Aços Inox Martensiticos
69
AÇOS INOXIDÁVEIS MARTENSÍTICOS - Lippold & Kotecki - E. Folkhard - S. Henke ► Generalidades / Tipos Principais / Metalurgia Física ► Metalurgia da Soldagem ZF e ZAC Transformações de Fase Recomendações para Tp, Ti e TTPS ► Soldabilidade Trincas de Solidificação Trincas de Reaquecimento Trincas a Frio ► Supermartensíticos
-
Upload
wpsssamsung -
Category
Documents
-
view
82 -
download
1
Transcript of Aços Inox Martensiticos

AÇOS INOXIDÁVEIS MARTENSÍTICOS
- Lippold & Kotecki
- E. Folkhard
- S. Henke
► Generalidades / Tipos Principais / Metalurgia Física
► Metalurgia da Soldagem
ZF e ZAC
Transformações de Fase
Recomendações para Tp, Ti e TTPS
► Soldabilidade
Trincas de Solidificação
Trincas de Reaquecimento
Trincas a Frio
► Supermartensíticos

INOX MARTENS ÍTICOS
Tal como aços comuns baixa-liga austenitizam entre 900 -1100oC
e temperam ao ar.
11.5 a 18% Cr 0 a 6% Ni 0.02 a 1.0% C
( Mo, V, W, Nb conferem resistência a alta T formando carbetos estáveis)
Limite de escoamento: 275 MPa (estado recozido) a
1900 MPa (alto C, temperados-e-revenidos).
Resistência à corrosão < aços inox austeníticos ou ferríticos (mais alto Cr)
Usados a T < 650ºC devido à degradação das propriedades mecânicas e
resistência à corrosão .
Soldabilidade → a pior entre os inox pois formam martensita não revenida na
soldagem
→ exigem cuidados especiais sobretudo quando C > 0,1 %
Generalidades

• pás de turbinas de vapor ou gás / turbinas hidráulicas
• tubulações e válvulas
• revestimento de cilindros para lingotamento continuo.
• instrumentos cirúrgicos, cutelaria, engrenagens e eixos.
tipos alto Cr + alto C → combinam dureza e resistência a corrosão
→ resistência ao desgaste)
• supermartensiticos (extra baixo C) destacada demanda em tubulações
submarinas em todo mundo e pela PETROBRÁS.
INOX MARTENS ÍTICOS
Aplicações Típicas

Ligas disponíveis
Conformados ou fundidos são divididos em 3 grupos, conforme a susceptibilidade a trincas a frio:
• C 0,06% → dureza máxima 35 RC. Cuidados na soldagem
similares aos dos aços ARBL.
• C = 0,06 -0,30% → dureza „como-soldado‟ 35-55 RC.
maior risco de trincas a frio
→ pré-aquecimento chega até 315ºC.
• C > 0,30% → Dureza „como-soldado‟ 55-65 RC.
Cuidados especiais para evitar TF.
INOX MARTENS ÍTICOS

Ligas Típicas Comerciais

Consumíveis
Prefere-se soldar com MA similar, que permite resistência mecânica e resposta ao TT similares às do MB.

Prefere-se usar MA inox austenitico ou ligas de Ni :
• quando há risco de TF (austenita é macia e retém o H).
• quando MB está recozido e a solda será usada „as welded‟
(sem TTPS)
• Ligas de Ni darão solda austenítica pura (se a diluição for baixa).
São úteis em juntas de transição entre aços inox martensíticos e
austeniticos, pois o coeficiente de dilatação é intermediário.
Desvantagens
menor resistência e maior custo.
precaução no TTPS de MS contendo ferrita, para evitar a fragilização pela formação de fase sigma durante o revenido.
Consumíveis

Metalurgia física
AIM contêm elementos como o C que expandem o campo gama
=> pseudo-binários adequados para descrever o equilibrio entre as fases
Com C = 0,1 a 0,25 %C solidificam como F, mas se forma A ou misturaF+A no final da solidificação.
Para T<800ºC estão em equilíbrio F + carbonetos (Cr23C6).
Diagrama pseudo-binário
Fe-Cr-C para 13%Cr.

No resfriamento de uma solda, a austenita transforma em martensita (fora
do equilíbrio).
Pode haver F residual na matriz martensítica, em função do balanço de
elementos ferritizantes e austenitizantes.
Diagrama pseudo-binário
Fe-Cr-C para 13%Cr.
Metalurgia física

O “nariz” da curva de formação da ferrita ocorre para
tempos >100 s => na maioria das soldagens, forma-se martensita.
Diagrama de transformação
isotérmica para o aço 410.
Metalurgia física

• Soldagem com eletrodos revestidos:
• Linha 1 cordão sobre chapa de 20 mm / aporte 5 kJ/cm
• Linha 2 cordão sobre chapa de 10 mm / aporte 30 kJ/cm
• Linha 3 como caso 2 + To = 350 oC
Diagrama TRC-S
Aço tipo 410
12 Cr / 0,13C / 0,28 Si
0,38 Mn / 0,1 Mo / 0,4 Ni

Austenita resfriada abaixo de 700ºC em t < 200 s, permanece estável aT>Ms por mais de 1 semana.
Prática de revestimento de rolos de lingotamento continuo:
To e Ti > Ms evita TF e permite difusão do H.
No final da soldagem multipasses reduz-se T
Com aumento de volume na transformação A M
cladding fica sob tensões compressivas.
Diagrama de transformação
isotérmica para o aço 410.
Metalurgia física

O revenido promove a formação de carbetos ricos em Cr ou outroselementos de liga e a transição da estrutura TCC da martensita para aestrutura CCC da ferrita.
Microestrutura do aço 410
no estado
temperado-e-revenido
Metalurgia física

Previsão de Ms
Quase todos os elementos de liga (exceto Co) diminuem Ms.

Grandes diferenças nas previsões, donde:
Se a preocupação é definir To para evitar M, usar maior valor Ms previsto.
Se desejável a transformação
A M prévia ao TTPS, escolher o menor valor Ms e descontar 100ºC (para obter Mf).
Previsão de Ms

Equação de Payson
para o aço 410
Ms= 92ºC<< experimental (330ºC).
Todas equações
(exceto a de Self)
valores absurdamente
baixos para aços alto C.
Previsão de Ms

Na maioria dos AIM, com C= 0,1- 0,25%C, Ms é alta (200-400ºC).
Como MfMs-100ºC, a Tambiente a transformação é completa.
Em aços altamente ligados, particularmente com Ni (p.ex. Ni 4%),
Mf <Tambiente.
Nos aços CA-6NM austenita retida é benéfica para a tenacidade.
Previsão de Ms

USINA DE ITAIPU
Manutenção - 12 ª Unidade
950 kg de eletrodos
Peso do rotor = 296 t
Cavitação rotor - Turbina Francis
Hélio 2007

• Md30 é a temperatura na qual 50% da austenita transforma-se em martensita com
redução de 30% de área em tração e indica a estabilidade do aço austenítico.
• M d30 (oC) = 497 – 462(C+N) - 9,2Si - 8,1Mn - 13,7Cr - 20Ni - 18,5Mo-3Co
Previsão de Md
Em sua pesquisa Procopiak estimou que as ligas comerciais
(Hidroloy® 913 e Conargem E 725) apresentaram temperaturas
diferentes de início de transformação martensítica, sendo
Md30 (HQ913) = -43°C e
Md 30(E725) = - 3°C
ou seja, a liga HQ913 é mais estável que a E725 o que significou que
possui uma maior dificuldade em transformar-se de fase
e conseqüentemente resultou numa maior resistência a erosão por
cavitação.
Hélio 2007

Fase austenítica
Baixa EFE
Deslizamento planar
Refinamento microestrutural
Encruamento quando
submetidos a cavitação
Requisitos para ligas resistente à erosão por cavitação
σ erosão por cavitação = período de incubação + taxa de erosão
Transformação de fase (lenta)Remover partículas pequenas
(Refinamento microestrutural)
Martensita ’ (ccc) e ε (hc)
Maclas finas de deformação

Justificativa para a escolha dos elementos
Manganês (10 a 25%)
Austenitizante
Regula a presença da martensita ε e ’
Com o N contribuí para estabilizar a austenita,
ampliar o campo γ e diminuir a EFE
Incrementa a solubilidade do N
Substituto parcial do Ni.

Avaliação das fases presentes nos revestimentos antes e após a cavitação
(transformação de fase)
0,0
10,0
20,0
30,0
40,0
50,0
60,0
70,0
80,0
90,0
100,0(%)
γ ε α' γ ε α' γ ε α'
Antes da cavitação (%) Após a cavitação (%)
L01 L05L03*
Mn18,2%336HVMn11,8% - 325HVMn10,9% - 440HV

Avaliação do Nieq, Creq e temperatura Md
0
20
40
60
80
100
30,00 31,00 32,00 33,00 34,00 35,00 36,00 37,00
Creq+Nieq
Po
rpo
rção
de f
ases(5
)
autenita martensita epsulon martensita alfa
α`
γ
ε
Simoneau
ε
γ
α`
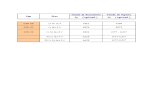
Liga Simoneau Procopiak Rao Angel
Creq + Nieq Md Md Md
L01 30,3 96 96 12
L05 36,3 -1 -1 -85
L03* 34,7 19 19 -65
Cavitec 44,80 -56 -29 -113

Solidificação e transformações na Zona Fundida
A ZF dos AIM com 11-14%Cr e 0,1-0,25%C tem solidificação primáriaferrítica.
A segregação de C e elementos de liga na solidificação pode resultarna formação de A, ou numa mistura de F+A, no final dasolidificação.
Enquanto a ZF esfria no estado sólido, a austenita consumirá a ferrita,resultando em estrutura totalmente austenitica a T<1100ºC.
No resfriamento subseqüente a austenita transformará em martensita.
Seqüência de transformação 1:
L L + Fp Fp Fp + A A M
METALURGIA DA SOLDAGEM
Aço 410 totalmente
martensítico

No resfriamento de uma solda, a austenita transforma em martensita (fora
do equilíbrio).
Pode haver F residual na matriz martensítica, em função do balanço de
elementos ferritizantes e austenitizantes.
Diagrama pseudo-binário
Fe-Cr-C para 13%Cr.

Se alguma F se formar no final da solidificação, pode-se enriquecer em elementosferritizantes (Cr, Mo,...), de modo que ficará estável (não transformará em A aT<solidus). Essa F forma-se nos contornos de grão e sub-grão.
A estrutura final consistirá de uma mistura de martensita e de ferrita eutética.
Solidificação e transformações na Zona Fundida
Seqüência de transformação 2
L L + Fp Fp + (A +Fe)
Fp + A + Fe A + Fe M + Fe
Fe= ferrita eutética
Aço 12Cr-1Mo (tipo HT9):
M + F nos contornos de sub-grão
(fase escura)
METALURGIA DA SOLDAGEM

Também pode ocorrer que parte da Fp não transforme em A a elevadas T epermaneça até a Tambiente.
Seqüência de transformação 3:
L L + Fp Fp A + Fp M + Fp
Fp= ferrita primária
Solidificação e transformações na Zona Fundida
Aço 410: M com F retida (fase clara)
METALURGIA DA SOLDAGEM

Zona Afetada pelo Calor- ZAC
Macrografia de uma soldaautógena em aço 12Cr-1Mocom baixo C (0,15%)
Perfil de dureza no estado
como-soldado
METALURGIA DA SOLDAGEM

Zona Afetada pelo Calor- ZAC
Região 1, ZAC alta T:
Martensita não-revenida e Ferrita(presente nos CG da austenita
prévia). Baixa dureza.
Macrografia de uma soldaautógena em aço 12Cr-1Mocom baixo C (0,15%)
METALURGIA DA SOLDAGEM

Zona Afetada pelo Calor- ZAC
Diagrama pseudo-binário
Fe-Cr-C para 13%Cr
METALURGIA DA SOLDAGEM

Zona Afetada pelo Calor- ZAC
Solda autógena em aço12Cr-1Mo
Região 2 da ZAC:
a elevadas T será Ahomogênea (dissoluçãode carbonetos) e comcrescimento de grão. Aoresfriar produz M de altoC (maior dureza).
METALURGIA DA SOLDAGEM

Zona Afetada pelo Calor- ZAC
Solda autógena em aço12Cr-1Mo
Região 3 da ZAC:
Austenitiza no aquecimento, com dissolução incompleta dos carbetos e pouco crescimento de grão (pinning dos carbetos). Austenita com menor %C gera M menos dura.
METALURGIA DA SOLDAGEM

Zona Afetada pelo Calor- ZAC
Solda autógena em aço12Cr-1Mo
Região 4 da ZAC:
Transformação austeníticaparcial ou inexistente. Nestafaixa de T (800 a 950ºC)podem coalescer oscarbonetos, resultando emdureza < MB.
METALURGIA DA SOLDAGEM

Transformações de fase
Se houver F, deve-se considerar as diferenças nas propriedades mecânicas entre a F e M:
• Na laminação a quente, não há problema, pois as regiões de F e M ficam paralelas à direção de laminação, de modo que as deformações serão distribuídas uniformemente.
• Num MS as regiões de F tendem a ficar perpendiculares à superfície, portanto um esforço paralelo à superfície causa deformação concentrada na F e a fratura com baixa carga e ductilidade.
Ferrita num MS martensítico.
METALURGIA DA SOLDAGEM

• Prevê o teor de F no MS no estado como-soldado (sem TTPS ou passes subseqüentes).
• Os aços 410 e 420 podem apresentar F no MS.
Diagrama de Balmforth, para prever teor de F em AIM.
Transformações de faseMETALURGIA DA SOLDAGEM

Tratamento térmico pós-soldagem (TTPS)
• É quase sempre requerido nos AIM, pois mesmo com C baixos (0,1%) a dureza pode ser 30-35 Rc.
• TTPS é usado principalmente para revenir a martensita, mas também produz alivio de tensões.
• Normalmente é realizado em T= 480 a 750ºC, pois não há amolecimento abaixo dessas T.
• Entretanto, pode ser feito a T de até 200ºC, para melhorar a tenacidade e a estabilidade dimensional.
• Tempo de tratamento depende da espessura. Normalmente 30 min- 2h são suficientes.
• Para ocorrer o revenido deve-se permitir a transformação martensítica. Portanto, não deve ser feito diretamente após a manutenção de uma solda a Ti> Ms.
METALURGIA DA SOLDAGEM

Se o tempo de manutenção da solda a Ti>Ms for longo demais (p.ex. 16 h a 565ºC ), a austenita transformará em F+ carbonetos. A dureza resultante será muito baixa (p.ex. 90 Brinell, bom para usinagem), mas a resistência mecânica e vida útil do componente serão baixas.
Diagrama de transformação isotérmica para o aço 410.
Tratamento térmico pós-soldagem (TTPS)
METALURGIA DA SOLDAGEM

• O revenido promove a transformação da M em F+ carbonetos, o que reduz a resistência, mas aumenta a ductilidade e tenacidade.
• Se houver elementos de liga que formem carbonetos à T revenido, pode haver endurecimento secundário.
• Deve ser tomado cuidado para não revenir aços com alto Cr durante longos tempos, pois pode ocorrer precipitação de fase sigma, que fragilizará o aço.
Revenido de MS de AIM:
420: 0,2C; 1,2Mn; 0,5Si; 12Cr;
423L: 0,15Mn; 0,15C; 1,2Mn; 0,4Si;
11,5Cr; 2,0Ni; 1,0Mo; 0,15V
Tratamento térmico pós-soldagem (TTPS)
METALURGIA DA SOLDAGEMMETALURGIA DA SOLDAGEM

• Revenido na faixa de 480-750ºC.
• A dureza diminui com o tempo e, principalmente, com a temperatura (parâmetro de Larson-Miller).
• O revenido a baixas T (p.ex. < 600ºC) é ineficaz
Curvas de revenido do MS eZAC de aço 2Cr-1Mo-0,5W-0,3V-0,2C.
Tratamento térmico pós-soldagem (TTPS)
METALURGIA DA SOLDAGEMMETALURGIA DA SOLDAGEM

• Para otimizar as propriedades e obter uma microestrutura homogêneana solda, o ideal seria solubilizar a solda inteira (para dissolver oscarbonetos e obter uma austenita homogênea) e depois fazer atêmpera e revenido.
• Entretanto, a solubilização a alta T não é prática, pois implicarestrições de tamanho e logística. Também pode resultar emdistorções significativas de componentes grande e/ou complexos.
Tratamento térmico pós-soldagem (TTPS)
METALURGIA DA SOLDAGEMMETALURGIA DA SOLDAGEM

Diretrizes para o pré-aquecimento e TTPS
Os AIM com C<0,06% (p.ex. 410NiMo e CA-6NM) não requerem To para e< 12 mm. Para espessuras maiores To mínima = 120ºC.
AIM com C= 0,06-0,3% exigem pré-aquecimento:
• Em seções finas, são usadas geralmente To e Ti < Ms, para permitir completa transformação da martensita e a difusão do H.
• Em seções espessas, se usam To e Ti > Ms para evitar trincas durante a soldagem. Depois a solda é resfriada lentamente até Tambiente, para permitir difusão do H.
METALURGIA DA SOLDAGEMMETALURGIA DA SOLDAGEM

AIM com C>0,3%, deve ser usada To e Ti> Ms. Há duas opções:
• resfriamento lento após a soldagem até Tambiente, seguido de revenimento.
• após a soldagem, manter a solda a T>Ms, para promover a transformação isotérmica da A em F+carbonetos. O MB é fortemente revenido. Isso deixa a solda mole, própria para a usinagem. Depois é realizado TT de austenitização, seguido de têmpera e revenido.
.
Diretrizes para o pré-aquecimento e TTPS
METALURGIA DA SOLDAGEMMETALURGIA DA SOLDAGEM

Diretrizes para o pré-aquecimento e TTPS
METALURGIA DA SOLDAGEMMETALURGIA DA SOLDAGEM

Diretrizes para o pré-aquecimento e TTPS
METALURGIA DA SOLDAGEMMETALURGIA DA SOLDAGEM

• 5. Na termoelétrica Jorge Lacerda tubulações
em aço inox martensítico de grande diâmetro
foram soldadas com eletrodo de composição
similar, sob um préaquecimento de 300C,
segundo a sequência de ciclos térmicos da
figura A (soldagem austenítica).
• Entretanto, mesmo para materiais temperáveis
também pode ser considerado o procedimento
com “contrôle da temperatura” da sequência B
(soldagem martensítica!).
• Na soldagem de reparo de materiais muito
temperáveis é também muito comum o
emprêgo de eletrodos austeníticos ( aço inox ou
ligas de níquel). Nesse caso qual dos ciclos
térmicos acima você usaria? Ou nenhum dos
dois?? Que vantagens e desvantagens você
pode enumerar para uso do metal de adição
austenítico ?
METALURGIA DA SOLDAGEMMETALURGIA DA SOLDAGEM

Trincas induzidas por hidrogênio
• Presença de martensita não revenida torna AIM susceptíveis ao trincamento a frio induzido por H.
• Em geral é recomendado o uso de pré-aquecimento e TTPS.
• Processos e práticas de baixo H são essenciais.
SOLDABILIDADE

Trincas induzidas por hidrogênioSOLDABILIDADE

Trincas de solidificação e de liquação
• A maioria dos aços inox martensíticos solidifica como ferrita => tem baixa susceptibilidade às trincas de solidificação.
• Alguns fatores promovem as TS: presença de Nb (que tende a segregar) e baixos níveis de Mn.
• Aços inox martensíticos com alto teor de C podem solidificar como austenita e => são mais susceptíveis às TS.
• As trincas de liquação são raras nos AIM .
SOLDABILIDADE

Aços inox supermartensíticos
• Foram introduzidos nos anos 90, como alternativas de baixo custo dos aços inox austeníticos e duplex, para uso em tubulações submarinas. Hoje em dia são utilizados em tubulações coletoras de óleo e gás em que o fluido contem altos teores de CO2 e H2S antes de ser separado e tratado.
• A sua soldabilidade é maior que a dos AIM, graças à redução do C<0,02%. A martensita formada terá baixa dureza (<30 Rc) e será menos susceptível às TF.
• Também exigem o TTPS de revenido para aumentar a tenacidade, mas, em alguns casos podem ser utilizados no estado como-soldado.

Nos AISM são utilizados elementos como:
• Ni, para compensar o efeito austenitizante perdido ao diminuir o teor de C.
• Mo, para melhorar a resistência à corrosão.
• Ti, para estabilizar o C (através da formação de TiC) e para refinar o grão.
Aços inox supermartensíticos

• Quando o revenido é feito a 600ºC, pode ficar até 30% de austenitaretida
Teor de austenita a T elevada e
Tambiente, num AISM com
13%Cr-6Ni.
Aços inox supermartensíticos

Revisão Bibliográfica
• Aços Inox. Supermartensíticos
• Liga Fe-Cr-Ni-(Mo) C < 0,02%p.
• Uso na condição temperada e revenida.
• Crescente emprego no setor petrolífero e de gás (substituição do
aço inox. Duplex).
• Alta resistência mecânica, boa resistência à corrosão e boa
soldabilidade.
• Material alternativo para o uso em componentes de bombas
hidráulicas e mecânicas, e turbinas hidráulicas.
S. Henke 2010

Revisão Bibliográfica
• Fases principais
• Martensita revenida – fase desejável• Resistência mecânica
• Austenita retida - fase desejável• Melhora a tenacidade
• Absorve Hidrogênio, reduz corrosão sob-tensão.
• Ferrita delta - fase indesejável• Aumenta a TTDF
• Baixa resistência à propagação de trincas por fadiga
• Torna o aço susceptível à corrosão sob-tensão
• Reduz a resistência à cavitação
Aços Inox. Supermartensíticos
S. Henke 2010

Revisão Bibliográfica
Soldagem dos aços Inox. Martensíticos de baixo C(Folkhard, 1988)
Melhor soldabilidade comparada ao outros inoxidáveis martensíticos (menor
risco de trincas a frio).
Sem pré-aquecimento e T. interpasse entre Ms e Mf.
Soldagem com eletrodo similar, resultando num máximo de 5% de ferrita
delta na região da solda.

Efeito do teor de carbono em relação à dureza para um aço 13Cr4Ni
(Gooch -1977 ).
Revisão Bibliográfica

Diagrama esquemático ilustrando mudanças estruturais que ocorrem na ZTA
do aço inoxidável Supermartensítico (adaptado de ENERHAUG et al, 2001).

Esquema revelando a evolução da microestrutura na ZTA de granulação
grosseira (ZTA-GG) durante a soldagem ( CARROUGE 2002).
d ferrita delta, AgAustenita alotriomórfica, IgAustenita intragranular, Wg
Austenita de Widmanstätten.
Revisão Bibliográfica

Região de Granulação Grosseira da ZTA de um aço inoxidável Supermartensítico
revelando a presença de diferentes morfologias de austenita ( CARROUGE 2002)
Revisão Bibliográfica

Esquema revelando a evolução da microestrutura na ZTA de dupla fase (ZTA-DF)
durante a soldagem (CARROUGE, 2002).
d ferrita delta, gAustenita.
Revisão Bibliográfica

Soldagem Pulsada – Efeitos Metalúrgicos
• Possibilidade de obter refino da granulação da solda com
consequente benefício das propriedades mecânicas;
• Redução na largura da ZTA;
• Menor tensão residual;
• Reduzida possibilidade de defeitos (ex. trincas de solidificação e
porosidades).
• Promove superesfriamento e reaquecimento da região soldada.
Revisão Bibliográfica

Revisão Bibliográfica
Morfologia da granulação obtida na zona fundida de um aço inoxidável AISI
316 F sem e com aplicação de pulsação de corrente. (LUCAS, 1982;
STREET, 1990)
Soldagem Pulsada – Efeitos Metalúrgicos

Revisão Bibliográfica
Granulação equiaxial obtida em solda pulsada de uma liga de Al 6061
(KOU, 2002).
Soldagem Pulsada – Efeitos Metalúrgicos

RESULTADOS
Macro e micrografias obtidas sobre a superfície do Cordão Convencional, não pulsado, destacando a
distribuição homogênea da ferrita delta ao longo do mesmo.
Análise metalográfica - Ferrita delta

RESULTADOS
Macro e micrografias obtidas sobre a superfície do cordão Pulsado B (1 Hz) destacando a distribuição
da ferrita delta na forma de bandas ao longo do mesmo.
Análise metalográfica - Ferrita delta

RESULTADOS
Resultados de composição (%p) obtidos via EDS sobre banda de ferrita delta e fora desta.
Análise metalográfica - Ferrita delta
AB
Região Cr Ni Mo SiA 11,1 ± 0,1 5,5 ± 0,3 1,6 ± 0,1 0,6 ± 0,1
B 11,1 ± 0,1 5,7 ± 0,1 1,6 ± 0,1 0,6 ± 0,1

RESULTADOS
Cordão Convencional revelando a
distribuição de ferrita delta (áreas escuras)
na ZF e na ZTA-DF.
500 mm
Cordão Pulsado A (5Hz) revelando a
distribuição de ferrita delta na forma de
bandas junto à parte superior do mesmo e
na ZTA-DF.
Cordão Pulsado B (1Hz) revelando a
distribuição de ferrita delta na forma de
bandas ao longo de todo metal fundido e
na ZTA-DF.
Análise metalográfica

RESULTADOS
Microestruturas obtidas sobre a ZTA-AT do Cordão Convencional destacando a presença de
ferrita delta (áreas escuras entre as linhas tracejadas).
50 mm
200 mm
20 mm
Análise metalográfica - Ferrita delta - ZTA

RESULTADOS
Largura da ZTA-GG e % de ferrita delta na ZTA-DF em função do processo utilizado.
Análise metalográfica
0
2
4
6
8
10
12
14
16
18
20
% d
e F
err
ita
De
lta
ZTA
-D
F
0
50
100
150
200
250
300
350
400
450
500
Convencional Pulsado A Pulsado B Pulsado C Pulsado D
Larg
ura
da
ZTA
-GG
µm

CONCLUSÕES
• O processo de soldagem plasma utilizando corrente
pulsada não resultou em um completo refino da
granulação na região da solda quando comparado ao
modo convencional.
• O uso da corrente pulsada promoveu na zona fundida
a formação de bandas alternadas de ferrita delta e
martensita.
• Na ZTA-AT do aço estudado foi constatada uma
redução significativa nos percentuais de ferrita delta
de 18 para 7% bem como na largura da ZTA-GG
(aprox. 50%) quando do uso da corrente pulsada
frente à convencional.
• Quanto à formação de austenita retida por meio da
ciclagem térmica imposta pela pulsação de corrente,
a mesma não foi obtida.