1.3 Soldabilidade 2012 Un
53
SOLDABILIDADE REVISÃO
-
Upload
antonio-domingos-dias -
Category
Documents
-
view
7 -
download
0
Transcript of 1.3 Soldabilidade 2012 Un

SOLDABILIDADE
REVISÃO
1.3 - SOLDABILIDADE
• A condutividade térmica exerce uma grande influência na soldabilidade, pois ela é quase cinco vezes maior no alumínio do que no aço.
• Isto significa que o alumínio necessita de um fornecimento de calor cerca de cinco vezes maior do que o requerido para o aço, para uma mesma massa elevar sua temperatura localmente.

SOLDABILIDADE_ continuação
• Na prática, isto significa o uso de uma fonte de calor com maior intensidade para que a soldagem seja bem sucedida.
• Numa primeira análise, devido ao ponto de fusão do alumínio ser menor do que o do aço, pode parecer que o calor requerido para soldar o alumínio SEJA menor do que o requerido para soldar o aço.

SOLDABILIDADE
• Entretanto, a alta condutividade térmica do alumínio compensa esta diferença entre as temperaturas de fusão; e, de fato, o alumínio necessita de pelo menos tanto quanto ou provavelmente mais calor do que o aço para ser soldado.

SOLDABILIDADE
• A alta condutividade térmica,• O alto coeficiente de expansão linear; e a
necessidade de maior aporte de calor poderão causar consideráveis distorções
durante a soldagem, se não forem utilizadas as velocidades de trabalhos mais altas possíveis, quando da soldagem do alumínio, com fontes de calor mais intensas

SOLDABILIDADE
• Uma vantagem da alta condutividade térmica do alumínio, sob o ponto de vista do soldador, é que ela proporciona uma rápida solidificação da poça de solda, tornando a soldagem do alumínio mais rápida que a do aço

1.4 - Metalurgia da Soldagem Baseadas em Ligas de
Alumínio
• Os elementos principais de liga com alumínio são:
• Cobre, silício, manganês, magnésio e zinco.
• O cobre fornece alta resistência,
• Já o silício diminui o ponto de fusão e propicia fluidez.

Metalurgia da Soldagem Baseadas em Ligas de Alumínio
• O manganês confere um aumento moderado de resistência mecânica aliado a excelente ductilidade,
• e o magnésio fornece as maiores resistências, mantendo boa resistência à corrosão .
Metalurgia da Soldagem Baseadas em Ligas de Alumínio
• O magnésio combinado com o silício produz uma família de ligas com boa resistência mecânica, plasticidade e extrudabilidade.
• O zinco quando combinado com o magnésio e o cobre confere resistências muito elevadas, enquanto que as ligas contendo zinco e magnésio são capazes de recuperar parte da resistência mecânica perdida através da soldagem por meio de envelhecimento em temperatura ambiente.

Metalurgia da Soldagem Baseadas em Ligas de Alumínio
• Designamos por liga de alumínio uma solução sólida obtida da mistura de um ou mais elementos de liga no alumínio em estado sólido.
• O alumínio consegue dissolver quantidades diferentes de cada elemento primário ou composto conforme tabela 3.1 que relaciona a solubilidade máxima de cada um deles no alumínio.
Metalurgia da Soldagem Baseadas em Ligas de Alumínio
• Observe também, que as temperaturas nas quais os elementos de liga atingem as suas solubilidades variam amplamente

Metalurgia da Soldagem Baseadas em Ligas de Alumínio
1.4.1 - EFEITOS METALÚRGICOS DA SOLDAGEM
• Exceto quando o metal base encontra-se no estado recozido ou na condição como fundido, a soldagem por fusão provoca uma redução de resistência nas ligas tratáveis e não-tratáveis termicamente

EFEITOS METALÚRGICOS DA SOLDAGEM
• Basicamente, a solda é compreendida por duas regiões.
• Uma delas é o cordão de solda, a qual apresenta uma estrutura bruta de solidificação cuja composição é o resultado das participações de metal base e metal de enchimento

EFEITOS METALÚRGICOS DA SOLDAGEM
• A outra é a zona termicamente afetada (ZTA) no metal base, em cada lado da solda, onde ocorrem alterações metalúrgicas devido ao calor da soldagem.
• Por sua vez, a ZTA pode ser dividida em subzonas, as quais dependem da liga, da temperatura e tempo experimentados pelo metal.

Cordão de Solda_1
• As propriedades da estrutura bruta de solidificação do cordão de solda são influenciadas pela composição química e a taxa se solidificação.

Cordão de Solda _ 2
• Um aumento na taxa de solidificação contribui para a obtenção de melhores propriedades mecânicas, devido à formação de uma micro estrutura mais fina.

Cordão de Solda _ 3
• Ainda, a taxa de solidificação será tanto maior quanto menor for o aporte térmico
• Este último é influenciado pela velocidade de soldagem, de modo que velocidades maiores diminuem o aporte térmico cedido a solda e o tamanho dos cordões.

Cordão de Solda _ 4
• Embora, os cordões de solda menores geralmente apresentam propriedades mais elevadas, deve-se tomar o cuidado em relação ao tamanho das soldas, pois quando os cordões de solda são muito pequeno, eles podem trincar durante a soldagem devido às tensões geradas em virtude da restrição imposta pelo metal base.

ZONA TERMICAMENTE AFETADA DA SOLDA ( ZTA ) _1
• O efeito do calor de soldagem do alumínio varia com a distância a contar da solda e pode ser dividido, aproximadamente, em áreas que exprime as diferentes temperaturas atingidas pelo metal.
• O período de tempo em cada temperatura também é significante para as ligas tratáveis termicamente

ZONA TERMICAMENTE AFETADA DA SOLDA ( ZTA ) _2
• A largura dessas áreas e o grau de transformações metalúrgicas nas ligas tratáveis termicamente dependem da espessura e geometria da junta, do processo de soldagem, do procedimento de soldagem, temperatura de preaquecimento e interpasses e dos defeitos térmicos do cobre-junta (“backing”) e dispositivos de fixação.
ZONA TERMICAMENTE AFETADA DA SOLDA ( ZTA ) _3
• A ZTA nas juntas feitas com os processos com proteção de gás inerte raramente extendem-se além de meia polegada(12,7 mm) da linha do centro da solda, contudo para a finalidade assume-se o valor de uma polegada(25,4mm) de largura para cada lado da junta.

ZONA TERMICAMENTE AFETADA DA SOLDA ( ZTA ) _4
• Na ZTA ocorre uma degradação das propriedades do metal base localizado na ZTA formada adjacente à zona de fusão.
• A microestrutura nesta zona é alterada devido às temperaturas elevadas que mesma experimentou durante a soldagem, a degradação varia em dependência da liga do metal base.

ZONA TERMICAMENTE AFETADA DA SOLDA ( ZTA ) _5
• Um meio prático de determinar a largura e a extensão da ZTA é fazendo-se um levantamento do perfil de dureza através de uma secção transversal da soldas TIG realizadas em três ligas de alumínio usuais.
ZONA TERMICAMENTE AFETADA DA SOLDA ( ZTA ) _6
• O perfil de dureza da liga 2219-T87 mostra a ocorrência de dissolução de precipitados.
• A fase endurecedora é um fase intermediária, de modo que próximo à zona de fusão, onde ocorrem as maiores temperaturas, há uma maior dissolução dessas fases.Isto resulta no decréscimo gradual de dureza nesta zona, como ilustra a figura 3.4 próxima.

ZONA TERMICAMENTE AFETADA DA SOLDA ( ZTA ) _7
ZONA TERMICAMENTE AFETADA DA SOLDA ( ZTA )_8
• A ZTA de uma junta soldada numa liga tratável termicamente pode ser caracterizada por três regiões diferentes, a saber:
• a) Adjacente ao cordão de solda, há uma região onde a temperatura excede o limite de solubilidade sólida da liga, que no caso das ligas da série 7XXX é aproximadamente 350°C, onde o metal é ressolubilizado;
ZONA TERMICAMENTE AFETADA_9
• b) Na outra extremidade da ZTA, próxima do metal base, a temperatura excede o limite de prévia precipitação, sendo imperceptíveis as mudanças;
• c) entre estas duas regiões, a operação de soldagem normalmente provoca superenvelhecimento, o que causa um prejuízo nas propriedades mecânicas, sendo necessário executar um tratamento térmico pós-soldagem para recuperá-las.

ZONA TERMICAMENTE AFETADA_10
• Nas ligas de série 7XXX, está região não apresenta superenvelhecimento, dado que o tempo de permanência em temperaturas elevadas no ciclo de soldagem é muito reduzido e a taxa de envelhecimento específica da liga é muito lenta.

ZONA TERMICAMENTE AFETADA_11
• Nestes casos, ocorre um fenômeno conhecido por “reversão”Esta reversão ocorre, pois, no aquecimento em temperaturas superiores ao envelhecimento prévio, porém inferior à temperatura limite de solubilidade sólida.

ZONA TERMICAMENTE AFETADA_12
• Os precipitados tornam-se termodinamicamente instáveis devido a seus tamanhos e morfologia, solubilizando-se, mesmo que isto aumente a supersaturação.
• Na prática, isto significa que o precipitado formado durante o tratamento térmico do metal base não é estável se aquecido rapidamente acima de sua temperatura de formação, e assim, ele se dissolve.Contudo, este mesmo precipitado pode crescer ou mudar para tornar-se estável se a temperatura for aumentada lentamente.

1.5 FORMAÇÃO DE UMA JUNTA SOLDADA
• De uma forma simplificada, uma peça metálica é formada por um grande número de átomos dispostos em um arranjo espacial característico(estrutura cristalina).
• Átomos localizados no interior desta estrutura são cercados por um número de vizinhos mais próximos,posicionados a uma distância ro, na qual a energia do sistema é mínima, como mostra a figura 2
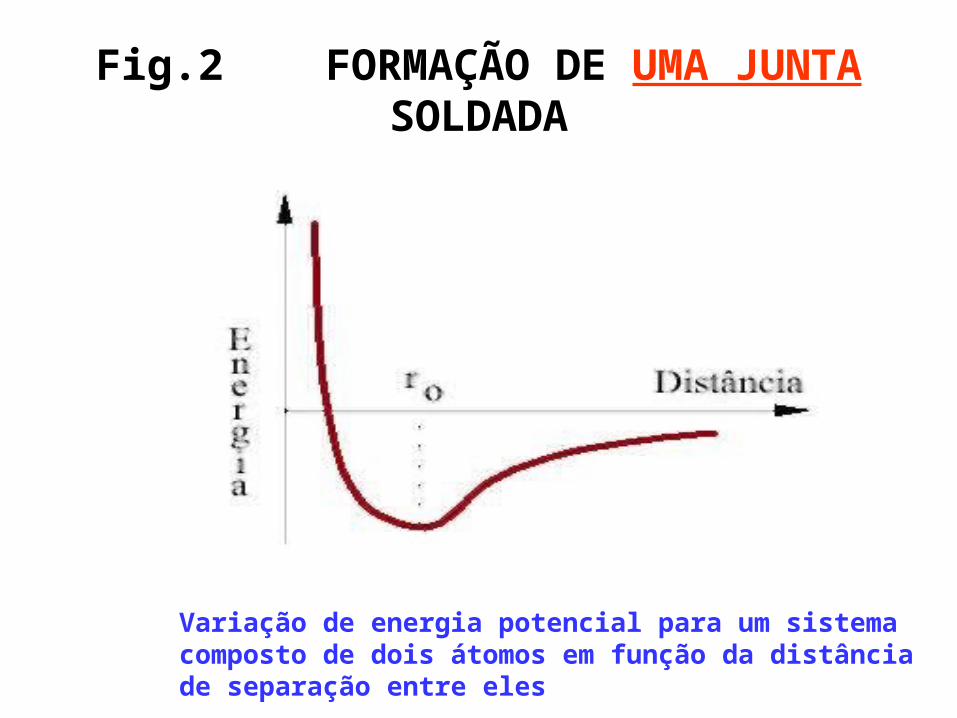
Fig.2 FORMAÇÃO DE UMA JUNTA SOLDADA
Variação de energia potencial para um sistema composto de dois átomos em função da distância de separação entre eles

FORMAÇÃO DE UMA JUNTA SOLDADA
• Nessa situação,cada átomo está em sua condição de energia mínima, não tendendo a se ligar em nenhum átomo extra.
• Na superfície do sólido, contudo, esta situação não se mantém, pois os átomos estão ligados a menos vizinhos, possuindo, portanto, um maior nível de energia do que os átomos no seu interior.
FORMAÇÃO DE UMA JUNTA SOLDADA
• Esta energia pode ser reduzida quando os átomos superficiais se ligam a outros.
• Assim,aproximando-se duas peças metálicas a uma distância suficiente pequena para a formação de uma ligação permanente, uma solda entre as peças seria formada, com ilustra a Figura 3

FORMAÇÃO DE UMA JUNTA SOLDADA FIGURA 3

FORMAÇÃO DE UMA JUNTA SOLDADA
• Este tipo de efeito pode ser obtido, por exemplo,colocando em contato íntimo dois blocos de GELO.
• Entretanto, sabe-se que isto não ocorre com peças metálicas, exceto em condições muito especiais

FORMAÇÃO DE UMA JUNTA SOLDADA
• A explicação para isto, está na existência de obstáculos que impedem uma aproximação efetiva das superfícies até distâncias da ordem de ro

• Este obstáculos podem ser de dois tipos básicos:
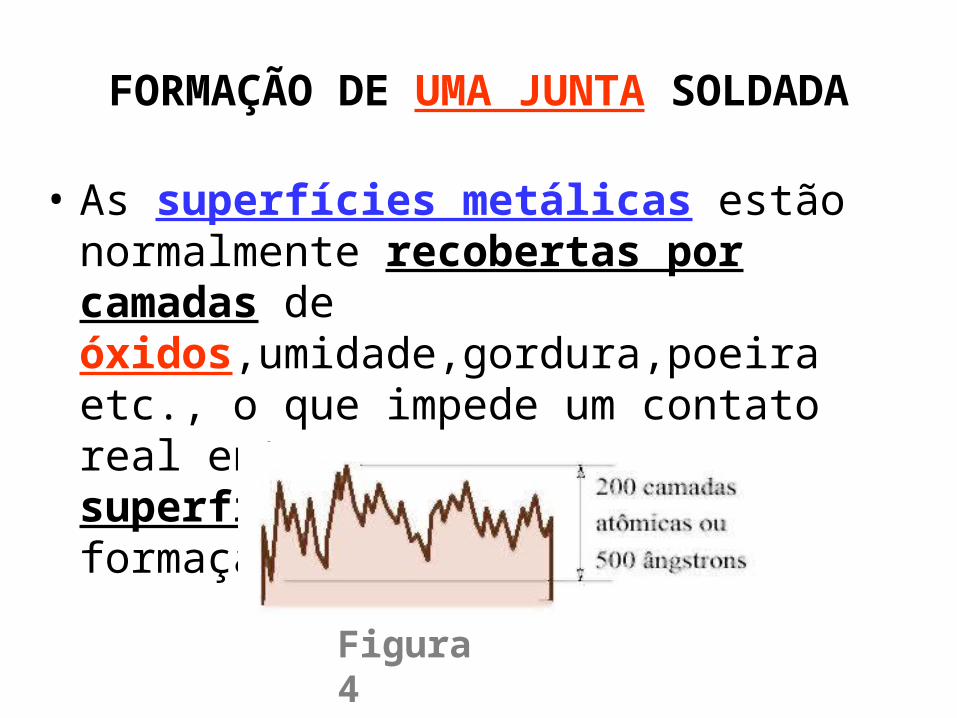
• As superfícies metálicas, mesmo as mais polidas, apresentam uma grande rugosidade em escala microscópica e submicroscópica (figura 4)
FORMAÇÃO DE UMA JUNTA SOLDADA
FORMAÇÃO DE UMA JUNTA SOLDADA
• As superfícies metálicas estão normalmente recobertas por camadas de óxidos,umidade,gordura,poeira etc., o que impede um contato real entre as superfícies,prevenindo a formação da solda.
Figura 4

FORMAÇÃO DE UMA JUNTA SOLDADA
• Estas camadas se formam rapidamente e resultam exatamente da existência de ligações químicas incompletas na superfície.
FORMAÇÃO DE UMA JUNTA SOLDADA
• Dois métodos principais são utilizados para superar estes obstáculos, os quais originam os dois grandes grupos de PROCESSOS DE SOLDAGEM

FORMAÇÃO DE UMA JUNTA SOLDADA
• O Primeiro consiste em deformar as superfícies de contato permitindo a aproximação dos átomos a distância de ro
figura 5

FORMAÇÃO DE UMA JUNTA SOLDADA
• Mesmo uma superfície com um acabamento cuidadoso apresenta irregularidade da ordem de 50nm de altura, cerca de 200 camadas atônicas.
• Isto impede uma aproximação efetiva das superfícies, o que ocorre apenas em alguns pontos de contato, de modo que o número de ligações formadas é insuficiente para garantir qualquer resistência da junta.

FORMAÇÃO DE UMA JUNTA SOLDADA
• O segundo método se baseia na aplicação localizada de calor na região de união até a sua fusão e do metal de adição (quando este é utilizado), destruindo as superfícies de contato e produzindo a união pela solidificação do metal fundido conforme a figura 6

FORMAÇÃO DE UMA JUNTA SOLDADA
• Dessa forma, uma forma de classificação dos processos de soldagem consiste em agrupá-los em dois grandes grupos baseando-se no método dominante para produzir solda:

FORMAÇÃO DE UMA JUNTA SOLDADA
• A) Processos de Soldagem por Pressão ou por deformação e;
• B) Processos de Soldagem por Fusão

HISTÓRICO DA SOLDAGEM
• A arqueologia tem revelado obras metálicas soldadas, de difícil aplicação operacional, tendo em vista as poucas disponibilidades técnicas daqueles tempos:
• Caso dos pilares de ferro da cidade de Delhi, na Índia. Ali existe um pilar de sete metros de altura e mais de cinco toneladas, fabricado por forjamento, soldado seguinte maneira: os blocos eram aquecidos ao rubro, colocava-se areia entre eles e martelava-se até a formação da solda.

HISTÓRICO DA SOLDAGEM
•Temos a soldagem por forjamento da "Espada de Damasco" (1.300 AC) e a utilização de uma espécie de maçarico soprado pela boca, usado para fundir e soldar bronze técnica legada a gregos e romana.

HISTÓRICO DA SOLDAGEM 1801 Sir Humphey Davis descobre o fenômeno do arco elétrico
1836 Edmund Davy descobre o Acetileno
1885 N. Bernardos e S. Olsewski depositam patente do processo de soldagem por arco elétrico
1889 N.G. Slavianoff e C. Coffin substituem o eletrodo de grafite por arame metálico
1901 Fouché e Picard desenvolvem o primeiro maçarico industrial para soldagem oxiacetilênica
1903 Goldschmidt descobre a solda aluminotérmica
1907 O. Kjellberg deposita a patente do primeiro eletrodo revestido
1919 C. J. Halsag introduz a corrente alternada nos processos de soldagem
1926 H.M. Hobart e P.K. Denver utilizam gás inerte como proteção do arco elétrico

HISTÓRICO DA SOLDAGEM 1930 Primeiras normas para eletrodo revestido nos EUA
1935 Desenvolvimento dos processos de soldagem TIG e Arco Submerso
1948 H.F. Kennedy desenvolve o processo de soldagem MIG
1950 França e Alemanha desenvolvem o processo de soldagem por feixe de elétrons
1953 Surgimento do processo MAG
1957 Desenvolvimento do processo de soldagem com arame tubular e proteção gasosa
1958 Desenvolvimento do processo de soldagem por eletro-escória , na Rússia
1960 Desenvolvimento de processo de soldagem a laser, nos EUA
1970 Aplicados os primeiros robôs nos processos de soldagem

HISTÓRICO DA SOLDAGEM

FIM DESTA APRESENTAÇÃO
• FIM filme história da soldagem