6º Etapa: Acompanhar; 7º Etapa: Padronizar; O uso do … · 6º Etapa: Acompanhar • Nesta...
32
Módulo 3 6º Etapa: Acompanhar; 7º Etapa: Padronizar; O uso do MASP para ações corretivas; Exemplo com preenchimento de relatório de ação corretiva; Exercício.
Transcript of 6º Etapa: Acompanhar; 7º Etapa: Padronizar; O uso do … · 6º Etapa: Acompanhar • Nesta...

Módulo 36º Etapa: Acompanhar; 7º Etapa:
Padronizar; O uso do MASP para ações corretivas; Exemplo com preenchimento de relatório
de ação corretiva; Exercício.

6º Etapa: Acompanhar
• Nesta etapa, buscamos fazer uma avaliação global da execução do plano de ação e dos resultados obtidos;
• Num contexto de aperfeiçoamento da qualidade, devemos sobretudo avaliar e mensurar a real melhoria conseguida com a implementação da solução;
• Nesta etapa temos como objetivo questionar se:
• A não-conformidade e suas causas forma identificadas adequadamente; se a solução adotada foi realmente a melhor;
• O sistema de avaliação e acompanhamento adotado foi eficaz;
• Houve integração e envolvimento das pessoas/ areas envolvidas;
• Os resultados esperados foram alcançados, e o que podemos fazer para melhorar continuamente?

6º Etapa: Acompanhar
• Esta etapa possui 3 atividades:comparar os resultados da ação; verificar a continuidade ou não do problema; verificar se a ação corretiva foi efetiva;
• 6.1 - Comparar os resultados da ação: – Devem-se utilizar os dados coletados antes e após a ação corretiva para
verificar a efetividade da ação e o grau de redução dos resultados indesejáveis;
– As formas usadas na comparação devem ser as mesmas antes e depois da ação, se for possível converta e compare os efeitos, também em termos monetários;
• Podemos utilizar como ferramentas para esta atividade, folhas de verificação e diagramas de Pareto.

6º Etapa: Acompanhar
• 6.2 - Verificar a continuidade ou não do problema:
– Quando o resultado da ação for tão satisfatório quanto o esperado, certifique-se de que todas as ações planejadas foram implantadas conforme o plano;
– Quando os efeitos indesejáveis continuam a ocorrer, mesmo depois de executada a ação corretiva, significa que a solução apresentada foi FALHA;
• Podemos utilizar para esta atividade a ferramenta carta de tendência, ou carta de controle.
6º Etapa: Acompanhar
• 6.3 - A ação corretiva foi efetiva?
– Sim, seguir para Padronizar;
– Não, retornar ao Processo – 2 (Observar o Problema);

7º Etapa: Padronizar
• Após implementada a solução considerada como melhor opção, e acompanhar este processo, avaliando os resultados, devemos então criar uma padronização do procedimento a ser seguido, para evitar que o problema volte a ocorrer;
• Esta última etapa possui 4 atividades: Elaborar ou alterar o Padrão; Providenciar a comunicação; Educação e Treinamento; Elaborar Manual.

7º Etapa: Padronizar
• 7.1 - Elaborar ou alterar o Padrão:
– Verifique se as instruções, determinações e procedimentos implementados no Processo 5 (Agir) devem sofrer alterações antes de serem padronizados, baseados nos resultados obtidos no processo – 6 (Acompanhar);
– Ações corretivas devem ser padronizadas para impedir o reaparecimento do problema;
– Estabeleça novo procedimento ou reveja o antigo.
7º Etapa: Padronizar
• 7.2 - Providenciar a comunicação:
– Evite possíveis confusões, estabeleça a data de início da nova sistemática, e quais as áreas que serão afetadas, para que a aplicação do padrão ocorra em todos os locais necessários ao mesmo tempo e por todos os envolvidos;
– Utilize como ferramentas de comunicação:• Comunicados, • Circulares, • Reuniões,• etc.

7º Etapa: Padronizar
• 7.3 – Educação e Treinamento:
– Garanta que os novos padrões ou as alterações existentes sejam transmitidos a todos os envolvidos;
– Não fique apenas na comunicação por meio de documento. É preciso expor a razão da mudança e apresentar com clareza os aspectos importantes e o que mudou;
– Certifique-se de que os empregados estão aptos a executar o procedimento padrão;
– Proceda ao treinamento no próprio local de trabalho.

7º Etapa: Padronizar
• 7.4 - Elaborar Manual:
– Redija o padrão, registrando-o como um documento formal com numeração de controle;
• O padrão é novo?• Revisado?• Alterado?
– O procedimento deve conter na forma mais simples possível, todas as informações necessárias ao desempenho da tarefa.
O uso do M.A.S.P para ações corretivas
• O Gerente da Qualidade ou responsável por ele designado é responsável por apoiar as diversas áreas na análise das não-conformidades reais ou potenciais identificadas e na decisão por realizar o tratamento das mesmas através de ações corretivas e preventivas;
• Nem todas as não-conformidades necessitam necessariamente de tratamento por meio de ações corretivas ou preventivas, a decisão pelo tratamento da não conformidade depende do impacto que esta causa no produto / serviço ou no sistema de gestão da qualidade e dos recursos necessários para sua eliminação versus recursos necessários para seu controle;
• O Gerente da Qualidade ou responsável por ele designado tem a responsabilidade pela análise crítica dos resultados decorrentes das Ações Preventivas e Corretivas (verificação da eficácia), através de auditorias de follow-up;
• O M.A.S.P é uma excelente ferramenta para facilitar a implementação de ações corretivas em um sistema de gestão da qualidade, por facilitar na identificação de problemas, suas causas e soluções.

O uso do M.A.S.P para ações corretivas - Exemplo
• Para facilitar o entendimento, vamos utilizar como exemplo, a empresa de distribuição de combustíveis, citada no módulo anterior;
• Apresentaremos o M.A.S.P realizado para este estudo de caso;
• Tomaremos como base, os dados apresentados na tabela a seguir, que indica as não-conformidades existentes:
26
3
1
4
5
13
TOTAL
8810TOTAL
210Não escorreu o caminhão
tanque
001Falta de vistoria em caminhão
tanque
121Carregamento errado de produto
122Falta de preenchimento de
formulário
436Derrame de produto
TURNO
22 às 06 h
TURNO
14 às 22 h
TURNO
06 às 14 h
DEFEITO

O uso do M.A.S.P para ações corretivas - Exemplo
• 1º Etapa - Identificar o problema:
• 1.1 - Levantar a importância: o problema é de grande importância por representar perdas de produto, e estar ocorrendo com grande freqüência. Isto é apontado na tabela apresentada.
• 1.2 – Histórico: o problema vem ocorrendo há duas semanas, desde a troca das válvulas;
• 1.3 - Perdas atuais: este problema representa uma perda de 1.300 L ou R$ 1.300,00 por dia à empresa;
• 1.4 - Envolver a Equipe: uma discussão com o encarregado, engenheiro e operadores sobre a gravidade do problema deve ser realizada.
• 1.5 - Definir o problema: Pela discussão com os envolvidos pode-se definir que o problema é a incompatibilidade entre as novas válvulas e as mangueiras utilizadas, o que vem gerando o derrame do produto;
• 1.6 - Designar Responsável: o engenheiro responsável terá a tarefa de acompanhar a resolução do problema.

O uso do M.A.S.P para ações corretivas - Exemplo
• 2º Etapa - Observar o problema:
• 2.1 - Observação: o processo de carregamento dos caminhões de combustível deve ser observado, para assegurar que este derrame ocorre neste
momento.
• 3º Etapa – Analisar o problema:
• 3.1 - Coleta de dados: poderíamos coletar informações que nos permitissem determinar a causa do problema, através de questionamentos aos envolvidos no processo, e constatações em visita e observação do processo;
• 3.2 - Priorizar o problema: o problema principal é facilmente identificável e foi por isso apontado já no enunciado do exercício.
O uso do M.A.S.P para ações corretivas - Exemplo
• 4º Etapa – Propor plano de ação:
• 4.1 - Elaborar a estratégia de ação: em uma discussão com o encarregado, e o engenheiro, determinou-se que a melhor estratégia de ação seria a troca das mangueiras por um modelo mais novo e adaptado as novas válvulas, já que a troca das válvulas foi por uma medida de segurança, mesmo esta sendo uma opção de maior custo, foi considerado um investimento necessário;
• 4.2 - Estabelecer metas: O QUE será feito: as mangueiras serão trocadas por novas;• QUANDO será feito: em um prazo de 1 semana, nos intervalos de abastecimento,
para não comprometer o fluxo de transporte;• QUEM fará: os próprios operadores;• ONDE será feito: no local de realização da operação;• POR QUE será feito: para eliminar os vazamentos de combustível na hora do
carregamento dos tanques dos caminhões.

O uso do M.A.S.P para ações corretivas - Exemplo
• 5º Etapa – Agir:
• 5.1 – Treinar: os operadores receberão uma explicação do funcionamento e operação das novas mangueiras. O procedimento será muito pouco mudado e não é necessário nenhum treinamento específico para esta
mudança;
• 5.2 - Executar a ação: as mangueiras são compradas, trocadas nos intervalos de abastecimento, e os dados do processo são coletados para posterior avaliação da resolução do problema.
– Cronograma de execução
xxxSubstituição das mangueiras
xxEntrega
xCompra das mangueiras
SextaQuintaQuartaTerça SegundaCronograma / Prazo: 1 semana
O uso do M.A.S.P para ações corretivas - Exemplo
• 6º Etapa – Acompanhar:– 6.1 - Comparar os resultados da ação:
• Antes da execução da ação, foi constatada a perda de 1.300 L por dia;• Lista de verificação FV 002 mostra que a quantidade de combustível vazando caiu
para níveis próximos de zero;
– 6.2 - Verificar a continuidade ou não do problema:
• Com a troca das mangueiras foi constatada a eliminação do problema.
– 6.3 - A ação corretiva foi efetiva?
• Sim.

O uso do M.A.S.P para ações corretivas - Exemplo
• 7º Etapa: Padronizar– 7.1 - Elaborar ou alterar o Padrão:
• O procedimento foi alterado determinando que sempre que ocorrer troca de componentes, deve ser verificada a compatibilidade das outras peças a este novo componente antes da sua instalação. Treinamento de uso ao novo componente deve ser realizado antes da sua utilização;
• Essa verificação que atuará como ação preventiva, deve ser feita e comunicada ao engenheiro responsável;
– 7.2 - Providenciar a comunicação:
• A comunicação será feita por circular interna;
– 7.3 – Educação e Treinamento:
• No caso se aplica apenas como explicação do novo procedimento de verificação de compatibilidade dos componentes, e não aos operadores;
– 7.4 - Elaborar Manual:
• Procedimento interno de troca de componentes do sistema PI 047

O uso do M.A.S.P para ações corretivas - Exemplo
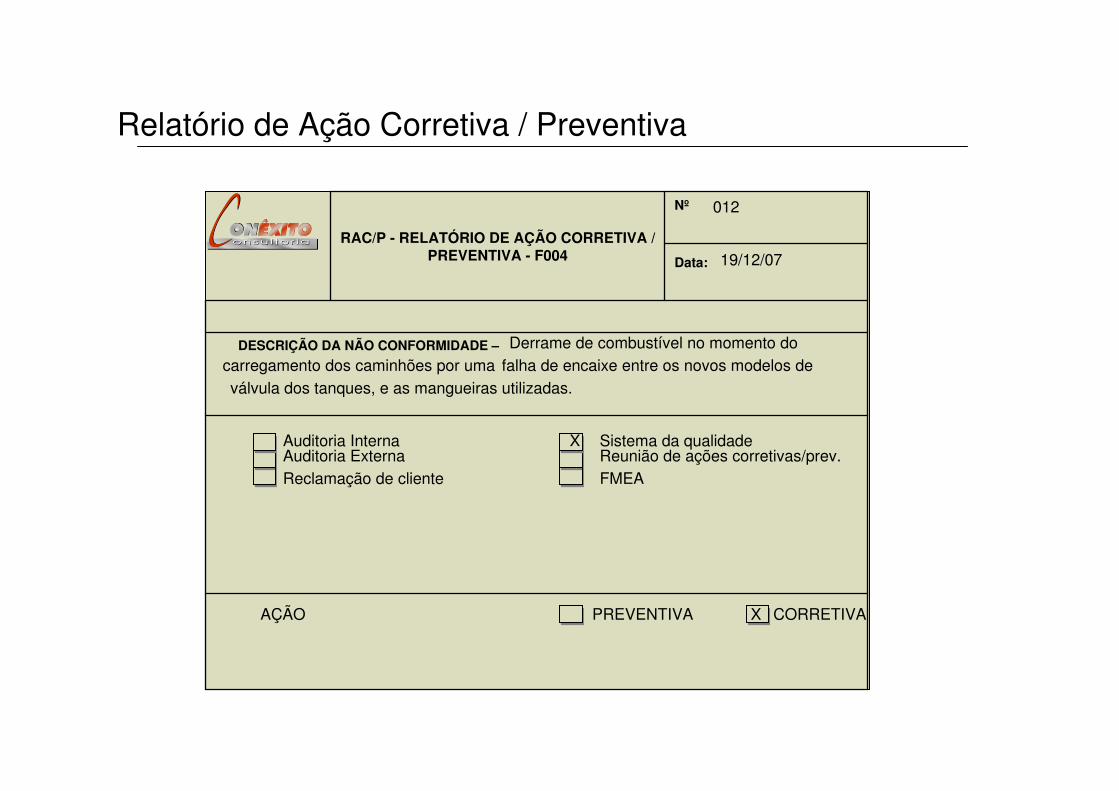
Vamos então com base nas informações obtidas através do uso do M.A.S.P, proceder ao preenchimento de um modelo de relatório de ação corretiva / preventiva:
Nº
Data:
DESCRIÇÃO DA NÃO CONFORMIDADE
ORIGEMAUDITORIA EXTERNA SISTEMA DA QUALIDADEAUDITORIA INTERNA REUNIÃO DE AÇÕES CORRETIVAS/PREVRECLAMAÇÃO DE CLIENTE FMEA
AÇÃO PREVENTIVA CORRETIVA
DESCRIÇÃO DA AÇÃO
DATA PREVISTA DE IMPLANTAÇÃO:
ÁREA RESPONSÁVEL NOME RESPONSÁVEL
VERIFICAÇÃO DA EFICÁCIA
DATA EVIDÊNCIA OBJETIVA RESPONSÁVEL RESOLVIDO? VERIFICAÇÃO DA EFETIVIDADE PELA VERIFICAÇÃO
BENEFÍCIOS COM A IMPLANTAÇÃO DA AÇÃO:
ENCERRAMENTO: RAC/P ENCERRADONECESSÁRIO REVISÃO DA AÇÃO DEFINIDA
COORDENADOR DO SISTEMA: DATA:
S/N
RAC/P - RELATÓRIO DE AÇÃO CORRETIVA / PREVENTIVA - F004
Relatório de Ação Corretiva / Preventiva
DESCRIÇÃO DA NÃO CONFORMIDADE –
Data:
Nº
RAC/P - RELATÓRIO DE AÇÃO CORRETIVA / PREVENTIVA - F004
Derrame de combustível no momento docarregamento dos caminhões por umaválvula dos tanques, e as mangueiras utilizadas.
falha de encaixe entre os novos modelos de
Auditoria InternaAuditoria ExternaReclamação de cliente
Sistema da qualidadeReunião de ações corretivas/prev.FMEA
012
19/12/07
PREVENTIVA CORRETIVA
X
XAÇÃO

Relatório de Ação Corretiva / Preventiva
NOME RESPONSÁVELÁREA RESPONSÁVEL
IMPLANTAÇÃO:
DATA PREVISTA DE
DESCRIÇÃO DA AÇÃO
Troca de todas as mangueiras de abastecimento dos tanques dos caminhões de transporte de combustível, realizada nos intervalos entre os carregamentos. Realização da troca pelos próprios operadores.
20, 21 e 22/12/07
Manutenção técnica Pedro Luis (Eng. Responsável)

Relatório de Ação Corretiva / Preventiva
S/NPELA VERIFICAÇÃODA EFETIVIDADEVERIFICAÇÃO
RESOLVIDO? RESPONSÁVEL EVIDÊNCIA OBJETIVADATA
Verificação da Eficácia
04/02/08 Pedro Luis SimFolha de verificação FV 002 que demonstra a eliminação dos derrames de combustível

Relatório de Ação Corretiva / Preventiva
Encerramento
BENEFÍCIOS COM A IMPLANTAÇÃO DA AÇÃO:
RAC/P ENCERRADONECESSÁRIO REVISÃO DA AÇÃO DEFINIDA
COORDENADOR DO SISTEMA: DATA:
Controle dos derrames de combustível, mantendo a segurança do modelo mais moderno de válvula.
X
Carlos Torres 04/02/08

Exercício
• Para consolidar os conceitos apresentados, temos este exercício. Com base nos dados apresentados, trabalhe no problema utilizando as sete etapas do M.A.S.P, e preencha um relatório de ações corretivas / preventivas. Por se tratar de um exercício teórico, algumas etapas não podem ser plenamente realizadas, utilize sua imaginação. Busque o arquivo modelo de relatório de ação corretiva / preventiva para realizar este exercício;
• Um fabricante de calçados, detectou um problema em um tipo específico de calçado produzido em sua indústria. Os tênis modelo ”Ztop” começaram a apresentar descolamento da sola nos testes de controle de qualidade nos últimos 5 dias;
• Antes deste período nenhum problema havia sido registrado, e nestes dias em que o problema vem ocorrendo cerca de 30% da produção deste modelo apresentaram problemas. Isto representa 60 pares com defeito de fabricação por dia. Cada unidade com problema representa uma perda de R$ 50,00 para a empresa;
• Investigações iniciais apontam a possibilidade de problemas com o novo tipo de cola utilizada na sola destes modelos. Admita em sua resposta que esta é a possibilidade mais plausível de causa para este problema, e que sua ação serábem sucedida na eliminação do problema;

Resposta
• 1º Etapa: Identificar o problema– 1.1 - Levantar a importância: é um problema de grande importância por
representar comprometimento de 30% da produção do modelo “Ztop”;– 1.2 – Histórico: o problema vem ocorrendo à 5 dias de forma estável e contínua;– 1.3 - Perdas atuais: está representando uma perda diária de R$ 3.000,00 à
empresa, equivalente a 60 pares com defeito por dia;– 1.4 - Envolver a Equipe: uma breve reunião com o encarregado de produção,
engenheiro, e pessoal envolvido para discussão da gravidade do problema e levantamento de causas;
– 1.5 - Definir o problema: Modelo “Ztop” apresenta problemas de descolamento de sola no controle de qualidade, representando perda diária de R$ 3.000,00;
– 1.6 - Designar Responsável: o engenheiro de produção terá a tarefa de acompanhar a resolução do problema.
• 2º Etapa: Observar o problema:
• 2.1 - Observação: verificações devem ser feitas na etapa de produção correspondente a colagem da sola pré-moldada ao tênis;

Resposta
• 3º Etapa – Analisar o problema:
– 3.1 - Coleta de dados: poderíamos coletar informações que nos permitissem determinar a causa do problema, através de questionamentos aos envolvidos no processo, e constatações em visita e observação do processo;
– 3.2 - Priorizar o problema: no caso temos apenas um problema definido como prioridade para solução;
• 4º Etapa – Propor plano de ação:– 4.1 - Elaborar a estratégia de ação: poderíamos supor que foi definida como
melhor estratégia de ação a troca da cola utilizada, já que esta é a causa dos problemas;
• 4.2 - Estabelecer metas:– O QUE será feito: a cola utilizada será trocada;– QUANDO será feito: imediatamente;– QUEM fará: o encarregado de produção;– ONDE será feito: no local de realização da operação;– POR QUE será feito: para eliminar os defeitos de descolamento da sola dos tênis
“Ztop”.
Resposta
• 5º Etapa – Agir:
– 5.1 – Treinar: não se aplica;– 5.2 - Executar a ação: proceder a troca da cola que ocasionou os problemas;
• 6º Etapa – Acompanhar:– 6.1 - Comparar os resultados da ação: podemos supor que a troca do tipo de
cola utilizada levaria a resolução do problema apresentado;– 6.2 - Verificar a continuidade ou não do problema: neste caso teríamos
solucionado o problema;– 6.3 - A ação corretiva foi efetiva? Sim
• 7º Etapa: Padronizar– 7.1 - Elaborar ou alterar o Padrão: devem ser alterados os pedidos de compra
de matéria-prima, no caso da cola, e reavaliados os procedimentos de testespara evitar problemas futuros;
– 7.2 - Providenciar a comunicação: todos os envolvidos devem ser comunicados por exemplo através de uma reunião para apresentação dos resultados e comunicação das medidas a serem tomadas como prevenção a novos problemas;
– 7.3 – Educação e Treinamento: não se aplica;– 7.4 - Elaborar Manual: poderiam ser revistos os critérios de aprovação do
produto, para que estes sejam mais eficientes em reconhecer problemas no produto antes de ser dada a liberação para a produção em grande escala.

Resposta
DESCRIÇÃO DA NÃO CONFORMIDADE –
Data:
Nº
RAC/P - RELATÓRIO DE AÇÃO CORRETIVA / PREVENTIVA - F004
013
04/01/08
Modelo “Ztop” apresenta problemas de descolamento de sola no controle de qualidade, devido a problemas com o tipo de cola utilizada.
Auditoria InternaAuditoria Externa
Reclamação de Cliente
Sistema da QualidadeReuniões de Ações corretivas/prev.
FMEAX
AÇÃO PREVENTIVA CORRETIVAX

Resposta
NOME RESPONSÁVELÁREA RESPONSÁVEL
IMPLANTAÇÃO:
DATA PREVISTA DE
DESCRIÇÃO DA AÇÃO
Substituição do material causador do defeito no produto. Cola utilizada na sola substituída por outro tipo mais eficaz.
05/01/08
Produção Jorge Augusto Barra
Resposta
S/NPELA VERIFICAÇÃODA EFETIVIDADEVERIFICAÇÃO
RESOLVIDO? RESPONSÁVEL EVIDÊNCIA OBJETIVADATA
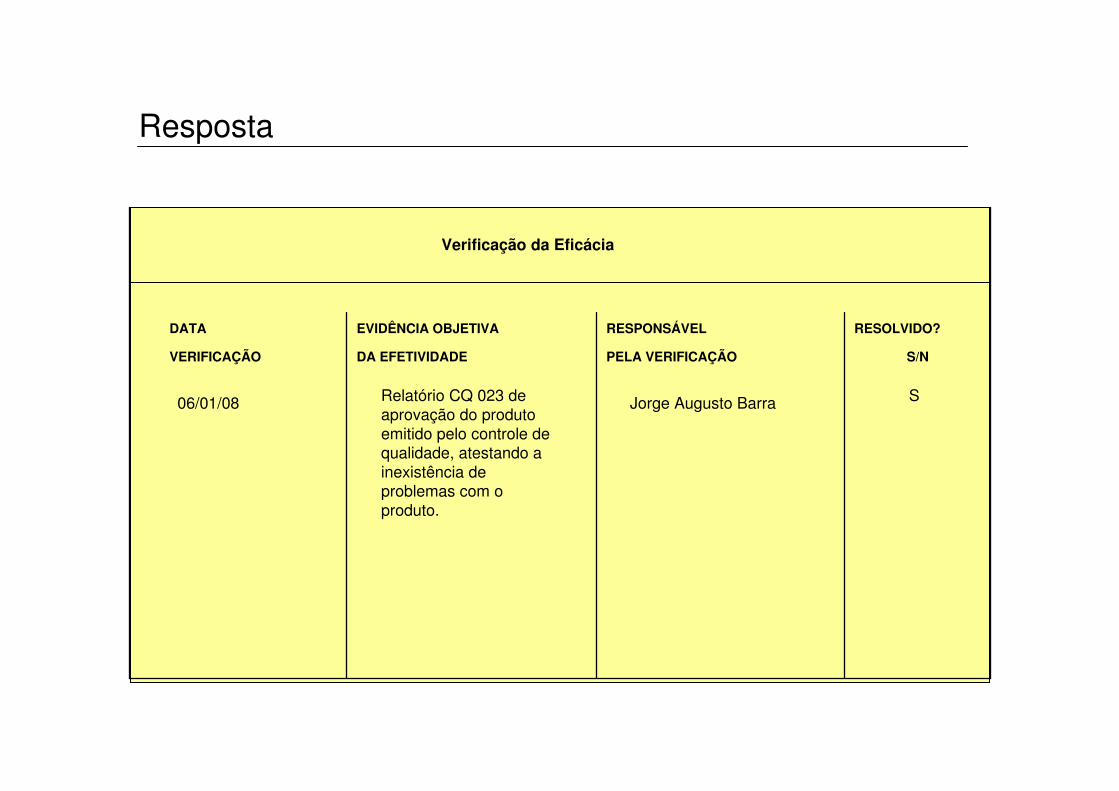
Verificação da Eficácia
06/01/08 Relatório CQ 023 de aprovação do produto emitido pelo controle de qualidade, atestando a inexistência de problemas com o produto.
Jorge Augusto Barra S

Resposta
Encerramento
BENEFÍCIOS COM A IMPLANTAÇÃO DA AÇÃO:
RAC/P ENCERRADONECESSÁRIO REVISÃO DA AÇÃO DEFINIDA
COORDENADOR DO SISTEMA: DATA:
Eliminação dos problemas de descolamento das solas do tênis modelo “Ztop”, garantindo a qualidade do produto.
X
Jorge Augusto Barra 07/01/08
Fim doMódulo 3