A DIAGNÓSTICO DEA DIAGNÓSTICO DE FALHAS NO...
51
Engenharia Mecânica – Automação e Sistemas A DIAGNÓSTICO DE A DIAGNÓSTICO DE A DIAGNÓSTICO DE A DIAGNÓSTICO DE FALHAS NO PROCESSO DE ÁRVORE DE FALHAS NO PROCESSO DE ÁRVORE DE FALHAS NO PROCESSO DE ÁRVORE DE FALHAS NO PROCESSO DE ÁRVORE DE MANIVELAS. MANIVELAS. MANIVELAS. MANIVELAS. PROCESSO DE FURAÇÃO NO CENTRO DO VIRABREQUIM DENTRO DO PROCESSO DE PRÉ-USINAGEM Márcio Ortiz Carcanha – R.A. 3240324 Itatiba 2005
Transcript of A DIAGNÓSTICO DEA DIAGNÓSTICO DE FALHAS NO...

Engenharia Mecânica – Automação e Sistemas
A DIAGNÓSTICO DEA DIAGNÓSTICO DEA DIAGNÓSTICO DEA DIAGNÓSTICO DE FALHAS NO PROCESSO DE ÁRVORE DE FALHAS NO PROCESSO DE ÁRVORE DE FALHAS NO PROCESSO DE ÁRVORE DE FALHAS NO PROCESSO DE ÁRVORE DE MANIVELAS.MANIVELAS.MANIVELAS.MANIVELAS.
PROCESSO DE FURAÇÃO NO CENTRO DO VIRABREQUIM DENTRO DO PROCESSO DE PRÉ-USINAGEM
Márcio Ortiz Carcanha – R.A. 3240324
Itatiba 2005
ii
Márcio Ortiz Carcanha – R.A. 3240324 10º Semestre - Engenharia Mecânica – Automação de Sistemas
TEMA
PROCESSO DE FURAÇÃO NO CENTRO DO VIRABREQUIM DENTRO DO PROCESSO
DE PRÉ-USINAGEM
ORIENTADOR
Prof. Ivo Giannini
Monografia apresentada à disciplina de Trabalho de Conclusão de Curso, do Curso de Engenharia Mecânica – ênfase em Automação e Sistemas, da Universidade São Francisco, sob a orientação do Prof. Ivo Giannini, como exigência parcial para conclusão do curso de graduação.
Itatiba 2005

iii
PROCESSO DE FURAÇÃO NO CENTRO DO VIRABREQUIM DENTRO DO PROCESSO DE PRÉ-USINAGEM
Márcio Ortiz Carcanha
Monografia defendida e aprovada em 25 de novembro de 2005 pela Banca Examinadora assim constituída: Prof. Ivo Giannini (Orientador)
USF – Universidade São Francisco – Itatiba – SP. Prof. Ms Fernado Gentille (Membro Interno)
USF – Universidade São Francisco – Itatiba – SP. Prof. Ms Mauricio Bordon (Membro Interno)
USF – Universidade São Francisco – Itatiba – SP.

iv
Dedicatória
Dedico este trabalho:
Aos meus pais Aparecido Carcanha e Madalena O. R. Carcanha
A Raquel Perim Carcanha minha esposa.
A Marlene Ortiz Carcanha minha irmã

v
Agradecimentos
A Deus por ter permitido a realização do trabalho de conclusão de curso que foi
desenvolvido através de conhecimentos adquiridos durante todos os anos do curso de
Engenharia
A minha família, pelo apoio, compreensão, força e incentivos constantes.
Ao professor Ivo Giannini pela orientação e a todos professores que no passar
desses anos fizeram e ainda fazem parte desta minha formação.
Em especial, agradeço a minha esposa Raquel Perim Carcanha que me ajudou
muito no decorrer de todos os anos.

vi
Sumário
Lista de Figuras......................................................................................................viii
Lista de Tabelas........................................................................................................ix
Resumo.......................................................................................................................x
Capítulo I
1. Introdução............................................................................................................01
1.1 – Objetivo, Justificativa....................................................................................02
Capítulo II
Revisão Bibliográfica...............................................................................................03
2. Processo de Forjamento do Virabrequim.......................................................06
2.1 - Corte de Matéria-prima..................................................................................06
2.2 – Aquecimento..................................................................................................08
2.3 – Rolo Laminador.............................................................................................10
2.4 – Forjamento.....................................................................................................11
2.5 – Rebarbar / Furar.............................................................................................12
2.6 – Tratamento Térmico......................................................................................12
2.7 – Jateamento / Lubrificação..............................................................................13
Capítulo III
Matérias e Métodos.....................................................................................................
3. Processo de Pré-Usinagem................................................................................15
vii
Capítulo IV
Resultados e Discussões..............................................................................................
4. Otimização da Broca de Centro.......................................................................25
5. Resultados Obtidos com a Melhoria................................................................29
5.1– Processo de Furação a Seco............................................................................29
5.2- Processo de Furação com Fluído.....................................................................30
5.3– Processo de Furação com Cobertura de Titânio.............................................31
5.4 – Processo de Furação com Cobertura de Futura.............................................32
5.5 – Processo de Furação com Cobertura de Titânio e Fluído..............................33
5.6 – Comparação dos Testes Realizados...............................................................34
5.7 – Quantidade de Preset / Vida da Ferramenta..................................................36
5.8 – Economia de Tempo gasto com Preset da Ferramenta.................................37
Capítulo V
6. Conclusões..........................................................................................................39
Referência Bibliográfica...........................................................................................40
viii
Lista de Figuras
Figura 1 – Broca de centro utilizada no processo de pré-usinagem na operação de furar centro do virabrequim................................................................3
Figura 2 - Matéria prima – barras com 6 metros de comprimento...........................7
Figura 3 – Matéria prima sendo cisalhada na tesoura...............................................7
Figura 4 – Campo magnético no interior do forno a indução..................................8 Figura 5 – Material sendo estirado no rolo laminador............................................10 Figura 6 – Dispositivo hidráulico para rotacionar o tarugo....................................10 Figura 7 – Forjamento do virabrequim utilizando uma prensa de 8000 ton...........11 Figura 8 – Peça sendo rebarbada e calibrada na prensa.........................................12 Figura 9 – Virabrequim após o processo de jateamento........................................13 Figura 10 – Desenho da peça virabrequim.............................................................15 Figura 11 – Máquina para facear flange/espiga do virabrequim-fresadora CNC...16
Figura 12 – Máquina para balancear/centrar o virabrequim-balanceadora CNC...17 Figura 13 – Flange do virabrequim com o furo de centro após balanceamento......17 Figura 14 – Materiais residuais e emissões de processos de usinagem...................21

ix
Lista de Tabelas
Tabela 1 – Temperatura para forjamento em aço.....................................................9
Tabela 2 - Principais riscos ambientais decorrentes do uso, manuseio e descarte de fluídos de corte utilizados em processos de usinagem..........................24
Tabela 3 – Resultados obtidos com o processo de furação a seco..........................29
Tabela 4 – Resultados obtidos com o processo de furação com fluído..................30
Tabela 5 – Resultados obtidos com o processo de furação com cobertura de titânio....................................................................................................31 Tabela 6 – Resultados obtidos com o processo de furação com cobertura de futura. ..............................................................................................................32
Tabela 7 – Resultados obtidos com o processo de furação com cobertura de titânio
e fluído..................................................................................................33 Tabela 8 – Resultados obtidos com a comparação dos ensaios realizados.............34 Tabela 9 – Quantidade de preset em relação a vida da ferramenta........................36
Tabela 10 – Economia do tempo gasto com preset................................................37

x
Resumo
A pré-usinagem do virabrequim (árvore de manivelas) compreende a primeira
etapa do processo de usinagem, nele o virabrequim é faceado e depois furado em suas
extremidades. O processo de furação é feito a seco com uma broca de centro em aço
rápido com duas arestas de corte. O furo realizado no virabrequim tem como finalidade
referenciar o início de toda usinagem que será feita até seu produto acabado.
Atualmente, as usinagens sem fluído de corte constituem um dos tópicos mais debatidos
da indústria metal-mecânica, as pesquisas estão focadas na procura de novas condições
de corte e situações específicas para realização desta usinagem, tendo-se conseguido um
considerável aumento de vida da ferramenta, através de camada protetora de titânio. O
trabalho apresentado relata o resultado de experiências de furação no centro do
virabrequim em aço forjado 1548, com broca de centro de aço rápido. Todos ensaios
foram realizados com os mesmos parâmetros de corte. Com o uso de fluído de corte
vaporizado, com cobertura de titânio, sem fluído de corte, com cobertura de futura e
com cobertura de titânio e fluído. Os resultados mostraram que o processo de furação
sem fluído de corte e com cobertura de titânio foi mais adequado, com bom
desempenho na qualidade dos furos, além de benefícios para a empresa e operador.
Palavras-chave: Usinagem a seco, Furo de centro no virabrequim, Aço Forjado 1548.

1
Capítulo 1
INTRODUÇÃO
A "máquina de gás atmosférica" (motor) foi desenvolvida por Nikolaus
August Otto, exibida na Exposição de Paris em 1867 e não tinha nenhuma árvore de
manivelas. No seu lugar, entre o pistão e o volante estava uma cremalheira, mas com o
desenvolvimento da máquina de quatro ciclos, esta solução foi substituída, em
1876, pela árvore de manivelas e biela.
Pouco antes da 1a guerra mundial as árvores de manivelas destes motores
eram feitos com aço forjado em martelo, normalmente, revenidos e usinados, e
prontos para montar.
A árvore de manivelas produzida em ferro fundido, hoje é uma alternativa
comum, mas antes era muito raro. Por volta dos anos 50, ficou possível obter as
propriedades mecânicas exigidas com ferro fundido, tornando o seu uso um processo
muito popular. Na mesma época, o seu processo de manufatura sofreu uma mudança
de martelo para prensa. Muitas coisas também mudaram no setor de materiais. Por
volta de 1970, os aços ligados e aços temperados predominante na ocasião foram
substituídos, gradualmente, através de aço endurecido por precipitação com uma
estrutura de ferrita e perlita, primeiramente, para a árvore de manivelas de automóveis,
e depois para caminhões (Chiaverini e Benedito 2002).

2
Durante os últimos anos a pesquisa continua para a redução de custo e melhoria
de tratamentos de superfície, permitiu o uso de aços resfriados controladamente, com
menor resistência à tração e nenhum tratamento térmico depois de ser forjado.
Os primeiros motores a combustão interna utilizavam gases em vez de gasolina
como combustível. Surgiu na Inglaterra em 1820, um motor acionado pela explosão de
uma mistura de hidrogênio e ar. Em 1838 foi patenteado o motor a gás que comprimia
uma mistura de combustível, e em 1885 foi então, concebido e projetado o primeiro
motor de quatro tempos a queimar gasolina.
O virabrequim é uma das partes inseridas nos motores de todos os meios de
transporte, esta peça transforma o movimento alternativo dos êmbolos, em movimento
giratório.
O virabrequim possui diversas manivelas, que são dispostas em ângulos de 120º
uma em relação à outra, de modo que o tempo de explosão seja uniforme e espaçados
nas duas revoluções.
A empresa ThyssenKrupp Metalúrgica, instalada em Campo Limpo Paulista -
São Paulo, produz virabrequim, ou seja, faz desde o processo de forjamento até a peça
acabada (usinada).
Para se obter o virabrequim pré-usinado faz-se necessário o cumprimento de
diversas etapas que são:
• Corte de Matéria-prima;
• Aquecimento da Matéria-prima;
• Rolo Laminador;
• Forjamento;
• Rebarbar / Furar;
3
• Tratamento Térmico (para aços especiais);
• Jateamento / lubrificação.
• Pré-usinagem;
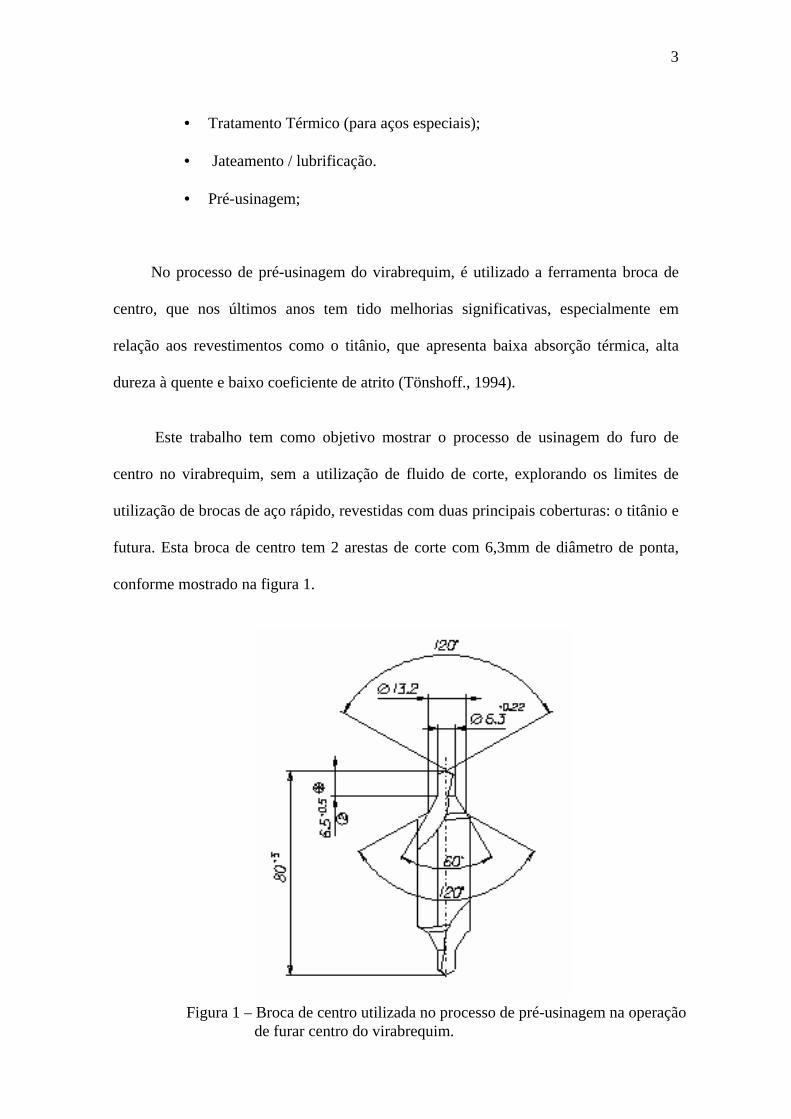
No processo de pré-usinagem do virabrequim, é utilizado a ferramenta broca de
centro, que nos últimos anos tem tido melhorias significativas, especialmente em
relação aos revestimentos como o titânio, que apresenta baixa absorção térmica, alta
dureza à quente e baixo coeficiente de atrito (Tönshoff., 1994).
Este trabalho tem como objetivo mostrar o processo de usinagem do furo de
centro no virabrequim, sem a utilização de fluido de corte, explorando os limites de
utilização de brocas de aço rápido, revestidas com duas principais coberturas: o titânio e
futura. Esta broca de centro tem 2 arestas de corte com 6,3mm de diâmetro de ponta,
conforme mostrado na figura 1.
Figura 1 – Broca de centro utilizada no processo de pré-usinagem na operação de furar centro do virabrequim.

4
Durante os ensaios foram observados os tipos de avarias e desgastes das
ferramentas, forças de avanço, potência elétrica no motor principal da máquina, a
variação dimensional e a rugosidade dos furos produzidos nos virabrequins.
Foram utilizados diversos avanços na máquina, durante o processo de pré-
usinagem, mantendo-se a mesma velocidade de corte, visando explorar os limites do
processo. Aplicando-se a metodologia de otimização foi obtido o avanço de referência
do processo. Foi realizado, também, uma análise de custos comparando as condições
normais (com o mínimo volume de fluido de corte, vaporizado pela ação do ar
comprimido e sem cobertura) e otimizadas (com o mínimo volume de fluido de corte,
vaporizado pela ação do ar comprimido e com cobertura - titânio e futura) do processo
de furação da peça, visando analisar as condições econômicas e de produtividade limite.
Sabe-se que os problemas ocasionados em decorrência da utilização de fluidos
de corte, muitas vezes são complexos e de difícil solução. Assim sendo, a melhoria que
este trabalho propôs, favoreceu não só a empresa, mas o trabalhador e o meio ambiente.
Diante destas considerações, o trabalho foi dividido em quatro capítulos para
melhor compreensão.
• No primeiro capítulo, encontra-se as etapas do processo pela qual o
virabrequim passa até o estágio anterior da pré-usinagem;
• No segundo capítulo, é abordado a etapa da pré-usinagem e os fluídos
envolvidos no processo, juntamente com os eventuais problemas
ocasionados pelo seu uso.
5
• No terceiro capítulo, é apresentado a mudança realizada dentro da
empresa.
• No quarto capítulo são apresentados os benefícios adquiridos com as
mudanças realizadas. É feito também uma comparação anterior e
posterior às mudanças.
Para a conclusão do trabalho, foi feito algumas considerações finais que têm
como objetivo mostrar as vantagens que este estudo pode trazer para uma empresa que
esteja disposta a investir em pesquisas.
1.1 Objetivo, Justificativa
Este trabalho tem como objetivo mostrar a importância do processo de pré-
usinagem do furo de centro no virabrequim, que é o ponto de referência para toda as
etapas posteriores de usinagem. Através de vários ensaios será explorado os limites da
utilização das brocas de aço rápido, para determinar qual o melhor processo para
aumentar a vida útil da ferramenta.
Para o processo de furação do virabrequim, as brocas de centro utilizadas têm
um custo muito alto em relação a sua vida útil. Assim sendo, houve a necessidade de
realizar uma melhoria no processo de furação, que proporcionasse o aumento da vida
útil da ferramenta diminuindo seu consumo/custo.

6
Capítulo 2
REVISÃO BIBLIOGRÁFICA
2. Processo de Forjamento do Virabrequim
O forjamento do virabrequim a quente é composto pelas seguintes etapas:
• Corte de Matéria-prima;
• Aquecimento;
• Rolo Laminador;
• Forjamento;
• Rebarbar / Furar;
• Tratamento Térmico (para aços especiais);
• Jateamento / Lubrificação.
A seguir será apresentado o detalhamento de cada etapa do Processo de
Forjamento do Virabrequim.
2.1 - Corte de Matéria-prima
A matéria-prima chega na empresa, em barras com 6 metros de comprimento
por bitola quadrada de 127mm, conforme ilustrado na figura 2.

7
Ela é aquecida a temperatura média de 70 ºC, para evitar que ocorra trinca no
cisalhamento. O tarugo é cisalhado com dimensões entre 661 à 664mm de
comprimento.
O cisalhamento é feito com o auxilio da tesoura, que são máquinas que
apresentam duas facas, uma fixa e uma móvel, que cisalham o material. O esforço
do corte vence a resistência do material fazendo sua separação em um plano normal
da barra (Bresciani, 1976), conforme figura 3.
Figura 2 – Matéria prima – barras com 6 metros de comprimento
Figura 3 – Matéria prima sendo cisalhada na tesoura

8
2.2- Aquecimento O aquecimento da matéria-prima é a segunda etapa para o forjamento que pode se dar
por várias formas, por exemplo, no processo a combustão, a peça é submetida somente
ao beneficiamento e revenimento controlado a óleo, ou seja, após a peça atingir a
temperatura adequada é refrigerada em óleo.
O aquecimento por indução acontece quando uma peça constituída de material
condutor elétrico, magnético ou não é colocado sob a ação de um campo magnético
variável que aquece a peça - representado na figura 4.
Figura 4 – Campo magnético no interior do forno a indução
Campo Magnético
Corrente Induzida
Materia-prima(tarugo)

9
Para ser forjado, o metal precisa ser aquecido a temperaturas que possuam alta
plasticidade tanto no início como no fim do processo de fabricação, ou seja, a peça
precisa ser aquecida em sua totalidade, de forma que seu interior tenha a “mesma
temperatura” de sua superfície.
A diferença entre as temperaturas inicial e final do forjamento é conhecida
como intervalo de temperatura de forjamento.
Com a elevação de temperatura do forjamento, aumenta-se a ductibilidade e
diminui-se o esforço de deformação plástica, melhorando o enchimento da matriz. Com
o superaquecimento do tarugo, corre-se o risco de não obter um forjado com estrutura e
propriedades de resistências desejáveis.
A determinação das temperaturas para aços-carbonos e aços-ligas depende:
• Do conteúdo de carbono;
• Da composição da liga;
• Da faixa de temperatura para melhor plasticidade;
Escolhe-se, normalmente, a temperatura máxima permitida por assegurar maior
forjabilidade ao material, sendo esse limite superior da temperatura influenciado
basicamente pelo conteúdo de carbono conforme mostra a tabela abaixo.
Aço SAE Temperatura máxima
de forjamento ( ºC )
1010 1310 1030 1280 1050 1260 1080 1210 1095 1150 1548 1300
Tabela 1 - Temperatura para forjamento em aço(Bresciani, 1976).

10
2.3 – Rolo laminador
O rolo laminador consiste em dois cilindros que têm como função comprimir o
tarugo, conforme figura 5.
A peça sai do forno através de uma esteira com temperatura média de 1270 à
1300 ºC, passa pelo primeiro rolo laminador, no qual é estirado um lado do tarugo, e
depois passa pelo dispositivo de rotacionar o tarugo, representado na figura 6.
Figura 5 – Material sendo estirado no rolo laminador
Figura 6 – Dispositivo hidráulico para rotacionar o tarugo
11
Entra no segundo rolo laminador, sai com o comprimento médio entre 850 à 870
mm, aumentando assim seu comprimento em torno de 200mm.
O objetivo deste processo é aumentar o comprimento do tarugo deixando-o na
configuração apropriada para a próxima etapa, para melhor preencher a matriz de
forjamento. Com isto conseguimos a formação do virabrequim sem falhas.
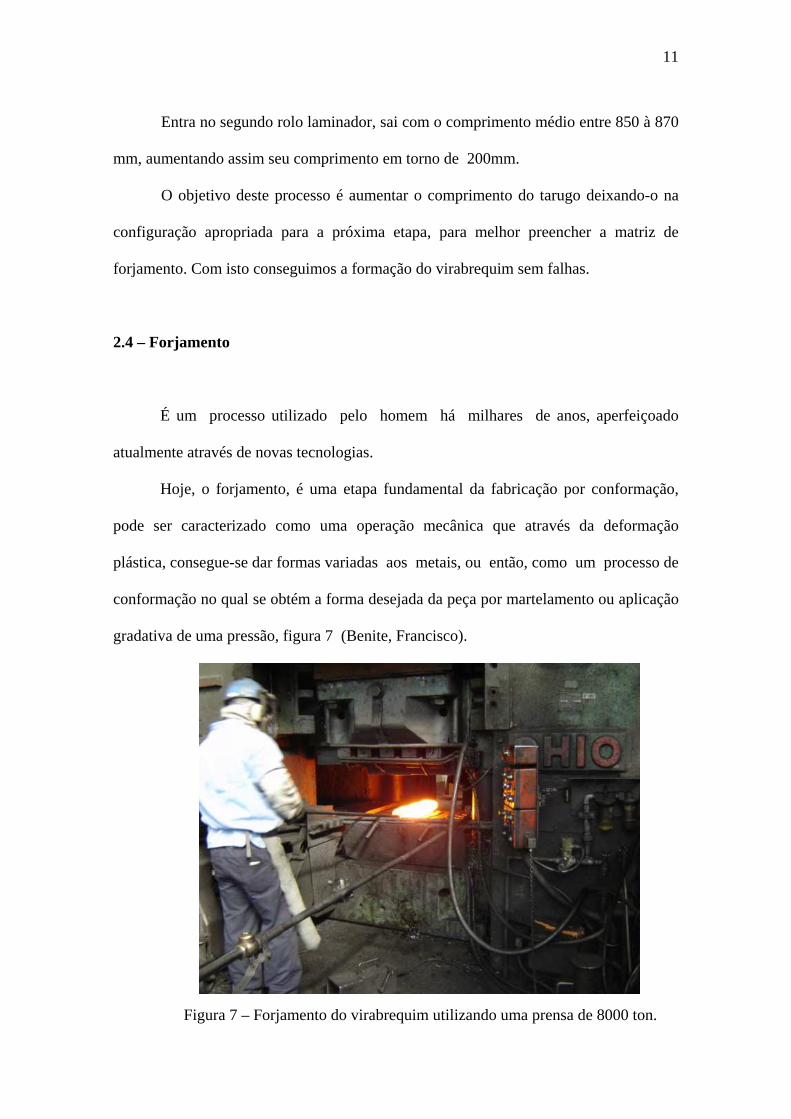
2.4 – Forjamento
É um processo utilizado pelo homem há milhares de anos, aperfeiçoado
atualmente através de novas tecnologias.
Hoje, o forjamento, é uma etapa fundamental da fabricação por conformação,
pode ser caracterizado como uma operação mecânica que através da deformação
plástica, consegue-se dar formas variadas aos metais, ou então, como um processo de
conformação no qual se obtém a forma desejada da peça por martelamento ou aplicação
gradativa de uma pressão, figura 7 (Benite, Francisco).
Figura 7 – Forjamento do virabrequim utilizando uma prensa de 8000 ton.

12
2.5 - Rebarbar / Furar
Após as etapas descritas anteriormente, a peça passa pelo processo de
rebarbação e furação a quente. Nestas etapas é realizada a retirada do excesso de
material após o forjamento final da peça.
A etapa chamada de furar é em conjunto com a etapa calibrar, ou seja, é retirado
o excesso de rebarba e em seguida a peça é colocada no calibrador (matriz para
endireitar), mostrado na figura 8.
2.6 - Tratamento Térmico
É um conjunto de operações de aquecimento e resfriamento em que o aço é
submetido, sob condições controladas de temperatura / tempo, a atmosfera e velocidade
de resfriamento alterando suas propriedades e conferindo características adequadas.
Os forjados sofrem tratamento térmico com os seguintes fins:
Figura 8 – Peça sendo rebarbada e calibrada na prensa.

13
• Remover tensões introduzidas durante o forjamento ou esfriamento do forjado;
• Homogenizar sua estrutura;
• Melhorar sua usinabilidade;
• Aumentar suas propriedades mecânicas.
2.7 – Jateameto / lubrificação
Na etapa de jateamento / lubrificação as peças são submetidas a limpeza
superficial, conforme figura 9.
Nesta etapa, as peças recebem um jato de granalhas (pequenas partículas de aço)
por um determinado tempo, para que sejam retirada as carepas (resíduos do forjamento)
e pequenas trincas em sua superfície. Este tempo é determinado de acordo com o aço
que foi utilizado na peça, ou seja, de acordo com o tipo de aço, o tempo de jateamento
aumenta ou diminui.
Figura 9 – Virabrequim após o processo de jateamento.

14
Na etapa de lubrificação as peças recebem um banho de óleo refrigerante, uma
mistura de 3% de óleo e 97% de água. Esta lubrificação tem como finalidade proteger
a peça contra a oxidação no decorrer das outras etapas.
15
Capítulo 3
MATERIAS E MÉTODOS
3. Processo de pré-usinagem
Após as etapas mencionadas no capitulo anterior, o virabrequim está pronto para
ser usinado.
A peça chega em cavaletes, transportados por empilhadeira até o começo da
linha de usinagem. O processo de pré-usinagem é composto por duas etapas: a operação
de facear flange / espiga e a operação de centrar e balancear o virabrequim.
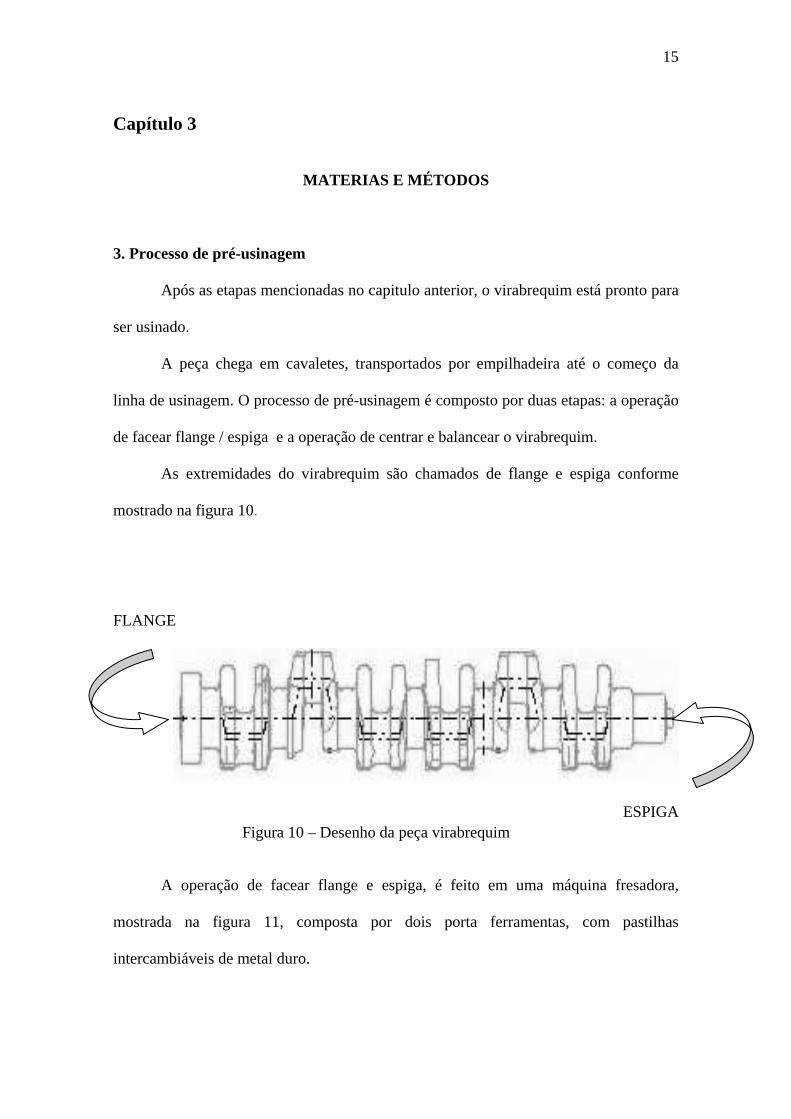
As extremidades do virabrequim são chamados de flange e espiga conforme
mostrado na figura 10.
FLANGE
ESPIGA
A operação de facear flange e espiga, é feito em uma máquina fresadora,
mostrada na figura 11, composta por dois porta ferramentas, com pastilhas
intercambiáveis de metal duro.
Figura 10 – Desenho da peça virabrequim

16
Esta fresadora possui um motor de 15cv em cada cabeçote, trabalha com uma
rotação de 90 rpm, com avanço de 5,6mm/min. O sobre-metal retirado da flange /
espiga é em torno de 4 à 7mm.
As operações de centrar e balancear são realizadas em uma máquina
balanceadora. Para a peça ser balanceada, ela é colocada no dispositivo, no qual, através
do comando CNC, o mesmo se movimenta de acordo com o peso da peça, distribuindo
seu peso. Durante a operação de balancear, o virabrequim gira em uma rotação média
de 300rpm, de modo que seu peso é dividido por compensação de massa para que a
peça possa ser furada no seu centro geométrico, conforme figura 12.
Figura 11 – Máquina para facear flange / espiga do virabrequim - fresadora CNC

17
Este furo de centro conforme figura 13, serve como referência para as próximas
operações de usinagem.
O furo feito no centro do virabrequim é executado por uma broca de centro com
duas arestas de 6,3 mm de diâmetro e 6,5 + 0,5mm de comprimento.
Figura 12 – Máquina para balancear / centrar o virabrequim - balanceadora - CNC
Figura 13 – Flange do virabrequim com o furo de centro após balanceamento
18
Esta broca fica presa em um dispositivo de fixação, denominado mandril, que
quando feito o preset da ferramenta, determina a sua altura, conforme solicitação por
desenho do cliente. Temos assim, a profundidade exata do furo de centro, para
referência das outras etapas do processo.
Este processo de furação realizado pela broca de centro, pode ser feito de três
maneiras:
• sem cobertura / fluído de corte;
• com cobertura de titânio e fluído;
• com cobertura de titânio sem fluido;
Para melhor compreensão do processo, segue abaixo o detalhamento dos
mesmos.
Na indústria, a condição para o uso de um processo de usinagem sem fluido de
corte é que as operações envolvidas devam pelo menos alcançar os mesmos tempos de
corte, vida de ferramenta e qualidade das peças realizadas com fluido de corte.
Historicamente, a usinagem sem fluido de corte tem sido empregada com
sucesso na usinagem do ferro fundido cinzento, em virtude dos cavacos curtos, das
baixas temperaturas e das forças de corte envolvidas. A usinagem sem fluido de corte
não consiste em simplesmente interromper a alimentação de fluido, mas sim exige uma
adaptação compatível de todos os fatores que influem em cada processo de usinagem
(Klocke e Gerschwiler, 1996).
Onde a usinagem sem fluido de corte não é possível ser realizada por razões
técnicas, o uso mínimo de quantidade de lubrificante pode ser uma boa alternativa.

19
Este é o caso típico da usinagem do alumínio e suas ligas onde a usinagem sem
fluido de corte costuma formar arestas postiças, e no caso da operação de furação
provocar a quebra da ferramenta devido ao entupimento dos canais de saída do cavaco.
Há várias combinações de material/processo que não são economicamente viáveis sem
o mínimo de quantidade de lubrificante. Isto se aplica atualmente, em particular na
furação e rosqueamento de ferro fundido, aço e ligas de alumínio, e também para
operações finais de fresamento em ligas de alumínio e furação de furos profundos. Ao
lado destas aplicações que, para torneamento de aço, o uso mínimo de quantidade de
lubrificante reduz o coeficiente de atrito e a temperatura no corte ortogonal comparado
com corte sem fluido e com óleo solúvel convencional (Heisel , 1998).
A utilização de revestimentos nas ferramentas é uma alternativa para viabilizar a
usinagem sem fluido de corte. Os revestimentos atuam de duas formas importantes:
como barreira térmica entre o material cortado (peça) e o material de corte (ferramenta),
reduzindo o aporte térmico para o substrato da ferramenta. A outra é como camada
lubrificante, reduzindo o coeficiente de atrito entre cavaco-ferramenta-peça e atuando
também na redução do processo de adesão ( Klocke, 1998).
O titânio permite a formação de um filme de proteção extremamente denso e com
alta adesão em sua superfície, que forma uma barreira contra a difusão do oxigênio nas
camadas internas do revestimento. A segunda grande vantagem desse revestimento, na
usinagem, é a sua baixa condutividade térmica, assim, maior quantidade de calor é
dissipado pelo cavaco, permitindo que se utilizem velocidades de corte mais altas, já
que a carga térmica no substrato é menor.
20
Em processos de usinagem, as exigências básicas são produzir peças dentro de
tolerâncias e acabamentos dimensionais predeterminados, ao menor custo possível. Nos
processos de usinagem, os fluidos de corte desempenham numerosas funções
simultaneamente, contribuindo para que essas exigências de fabricação sejam
satisfeitas. A grande diversificação de fluidos de corte com distintas finalidades levou
ao surgimento de diferentes classificações, dificultando a padronização das mesmas
(Diniz, 1999).
Essas finalidades podem ser classificadas em primárias e secundárias. Como
primárias tem-se:
• Redução do custo da produção através da redução do desgaste da
ferramenta,aumentando assim sua vida;
• Melhoria do acabamento superficial do componente fabricado.
As secundárias buscam melhorias no processo de modo a satisfazer às exigências
primárias e são:
• Refrigeração e lubrificação da interface peça/ferramenta de corte/cavaco
• Minimização dos efeitos da formação da aresta postiça de corte (cavaco que
permanece aderente à aresta de corte da ferramenta alterando suas
características geométricas e funcionais);
• Proteção da peça usinada, ferramenta de corte e máquina-ferramenta contra
corrosão;
• Transporte do cavaco para fora da região de corte(Klocke e Eisenbláter, 1997).

21
Para atender a essas exigências, os fluidos de corte devem possuir características
específicas. Visto sob os aspectos ambientais, os fluidos de corte são agentes nocivos
que possuem na sua constituição: biocidas, fungicidas, produtos de reações, impurezas
agregadas pelo uso etc, atualmente sua utilização seguramente pode ser apontada como
uma das principais fontes causadoras de problemas dentro dos processos de manufatura
das indústrias do setor metal mecânico, possuindo potencial altamente poluidor ao solo,
ar e água, oferecendo sério risco à saúde do operador, mostrado na figura 14.
Os danos à saúde, especialmente os riscos de câncer associados a fluidos de corte,
são bastante conhecidos. Em 1983 a General Motors, juntamente com o Instituto Union
of American Workers (UAW), fizeram levantamento em três plantas fabris utilizando
pesquisadores das Universidades de Harvard e Massachusetts em relação às mortes de
46.000 trabalhadores entre os anos de 1941 e 1984, com três ou mais anos de serviço.
As pesquisas mostraram que os trabalhadores expostos a óleo emocionável
Figura 14 – Materiais residuais e emissões de processos de usinagem (Machado e Diniz, 2000).
Var
iave
is d
e en
trad
a
22
apresentaram altas taxas de câncer no estômago, pâncreas, laringe e próstata, além de
leucemia. Os trabalhadores expostos a óleo puro apresentaram maior número de câncer
da laringe, esôfago e reto. O risco de adquirir câncer por parte das pessoas que não
foram expostas a este tipo de produto era menor do que metade. O contato prolongado
de fluidos de corte com o trabalhador no chão-de-fábrica através de respingos, e
inalação de vapores e névoa, entre outros, tem mostrado causar diversos tipos de
problemas relacionados à saúde. Os componentes dos fluidos de corte, assim como os
aditivos, biocidas, fungicidas, produtos de reações e impurezas podem causar diversos
tipos de doenças de pele como dermatites, inflamações cutâneas, hiper-pigmentação,
alergias e outras irritações (Goyan).
Névoa e vapores gerados durante a utilização de fluidos de corte na usinagem,
inalados pelos operadores, podem causar diversos tipos de doenças respiratórias,
irritações nas mucosas do nariz, garganta e olhos. Alguns aditivos usados na formulação
de fluidos de corte são suspeitos de serem carcinogênicos. Os vapores são gerados no
contato dos fluidos de corte com superfícies quentes da peça trabalhada, da ferramenta
ou do cavaco quente (Ball, 1997).
Fabricantes de máquinas e ferramentas preocupados com problemas de saúde, têm
colocado à disposição dos clientes equipamentos opcionais de exaustão e filtros de
proteção mesmo antes de 1996, com a finalidade de minimizar o efeito da névoa
provocada pelos fluidos de corte. Os fatos apontados permitiram o estudo de novas
técnicas de refrigeração, que vão desde a água até o corte sem fluido, passando pelo uso
da mínima quantidade de lubrificante.
Estes estudos provaram que algumas destas possibilidades são viáveis, tanto para

23
o operador que não ficaria exposto a produtos químicos, como para redução dos custos
de usinagem. De acordo com estudos realizados para as indústrias alemãs, os custos
associados ao uso desses fluidos representam aproximadamente 16% dos custos de
fabricação. Portanto, devem ser utilizados onde são extremamente necessários, como é o
caso da usinagem de ligas de alumínio e aço inoxidável, em que a aderência do cavaco
na cunha de corte é uma constante (Daniel, 1997).
Fabricantes de ferramentas (Sandvik; Iscar; Valenite; Mitsubishi Materials Corp. e
outras) têm consciência de que é possível a usinagem sem fluido de corte ou com
mínima quantidade de lubrificante com o emprego de revestimentos de titânio e futura.
Contudo, recomendam cuidados especiais na escolha dos parâmetros de corte,
principalmente o uso de maior avanço com conseqüente redução de tempo de corte e do
efeito térmico. Como alternativa para a retirada do cavaco da região de corte pode-se
usar o ar comprimido (Heine, 1997).
Os problemas ocasionados em decorrência da utilização de fluidos de corte muitas
vezes são complexos e de difícil solução. A Tabela 2, traz um resumo dos principais
aspectos nocivos provocados pelo uso de tais produtos.
Atividade Aspectos Ambientais Impacto no Ambiente

24
Armazenagem • Vazamento de resíduos líquidos Poluição do solo e corpos
d'água
Preparação do
fluido de corte
(emulsão)
• Contato com pele do operador e
inalação de vapores
Doenças respiratórias e de
pele
Etapas do sistema
produtivo
• Respingos e contato com a pele do
operador; • Vazamentos para rede de
coleta de esgoto; • Formação de névoa e
vapores; • Formação de lamas de
retificação.
Diversas doenças e irritações
de pele (dermatites e
eczemas) do operador, e
doenças respiratórias;
Contaminação de rios e solos
Armazenagem,
transporte e descarte
de cavaco como
sucata para fundição
• Vazamentos de fluidos de corte em
terrenos e estradas; • Emissões de gases
tóxicos na atmosfera
Contaminação de rios, solos e
ar atmosférico
Armazenagem e
descarte de resíduos
de fluido de corte
• Vazamentos de resíduos para o meio
ambiente; • Eliminação de resíduos em
local não autorizado
Contaminação de rios e solos
Como observado, o fluído de corte não é um processo muito saudável, tanto para
o meio ambiente quanto ao operador da máquina. Assim sendo, na realização deste
trabalho, houve entre algumas preocupações, a necessidade de aprimorar o processo de
usinagem.
Capítulo 4
Tabela 2 - Principais riscos ambientais decorrentes do uso, manuseio e descarte de fluidos de corte
utilizados em processos de usinagem (Dias, 2000).
25
RESULTADOS E DISCUSSÕES
4. Otimização da broca de centro
Como vimos na introdução deste trabalho o homem sempre teve a necessidade
de evoluir, de buscar algo melhor para seu próprio beneficio.
Antes da primeira guerra mundial, o virabrequim não existia. No seu lugar havia
uma cremalheira entre o pistão e o volante do automóvel.
Com o passar do tempo esta peça foi substituída pela árvore de manivelas ou
virabrequim. Esta peça passou a fazer parte do motor, com a finalidade de transformar o
combustível em energia.
Toda vez que há necessidades de mudanças, seja na própria peça ou na
ferramenta que “a produz” é porque existe algo mais eficaz, ou que traz algum beneficio
para a empresa.
Este trabalho propõem a melhoria no processo de pré-usinagem do virabrequim
utilizando a broca de centro, que recebeu uma cobertura de titânio para que houvesse
um aumento na sua vida útil.
Para que isso se concretizasse definitivamente, houve a necessidade de realizar
alguns ensaios, para que fosse possível identificar o processo mais propicio, ou seja,
identificou-se as melhores condições para o processo de furação do virabrequim.
Os testes realizados no processo de furação foram:
• Processo de furação da peça a seco:
Neste processo a broca faz o furo nas extremidades do virabrequim sem fluído
de corte e sem cobertura.
26
• Processo de furação da peça com fluído de corte:
Neste processo é feito uma aplicação de fluído de corte através de nevoa, ou
seja, o lubrificante é pulverizado pelo ar comprimido (MQL – Mínima Quantidade de
Lubrificante).
• Processo de furação da peça com cobertura de titânio:
Na furação com cobertura de titânio, a ferramenta recebe uma camada de
revestimento que a protege de um maior desgaste, durante o processo de furação.
• Processo de furação da peça com cobertura de futura:
Na furação com cobertura de futura, a ferramenta recebe uma camada de
revestimento que a protege de um maior desgaste, durante o processo de furação.
• Processo de furação da peça com cobertura de titânio e com fluído:
Na furação com cobertura de titânio e com fluído, além da ferramenta ter a
cobertura protetora contra maior desgaste e aquecimento, ela recebe em sua ponta um
jato mínimo de lubrificante.
Com os ensaios realizados o objetivo foi identificar quais dos processos
melhoraria a vida útil da ferramenta, ou seja, qual produziria / furaria mais peças, com
aceitável acabamento dos furos de centro.
Para que se entenda a necessidade da melhoria é importante compreender as
condições em que a produção do virabrequim, se encontrava:
O processo de furação do virabrequim era realizado a seco, ou seja, não se
utilizava nenhum tipo de óleo refrigerante / cobertura.
Nesse processo a broca de centro, feita em aço rápido, sem cobertura tinha em
média uma vida útil de 100 furos por aresta.

27
Havia a possibilidade de afiar a ferramenta, fazendo com que a mesma chegasse
a usinar, em média 1200 furos.
Diante destes dados, chegou-se a conclusão que o atual processo apresentava
condições muito desfavoráveis, pois o consumo desta ferramenta estava muito alto,
além dos altos tempos de preset, pois havia-se a necessidade de a cada duas horas o
operador ter que afiar / trocar a ferramenta. A troca / afiação da ferramenta leva
aproximadamente dez minutos. Durante os testes realizados foram observadas
vantagens e desvantagens.
No processo de furação a seco a vantagem é que o operador trabalha sem
contato com fluídos, que são prejudiciais a saúde.
Porém, em questão de produtividade este processo não é muito eficaz, pois a
ferramenta sofre muito desgaste, não tendo assim uma vida útil satisfatória.
Já no processo de furação com fluido, a desvantagem é que o operador entra em
contato com uma substância nociva a saúde, e este fluído empasta a saída de cavaco da
ferramenta ocasionando sua quebra.
No processo com cobertura de futura a ferramenta teve um bom desempenho,
porém adquiriu uma temperatura muito elevada, ocasionando a quebra da ponta da
ferramenta . Além disso o custo do revestimento é muito alto.
Para o processo de furação com cobertura de titânio e lubrificante também teve-
se um bom rendimento em relação a vida útil da ferramenta. No entanto, apesar da
utilização da cobertura, o lubrificante ocasionava problemas na saída do cavaco, além
disso o lubrificante prejudicava a saúde dos operadores.

28
O processo mais viável foi o de furação com cobertura de titânio, pois além de
atingir um ótimo rendimento, alterou sua vida média útil de 100 para 500 furos por
aresta.
Afiando-se a broca de centro para estas condições, a quantidade de furos passou
para 6000 furos, sendo que a ferramenta pode ser afiada em média seis vezes.
29
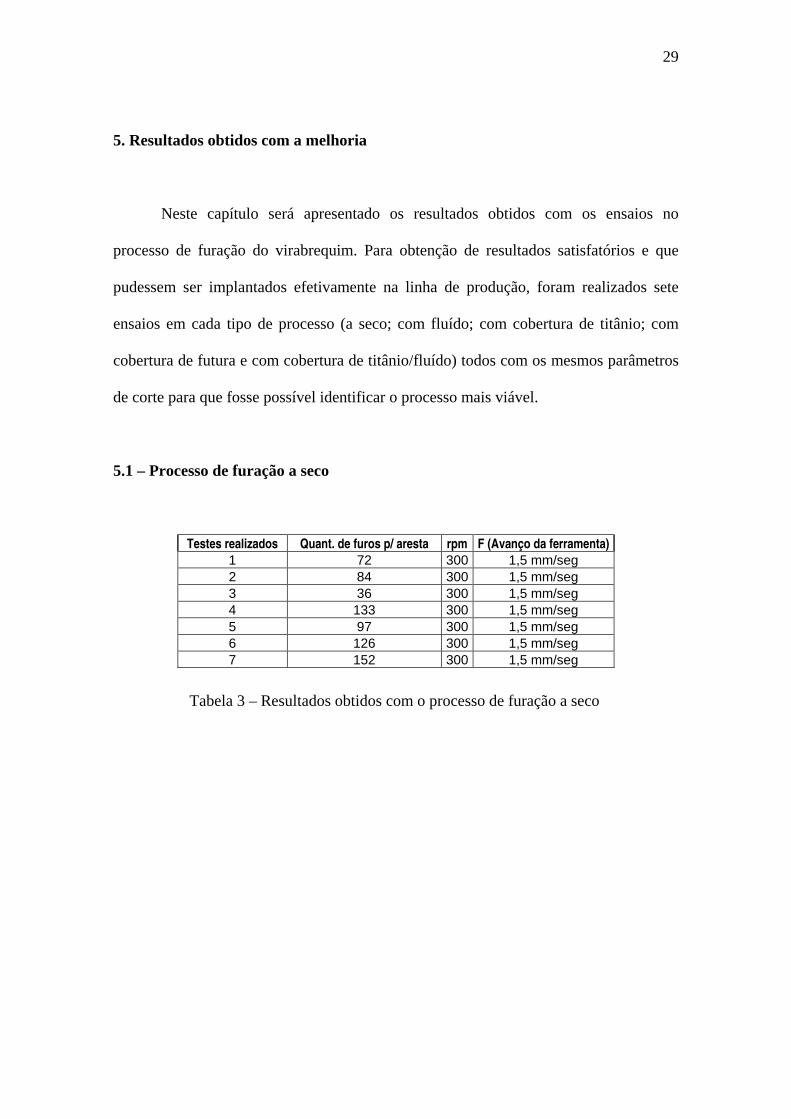
5. Resultados obtidos com a melhoria
Neste capítulo será apresentado os resultados obtidos com os ensaios no
processo de furação do virabrequim. Para obtenção de resultados satisfatórios e que
pudessem ser implantados efetivamente na linha de produção, foram realizados sete
ensaios em cada tipo de processo (a seco; com fluído; com cobertura de titânio; com
cobertura de futura e com cobertura de titânio/fluído) todos com os mesmos parâmetros
de corte para que fosse possível identificar o processo mais viável.
5.1 – Processo de furação a seco
Testes realizados Quant. de furos p/ aresta rpm F (Avanço da ferramenta)
1 72 300 1,5 mm/seg 2 84 300 1,5 mm/seg 3 36 300 1,5 mm/seg 4 133 300 1,5 mm/seg 5 97 300 1,5 mm/seg 6 126 300 1,5 mm/seg 7 152 300 1,5 mm/seg
Tabela 3 – Resultados obtidos com o processo de furação a seco

30
84
36
133126
152
72
97
0
15
30
45
60
75
90
105
120
135
150
1 2 3 4 5 6 7
Número de ensaios
Qua
ntid
ades
de
furo
s
Quant. de furos p/ aresta
M édia = 100 pçs
Considerações: Através da representação gráfica percebesse que houve uma variação
muito grande em relação a vida da broca de centro. Algumas ferramentas resistiram
pouco, como mostra o terceiro ensaio realizado, onde a ponta da broca quebrou,
enquanto outras, resistiram aproximadamente 76% a mais como mostra o sétimo ensaio,
tendo uma vida útil melhor. Portanto, a média obtida com estes ensaios foi de 100 furos
por aresta.
5.2 – Processo de furação com fluído
Testes realizados Quant. de furos p/ aresta rpm F (Avanço da ferramenta)
1 108 300 1,5 mm/seg 2 91 300 1,5 mm/seg 3 45 300 1,5 mm/seg 4 204 300 1,5 mm/seg 5 117 300 1,5 mm/seg 6 306 300 1,5 mm/seg 7 158 300 1,5 mm/seg
Gráfico 1 – Vida média da ferramenta processo de furação a seco
Tabela 4 – Resultados obtidos com o processo de furação com fluído

31
91
45
204
117108158
306
0
50
100
150
200
250
300
1 2 3 4 5 6 7
Números de ensaios
Qua
ntid
ades
de
furo
s
Quant. de furos p/ aresta
M édia = 147 pçs
Considerações: No processo com fluído vaporizado (MQL), teve-se variações
consideráveis, porém conseguiu-se uma média maior do que no processo a seco.
Obteve-se uma vida média de 147 furos por aresta. Os valores dos testes variaram de 45
a 306 furos. Diante destes resultados ficou inviável a implementação deste processo,
pois os números de furos realizados em cada ensaio estavam instáveis.
5.3 – Processo de furação com cobertura de titânio
Testes realizados Quant. de furos p/ aresta rpm F (Avanço da ferramenta)
1 569 300 1,5 mm/seg 2 465 300 1,5 mm/seg 3 391 300 1,5 mm/seg 4 498 300 1,5 mm/seg 5 403 300 1,5 mm/seg 6 656 300 1,5 mm/seg 7 518 300 1,5 mm/seg
Gráfico 2 – Vida média da ferramenta no processo de furação com fluído
Tabela 5 – Resultados obtidos com o processo de furação com cobertura de titânio

32
403
656
518
391
569
465
498
0
100
200
300
400
500
600
700
1 2 3 4 5 6 7
Números de ensaios
Qua
ntid
ades
de
furo
s
Quant. de furos p/ aresta
M édia = 500 pçs
Considerações: Neste processo com cobertura de titânio observa-se pouca variação de
uma ferramenta para outra. Nestes ensaios, a ferramenta se comportou de forma mais
uniforme. O desgaste da aresta da broca de centro neste processo foi amortecido em
função da cobertura de titânio, aumentando assim a vida útil da ferramenta para 500
furos por aresta.
5.4 – Processo de furação com cobertura de futura
Testes realizados Quant. de furos p/ aresta rpm F (Avanço da ferramenta)
1 517 300 1,5 mm/seg 2 103 300 1,5 mm/seg 3 297 300 1,5 mm/seg 4 393 300 1,5 mm/seg 5 454 300 1,5 mm/seg 6 374 300 1,5 mm/seg 7 606 300 1,5 mm/seg
Gráfico 3 – Vida média da ferramenta no processo de furação com cobertura de titânio
Tabela 6 – Resultados obtidos com o processo de furação com cobertura de futura

33
517
103
454
374
606
297
393
0
100
200
300
400
500
600
1 2 3 4 5 6 7
Números de ensaios
Qua
ntid
ades
de
furo
s
Quant. de furos p/ aresta
M édia = 397 pçs
Considerações: No primeiro teste realizado com a cobertura de futura teve-se um
ótimo resultado (517 furos), porém no segundo teste, quebrou a ponta da broca com
apenas 103 furos. Está cobertura de futura se torna inviável, pois além do cavaco
empastar na aresta da ferramenta, seu custo é de aproximadamente 20% a mais do que
o custo da cobertura de titânio, apesar de apresentar uma vida média útil de 392 furos.
5.5 – Processo de furação com cobertura de titânio e fluído
Testes realizados Quant. de furos p/ aresta rpm F (Avanço da ferramenta)
1 256 300 1,5 mm/seg 2 106 300 1,5 mm/seg 3 357 300 1,5 mm/seg 4 362 300 1,5 mm/seg 5 479 300 1,5 mm/seg 6 396 300 1,5 mm/seg 7 607 300 1,5 mm/seg
Gráfico 4 – Vida média da ferramenta no processo de furação com cobertura de futura
Tabela 7 – Resultados obtidos com o processo de furação com cobertura de titânio e fluido

34
256
106
607
396
479
362
357
0
70
140
210
280
350
420
490
560
630
1 2 3 4 5 6 7
Números de ensaios
Qua
ntid
ades
de
furo
s
Quant. de furos p/ aresta
M édia = 366 pçs
Considerações: Neste processo obteve-se uma vida média de 366 furos por aresta. O
processo se torna inviável, pois a variação é grande, não obtendo assim, uma média
ponderada que garanta um processo estável.
5.6 – Comparação dos ensaios realizados
Processo de furação Quant. de furos p/ aresta * rpm F (Avanço da ferramenta)
a seco 100 300 1,5 mm/seg c/ fluído 147 300 1,5 mm/seg c/ cobertura de titânio 500 300 1,5 mm/seg c/ cobertura de futura 392 300 1,5 mm/seg c/ cobertura de titânio e c/ fluído 366 300 1,5 mm/seg
* vida média da ferramenta
Gráfico 5 – Vida média da ferramenta no processo de furação com cobertura de titânio com fluido
Tabela 8 – Resultados obtidos com a comparação dos ensaios realizados

35
0
40
80
120
160
200
240
280
320
360
400
440
480
520
a seco
c/ f luído
c/ cobertura de t itâ
nio
c/ cobertura de futura
c/ cobertura de t itâ
nio e c/ f luído
Processos
Núm
ero
de
furo
s p/
are
sta
Considerações: De acordo com as médias adquiridas nos ensaios (vida útil da
ferramenta), pode-se montar um gráfico comparativo que mostra o processo mais viável
para ser implementado na linha de produção. Observa-se, no gráfico acima, que o menor
rendimento foi no processo a seco, em seguida estão os processos com fluído; com
cobertura de titânio/fluído; com cobertura de futura e por fim o mais indicado: o
processo com cobertura de titânio.
Pode-se observar também que os processos com cobertura de futura e o com cobertura
de titânio/fluído tiveram uma média bem próxima, em relação a vida útil da ferramenta,
porém menos indicados como alterações no processo.
Gráfico 6 – Resultados obtidos com a comparação dos ensaios realizados

36
Os testes com fluído e a seco foram os que mais apresentaram problemas como:
empastamento de cavaco, queima da aresta (ângulo) e quebra da ferramenta,
diminuindo-se assim a vida útil da mesma.
5.7 – Quantidade de preset / vida da ferramenta
Processo de furação Numeros de furos p/ aresta Quantidade de preset
a seco 100 1 c/ cobertura de titânio 500 1
100
500
1 1
0
100
200
300
400
500
600
a seco c/ cobertura de titânio
Processos
Núm
ero
de fu
ros
0
2
4
6
Quantidade de furos
Numero de preset
Qua
ntid
ade
de
pre
set
Tabela 9 – Quantidade de preset em relação a vida da ferramenta
Gráfico 7 – Quantidade de preset em relação a vida da ferramenta
37
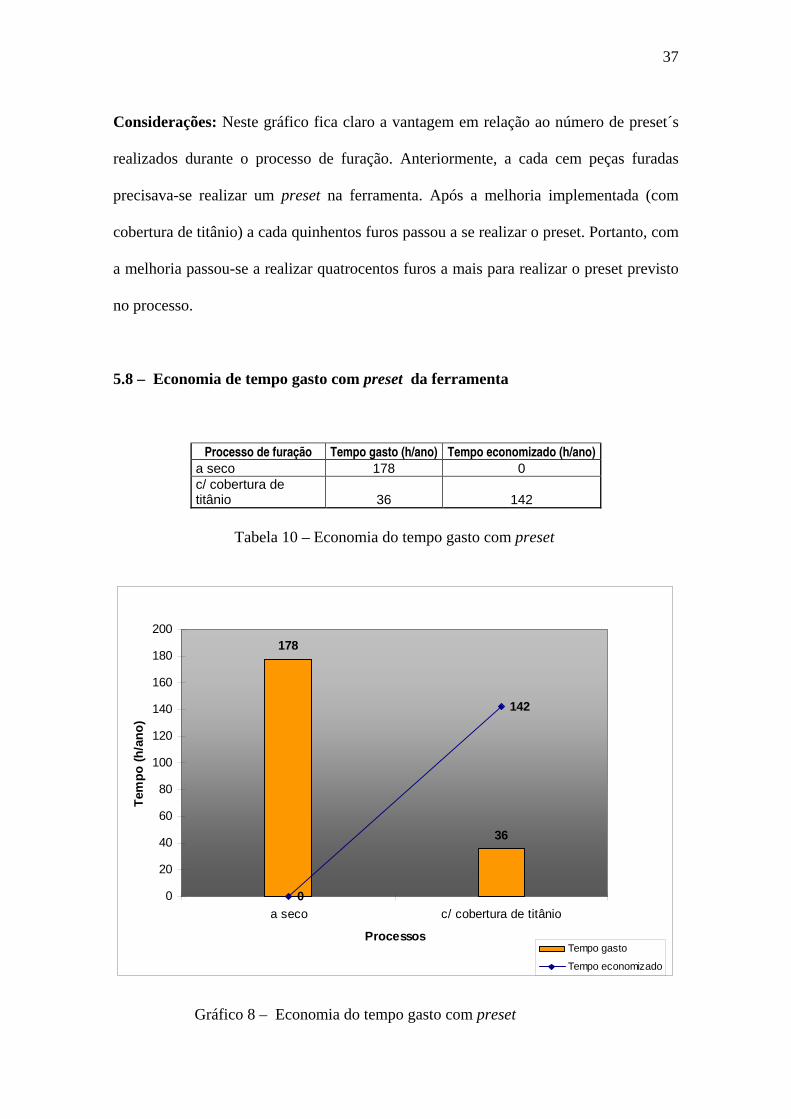
Considerações: Neste gráfico fica claro a vantagem em relação ao número de preset´s
realizados durante o processo de furação. Anteriormente, a cada cem peças furadas
precisava-se realizar um preset na ferramenta. Após a melhoria implementada (com
cobertura de titânio) a cada quinhentos furos passou a se realizar o preset. Portanto, com
a melhoria passou-se a realizar quatrocentos furos a mais para realizar o preset previsto
no processo.
5.8 – Economia de tempo gasto com preset da ferramenta
Processo de furação Tempo gasto (h/ano) Tempo economizado (h/ano)
a seco 178 0 c/ cobertura de titânio 36 142
178
36
0
142
0
20
40
60
80
100
120
140
160
180
200
a seco c/ cobertura de titânio
Processos
Tem
po (
h/an
o)
Tempo gasto
Tempo economizado
Tabela 10 – Economia do tempo gasto com preset
Gráfico 8 – Economia do tempo gasto com preset
38
Considerações: Quando se tinha o processo a seco de furação gastava-se em média 178
horas por ano com os preset´s realizados. Com a melhoria o tempo gasto com o preset
caiu para 36 horas por ano. Portanto, a empresa teve uma economia de 142 horas ao
ano. Isso significa um aumento na produção, já que a máquina fica menos tempo
parada.

39
Capítulo 5
CONCLUSÃO
Com este trabalho pode-se concluir que uma empresa precisa estar sempre buscando
recursos para melhorar o processo de fabricação e reduzir os custos, mantendo a
qualidade no produto.
Através dos ensaios realizados na empresa obteve-se determinados resultados que pode
ser implementados, como vimos para o processo de pré-usinagem do virabrequim a
furação adequada foi a com cobertura de titânio, pois mostrou um rendimento
satisfatório de quatro vezes mais do que a ferramenta sem a cobertura, além disso, teve-
se outras vantagens como: tempo gasto e economizado com os preset´s da ferramenta,
redução do número de preset´s realizados em relação a quantia de furos, fadiga do
operador em relação a quantia excessiva de preset da ferramenta e economia no
consumo de brocas de centro com a implementação da mudança.

40
Referências Bibliográficas
BALL, A. A Survey of Metalworking Fluid Mist in Manufacturing Plants. Lubrication
Engineering, Park Ridge, Illinois, v. 53, n. 9, p.18-22, September, 1997.
BRAGA, D. U.; Diniz A. E.; Coppini, N. L.; Miranda, G.W.A. Performance do
Processo de Furação de Liga de Alumínio Silício Utilizando a Técnica de Mínima
Lubrificação por Névoa. XV COBEM, Anais em CD, Águas de Lindóia.
Novembro de 1999. 10p
BENITE, Francisco C. Aspectos Gerais de Forjaria. Thyssen Krupp Metalúrgica,
Campo Limpo Paulista SP, s/d, 1-20.
BENITE, Francisco C. Forjamento e Estampagem. Thyssen Krupp Metalúrgica, Campo
Limpo Paulista SP, s/d, 21-40.
BENITE, Francisco C. Tecnologia dos Aços. Thyssen Krupp Metalúrgica, Campo
Limpo Paulista SP, s/d, 44-56.
BYRNE, G. Usinagem em Ambiente Limpo: Não se Trata Apenas de uma Questão de
Higiene. Máquinas e Metais, São Paulo, n. 363, p.66-80, abril 1996.
CHIAVERINI, Vicente. Aços e ferros fundidos: características gerais, tratamento
térmico, principais tipos. 7. ed. São Paulo: Associação Brasileira de Metais, 2002.
599 p.
DANIEL, C. M.; Olson, W. W.; Sutherland, J. W. Research Advances in Dry and Semi-
dry Machining. Desing for Environmentally Safe Automotive Products and
Process – SAE – Special Publications, v. 1263, p. 17-26, 1997.
DIAS, A. M. Avaliação Ambiental de Fluidos de Corte utilizados em Processos
Convencionais de Usinagem. Dissertação de Mestrado UFSC, novembro de 2000.
DINIZ, A.E.; Marcondes, F.C.; Coppini, N.L. -Tecnologia da Usinagem dos Materiais.
41
MM Editora. São Paulo. 242 p, 1999.
DROZDA, T. J.; Wick, C. Tool and Manufacturing Engineers Handbook - Machining.
v.1, 4-ed., 1983.
FERRARESI, D. Fundamentos da usinagem dos metais. São Paulo: Ed. Edgard Blucher
Ltda., 751p., 1977.
GOYAN, R. L., et al. Biodegradable Lubricants. Lubrication Engineering, Park Ridge,
Illinois, v. 54, n,7, p.10-17, jul. 1998.
HEINE, H. J. Dry machining - A promising option. American Machinist, p.92-94,
August 1997.
HEISEL, U.; Lutz, M. Pesquisa de fluido de refrigeração e de lubrificação, Máquinas
e Metais, p. 40-49, maio 1998.
JEPSON, C.P. e Apleton P.J. Fatores Metalurgicos do Corte por Fissuramento a Frio
apud Benite, Francisco C. Tecnologia dos Aços. Thyssen Krupp Metalúrgica,
Campo Limpo Paulista SP, s/d, 60-91.
KLOCKE, F.; Eisenblätter, G. Presented at the Opening Session Dry Cutting CIRP.
Annals, v. 46 (2), p. 519-526, 1997.
MACHADO, A. R.; Diniz, A. E. Corte a seco com mínima quantidade de fluido e com
fluido em abundância: Uso, aplicações, vantagens e desvantagens, Usinagem 2000
- Feira e Congresso, Anais em CD, 19-14H00-l.pdf, setembro 2000.
MACHADO, A. R.; Diniz, A. E. Vantagens e Desvantagens do Uso (ou não) de Fluidos
de Corte, Máquinas e Metais. São Paulo. p. 134-151, dezembro 2000.