13ª Conferência sobre Tecnologia de...
9
COTEQ2015 054 “APLICAÇÃO DE CORRENTES PARASITAS EM TUBOS DE TROCADORES DE CALOR - TRINCAS CIRCUNFERENCIAIS - PROBLEMAS E SOLUÇÕES" Mauro Duque de Araujo 1 , Arilson Rodrigues da Silva 2 13ª Conferência sobre Tecnologia de Equipamentos Copyright 2015, ABENDI, ABRACO, ABCM e IBP. Trabalho apresentado durante a 13ª Conferência sobre Tecnologia de Equipamentos. As informações e opiniões contidas neste trabalho são de exclusiva responsabilidade do(s) autor(es). SINOPSE Apesar de não serem muito frequentes, se observam trincas circunferenciais isoladas em tubos instalados em trocadores de calor. Trincas circunferenciais não são detectáveis por técnicas de inspeção por correntes parasitas que utilizam bobinas convencionais em materiais não ferromagnéticos, tais como aços inoxidáveis austeníticos, ligas de cobre e ligas de titanio. Este assunto é tipicamente tratado como uma limitação do ensaio. O problema é discutido teoricamente e com base em experiências no laboratório e em inspeções no campo onde foram detectadas trincas circunferenciais, através da qualificação de procedimentos específicos utilizando sondas especiais, e aparelhos e softwares modernos. __________________________ 1 MSc, Engenheiro Metalúrgico e de Materiais, ASNT NDT Level III AE/ ET/ UT, ASNT ACCP Level III UT Nº 156877, SNQC Nível 3 EA, CP Nº 12497 – ARAUJO ENGENHARIA. 2 Técnico Mecânico, Inspetor de Equipamentos, ASNT ACCP UT Level II 176695 / PCN PAUT Level II 322606 / US-N2-IR SEQUI 11763 / CP-N2-TI SNQC 9270 - ARAUJO ENGENHARIA.
Transcript of 13ª Conferência sobre Tecnologia de...

COTEQ2015 054 “APLICAÇÃO DE CORRENTES PARASITAS EM TUBOS DE TROCADORES DE CALOR -
TRINCAS CIRCUNFERENCIAIS - PROBLEMAS E SOLUÇÕES"
Mauro Duque de Araujo1 , Arilson Rodrigues da Silva
2
13ª Conferência sobre Tecnologia de Equipamentos
Copyright 2015, ABENDI, ABRACO, ABCM e IBP.
Trabalho apresentado durante a 13ª Conferência sobre Tecnologia de Equipamentos.
As informações e opiniões contidas neste trabalho são de exclusiva responsabilidade do(s)
autor(es).
SINOPSE
Apesar de não serem muito frequentes, se observam trincas circunferenciais isoladas em tubos
instalados em trocadores de calor.
Trincas circunferenciais não são detectáveis por técnicas de inspeção por correntes parasitas
que utilizam bobinas convencionais em materiais não ferromagnéticos, tais como aços
inoxidáveis austeníticos, ligas de cobre e ligas de titanio.
Este assunto é tipicamente tratado como uma limitação do ensaio. O problema é discutido
teoricamente e com base em experiências no laboratório e em inspeções no campo onde foram
detectadas trincas circunferenciais, através da qualificação de procedimentos específicos
utilizando sondas especiais, e aparelhos e softwares modernos.
__________________________
1 MSc, Engenheiro Metalúrgico e de Materiais, ASNT NDT Level III AE/ ET/ UT, ASNT
ACCP Level III UT Nº 156877, SNQC Nível 3 EA, CP Nº 12497 – ARAUJO
ENGENHARIA.
2 Técnico Mecânico, Inspetor de Equipamentos, ASNT ACCP UT Level II 176695 / PCN
PAUT Level II 322606 / US-N2-IR SEQUI 11763 / CP-N2-TI SNQC 9270 - ARAUJO
ENGENHARIA.

INTRODUÇÃO
As inspeções de tubos instalados em trocadores de calor por correntes parasitas são
frequentemente executadas segundo procedimentos baseados no código ASME V artigo 8, o
qual prevê a utilização de sondas tipo bobina, que pode estar ligada em arranjo absoluto e/ou
diferencial, como ilustrado na figura 1 abaixo.
Figura 1 - Sondas tipo bobina em arranjo absoluto (A) e diferencial (D)
Os padrões utilizados para calibração do sistema, segundo recomendação do código ASME,
possuem descontinuidades artificiais tridimensionais cujas dimensões variam com o diâmetro
do tubo a ser inspecionado, conforme ilustrado na figura 2 abaixo.
Figura 2 - Padrão típico, recomendado pelo código ASME. (3)
Este padrão é adequado para detecção de descontinuidades localizadas nas superfícies interna
e externa dos tubos, tais como pites, perda de espessura e trincas longitudinais.
As trincas circunferenciais não podem ser detectadas porque as correntes produzidas pelas
bobinas também são circunferenciais, como mostra a figura 3.
Se o fluxo de correntes não é afetado pela descontinuidade não haverá variação da impedância
da sonda e consequentemente a descontinuidade não poderá ser detectada, figura 4.
A D

Figura 3 - As correntes parasitas induzidas
são paralelas às bobinas.
Figura 4 - Perturbação das correntes parasitas
no local da trinca. (4)
Esta é a razão por traz da conhecida "limitação da técnica", o que realmente é verdadeiro
quando são utilizadas sondas tipo bobina. Pressupõem-se que é rara a situação onde são
procuradas trincas circunferenciais, e que portanto é possível conviver com esta limitação na
maior parte das situações.
Na prática, temos encontrado trincas circunferenciais isoladas em tubos, causadas por
corrosão sob tensão, fadiga e também oriundas da fabricação, conforme ilustram as figuras 4 e
5 abaixo.
A solução é qualificar procedimentos que prevejam a utilização de sondas especiais
compostas de sondas superficiais em arranjos diferenciais, absolutos, e podem inclusive ser
conjugadas com bobinas.
Figura 4 - Duas trincas circunferenciais,
isoladas e de comprimento pequeno, oriundas
da frabricação dos tubos
Figura 5 - Trinca circunferencial, isolada e
pequena, causada por corrosão sob tensão
DISCUSSÃO
Nossa experiência na inspeção de tubos de trocadores de calor tem demonstrado que esta
situação é menos rara do que se supõe. Realmente as trincas circunferenciais isoladas são
raras, mas o que observamos é que estas trincas circunferenciais ocorrem com mais
frequência conjuntamente com outros tipos de danos, tais como pites e trincas longitudinais, o
problema é que podem ser a principal descontinuidade, e portanto devem ser detectadas e
dimensionadas para avaliar a "saúde" do tubo que as contém.
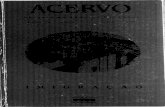
Na inspeção de tubos instalados em um trocador de calor, mostrado e descritos na figura 6 e 7
abaixo, foram encontradas trincas circunferenciais isoladas, localizadas nas adjacências da
solda de selagem interna dos tubos, figura 7.
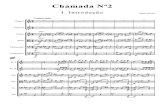
Figura 6- Aspecto geral do
espelho do trocador de calor
inspecionado. (2)
Figura 7 - Detalhe de fixação dos tubos no espelho e
localização das trincas encontradas. (2)
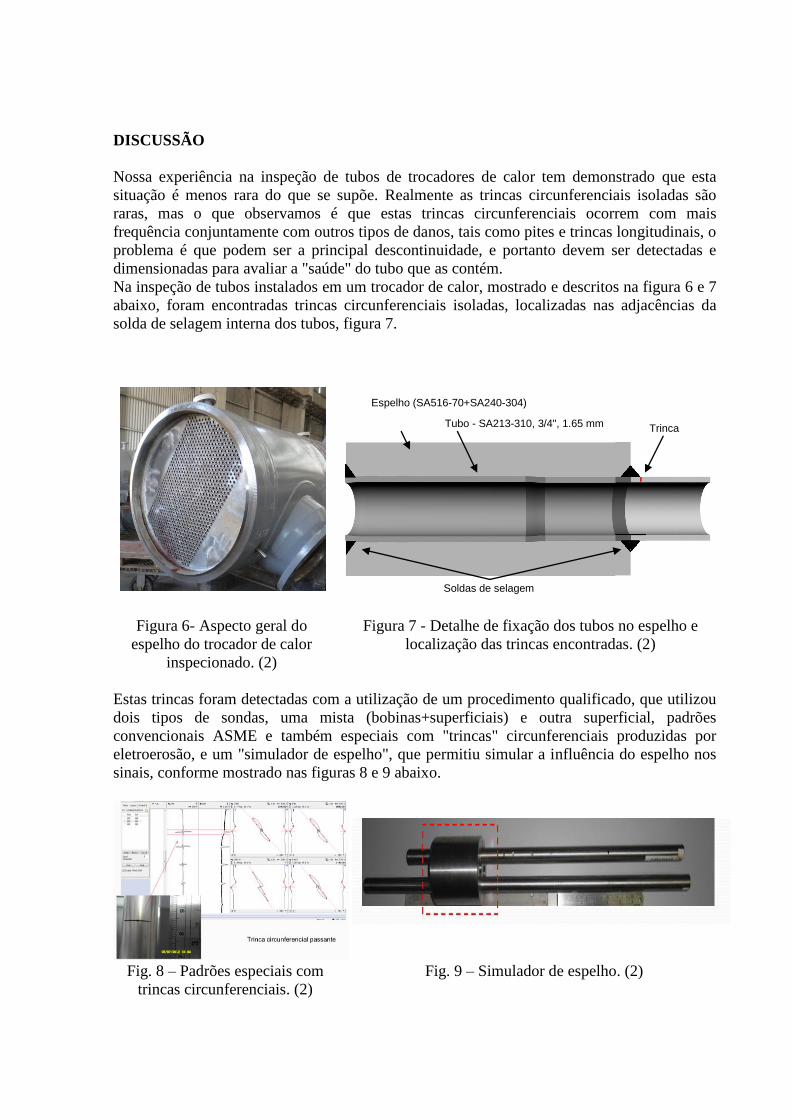
Estas trincas foram detectadas com a utilização de um procedimento qualificado, que utilizou
dois tipos de sondas, uma mista (bobinas+superficiais) e outra superficial, padrões
convencionais ASME e também especiais com "trincas" circunferenciais produzidas por
eletroerosão, e um "simulador de espelho", que permitiu simular a influência do espelho nos
sinais, conforme mostrado nas figuras 8 e 9 abaixo.
Fig. 8 – Padrões especiais com
trincas circunferenciais. (2)
Fig. 9 – Simulador de espelho. (2)
Espelho (SA516-70+SA240-304)
Tubo - SA213-310, 3/4", 1.65 mm
Soldas de selagem
Trinca

A figura 10 abaixo mostra os sinais produzidos pelas descontinuidades contidas no padrão
ASME pela sonda superficial.
Figura 10 - Sinais do padrão ASME produzidos pela sonda superficial. (2)
Nas figuras 11 e 12 podem ser vistos os sinais das trincas artificiais produzidos pelas sondas
mista e superficial.
Figura 11 - Sinais das trincas artificiais
produzidos pela sonda mista
Figura 12 - Sinais das trincas artificiais
produzidos pela sonda superficial
Estes resultados demonstraram que o procedimento adotado era capaz de detectar
principalmente as trincas circunferenciais isoladas com profundidade superior a 40% da
espessura e comprimento de ~30% do perímetro.
A inspeção de campo produziu resultados satisfatórios, foram detectadas algumas poucas
trincas existentes e também um defeito de fabricação interno em um dos tubos. A figura 9
mostra o sinal de um tubo sem trinca na região do espelho, e a figura 10 mostra a indicação de
uma trinca circunferencial existente.
Figura 13 - Sinal de um tubo sem trinca na
região do espelho
Figura 14 - Sinal de um tubo com uma trinca
circunferencial de comprimento ~ 1/3 do
perímetro.

Esta trinca também foi indicada pela sonda mista, conforme mostra a figura 15.
Figura 15 - Sinal da trinca produzido pela sonda mista. (2)
Num outro caso, que ocorre com maior frequência, foi desenvolvido e qualificado um
procedimento para detecção de pites, trincas superficiais e também circunferenciais na fresta
entre o espelho e o tubo, esta talvez seja uma das situações mais difíceis encontradas na
prática, pois os sinais das descontinuidades serão influenciados pela presença do espelho (ZF)
e também aparecem juntos os sinais produzidos pela "entrada dos tubos" (ZE),
mandrilhamento (ZM), "grooves" (ZG) e eventuais depósitos e produtos de corrosão
presentes.
Figura 16 - Características da região do espelho que influenciam os sinais de correntes
parasitas das descontinuidades presentes nesta região, e que também produzem sinais. (2)
Este procedimento foi qualificado utilizando padrões ASME, padrões especiais com trincas
produzidas por eletroerosão e mandrilagem, e simulador de espelho. Foram também utilizadas
sondas mistas e superficiais.
A inspeção inicial de campo de um resfriador de gás com procedimento qualificado com
padrões ASME e sondas tipo bobina, indicou a presença de descontinuidades na região da
fresta, alguns destes tubos foram removidos para análises laboratoriais que revelaram a
existência de pites e trincas circunferenciais. Eram todos danos profundos, alguns inclusive
passantes, o que despertou a dúvida sobre o que esta inspeção "não detectou", as trincas
circunferenciais certamente, mas quais seriam as dimensões mínimas detectáveis dos demais
danos?

Figura 17 - Trincas longitudinais e circunferenciais profundas, localizadas na ZF.
(2)
O procedimento demonstrou a possibilidade de detecção até de uma trinca circunferencial
isolada na região da fresta (ZF), mesmo que esteja na região de transição da expansão (ZM).
Os resultados do padrão com trincas de profundidade igual a 20% da espessura da parede do
tubo produzidas por eletroerosão são apresentados na figura 14. Apesar destes resultados
animadores, assumimos que o procedimento tem capacidade de detectar trincas com 50% de
profundidade, pois estes resultados se reproduzem facilmente em varreduras sucessivas e
portanto representam um limite mais adequado para ser utilizado em inspeções de campo.

Figura 18 - Resultados produzidos pelos corpos de prova com mandrilagem simulada e
"trincas" produzidas por eletroerosão posicionadas na fresta (ZF) e na mandrilagem (ZM).
(2)
A varredura com a sonda superficial mostrou detectabilidade semelhante à sonda tipo bobina,.
Indicou todas as descontinuidades do padrão ASME, indicou também uma região desgastada
por abrasão pela chicana e a perda de espessura em grandes áreas. O único porém, conforme
era esperado foi a detectabilidade da trinca longitudinal, que ficou aquém do mínimo
desejável, o que não é problema pois as trincas longitudinais são facilmente detectáveis tanto
pelas bobinas quanto pelas sondas superficiais ligadas em arranjo diferencial da sonda mista,
figura 15.
Padrão ASME
Padrão escalonado

Perda de espessura local resultante da abrasão do tubo
pela chicana
Padrões com "trincas" longitudinais e circunferenciais, e
expandidas para simulação do mandrilamento.
Figura 19 - Resultados dos testes para qualificação do procedimento. (2)
CONCLUSÃO
Os resultados dos exames e testes executados na qualificação deste procedimento mostram
que existe tecnologia e conhecimento suficiente para desenvolver e qualificar procedimentos
adequados para detecção e dimensionamento dos defeitos e danos em tubos. Estes
procedimentos são práticos o suficiente para serem aplicados no campo, entretanto devido ao
número de variáveis envolvidas é importante apoio técnico durante a calibração e
interpretação dos resultados de campo, pois no campo frequentemente são encontrados outros
sinais e ruídos que podem dificultar ainda mais que o normal estas atividades.
É importante ressaltar o quanto é fundamental "conhecer o que se está procurando", nestes
dois casos discutidos este conhecimento foi fundamental para o sucesso das inspeções. Além
é claro da disposição para executar os testes necessários para qualificação e também o
treinamento dos inspetores no procedimento, bem como o suporte técnico para calibração do
sistema e interpretação dos resultados.
BIBLIOGRAFIA
(1) Silva, A.R, Araujo M. D., "Aplicação Conjugada das Técnicas de IRIS, CORRENTES
PARASITAS, CAMPO REMOTO e MFL na inspeção de Tubos de Troca Térmica", 7º
encontro regional de end e inspeção, agosto 2009
(2) Arquivo de inspeção, casos e experiências práticas da Araujo Engenharia.
(3) ASME V ARTICLE 8 APPENDIX II - Eddy Current Examination of Nonferromagnetic
Heat Exanger Tubing.
(4) Olympus NDT