315STICO DE PROCESSO ON-LINE-v2.5) - ime.unicamp.br - Caroline Godoy... · ramos, junto à...
100
Universidade Federal de São Carlos Centro de Ciências Exatas e de Tecnologia Departamento de Estatística Introdução ao Controle Estatístico de Processo on-line Caroline Godoy Trabalho de Conclusão de Curso
Transcript of 315STICO DE PROCESSO ON-LINE-v2.5) - ime.unicamp.br - Caroline Godoy... · ramos, junto à...

Universidade Federal de São Carlos
Centro de Ciências Exatas e de Tecnologia
Departamento de Estatística
Introdução ao Controle Estatístico de Processo
on-line
Caroline Godoy
Trabalho de Conclusão de Curso

i
Universidade Federal de São Carlos
Centro de Ciências Exatas e de tecnologia
Departamento de Estatística
Introdução ao Controle Estatístico de Processo
on-line
Caroline Godoy
Orientador: Prof. Dr. Francisco Louzada Neto
Este exemplar corresponde à redação
final do Trabalho de Conclusão de
Curso.
São Carlos, 21 de dezembro de 2009
ii
Resumo
Neste Trabalho pretende-se apresentar de maneira geral algumas técnicas de
Controle Estatístico de Processo (CEP), usadas no monitoramento de sistemas
produtivos ao longo do tempo, bem como a sua aplicação em alguns exemplos
artificiais, que fazem parte de contextos reais. O estudo sobre essas técnicas estatísticas
será distribuído de tal maneira que sejam abordados durante o trabalho: a teoria das
técnicas estudadas, os diferentes contextos em que podem ser aplicadas e a sua
implementação on-line, utilizando recursos computacionais. A aplicação no sistema é
realizada de tal sorte que viabiliza praticidade e eficácia na geração de gráficos para o
CEP. Serão apresentados também os códigos desenvolvidos no software livre
denominado R, versão 2.5.1, além de uma seqüência de passos para o uso do sistema
on-line aqui desenvolvido.
Palavras-chave: controle estatístico de qualidade, gráficos on-line, gráficos de
controle, capacidade de processo.

iii
Sumário
Capítulo I. ...................................................................................................................................... 1
Introdução ..................................................................................................................................... 1
1.1 Motivação ........................................................................................................................... 2
1.2 Objetivo .............................................................................................................................. 3
1.3 Os dados ............................................................................................................................. 4
1.4 A utilização do procedimento 6-sigma ............................................................................... 4
1.5 Organização do trabalho..................................................................................................... 5
Capítulo II. .................................................................................................................................... 6
Metodologia CEP para Variáveis .................................................................................................. 6
2.1.1 Gráfico S ...................................................................................................................... 8
2.1.2 Gráfico R ................................................................................................................... 12
2.1.3 Gráfico X ................................................................................................................. 14
2.1.5 Exemplo 1 ................................................................................................................. 23
2.1.6 Exemplo 2 ................................................................................................................. 25
Capítulo III. ................................................................................................................................. 29
Metodologia CEP para Atributos ................................................................................................ 29
3.1 Gráficos de Controle da freqüência de não-conformidades (defeitos) ......................... 30
3.2 Resumo dos Gráficos de Controle da freqüência de não-conformidades ..................... 34
3.3 Gráficos de Controle do número de não-conformidades por item produzido .............. 38
3.4 Resumo dos Gráficos de Controle do número de defeitos por item produzido ............ 41
3.5 Exemplo 3 .................................................................................................................... 45
3.6 Exemplo 4 .................................................................................................................... 48
Capítulo IV. ................................................................................................................................. 51
Metodologia Capabilidade do Processo ...................................................................................... 51

iv
4.1 Índice para um processo centrado .................................................................................... 53
4.2 Índice para um processo não-centrado ............................................................................. 54
4.3 Exemplo 5 .................................................................................................................... 56
Capítulo V. .................................................................................................................................. 61
Controle do Processo on-line ...................................................................................................... 61
5.1 Entrada de dados – Primeira Página ............................................................................. 63
5.2 Confirmação das informações inseridas – Segunda página ......................................... 65
5.3 Seleção das características para a geração do Relatório Instantâneo ........................... 65
5.4 Relatório Instantâneo para gráficos de controle ........................................................... 66
5.5 Relatório Instantâneo para capacidade de processo ..................................................... 67
Capítulo VI. ................................................................................................................................. 69
Comentários Finais e Conclusão ................................................................................................. 69
Apêndice A .................................................................................................................................. 71
Apêndice B .................................................................................................................................. 72
Apêndice C .................................................................................................................................. 86
Referências Bibliográficas .......................................................................................................... 95

1
Capítulo I.
Introdução
O aumento contínuo da competitividade entre empresas dos mais diversos
ramos, junto à globalização e à informatização mundial, tem causado mudanças
significativas na produção de ambientes manufatureiros e não-manufatureiros em todo o
mundo. As empresas, em especial as indústrias, vêem, cada vez mais, a necessidade do
aprimoramento de seus produtos. Como conseqüência, o controle da qualidade de seus
produtos passou a ser de extrema importância para a geração de lucro e satisfação do
usuário dos serviços ou produtos oferecidos.
O conceito de qualidade, segundo Montgomery (2004 P.6 [4]), tem seus
primeiros registros antes mesmo de 1900, com Frederick W. Taylor, considerado o “Pai
da Administração Científica”. Entretanto somente em 1911, o método científico de
organização denominado Taylorismo foi implementado na introdução da padronização e
divisão de tarefas, fazendo com que a montagem de produtos fosse realizada com mais
facilidade. Algumas características desse método inicial de controle de processo são: a
economia de mão-de-obra, aumento da produtividade, cortes de desperdícios e
segmentação dos trabalhos. A partir desse início, outros estudiosos aplicaram seus
conhecimentos na pesquisa sobre controle da produção, visando o lucro da empresa e a
qualidade de seus produtos.
Há diversas formas de se definir a palavra qualidade. Montgomery (2004 P.3
[4]), por exemplo, define a qualidade, modernamente, como sendo inversamente
proporcional à variabilidade. Entretanto, essa palavra tem sua primeira definição
científica, encontrada no Dicionário Aurélio Básico da Língua Portuguesa (1988),
como: “Propriedade, atributo ou condição das coisas ou das pessoas capaz de
distingui-las das outras e lhes determinar a natureza.”, ou seja, a qualidade é resumida
por dimensões que juntas definem características aceitas nos diversos campos. Outro
fato importante a se destacar é que geralmente o conceito de qualidade é interpretado
erroneamente, pois é comum as pessoas, ou até mesmo os projetistas, acreditarem que a
qualidade está ligada apenas ao atendimento das especificações exigidas e não ao
desenvolvimento do projeto do produto.

2
A junção da Estatística com os Procedimentos de Controle proporcionando a
fiscalização da qualidade dos produtos, bem como a satisfação do cliente e o lucro
obtido, foi desenvolvida em 1924 por Walter Andrew Shewhart. O papel de Shewhart
foi extremamente importante no âmbito da engenharia e da estatística, pois a partir de
seus estudos foram criadas as ferramentas estatísticas mais utilizadas hoje em dia para o
Controle Estatístico de Processo (CEP).
A metodologia padrão para o aprimoramento da qualidade é o CEP que, segundo
Montgomery (2004 P.95 [4]), consiste em uma poderosa coleção de ferramentas de
resolução de problemas industriais, útil na obtenção da estabilidade do processo e na
melhoria da sua capacidade através da redução da variabilidade. O CEP pode ser
aplicado, não só em processos industriais, mas em qualquer tipo de processo que
envolva uma seqüência de passos repetitivos, isto é, pode ser aplicado tanto a processos
manufatureiros quanto a processos não-manufatureiros.
Contudo, a tecnologia implementada nas linhas de produção ou em qualquer
outro processo, ainda não é o suficiente para eliminar todas as falhas. Assim, surge a
necessidade da aplicação de métodos estatísticos, tais como o CEP, com o intuito de
melhorar esse quadro detectando onde, quando e por que ocorrem tais defeitos.
Atualmente existe uma infinidade de programas estatísticos que podem ser
utilizados para gerar análises sobre CEP. No entanto, a maioria desses softwares só
pode ser utilizada se for adquirida sua licença, de custo relativamente alto para certos
tamanhos e tipos de empresas. Neste Trabalho é proposto um estudo sobre algumas
técnicas utilizadas na detecção de falhas que ocorrem, tanto em ambientes
manufatureiros quanto não-manufatureiros de maneira que seja desenvolvido um
procedimento on-line para aplicação destas técnicas. Esse procedimento foi
desenvolvido com base nos recursos computacionais estatísticos de um software livre,
desenvolvidos ao longo do projeto e também utilizados em de trabalhos anteriores.
1.1 Motivação
Em qualquer processo, seja ele de produção de bens ou de fornecimento de
serviços, está presente a variabilidade, independente do processo ser constantemente
fiscalizado ou não. A presença dessa variação é um fator inevitável nos mais diversos
setores de qualidade e pode ser ocasionada, segundo Werkema (1995, P.3 [7]), devido a

3
diferenças entre matérias-primas, às condições dos equipamentos, aos métodos de
trabalho, às condições ambientais e operadores envolvidos no processo considerado. Na
Estatística, o melhoramento do nível de qualidade danificado por essa variabilidade
constante, é aplicado através do chamado Controle Estatístico de Qualidade (CEP), que
consiste em um conjunto de métodos usados para planejar, monitorar e aprimorar um
processo produtivo, através da coleta de dados e mensuração de uma série de variáveis
que refletem sua qualidade.
Portanto, cada vez mais é necessário o estudo de procedimentos estatísticos que
auxiliem na resolução de problemas, como falhas no processo, melhoramento da
qualidade do mesmo visando o aumento da lucratividade de uma empresa, ou
estabelecimento.
Apesar da importância do CEP, sua utilização, de forma universalizada pela
indústria de países em desenvolvimento é muito aquém do ideal, dado que os sistemas
atuais exigem das companhias investimento em software e hardware para que o
processo seja consolidado. Neste contexto é evidente a opção por um sistema de baixo
custo, que somente necessita de um computador ligado à internet. Este é o interesse
deste projeto de IC: a construção de um sistema de CEP on-line de fácil utilização, que
não exige investimento em softwares específicos, oferecendo aos possíveis usuários
uma forma rápida, eficiente e precisa de utilização de procedimentos de análise. A idéia
básica consiste em viabilizar o acesso à geração de gráficos bem como outras
informações necessárias a um estudo de CEP. Após uma busca minuciosa de sistemas
on-line já disponíveis, não foi encontrado na literatura nenhum sistema com as mesmas
características do aqui desenvolvido.
Assim, nosso sistema CEP on-line passa a ser então um diferencial importante
para aqueles que não têm acesso a softwares geralmente pagos e de alto valor. A
utilização do CEP on-line está disponível a quaisquer usuários ou analistas.
1.2 Objetivo
Este trabalho objetiva realizar um estudo referente às técnicas de CEP
conhecidas como Gráficos de Controle para Variáveis e para Atributos, além da
capacidade de processos visando avaliar a estabilidade da média e a variabilidade de

4
processos. Estas técnicas são implementadas em um sistema on-line com a finalidade de
gerar um relatório simplificado e instantâneo da situação do processo.
1.3 Os dados
O sistema computacional desenvolvido será exemplificado a partir de dados
artificiais gerados no software R versão 2.5.1, que é um programa de livre acesso, assim
como os demais utilizados. Os respectivos códigos dessa geração estão dispostos nos
apêndices. Os exemplos de controle da qualidade são de uma suposta indústria que
produz barras de cereais. Como aplicação do sistema, no Capitulo II serão expostos
quatro exemplos relacionados a essa suposta indústria, sendo que o primeiro está
relacionado à geração dos Gráficos X e S; o segundo a geração dos Gráficos X e R; o
terceiro é referente à aplicação em uma situação de Gráfico p e o quarto referente ao
Gráfico u.
Serão inseridas apenas algumas aplicações como ilustração do funcionamento do
sistema, porém, adaptadas às demais situações aqui apresentadas. Os Exemplos 1 e 2,
refletem exemplos com 25 amostras que representam os pesos das barras de cereais. O
Exemplo 1 possui amostras de tamanhos diferentes, gerados entre 14 e 16 e o Exemplo
2, possui amostras de mesmo tamanho 4. Em relação aos exemplos de dados
qualitativos, os Exemplos 3 e 4 foram aplicados. Estes possuem 25 amostras, com 100
observações cada uma, que representam a probabilidade de uma embalagem estar
defeituosa e a taxa de ocorrência dos defeitos. Além disso, para aplicar o uso da
capabilidade do processo, o Exemplo 5 foi utilizado, sendo que este apresenta 25
amostras com 15 unidades cada, de pesos de barras de cereais.
1.4 A utilização do procedimento 6-sigma
Uma das principais vertentes do CEP é a utilização de ferramentas para
identificar modificações do processo (nos parâmetros do processo) em determinados
períodos. Para verificar se um processo está sob controle é necessário, nesta vertente,
calcular os chamados limites de controle do processo. Ao estimar os parâmetros, os
quais são calculados em cada amostra disponível, verifica-se se estes então dentro dos

5
limites de controle. Segundo Louzada Neto, Diniz & Ferreira (2009, P. 20 [3]), dada
uma estimativa pontual ou especificada, tal como a média µ , e um estimador pontual ou
especificado da variabilidade tal como σ, os limites de controle podem ser dados por µ ±
σ. Entretanto, no procedimento 6-sigma, que segundo Rotondaro (2008, P.18 et al. [5]),
é uma estratégia gerencial de mudanças para acelerar o aprimoramento em processos,
produtos ou serviços utilizando ferramentas estatísticas, os limites de controle são dados
por µ ± 3σ.
Os limites 6-sigma são utilizados referentes à distribuição normal, para diminuir
o erro tipo I, isto é, para reduzir a proporção de amostras que contém parâmetros
semelhantes às demais, porém são consideradas amostras com parâmetros discrepantes.
Caso seja observada uma ou mais estatísticas fora dos limites de controle, é necessário
verificar se houve alteração nas condições ou se apenas ocorreu um alarme falso.
É importante destacar que essas condições são aplicadas às amostras que seguem
distribuição normal. Caso as amostras retiradas em algum processo não tenham essa
distribuição, uma transformação pode ser feita.
1.5 Organização do trabalho
Este Trabalho está dividido em seis capítulos, nos quais é apresentada a
Metodologia, nos Capítulos II, III, IV e V, que descreve toda a teoria de CEP utilizada
no sistema on-line, desde Gráficos para Variáveis e Atributos até a teoria de Capacidade
e o procedimento para inserção de dados na internet. No Capitulo VI, serão
apresentados os Comentários Finais e Conclusão do estudo. E no final do trabalho são
apresentados os Apêndices e as Referências Bibliográficas estudadas.

6
Capítulo II.
Metodologia CEP para Variáveis
Neste tópico serão apresentadas técnicas estatísticas denominadas por Gráficos
de Controle para Variáveis, cujo objetivo é estudar o domínio de processos repetitivos
para que mantenham uma padronização da qualidade ao longo do tempo em dados
mensuráveis. O trabalho será focado em estudos univariados, ou seja, estudos de uma
única variável. Segundo Duncan (1974 [2]), Dr. Walter A. Shewhart, que desenvolveu
os Gráficos de Controle para Variáveis, mais conhecidos como Gráficos de Shewhart,
sugeriu que os gráficos de controle devem servir, primeiramente, para definir a meta ou
padronização de um processo que a gestão pretende atingir; depois, como um
instrumento para atingir essa meta; e finalmente, ele pode servir como uma média para
julgar se a meta foi alcançada. Esse mesmo raciocínio pode ser aplicado para os
Gráficos para Atributos que será estudado no Capítulo III.
O interesse principal deste tipo de procedimento de controle é a verificação de
que os parâmetros estudados não receberam variação de fatores relacionados ao
processo, tais como regulagem da máquina, treinamento dos funcionários, organização
de turnos, entre outros.
Existem muitas maneiras de se estudar o CEP. Entretanto uma das mais
utilizadas é o estudo dos Gráficos de Shewhart. A abordagem deste tópico tem por
objetivo o estudo de Gráficos de Shewhart para Variáveis.
Um dos tipos de monitoramento da qualidade de processos está baseado em
características da qualidade de natureza quantitativa, isto é, que podem ser
representadas por medidas numéricas, representada pela variável aleatória X, com
média µ e desvio padrão σ . Exemplos desse tipo de variáveis podem ser dados pelo
peso dos pães (em gramas) de alguma padaria, diâmetro (em metros) de um cilindro
numa indústria siderúrgica, espessura (em milímetros) de barras de chocolate
produzidas por certa empresa, entre tantos outros exemplos de aplicação desse tipo de
gráfico.
Quando são estudadas as características da qualidade em termos quantitativos, é
inevitável se deparar com o monitoramento do valor médio da característica em questão
e com a variabilidade da mesma. Usualmente, o monitoramento da média é feito através

7
do Gráfico X e o monitoramento da variabilidade é feito através do gráfico para o
desvio-padrão S ou pelo gráfico da amplitude denominado R. Esses gráficos são gerados
de forma que se tenha um limite central, um limite inferior e um superior. Os passos de
construção desses gráficos serão apresentados posteriormente. Ao gerar esses gráficos, é
importante realizar uma análise detalhada e conjunta, ou seja, tanto para a variabilidade
quanto para a média, pois um gráfico X pode indicar um desvio na média de uma das
amostras do processo, em relação aos limites especificados pela empresa ou indústria
em questão, mas pode ter a variabilidade sob controle, isto é, o gráfico X tem todos os
valores que representam a variabilidade de cada amostra dentro dos limites de controle
(calculados) ou especificação (apresentados pela empresa ou indústria); ou os gráficos R
ou S podem indicar que a variabilidade está fora de controle em relação aos limites de
especificação ou controle, mas o gráfico da média pode apresentar estabilidade no
processo.
Uma característica forte dos Gráficos de Controle de Shewhart é que estes são
mais indicados à identificação de grandes mudanças da qualidade de um processo. O
estudo desses gráficos é realizado a partir de m amostras de mesmo ou diferentes
tamanhos, das quais são coletados os valores da característica X em questão (variável
aleatória observada). O intuito é observar se essa variável aleatória é constante ao longo
de um período ou se depende de outros fatores do processo. Assim, tendo o valor 0xµ ,
que é o valor de referência da média, apresentado pela empresa ou indústria, ou tendo a
estimativa do parâmetro que representa a média xµ , o que se pretende é verificar o
comportamento de X em relação a 0xµ e em relação aos limites de controle calculados
para a média, denotados por LIC (Limite Inferior de Controle) e LSC (Limite Superior
de Controle). O mesmo se aplica para os gráficos que representam a variabilidade, S ou
R.
Segundo Montgomery (2004, P.30 [4]), esses tipos de Gráficos de Controle que
serão estudados neste trabalho, podem ser usados quando a característica (X) da
qualidade avaliada é normalmente distribuída com média µ e desvio padrão σ . Se
nxxx ,...,, 21 é uma amostra aleatória de tamanho n, então a média dessa amostra pode
ser descrita como
n
xxxx n,...,, 21= (2.1.a)

8
Como );(~ σµNX , sabe-se, por definição que
nNx
σµ ;~ (2.1.b)
e que os limites de controle atendem às seguintes exigências:
2/][ 0 αµ =≤≤ XXLICP e 2/][ 0 αµ =≤≤ LSCXP X (2.1.c)
Neste caso, será utilizado o procedimento de qualidade 6-sigma, que foi descrito
na seção 1.4. Então a probabilidade α apresentada segue o valor 0.9973, isto é, se
algum valor da característica X estiver fora dos limites de controle, estas falhas podem
ser consideradas muito significativas no processo, pois como α é alto, o erro tipo I é
pequeno, então a probabilidade de aceitar que o processo está fora de controle
(parâmetros diferentes), quando na verdade está sob controle é muito pequena.
Utilizando essa política 6-sigma, os limites de controle podem ser reescritos como
XX σµ 30 ± , (2.1.d)
onde XX e σµ 0 são os parâmetros da distribuição de X, que no caso é Normal, podendo
ser estimados ou especificados.
Os Gráficos de Controle são usualmente analisados da seguinte maneira: gráfico
X e gráfico S ou gráfico X e gráfico R. A seguir serão detalhados os Gráficos de
Controle de Shewhart, além de sua aplicação no sistema on-line.
2.1.1 Gráfico S
O Gráfico S, que representa o desvio-padrão num determinado período, é
utilizado para monitorar a variabilidade de um processo. Segundo Montgomery (2004,
P.148 [4]) o gráfico para o controle da variabilidade é mais indicado quando o tamanho
da amostra n é relativamente grande (geralmente n > 10 ou 12) ou quando o tamanho n
das amostras varia. Isso ocorre, pois o estimador para o desvio-padrão é mais eficiente
ao estimar a variabilidade do processo. A seguir é descrita passo a passo a montagem
desse gráfico e suas possíveis maneiras de geração.

9
2.1.1.1 Gráfico S para amostras de mesmo tamanho
A construção desse gráfico baseia-se na montagem de três retas, sendo o valor
especificado ou estimado da variabilidade como reta central, e as demais retas
representando os limites de controle. Como já foi abordado, é possível que a indústria
ou empresa em questão tenha um valor especificado para a representação da
variabilidade. Nos próximos tópicos serão abordadas essas duas vertentes, no cálculo do
gráfico S.
2.1.1.1.1 Gráfico S com especificação (amostras de mesmo tamanho)
Para esse tipo de gráfico S a linha central é dada pelo valor do desvio padrão
especificado, vezes uma constante 4c que será apresentada logo abaixo. Os limites de
controle são calculados a partir da expressão (2.1.d) que resulta em:
)1(33 440 ccSS −±=± σσσµ (2.1.1.a)
Pois, Burr (1976, seção 5.3.2 [1]) demonstra que
σ4)( cSE i = (2.1.1.b)
e que
)1( 24cS −= σσ , (2.1.1.c)
onde 1
2
]2/)1[(
)2/(4
−−Γ
Γ=
nn
nc , fazendo com que σ4c seja o valor de referência (linha
central), como já havia sido dito.
Alguns livros apresentam os limites de controle para amostras de mesmo
tamanho com especificação, tal como constantes, por exemplo, no livro do Montgomery
(2004, P.149 [4]), σ5BLIC = e σ6BLSC = . Essas constantes são tabeladas e variam
de acordo com o tamanho de cada amostra.

10
2.1.1.1.2 Gráfico S sem especificação (amostras de mesmo tamanho)
O esquema de construção do Gráfico S sem especificação é o mesmo do descrito
no item 2.1.1.1.1. Entretanto, quando nos referimos à não especificação, significa que os
parâmetros devem ser estimados a partir de amostras disponíveis. Supondo que m
amostras estejam disponíveis, cada uma de tamanho n e que iS seja o desvio-padrão da
i-ésima amostra. Tem-se que a média dos m desvios-padrão é
∑=
=m
iiS
mS
1
1 (2.1.1.d)
onde
1
)(1
2
−
−
=
∑=
i
n
jj
i n
xx
S
i
(2.1.1.e)
Um estimador não-viesado de σ , segundo Montgomery (2004, P.149 [4]), seria
4/ cS . Assim, pode-se definir a partir de (2.1.d) que os limites de controle para o
desvio-padrão sem especificação, considerando amostras de mesmo tamanho, são dados
por
24
4
13 cc
SS −± (2.1.1.f)
Alguns livros apresentam esses limites através de constantes tabeladas que
variam de acordo com o tamanho da amostra, como por exemplo:
24
43 1
31 c
cB −−= e 2
44
4 13
1 cc
B −+= (2.1.1.g)
E com essas constantes os limites ficam tais como SBLIC 3= e SBLSC 4= .
2.1.1.2 Gráfico S para amostras de diferentes tamanhos
O procedimento de construção do Gráfico S para tamanhos de amostras variáveis
segue o mesmo esquema do apresentado anteriormente, isto é, o gráfico contém uma
linha central que corresponde ao valor de referência e duas linhas extremas
representando os limites de controle. A seguir serão abordados dois casos que podem

11
ocorrer no controle de qualidade utilizando gráficos para variáveis, assim como feito
anteriormente.
2.1.1.2.1 Gráfico S com especificação (amostras de diferentes tamanhos)
Em determinados casos é possível que a indústria ou estabelecimento comercial
possua valores especificados em relação à variabilidade do processo e que a coleta das
amostras seja com tamanhos diferentes. A diferença deste caso e do apresentado na
seção 2.1.1.1.1. é o cálculo da constante 4c , que é dada por
1
2
]2/)1[(
)2/(4
−−Γ
Γ=
ii
i
nn
nc (2.1.1.h)
Ou seja, será calculada uma constante 4c para cada amostra e
conseqüentemente, um limite superior e um inferior para cada amostra, fazendo então
com que os limites de controle não sejam mais uma reta.
Os limites de controle são dados então por
)1(33 440 ccSS −±=± σσσµ (2.1.1.i)
2.1.1.2.2 Gráfico S sem especificação (amostras de diferentes tamanhos)
Nessa particularidade de gráfico S, é necessário fazer uma ponderação em
relação ao tamanho da amostra. Supondo que m amostras estejam disponíveis, cada uma
de tamanho ni e que S seja o desvio-padrão médio. Então, temos que S é dado por
2/1
1
1
2)1(
−
−
=
∑
∑
=
=
m
ii
m
iii
mn
SnS , (2.1.1.j)
onde 1
)(1
2
−
−
=
∑=
i
n
jj
i n
xx
S
i
é o desvio-padrão da i-ésima amostra.

12
Assim, através de (2.1.1.f), pode-se calcular os limites de controle para S sem
especificação para amostras de tamanhos diferentes.
24
4
13 cc
SS −± (2.1.1.k)
2.1.2 Gráfico R
O Gráfico R, ou Gráfico da Amplitude Amostral é comumente utilizado por
engenheiros que trabalham com CEP, devido à sua facilidade nos cálculos para cada
amostra. Entretanto o uso deste tipo de gráfico é mais aconselhado em amostras do
mesmo tamanho e que tenham tamanhos menores que 10 ou 12, em virtude de
apresentar um estimador mais eficiente para a variabilidade do que o desvio-padrão
amostral, pois quando o valor de n é suficientemente grande existe uma perda de
informação da amostra contida entre os dois valores extremos.
Então, seja max ( ) min ( )i j ij j ijR x x= − que representa a amplitude amostral da i-
ésima amostra, ou seja, a diferença entre o maior e o menor valor da amostra i. A
relação da amplitude de uma amostra de distribuição normal e seu desvio padrão é dada
pela amplitude relativa ( σ/iRW = ). A distribuição de W foi bem estudada, segundo
Montgomery (2004, P.131 [4]), e tem como média a constante 2d tabelada, cuja
variação depende do tamanho da amostra, ou seja, 2)( dWE = . Assim, um estimador
não-viciado para σ é
2
ˆd
R=σ (2.1.2.a)
Os valores da constante 2d para alguns tamanhos amostrais podem ser vistos na
Tabela 2.1.

13
Tabela 2.1: Constante usada na construção do Gráfico R.
n 2d 2 1.1296 3 1.6918 4 2.0535 5 2.3248 6 2.5404 7 2.7074 8 2.8501 9 2.9677
10 3.0737 11 3.1696
Como o cálculo do Gráfico R para tamanhos de amostras diferentes não é muito
indicado devido à sua complexidade, neste trabalho, a teoria somente considerará o
Gráfico R para tamanhos iguais de amostras assim como na parte aplicada.
2.1.2.1 Gráfico R com especificação
Quando indústrias ou empresas fornecem os valores dos parâmetros do processo
em questão, o cálculo para o Gráfico R segue a mesma seqüência de passos para a
construção do Gráfico S, ou seja, deve-se plotar a linha de referência e os limites de
controle.
Considerando W, como já foi dito na seção (2.1.2), tem-se que 2)/( dRE i =σ .
Pode-se dizer então que σ2)( dRE i = e deve ser usada como valor de referência para o
gráfico em questão. Para o cálculo dos limites de controle do processo, é necessário
obter o desvio-padrão da amplitude amostral Rσ . E para isso, é necessário estabelecer o
valor da constante )/(3 σiRVd = , pois o que queremos é σσ 3)( dRV iR == .
Assim, temos que os limites de controle, a partir da equação de limites base em (2.1.d),
são dados por
σσ 32 3dd ± (2.1.2.b)
Os valores de 2d estão na Tabela 2.1 e os valores de 3d que variam com o
tamanho da amostra estão na Tabela 2.2.

14
Tabela 2.2: Constante usada na construção do Gráfico R.
n 3d
2 0.8541 3 0.8909 4 0.8800 5 0.8674 6 0.8508 7 0.8326 8 0.8209 9 0.8102
10 0.7978 11 0.7890
2.1.2.2 Gráfico R sem especificação
Quando a construção de Gráficos de Controle para Variáveis não contém
especificações, deve-se estimar os parâmetros em questão. Nesse caso, temos que
estimar o valor de referência do Gráfico R, que pode ser dado por
∑=
=m
iiR
mR
1
1 (2.1.2.c)
onde iMINiMÁXijiji xxxxR −=−= )min()max( .
Assim como quando temos especificação, tem-se neste caso, que a partir de
(2.1.2.a) e de σσ 3)( dRV iR == , o estimador para o desvio-padrão da amplitude
amostral é dado por
2
30 3ˆ3
d
RdRRR ±=± σµ (2.1.2.d)
Estes gráficos, tanto com especificação quanto sem, podem ser aplicados
também em amostras de tamanho unitário (n=1). Neste caso, substituem-se as
amplitudes amostrais iR pelas amplitudes móveis dadas por || 1−−= iii xxR .
2.1.3 Gráfico X
O Gráfico X pode ser construído segundo diversas condições que serão
detalhadas nesta seção. As maneiras diferentes de se calcular (construir) este gráfico

15
são: com especificação, sem especificação, com mesmo tamanho das amostras e com
tamanhos diferentes.
2.1.3.1 Gráfico X para amostras de mesmo tamanho
Assim como os demais gráficos apresentados anteriormente, a construção do
Gráfico X para amostras de mesmo tamanho baseia-se na montagem de três retas,
sendo o valor especificado ou estimado da média como reta central, e as demais retas
representando os limites superior e inferior de controle. É possível que determinadas
indústrias ou estabelecimentos em questão tenham um valor especificado para a
representação da média do processo. Por esse motivo, serão estudadas a seguir as duas
maneiras de construção do Gráfico X para amostras de mesmo tamanho: com e sem
especificação.
2.1.3.1.1 Gráfico X com especificação (amostras de mesmo tamanho)
A palavra especificação indica, neste gráfico, que o valor do parâmetro em
questão, no caso a média, foi definido pela política do local ou por órgãos
governamentais, como o INMETRO, por exemplo. Assim, neste gráfico pode-se
verificar a constância do parâmetro ao longo do tempo. O gráfico apresenta três linhas:
uma central, indicando a especificação 0µ , no caso, e as demais representando os
limites de controle dados em (2.1.d) que, para serem calculados, é necessário obter o
valor do desvio-padrão da média amostral, que considerando a suposição de
independência, é dado por nx
/σσ = e que, por sua vez, necessita do valor de σ que
pode ter sido especificado ou não.
Assim, obtemos os seguintes limites de controle:
n
XX
σµσµ 33 00 ±=± (2.1.3.a)

16
2.1.3.1.2 Gráfico X sem especificação (amostras de mesmo tamanho)
Quando não se obtém especificação para os parâmetros da variável observada, é
necessário estimá-los através das amostras disponíveis. Então, é necessário encontrar
um estimador para 0µ que represente a média da variável observada.
Sendo ix a média para a variável em questão, considerando a i-ésima amostra,
dentro de m amostras disponíveis então o melhor estimador para 0µ representando a
média, é a média das médias, isto é, a média geral, que é dada por
m
xxxx m+++
=...21 (2.1.3.b)
Isso é fato, pois 0
1
1)( µ=
= ∑
=
m
iix
mExE .
Considerando um processo sob controle de amostras disponíveis, o cálculo do
desvio-padrão da média é feito através do estimador não-viciado, dado por
nc
Sx
4
ˆ =σ (2.1.3.c)
Essa suposição de não-viesamento é válida, pois partindo da equação referente
ao desvio padrão de X ( )σ4)( cSE i = , tem-se que 4/ˆ cS ii =σ . Então,
σ=
=
∑
=
n
iiS
mcE
c
SE
144
1, desde que o processo esteja sob controle.
Assim, pode-se construir os limites de controle de processo de X sem
especificação para amostras de mesmo tamanho, a partir do seguinte cálculo:
nc
Sxxx
4
0 3ˆ3 ±=± σµ (2.1.3.d)
2.1.3.2 Gráfico X para amostras de tamanhos diferentes
Em determinados processos, tanto industriais quanto outros, eventualmente não
se têm o tamanho das amostras iguais, podendo ocasionar algumas mudanças nos
cálculos do Gráfico X . A seguir serão apresentados esses cálculos quando estudadas m
amostras de tamanho variável.

17
2.1.3.2.1 Gráfico X com especificação (amostras de tamanhos diferentes)
Quando a indústria ou empresa onde está sendo realizado o CEP fornece a
especificação para a média, não é necessário encontrar (estimar) 0µ . Então, a linha
central do Gráfico X , é dada pela especificação 0µ e os limites de controle podem ser
calculados considerando-se a equação (2.1.d), mas direcionando agora, o foco para as
amostras de tamanhos diferentes, ou seja, os limites são calculados para cada amostra
diferentemente, pois os n’s são diferentes. Então, o cálculo dos limites é dado por
in
σµ 30 ± (2.1.3.e)
2.1.3.2.2 Gráfico X sem especificação (amostras de tamanhos diferentes)
Em determinadas ocasiões não é possível obter especificações para monitorar a
qualidade de um processo. Nesses casos, como não se tem exigências em relação ao
parâmetro, no caso a média, é necessário estimá-la a partir de amostras disponíveis.
O valor de referência do Gráfico X será dado pela estimativa do parâmetro, a
média das médias, dada por
∑
∑
=
==m
ii
m
iii
n
xn
x
1
1 (2.1.3.f)
O valor do desvio-padrão da média, quando os parâmetros não são
especificados, é nc
S
4
, como foi definido em (2.1.3.c), onde
1
2
]2/)1[(
)2/(4
−−Γ
Γ=
ii
i
nn
nc .
Portanto, os limites de controle são dados por
inc
Sx
4
3± (2.1.3.g)

18
2.1.4 Resumo da construção de Gráficos para Variáveis
Os Gráficos para Variáveis são aplicados quando se deseja obter o controle ou a
verificação de algum processo que contém possíveis variáveis mensuráveis. Esse
controle é feito através dos gráficos para a média e variabilidade. Entretanto, podemos
utilizar dois tipos de gráficos para monitorar a variabilidade: os gráficos R, em amostras
de tamanho menor que 10 ou 12, ou S, em amostras maiores que 10 ou 12. Assim, pode-
se usar o Gráfico X junto ao Gráfico R ou o Gráfico X junto ao Gráfico S. Com o
intuito de oferecer uma melhor visualização da construção desses gráficos, foram
construídos dois algoritmos, que são apresentados a seguir em Algoritmos 2.1 e 2.2.
Algoritmo 2.1: Resumo do controle da média e da variabilidade usando o desvio-
padrão (Gráficos X e S).
A - Procedimentos iniciais
1- Estabelecer o número de amostras m.
2- Definir o tamanho de cada amostra in , considerando que o Gráfico S é mais
indicado nos casos em que in >10 ou 12.
3- Considerar i para a amostra e j para as observações. Coletar então os valores na
indústria ou estabelecimento em questão.
4- Calcular a média amostral para cada i, através de i
n
iij
i n
x
x∑
−= 1.
5- Calcular o desvio-padrão amostral para cada i, através de
∑=
−−
=n
jij
ii xx
nS
1
2)(1
1.
B – Construindo os gráficos de acordo com suas características
B.1 – As m amostras de mesmo tamanho
1- Construir o gráfico de ix , no qual a abscissa são os números de cada amostra,
de 1 a m, e a ordenada com os valores das médias de cada amostra.
2- Grafar o valor de referência, que é dado por 0µ se não houver especificação ou

19
∑=
=m
iix
mx
1
1, que é a média das médias, caso não haja especificação e a média
precise ser estimada.
3- Calcular o valor de 1
2
]2/)1[(
)2/(4
−−Γ
Γ=
nn
nc
4- Grafar os limites de controle através de n
σµ 30 ± , caso haja especificações ou
nc
Sx
4
3± , caso seja necessário estimar os parâmetros.
5- Construir o gráfico de iS , no qual a abscissa são os números de cada amostra,
de 1 a m, e a ordenada com os valores dos desvios-padrão calculados de cada
amostra.
6- Grafar o valor de referência, que é dado por σ4c se não houver especificação
ou ∑=
=m
iiS
mS
1
1, que é a média dos desvios-padrão, caso não haja especificação
e a variabilidade precise ser estimada.
7- Calcular e plotar os limites de controle dados por )1(3 44 cc −± σσ , caso haja
especificações ou 24
4
13 cc
SS −± , caso seja necessário estimar o parâmetro.
B.2 - As m amostras de diferentes tamanhos
1- Construir o gráfico de ix , no qual a abscissa são os números de cada amostra,
de 1 a m, e a ordenada com os valores das médias de cada amostra.
2- Grafar o valor de referência, que é dado por 0µ se não houver especificação ou
∑
∑
=
==m
ii
m
iii
n
xn
x
1
1 , que é a média das médias para amostras de tamanhos diferentes,
caso não haja especificação e a média precise ser estimada.
3- Calcular o valor de 1
2
]2/)1[(
)2/(4
−−Γ
Γ=
ii
i
nn
nc .

20
4- Grafar os limites de controle para cada amostra, através de in
σµ 30 ± , caso
haja especificações ou inc
Sx
4
3± , caso seja necessário estimar os parâmetros.
5- Construir o gráfico de iS , no qual a abscissa são os números de cada amostra,
de 1 a m, e a ordenada com os valores dos desvios-padrão calculados de cada
amostra.
6- Grafar o valor de referência, que é dado por σ se houver especificação ou
2/1
1
1
2)1(
−
−
=
∑
∑
=
=
m
ii
m
iii
mn
SnS , que é a média dos desvios-padrão, caso não haja
especificação e a variabilidade precise ser estimada.
7- Calcular e plotar os limites de controle dados por )1(3 44 cc −± σσ , caso haja
especificações ou 24
4
13 cc
SS −± , caso seja necessário estimar o parâmetro.
C – Análise dos gráficos
1- Para cada um dos gráficos, verificar a existência dos três possíveis (principais)
itens a seguir:
• Existem pontos fora dos limites de controle?
• Os pontos estão em torno da linha de referência?
• Existem tendências ou sazonalidades?
2- Se pelo menos um dos itens acima for verificado, o ideal é investigar se
existiram causas externas na coleta dos dados, a fim de evitar erros futuros na
qualidade do processo.
3- É importante focar também que, quando detectada alguma característica acima,
o próximo passo é eliminar as amostras que apresentaram esse item e recalcular
os gráficos de controle, para saber se apenas essas amostras foram responsáveis
pela falta de controle ou se existe um problema crônico ou especificidades fora
do ideal.

21
Algoritmo 2.2: Resumo do controle da média e da variabilidade usando a amplitude
amostral (Gráficos X e R).
A - Procedimentos iniciais
1- Estabelecer o número de amostras m.
2- Definir o tamanho de cada amostra in , considerando que o Gráfico R é mais
indicado nos casos em que in <10 ou 12.
3- Considerar i para a amostra e j para as observações. Coletar então os valores na
indústria ou estabelecimento em questão.
4- Calcular a média amostral para cada i, através de i
n
iij
i n
x
x∑
−= 1.
5- Calcular a amplitude amostral para cada i, através de
)(min)(max ijjijji xxR −= caso 2 10 ou 12in< < ou || 1−−= iii xxR caso
in =1.
B – Construindo os gráficos de acordo com suas características
B.1 – A média e a variabilidade são especificadas
1- Construir o gráfico de ix , no qual a abscissa são os números de cada amostra,
de 1 a m, e a ordenada com os valores das médias de cada amostra.
2- Grafar o valor de referência, que é dado por 0µ .
3- Grafar os limites de controle através de n
σµ 30 ± .
4- Construir o gráfico de iR , no qual a abscissa são os números de cada amostra,
de 1 a m, e a ordenada com os valores das amplitudes amostrais calculadas de
cada amostra.
5- Verificar os valores de 2d e 3d , de acordo com o tamanho das amostras.
6- Grafar o valor de referência, dado por σ2d .
7- Calcular e plotar os limites de controle dados por σσ 32 3dd ± .

22
B.2 - A média e a variabilidade não são especificadas
1- Construir o gráfico de ix , no qual a abscissa são os números de cada amostra,
de 1 a m, e a ordenada com os valores das médias de cada amostra.
2- Grafar o valor de referência, dado por ∑=
=m
iix
mx
1
1, que é a média das médias
para amostras de tamanhos diferentes, caso não haja especificação e a média
precise ser estimada.
3- Calcular a amplitude média das amostras, dada por ∑=
=m
iiR
mR
1
1 se 1>in ou
∑=−
=m
iiR
mR
21
1 se 1in = .
4- Grafar os limites de controle para a média, através de nd
Rx
2
3± .
5- Construir o gráfico de iR , no qual a abscissa são os números de cada amostra,
de 1 a m, e a ordenada com os valores das amplitudes amostrais calculadas de
cada amostra.
6- Grafar o valor de referência, dado por R calculado em 3, que é a média das
amplitudes amostrais, caso não haja especificação e a variabilidade precise ser
estimada.
7- Calcular e plotar os limites de controle dados por 2
33d
RdR ± .
C – Análise dos gráficos
4- Para cada um dos gráficos, verificar a existência dos três possíveis (principais)
itens a seguir:
• Existem pontos fora dos limites de controle?
• Os pontos estão em torno da linha de referência?
• Existem tendências ou sazonalidades?
5- Se pelo menos um dos itens acima for verificado, o ideal é investigar se
existiram causas externas na coleta dos dados, a fim de evitar erros futuros na
qualidade do processo.

23
6- É importante focar também que, quando detectada alguma característica acima,
o próximo passo é eliminar as amostras que apresentaram esse item e recalcular
os gráficos de controle, para saber se apenas essas amostras foram responsáveis
pela falta de controle ou se existe um problema crônico ou especificidades fora
do ideal.
2.1.5 Exemplo 1
Esse conjunto de dados analisado, cujos valores então no Apêndice 3, contém 25
amostras de tamanhos diferentes que variam entre 14 e 16 representando os pesos (em
gramas) das barras de cereais produzidas por uma empresa qualquer. Suponha que o
interesse da empresa é manter o processo sob controle com especificações de 100 mg
para a média e desvio padrão igual a 10 mg.
A seguir, nas Figuras 2.1.5.1, 2.1.5.2, 2.1.5.3 e 2.1.5.4 são apresentadas uma
seqüência de passos desde a inserção dos dados até a visualização do Relatório
Instantâneo.
Fonte: 200.136.219.122/dados/tg
Figura 2.1.5.1: Inserindo os dados.

24
Fonte: 200.136.219.122/dados/tg
Figura 2.1.5.2: Confirmando os dados inseridos.
Fonte: 200.136.219.122/dados/tg
Figura 2.1.5.3: Definindo as características do Processo.

25
Fonte: 200.136.219.122/dados/cep
Figura 2.1.5.4: Relatório Instantâneo.
Observando a Figura 2.1.5.4, verifica-se que os dados não apresentaram
descontrole com relação à variabilidade, porém o gráfico X teve um sinal de possível
descontrole pontual do processo, cuja causa deve ser investigada. Para verificar se
realmente houve um descontrole pontual, como já foi citado, a amostra de número 20,
que é a responsável pelo descontrole no processo, deve ser retirada e o gráfico deve ser
refeito seguindo os mesmos procedimentos de inserção que serão detalhados
posteriormente.
2.1.6 Exemplo 2
Esse conjunto de dados analisado, também apresentado no Apêndice 3 em
Dados 2, contém 25 amostras de mesmo tamanho 4, que representam os pesos (em
gramas) das barras de cereais produzidas por uma empresa qualquer. Suponha que o

26
interesse da empresa é manter o processo sob controle, mas esta não tem especificações
em relação aos parâmetros.
A seguir, nas Figuras 2.1.6.1, 2.1.6.2, 2.1.6.3 e 2.1.6.4 são apresentadas uma
seqüência de passos desde a inserção dos dados até a visualização do Relatório
Instantâneo.
Fonte: 200.136.219.122/dados/cep
Figura 2.1.6.1: Inserindo os dados.
Fonte: 200.136.219.122/dados/cep
Figura 2.1.6.2: Confirmando os dados inseridos.

27
Fonte: 200.136.219.122/dados/cep
Figura 2.1.6.3: Definindo as características do Processo.
Fonte: 200.136.219.122/dados/cep
Figura 2.1.6.4: Relatório Instantâneo.
Assim como no Exemplo 1, o gráfico R, representando a variabilidade do
processo, da Figura 2.1.6.4, não obteve pontos fora de controle, porém no gráfico em
relação à média, este indica um possível descontrole na amostra 20, que deve ser

28
investigado detalhadamente refazendo os gráficos sem a amostra apresentada com
problema, para identificar corretamente se a falta de controle é alarme falso ou um
problema crônico.

29
Capítulo III.
Metodologia CEP para Atributos
O Capítulo III deste trabalho tem como foco o estudo da metodologia da
construção de Gráficos para Atributos, cujo objetivo, assim como para os gráficos de
variáveis é estudar o domínio de processos repetitivos para que eles mantenham uma
padronização da qualidade ao longo do tempo, porém em dados de atributos.
Como já visto, o CEP é muito utilizado para o controle de variáveis com
características mensuráveis, isto é, quantitativas. Entretanto existem algumas situações
nas quais esse tipo de aplicação estatística não é viável. Essa outra vertente se refere a
situações nas quais as características da qualidade de um processo são representadas de
maneira não-numérica, ou seja, através de dados qualitativos. Geralmente essas
variáveis qualitativas são traduzidas por defeituoso e não-defeituoso, ou por conforme e
não - conforme. Um exemplo de uso desse tipo de variável pode ser aplicado em uma
fábrica que produz relógios e verificar que os mesmos foram produzidos com aparência
padrão ou apresentaram algum item fora de conformidade.
Porém quando observadas, essas variáveis não são as utilizadas na realização do
CEP, pois quando se trabalha com variáveis não-mensuráveis, automaticamente se adere
ao processo uma variável quantitativa que pode representar o número de defeitos
observados de um determinado produto ou serviço, ou a freqüência desses defeitos. E
essas variáveis são as denominadas atributos, as quais serão estudadas nesta seção.
O procedimento de Controle para Atributos segue o mesmo padrão dos Gráficos
de Shewhart, isto é, primeiro é necessário construir o gráfico da série temporal em
relação à variável de interesse, como por exemplo, o número de defeitos em uma
unidade de inspeção. A seguir, estima-se o parâmetro de interesse e calculam-se os
limites de controle. Caso nesse gráfico seja observado algum ponto fora dos limites,
alguma tendência ou sazonalidade e/ou pontos que não estão em torno do parâmetro de
referência, é necessário retirar as amostras que estejam causando essas anomalias e
recalcular os parâmetros do gráfico. Além disso, também se deve investigar quais as
causas dessas anomalias para evitar novas mudanças do padrão do processo.

30
3.1 Gráficos de Controle da freqüência de não-conformidades (defeitos)
Existem dois tipos de gráficos de controle da freqüência: Gráfico p e Gráfico np.
Esses gráficos são denominados assim, pois neles é possível identificar a freqüência
com que o estabelecimento é capaz de produzir itens inadequados, de acordo com suas
normas. A seguir serão estudados esses dois gráficos.
3.1.1 Gráfico p
Segundo Montgomery (2004, P.178 [4]), a fração não-conforme, mais conhecida
como p, é definida como a razão entre o número de defeituosos numa determinada
população e o total de itens daquela população. O item é classificado como defeituoso
quando são avaliadas as várias características que um item pode ter e estas forem
consideradas, por um inspetor treinado, insuficientes para sua qualidade.
Neste trabalho, a fração não-conforme será tratada como valor decimal. Porém
existe a possibilidade de se trabalhar com o percentual não-conforme, que nada mais é
do que a fração não-conforme multiplicada por 100%. Essa outra possibilidade é
utilizada ao apresentar resultados para pessoas que não estão no meio estatístico, pois é
uma maneira mais fácil de entender.
Assim como nos gráficos de Shewhart, os Gráficos para Atributos também
podem ser gerados com ou sem especificações. Nos próximos tópicos serão abordadas
estas vertentes.
3.1.1.1 Gráfico p para amostras de tamanhos iguais
Nesta seção serão abordados os usos do gráfico p em amostras de tamanhos
iguais. Os dois tópicos a serem estudados a seguir são: a construção do Gráfico p com
especificação e a construção do Gráfico p sem especificação.
31
3.1.1.1.1 Gráfico p com especificação (amostras de tamanhos iguais)
Em determinadas indústrias ou em locais que desejam saber sobre a qualidade de
seus produtos ou serviços oferecidos, é possível obter valores das frações de não-
conformidade, isto é, obter as especificações.
O Gráfico p com especificação é construído da mesma forma que os Gráficos
apresentados na seção 2.1. Existe uma linha central representando o valor de referência
e duas linhas representando os limites de controle. Para a construção desses limites é
necessário determinar, a partir de informações conhecidas, os parâmetros da estatística
p. Em Montgomery (2004, P.178 [4]), existe a afirmação de que o gráfico p se baseia na
distribuição binomial, pois se considerarmos um processo com unidades produzidas
independentes e que p é a probabilidade de que alguma unidade está não-conforme,
então, se tivermos n unidades do produto e D for o número de não-conformes, então
~ ( , )D Binomial n p , ou seja, se tivermos m amostras com n observações cada, a
proporção de defeituosos para a i-ésima amostra seria dada por
n
Dx
np i
n
iiji == ∑
=1
1 (3.1.1.a)
O valor esperado do parâmetro p, por definição é n
Dpp ==ˆ e o desvio padrão é
dado por n
ppp
)1(ˆ ˆ
−=σ .
Assim, o valor esperado para p será o valor de referência do gráfico e os limites
de controle utilizando a política 6-sigma, são dados por
n
ppp
)1(3
−± (3.1.1.b)
3.1.1.1.2 Gráfico p sem especificação (amostras de tamanhos iguais)
Quando não há especificação quanto ao parâmetro p em questão, é necessário
estimá-lo a partir de informações de dados existentes. Se considerarmos m amostras de
tamanho n cada, calcula-se n
Dp i
i =ˆ , i=1,..., m, para cada amostra e a linha central de
referência é a estimação da fração não-conforme, dada na equação 3.1.1.c.

32
m
p
mn
Dp
m
ii
m
ii ∑∑
== == 11
ˆ
(3.1.1.c)
onde p é um estimador não-viesado para p, pois
∑∑==
===
=
m
iii
m
ii ppEpE
mp
mEpE
11
)()(11
)( .
Assim, os limites de controle são dados por
n
ppp
)1(3
−± (3.1.1.d)
Um ponto a se destacar é tal que, dadas as referências de um parâmetro, o
gráfico de controle pode se apresentar fora de controle. Porém, com as estimativas
aplicadas no gráfico sem utilizar as especificações, o gráfico se apresenta sob controle.
Isso significa que é necessário rever o processo e o planejamento para atender às
condições de qualidade. Além disso, é importante verificar a estimativa da proporção de
itens defeituosos, pois se esta for demasiadamente alta, pode ser que a empresa esteja
gerando muito custo e se for demasiadamente baixa, pode ser que a empresa esteja
investindo demais na qualidade e por conseqüência onerando seus custos.
3.1.1.2 Gráfico p para amostras de tamanhos diferentes
Nesta seção serão abordados os usos do gráfico p em amostras de tamanhos
diferentes. Os dois tópicos serão a construção do Gráfico p com e sem especificação.
3.1.1.2.1 Gráfico p com especificação (amostras de tamanhos diferentes)
O Gráfico p para tamanho de amostras variável segue o mesmo procedimento
daquele para tamanho de amostras constante. Entretanto, a única diferença está no
cálculo de ip , pois o tamanho da amostra varia. A construção do gráfico temporal, que
contém os valores de ip na ordenada e o número das amostras na abscissa, é feita então
da mesma maneira dos apresentados nas seções (3.1.1.1.1) e (3.1.1.1.2). Assim, o
cálculo dos limites de controle é dado na equação 3.1.1.e.

33
n
ppp
)1(3
−± , (3.1.1.e)
onde p é o valor especificado da proporção de não-conformidades.
3.1.1.2.2 Gráfico p sem especificação (amostras de tamanhos diferentes)
Quando não é possível obter o valor especificado de p através da empresa que
deseja controlar a qualidade, é necessário estimá-lo, considerando os tamanhos de
amostras diferentes, através de 3.1.1.f.
∑
∑
=
==m
ii
m
ii
n
Dp
1
1 , (3.1.1.f)
onde iD é o número de itens defeituosos na amostra i.
Os limites de controle para cada amostra são dados então por
in
ppp
)1(3
−± (3.1.1.g)
Como o desvio-padrão depende do tamanho das amostras, o gráfico p para
amostras de tamanhos diferentes pode não ser tão adequado. Uma saída para verificar a
existência de padrões de repetição, seria utilizar uma variável padronizada. Porém,
nesse trabalho esse tipo de análise não será abordado.
3.1.2 Gráfico np
O Gráfico np tem o objetivo de monitorar o número de itens não-conformes para
cada amostra coletada num determinado tempo. Esse gráfico é muito utilizado, pois é de
fácil entendimento para aqueles que não convivem no meio estatístico. A base desse
gráfico é equivalente à base do Gráfico p, ou seja, o gráfico contém três linhas: a linha
de referência dada pela especificação ou pelo estimador de np e os limites de controle.
Inicialmente é necessário construir o gráfico temporal com as amostras na
abscissa e os valores de ∑=
==n
jiiji Dxnp
1
, onde i é a amostra e j a observação, na

34
ordenada. A seguir estão separados por, com e sem especificação, o detalhamento da
construção desse gráfico.
3.1.2.1 Gráfico np com especificação
Quando é fornecido o número de itens defeituosos ou a proporção de itens
defeituosos, ou seja, quando é fornecida a especificação, o gráfico a ser construído
utiliza os seguintes limites de especificação
)1(3 pnpnp −± (3.1.1.h)
3.1.2.2 Gráfico np sem especificação
Para construir o Gráfico np sem especificação, é necessário calcular o valor de
referência considerando as suposições detalhadas em (3.2.1.1.1.2), que é dado por
∑=
=m
iinp
mnp
1
1 (3.1.1.i)
Os limites de controle são equivalentes ao do Gráfico np com especificação e
são dados por
)1(3 pnpnp −± (3.1.1.j)
3.2 Resumo dos Gráficos de Controle da freqüência de não-conformidades
Os Gráficos de Controle da freqüência de não-conformidades são utilizados
quando se obtém variáveis qualitativas e deseja-se trabalhar com proporções de não-
conformidade (p). Neste conceito existem dois tipos de gráficos: o p e o np, os quais
podem ser usados tanto com especificação da proporção de defeituosos, quanto sem. A
seguir é apresentado um resumo da construção desses gráficos para um melhor
entendimento.

35
Algoritmo 3.1: Resumo do controle da freqüência de defeitos (Gráfico p) para
tamanhos iguais ou diferentes de amostras.
A - Procedimentos iniciais
1- Estabelecer o número de amostras m.
2- Definir o tamanho de cada amostra in .
3- Coletar então os valores na indústria ou estabelecimento em questão.
4- Calcular a proporção de itens defeituosos, i
ii n
Dp = , para cada amostra.
B – Construindo os gráficos de acordo com suas características
B.1 – Parâmetro especificado (amostras de tamanhos iguais e diferentes)
1- Construir o gráfico de ip , no qual a abscissa são os números de cada amostra,
de 1 a m, e a ordenada com os valores das proporções de defeituosos para cada
amostra.
2- Grafar a referência cujo valor é dado por p.
3- Grafar os limites de controle através de n
ppp
)1(3
−± ou de
in
ppp
)1(3
−± ,
para amostras de tamanhos diferentes.
B.2 – Parâmetro NÃO especificado (amostras de tamanhos iguais e diferentes)
1- Construir o gráfico de ip , no qual a abscissa são os números de cada amostra,
de 1 a m, e a ordenada com os valores das proporções de defeituosos para cada
amostra.
2- Grafar a referência cujo valor é dado por m
p
mn
Dp
m
ii
m
ii ∑∑
== == 11
ˆ
, se os tamanhos
das amostras forem iguais e
∑
∑
=
==m
ii
m
ii
n
Dp
1
1 , se forem diferentes.
3- Grafar os limites de controle através de n
ppp
)1(3
−± , se os tamanhos das

36
amostras forem iguais e in
ppp
)1(3
−± , se forem diferentes.
C – Análise dos gráficos
1- Para cada um dos gráficos, verificar a existência dos três possíveis (principais)
itens a seguir:
• Existem pontos fora dos limites de controle?
• Os pontos estão em torno da linha de referência?
• Existem tendências ou sazonalidades?
2- Se pelo menos um dos itens acima for verificado, o ideal é investigar se
existiram causas externas na coleta dos dados, a fim de evitar erros futuros na
qualidade do processo.
3- Se a especificação tiver sido dada e se pelo menos uma característica do item 1
for detectada, é necessário construir o gráfico novamente, mas agora sem as
especificações, para verificar se o processo está realmente fora de controle, ou
não consegue suprir as mesmas.
4- É importante focar também que, quando detectada alguma característica do item
1 e o item 3 já tiver sido verificado, o próximo passo é eliminar as amostras que
apresentaram esse item e recalcular os gráficos de controle, para saber se
apenas essas amostras foram responsáveis pela falta de controle ou existe um
problema crônico e assim, poder usar esses limites no futuro.
Algoritmo 3.2: Resumo do controle da freqüência de defeitos (Gráfico np) para
tamanhos iguais de amostras.
A - Procedimentos iniciais
1- Estabelecer o número de amostras m.
2- Definir o tamanho de cada amostra n .
3- Coletar então os valores na indústria ou estabelecimento em questão.
4- Calcular o número de itens defeituosos, ∑=
==n
jiiji Dxnp
1
, para cada amostra.
B – Construindo os gráficos de acordo com suas características

37
B.1 – Parâmetro especificado (amostras de tamanhos iguais)
1- Construir o gráfico de inp , no qual a abscissa são os números de cada amostra,
de 1 a m, e a ordenada com os valores do número de itens defeituosos para cada
amostra.
2- Grafar a referência cujo valor é dado por np.
3- Grafar os limites de controle através de )1(3 pnpnp −± .
B.2 – Parâmetro NÃO especificado (amostras de tamanhos iguais)
1- Construir o gráfico de inp , no qual a abscissa são os números de cada amostra,
de 1 a m, e a ordenada com os valores do número de itens defeituosos para cada
amostra.
4- Grafar a referência cujo valor é dado por ∑=
=m
iinp
mnp
1
1.
5- Grafar os limites de controle através de )1(3 pnpnp −± .
C – Análise dos gráficos
1- Para cada um dos gráficos, verificar a existência dos três possíveis (principais)
itens a seguir:
• Existem pontos fora dos limites de controle?
• Os pontos estão em torno da linha de referência?
• Existem tendências ou sazonalidades?
2- Se pelo menos um dos itens acima for verificado, o ideal é investigar se
existiram causas externas na coleta dos dados, a fim de evitar erros futuros na
qualidade do processo.
3- Se a especificação tiver sido dada e se pelo menos uma característica do item 1
for detectada, é necessário construir o gráfico novamente, mas agora sem as
especificações, para verificar se o processo está realmente fora de controle, ou
não consegue suprir as mesmas.

38
4- É importante focar também que, quando detectada alguma característica do item
1 e o item 3 já tiver sido verificado, o próximo passo é eliminar as amostras que
apresentam esse item e recalcular os gráficos de controle, para saber se apenas
essas amostras foram responsáveis pela falta de controle ou existe um problema
crônico e assim, poder usar esses limites no futuro.
3.3 Gráficos de Controle do número de não-conformidades por item produzido
Em determinados casos, ao se produzir um equipamento, não é possível detectar
defeitos em peças internas, pois não prejudicam inicialmente o desempenho do produto.
Por exemplo, na montagem de um computador em uma indústria ou num comércio, é
possível que uma memória de alto nível esteja funcionando com apenas metade de sua
capacidade, mas ao ser inspecionado o mesmo não será revelado seus defeitos. Neste
caso, os Gráficos p e np não poderão ser utilizados.
Uma saída para esse problema é a avaliação da qualidade através do controle do
número de defeitos por unidade de inspeção. A seguir, serão apresentados dois gráficos
(c e u) que poderiam ser utilizados nessas situações.
3.3.1 Gráfico c
O Gráfico c é utilizado quando se deseja monitorar o número de defeitos por
item produzido. Geralmente, esse tipo de gráfico é utilizado em produções de itens
muito caros e isso faz com que seja usado apenas um item por amostra. Caso isso
ocorra, obrigatoriamente os itens das amostras devem ser idênticos para que não haja
valores esperados muito diferentes.
Nesta seção não será abordado o estudo do Gráfico c para amostras de tamanhos
diferentes, pois sua interpretação é demasiadamente complexa. Portanto, se necessário
usar gráficos de controle para não conformidades por item produzido com amostras de
tamanho diferentes, a aplicação do Gráfico u (para amostras de tamanhos diferentes) é a
mais indicada.

39
Segundo Montgomery (2004, P.193 [4]), os defeitos ocorridos para cada unidade
de inspeção, seguem uma distribuição Poisson, cuja função densidade é dada na
equação 3.2.3.a.
,...2,1!
)( ==−
xx
cexp
xc
(3.2.3.a)
onde x é o número de defeitos por unidade e c é o parâmetro da distribuição que deve
ser maior que 0. Por definição, o valor esperado, ou seja, a média é dada pelo parâmetro
c e o desvio padrão por c .
Quando a política de qualidade da empresa oferece valores da média e desvio-
padrão, os limites de controle do gráfico, considerando a política 6-sigma, são dados por
3.2.3.b.
cc 3± (3.2.3.b)
Entretanto, se não forem dadas as especificações do processo, é necessário
estimar o valor do parâmetro c, dado pelo número médio de defeitos observados,
∑=
=m
iic
mc
1
1 (3.2.3.c)
onde m é o número de amostras.
3.3.2 Gráfico u
O Gráfico u é aplicado quando se deseja monitorar o número médio de não-
conformidades por unidade amostral produzida. Geralmente é usado em situações nas
quais o planejamento amostral é modificado de tal sorte que se o tamanho da amostra
fosse k, esta passa a ser nk.
Seja ix o número de defeitos observado na i-ésima amostra coletada, m o
número de amostras e n o tamanho de cada amostra. Seja ainda ix , uma variável com
distribuição Poisson assim como na apresentada no item (3.3.1). Então,
)()( ii xVarxE == µ e sabendo que nxu ii /= é o número médio de defeitos na amostra
i, tem-se que nu /µ= . Portanto, um estimador não-viciado para u é dado por,
∑=
==m
iiu
muu
1
1ˆ (3.2.3.d)

40
e o desvio-padrão da variável iu , por definição é:
nuuDP i /)( = (3.2.3.e)
Caso u seja desconhecido, basta trocar u por u . Assim, temos argumentos
suficientes para a construção do Gráfico u.
A seguir serão abordadas duas vertentes do gráfico estudado: para amostras de
mesmo tamanho e para amostras de diferentes tamanhos.
3.3.2.1 Gráfico u para amostras de mesmo tamanho
Existem diversas maneiras de se coletar amostras para uma avaliação da
qualidade de um processo. Nessa seção, o foco será na construção do Gráfico u em
amostras de mesmo tamanho.
3.3.2.1.1 Gráfico u com especificação (mesmo tamanho de amostra)
Quando o local no qual está sendo avaliada a qualidade de um processo fornece
valores dos parâmetros: a especificação; a construção do gráfico em questão segue o
mesmo padrão das demais estudadas, ou seja, a linha central (linha de referência) deve
ser dada pela especificação, isto é, por u e os limites de controle são dados por
n
uu 3± (3.2.3.f)
onde n
u é o desvio padrão de iu , definido em (3.2.3.e).
3.3.2.1.2 Gráfico u sem especificação (mesmo tamanho de amostra)
Quando não são dadas as especificações, é necessário estimá-las. Então, a partir
da equação (3.2.3.d), obtemos o estimador necessário do número médio de defeitos por
unidade produzida e os limites de controle ficam
n
uu 3± (3.2.3.g)

41
3.3.2.2 Gráfico u para amostras de tamanhos diferentes
Nesta seção será abordada a construção do Gráfico u para amostras de tamanhos
diferentes. A seguir têm-se duas vertentes: gráfico com e sem especificações.
3.3.2.2.1 Gráfico u com especificação (tamanhos de amostra diferentes)
Este caso é equivalente ao apresentado no item (3.3.2.1.1), exceto por se
diferenciar no cálculo do número médio de defeitos por amostra, que é iii nxu /= .
Portanto, os limites de controle são dados por
n
uu 3± (3.2.3.g)
3.3.2.2.2 Gráfico u sem especificação (tamanhos de amostra diferentes)
Um estimador não-viciado para o número médio de defeitos por unidade
produzida quando o tamanho das amostras é variável ( in ), é dado por:
∑
∑
=
==m
ii
m
ii
n
xu
1
1 (3.2.3.h)
E finalmente, os limites de controle são in
uu 3± .
Assim como no gráfico c, a análise dos gráficos u quando se tem amostras de
tamanhos diferentes, não é tão viável devido à presença de seqüências e padrões de
repetição. Porém, neste trabalho não será abordada a metodologia a respeito desse
estudo.
3.4 Resumo dos Gráficos de Controle do número de defeitos por item produzido

42
Os Gráficos de Controle do número de defeitos por item produzido são
utilizados quando se obtém unidades produzidas com vários defeitos, iguais ou diversos,
numa mesma unidade, que não são detectados ao se avaliar o item como um todo. Neste
conceito existem dois tipos de gráficos: o c e o u, os quais podem ser usados tanto com
especificação, quanto sem. A seguir é apresentado um resumo da construção desses
gráficos para um melhor entendimento.
Algoritmo 3.3: Resumo do controle do número de defeitos por item produzido
(Gráfico c).
A - Procedimentos iniciais
1- Definir qual a unidade amostral.
2- Estabelecer o número de amostras m.
3- Coletar então os valores na indústria ou estabelecimento em questão.
4- Calcular o total de itens defeituosos para cada amostra i.
B – Construindo os gráficos de acordo com suas características
B.1 – Parâmetro especificado
1- Construir o gráfico de ic , no qual a abscissa são os números de cada amostra,
de 1 a m, e a ordenada com os valores do número de itens defeituosos para cada
amostra.
2- Grafar a referência cujo valor é dado por c.
3- Grafar os limites de controle através de cc 3± .
B.2 – Parâmetro NÃO especificado
1- Construir o gráfico de ic , no qual a abscissa são os números de cada amostra,
de 1 a m, e a ordenada com os valores do número de itens defeituosos para cada
amostra.
2- Grafar a referência cujo valor é dado por ∑=
=m
iic
mc
1
1.
3- Grafar os limites de controle através de cc 3± .

43
C – Análise dos gráficos
1- Para cada um dos gráficos, verificar a existência dos três possíveis (principais)
itens a seguir:
• Existem pontos fora dos limites de controle?
• Os pontos estão em torno da linha de referência?
• Existem tendências ou sazonalidades?
2- Se pelo menos um dos itens acima for verificado, o ideal é investigar se
existiram causas externas na coleta dos dados, a fim de evitar erros futuros na
qualidade do processo.
3- Se a especificação tiver sido dada e se pelo menos uma característica do item 1
for detectada, é necessário construir o gráfico novamente, mas agora sem as
especificações, para verificar se o processo está realmente fora de controle, ou
não consegue suprir as especificações.
4- É importante focar também que, quando detectada alguma característica do
item 1 e o item 3 já tiver sido verificado, o próximo passo é eliminar as
amostras que apresentaram esse item e recalcular os gráficos de controle, para
saber se apenas essas amostras foram responsáveis pela falta de controle ou
existe um problema crônico e assim, poder usar esses limites no futuro.
Algoritmo 3.4: Resumo do controle do número médio de defeitos por item produzido
(Gráfico u).
A - Procedimentos iniciais
1- Definir qual a unidade amostral.
2- Estabelecer o número de amostras m.
3- Coletar então os valores na indústria ou estabelecimento em questão.
4- Calcular o número médio de itens defeituosos para cada amostra, dados por
n
xu i
i = , onde ix é o total de defeitos na i-ésima amostra.
B – Construindo os gráficos de acordo com suas características

44
B.1 – Parâmetro especificado e não especificado (amostras de tamanhos iguais)
1- Construir o gráfico de iu , no qual a abscissa são os números de cada amostra,
de 1 a m, e a ordenada com os valores do número de itens defeituosos para cada
amostra.
2- Caso exista especificação, grafar a referência cujo valor é dado por u. Senão,
calcule ∑=
=m
iiu
mu
1
1.
3- Grafar os limites de controle através de n
uu 3± , se houver especificação e
n
uu 3± , se não houver.
B.2 – Parâmetro especificado e não especificado (amostras de tamanhos
diferentes)
1- Construir o gráfico de iu , no qual a abscissa são os números de cada amostra,
de 1 a m, e a ordenada com os valores do número de itens defeituosos para cada
amostra.
2- Caso exista especificação, grafar a referência cujo valor é dado por u. Senão,
calcule
∑
∑
=
==m
ii
m
ii
n
xu
1
1 .
3- Grafar os limites de controle através de n
uu 3± , se houver especificação e
in
uu 3± , se não houver.
C – Análise dos gráficos
1- Para cada um dos gráficos, verificar a existência dos três possíveis (principais)

45
itens a seguir:
• Existem pontos fora dos limites de controle?
• Os pontos estão em torno da linha de referência?
• Existem tendências ou sazonalidades?
2- Se pelo menos um dos itens acima for verificado, o ideal é investigar se
existiram causas externas na coleta dos dados, a fim de evitar erros futuros na
qualidade do processo.
3- Se a especificação tiver sido dada e se pelo menos uma característica do item 1
for detectada, é necessário construir o gráfico novamente, mas agora sem as
especificações, para verificar se o processo está realmente fora de controle, ou
não consegue suprir as especificações.
4- É importante focar também que, quando detectada alguma característica do item
1 e o item 3 já tiver sido verificado, o próximo passo é eliminar as amostras que
apresentaram esse item e recalcular os gráficos de controle, para saber se
apenas essas amostras foram responsáveis pela falta de controle ou existe um
problema crônico e assim, poder usar esses limites no futuro.
3.5 Exemplo 3
Esse conjunto de dados, apresentado no Apêndice 3 em Dados 3, contém 25
amostras de embalagens de barras de cereais. Essas amostras representam o total, dentre
100 observações, de embalagens consideradas não-conformes. Esses dados representam
aspectos visuais observados nas embalagens produzidas por uma empresa qualquer.
Suponha que o interesse da empresa é manter o processo sob controle, mas esta não tem
especificações em relação aos parâmetros.
A seguir, nas Figuras 3.5.1, 3.5.2, 3.5.3 e 3.5.4 são apresentadas uma seqüência
de passos desde a inserção dos dados até a visualização do Relatório Instantâneo.

46
Fonte: 200.136.219.122/dados/cep
Figura 3.5.1: Inserindo os dados.
Fonte: 200.136.219.122/dados/cep
Figura 3.5.2: Confirmando os dados inseridos.

47
Fonte: 200.136.219.122/dados/cep
Figura 3.5.3: Definindo as características do Processo.
Fonte: 200.136.219.122/dados/cep
Figura 3.5.4: Relatório Instantâneo.
O gráfico p, representando a proporção de unidades não-conformes do processo,
da Figura 3.5.4, obteve a última amostra como fora do controle, pois a proporção de
embalagens defeituosas é maior do que o limite. Outro fato importante é que as 6
últimas amostras estão acima do ponto de referência do gráfico. O próximo passo seria
verificar as causas do possível ponto fora de controle, objetivando verificar se estas são
causas pontuais ou crônicas, para que futuramente a qualidade seja considerada.

48
3.6 Exemplo 4
Esse conjunto de dados, apresentado no Apêndice 3 em Dados 4, contém 25
amostras de embalagens de barras de cereais. Essas amostras representam o total, dentre
100 observações, de embalagens consideradas não-conformes. Esses dados representam
o número de aspectos visuais observados nas embalagens produzidas por uma empresa
qualquer, para cada amostra. Suponha que o interesse da empresa é manter o processo
sob controle, mas esta não tem especificações em relação aos parâmetros. Esses dados
serão representados pelo gráfico c.
A seguir, nas Figuras 3.6.1, 3.6.2, 3.6.3 e 3.6.4 são apresentadas uma seqüência
de passos desde a inserção dos dados até a visualização do Relatório Instantâneo.
Fonte: 200.136.219.122/dados/cep
Figura 3.6.1: Inserindo os dados.

49
Fonte: 200.136.219.122/dados/cep
Figura 3.6.2: Confirmando os dados inseridos.
Fonte: 200.136.219.122/dados/cep
Figura 3.6.3: Definindo as características do Processo.

50
Fonte: 200.136.219.122/dados/cep
Figura 3.6.4: Relatório Instantâneo
O gráfico c, representando o número de unidades não-conformes do processo
por amostra, da Figura 3.6.4, obteve a penúltima amostra como fora do controle, pois o
número de embalagens defeituosas por amostra é maior do que o limite. Outro fato
importante é que as 6 últimas amostras estão acima do ponto de referência do gráfico. O
próximo passo seria verificar as causas do possível ponto fora de controle, objetivando
verificar se estas são causas pontuais ou crônicas, para que futuramente a qualidade seja
considerada.

51
Capítulo IV.
Metodologia Capabilidade do Processo
Nos capítulos anteriores foram estudadas técnicas estatísticas de prevenção e
manutenção do controle de processo (CEP) que objetiva atender continuamente as
condições ou necessidades exigidas pelo cliente ou os limites de variação calculados,
sempre com o intuito de monitorar o processo. Os gráficos apresentados anteriormente
também podem indicar quão capaz é o processo para atender as especificações ou
limites calculados, embora existam técnicas mais objetivas para medir esta capacidade
do processo (capabilidade ou capacidade), pois resumem em um único valor a condição
do processo.
Os índices de capacidade que serão apresentados possuem benefícios de tal
maneira eficientes que decisões importantes em empresas podem ser tomadas apenas
com o embasamento da capabilidade. A construção desses “indicadores” não é
complexa, porém antes de construí-los são necessárias algumas condições iniciais, para
que os resultados não sejam interpretados de maneira errônea e a confiabilidade não seja
comprometida. A principal e inicial condição desse índice é a de que os dados seguem
uma distribuição Normal. Uma alternativa a essa condição é a transformação. Caso essa
condição não seja atendida a interpretação dos resultados pode se tornar completamente
errônea.
Segundo Montgomery (2004, P.226 [4]), uma segunda condição para a
realização do CEP, utilizando índices de capacidade é a de que o processo esteja sob
controle, isto é, os dados do processo devem manter uma aleatoriedade em torno dos
limites de especificação ou de controle, de maneira que o processo não apresente
tendência, não tenha pontos fora dos limites e não tenha a variabilidade muito inferior
aos limites. Isso significa que para se calcular a capacidade de um processo, primeiro é
necessário realizar o CEP, com gráficos de controle do processo, mesmo porque para a
realização desses gráficos também é necessária a suposição de normalidade.
Uma última suposição importante é a verificação da centralidade da média do
processo em relação aos limites de especificação, ou seja, a média pode representar o
centro dos limites, mas caso não represente, esta deve ao menos estar entre os limites
inferior e superior para que os cálculos da capacidade sejam válidos. As Figuras 4.1 e

52
4.2, demonstram dois casos em que o índice de capacidade não deve ser aplicado, pois
têm as médias fora dos limites de especificação.
Fonte: Software R
Figura 4.1: Processo com média abaixo do Limite Inferior
Fonte: Software R
Figura 4.2: Processo com média acima do Limite Superior

53
4.1 Índice para um processo centrado
Quando o processo está centrado, ou seja, quando a média do processo
representa o centro dos limites de especificação ou controle, o índice de capacidade é
representado por Cp. O cálculo desse índice é feito comparando-se a variabilidade
natural do processo (amplitude dos limites – especificação ou controle) com uma
variabilidade aceitável ( σ6 ), assim como na equação (4.1.a).
σ6
LSILSEC p
−= (2.3.1.a)
Quanto menor o valor desse índice menor será a capacidade do processo, visto
que a variabilidade natural do processo deve ser maior que a variabilidade aceitável.
Segundo Montgomery (2004, P.227 [4]), quando o valor de Cp = 1, significa que existe
uma taxa de falhas de 2700 PPM (partes por milhão) considerando que os dados
representam uma distribuição normal e que os limites tenham 99,73% de confiança.
Além disso, Montgomery (2004, P.227 [4]) também cita a Tabela 4.1 que apresenta os
valores mínimos recomendados para a razão da capacidade do processo Cp.
Tabela 4.1: Tabela de recomendações para Cp
Especificações
Bilaterais
Especificações
Unilaterais
Processos Existentes 1,33 1,25
Processos Novos 1,50 1,45
Segurança, força ou
parâmetro crítico,
processo existente
1,50 1,45
Segurança, força ou
parâmetro crítico,
processo novo
1,67 1,60
Se a empresa possui algum tipo de programa, como por exemplo, o “seis sigma”,
o nível mínimo para se seguir é diferente do citado na Tabela 4.1, no caso do programa
“seis sigma” seria Cp = 2,00.

54
Geralmente é necessário estimar σ , o que implica em estimar também pC , onde
S (4.1.b) é um estimador para σ .
1
)(ˆ 1
−
−==∑ =
n
xxS
n
i iσ (4.1.b)
Conseqüentemente, a partir do momento que se tem uma estimativa para Cp,
pode-se construir um intervalo de confiança para a possível análise de inferência usando
um determinado nível de confiança. Em Montgomery (2004, P 231 [4]), a um nível de
)%1(100 α− de significância e considerando uma 2χ com N graus de liberdade, o
intervalo para Cp é dado por,
−−−+−−
21,2/)1(
21,2/)1(
)1(
ˆ;
)1(
ˆn
pn
p
n
C
n
Cαα χχ (4.1.c)
A interpretação desse intervalo é a de que se o nível de confiança fosse dado por
95% e em 100 amostras retiradas, fosse calculado o intervalo para Cp, 95 desses
intervalos conteria o real valor de Cp.
Também é possível calcular, a partir desse índice, o percentual da variabilidade
do processo em relação à variabilidade aceitável. Este índice é dado por,
=
pCP
1100 (4.1.d)
Quanto maior esse índice, menor é a capacidade do processo.
4.2 Índice para um processo não-centrado
Quando o processo não está centrado, isto é, quando a média não está dentro dos
limites, é necessário o cálculo de outro índice melhor elaborado. Este índice (4.2.a) é

55
baseado na média do processo, sendo que ele considera o menor desvio do valor central
do processo e os limites de aceitação.
−−=
σ
µ
σ
µ
3;
3min
LIELSEC pk (4.2.a)
onde µ é a média do processo e min é uma função de mínimo.
Porém nem sempre o valor µ e σ é dado, então é necessário usar uma
estimativa dada por n
xx
n
i i∑ === 1µ e 1
)(ˆ 1
−
−==∑ =
n
xxS
n
i iσ respectivamente. Assim,
o cálculo para a capacidade para processos não centrados a partir de valores estimados
segue (4.2.b).
−−=
S
LIEx
S
xLSEC pk 3
;3
min (4.2.b)
Assim como para os processos centrados, pode-se calcular o intervalo de
confiança para Cpk que utiliza os valores 2/)1( α+Z (Normal Padrão) e que segundo
Montgomery (2004, P.231 [4]), é dado por (4.2.c).
−++
−+− ++ )1(2
1ˆ9
11ˆ;
)1(2
1ˆ9
11ˆ
22/)1(22/)1( nCnZC
nCnZC
pk
pk
pk
pk αα (4.2.c)
Apesar do Cpk ser uma medida bastante utilizada, as vezes não é o suficiente
para representar a capacidade real de um processo não-centrado. Uma saída seria
utilizar índices mais sofisticados, tal como o Cpm, que pode ser estimado por,
21
ˆˆ
V
CC p
pm+
= (4.2.d)

56
onde S
TxV
−= e T é o centro dos limites. A diferença desse cálculo de capabilidade e
os demais apresentados é que estes índices relaciona a esperança do erro quadrático
médio da variável em estudo (X) com o valor alvo do processo T, ])[( 2TxE −=η .
Em Montgomery (2004, P.230 [4]), tem-se que o valor de Cpm deve seguir
||6 T
LIELSEC pm
−
−<
µ. Portanto, considerando que esse índice calcula a estimativa da
diferença máxima entre a média do processo e o valor ideal para a mesma, quanto maior
essa diferença, maior a necessidade de melhorar o posicionamento do processo para se
obter um valor ideal para a capacidade.
4.3 Exemplo 5
Assim como nos capítulos anteriores, será descrito um exemplo de como aplicar
os índices de capacidade no sistema on-line. O exemplo a ser utilizado consiste em um
conjunto de dados com informações a respeito do peso de barras de cereais (Apêndice
C: Dados 5). O conjunto é dividido da seguinte maneira: existem 25 amostras nas quais
cada uma contém 15 observações dos pesos das barras de cereais em miligramas.
O interesse da empresa que fabrica barras de cereais é verificar se os pesos das
barras se distribuem em torno de uma faixa, a fim de evitar lapsos na produção e altos
custos para os donos, além disso, os limites supostos pela empresa (limites de
especificação) foram dados entre 50 e 170 miligramas.
A seguir, nas Figuras 4.3.1, 4.3.2, 4.3.3, 4.3.4 e 4.3.5 são apresentadas uma
seqüência de passos desde a inserção dos dados até a visualização do cálculo para a
capacidade no Relatório Instantâneo.

57
Fonte: 200.136.219.122/dados/cep
Figura 4.3.1: Inserindo os dados.
Fonte: 200.136.219.122/dados/cep
Figura 4.3.2: Confirmando os dados inseridos.

58
Fonte: 200.136.219.122/dados/cep
Figura 4.3.3: Definindo as características do Processo.
Fonte: 200.136.219.122/dados/cep
Figura 4.3.4: Relatório Instantâneo para gráficos de controle

59
Fonte: 200.136.219.122/dados/cep
Figura 4.3.5: Relatório Instantâneo para a Capacidade De acordo com as passagens acima, pode-se observar que na Figura 4.3.4, que
mostra a verificação de controle do processo, tem-se, neste caso, que os dados inseridos
apresentam-se controlados tanto em relação ao gráfico da variabilidade (Gráfico S)
quanto ao gráfico para a média (Gráfico Xbarra), sendo que em nenhum dos dois existe
tendência e nem pontos fora dos limites.
Ainda na Figura 4.3.4, no lado esquerdo da tela foram inseridos os limites de
especificação já citados e dados entre 50 e 170 e o nível de significância (0,05) para o
cálculo da capabilidade do processo. Assim, na Figura 4.3.5 observa-se o gráfico
histograma, dos dados inseridos e os cálculos dos índices de verificação de capacidade.
O histograma mostra se os dados do peso das barras de cereais estão centrados ou não
de acordo com os limites de especificação (linhas azuis). Neste caso o gráfico mostra
que o processo está centrado, ou seja, que os dados se distribuem em torno da estimativa
pontual da média do peso em miligramas. Portanto, para se garantir a fidelidade dos
clientes e não acarretar demasiados custos será verificado se os pesos das barras de
cereais se encontram nas faixas de variação determinadas, isto é, verificar se os pesos
das barras de cereais estão acima ou abaixo do especificado, através dos índices Cp e P.
Para um procedimento 6 sigma considerado nos gráficos de controle, o valor indicado
para a capacidade (2,02), os resultados apresentados são considerados bons e indicam
que o processo é capaz de atender as especificações estabelecidas sem a necessidade de

60
se tomar nenhuma atitude urgente com relação à diminuição da variabilidade. Porém, a
monitoração dos gráficos é necessária para que se mantenha o processo sob controle.
Além disso, o valor de P= 49,62 significa que a variabilidade do processo corresponde a
49,62% de toda variabilidade tolerável, sendo que quanto maior o percentual de P maior
a variabilidade do processo e menos capaz será o processo.

61
Capítulo V.
Controle do Processo on-line
Como já foi dito, o intuito deste trabalho é estudar técnicas estatísticas que
possam ser usadas no controle de processos, e aplicadas num sistema completamente
inovador que proporciona uma análise rápida, sucinta e objetiva. Esta parte da aplicação
do trabalho é voltada para o esclarecimento da aplicação da teoria estudada,
descrevendo todo o processo, desde a inserção dos dados até a geração do relatório
instantâneo. O sistema on-line foi projetado tanto para a geração de gráficos para o
controle de variáveis mensuráveis, quanto para gráficos voltados para o controle de
atributos.
A utilização de Gráficos para Variáveis em indústrias ou estabelecimentos
comerciais é muito comum. Um exemplo de seu uso é a coleta do tamanho de barras de
cereais produzidas por uma indústria alimentícia, que pretende utilizar Gráficos para
Variáveis com o objetivo de monitorar seu processo de produção, ou detectar possíveis
falhas. A aplicação do controle para Atributos é também muito usada, como por
exemplo, ainda numa fábrica de cereais, com o objetivo de avaliar a proporção de itens
defeituosos. Estas situações tornam o uso de Gráficos de Controle cada vez maior,
devido à sua facilidade no entendimento e detecção de falhas.
Os softwares utilizados para produzir os gráficos de controle disponíveis,
geralmente são pagos, inibindo, muitas vezes, a utilização dessas técnicas estatísticas.
Assim, a proposta deste trabalho é apresentar um sistema alternativo considerando a
aplicação das técnicas de controle de qualidade no software livre denominado R (versão
2.5.1) que, junto a outros softwares, proporcionam resultados semelhantes ou melhores,
em questões de interação do usuário com o programa, se apresentando como uma
plataforma amigável, de fácil utilização e baixo custo.
Os demais softwares utilizados, além do R, são o Servidor Apache, versão 2.2.3
e o manipulador de Banco de Dados denominado phpMyAdmin versão 2.7.0-pl2. Além
disso, também foram usadas linguagens de livre acesso tais como, o PHP versão 5.2.1,
html usadas como base para a montagem das páginas e conexões com o banco, o
MySQL versão 5.0.38 usado para manipular o Banco de Dados e o sistema operacional
Linux com distribuição Ubuntu 7.04 Feisty Fawn. Estas ferramentas são essenciais para
a conexão entre a inserção de dados, análise dos mesmos e geração de relatório, sendo

62
que a metodologia computacional aqui considerada teve como base o sistema
desenvolvido por Ara-Souza & Louzada-Neto (2008, [6]), porém em outro contexto.
Uma ilustração do procedimento de inserção até visualização do relatório é dada
na Figura 5.1, logo abaixo.
Enviando os dados para o servidor
Processando no R os dados e montando o relatório instantâneo
Com o relatório pronto épossível imprimir os
resultados
Enviando os dados para o servidor
Processando no R os dados e montando o relatório instantâneo
Com o relatório pronto épossível imprimir os
resultados
Figura 5.1: Esquema da geração do Relatório Instatntâneo.
O sistema aqui sugerido está disposto em um endereço na Internet, mas poderia
ser implantado, alternativamente, em um de servidor interno de uma indústria ou
estabelecimento comercial. O sistema para a geração de gráficos para variáveis funciona
com os seguintes passos separados por página:
1- Primeira página: Inserção no Banco de Dados e de características
necessárias para a criação da tabela no banco do servidor, tais como:
número de variáveis, número de linhas dos dados e nome da tabela a
ser inserida;
2- Confirmação das informações dadas na página anterior;
3- Seleção do tipo de dado que foi inserido: quantitativo (variáveis) ou
qualitativo (atributos), escolha dos tipos de gráficos a serem gerados,
de acordo com o tipo de dado inserido e definição se existe ou não
especificações da indústria ou empresa em questão;
4- Visualização dos resultados para gráficos de controle e possível
impressão.

63
5- Visualização dos resultados para os índices de capabilidade
No tópico a seguir serão detalhados os procedimentos de inserção dos dados
quantitativos no sistema.
5.1 Entrada de dados – Primeira Página
O procedimento de inserção dos dados tem uma seqüência de particularidades a
serem seguidas, de tal sorte que os dados sejam colocados no banco corretamente e o
relatório instantâneo possa ser gerado.
Primeiramente é preciso ter total conhecimento das amostras coletadas, isto é, ter
conhecimento do número de amostras e o tamanho de cada amostra.
Fonte: 200.136.219.122/dados/cep
Figura 5.1.1: Página de inserção dos dados
Ao entrar na página inicial, representada na Figura 5.1.1, observam-se cinco
campos de preenchimento livres que serão detalhados a seguir:
1. Este campo pede o número de amostras m coletado no processo;
2. Pede o tamanho de cada amostra, caso os tamanhos das m amostras
sejam iguais;
1
2
3
4
5

64
3. Pede o vetor de tamanhos das amostras, caso os tamanhos das m
amostras sejam diferentes;
4. No quarto campo é pedido o nome da tabela que não pode ser igual a
nenhum que já esteja no banco de dados (caso o usuário entre com um
nome existente, na página seguinte será alertado);
5. Espaço para colar os dados a serem avaliados.
Os itens 2 e 3 não podem ser preenchidos ao mesmo tempo, isto é, quando se
tem o mesmo tamanho de amostra é preciso preencher o item 2 e quando se tem
tamanhos variáveis de amostras é preciso preencher o item 3. Quando o tamanho das
amostras é variável, o vetor do tamanho de cada amostra, ou seja, um vetor de tamanho
m deve ser colado no item 3 com apenas um espaço entre os números, como na Figura
5.1.2 abaixo.
Fonte: 200.136.219.122/dados/cep
Figura 5.1.2: Exemplo de inserção do vetor de tamanhos de amostras.
Caso o nome da tabela já exista no banco de dados, a saída é voltar na página
anterior e modificar o nome até que algum seja aceito.
Para colar os dados, de tal forma que estes sejam inseridos corretamente, deve-se
organizá-los de maneira que fique apenas uma coluna, a qual contém os valores
coletados de maneira que estejam dispostos por amostra e por sub amostra, nessa
seqüência, ou seja, os valores são dispostos por cada amostra, sendo repetidos caso n
seja maior que 1 e de acordo com a numeração das sub-amostras, que vai de 1 a in
dentro de cada amostra.
É importante ressaltar que, ao colar os dados na página de inserção (item 5), a
primeira linha deverá conter o nome da variável, sendo que esta não pode conter
espaços. Depois de preenchidos todos os campos, basta clicar em “Avançar” para ir para
o próximo passo.

65
5.2 Confirmação das informações inseridas – Segunda página
O objetivo desta página é apresentar os dados preenchidos anteriormente, de tal
sorte que se verifique se foram inseridos corretamente. As informações que aparecem
são tais como as apresentadas na Figura 5.2.1.
Fonte: 200.136.219.122/dados/cep
Figura 5.2.1: Exemplo de confirmação de informações
Caso as informações estejam corretas, basta clicar em “Avançar” para o próximo
passo. Caso contrário, deve-se clicar no link para novamente inserir os dados.
5.3 Seleção das características para a geração do Relatório Instantâneo
Nesta página, o usuário deve selecionar primeiramente o tipo de conjunto de
informações monitoradas, isto é, se os dados são de natureza quantitativa, seguindo para
a realização de Gráficos para Variáveis, ou de natureza qualitativa, seguindo então para
a realização dos Gráficos para Atributos, tal como na Figura 5.3.1.
Após essa seleção, o usuário deve informar, de acordo com o tipo de dado
escolhido, os gráficos que deverão ser gerados. Caso os dados sejam quantitativos, os
gráficos que podem ser feitos são o X com S ou o X com o R, senão, caso sejam
qualitativos (atributos), os gráficos podem ser p, np, c e u.

66
O terceiro passo para a seleção de características é a definição das condições
para os gráficos, isto é, definir se existem ou não especificações com relação aos
parâmetros.
Fonte: 200.136.219.122/dados/cep
Figura 5.3.1: Exemplo de seleção das características.
Caso existam, é necessário preencher os campos em branco para assim gerar o
relatório instantâneo. Para prosseguir, basta clicar em “Avançar”, para então gerar o
Relatório Instantâneo.
5.4 Relatório Instantâneo para gráficos de controle
O Relatório Instantâneo é disposto neste trabalho contendo as figuras dos
gráficos gerados e algumas informações adicionais. A intenção é fazer com que facilite
o acesso a gráficos que geralmente são gerados em softwares pagos. Este sistema aqui
desenvolvido possibilita que na mesma hora em que o usuário insere os dados, estes vão
para um Banco de Dados on-line e automaticamente, através de recursos de web
linguagens, gera um relatório contendo o gráfico pedido. Uma ilustração desse relatório
instantâneo é dada na Figura 5.4.1.

67
Fonte: 200.136.219.122/dados/cep
Figura 5.4.1: Ilustração do relatório instantâneo para gráficos de controle
5.5 Relatório Instantâneo para capacidade de processo
A última página do sistema mostra uma gráfico histograma para a
verificação de centralidade dos dados, valores da Capacidade (Cp e Cpk), percentuais
(P), bem como seus intervalos de confiança. Esses valores são calculados de acordo
com os valores dos limites de especificação e nível de significância inseridos na etapa
anterior. Uma ilustração desse relatório instantâneo é dada na Figura 5.5.1.

68
Fonte: 200.136.219.122/dados/cep
Figura 5.5.1: Ilustração do relatório instantâneo.

69
Capítulo VI.
Comentários Finais e Conclusão
Nos capítulos anteriores foram apresentadas duas formas de se monitorar a
qualidade de um processo, seja numa indústria, num estabelecimento comercial ou em
qualquer outro lugar, onde o CEP seja aplicável. Estas duas formas de controle
correspondem aos casos nos quais os dados são mensuráveis: Gráficos de Controle para
Variáveis, ou dados qualitativos: Gráficos de Controle para Atributos. Os gráficos
citados são capazes de identificar irregularidades ocorridas em determinados períodos
no processo estudado, de acordo com o valor de referência e os limites de controle
calculados. Estas irregularidades podem ser identificadas, caso os gráficos, de acordo
com cada tipo, apresentem tendência, sazonalidade, pontos fora dos limites e/ou muitos
pontos consecutivos, acima ou abaixo da linha de referência. A partir desses gráficos, é
possível obter limites de controle que poderão ser utilizados em análises futuras, além
da monitoração do processo atual. Os gráficos estudados, nos Capítulos II e III, podem
ser gerados a partir de estimação ou de valores especificados.
Além dos gráficos de controle, também foram aplicados os índices de
capacidade, os quais podem ser utilizados para verificar se o processo opera dentro dos
limites de variação e se são capazes de atender as exigências estabelecidas.
A teoria sobre os Gráficos de Controle e Capabilidade aqui estudados
possibilitou ao usuário uma seqüência de algoritmos que facilita o entendimento para
sua geração. Portanto, a partir dessas análises, é possível, proporcionar um padrão de
qualidade mais homogêneo ao longo do tempo, fazendo com que os custos sejam
diminuídos e a satisfação dos usuários (na teoria) aumentada.
O uso do CEP é muito comum no meio daqueles que desejam avaliar a
qualidade de seu negócio. Por este e outros motivos, a aplicação desse estudo foi
executada num sistema on-line através de programas feitos no R, que se encontram nos
Apêndices A e B. Estes programas representam os cálculos dos diversos tipos de
gráficos e índices aqui estudados e podem ser executados a partir de uma página na
internet ou em um servidor interno. A utilização desse sistema de análise é
extremamente fácil, rápida e sem custo algum, o que a torna uma excelente solução para
profissionais estatísticos que utilizam CEP no uso de softwares livres. Enfim, o sistema

70
proporciona uma rápida geração de relatórios sem ter que programar a todo o momento
a realização dos gráficos em um software livre.
O sistema on-line para CEP pode ser visualizado no link:
200.136.219.122/dados/cep/cep_logar.php com o login igual a “usuario” e a senha
“cep2009”.

71
Apêndice A
Códigos de geração dos exemplos.
Exemplo 1
m=25; set.seed(59); n=sample(seq(14,16),m,replace=T); mn=sum(n)
mi=100; sigma=10; set.seed(5896); x=round(rnorm(mn,mi,sigma),2)
x[289:305]=x[289:305]+2*sigma
Exemplo 2
m=25; n=4; mn=m*n; mi=100; sigma=10
set.seed(9962); x=round(rnorm(mn,mi,sigma),2)
x[77:80]=x[77:80]+2*sigma
Exemplo 3
set.seed(7256); x=rbinom(25,100,0.1); set.seed(7865)
x[21:25]=rbinom(5,100,0.2)
Exemplo 4
set.seed(6847); x=rpois(25,10); set.seed(1975); x[21:25]=rpois(5,20)
Exemplo 5
m=25; n=15; mn=m*n; mi=100; sigma=10 set.seed(4095) x=round(rnorm(mn,mi,sigma),2)
x[286:300]=x[286:300]+2*sigma

72
Apêndice B
Códigos dos programas utilizados com o software R versão 2.5.1.
Exemplo 1:
#Grafico xbarra e S
#Com especificacao
# m = numero de amostras observadas
# n = numero de observacoes de cada amostra
# y = vetor com as observacoes, ordenadas por amostra, da variavel observada.
# mi = especificacao para a media do processo
# sigma = especificacao para o desvio padrao do processo
mi=media
sigma=desvio
if (length(n)==1) n=rep(n,m)
mat=matrix(NA,m,max(n)); k=1
for (i in 1:m) {
for (j in 1:n[i]) {
mat[i,j]=y[k]
k=k+1
}}
media=apply(mat,1,mean,na.rm=T)
desviop=apply(mat,1,sd,na.rm=T)
LIC1=numeric(m)
LSC1=numeric(m)
LIC2=numeric(m)
LSC2=numeric(m)
for (i in 1:m){
LIC1[i]=mi-3*sigma/sqrt(n[i])
LSC1[i]=mi+3*sigma/sqrt(n[i])
c4=(gamma(n[i]/2)/gamma((n[i]-1)/2))*sqrt(2/(n[i]-1))
LIC2[i]=c4*sigma-3*sigma*sqrt((1-c4^2))
LSC2[i]=c4*sigma+3*sigma*sqrt((1-c4^2))
if (LIC2[i] < 0) LIC2[i]=0

73
}
bitmap(file = 'tg_XbarS_cesp.png', type='png256',width=8,height=8)
par(mfrow=c(2,1))
amostra=matrix(rep(seq(1,m),4),m,4,byrow=F)
xbar=cbind(rep(mi,m),LIC1,LSC1,media)
rbar=cbind(rep(sigma,m),LIC2,LSC2,desviop)
matplot(amostra,xbar,type="o",ylab="Media",xlab="Amostras",
main="Grafico Xbarra",col=c("black","red","red","blue"),
ylim=c(min(xbar),max(xbar)),pch=20, lty=1, lwd=2)
matplot(amostra,rbar,type="o",ylab="Desvio Padrao",
col=c("black","red","red","blue"),
ylim=c(min(rbar),max(rbar)),
xlab="Amostras",main="Grafico S",pch=20, lty=1, lwd=2)
# Sem especificacao
if (length(n)==1) n=rep(n,m)
mat=matrix(NA,m,max(n)); k=1
for (i in 1:m) {
for (j in 1:n[i]) {
mat[i,j]=y[k]
k=k+1
}}
media=apply(mat,1,mean,na.rm=T)
desviop=apply(mat,1,sd,na.rm=T)
x2barras=sum(n*media)/sum(n)
Sbarra=sqrt(sum((n-1)*desviop^2)/(sum(n)-m))
LIC1=numeric(m)
LSC1=numeric(m)
LIC2=numeric(m)
LSC2=numeric(m)
c4=0
for (i in 1:m){
c4=(gamma(n[i]/2)/gamma((n[i]-1)/2))*sqrt(2/(n[i]-1))

74
LIC1[i]=x2barras-3*Sbarra/(c4*sqrt(n[i]))
LSC1[i]=x2barras+3*Sbarra/(c4*sqrt(n[i]))
LIC2[i]=Sbarra-3*Sbarra*sqrt((1-c4^2))/c4
LSC2[i]=Sbarra+3*Sbarra*sqrt((1-c4^2))/c4
if (LIC2[i] < 0) LIC2[i]=0
}
amostra=matrix(rep(seq(1,m),4),m,4,byrow=F)
xbar=cbind(rep(x2barras,m),LIC1,LSC1,media)
rbar=cbind(rep(Sbarra,m),LIC2,LSC2,desviop)
bitmap(file = 'tg_XbarS_sesp.png', type='png256',width=8,height=8)
par(mfrow=c(2,1))
matplot(amostra,xbar,type="o",ylab="Media",xlab="Amostras",
main="Grafico Xbarra",col=c("black","red","red","blue"),
ylim=c(min(xbar),max(xbar)),pch=20, lty=1, lwd=2)
matplot(amostra,rbar,type="o",ylab="Desvio Padrao",
col=c("black","red","red","blue"),
ylim=c(min(rbar),max(rbar)),
xlab="Amostras",main="Grafico S",pch=20,lty=1,lwd=2)
Exemplo 2
#Grafico xbarra e R
### Uso: dados balanceados ###
# m = numero de amostras observadas
# n = numero de observacoes de cada amostra
# y = vetor com as observacoes, ordenadas por amostra, da variavel observada.
# mi = especificacao para a media do processo
# sigma = especificacao para o desvio padrao do processo
mi=media
sigma=desvio
# com especificacao
if (n>1) {
amplit=numeric(m)
mat=matrix(y,m,n,byrow=T)

75
media=apply(mat,1,mean)
for (i in 1:m) {
amplit[i]=max(mat[i,])-min(mat[i,])
}
} else {
amplit=numeric(m-1)
media=y
for (i in 2:m) amplit[i-1]=sqrt((y[i]-y[i,1])^2)
}
d2=c(1.1296,1.6918,2.0535,2.3248,2.5404,2.7074,
2.8501,2.9677,3.0737,3.1696)
d3=c(.8541,.8909,.8800,.8674,.8508,
.8326,.8209,.8102,.7978,.7890)
LIC1=mi-3*sigma/sqrt(n)
LSC1=mi+3*sigma/sqrt(n)
if(n>1) {
LIC2=d2[n-1]*sigma-3*d3[n-1]*sigma
LSC2=d2[n-1]*sigma+3*d3[n-1]*sigma
if (LIC2 < 0) LIC2=0
} else {
LIC2=d2[n]*sigma-3*d3[n]*sigma
LSC2=d2[n]*sigma+3*d3[n]*sigma
if (LIC2 < 0) LIC2=0
}
bitmap(file = 'tg_XbarR_cesp.png', type='png256',width=8,height=8)
par(mfrow=c(2,1))
amostra1=matrix(rep(seq(1,m),4),m,4,byrow=F)
if (n>1) amostra2=amostra1 else amostra2=amostra1[-1,]
xbar=cbind(rep(mi,m),rep(LIC1,m),rep(LSC1,m),media)
if (n>1) {
rbar=cbind(rep(sigma,m),rep(LIC2,m),rep(LSC2,m),amplit)
} else rbar=cbind(rep(sigma,m-1),rep(LIC2,m-1),
rep(LSC2,m-1),amplit)

76
matplot(amostra1,xbar,type="o",ylab="Media",xlab="Amostras",
main="Grafico Xbarra",col=c("black","red","red",
"blue"),ylim=c(min(xbar),max(xbar)),pch=20, lty=1, lwd=2)
matplot(amostra2,rbar,type="o",ylab="Amplitude",
col=c("black","red","red","blue"),
ylim=c(min(rbar),max(rbar)),
xlab="Amostras",main="Grafico R",pch=20, lty=1, lwd=2)
out=rbind(round(xbar[1,1:3],2),round(rbar[1,1:3],2))
colnames(out)=c("Referencia","LIC","LSC")
out
#Sem especificacao
if (n>1) {
amplit=numeric(m)
mat=matrix(y,m,n,byrow=T)
media=apply(mat,1,mean)
for (i in 1:m) amplit[i]=max(mat[i,])-min(mat[i,])
x2barras=mean(media)
Rbarra=mean(amplit)
d2=c(1.1296,1.6918,2.0535,2.3248,2.5404,2.7074,2.8501,
2.9677,3.0737,3.1696)
d3=c(.8541,.8909,.8800,.8674,.8508,.8326,.8209,
.8102,.7978,.7890)
LIC1=x2barras-3*Rbarra/(d2[n-1]*sqrt(n))
LSC1=x2barras+3*Rbarra/(d2[n-1]*sqrt(n))
LIC2=Rbarra-3*d3[n-1]*Rbarra/d2[n-1]
LSC2=Rbarra+3*d3[n-1]*Rbarra/d2[n-1]
if (LIC2 < 0) LIC2=0
} else {
amplit=numeric(m-1)
media=y
for (i in 2:m) amplit[i-1]=sqrt((y[i,1]-y[i-1,1])^2)
x2barras=mean(media)

77
Rbarra=mean(amplit)
d2=1.1296
d3=.8541
LIC1=x2barras-3*Rbarra/(d2*sqrt(n))
LSC1=x2barras+3*Rbarra/(d2*sqrt(n))
LIC2=Rbarra-3*d3*Rbarra/d2
LSC2=Rbarra+3*d3*Rbarra/d2
if (LIC2 < 0) LIC2=0
}
bitmap(file = 'tg_XbarR_sesp.png', type='png256',width=8,height=8)
par(mfrow=c(2,1))
amostra1=matrix(rep(seq(1,m),4),m,4,byrow=F)
if (n>1) amostra2=amostra1 else amostra2=amostra1[-1,]
xbar=cbind(rep(x2barras,m),rep(LIC1,m),rep(LSC1,m),media)
if (n>1) {
rbar=cbind(rep(Rbarra,m),rep(LIC2,m),rep(LSC2,m),amplit)
} else rbar=cbind(rep(Rbarra,m-1),rep(LIC2,m-1),
rep(LSC2,m-1),amplit)
matplot(amostra1,xbar,type="o",ylab="Media",xlab="Amostras",
main="Grafico Xbarra",col=c("black","red","red",
"blue"),ylim=c(min(xbar),max(xbar)),pch=20, lty=1, lwd=2)
matplot(amostra2,rbar,type="o",ylab="Amplitude",
col=c("black","red","red","blue"),
ylim=c(min(rbar),max(rbar)),
xlab="Amostras",main="Grafico R",pch=20, lty=1, lwd=2)
out=rbind(round(xbar[1,1:3],2),round(rbar[1,1:3],2))
colnames(out)=c("Referencia","LIC","LSC")
out
Exemplo 3
#Grafico p (com tamanhos iguais ou diferentes)
# m = numero de amostras disponiveis.
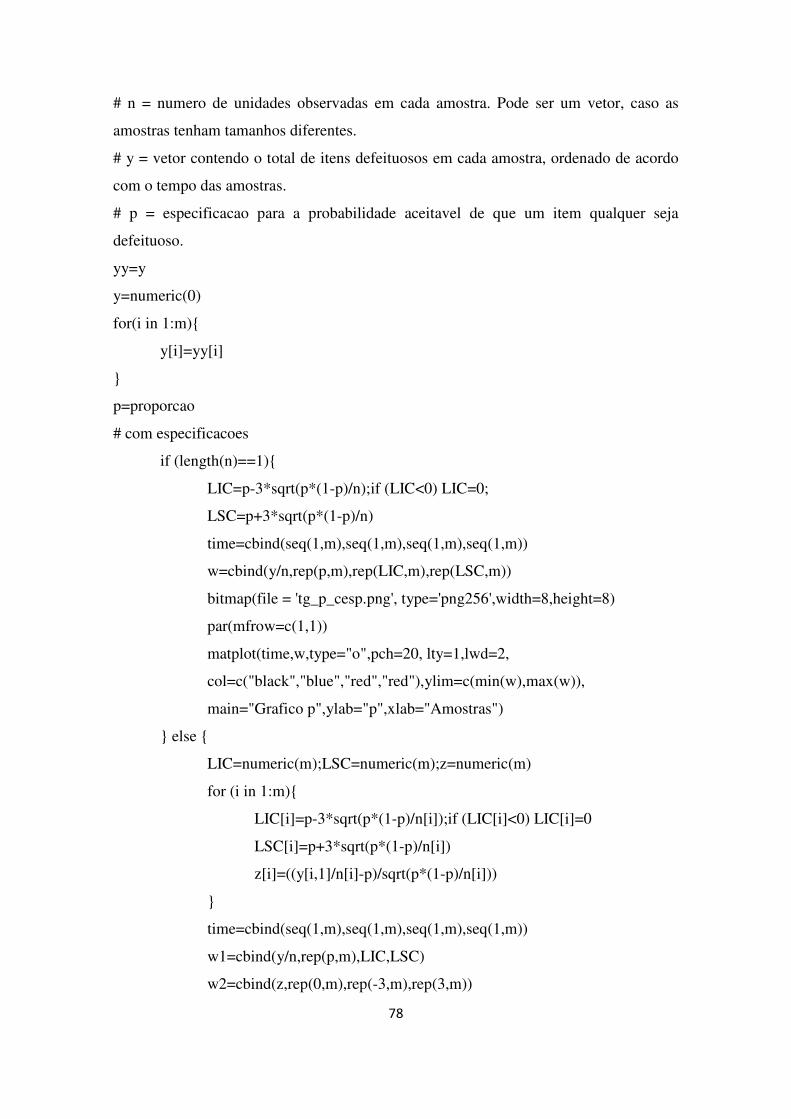
78
# n = numero de unidades observadas em cada amostra. Pode ser um vetor, caso as
amostras tenham tamanhos diferentes.
# y = vetor contendo o total de itens defeituosos em cada amostra, ordenado de acordo
com o tempo das amostras.
# p = especificacao para a probabilidade aceitavel de que um item qualquer seja
defeituoso.
yy=y
y=numeric(0)
for(i in 1:m){
y[i]=yy[i]
}
p=proporcao
# com especificacoes
if (length(n)==1){
LIC=p-3*sqrt(p*(1-p)/n);if (LIC<0) LIC=0;
LSC=p+3*sqrt(p*(1-p)/n)
time=cbind(seq(1,m),seq(1,m),seq(1,m),seq(1,m))
w=cbind(y/n,rep(p,m),rep(LIC,m),rep(LSC,m))
bitmap(file = 'tg_p_cesp.png', type='png256',width=8,height=8)
par(mfrow=c(1,1))
matplot(time,w,type="o",pch=20, lty=1,lwd=2,
col=c("black","blue","red","red"),ylim=c(min(w),max(w)),
main="Grafico p",ylab="p",xlab="Amostras")
} else {
LIC=numeric(m);LSC=numeric(m);z=numeric(m)
for (i in 1:m){
LIC[i]=p-3*sqrt(p*(1-p)/n[i]);if (LIC[i]<0) LIC[i]=0
LSC[i]=p+3*sqrt(p*(1-p)/n[i])
z[i]=((y[i,1]/n[i]-p)/sqrt(p*(1-p)/n[i]))
}
time=cbind(seq(1,m),seq(1,m),seq(1,m),seq(1,m))
w1=cbind(y/n,rep(p,m),LIC,LSC)
w2=cbind(z,rep(0,m),rep(-3,m),rep(3,m))

79
bitmap(file = 'tg_p_cesp.png', type='png256',width=8,height=8)
par(mfrow=c(1,2))
matplot(time,w1,type="o",pch=20,ylim=c(min(w1),max(w1)),
col=c("black","blue","red","red"), lty=1,lwd=2,
main="Grafico p",ylab="p",xlab="Amostras" )
matplot(time,w2,type="o",pch=20,ylim=c(min(w2),max(w2)),
col=c("black","blue","red","red"),xlab="Amostras",
main="Grafico Padronizado",ylab="z", lty=1,lwd=2)
}
# sem especificacoes
if (length(n)==1){
p=sum(y)/(n*m);LIC=p-3*sqrt(p*(1-p)/n);if (LIC<0) LIC=0
LSC=p+3*sqrt(p*(1-p)/n)
time=cbind(seq(1,m),seq(1,m),seq(1,m),seq(1,m))
w=cbind(y/n,rep(p,m),rep(LIC,m),rep(LSC,m))
bitmap(file = 'tg_p_sesp.png', type='png256',width=8,height=8)
par(mfrow=c(1,1))
matplot(time,w,type="o",pch=20,main="Grafico p",
col=c("black","blue","red","red"),ylab="p",
xlab="Amostras", ylim=c(min(w),max(w)),lty=1,lwd=2)
} else {
p=sum(y)/sum(n);LIC=numeric(m);LSC=numeric(m);z=numeric(m)
for (i in 1:m){
LIC[i]=p-3*sqrt(p*(1-p)/n[i]);if (LIC[i]<0) LIC[i]=0
LSC[i]=p+3*sqrt(p*(1-p)/n[i])
z[i]=((y[i,1]/n[i]-p)/sqrt(p*(1-p)/n[i]))
}
time=cbind(seq(1,m),seq(1,m),seq(1,m),seq(1,m))
w1=cbind(y/n,rep(p,m),LIC,LSC)
w2=cbind(z,rep(0,m),rep(-3,m),rep(3,m))
bitmap(file = 'tg_p_sesp.png', type='png256',width=8,height=8)
par(mfrow=c(1,2))
matplot(time,w1,type="o",pch=20,ylim=c(min(w1),max(w1)),

80
col=c("black","blue","red","red"),lty=1,lwd=2,
main="Grafico p",ylab="p",xlab="Amostras" )
matplot(time,w2,type="o",pch=20,ylim=c(min(w2),max(w2)),
col=c("black","blue","red","red"),xlab="Amostras",
main="Grafico Padronizado",ylab="z",lty=1,lwd=2)
}
Exemplo 4
#Grafico c
# amostras de tamanho constante
# m = numero de amostras disponiveis.
# y = vetor contendo o numero total de defeitos em cada amostra, ordenado de acordo
com o tempo de coleta das amostras.
# c = especificacao para a taxa aceitavel de defeitos para a amostra observada.
yy=y
y=numeric(0)
for(i in 1:m){
y[i]=yy[i]
}
c=numero
# com especificacao
LIC=c-3*sqrt(c); if (LIC<0) LIC=0; LSC=c+3*sqrt(c)
time=cbind(seq(1,m),seq(1,m),seq(1,m),seq(1,m))
w=cbind(y,rep(c,m),rep(LIC,m),rep(LSC,m))
bitmap(file = 'tg_c_cesp.png', type='png256',width=8,height=8)
par(mfrow=c(1,1))
matplot(time,w,type="o",pch=20,ylim=c(min(w),max(w)),
col=c("black","blue","red","red"), xlab="Amostras",
main="Grafico c",ylab="Numero de Defeitos", lty=1,lwd=2)
# sem especificacao
c=mean(y); LIC=c-3*sqrt(c); if (LIC<0) LIC=0; LSC=c+3*sqrt(c)

81
time=cbind(seq(1,m),seq(1,m),seq(1,m),seq(1,m))
w=cbind(y,rep(c,m),rep(LIC,m),rep(LSC,m))
bitmap(file = 'tg_c_sesp.png', type='png256',width=8,height=8)
par(mfrow=c(1,1))
matplot(time,w,type="o",pch=20, ylim=c(min(w),max(w)),
col=c("black","blue","red","red"), xlab="Amostras",
main="Grafico c",ylab="Numero de Defeitos",lty=1,lwd=2)
Exemplo 5
# Os Graficos de controle sao os mesmos do Exemplo 1
# Histograma
bitmap(file = 'tg_cap_hist.png', type='png256',width=6,height=6)
hist(dados2, main="Histograma dos dados",col="gray",labels =
TRUE,xlim=c(lie-5,lse+5));abline(v=lie,col="blue");abline(v=lse,col="blue")
#Calculo da Capabilidade
# y = vetor de valores da variavel de interesse
# LIE = Limite Inferior do Intervalo de Especificacao
# LSE = Limite Superior do Intervalo de Especificacao
# alpha = nivel de confianca dos intervalos a serem construidos para cada indice
Qinf=0.5-alpha/2; Qsup=0.5+alpha/2; T=(LSE+LIE)/2
n=length(y);
if(tipo_esp==1){
xbar=media
S=desvio
}
if(tipo_esp==0){
xbar=mean(y)
S=sd(y)
}
gl=n-1; Cp=(LSE-LIE)/(6*S)
Cpinf=Cp*sqrt(qchisq(Qinf,gl)/gl)
Cpsup=Cp*sqrt(qchisq(Qsup,gl)/gl)
P=100/Cp; Pinf=100/Cpsup; Psup=100/Cpinf

82
I1=(LSE-xbar)/(3*S); I2=(xbar-LIE)/(3*S); Cpk=min(c(I1,I2))
c1=1/(9*n*(Cpk^2)); c2=1/(2*gl)
Cpkinf=Cpk*(1-qnorm(Qsup)*sqrt(c1+c2))
Cpksup=Cpk*(1+qnorm(Qsup)*sqrt(c1+c2)); V=(xbar-T)/S
Cpm=Cp/(sqrt(1+(V^2))); desvio=(LSE-LIE)/(6*Cpm)
out1=matrix(NA,3,3)
IC1=c(Cpinf,Cp,Cpsup);
IC2=c(Pinf,P,Psup);
IC3=c(Cpkinf,Cpk,Cpksup);
valores=c(round(IC1,2),round(IC2,2),round(IC3,2))
Demais Gráficos
#Grafico np
# m = numero de amostras disponiveis.
# n = numero de unidades observadas em cada amostra (constante).
# y = vetor contendo o total de itens defeituosos em cada amostra, ordenado de acordo
com o tempo das amostras.
# p = especificacao para a probabilidade aceitavel de que um item qualquer seja
defeituoso.
yy=y
y=numeric(0)
for(i in 1:m){
y[i]=yy[i]
}
p=proporcao
# com especificacao
LIC=n*p-3*sqrt(n*p*(1-p));if (LIC<0) LIC=0; LSC=n*p+3*sqrt(n*p*(1-p))
time=cbind(seq(1,m),seq(1,m),seq(1,m),seq(1,m))
w=cbind(y,rep(n*p,m),rep(LIC,m),rep(LSC,m))
bitmap(file = 'tg_np_cesp.png', type='png256',width=8,height=8)
par(mfrow=c(1,1))
matplot(time,w,pch=20,main="Grafico np",xlab="Amostras",lwd=2,

83
col=c("black","blue","red","red"),type="o",lty=1,
ylab="Numero de Itens Defeituosos",ylim=c(min(w),max(w)))
# sem especificacao
p=sum(y)/(n*m); LIC=n*p-3*sqrt(n*p*(1-p))
if (LIC<0) LIC=0; LSC=n*p+3*sqrt(n*p*(1-p))
time=cbind(seq(1,m),seq(1,m),seq(1,m),seq(1,m))
w=cbind(y,rep(n*p,m),rep(LIC,m),rep(LSC,m))
bitmap(file = 'tg_np_sesp.png', type='png256',width=8,height=8)
par(mfrow=c(1,1))
matplot(time,w,type="o",ylab="Numero de Itens Defeituosos",
col=c("black","blue","red","red"),pch=20,lty=1,lwd=2,
main="Grafico np",xlab="Amostras",ylim=c(min(w),max(w)))
#Grafico u
# m = numero de amostras disponiveis.
# n = numero de unidades disponiveis em cada amostra. Pode ser um vetor, caso as
amostras tenham tamanhos diferentes.
# y = vetor contendo o numero total de defeitos em cada amostra, ordenado de acordo
com o tempo de coleta das amostras.
# u = especificacao para a taxa aceitavel de defeitos para a amostra observada.
u=numerom
# com especificacao
if (length(n)==1) {
y=matrix(y,m,n,byrow=T); y=apply(y,1,mean)
LIC=u-3*sqrt(u/n); if (LIC<0) LIC=0; LSC=u+3*sqrt(u/n)
time=cbind(seq(1,m),seq(1,m),seq(1,m),seq(1,m))
w=cbind(y,rep(u,m),rep(LIC,m),rep(LSC,m))
bitmap(file = 'tg_u_cesp.png', type='png256',width=8,height=8)
par(mfrow=c(1,1))
matplot(time,w,type="o",pch=20,
col=c("black","blue","red","red"), xlab="Amostras",

84
main="Grafico u",ylab="Numero Medio de Defeitos",
ylim=c(min(w),max(w)),lty=1,lwd=2)
} else {
dados=matrix(NA,m,max(n)); k=1
for (i in 1:m) {
for (j in 1:n[i]) {
dados[i,j]=y[k]; k=k+1
}}
y=apply(dados,1,mean,na.rm=T)
LIC=numeric(m); LSC=numeric(m); z=numeric(m)
for (i in 1:m) {
LIC[i]=u-3*sqrt(u/n[i]); if (LIC[i]<0) LIC[i]=0
LSC[i]=u+3*sqrt(u/n[i]); z[i]=(y[i]-u)/sqrt(u/n[i])
}
time=cbind(seq(1,m),seq(1,m),seq(1,m),seq(1,m))
w1=cbind(y,rep(u,m),LIC,LSC);
w2=cbind(z,rep(0,m),rep(-3,m),rep(3,m))
bitmap(file = 'tg_u_cesp.png', type='png256',width=8,height=8)
par(mfrow=c(2,1))
matplot(time,w1,type="o",pch=20,
col=c("black","blue","red","red"), main="Grafico u",
ylim=c(min(w1),max(w1)), lty=1,lwd=2,
ylab="Numero Medio de Defeitos", xlab="Amostras")
matplot(time,w2,type="o",pch=20, ylim=c(min(w2),max(w2)),
col=c("black","blue","red","red"), xlab="Amostras",
main="Grafico Padronizado",ylab="z", lty=1,lwd=2)
# sem especificacao
if (length(n)==1) {
u=mean(y); y=matrix(y,m,n,byrow=T); y=apply(y,1,mean)
LIC=u-3*sqrt(u/n); if (LIC<0) LIC=0; LSC=u+3*sqrt(u/n)
time=cbind(seq(1,m),seq(1,m),seq(1,m),seq(1,m))
w=cbind(y,rep(u,m),rep(LIC,m),rep(LSC,m))

85
bitmap(file = 'tg_u_sesp.png', type='png256',width=8,height=8)
par(mfrow=c(1,1))
matplot(time,w,type="o",pch=20,
col=c("black","blue","red","red"), xlab="Amostras",
main="Grafico u",ylab="Numero Medio de Defeitos",
ylim=c(min(w),max(w)),lty=1,lwd=2)
} else {
u=mean(y); dados=matrix(NA,m,max(n)); k=1
for (i in 1:m) {
for (j in 1:n[i]) {
dados[i,j]=y[k]; k=k+1
}}
y=apply(dados,1,mean,na.rm=T); LIC=numeric(m)
LSC=numeric(m); z=numeric(m)
for (i in 1:m) {
LIC[i]=u-3*sqrt(u/n[i]); if (LIC[i]<0) LIC[i]=0
LSC[i]=u+3*sqrt(u/n[i]); z[i]=(y[i]-u)/sqrt(u/n[i])
}
time=cbind(seq(1,m),seq(1,m),seq(1,m),seq(1,m))
w1=cbind(y,rep(u,m),LIC,LSC);
w2=cbind(z,rep(0,m),rep(-3,m),rep(3,m))
bitmap(file = 'tg_u_sesp.png', type='png256',width=8,height=8)
par(mfrow=c(1,2))
matplot(time,w1,type="o",pch=20,
col=c("black","blue","red","red"), lty=1,lwd=2,
main="Grafico u",ylab="Numero Medio de Defeitos",
xlab="Amostras",
ylim=c(min(w1),max(w1)))
matplot(time,w2,type="o",pch=20,
col=c("black","blue","red","red"), ylab="z",
main="Grafico Padronizado",xlab="Amostras",
lty=1,lwd=2,
ylim=c(min(w2),max(w2)))

86
Apêndice C
Conjunto de dados gerados a partir dos comandos do Apêndice A.
Dados 1 : Valores gerados para o Exemplo 1.
Amostra Obs Peso
1 1 104.26
1 2 102.09
1 3 103.13
1 4 100.08
1 5 105.61
1 6 114.14
1 7 93.78
1 8 91.30
1 9 101.29
1 10 99.49
1 11 94.98
1 12 96.47
1 13 102.67
1 14 108.44
1 15 122.05
1 16 103.75
2 1 93.85
2 2 100.56
2 3 96.25
2 4 105.65
2 5 97.15
2 6 88.83
2 7 103.55
2 8 100.34
2 9 93.29
2 10 105.03
2 11 95.88
2 12 103.41
2 13 104.44
2 14 118.71
3 1 112.94
3 2 111.13
3 3 100.16
3 4 104.02
3 5 88.17
3 6 88.33
3 7 105.26
3 8 82.87
3 9 105.01
3 10 97.98
3 11 97.03
3 12 94.19
3 13 110.47
3 14 103.38
3 15 99.35
4 1 90.37
4 2 110.11
4 3 125.58
4 4 123.10
4 5 94.95
4 6 99.26
4 7 114.73
4 8 115.51
4 9 110.13
4 10 83.65
4 11 85.76
4 12 94.68
4 13 100.15
4 14 101.74
4 15 97.50
4 16 106.03
5 1 107.40
5 2 86.25
5 3 98.03
5 4 106.73
5 5 115.95
5 6 114.98
5 7 85.55
5 8 109.19
5 9 109.21
5 10 102.08
5 11 94.09
5 12 95.22
5 13 96.13
5 14 105.37
5 15 89.77
6 1 97.98
6 2 93.66
6 3 95.24
6 4 72.89
6 5 95.67
6 6 110.10
6 7 106.53

87
6 8 100.30
6 9 88.28
6 10 105.03
6 11 99.73
6 12 105.20
6 13 81.55
6 14 93.11
7 1 91.08
7 2 97.71
7 3 96.06
7 4 98.95
7 5 112.87
7 6 96.76
7 7 109.37
7 8 103.42
7 9 95.92
7 10 85.22
7 11 104.70
7 12 114.04
7 13 92.53
7 14 104.76
7 15 107.20
8 1 102.52
8 2 105.56
8 3 118.73
8 4 89.68
8 5 96.07
8 6 109.30
8 7 88.51
8 8 93.03
8 9 74.53
8 10 109.52
8 11 95.37
8 12 99.73
8 13 119.02
8 14 104.58
8 15 91.19
9 1 106.61
9 2 85.41
9 3 91.39
9 4 113.39
9 5 99.42
9 6 110.22
9 7 102.99
9 8 99.80
9 9 105.78
9 10 103.91
9 11 105.28
9 12 86.40
9 13 90.62
9 14 101.31
9 15 91.52
9 16 91.44
10 1 105.00
10 2 101.55
10 3 90.37
10 4 97.19
10 5 113.93
10 6 105.33
10 7 98.69
10 8 100.66
10 9 115.90
10 10 91.66
10 11 93.05
10 12 87.78
10 13 98.98
10 14 95.93
10 15 105.94
10 16 109.21
11 1 85.50
11 2 79.54
11 3 104.30
11 4 86.58
11 5 109.27
11 6 105.63
11 7 97.31
11 8 108.39
11 9 88.76
11 10 88.36
11 11 99.08
11 12 96.16
11 13 94.46
11 14 106.26
11 15 76.47
12 1 92.80
12 2 102.99
12 3 85.80
12 4 99.58
12 5 89.22
12 6 97.40
12 7 109.10
12 8 115.58
12 9 102.14
12 10 95.38
12 11 99.77
12 12 77.46
12 13 84.05
12 14 103.67
12 15 106.33

88
13 1 106.74
13 2 103.19
13 3 112.91
13 4 95.74
13 5 95.09
13 6 107.41
13 7 100.56
13 8 112.00
13 9 103.06
13 10 109.41
13 11 93.88
13 12 97.14
13 13 97.52
13 14 107.23
13 15 102.04
14 1 104.19
14 2 92.46
14 3 80.45
14 4 86.27
14 5 95.68
14 6 111.68
14 7 94.13
14 8 112.08
14 9 97.35
14 10 88.68
14 11 92.67
14 12 109.16
14 13 88.23
14 14 123.27
14 15 95.21
15 1 107.27
15 2 101.26
15 3 95.36
15 4 105.96
15 5 107.23
15 6 97.96
15 7 96.10
15 8 110.51
15 9 94.70
15 10 97.31
15 11 114.90
15 12 110.62
15 13 95.37
15 14 100.78
16 1 100.17
16 2 115.42
16 3 95.19
16 4 114.66
16 5 100.69
16 6 82.90
16 7 99.32
16 8 103.61
16 9 105.94
16 10 93.68
16 11 97.81
16 12 95.62
16 13 91.53
16 14 82.50
16 15 115.60
17 1 101.40
17 2 115.30
17 3 84.33
17 4 92.50
17 5 93.85
17 6 104.58
17 7 108.25
17 8 89.83
17 9 81.30
17 10 113.77
17 11 93.36
17 12 91.55
17 13 92.21
17 14 93.05
17 15 91.00
17 16 106.67
18 1 95.35
18 2 110.69
18 3 112.62
18 4 102.60
18 5 93.64
18 6 99.30
18 7 106.71
18 8 99.93
18 9 78.13
18 10 104.01
18 11 101.57
18 12 92.52
18 13 106.56
18 14 95.86
18 15 114.54
18 16 81.00
19 1 90.33
19 2 93.36
19 3 105.93
19 4 96.63
19 5 76.83
19 6 92.26
19 7 92.96
19 8 115.51

89
19 9 97.44
19 10 113.60
19 11 102.93
19 12 90.69
19 13 106.52
19 14 108.91
19 15 107.53
20 1 136.43
20 2 129.34
20 3 126.68
20 4 128.53
20 5 122.20
20 6 104.48
20 7 114.37
20 8 115.21
20 9 112.32
20 10 124.51
20 11 122.92
20 12 114.55
20 13 118.72
20 14 109.61
20 15 97.85
21 1 120.40
21 2 114.88
21 3 105.97
21 4 91.91
21 5 80.86
21 6 110.17
21 7 92.99
21 8 118.10
21 9 122.37
21 10 107.15
21 11 101.76
21 12 108.80
21 13 88.80
21 14 99.81
21 15 123.54
21 16 91.59
22 1 100.55
22 2 84.49
22 3 92.34
22 4 79.45
22 5 108.18
22 6 96.46
22 7 91.34
22 8 104.91
22 9 94.95
22 10 88.45
22 11 109.73
22 12 87.40
22 13 101.71
22 14 90.14
22 15 96.65
22 16 132.15
23 1 101.96
23 2 92.75
23 3 101.63
23 4 102.23
23 5 77.82
23 6 120.48
23 7 97.02
23 8 104.01
23 9 104.21
23 10 87.75
23 11 94.02
23 12 116.87
23 13 87.49
23 14 104.47
23 15 106.57
23 16 114.11
24 1 86.54
24 2 114.14
24 3 84.84
24 4 91.94
24 5 105.17
24 6 118.29
24 7 103.80
24 8 73.50
24 9 100.23
24 10 102.05
24 11 91.96
24 12 103.00
24 13 86.11
24 14 111.74
24 15 105.26
25 1 109.27
25 2 116.91
25 3 96.12
25 4 100.35
25 5 115.03
25 6 90.59
25 7 109.71
25 8 105.22
25 9 83.47
25 10 100.21
25 11 105.34
25 12 105.64
25 13 102.10
25 14 126.13

90
Dados 2: Valores gerados para o Exemplo 2.
Amostra Obs Peso
1 1 110.61
1 2 95.00
1 3 108.43
1 4 95.30
2 1 104.98
2 2 99.57
2 3 107.89
2 4 101.77
3 1 98.19
3 2 112.81
3 3 89.93
3 4 90.88
4 1 107.61
4 2 100.00
4 3 106.75
4 4 102.60
5 1 87.67
5 2 103.97
5 3 93.76
5 4 87.19
6 1 92.95
6 2 96.72
6 3 90.75
6 4 90.69
7 1 100.09
7 2 98.58
7 3 97.62
7 4 83.17
8 1 101.73
8 2 112.99
8 3 105.05
8 4 90.38
9 1 97.13
9 2 100.38
9 3 96.82
9 4 94.23
10 1 100.82
10 2 107.16
10 3 117.64
10 4 95.38
11 1 115.12
11 2 109.71
11 3 95.43
11 4 92.51
12 1 88.84
12 2 101.60
12 3 110.94
12 4 95.63
13 1 99.21
13 2 81.24
13 3 95.71
13 4 99.46
14 1 98.56
14 2 96.94
14 3 85.24
14 4 99.12
15 1 106.96
15 2 90.33
15 3 112.15
15 4 72.34
16 1 88.42
16 2 108.42
16 3 99.51
16 4 93.28
17 1 98.97
17 2 102.16
17 3 108.26
17 4 87.45
18 1 110.46
18 2 85.89
18 3 105.59
18 4 96.91
19 1 98.20
19 2 92.18
19 3 104.78
19 4 89.48
20 1 128.01
20 2 125.08
20 3 115.05
20 4 121.90
21 1 99.32
21 2 115.93
21 3 105.33
21 4 86.10
22 1 96.94
22 2 101.09
22 3 101.23
22 4 89.22
23 1 108.28
23 2 108.89
23 3 93.15
23 4 112.45
24 1 103.45
24 2 111.58
24 3 89.72

91
24 4 103.02
25 1 119.01
25 2 84.17
25 3 107.81
25 4 85.18
Dados 3 : Valores gerados para o Exemplo 3.
Amostra (100 cada) Embalagens defeituosas
1 14 2 7 3 11 4 13 5 6 6 5 7 10 8 13 9 9
10 9 11 11 12 12
13 8 14 7 15 9 16 8 17 11 18 9 19 4 20 12 21 18 22 16 23 16 24 18 25 21
Dados 4 : Valores gerados para o Exemplo 4.
Amostra Nro defeitos 1 13 2 10 3 10 4 12 5 5 6 7 7 2 8 6 9 12
10 6 11 14 12 9
13 9 14 15 15 9 16 12 17 9 18 9 19 8 20 13 21 20 22 15 23 21 24 22 25 17
Dados 5: Valores gerados para o Exemplo 5.
Amostra Peso 1 93.26 2 104.76 3 100.82 4 105.82 5 104.63 6 112.62
7 105.47 8 90.99 9 92.1
10 86.53 11 93.65 12 105.68 13 94.46
14 91.57 15 114.12 1 67.99 2 89.62 3 91.06 4 87.67 5 102.4

92
6 111.66 7 96.73 8 101.51 9 98.92
10 111.38 11 101.65 12 84.28 13 123.24 14 102.24 15 95.91 1 91.13 2 110.86 3 104.8 4 87.93 5 111.69 6 103.9 7 106.21 8 106.07 9 105.41
10 85.17 11 94.54 12 115.25 13 97.46 14 92.61 15 119.21 1 108.33 2 90.37 3 96.91 4 90.64 5 113.32 6 99.12 7 97.99 8 98.14 9 103.02
10 97.39 11 86.77 12 124.66 13 112.02 14 111.4 15 105.61 1 94.07 2 113.84 3 89.17 4 88.42 5 78.49
6 78.96 7 104.79 8 81.31 9 89.94
10 120.46 11 74.66 12 91.82 13 89.3 14 101.84 15 110.87 1 101.05 2 108.56 3 90.89 4 88.89 5 92.72 6 95.57 7 104.71 8 105 9 110.99
10 117.08 11 111.73 12 100.69 13 81.43 14 95.72 15 104.75 1 90 2 98.84 3 104.63 4 109.49 5 95.81 6 96.25 7 98.98 8 111.73 9 95.46
10 119.46 11 105.64 12 93.25 13 100.26 14 92.57 15 90.42 1 107.42 2 74.22 3 101.55 4 84.11 5 98.8
6 99.62 7 108.77 8 101.08 9 89.03
10 86.85 11 116.28 12 108.27 13 98.76 14 113.51 15 98 1 98.47 2 101.7 3 94.52 4 112.74 5 88.21 6 98.67 7 98.52 8 85.29 9 90.96
10 106.45 11 90.24 12 97.33 13 111.3 14 113.33 15 90.77 1 117.23 2 113.99 3 101.19 4 114.51 5 98.3 6 103.41 7 120.91 8 102.96 9 116.19
10 103.59 11 98.63 12 111.04 13 103.63 14 104.56 15 97.39 1 87.27 2 104.93 3 86.12 4 96.21 5 108.78

93
6 85.17 7 96.41 8 109.12 9 92.76
10 87.3 11 88.67 12 94.48 13 79.93 14 73.96 15 97.29 1 107.72 2 85.64 3 97.12 4 91.18 5 100.22 6 109.32 7 104.35 8 94.81 9 90.55
10 98.16 11 95.35 12 101.16 13 94.44 14 112.12 15 98.81 1 83.6 2 105.12 3 98.46 4 94.72 5 109.93 6 116.19 7 99.91 8 80.54 9 93.09
10 105.72 11 79.25 12 89.16 13 84.02 14 101.51 15 100.27 1 109.57 2 106.6 3 90.37 4 108.59 5 88.72
6 94.51 7 116.26 8 97.05 9 108.87
10 101.07 11 94.51 12 77.17 13 97.84 14 108.35 15 90.55 1 106.13 2 80.95 3 92.08 4 90.02 5 94.36 6 103.58 7 113.44 8 98.02 9 113.03
10 87.8 11 100.72 12 104.07 13 104.65 14 104.6 15 95.58 1 105.94 2 102.36 3 96.74 4 104.16 5 114.92 6 100.49 7 117.11 8 107.43 9 109.78
10 95.75 11 95.16 12 105.9 13 112.03 14 101.46 15 95.78 1 96.51 2 109.58 3 118.75 4 115.63 5 96.48
6 111.28 7 102.37 8 99.89 9 95.27
10 114 11 88.47 12 84.77 13 94.2 14 106.47 15 89.05 1 97.67 2 84.54 3 107.27 4 85.95 5 104.28 6 101.39 7 89.88 8 99.64 9 99.43
10 107.01 11 95.66 12 84.19 13 90.69 14 101.27 15 98.16 1 108.26 2 99.13 3 98.91 4 111.48 5 104.05 6 101.7 7 95.89 8 90.69 9 87.89
10 110.86 11 112.76 12 97.62 13 112.36 14 109.96 15 131.14 1 82.51 2 85.9 3 84.72 4 81.13 5 104.65

94
6 86.1 7 106.91 8 94.42 9 84.35
10 117.64 11 97.28 12 100.59 13 93.01 14 97.87 15 92.72 1 104.5 2 109.41 3 93.29 4 98.24 5 107.84 6 111.92 7 104.9 8 118.31 9 95.33
10 97.57 11 98.45 12 100.04 13 113.75 14 91.66 15 77.17 1 107.92 2 109.43 3 101.25 4 96.21 5 106.25 6 96.31 7 83.09 8 110.67 9 109.84
10 98.67 11 91.59 12 94.85 13 101.74 14 118.98 15 110.83
1 94.6 2 106.53 3 103.27 4 106.43 5 99.88 6 97.18 7 96.01 8 93.65 9 115.23
10 98.06 11 104.72 12 98.94 13 115.69 14 106.67 15 110.59 1 100.5 2 98.65 3 99.54 4 104.91 5 91.7 6 94.68 7 105.16 8 107.26 9 105.08
10 107.73 11 95.04 12 100.09 13 100.6 14 102.59 15 113.99 1 100.5 2 98.65 3 99.54 4 104.91 5 91.7 6 94.68 7 105.16 8 107.26 9 105.08
10 107.73
11 95.04 12 100.09 13 100.6 14 102.59 15 113.99

95
Referências Bibliográficas
[1] BURR, Irving Wingate. Statistical quality control methods. New York: Marcel
Dekker, 522 p., 1976.
[2] DUNCAN, Acheson J. Quality control and industrial statistics. 5 ed. Homewood:
Richard D. Irwin, 1047 p., 1986.
[3] LOUZADA NETO, F.; DINIZ, C. A. R.; FERREIRA, E. L.. Introdução ao Controle
Estatístico de Qualidade via R. São Carlos: CER-DEs-UFSCar, 2009. v. 1. 180 p.
[4] MONTGOMERY, Douglas C.. Introdução ao Controle Estatístico da Qualidade. 4ª
ed. Rio de Janeiro: Editora LTC, Tradução de Ana Maria Lima de Farias, Vera Regina
Lima de Farias e Flores, Revisão Técnica de Luiz da Costa Laurencel, 513 p., 2004.
[5] RAMOS, Alberto W., RIBEIRO, Celma O., MIYAKE, Dario I., NAKANO, Davi,
Laurindo, Fernando J. B., Ho Linda L., Carvalho, Marly M., BRAZ, Moacyr A.,
BALESTRASSI, Pedro P., ROTONDARO, Roberto G.. Seis Sigma: Estratégia
Gerencial para a Melhoria de Processos, Produtos e Serviços. 1ª ed. 2002; 5.
Reimpressão 2008; São Paulo: Editora Atlas S. A., 375 p., 2008.
[6] ARA-SOUZA, A. L.; LOUZADA-NETO, F. (2008). Procedimentos Estatísticos
Para Auto-Avaliação Institucional: O Caso do Departamento de Estatística da Ufscar.
Iniciação científica CNPq-PIBIC. Desenvolvida de agosto de 2006 a agosto de 2008..
[7] WERKEMA, Maria C. C.. Ferramentas Estatísticas Básicas para o Gerenciamento
de Processos. 1ª ed. Belo Horizonte, MG: Fundação Christiano Ottoni, Escola de
Engenharia da UFMG, 404 p., 1995.