45Re
075,045,1exp11 2,005,01,0
75,0
(A.IV.38)
com
( )
−
−+
−−Ω−
+
−
−=
−
452,1
013,149,0
250
Re075,0
45,1exp11
ln45
1250
1
2,005,01,0
75,0
L
op
LLLp
Lp
p
WeFraa
nασα
(A.IV.39)
e
Lp
lsL
La
u
µ
ρ=Re (A.IV.40)
σ
ρ
p
lsL
La
uWe
2
= (A.IV.41)
g
auFr
pls
L
2
= (A.IV.42)
onde σ - tensão superficial do líquido, N/m
αL – ângulo da linha de descida mais acentuada em que o líquido flui no
recheio, º
pop – pressão operacional, bar
ReL – número de Reynolds da fase líquida
WeL – número de Weber da fase líquida
FrL – número de Froude da fase líquida
g – aceleração da gravidade, m/s2
µL – viscosidade da fase líquida, kg/m.s
ρL – massa específica da fase líquida, kg/m3

157
A.IV.1.3. Estimativa das Difusividades das Fases Líquida e Vapor
A difusividade da fase vapor foi estimada pela correlação de Fuller et al.
(1966) [apud Orlando, Jr. (2007)], que deve ser utilizada para sistemas binários
gasosos, a baixa pressão. Nessa estimativa, o par binário da correlação de
Fuller et al. (1966) [apud Orlando, Jr. (2007)] foi utilizado os componentes
chaves do par pseudo-binário determinados segundo Hengstebeck, Kister
(1992) para as seções de topo e fundo dos leitos analisados, logo
( ) ( )[ ]
21
23131
75,19 11100,1
+
+
×=
−
HKLKHKLK
GMMvvP
TD (A.IV.43)
onde DG – difusividade, m2/s
T – temperatura, K
MLK – massa molar do componente chave-leve, kg/kmol
MHK – massa molar do componente chave-pesado, kg/kmol
LKv – volume molecular do componente chave-leve, m3/kmol
HKv – volume molecular do componente chave-pesado, m3/kmol
P – pressão total, atm
A difusividade da fase líquida foi determinada pela correlação de Wilke-
Chang (1955) [apud Orlando, Jr. (2007)] dada por
( )
µ
ξ6,0
21131017,1
A
BBL
V
TMD
−×= (A.IV.44)
onde DL – difusividade, m2/s
T – temperatura, K
µ – viscosidade da solução, cP
VA – volume molar do soluto à temperatura de ebulição, m3/kmol
MB – massa molar do solvente
Bξ = 1,0 – fator de associação para solventes apolares

158
onde, o soluto foi considerado a fase líquida da seção de topo ou fundo da
coluna.
Tabela A.IV.1 Resultados dos cálculos das difusividades da fase líquida e
vapor para os leitos analisados da torre de vácuo da LUBNOR
Estágio Temp, KPM lk,
kg/kmolPM hk,
kg/kmolv lk,
m³/kmolv hk,
m³/kmolP, atm
µ líquido, cP
PM líquido, kg/kmol
DG, m²/s DL, m²/s αLK xLK
2 418,3 162,1 199,6 0,567 0,679 0,1961 0,455 176,8 9,00549E-05 2,01003E-09 1,16 0,82055 458,3 162,1 199,6 0,567 0,679 0,1991 0,413 202,2 7,7948E-06 2,32841E-09 3,03 0,0979
6 467,5 180,8 235,2 0,624 0,769 0,1991 0,414 210,5 7,44597E-06 2,54401E-09 1,75 0,49510 494,7 180,8 235,2 0,624 0,769 0,2025 0,447 246 8,08263E-06 2,69777E-09 3,71 0,1176
11 509,3 183,7 311,6 0,632 0,990 0,2042 0,474 271,99 7,22501E-06 2,7291E-09 4,00 0,2308
12 524,3 188,4 337,7 0,647 1,059 0,2054 0,501 300,9 7,16116E-06 2,7575E-09 4,95 0,1852
Estágio Temp, KPM lk,
kg/kmolPM hk,
kg/kmolv lk,
m³/kmolv hk,
m³/kmolP, atm
µ líquido, cP
PM líquido, kg/kmol
DG, m²/s DL, m²/s αLK xLK
2 417,7 164,5 203,7 0,583 0,694 0,1796 0,472 180,7 7,60513E-06 1,92428E-09 1,37 0,66745 458,0 164,5 203,7 0,583 0,694 0,1822 0,425 205,9 8,80794E-06 2,50136E-09 3,60 0,0552
6 466,7 180,4 256,8 0,629 0,835 0,1822 0,427 214,3 7,72013E-06 2,47118E-09 1,42 0,680610 492,1 180,4 256,8 0,629 0,835 0,1842 0,465 218,9 8,37848E-06 2,41829E-09 6,33 0,0751
11 505,1 187 314,3 0,648 1,003 0,1842 0,494 274,6 7,74572E-06 2,57276E-09 6,73 0,123512 517,4 187 314,3 0,648 1,003 0,1871 0,526 301,1 7,95362E-06 2,59423E-09 9,21 0,08
PETRÓLEO A
PETRÓLEO B
A.IV.2 Resultados dos Modelos Teóricos de Transferência de Massa
Abaixo são apresentadas nas Tabelas A.IV.2 a A.IV.19 as planilhas
utilizadas para cálculo de HETP, baseadas nos modelos teóricos de
transferência de massa.

159
Tabela A.IV.2 Planilha de cálculo de HETP pelo Modelo de Bravo, Rocha e Fair
(1993,1996) para o Petróleo B

160
Tabela A.IV.3 Planilha de cálculo de HETP pelo Modelo de Bravo, Rocha e Fair
(1993,1996) para o Petróleo A

161
Tabela A.IV.4. Planilha de cálculo de HETP pelo Modelo Delft (2004) para o
topo do Leito GOL x NAFTA, Petróleo B
Packing: 250 Y System: GOL x NAFTA FB at 0.1775 bar TOPO Example and physical properties from: PETRÓLEO B_25 agosto 2006
Geometry Operating conditions Physical properties DELFT MODELb 0,0241 m p 0,1775 bar ρG 0,513 kg/m3
h 0,0119 m T 144,5 °C ρL 775,3 kg/m3Required data
s 0,0169 m µL 4,72E-04 Pasap 236 m2/m3
g 9,81 m/s2 µG 6,10E-06 Pas General
ε 0,95 - π 3,14 - DG 7,61E-06 m2/s Hydraulics
α 45 ° DL 1,92E-09 m2/s Effective areaα 0,79 rad G 198,4 kmol/h σ 0,0198 N/m Mass transferαL 0,96 rad L 125,7 kmol/h
hpe 0,21 m MG 19245 kg/h MwG 97 kg/kmol
lG,pe 0,30 m ML 22713,99 kg/h MwL 180,7 kg/kmol
npe 12,72381 -
hpb 2,67 m x 0,6674 - -ϕ 0,58 - dc 2,3 m αααα 1,37 -Ψ 0,12 - Αχ 4,15 m2
m 0,88 -Ω 0,1 - λ 1,39 -
L/G 0,63
FG uGs uLs uGe δδδδ hL dhG ReGrv ξξξξGL ReGe ξξξξwall ξbulk ζζζζdc ζζζζGL ζζζζGG ρρρρG*uGs2/2
1,80 2,51 0,0020 3,86 0,00013 0,0307 0,0097 3237 0,0534 3159 3,1 1,0 17,4 12,1 39,3 1,62
FG FG,lp FG/FG,lp Fload ∆∆∆∆ppreload ∆∆∆∆ppre/∆∆∆∆z ∆∆∆∆p/∆∆∆∆z ReL WeL FrL ae,onda n ae,new ap,new/ap
1,80 2,39 0,75 0,46 262,1 98,1 0,98 13,63 0,0006 0,00009 200 -0,200 185 0,78
FG uLe ScG ShGturb ShGlam kGlam kGtrub kG kL HTUL HTUG HTUGo HETP HTUG/HTUGo
1,80 0,095 1,56 17,0 7,9 0,01331 0,00620 0,01468 1,63E-04 0,06 0,92 1,01 0,86 0,91
Tabela A.IV.5. Planilha de cálculo de HETP pelo Modelo Delft (2004) para o
fundo do Leito GOL x NAFTA, Petróleo B
Packing: 250 Y System: GOL x NAFTA FB at 0.1801 bar Fundo Example and physical properties from: PETRÓLEO B_25 agosto 2006
Geometry Operating conditions Physical properties DELFT MODELb 0,0241 m p 0,1801 bar ρG 0,617 kg/m3
h 0,0119 m T 184,8 °C ρL 769,1 kg/m3Required data
s 0,0169 m µL 4,25E-04 Pasap 236 m2/m3
g 9,81 m/s2 µG 7,10E-06 Pas General
ε 0,95 - π 3,14 - DG 8,81E-06 m2/s Hydraulics
α 45 ° DL 2,50E-09 m2/s Effective areaα 0,79 rad G 225,1 kmol/h σ 0,0184 N/m Mass transferαL 0,96 rad L 121,5 kmol/h
hpe 0,21 m MG 28948 kg/h MwG 129 kg/kmol
lG,pe 0,30 m ML 25016,85 kg/h MwL 205,9 kg/kmol
npe 12,72381 -
hpb 2,67 m x 0,0552 - -ϕ 0,58 - dc 2,3 m αααα 3,6 -Ψ 0,12 - Αχ 4,15 m2
m 2,75 -Ω 0,1 - λ 5,10 -
L/G 0,54
FG uGs uLs uGe δδδδ hL dhG ReGrv ξξξξGL ReGe ξξξξwall ξbulk ζζζζdc ζζζζGL ζζζζGG ρρρρG*uGs2/2
2,47 3,14 0,0022 4,82 0,00013 0,0307 0,0097 4172 0,0513 4082 2,9 1,0 17,0 11,6 39,3 3,04
FG FG,lp FG/FG,lp Fload ∆∆∆∆ppreload ∆∆∆∆ppre/∆∆∆∆z ∆∆∆∆p/∆∆∆∆z ReL WeL FrL ae,onda n ae,new ap,new/ap
2,47 2,44 1,01 1,09 487,2 182,4 1,99 16,67 0,0008 0,00011 207 -0,162 191 0,81
FG uLe ScG ShGturb ShGlam kGlam kGtrub kG kL HTUL HTUG HTUGo HETP HTUG/HTUGo
2,47 0,105 1,31 19,5 8,5 0,01767 0,00768 0,01926 1,96E-04 0,06 0,85 1,15 0,46 0,74

162
Tabela A.IV.6. Planilha de cálculo de HETP pelo Modelo Delft (2004) para o
topo do Leito DNL x GOL, Petróleo B
Packing: 250 Y System: DNL x GOL FB at 0.1801 bar Topo Example and physical properties from: PETRÓLEO B_25 agosto 2006
Geometry Operating conditions Physical properties DELFT MODELb 0,0241 m p 0,1801 bar ρG 0,617 kg/m3
h 0,0119 m T 193,5 °C ρL 769,1 kg/m3Required data
s 0,0169 m µL 4,25E-04 Pasap 236 m2/m3
g 9,81 m/s2 µG 7,10E-06 Pas General
ε 0,95 - π 3,14 - DG 7,72E-06 m2/s Hydraulics
α 45 ° DL 2,47E-09 m2/s Effective areaα 0,79 rad G 225,1 kmol/h σ 0,0184 N/m Mass transferαL 0,96 rad L 79,1 kmol/h
hpe 0,21 m MG 28948 kg/h MwG 129 kg/kmol
lG,pe 0,30 m ML 16286,69 kg/h MwL 205,9 kg/kmol
npe 10,33333 -
hpb 2,17 m x 0,6806 - -ϕ 0,58 - dc 2,3 m αααα 1,42 -Ψ 0,12 - Αχ 4,15 m2
m 0,86 -Ω 0,1 - λ 2,44 -
L/G 0,35
FG uGs uLs uGe δδδδ hL dhG ReGrv ξξξξGL ReGe ξξξξwall ξbulk ζζζζdc ζζζζGL ζζζζGG ρρρρG*uGs2/2
2,47 3,14 0,0014 4,80 0,00011 0,0266 0,0098 4141 0,0499 4074 2,6 1,0 13,4 9,2 31,8 3,04
FG FG,lp FG/FG,lp Fload ∆∆∆∆ppreload ∆∆∆∆ppre/∆∆∆∆z ∆∆∆∆p/∆∆∆∆z ReL WeL FrL ae,onda n ae,new ap,new/ap
2,47 2,58 0,96 0,84 387,2 178,4 1,78 10,85 0,0004 0,00005 196 -0,219 182 0,77
FG uLe ScG ShGturb ShGlam kGlam kGtrub kG kL HTUL HTUG HTUGo HETP HTUG/HTUGo
2,47 0,079 1,49 20,1 8,8 0,01588 0,00700 0,01736 1,68E-04 0,05 0,99 1,11 0,68 0,90
Tabela A.IV.7. Planilha de cálculo de HETP pelo Modelo Delft (2004) para o
fundo do Leito DNL x GOL , Petróleo B
System: DNL x GOL FB at 0.1820 bar Fundo Example and physical properties from: PETRÓLEO B_25 agosto 2006
Operating conditions Physical properties DELFT MODELm p 0,182 bar ρG 0,590 kg/m3
m T 218,9 °C ρL 776,1 kg/m3Required data
m µL 4,65E-04 Pasm2/m3
g 9,81 m/s2µG 8,10E-06 Pas General
- π 3,14 - DG 8,38E-06 m2/s Hydraulics
° DL 2,42E-09 m2/s Effective arearad G 191,8 kmol/h σ 0,0182 N/m Mass transferrad L 52,5 kmol/h
m MG 25087 kg/h MwG 131 kg/kmol
m ML 13130,25 kg/h MwL 250,1 kg/kmol
-
m x 0,0751 - -
- dc 2,3 m αααα 6,33 -
- Αχ 4,15 m2m 3,23 -
- λ 11,79 -L/G 0,27
uLs uGe δδδδ hL dhG ReGrv ξξξξGL ReGe ξξξξwall ξbulk ζζζζdc ζζζζGL ζζζζGG ρρρρG*uGs2/2
0,0011 4,35 0,00011 0,0254 0,0098 3140 0,0518 3093 2,8 1,0 13,7 9,5 31,8 2,39
FG/FG,lp Fload ∆∆∆∆ppreload ∆∆∆∆ppre/∆∆∆∆z ∆∆∆∆p/∆∆∆∆z ReL WeL FrL ae,onda n ae,new ap,new/ap
0,83 0,53 306,6 141,3 1,41 8,00 0,0002 0,00003 190 -0,252 177 0,75
ScG ShGturb ShGlam kGlam kGtrub kG kL HTUL HTUG HTUGo HETP HTUG/HTUGo
1,64 16,5 8,0 0,01412 0,00682 0,01568 1,52E-04 0,04 1,02 1,52 0,35 0,67
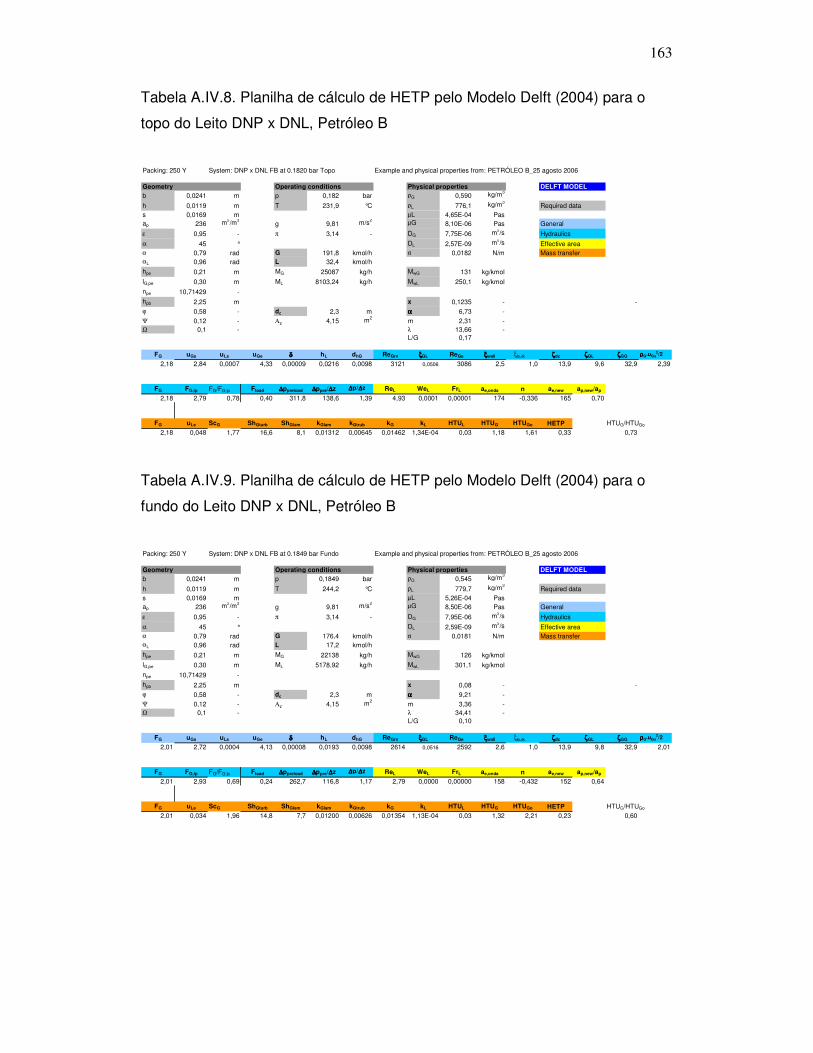
163
Tabela A.IV.8. Planilha de cálculo de HETP pelo Modelo Delft (2004) para o
topo do Leito DNP x DNL, Petróleo B
Packing: 250 Y System: DNP x DNL FB at 0.1820 bar Topo Example and physical properties from: PETRÓLEO B_25 agosto 2006
Geometry Operating conditions Physical properties DELFT MODELb 0,0241 m p 0,182 bar ρG 0,590 kg/m3
h 0,0119 m T 231,9 °C ρL 776,1 kg/m3Required data
s 0,0169 m µL 4,65E-04 Pasap 236 m2/m3
g 9,81 m/s2 µG 8,10E-06 Pas General
ε 0,95 - π 3,14 - DG 7,75E-06 m2/s Hydraulics
α 45 ° DL 2,57E-09 m2/s Effective areaα 0,79 rad G 191,8 kmol/h σ 0,0182 N/m Mass transferαL 0,96 rad L 32,4 kmol/h
hpe 0,21 m MG 25087 kg/h MwG 131 kg/kmol
lG,pe 0,30 m ML 8103,24 kg/h MwL 250,1 kg/kmol
npe 10,71429 -
hpb 2,25 m x 0,1235 - -ϕ 0,58 - dc 2,3 m αααα 6,73 -Ψ 0,12 - Αχ 4,15 m2
m 2,31 -Ω 0,1 - λ 13,66 -
L/G 0,17
FG uGs uLs uGe δδδδ hL dhG ReGrv ξξξξGL ReGe ξξξξwall ξbulk ζζζζdc ζζζζGL ζζζζGG ρρρρG*uGs2/2
2,18 2,84 0,0007 4,33 0,00009 0,0216 0,0098 3121 0,0506 3086 2,5 1,0 13,9 9,6 32,9 2,39
FG FG,lp FG/FG,lp Fload ∆∆∆∆ppreload ∆∆∆∆ppre/∆∆∆∆z ∆∆∆∆p/∆∆∆∆z ReL WeL FrL ae,onda n ae,new ap,new/ap
2,18 2,79 0,78 0,40 311,8 138,6 1,39 4,93 0,0001 0,00001 174 -0,336 165 0,70
FG uLe ScG ShGturb ShGlam kGlam kGtrub kG kL HTUL HTUG HTUGo HETP HTUG/HTUGo
2,18 0,048 1,77 16,6 8,1 0,01312 0,00645 0,01462 1,34E-04 0,03 1,18 1,61 0,33 0,73
Tabela A.IV.9. Planilha de cálculo de HETP pelo Modelo Delft (2004) para o
fundo do Leito DNP x DNL, Petróleo B
Packing: 250 Y System: DNP x DNL FB at 0.1849 bar Fundo Example and physical properties from: PETRÓLEO B_25 agosto 2006
Geometry Operating conditions Physical properties DELFT MODELb 0,0241 m p 0,1849 bar ρG 0,545 kg/m3
h 0,0119 m T 244,2 °C ρL 779,7 kg/m3Required data
s 0,0169 m µL 5,26E-04 Pasap 236 m2/m3
g 9,81 m/s2 µG 8,50E-06 Pas General
ε 0,95 - π 3,14 - DG 7,95E-06 m2/s Hydraulics
α 45 ° DL 2,59E-09 m2/s Effective areaα 0,79 rad G 176,4 kmol/h σ 0,0181 N/m Mass transferαL 0,96 rad L 17,2 kmol/h
hpe 0,21 m MG 22138 kg/h MwG 126 kg/kmol
lG,pe 0,30 m ML 5178,92 kg/h MwL 301,1 kg/kmol
npe 10,71429 -
hpb 2,25 m x 0,08 - -ϕ 0,58 - dc 2,3 m αααα 9,21 -Ψ 0,12 - Αχ 4,15 m2
m 3,36 -Ω 0,1 - λ 34,41 -
L/G 0,10
FG uGs uLs uGe δδδδ hL dhG ReGrv ξξξξGL ReGe ξξξξwall ξbulk ζζζζdc ζζζζGL ζζζζGG ρρρρG*uGs2/2
2,01 2,72 0,0004 4,13 0,00008 0,0193 0,0098 2614 0,0516 2592 2,6 1,0 13,9 9,8 32,9 2,01
FG FG,lp FG/FG,lp Fload ∆∆∆∆ppreload ∆∆∆∆ppre/∆∆∆∆z ∆∆∆∆p/∆∆∆∆z ReL WeL FrL ae,onda n ae,new ap,new/ap
2,01 2,93 0,69 0,24 262,7 116,8 1,17 2,79 0,0000 0,00000 158 -0,432 152 0,64
FG uLe ScG ShGturb ShGlam kGlam kGtrub kG kL HTUL HTUG HTUGo HETP HTUG/HTUGo
2,01 0,034 1,96 14,8 7,7 0,01200 0,00626 0,01354 1,13E-04 0,03 1,32 2,21 0,23 0,60

164
Tabela A.IV.10. Planilha de cálculo de HETP pelo Modelo Delft (2004) para o
topo do Leito GOL x NAFTA, Petróleo A
Packing: 250 Y System: GOL x NAFTA FAL at 0.1937 bar TOPO Example and physical properties from: PETRÓLEO A_24ago 2006
Geometry Operating conditions Physical properties DELFT MODELb 0,0241 m p 0,1937 bar ρG 0,553 kg/m3
h 0,0119 m T 145,1 °C ρL 776,6 kg/m3Required data
s 0,0169 m µL 4,55E-04 Pasap 236 m2/m3
g 9,81 m/s2 µG 6,10E-06 Pas General
ε 0,95 - π 3,14 - DG 9,01E-05 m2/s Hydraulics
α 45 ° DL 2,01E-09 m2/s Effective areaα 0,79 rad G 229,7 kmol/h σ 0,0198 N/m Mass transferαL 0,96 rad L 160,4 kmol/h
hpe 0,21 m MG 22074 kg/h MwG 96 kg/kmol
lG,pe 0,30 m ML 28359 kg/h MwL 176,8 kg/kmol
npe 12,72381 -
hpb 2,67 m x 0,8205 - -ϕ 0,58 - dc 2,3 m αααα 1,16 -Ψ 0,12 - Αχ 4,15 m2
m 0,91 -Ω 0,1 - λ 1,30 -
L/G 0,70
FG uGs uLs uGe δδδδ hL dhG ReGrv ξξξξGL ReGe ξξξξwall ξbulk ζζζζdc ζζζζGL ζζζζGG ρρρρG*uGs2/2
1,99 2,67 0,0024 4,11 0,00014 0,0326 0,0097 3725 0,0528 3627 3,1 1,0 17,4 12,0 39,3 1,97
FG FG,lp FG/FG,lp Fload ∆∆∆∆ppreload ∆∆∆∆ppre/∆∆∆∆z ∆∆∆∆p/∆∆∆∆z ReL WeL FrL ae,onda n ae,new ap,new/ap
1,99 2,35 0,84 0,68 320,8 120,1 1,20 17,65 0,0010 0,00014 206 -0,172 190 0,80
FG uLe ScG ShGturb ShGlam kGlam kGtrub kG kL HTUL HTUG HTUGo HETP HTUG/HTUGo
1,99 0,112 0,12 4,8 3,6 0,04425 0,03371 0,05563 1,81E-04 0,07 0,25 0,35 0,302 0,73
Tabela A.IV.11. Planilha de cálculo de HETP pelo Modelo Delft (2004) para o
fundo do Leito GOL x NAFTA, Petróleo A
Packing: 250 Y System: GOL x NAFTA FAL at 0.1967 bar Fundo Example and physical properties from: PETRÓLEO A_24ago 2006
Geometry Operating conditions Physical properties DELFT MODELb 0,0241 m p 0,1967 bar ρG 0,676 kg/m3
h 0,0119 m T 185,1 °C ρL 769,1 kg/m3Required data
s 0,0169 m µL 4,13E-04 Pasap 236 m2/m3
g 9,81 m/s2 µG 6,90E-06 Pas General
ε 0,95 - π 3,14 - DG 7,79E-06 m2/s Hydraulics
α 45 ° DL 2,33E-09 m2/s Effective areaα 0,79 rad G 266,7 kmol/h σ 0,0184 N/m Mass transferαL 0,96 rad L 154 kmol/h
hpe 0,21 m MG 34431 kg/h MwG 129 kg/kmol
lG,pe 0,30 m ML 31139 kg/h MwL 202,2 kg/kmol
npe 12,72381 -
hpb 2,67 m x 0,0979 - -ϕ 0,58 - dc 2,3 m αααα 3,03 -Ψ 0,12 - Αχ 4,15 m2
m 2,11 -Ω 0,1 - λ 3,65 -
L/G 0,58
FG uGs uLs uGe δδδδ hL dhG ReGrv ξξξξGL ReGe ξξξξwall ξbulk ζζζζdc ζζζζGL ζζζζGG ρρρρG*uGs2/2
2,80 3,41 0,0027 5,25 0,00014 0,0327 0,0097 5119 0,0506 5002 2,9 1,0 17,0 11,5 39,3 3,92
FG FG,lp FG/FG,lp Fload ∆∆∆∆ppreload ∆∆∆∆ppre/∆∆∆∆z ∆∆∆∆p/∆∆∆∆z ReL WeL FrL ae,onda n ae,new ap,new/ap
2,80 2,41 1,16 1,72 630,5 235,9 4,05 21,35 0,0013 0,00018 213 -0,139 195 0,83
FG uLe ScG ShGturb ShGlam kGlam kGtrub kG kL HTUL HTUG HTUGo HETP HTUG/HTUGo
2,80 0,123 1,31 23,7 9,4 0,01898 0,00753 0,02042 2,04E-04 0,07 0,85 1,10 0,538 0,77
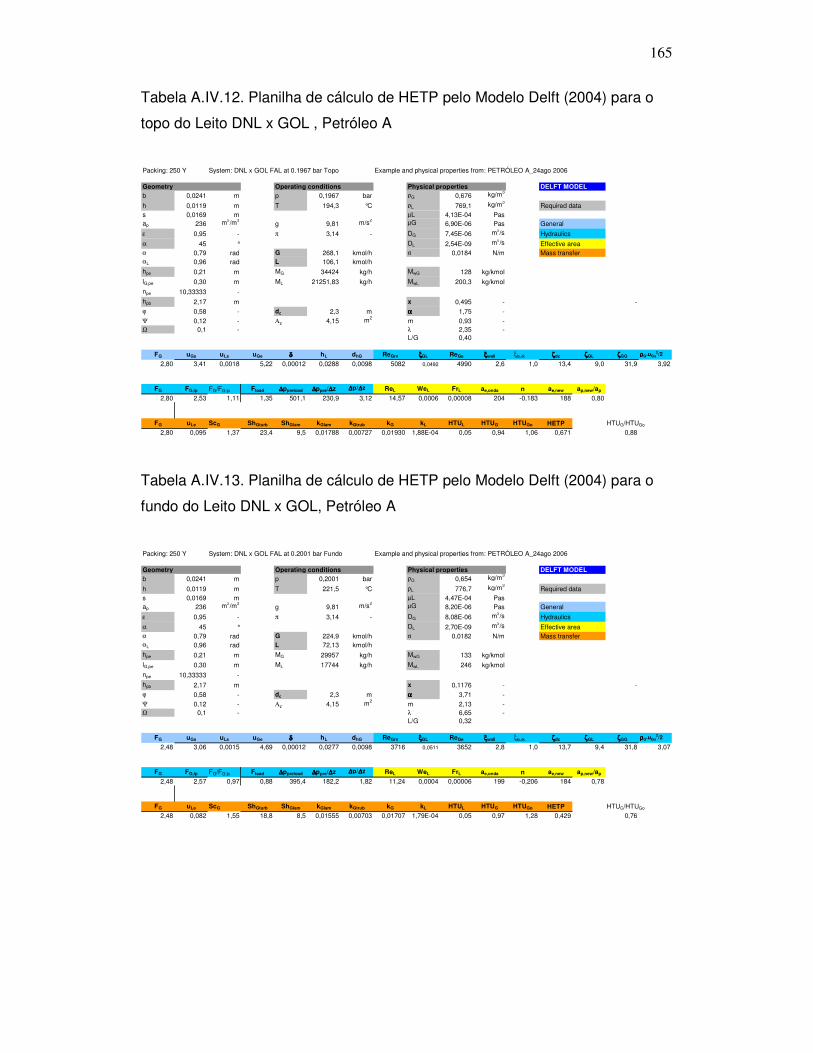
165
Tabela A.IV.12. Planilha de cálculo de HETP pelo Modelo Delft (2004) para o
topo do Leito DNL x GOL , Petróleo A
Packing: 250 Y System: DNL x GOL FAL at 0.1967 bar Topo Example and physical properties from: PETRÓLEO A_24ago 2006
Geometry Operating conditions Physical properties DELFT MODELb 0,0241 m p 0,1967 bar ρG 0,676 kg/m3
h 0,0119 m T 194,3 °C ρL 769,1 kg/m3Required data
s 0,0169 m µL 4,13E-04 Pasap 236 m2/m3
g 9,81 m/s2 µG 6,90E-06 Pas General
ε 0,95 - π 3,14 - DG 7,45E-06 m2/s Hydraulics
α 45 ° DL 2,54E-09 m2/s Effective areaα 0,79 rad G 268,1 kmol/h σ 0,0184 N/m Mass transferαL 0,96 rad L 106,1 kmol/h
hpe 0,21 m MG 34424 kg/h MwG 128 kg/kmol
lG,pe 0,30 m ML 21251,83 kg/h MwL 200,3 kg/kmol
npe 10,33333 -
hpb 2,17 m x 0,495 - -ϕ 0,58 - dc 2,3 m αααα 1,75 -Ψ 0,12 - Αχ 4,15 m2
m 0,93 -Ω 0,1 - λ 2,35 -
L/G 0,40
FG uGs uLs uGe δδδδ hL dhG ReGrv ξξξξGL ReGe ξξξξwall ξbulk ζζζζdc ζζζζGL ζζζζGG ρρρρG*uGs2/2
2,80 3,41 0,0018 5,22 0,00012 0,0288 0,0098 5082 0,0492 4990 2,6 1,0 13,4 9,0 31,9 3,92
FG FG,lp FG/FG,lp Fload ∆∆∆∆ppreload ∆∆∆∆ppre/∆∆∆∆z ∆∆∆∆p/∆∆∆∆z ReL WeL FrL ae,onda n ae,new ap,new/ap
2,80 2,53 1,11 1,35 501,1 230,9 3,12 14,57 0,0006 0,00008 204 -0,183 188 0,80
FG uLe ScG ShGturb ShGlam kGlam kGtrub kG kL HTUL HTUG HTUGo HETP HTUG/HTUGo
2,80 0,095 1,37 23,4 9,5 0,01788 0,00727 0,01930 1,88E-04 0,05 0,94 1,06 0,671 0,88
Tabela A.IV.13. Planilha de cálculo de HETP pelo Modelo Delft (2004) para o
fundo do Leito DNL x GOL, Petróleo A
Packing: 250 Y System: DNL x GOL FAL at 0.2001 bar Fundo Example and physical properties from: PETRÓLEO A_24ago 2006
Geometry Operating conditions Physical properties DELFT MODELb 0,0241 m p 0,2001 bar ρG 0,654 kg/m3
h 0,0119 m T 221,5 °C ρL 776,7 kg/m3Required data
s 0,0169 m µL 4,47E-04 Pasap 236 m2/m3
g 9,81 m/s2 µG 8,20E-06 Pas General
ε 0,95 - π 3,14 - DG 8,08E-06 m2/s Hydraulics
α 45 ° DL 2,70E-09 m2/s Effective areaα 0,79 rad G 224,9 kmol/h σ 0,0182 N/m Mass transferαL 0,96 rad L 72,13 kmol/h
hpe 0,21 m MG 29957 kg/h MwG 133 kg/kmol
lG,pe 0,30 m ML 17744 kg/h MwL 246 kg/kmol
npe 10,33333 -
hpb 2,17 m x 0,1176 - -ϕ 0,58 - dc 2,3 m αααα 3,71 -Ψ 0,12 - Αχ 4,15 m2
m 2,13 -Ω 0,1 - λ 6,65 -
L/G 0,32
FG uGs uLs uGe δδδδ hL dhG ReGrv ξξξξGL ReGe ξξξξwall ξbulk ζζζζdc ζζζζGL ζζζζGG ρρρρG*uGs2/2
2,48 3,06 0,0015 4,69 0,00012 0,0277 0,0098 3716 0,0511 3652 2,8 1,0 13,7 9,4 31,8 3,07
FG FG,lp FG/FG,lp Fload ∆∆∆∆ppreload ∆∆∆∆ppre/∆∆∆∆z ∆∆∆∆p/∆∆∆∆z ReL WeL FrL ae,onda n ae,new ap,new/ap
2,48 2,57 0,97 0,88 395,4 182,2 1,82 11,24 0,0004 0,00006 199 -0,206 184 0,78
FG uLe ScG ShGturb ShGlam kGlam kGtrub kG kL HTUL HTUG HTUGo HETP HTUG/HTUGo
2,48 0,082 1,55 18,8 8,5 0,01555 0,00703 0,01707 1,79E-04 0,05 0,97 1,28 0,429 0,76
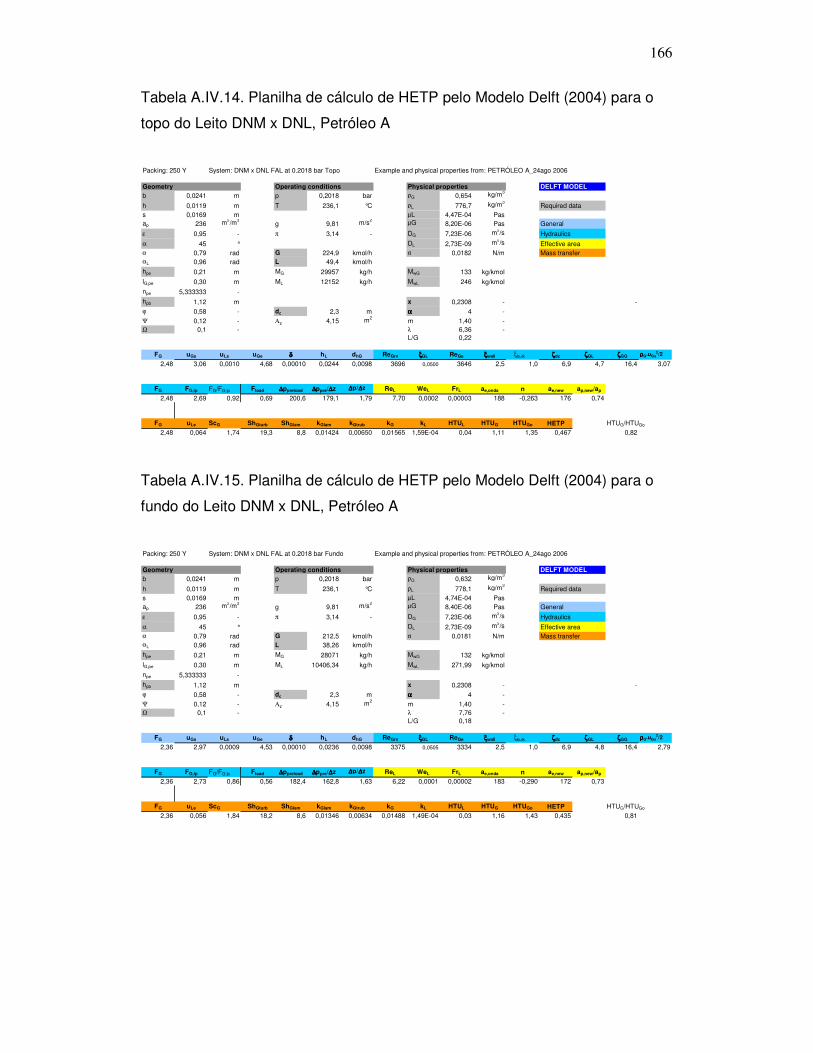
166
Tabela A.IV.14. Planilha de cálculo de HETP pelo Modelo Delft (2004) para o
topo do Leito DNM x DNL, Petróleo A
Packing: 250 Y System: DNM x DNL FAL at 0.2018 bar Topo Example and physical properties from: PETRÓLEO A_24ago 2006
Geometry Operating conditions Physical properties DELFT MODELb 0,0241 m p 0,2018 bar ρG 0,654 kg/m3
h 0,0119 m T 236,1 °C ρL 776,7 kg/m3Required data
s 0,0169 m µL 4,47E-04 Pasap 236 m2/m3
g 9,81 m/s2 µG 8,20E-06 Pas General
ε 0,95 - π 3,14 - DG 7,23E-06 m2/s Hydraulics
α 45 ° DL 2,73E-09 m2/s Effective areaα 0,79 rad G 224,9 kmol/h σ 0,0182 N/m Mass transferαL 0,96 rad L 49,4 kmol/h
hpe 0,21 m MG 29957 kg/h MwG 133 kg/kmol
lG,pe 0,30 m ML 12152 kg/h MwL 246 kg/kmol
npe 5,333333 -
hpb 1,12 m x 0,2308 - -ϕ 0,58 - dc 2,3 m αααα 4 -Ψ 0,12 - Αχ 4,15 m2
m 1,40 -Ω 0,1 - λ 6,36 -
L/G 0,22
FG uGs uLs uGe δδδδ hL dhG ReGrv ξξξξGL ReGe ξξξξwall ξbulk ζζζζdc ζζζζGL ζζζζGG ρρρρG*uGs2/2
2,48 3,06 0,0010 4,68 0,00010 0,0244 0,0098 3696 0,0500 3646 2,5 1,0 6,9 4,7 16,4 3,07
FG FG,lp FG/FG,lp Fload ∆∆∆∆ppreload ∆∆∆∆ppre/∆∆∆∆z ∆∆∆∆p/∆∆∆∆z ReL WeL FrL ae,onda n ae,new ap,new/ap
2,48 2,69 0,92 0,69 200,6 179,1 1,79 7,70 0,0002 0,00003 188 -0,263 176 0,74
FG uLe ScG ShGturb ShGlam kGlam kGtrub kG kL HTUL HTUG HTUGo HETP HTUG/HTUGo
2,48 0,064 1,74 19,3 8,8 0,01424 0,00650 0,01565 1,59E-04 0,04 1,11 1,35 0,467 0,82
Tabela A.IV.15. Planilha de cálculo de HETP pelo Modelo Delft (2004) para o
fundo do Leito DNM x DNL, Petróleo A
Packing: 250 Y System: DNM x DNL FAL at 0.2018 bar Fundo Example and physical properties from: PETRÓLEO A_24ago 2006
Geometry Operating conditions Physical properties DELFT MODELb 0,0241 m p 0,2018 bar ρG 0,632 kg/m3
h 0,0119 m T 236,1 °C ρL 778,1 kg/m3Required data
s 0,0169 m µL 4,74E-04 Pasap 236 m2/m3
g 9,81 m/s2 µG 8,40E-06 Pas General
ε 0,95 - π 3,14 - DG 7,23E-06 m2/s Hydraulics
α 45 ° DL 2,73E-09 m2/s Effective areaα 0,79 rad G 212,5 kmol/h σ 0,0181 N/m Mass transferαL 0,96 rad L 38,26 kmol/h
hpe 0,21 m MG 28071 kg/h MwG 132 kg/kmol
lG,pe 0,30 m ML 10406,34 kg/h MwL 271,99 kg/kmol
npe 5,333333 -
hpb 1,12 m x 0,2308 - -ϕ 0,58 - dc 2,3 m αααα 4 -Ψ 0,12 - Αχ 4,15 m2
m 1,40 -Ω 0,1 - λ 7,76 -
L/G 0,18
FG uGs uLs uGe δδδδ hL dhG ReGrv ξξξξGL ReGe ξξξξwall ξbulk ζζζζdc ζζζζGL ζζζζGG ρρρρG*uGs2/2
2,36 2,97 0,0009 4,53 0,00010 0,0236 0,0098 3375 0,0505 3334 2,5 1,0 6,9 4,8 16,4 2,79
FG FG,lp FG/FG,lp Fload ∆∆∆∆ppreload ∆∆∆∆ppre/∆∆∆∆z ∆∆∆∆p/∆∆∆∆z ReL WeL FrL ae,onda n ae,new ap,new/ap
2,36 2,73 0,86 0,56 182,4 162,8 1,63 6,22 0,0001 0,00002 183 -0,290 172 0,73
FG uLe ScG ShGturb ShGlam kGlam kGtrub kG kL HTUL HTUG HTUGo HETP HTUG/HTUGo
2,36 0,056 1,84 18,2 8,6 0,01346 0,00634 0,01488 1,49E-04 0,03 1,16 1,43 0,435 0,81

167
Tabela A.IV.16. Planilha de cálculo de HETP pelo Modelo Delft (2004) para o
topo do Leito DNP x DNM, Petróleo A
Packing: 250 Y System: DNP x DNM FAL at 0.2029 bar Topo Example and physical properties from: PETRÓLEO A_24ago 2006
Geometry Operating conditions Physical properties DELFT MODELb 0,0241 m p 0,2029 bar ρG 0,632 kg/m3
h 0,0119 m T 251,1 °C ρL 778,1 kg/m3Required data
s 0,0169 m µL 4,74E-04 Pasap 236 m2/m3
g 9,81 m/s2 µG 8,40E-06 Pas General
ε 0,95 - π 3,14 - DG 7,16E-06 m2/s Hydraulics
α 45 ° DL 2,76E-09 m2/s Effective areaα 0,79 rad G 212,5 kmol/h σ 0,0181 N/m Mass transferαL 0,96 rad L 29,3 kmol/h
hpe 0,21 m MG 28071 kg/h MwG 132 kg/kmol
lG,pe 0,30 m ML 7969,307 kg/h MwL 271,99 kg/kmol
npe 5,380952 -
hpb 1,13 m x 0,1852 - -ϕ 0,58 - dc 2,3 m αααα 4,95 -Ψ 0,12 - Αχ 4,15 m2
m 1,65 -Ω 0,1 - λ 11,97 -
L/G 0,14
FG uGs uLs uGe δδδδ hL dhG ReGrv ξξξξGL ReGe ξξξξwall ξbulk ζζζζdc ζζζζGL ζζζζGG ρρρρG*uGs2/2
2,36 2,97 0,0007 4,52 0,00009 0,0216 0,0098 3365 0,0498 3330 2,4 1,0 6,9 4,8 16,5 2,79
FG FG,lp FG/FG,lp Fload ∆∆∆∆ppreload ∆∆∆∆ppre/∆∆∆∆z ∆∆∆∆p/∆∆∆∆z ReL WeL FrL ae,onda n ae,new ap,new/ap
2,36 2,83 0,84 0,47 182,1 161,1 1,61 4,76 0,0001 0,00001 174 -0,339 165 0,70
FG uLe ScG ShGturb ShGlam kGlam kGtrub kG kL HTUL HTUG HTUGo HETP HTUG/HTUGo
2,36 0,047 1,86 18,0 8,6 0,01318 0,00629 0,01461 1,37E-04 0,03 1,23 1,60 0,361 0,77
Tabela A.IV.17. Planilha de cálculo de HETP pelo Modelo Delft (2004) para o
fundo do Leito DNP x DNM, Petróleo A
Packing: 250 Y System: DNP x DNM FAL at 0.2029 bar Fundo Example and physical properties from: PETRÓLEO A_24ago 2006
Geometry Operating conditions Physical properties DELFT MODELb 0,0241 m p 0,2029 bar ρG 0,609 kg/m3
h 0,0119 m T 251,1 °C ρL 778,0 kg/m3Required data
s 0,0169 m µL 5,01E-04 Pasap 236 m2/m3
g 9,81 m/s2 µG 8,60E-06 Pas General
ε 0,95 - π 3,14 - DG 7,16E-06 m2/s Hydraulics
α 45 ° DL 2,76E-09 m2/s Effective areaα 0,79 rad G 204,4 kmol/h σ 0,0179 N/m Mass transferαL 0,96 rad L 21,2 kmol/h
hpe 0,21 m MG 26490 kg/h MwG 130 kg/kmol
lG,pe 0,30 m ML 6379,08 kg/h MwL 300,9 kg/kmol
npe 5,380952 -
hpb 1,13 m x 0,1852 - -ϕ 0,58 - dc 2,3 m αααα 4,95 -Ψ 0,12 - Αχ 4,15 m2
m 1,65 -Ω 0,1 - λ 15,92 -
L/G 0,10
FG uGs uLs uGe δδδδ hL dhG ReGrv ξξξξGL ReGe ξξξξwall ξbulk ζζζζdc ζζζζGL ζζζζGG ρρρρG*uGs2/2
2,27 2,91 0,0005 4,42 0,00009 0,0204 0,0098 3095 0,0502 3068 2,4 1,0 6,9 4,8 16,5 2,58
FG FG,lp FG/FG,lp Fload ∆∆∆∆ppreload ∆∆∆∆ppre/∆∆∆∆z ∆∆∆∆p/∆∆∆∆z ReL WeL FrL ae,onda n ae,new ap,new/ap
2,27 2,89 0,79 0,37 168,1 148,7 1,49 3,61 0,0001 0,00001 167 -0,380 159 0,673
FG uLe ScG ShGturb ShGlam kGlam kGtrub kG kL HTUL HTUG HTUGo HETP HTUG/HTUGo
2,27 0,040 1,97 17,1 8,4 0,01254 0,00615 0,01396 1,26E-04 0,03 1,31 1,75 0,324 0,75
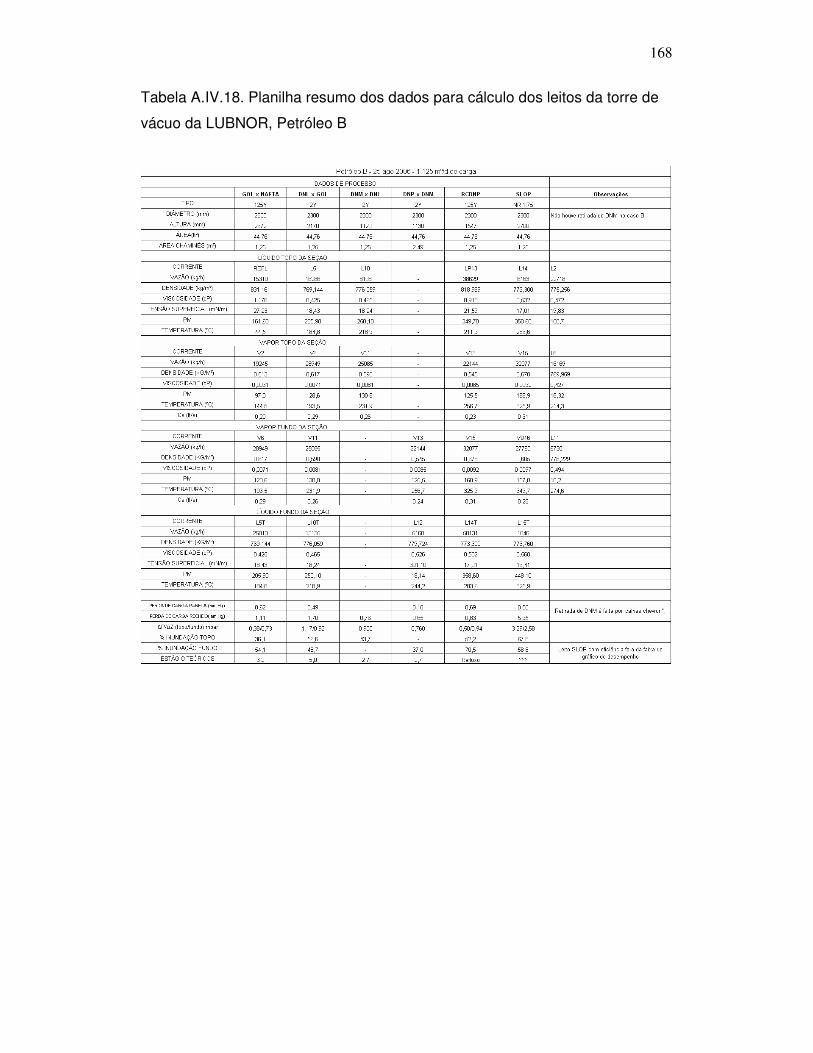
168
Tabela A.IV.18. Planilha resumo dos dados para cálculo dos leitos da torre de
vácuo da LUBNOR, Petróleo B

169
Tabela A.IV.19. Planilha resumo dos dados para cáclculo dos leitos da torre de
vácuo da LUBNOR, Petróleo A

170
Anexo V - Procedimento para Escolha de Recheios
O procedimento adotado para escolha dos recheios adequados ao
serviço requerido nas colunas de fracionamento passa, inicialmente, pela
realização de um balanço material e de energia da unidade de processo, na
qual a coluna está inserida, para determinação dos dados de processo da
coluna.
Antes da elaboração do balanço de processo, é essencial que o
projetista tenha um fluxograma simplificado do processo da unidade, na qual os
principais equipamentos são representados além do desenho da coluna de
fracionamento. Neste, deverá constar o número de estágios teóricos entre as
diversas retiradas de correntes da coluna, quer sejam apenas retiradas laterais
de produto ou correntes de refluxos circulantes para troca de calor.
Normalmente são adotados dois estágios teóricos de equilíbrio para as seções
de refluxo circulante da coluna, região essa na qual a contribuição para o
fracionamento entre os cortes laterais da coluna é considerada desprezível,
independentemente da quantidade de calor retirada na região em questão.
A partir do balanço de processo, os seguintes dados são obtidos através
de perfis por estágios teóricos ao longo da coluna: perfil de vazões de líquido e
de vapor, propriedades físicas e de transporte das fases líquida e vapor, assim
como perfis de temperatura e pressão. Esses dados são acrescidos da
quantidade de calor retirada no processo, por condensadores de topo da
coluna e/ou trocadores localizados nos refluxos circulantes intermediários.
Com esses dados em mãos, é aconselhável a preparação de tabelas,
como a exemplificada na Tabela A.V.4 , onde se inclui o número de estágios
teóricos por seção da coluna correspondente a duas retiradas laterais de
produto, ou entre uma retirada e uma saída de refluxo circulante para troca de
calor. Deve-se prestar atenção à localização das correntes de retorno para a
coluna, os vapores provenientes das retificadoras laterais, quando existentes,
para acerto do teor de leves da corrente lateral, ou as correntes líquidas de
retorno dos refluxos circulantes após resfriamento, assim como as correntes de
alimentação principal da coluna, especialmente quando em estado bifásico.
O Cs é um dos parâmetros a ser verificado quando da escolha de
recheios para determinado serviço. Esse parâmetro relaciona a velocidade do

171
vapor ascendente na área transversal da coluna com a relação entre as
densidades das fases vapor e líquida, em m/s (ft/s).
( ) ( )VL
V
V
V
AQ
Cs ρρρ
ρ −
=
Onde
VQ - vazão volumétrica do vapor ascendente, m³/s (ft³/s)
A - área transversal da coluna, m² (ft²)
Vρ e Lρ - massa específica das fases vapor e líquida respectivamente, kg/m³
(lbm/ft³)
a Tabela A.V.1 apresenta valores típicos listados por Kister (Practical
Distillation Technology, curso ministrado na Petrobras em 2004).
Tabela A.V.1 – Valores típicos de Cs (Kister, 2004)
Cs (m/s) Cs (ft/s)
Limite do sistema 0,15 0,492
Recheios com área específica
baixa 0,11 – 0,14 0,35 – 0,45
Recheios com área específica
média 0,08 – 0,11 0,25 – 0,35
Segundo Laird (2004), os valores de Cs (ft/s) da Tabela A.V.2 podem
ser tomados como referência para dimensionamento de regiões com recheios.
Tabela A.V.2 - Valores típicos de Cs (Laird, 2004)
Capacidade Cs (ft/s)
Baixa <0,25
Moderada 0,25 < Cs < 0,38
Alta 0,38 < Cs < 0,45
Extremamente alta > 0,45
Remesat (2007) apresenta uma tabela relacionando o tipo de dispositivo
de bocal de alimentação de cargas bifásicas em torres de destilação, com

172
valores de Cs e perda de carga do dispositivo, enfatizando a influência destes
parâmetros no bom desempenho das colunas recheadas.
Tabela A.V.3 - Perda de carga e Cs de dispositivos de alimentação de torres de
vácuo
Dispositivo de alimentação
de torres a vácuo
∆ P1
mm Hg
Cs²
ft/s
Patented Enhanced
Tangencial Vapor Horn
3,8 0,41
(0,33-0,47)³
Patented Enhanced Radial
Vapor Horn
3,0 0,44
(0,35-0,48)³
YORK-EVENFLOWTM Inlet
Device
3,5 0,38
(0,33-0,55)³ 1 Para valores de Cs projetados para 0,35 ft/s 2 Ponto onde a qualidade do produto começa a ser limitante 3 Faixa de Cs pontuais, para um Cs médio esperado
Com os dados de processo em mãos, a próxima etapa é a escolha dos
programas de avaliação de recheios, normalmente disponibilizados pelos
fornecedores de internos, ou programas proprietários. Alguns desses
programas estão disponibilizados na Internet nas páginas dos principais
fabricantes. O importante nessa fase é a interpretação dos dados de saída
fornecidos pelos programas, para que não se projete um recheio em faixas não
recomendáveis de perda de eficiência, ou próximo ao limite hidráulico do
mesmo, o que levará a uma perda de carga (pressão) excessiva da coluna.

173
Tabela A.V.4 – Folha de Dados
Na maioria dos programas dos fabricantes de recheios aparecem as
faixas de operação recomendadas. Infelizmente, com a grande competição
existente entre os fornecedores de internos de colunas, as versões mais
recentes do programa da empresa Sulzer, que mantém uma postura mais
aberta com os seus clientes, passou a não fornecer a curva de eficiência dos
recheios, como a apresentada abaixo nos catálogos da Sulzer.
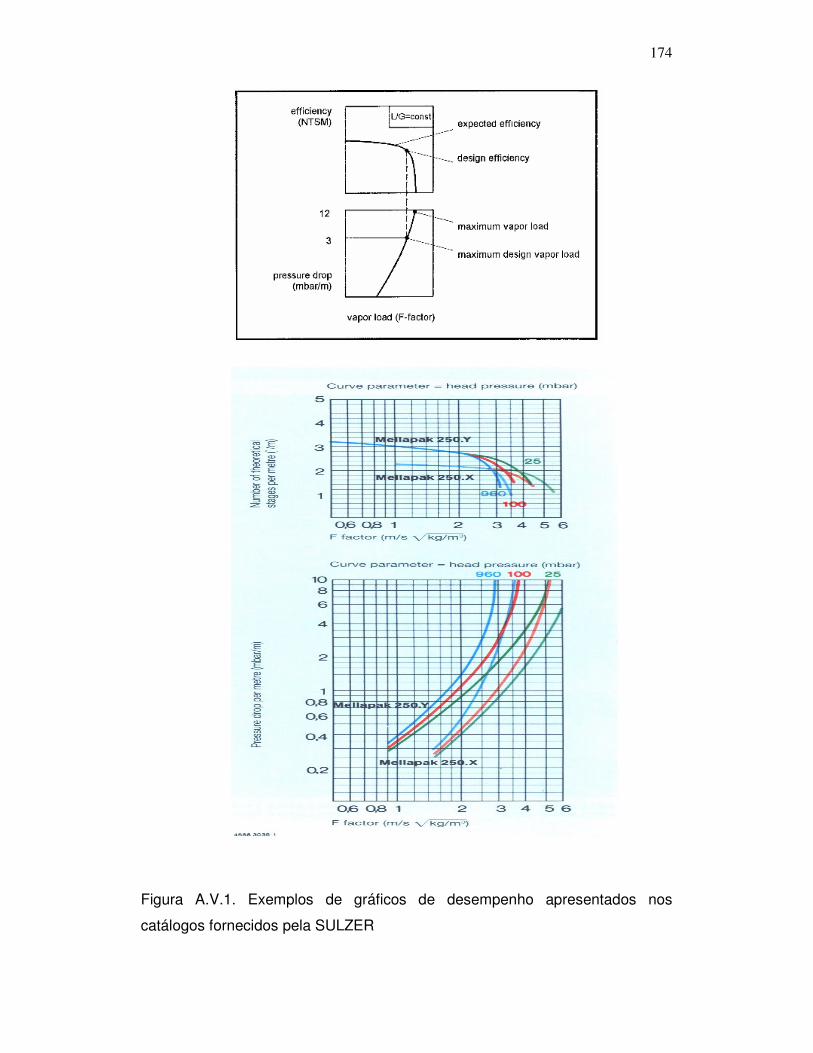
174
Figura A VI. 1 – Curva de eficiência do recheio
Figura A.V.1. Exemplos de gráficos de desempenho apresentados nos
catálogos fornecidos pela SULZER

175
Há pelo menos dois tipos de raciocínio com relação a esse fato: ou o
fabricante verificou que existe um grau de afastamento dos pontos
determinados experimentalmente para sistemas binários, em relação aos
sistemas reais encontrados na indústria, ou apenas resolveu nivelar “por baixo”
as informações apresentadas em relação aos outros fornecedores que não
informavam essa variável tão importante. Essas observações estão focadas
nos programas de avaliação de recheios que os fabricantes fornecem para os
clientes. Tais programas são versões mais simplificadas daqueles utilizados
para cálculo, no caso de um fornecimento de internos, programas esses que
devem incorporar toda a experiência em projeto dos fabricantes.
A determinação de um ponto isolado de operação, se não se sabe com
certeza a proximidade de um ponto em que pode haver perda de eficiência,
poderá levar a grandes equívocos de projeto, especialmente naqueles de
colunas de fracionamento em unidades de processamento de petróleo, onde a
composição da carga processada é muito variável. É usual ter-se em refinarias
de petróleo unidades de destilação com grande vazão de carga, as quais têm
alterações significativas no seu elenco de petróleos processados. Com isso, o
perfil de vazões de líquido e de vapor ao longo da coluna é esperado,
precisando o projetista dos internos da coluna estar atento à escolha de
recheios que operem com eficiência, dentro da faixa de operação da unidade.
Cabe ressaltar aqui a importância do trabalho dos engenheiros da
Petrobras [Carvalho e colaboradores (2007)], que, em monografia de final de
curso de Engenharia de Processamento sob o título de “Parâmetros de
Equivalência entre Recheios de Torres de Destilação”, fornece em forma
gráfica uma comparação entre vários tipos de recheios estruturados, de
diversos fabricantes, para ser utilizada no caso do dimensionamento de torres
recheadas. O trabalho incluiu uma comparação entre os recheios da Sulzer, da
Montz e da Koch-Glitsch, principais fornecedores mundiais de recheios
estruturados. Além desses fornecedores tradicionais, Carvalho e colaboradores
(2007) apresentam dados de novos fabricantes chineses e indianos.

176
Anexo VI – Métodos de Análise
Reprodução das duas primeiras páginas dos métodos padronizados pela
ASTM utilizados na determinação das destilações das correntes Nafta e GOL
(ASTM D 86); dos destilados naftênicos leve, médio e pesado, slopwax e CAP
(ASTM D 6352) e das densidade das correntes líquidas (ASTM D 1298).
A.VI.1– Destilação ASTM D 6352
A destilação ASTM D 6352 é utilizada na metodologia HTSD 750,
densenvolvida pela PETROBRAS para determinação de curvas de destilação
para cortes de petróleo situados na faixa da coluna de destilação a vácuo.

177

178
A.VI.2 – Destilação ASTM D 86
Reprodução das duas primeiras páginas do método padronizado para a
destilação ASTM D 86.

179

180
A.VI.3 – Densidade ASTM D 1298
Reprodução das duas primeiras páginas do método padronizado para a
determinação da densidade de correntes líquidas ASTM D 1298.

181