0e72'2 3$5$ $ '(7(50,1$d2 '2 Æ1*8/2 '( ,1&/,1$d2...
53
MÉTODO PARA A DETERMINAÇÃO DO ÂNGULO DE INCLINAÇÃO DA TREMONHA EM SILOS Rafael Antunes de Andrade Projeto de Graduação apresentado ao Departamento de Engenharia Mecânica da Escola Politécnica, Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários para a obtenção do título de Engenheiro Mecânico Orientador: Daniel Onofre de Almeida Cruz Rio de Janeiro Março de 2016
Transcript of 0e72'2 3$5$ $ '(7(50,1$d2 '2 Æ1*8/2 '( ,1&/,1$d2...

MÉTODO PARA A DETERMINAÇÃO DO ÂNGULO DE INCLINAÇÃO DA TREMONHA EM SILOS
Rafael Antunes de Andrade
Projeto de Graduação apresentado ao
Departamento de Engenharia Mecânica da Escola Politécnica, Universidade Federal do Rio de Janeiro, como parte dos requisitos necessários para a obtenção do título de Engenheiro Mecânico Orientador: Daniel Onofre de Almeida Cruz
Rio de Janeiro Março de 2016


iii
Andrade, Rafael Antunes de
Método para a determinação do ângulo de inclinação da
tremonha em silos/ Rafael Antunes de Andrade. – Rio de
Janeiro: UFRJ/ Escola Politécnica, 2016.
vi, 43 p.: il.; 29,7 cm.
Orientador: Daniel Onofre de Almeida Cruz
Projeto de Graduação – UFRJ/ Escola Politécnica/
Departamento de Engenharia Mecânica, 2016.
Referências Bibliográficas: p. 36-37.
1. Cálculo do ângulo de inclinação da tremonha. I. Cruz,
Daniel Onofre de Almeida. II. Universidade Federal do Rio de
Janeiro, Escola Politécnica, Departamento de Engenharia
Mecânica. III. Título
iv
Agradecimentos
Gostaria de agradecer à Deus, por ter me ajudado a superar mais uma etapa.
À minha família, por me proporcionar uma boa educação e suporte ao longo de toda a
vida.
Aos amigos da Engenharia Mecânica, que estudaram comigo ao longo do curso.
Aos professores do Departamento de Engenharia Mecânica por todo o conhecimento
transmitido.
E ao professor Daniel Cruz, pela orientação e disponibilidade na elaboração deste
trabalho.

v
Resumo do Projeto de Graduação apresentado à Escola Politécnica/UFRJ como parte
dos requisitos necessários para o obtenção do grau de Engenheiro Mecânico.
MÉTODO PARA A DETERMINAÇÃO DO ÂNGULO DE INCLINAÇÃO DA
TREMONHA EM SILOS
Rafael Antunes de Andrade
Março/2016
Orientador: Daniel Onofre de Almeida Cruz
Curso: Engenharia Mecânica
Silos são recipientes largamente utilizados na indústria, portos e fazendas com o
objetivo de armazenar e conservar diferentes tipos de produtos. Apesar de sua grande
importância, os modelos existentes ainda enfrentam dificuldades para operar de forma
eficiente, devido à grande dificuldade de se prever corretamente os fenômenos
envolvidos no processo.
Como a maioria dos trabalhos existentes estão interessados em armazenamento de
produtos granulares como soja e milho, esse trabalho foi pensado para silos que serão
utilizados para armazenar fluidos pastosos como os rejeitos de lama de perfuração.
Assim, foi desenvolvido um modelo com o objetivo de prever uma geometria para o
silo, que possibilite que o material contido em seu interior consiga iniciar o escoamento
sem formar uma obstrução.
Os resultados obtidos foram avaliados a partir dos gráficos que mostram o
comportamento do ângulo de inclinação da tremonha e também pela comparação com
modelos pré-existentes.

vi
Abstract of Undergraduate Project presented to POLI/UFRJ as a partial fulfillment of
the requirements for the degree of Mechanical Engineer
METHOD FOR DETERMINATION OF THE HOPPER INCLINATION ANGLE IN
SILOS
Rafael Antunes de Andrade
March/2016
Advisor: Daniel Onofre de Almeida Cruz
Course: Mechanical Engineering
Silos are containers widely used in industries, ports and farms in order to store and
preserve various types of products. Despite its great importance, existing models are
still struggling to operate efficiently due to the great difficulties of correctly predict the
phenomena involved in the process.
Since most existing works are interested in storing granular products as soybean and
corn, the present work has been designed to silos that will be used to store viscous fluids
such as drilling mud wastes. Thus, a model was developed to predict the silo geometry,
which allows the material contained inside starts de flow without forming an
obstruction.
The obtained results were evaluated from de graphics showing the hopper inclination
angle behavior and also by comparison with pre-existing models.

vii
Sumário
Lista de Figuras ............................................................................................................. viii
Lista de Tabelas ............................................................................................................... ix
Lista de Símbolos ............................................................................................................. x
1 Introdução ...................................................................................................................... 1
1.1 Silos de armazenamento ......................................................................................... 1
1.2 Motivação ............................................................................................................... 1
2 História .......................................................................................................................... 2
3 Revisão bibliográfica ..................................................................................................... 3
4 Fluidos de Perfuração .................................................................................................... 6
4.1 Reologia .................................................................................................................. 7
4.1.1 Plástico de Bingham ......................................................................................... 7
4.2 Tipos de fluidos de perfuração ................................................................................ 8
4.3 Processo de separação do fluido ........................................................................... 10
5 Problemas de Fluxo ..................................................................................................... 13
5.1 Obstrução de tubo ................................................................................................. 13
5.2 Arqueamento ......................................................................................................... 14
5.3 Descarga incompleta ............................................................................................. 15
6 Tipos de Fluxo ............................................................................................................. 15
6.1 Fluxo de Massa ..................................................................................................... 15
6.2 Fluxo de Funil ....................................................................................................... 16
7 Modelos Existentes ...................................................................................................... 17
7.1 Teste de Cisalhamento de Jenike .......................................................................... 17
7.2 Modelo de Jenike .................................................................................................. 21
7.3 Modelo de Walters ................................................................................................ 22
7.4 Modelo de McLean ............................................................................................... 22
8 Modelo Proposto ......................................................................................................... 23
9 Comparação com os Modelos Existentes .................................................................... 31
10 Conclusão .................................................................................................................. 34
Referências Bibliográficas .............................................................................................. 36
APÊNDICE .................................................................................................................... 38
viii
Lista de Figuras
4.1 Atuação do Fluido de Perfuração [7] ............................................................... 10
4.2 Peneira Vibratória ............................................................................................ 11
4.3 Degasser ........................................................................................................... 11
4.4 Desander .......................................................................................................... 12
4.5 Desilter ............................................................................................................. 13
5.1 Obstrução de Tubo [4] ..................................................................................... 14
5.2 Arqueamento [3] .............................................................................................. 14
5.3 Descarga incompleta [4] .................................................................................. 15
6.1 Fluxo de Massa [4] .......................................................................................... 16
6.2 Fluxo de Funil [4] ............................................................................................ 17
7.1 Teste de Cisalhamento de Jenike [3] ............................................................... 18
7.2 Curvas resultantes do teste de cisalhamento .................................................... 18
7.3 Gráfico x [3] .............................................................................................. 19
7.4 Circulo de Mohr [3] ......................................................................................... 20
7.5 Limites entre o Fluxo de Massa e o Fluxo de Funil [3] ................................... 21
8.1 Equacionamento ............................................................................................... 23
8.2 Cálculo de h ..................................................................................................... 24
8.3 Tremonha do silo ............................................................................................. 25
8.4 Cálculo de e .............................................................................................. 25
8.5 Gráficos x variando ............................................................................. 28
8.6 Gráficos x variando .............................................................................. 30

ix
Lista de Tabelas
9.1 Propriedade de Fluxo dos Produtos [4] ............................................................. 32
9.2 Valores médios ................................................................................................. 33
9.3 Resultados encontrados ..................................................................................... 33

x
Lista de Símbolos
Área da superfície da tremonha
Geratriz do cone maior da tremonha
Geratriz do cone menor da tremonha
H Altura total do silo
h Altura da tremonha
Altura do cone maior da tremonha
Altura do cone menor da tremonha
P Pressão aplicada na parte superior do silo
R Raio da parte superior do silo
r Raio da seção de descarga
V Volume da tremonha
Peso específico do material contido no silo
Tensão de cedência do material
Altura admensional
Pressão admensional
Raio admensional
Tensão de cedência admensional
Efetivo ângulo de atrito interno
Ângulo de atrito com a parede
1
1 Introdução
1.1 Silos de armazenamento
Silos são recipientes utilizados para o armazenamento de diversos produtos, o seu
uso é de extrema importância para o armazenamento nas mais diversas indústrias, como
por exemplo no setor de óleo e gás e na agroindústria. Uma de suas principais vantagens
é a economia de espaço, uma vez que em sua maioria são constituídos de formatos
cilíndricos altos e esbeltos.
O dimensionamento de silos é assunto de estudo de vários trabalhos, entretanto a
grande maioria está interessada em silos para armazenamento de sólidos granulares, em
grande parte baseados na teoria desenvolvida por JENIKE [1]. Assim, ainda existe a
necessidade de desenvolver um modelos específico para ser utilizado em casos de
fluidos com dificuldade de escoamento. No Brasil essa, necessidade vêm do fato de que
é esperado um crescimento considerável na utilização de silos com o objetivo de atender
a crescente demanda da indústria de óleo e gás e também no armazenamento de
produtos agrícolas.
1.2 Motivação
Atualmente os silos utilizados possuem dificuldade para permitir o escoamento
dos produtos, em especial os muito viscosos, como no caso da indústria de petróleo.
Seus projetos ainda são complexos e possuem muitas incertezas uma vez que existem
diversas variáveis envolvidas no processo. O estudo do escoamento se torna difícil
porque não é fácil a sua observação, já que os silos são feitos de materiais opacos que
não permitem a vizualização do escoamento. Assim, o objetivo desse trabalho é a
criação de um modelo matemático capaz de otimizar os projetos de silos para o
armazenamento dos resíduos que são retirados da lama de perfuração, afim de evitar que

2
o formato escolhido na hora do projeto crie dificuldades para o escoamento do produto
armazenado.
Quando parte do material permanece preso dentro do silo após o esvaziamento,
com o passar do tempo pode ocorrer deterioração do material, um problema muito
grave, principalmente quando se trata de produtos alimentícios. Além disso, o material
acumulado reduz a capacidade de armazenamento, aumentando os custos de
armazenagem.
2 História
Silos são utilizados pela humanidade há milhares de anos com o objetivo de
armazenar alimentos em grãos, os alimentos eram armazenados em épocas em que a
produção era grande para serem utilizados em momentos em que a safra não era
suficiente para abastecer toda a população.
Descobertas arqueológicas mostram que os silos começaram a ser utilizados na
Grécia Antiga no século VII A.C. e no século V A.C. na região de Israel. O povo
egípcio construiu silos de alvenaria acima da superfície e em formato cônico, onde os
grãos eram depositados por uma abertura no topo e saiam por uma porta na base [2].
Na Roma Antiga já se construiam grandes silos escavados no solo, forrados com
argila que posteriormente era queimada para endurece-lá. Essa estrutura permitia
conservar os grãos por longos períodos.
Os silos modernos, verticais e feitos de madeira, foram primeiramente construídos
nos Estados Unidos, no ano de 1873.
3
3 Revisão bibliográfica
Um dos problemas frequentes enfrentados pela indústria é o não esvaziamento
total do silo, o que é comum para produtos que possuem viscosidade elevada e que em
caso de produtos perecíveis podem causar prejuízos financeiros. Ao longo das últimas
décadas muitos trabalhos foram publicados com o objetivo de criar um modelo
matemático eficiente para o dimensionamento dos silos.
De acordo com PALMA [3], a maioria dos silos existentes no mundo não estão
operando sobre condições ideais, isso ocorre porque o projeto é complexo já que
existem diversas variáveis que podem afetá-lo. PALMA [3] também afirma que Roberts
(1884) estabeleceu a primeira teoria sobre silos onde foi demonstrado que a pressão na
base do silo para produtos sólidos é diferente para produtos líquidos. No caso de sólidos
uma parte da pressão é perdida nas paredes do reservatório por atrito, dessa forma a
pressão na parte inferior do reservatório é menor no armazenamento de sólidos do que
no de líquidos.
Um dos primeiros trabalhos desenvolvidos com o objetivo de resolver esses
problemas foi apresentado por JENIKE [1], nele foram definidos dois tipos de fluxo que
podem ocorrer: o fluxo de funil e o de massa. O fluxo de massa é caracterizado pelo fato
de todo o material entrar em movimento simultâneamente, diferentemente do fluxo de
funil onde apenas uma parte do produto entra em movimento. Esse mesmo trabalho
também apresenta os tipos de obstrução que podem ocorrer na saída durante o
escoamento do material armazenado.
JENIKE [1] mostra que os fluxos ocorrem de forma diferentes para líquidos e
para sólidos. No caso de produtos sólidos a pressão aplicada pode consolidar o material
causando uma resistência ao escoamento, esse fenômeno não ocorre no caso dos
líquidos.
Também diz que é necessário diferenciar a área da descarga da área efetiva de
descarga, durante o escoamento a área de interesse é a área efetiva. Muitas vezes a área
4
efetiva pode ser significativamente menor do que a área real, podendo causar graves
problemas durante o escoamento.
MEDEIROS [4] diz que segundo as normas internacionais, o tipo de fluxo pode
ser definido a partir da inclinação da tremonha e do coeficiente de atrito do produto com
a parede. Também diz que além do fluxo de funil e do fluxo de massa existe um tipo
intermediário denominado fluxo misto, que é caracterizado pela movimentação de todas
as partículas de massa em uma parte do silo enquanto em outra parte ocorre a formação
de um tubo. Além disso, afirma que ocorre um fenômeno chamado Efeito Tubo,
principalmente no fluxo de funil, onde a massa adjacente ao canal de fluxo fica
estagnada ao longo de toda a altura do silo. Esse efeito pode causar poblemas na
estrutura do silo se a massa estagnada começar a se mover no sentido axial, pois as
primeiras camadas movidas causarão uma sucção de ar nas camadas superiores levando
a uma expulsão abrupta do ar contido no tubo pela abertura de descarga. Isso pode
causar problemas nas paredes, na união entre a tremonha e o corpo do silo, no orifício
de descarga e nos dispositivos de descarga.
No caso de fluxo de massa, as flutuações na vazão de descarga são muito
pequenas, devido ao perfil de fluxo bem definido e a não ocorrência de zonas
estagnadas.
MEDEIROS [4] também diz que Jenike mostra que a mudança de densidade com
a pressão de consolidação é desprezível durante o fluxo.
FILHO [5], em sua tese de mestrado, define os seguintes tipos de silos:
Em relação ao solo:
Silos elevados ou aéreos: são construídos acima do nível do solo.
Silos subterrâneos: são construídos abaixo do nível so solo. São mais simples
que os silos elevados, podem ocorrer infiltrações e tem descarga mais lenta.
Silos semi-subterrâneo: tipo intermediário entre os dois primeiros
Em relação ao material de contrução:

5
Silos de madeira: possuem pouca capacidade de armazenamento e pouca
durabilidade. Indicado para locais onde a madeira tem muita disponibilidade e
baixo preço.
Silo de alvenaria: contruídos com tijolos ou blocos de concreto.
Silos de concreto: podem ser de concreto armado ou concreto protendido.
Destinados ao armazenamento de grandes volumes, normalmente possuem
grandes alturas.
Silos metálicos: normalmente são pré-fabricados e possuem capacidades
pequena e média. Quando são constituídos de várias células podem alcançar
grandes volumes.
Em relação à categoria:
Silos agrícolas:
Destinados a estocagem de grãos alimentícios, são sub-divididos
Silos de granjas:
São utilizados para facilitar a manipluação dos grãos e diminuir os
custos com sacarias.
Silos coletores regionais
Ficam localizados nas zonas de produção, usados para armazenar e
beneficiar a produção de grãos.
Silos intermediários
Ficam localizados em vias de transporte e servem para escalonar os
fluxos em direção aos terminais portuários.
Silos portuários
Ficam localizados em portos, são de grande porte
Silos industriais: destinados ao armazenamento de produtos industriais

6
Em relação a entrada de ar:
Silos herméticos: não permite troca de ar com o exterior
Silos não herméticos: permite a troca de ar com o exterior
Em relação a capacidade estática:
Podem ser classificados como pequeno, médio e grande porte. Os pequenos
normalmente possuem apenas uma célula e são utilizados em pequenas fazendas. Os de
médio porte são utilizados em grandes fazendas. Os de grande porte são encontrados em
portos.
Em relação ao sentido da maior dimensão
Silos horizontais: quando uma das dimensões do fundo prevalece em
relação à altura, são normalmente alongados
Silos verticais: quando a altura prevalece em relação as dimensões da
base
4 Fluidos de Perfuração
Fluidos de perfuração, também conhecidos como lamas de perfuração, são fluidos
utilizados para auxiliar a perfuração de poços. São muito utilizados para perfuração de
poços de petróleo e gás mas também são usados em outras situações como por exemplo
para perfuração de poços de água. Esses fluidos tem um papel muito importante na
perfuração, muitas pesquisas são feitas com o objetivo de criar fluidos com
desempenhos cada vez melhores.
No momento da perfuração do poço, o fluido é injetado pela coluna de perfuração
e sai por orifícios existentes na broca, fazendo com que os fragmentos de rocha presos
na broca se soltem. Após a utilização, o fluido sobe para a superfície e é separado dos
fragmentos que são armazenados em silos para depois receberem um tratamento. Depois
de separado dos fragmentos, o fluido é injetado novamente na coluna de perfuração para
continuar o processo. Entretanto, como uma parte do fluido sempre se perde dentro de

7
rochas permeáveis é necessário adicionar lama extra para manter a pressão necessária
dentro do poço.
4.1 Reologia
A reologia é responsável por estudar como a matéria se deforma ou escoa, sendo
assim é muito importante para descrever o comportamentos dos fluidos de perfuração
durante a sua utilização. As propriedades reológicas do fluido influenciam no processo
de perfuração pois são responsáveis pela remoção dos cascalhos e na determinação da
taxa de perfuração do poço.
De acordo com MELO [6], os fluidos de perfuração são tixotrópicos, isto é,
quando são deixados em repouso adquirem um estado semi-rígido e quando estão em
movimento apresentam fluidez. Essa característica é conhecida como força gel, ela é um
parâmetro reológico que indica o grau de gelificação devido à interação elétrica entre as
partículas dispersas. A força gel inicial mede a resistência inicial para colocar o fluido
em movimento e a força gel final mede a resistência do fluido para reiniciar o fluxo
quando este fica um tempo em repouso. A diferença entre elas indica o grau de
tixotropia do fluido.
As dispersões aquosas de bentonita, que são utilizadas na perfuração de poços, são
um exemplo deste tipo de fluido. Estas aumentam a tensão cisalhante quando são
deixadas em repouso, dando lugar à formação de um gel. Porém, elas recuperam a sua
fluidez quando sob condições dinâmicas, caracterizando a tixotropia como um
fenômeno reversível.
4.1.1 Plástico de Bingham
Plásticos de Bingham são materiais que se comportam como um corpo rígido em
baixas tensões de cisalhamento, mas a partir de uma certa tensão de cisalhamento se
comportam como um fluido, sendo muito comum a utilização desse modelo para a
descrição do escoamento de lamas de perfuração. Alguns produtos presentes no nosso
dia a dia também apresentam esse comportamento, como por exemplo a maionese e a
8
pasta de dente. Esta última só sai do tubo após uma certa pressão ser aplicada, a partir
desse momento começa a escoar como um fluido.
As dispersões aquosas de bentonitas, mencionadas na seção anterior, que são
utilizadas como fluidos de perfuração, são também do tipo Plástico de Bingham. Esses
tipos de fluidos tem como característica [6] o fato de só iniciarem o escoamento após
sofrer uma tensão de cisalhamento mínima, conhecida como Yield Point, e após o início
do escoamento, a tensão de cisalhamento e a taxa de deformação apresentam uma
relação linear expressa pela seguinte equação:
( 4.1 )
Onde a constante de proporcionalidade, , é denominada viscosidade plástica.
4.2 Tipos de fluidos de perfuração
Os fluidos de perfuração podem ser de três tipos, de base água, base óleo ou
sintéticos
Base água
Convencionais: são constituidos basicamente de água, bentonita (argila
ativada), controladores de pH e adensantes. São fluidos muito baratos,
por isso são muito utilizados nas etapas iniciais da perfuração. Como
possui baixa toxidade pode ser descartado no mar durante a perfuração
offfshore.
Poliméricos: constituidos principalmente de água, polímeros e
adensantes.
Base Óleo
São fluidos a base de derivados de petróleo como o diesel, o querosene ou
n-parafinas. Suas vantagens são proporcionar boa lubrificação, maior capacidade

9
de limpeza com menor viscosidade, além de possuir melhor estailidade a altas
temperaturas.
Base sintética
São fluidos baseados em óleos sintéticos, possuem propriedades aos fluidos
de base óleo com a vantagem de possuir um menor grau de toxidade. É o tipo de
fluido mais utilizado em perfurações offshore.
Suas principais funções são [7]:
Resfriar e lubrificar a broca
Quando a broca está em movimento, cortando a rocha, o atrito e o
superaquecimento se tornam um problema importante. Os fluidos de perfuração
tem a função de lubrificar e resfriar, aumentando a vida útil da broca e reduzindo
o torque necessário para manter a broca girando. O fluido também lubrifica o
contato entre a coluna de perfuração e o poço.
Criar pressão dentro do poço
A lama precisa ter uma pressão no interior do poço suficiente para
contrabalancear a pressão natural da rocha mas não pode ser elevada demais
para não causar nenhum dano ao poço.
Outra função importante é criar uma pressão no fluido de perfuração superior a
pressão do fluido existente nos poros da rocha. Também é necessário evitar que
a lama de perfuração penetre na rocha, isso pode ser reduzido colocando-se
aditivos na lama.
Remoção do cascalho
Cascalhos são fragmentos de pedra gerados pela ação da broca contra a
superfície rochosa do poço, a sua remoção é necessária para que o trabalho de
perfuração possa continuar sem que a broca sofra mais esforços mecânicos que o
necessário. O fluido de perfuração segue pelo interior da coluna de perfuração
até sair pela broca, nesse momento ele retira o cascalho e o leva até a superfície.

10
Uma característica importante do fluido é que ele deve ser capaz de fazer com
que o cascalho flutue para que seja possivel levá-lo até a superfície. Na figura
abaixo pode-se ver uma ilustração mostrando a atuação do fluido de perfuração.
Fig. 4.1: Atuação do Fluido de Perfuração [7]
Prevenção de Blowout
Os fluidos de perfuração ainda tem mais uma função importante, a
prevenção de blowout. Esse fenômeno ocorre quando os fluidos da formação
rochosa tem uma pressão maior que a pressão do poço, fazendo com que eles
entrem no poço e subam até a superfície, podendo causar uma produção
descontrolada.
Além das características principais citadas acima outras também são desejáveis
para facilitar a operação, como por exemplo não causar corrosão nos equipamentos e
serem facilmente bombeáveis.
4.3 Processo de separação do fluido
Depois de voltar à superfície, a lama que está misturada com cascalhos, areia,
gases e outros, passa por um processo de separação antes de ser utilizada novamente.
Durante o processo, a lamas passa pelos seguintes equipamentos [8]:

11
Peneira vibratória (Shale Shaker): resposável por retirar os cascalhos mais
grosseiros. É considerado o equipamento mais importante do processo pois a
performance dos próximos equipamentos está relacionada com o nível de
limpeza da lama que sai desta etapa.
As rochas separadas são analisadas em laboratórios para descobrir que tipos
de rochas existem a cada determinada profundidade.
Fig. 4.2: Peneira Vibratória.
Fonte: http://www.gnsolidscontrol.com/shale-shaker
Desareador (Degasser): retira os gases que estão contidos na lama.
Podem ser de dois tipos, a vácuo ou atmosférico. Os a vácuo retiram o gás
da lama a partir da pressão negativa, enquanto o desareador atmosférico retira o
gás bombeando a lama em uma fina camada, fazendo com que o gás saia por si
mesmo.
Fig. 4.3: Degasser
Fonte: http://www.gnsolidscontrol.com/vacuum-degasser

12
Removedor de areia (Desander):
É um sistema de hidrociclone utilizado para retirar as partículas de areia.
A lama é bombeada para a parte superior do hidrociclone e depois desce fazendo
um movimento circular dentro do cone, dessa forma a areia é separada pela ação
da força centrífuga.
Fig. 4.4: Desander
Fonte: http://www.gnsolidscontrol.com/desander
Removedor de Silte (Desilter):
Utilizado para remover as partículas mais finas de areia e argila.
É muito parecido com o Desander, a diferença é que o Desilter possui um grande
número de pequenos cones. Essa característica permite que ele remova
partículas menores do que no Desander.

13
Fig. 4.5: Desilter
Fonte: http://www.gnsolidscontrol.com/desilter
No final, a lama passa por centrífugas para completar a operação. Após a
centrífuga, a lama passa pelo misturador de lama (mud mixing) que é responsável por
adicionar aditivos para que a lama volte a ter as propriedades necessárias para a
operação de perfuração.
5 Problemas de Fluxo
Quando o produto armazenado está consolidado, ele pode adquirir resistência
suficiente para suportar seu própio peso, quando isso ocorre uma obstrução ao fluxo
pode se formar. Exitem dois tipos principais de obstrução: a de tubo e o arqueamento.
5.1 Obstrução de tubo
Obstrução normalmente associada ao fluxo de funil. Se a consolidação do produto
aumenta com o tempo de armazenagem, as chances de formação da obstrução também
aumentam.
Essa obstrução pode abalar a estrutura do silo se o material estagnado começar a
se mover no sentido axial. Isso ocorre porque as partes inferiores que se moverem

14
primeiro causarão uma sucção na parte superior do silo, resultando em uma expulsão
abrupta do ar contido no tubo pela saída.
Fig. 5.1: Obstrução de Tubo [4]
5.2 Arqueamento
Um arco se forma acima da saída do silo, interrompendo o fluxo de descarga. No
caso de produtos finos e coesivos o arco é causado pela força de adesão entre as
partículas. No caso de grãos maiores a causa é o entrosamento entre as partículas.
Além de causar problemas na descarga o arqueamento pode trazer riscos
estruturais para o silo, já que no momento do desprendimento do arco pode ocorrer uma
sucção do ar na parte superior do silo e um aumento abrupto de pressão nas partes
inferiores à obstrução.
Fig. 5.2: Arqueamento [3]
15
5.3 Descarga incompleta
Se uma parte do material continuar dentro do silo preso nas paredes após o
término do esvaziamento, além de causar uma redução na capacidade de
armazenamento também pode causar a deterioração do produto. Isso é um problema
muito importante no caso de produtos alimentícios.
Fig. 5.3: Descarga incompleta [4]
6 Tipos de Fluxo
6.1 Fluxo de Massa
Esse é o tipo de fluxo considerado ideal, os projetos são feitos tendo como
objetivo esse tipo de fluxo. A sua característica é o fato de todas as partículas se
movimentarem simultaneamente durante a descarga, isso impede a formação de zonas
estagnadas.
Esse tipo de fluxo é uniforme e por isso pode ser facilmente controlado, evitando-
se a formação de obstruções.
Ele também permite que o silo possa ser completamente esvaziado por gravidade,
evitando o uso de pressurizadores e vibradores. A possibilidade de esvaziamento
completo permite que todo o espaço de armazenamento seja aproveitado.

16
Para esse tipo de fluxo as variações de vazão são muito pequenas devido ao fluxo
ser bem definido e a ausência de zonas estagnadas. Normalmente apenas produtos
granulares de baixa coesão e baixo atrito interno conseguem ter o fluxo de massa.
Em situações que ocorrem o fluxo de massa, o silo sofre mais esforços estruturais
uma vez que todo o produto armazenado se movimenta ao mesmo tempo transmitindo
elevadas pressões as paredes e ao fundo do silo.
Fig. 6.1: Fluxo de Massa [4]
6.2 Fluxo de Funil
É o tipo de fluxo onde uma camada de material fica estagnada em volta do canal
de fluxo, no caso de produtos muito coesivos pode acarretar na interrupção da descarga.
As zonas estagnadas fazem com que a capacidade de armazenamento seja
reduzida, entretando elas reduzem as pressões nas paredes. Apesar dos esforços
menores nas paredes, o fluxo de funil não é desejável porque o arqueamento e o efeito
tubo podem causar problemas estruturais no momento de sua ruptura.
Diferentemente do fluxo de massa, o fluxo de funil possui um controle de vazão
muito dificil já que o fluxo não é uniforme.

17
Fig. 6.2: Fluxo de Funil [4]
7 Modelos Existentes
Os modelos existentes para projetos de silos se baseiam em materiais granulares
ou em forma de pó, em sua maioria, fazem uso de um aparelho desenvolvido para medir
tensões cisalhantes conhecido como Jenike Shear Test, ou simplesmente máquina de
cisalhamento. Este aparelho foi desenvolvido por JENIKE [1] e tem como objetivo
descobrir alguns parâmetros do material durante a execução de um teste de
cisalhamento.
7.1 Teste de Cisalhamento de Jenike
Este teste é composto por uma célula de cisalhamento de formato cilíndrico que é
colocada sobre a base da máquina, juntamente com pesos utilizados para a aplicação de
uma carga vertical, por gravidade, e um suporte de carga com acionamento eletro-
mecânico que proporciona um movimento horizontal a uma velocidade de 3mm/s,
responsável por gerar o cisalhamento.

18
Fig. 7.1: Teste de Cisalhamento de Jenike [3]
No início do movimento, a tensão de cisalhamento e a densididade do produto vão
aumentando com o tempo até atingir um valor constante. Quando esse valor é alcançado
atinge-se uma condição conhecida como fluxo estável. Quando o fluxo estável é
atingido, significa que a amostra está consolidade criticamente.
Depois de atingida a consolidação, a amostra é cisalhada novamente sob uma
tensão normal menor. Nessas circunstâncias, a força necessária para o cisalhamento
aumenta muito rapidamente e depois diminui, o ponto máximo dessa curva representa o
momento em que o deslizamento inicia.
.
Fig. 7.2: Curvas resultantes do teste de cisalhamento
Fonte: jenike.com/bulkmaterialtesting/tester-supply/

19
Para o cálculo do ângulo de inclinação são necessários dois parâmetros
provenientes do ensaio mostrado acima, o ângulo de atrito interno com a parede ( ) e
o efetivo ângulo de atrito interno ( ).
Ângulo de atrito com a parede, :
Para o cálculo do ângulo de atrito com a parede ( ), é necessário substituir a
base da célula de cisalhamento pelo mesmo material que é feita a parede do silo. A
partir dessa nova configuração são medidas as tensões de cisalhamento ( ) que são
necessárias para mover a célula para vários valores de tensões normais ( ).
Os pares de tensões ( ) são então plotados em um gráfico e o ângulo é a
inclinação da reta, essa reta representa o lugar geométrico do deslizamento.
= arctan(
⁄ ) ( 7.1 )
Fig. 7.3: Gráfico x [3]

20
Efetivo ângulo de atrito interno, :
Para uma dada condição de consolidação, o lugar geométrico de deslizamento de
produtos granulares de fluxo livre, sobre si mesmo, é encontrada fazendo o
cisalhamento na amostra sobre várias tensões normais. A partir das tensões principais
e que atuam na amostra é construído o círculo de Mohr. A reta tangente a todos os
círculos é conhecida como lugar geométrico de deslizamento do produto (YL). O
ângulo de inclinação dessa reta é o ângulo de atrito interno . Quando o material é de
fluxo livre essa reta passa pela origem.
A reta tangente ao maior círculo de Mohr e que passa pela origem é denominada
efetivo lugar geométrico de deslizamento, e sua inclinação com o eixo das tensões é
chamado de efetivo ângulo de atrito interno .
Fig. 7.4: Circulo de Mohr [3]
21
7.2 Modelo de Jenike
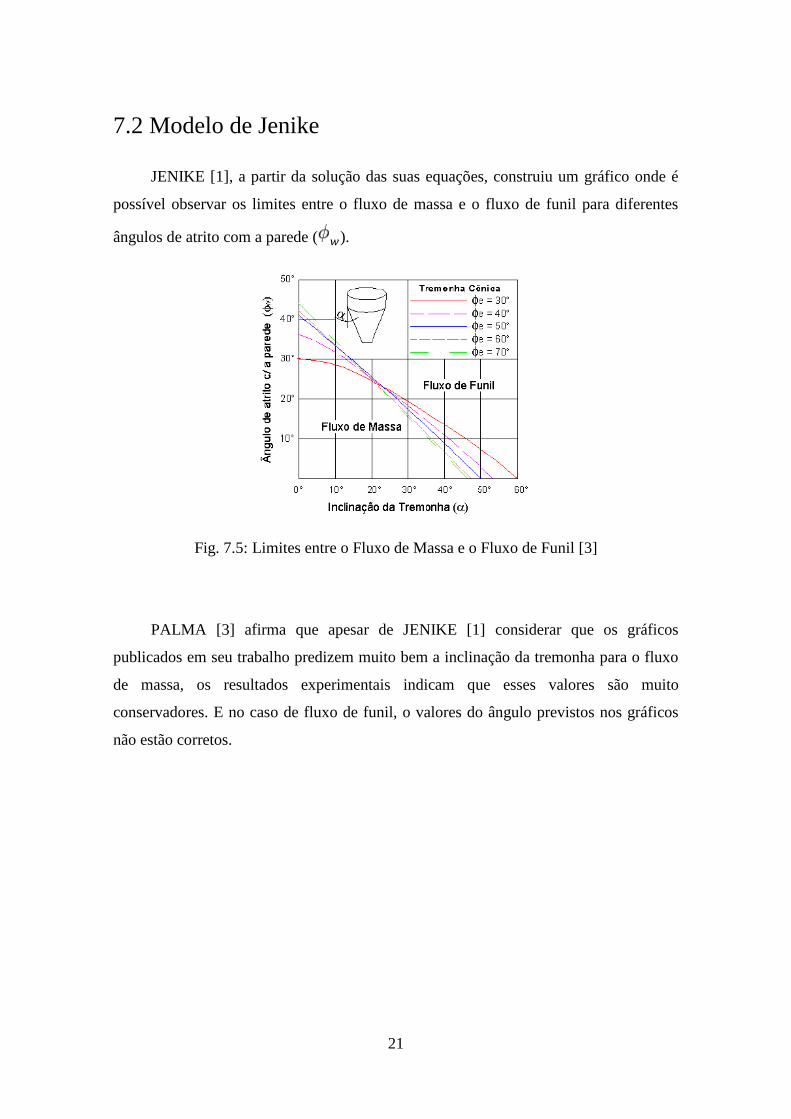
JENIKE [1], a partir da solução das suas equações, construiu um gráfico onde é
possível observar os limites entre o fluxo de massa e o fluxo de funil para diferentes
ângulos de atrito com a parede ( ).
Fig. 7.5: Limites entre o Fluxo de Massa e o Fluxo de Funil [3]
PALMA [3] afirma que apesar de JENIKE [1] considerar que os gráficos
publicados em seu trabalho predizem muito bem a inclinação da tremonha para o fluxo
de massa, os resultados experimentais indicam que esses valores são muito
conservadores. E no caso de fluxo de funil, o valores do ângulo previstos nos gráficos
não estão corretos.

22
7.3 Modelo de Walters
Walters (1973) desenvolveu essa teoria para ser utilizada em silos que operam
com fluxo de massa, o ângulo deve ser escolhido seguindo o menor dos seguintes
intervalos [3]:
(
) ( 7.2 )
(
) ( 7.3 )
7.4 Modelo de McLean
McLean (1986) também determinou uma equação para o cálculo do ângulo de
inclinação, a vantagem desse modelo para a comparação nesse trabalho é que ele utiliza
os mesmos parâmetros de Walters. O ângulo pode ser calculado pela seguinte equação
[3]:
(
) (
)
( 7.4 )
23
8 Modelo Proposto
Para desenvolver o modelo, nesse trabalho foi considerado que o material esta
inicialmente em repouso e possui uma tensão inicial que impede o início do escoamento
( . Dessa forma pode-se considerar que o fluido inicialmente se comporta como um
sólido e o objetivo é calcular o ângulo mínimo para o inicio do escoamento.
Foi considerado um silo cilíndrico hermético onde uma pressão no topo é aplicada
por um compressor com o objetivo de facilitar o escoamento, além disso leva-se em
consideração o atrito do material com a parede que resiste ao inicio do escoamento. Foi
considerado que a massa presente na parte central do silo não causa influência no resto
do material, já que ela possui facilidade de escoar por estar logo acima da abertura de
descarga. Dessa forma não foi incluída nos cálculos. Além disso, foi considerado que
uma parte do peso do material no interior do silo é compensado pelo atrito desse
material com a parede, sendo essa a grande diferença em relação aos líquidos onde a
pressão no fundo do reservatório não tem relação com o atrito nas paredes.
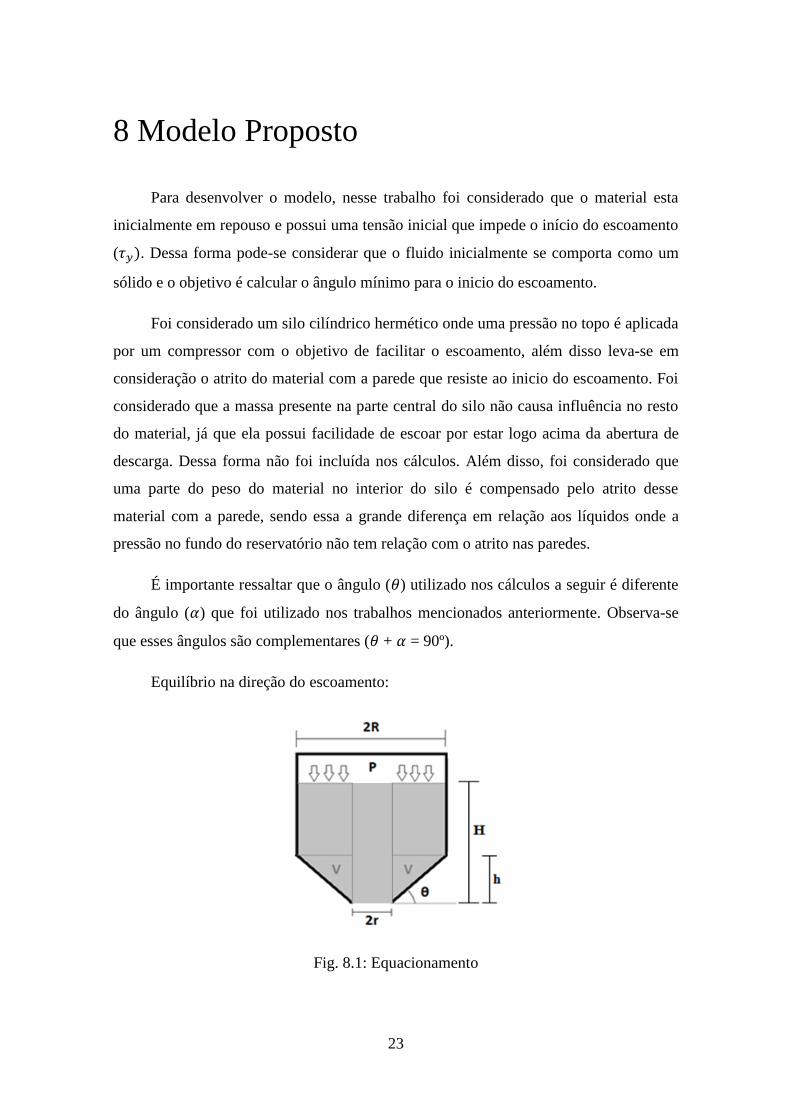
É importante ressaltar que o ângulo ( ) utilizado nos cálculos a seguir é diferente
do ângulo ( ) que foi utilizado nos trabalhos mencionados anteriormente. Observa-se
que esses ângulos são complementares ( + = 90º).
Equilíbrio na direção do escoamento:
Fig. 8.1: Equacionamento

24
( 8.1 )
Onde,
= peso específico do material contido no silo
V = volume da tremonha
= tensão de cedência do material
= área da tremonha
= força exercida pela pressão interna
= peso da parte de cima
= força de atrito nas paredes do silo
= peso da parte de baixo
= atrito do material com a parede da tremonha
Cálculo dos parâmetros geométricos utilizados na equação acima:
Fig. 8.2: Cálculo de h
( 8.2 )
( 8.3 )

25
Cálculo de e :
Fig. 8.3: Tremonha do silo
Fig. 8.4: Cálculo de e
( 8.4)
( 8.5 )
( 8.6 )
Substituindo na expressão do volume da tremonha:
( 8.7 )
( 8.8 )
Área do tronco de cone - :
( 8.9 ) = ( 8.12 )
( 8.10 ) =
( 8.13 )
( 8.11 ) =
( 8.14 )

26
Substituindo tudo na primeira equação e desenvolvendo o cálculo encontra-se:
[ (
)]
[
}
( 8.15 )
Admensionalizando:
(8.16)
[
(
)]
{
(
)
[ (
)] (
)
[ (
)]}
(
)
( 8.17 )
Usaremos os seguintes parâmetros admensionais:
,
,
,
,
Chega-se ao seguinte resultado:

27
[
]
{
[ (
)]
[ (
)]}
( 8.18 )
Para resolver essa equação e encontrar o valor de sen( ) utilizou-se o software
Mathematica, onde foram encontradas duas soluções com sen( ) positivo e duas com
sen( ) negativo. Os valores negativos foram descartados pois deseja-se utilizar ângulos
no intervalo ]0,
[. Os códigos para a solução se encontram no apêndice.
Assim, chegamos as seguintes equações que determinam o valor do ângulo (em
graus):
√
√
√
( 8.19 )
√
√
√
( 8.20 )
Onde,
( )
( )
( 8.21 )
[ ( ) ] ( )
[ ( ) ]
( 8.22 )
( ) [ ( ) ]
( 8.23 )
A partir dessas equações foram feitos gráficos com o objetivo de visualizar o
comportamento do ângulo em relação aos demais parâmetros previstos nas equações

28
Análise do comportamento dos gráficos em relação à com a variação de :
Considerando = 0.5, = 0.1, = 0.1
Considerando = 0.5, = 0.4, = 0.1
Considerando = 0.5, = 0.6, = 0.1
Fig. 8.5: Gráficos x variando
1
2
1
2
1
2

29
A partir dos gráficos mostrados acima, podemos observar o comportamento do
ângulo de inclinação da tremonha em relação à variação da tensão de cedência e da
altura adimensional. Pode-se ver facilmente que o aumento da tensão de cedência
desloca a curva para a direita, indicando que quanto maior a tensão de cedência maior
será a altura de material dentro do silo necessária para que escoamento se inicie. Esse
resultado se mostra realista devido ao fato de que com o aumento da tensão que impede
o movimento, se torna necessária a aplicação de uma força maior para o inicio do
escoamento. Essa força vêm do aumento do peso do material resultante do aumento da
altura.
Um outro resultado observado nesses gráficos é o fato de que só é possível obter
um esvaziamento total do silo quando as curvas do gráfico tocam o eixo vertical, pois
dessa forma teremos uma altura igual a zero dentro do silo, o que só ocorre para
condições específicas.

30
Análise do comportamento dos gráficos em relação à com a variação de :
Considerando = 0.5, = 0.2, = 2
Considerando = 0.5, = 0.4, = 2
Considerando = 0.5, = 0.6, = 2
Fig. 8.6: Gráficos x variando
1
2
1
2
1
2

31
Agora, observando o comportamento das curvas em relação a com a variação de
pode-se observar mais um fenômeno importante. Os gráficos mostram que existe
uma região (região branca) onde não é possível iniciar o escoamento, e essa região
aumenta com o aumento de . Esse resultado também se mostra realista porque o
aumento da tensão irá tornar o escoamento cada vez mais difícil, fazendo com que o
escoamento só ocorra para situações cada vez mais específicas.
Esse fenômeno mostra a importância do estudo dos silos. Se durante a fase de
projeto a geometria do silo não for definida de maneira correta corre-se o risco de
contruir um silo que se encontre em uma região do gráfico onde o escoamento não é
possível, o que irá enviabilizar a sua utilização, causando perdas financeiras e atrasos na
execução do projeto.
9 Comparação com os Modelos Existentes
Nesta seção faremos uma comparação entre os resultados obtidos e o modelo [3]
de McLean e o de Walters .
Para encontrar um valor de para ser usado nas equações desenvolvidas iremos
imaginar que o silo possui uma determinada quantidade de material em seu interior que
alcança uma determinada altura. Dessa forma diremos que a pressão no fundo do silo,
próximo a abertura de descarga, equivale ao produto do peso específico e da altura de
material ( ). É importante ressaltar que esse valor para a pressão na verdade é uma
aproximação, como foi dito anteriormente o valor real seria uma pressão menor devido
ao atrito nas paredes do silo que atua como uma sustentação que reduz o peso do
material sobre o fundo do recipiente.
A partir de agora seguiremos o mesmo princípio utilizado no aparelho de
cisalhamento de Jenike quando o ensaio é feito utilizando como base o material da
parede do silo. Vamos considerar que a projeção normal da pressão será a origem da
tensão normal ( ) que comprime o material contra a parede da tremonha. O ângulo de
32
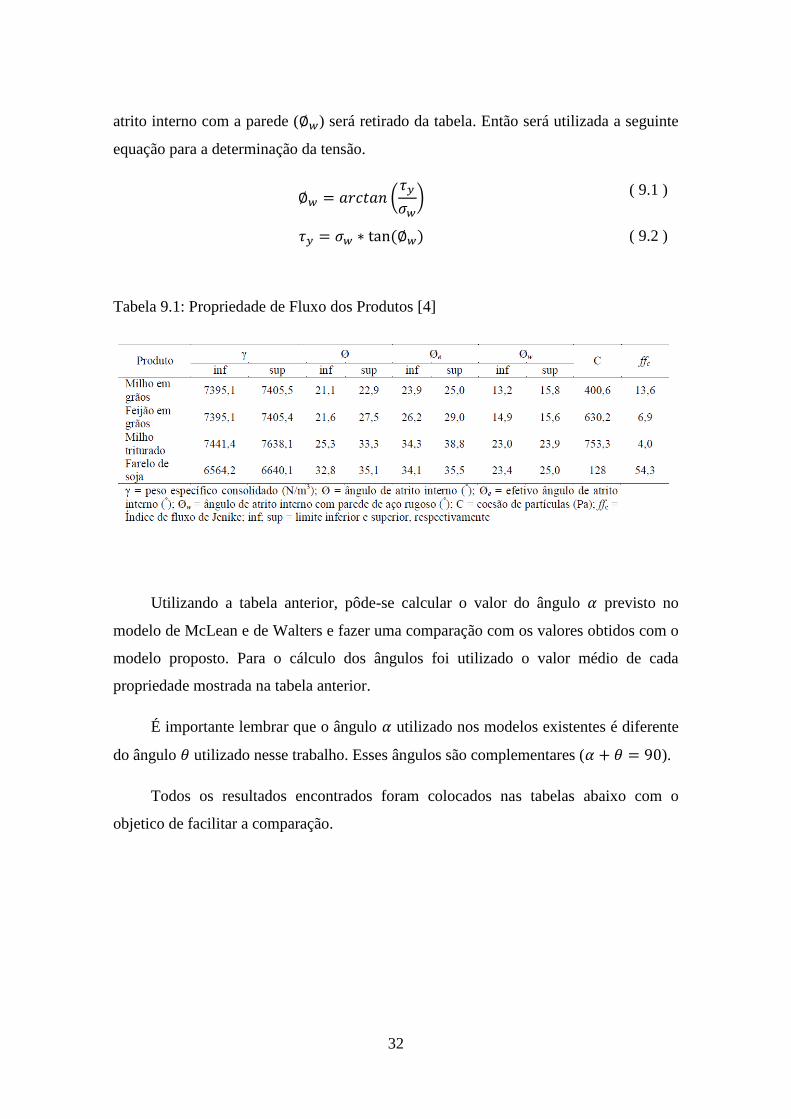
atrito interno com a parede ( ) será retirado da tabela. Então será utilizada a seguinte
equação para a determinação da tensão.
(
)
( 9.1 )
( 9.2 )
Tabela 9.1: Propriedade de Fluxo dos Produtos [4]
Utilizando a tabela anterior, pôde-se calcular o valor do ângulo previsto no
modelo de McLean e de Walters e fazer uma comparação com os valores obtidos com o
modelo proposto. Para o cálculo dos ângulos foi utilizado o valor médio de cada
propriedade mostrada na tabela anterior.
É importante lembrar que o ângulo utilizado nos modelos existentes é diferente
do ângulo utilizado nesse trabalho. Esses ângulos são complementares ( ).
Todos os resultados encontrados foram colocados nas tabelas abaixo com o
objetico de facilitar a comparação.
33
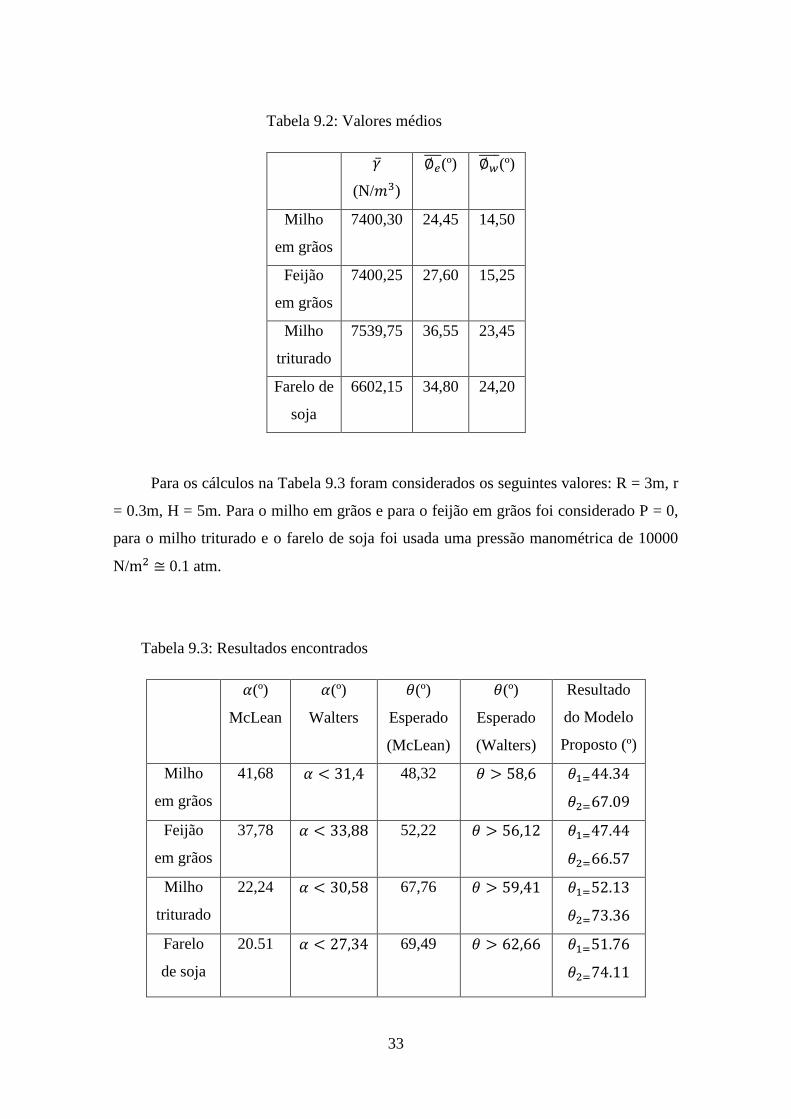
Tabela 9.2: Valores médios
(N/ )
(º)
(º)
Milho
em grãos
7400,30 24,45 14,50
Feijão
em grãos
7400,25 27,60 15,25
Milho
triturado
7539,75 36,55 23,45
Farelo de
soja
6602,15 34,80 24,20
Para os cálculos na Tabela 9.3 foram considerados os seguintes valores: R = 3m, r
= 0.3m, H = 5m. Para o milho em grãos e para o feijão em grãos foi considerado P = 0,
para o milho triturado e o farelo de soja foi usada uma pressão manométrica de 10000
N/ 0.1 atm.
Tabela 9.3: Resultados encontrados
(º)
McLean
(º)
Walters
(º)
Esperado
(McLean)
(º)
Esperado
(Walters)
Resultado
do Modelo
Proposto (º)
Milho
em grãos
41,68 48,32
Feijão
em grãos
37,78 52,22
Milho
triturado
22,24 67,76
Farelo
de soja
20.51 69,49
34
10 Conclusão
Este trabalho apresentou um método que tem como objetivo calcular o ângulo de
inclinação da tremonha em silos. O cálculo desse ângulo durante a fase de projeto é
importante porque dependendo da geometria do silo e das características do fluido em
seu interior, corre-se o risco de se projetar uma geometria que não possibilite o
escoamento.
Apesar dos modelos de McLean e de Walters terem sido desenvolvidos para silos
de armazenamento de grãos, eles foram utilizados para comparação pelo fato de não
existir nenhum modelo conhecido desenvolvido especificamente para fluidos com
características viscosas. Dessa forma não pode ser esperada uma concordância total dos
resultados.
O primeiro fato a ser observado é que os modelos de McLean e de Walters
apresentam valores diferentes em algumas situações, o que mostra que os modelos
existentes nem sempre conseguem produzir resultados satisfatórios.
Entretanto, pode-se observar que os modelos produziram resultados próximos.
Soma-se a isso o fato de que a Ref.[3], de onde foram retirado os modelos existentes,
afirma que eles se mostram um pouco conservadores. A experiência sugere [3] que o
ângulo para o Modelo de McLean deveria ser tomado pelo menos 3º menor, o que
consequentemente faria o ângulo esperado aumentar em pelo menos 3º.
Dessa forma, os resultados esperados se aproximam da média dos valores
encontrados no modelo proposto. Assim sendo, mesmo que os modelos tenham sido
feitos com objetivos diferentes eles se mostraram próximos.
Uma vantagem importante do modelo proposto é que ele é capaz de prever a
altura mínima necessária de material dentro do silo para que o escoamento ocorra. Nos
modelos existentes não é possível saber essa informação, uma vez que eles se baseiam
apenas nos valores de e para o cálculo do ângulo. Uma outra grande vantagem é
que apesar de sua simplicidade ele é capaz de produzir resultados satisfatórios.

35
A partir da observação dos resultados numéricos e os gráficos obtidos e já
interpretados na seção 8, é possível considerar que este modelo possui viabilidade
teórica. Assim, esse código pode ser utilizado como uma importante ferramenta de
projeto para auxiliar na determinação da geometria de silos.

36
Referências Bibliográficas
[1] Jenike, A. W., Storage and Flow of Solids. Bulletin of the University of Utah, Salt
Lake City, Utah, 1970
[2] Carrier, L., “The History of Silo”, Agronomy Journal, pp. 175, May 1920.
Disponível em:
<https://dl.sciencesocieties.org/publications/aj/abstracts/12/5/AJ0120050175?access=0
&view=pdf >. Acessado dia 09/02/2016.
[3] Palma, G., Pressões e Fluxo em Silos Esbeltos (h/d>1,5). Tese de M.Sc., Escola de
Engenharia de São Carlos da Universidade de São Paulo, São Carlos, SP, Brasil, 2005.
Disponível em: <http://www.teses.usp.br/teses/disponiveis/18/18134/tde-09082005-
141400/en.php >. Acessado dia 08/09/2015.
[4] Medeiros, I. F., Características de Fluxo e Vazão de Descarga em Silos Verticais.
Tese de M.Sc., Universidade Federal de Campina Grande, Campina Grande, PB, Brasil,
2012. Disponível em:
<http://www.deag.ufcg.edu.br/copeag/DISSERTACOES_E_TESES_PPGEA/DISSERT
A%C7%C3O/CONSTRU%C7%D5ES/2012/IVANILDO.pdf >. Acessado em
13/08/2015.
[5] Filho, J. F., Uma Introdução ao Estudo de Silos. Tese de M.Sc., Escola de
Engenharia de São Carlos da Universidade de São Paulo, São Carlos, SP, Brasil, 1985.
Disponível em:
<http://web.set.eesc.usp.br/static/data/producao/1985ME_JorgeFortesFilho.pdf >.
Acessado em 26/09/2015.
[6] Melo, K. C., Avaliação e Modelagem Reológica de Fluidos de Perfuração Base
Água. Tese de M.Sc. Universidade Federal do Rio Grande do Norte, Natal, RN, Brasil,
2008. Disponível em < ftp://ftp.ufrn.br/pub/biblioteca/ext/bdtd/klismeryaneCM.pdf> .
Acessado em 10/03/2016.
37
[7] Carvalho, A. L., Processamento de Lamas de Perfuração (Lamas a Base de Água e
Lamas a Base de Óleo). Projeto de Iniciação Científica. Universidade Federal de
Itajubá, Itajubá, MG, Brasil, 2005. Disponível em <
http://www.anp.gov.br/CapitalHumano/Arquivos/PRH16/Alexandra-Lima-de-
Carvalho_PRH16_UNIFEI_G.pdf >. Acessado em 28/12/2015.
[8] Schlumberger Oilfield Glossary. Disponível em <
http://www.glossary.oilfield.slb.com/ >. Acessado em 16/01/2016.

38
APÊNDICE CÓDIGOS NO MATHEMATICA

FullSimplifySolvex2 * 13 * H - r3
3 * H - r2H + r3
H +
x * 1 - x2 * P * 1 - r2 + 1 - x1 - x2
* 1H - r
H * 1 - r2 -
2 * τ * 1 - x1 - x2
* 1H - r
H - τH * 1 - r2 0, x
x - 32
2 (-1 + r)2 (1 + r) τ -2 + r + r2 + 6 τ + 3 H (1 + P) -1 + r2 + 2 H τ2 -3 H (1 + P) -1 + r2 + 2 H τ2 4 (-1 + r)3 (1 + r)
(2 + r - 3 τ) τ + 3 H (1 + P) -1 + r2 + 2 H τ2 (-1 + r)2 -2 + r + r2 + 6 τ2 + 9 H (1 + P) -1 + r2 + 2 H τ2,
x 32 2 (-1 + r)2 (1 + r) τ -2 + r + r2 + 6 τ +
3 H (1 + P) -1 + r2 + 2 H τ2 -3 H (1 + P) -1 + r2 + 2 H τ2 4 (-1 + r)3 (1 + r)
(2 + r - 3 τ) τ + 3 H (1 + P) -1 + r2 + 2 H τ2 (-1 + r)2 -2 + r + r2 + 6 τ2 + 9 H (1 + P) -1 + r2 + 2 H τ2,
x - 32 2 (-1 + r)2 (1 + r) τ -2 + r + r2 + 6 τ +3 H (1 + P) -1 + r2 + 2 H τ2 +3 H (1 + P) -1 + r2 + 2 H τ2 4 (-1 + r)3 (1 + r)
(2 + r - 3 τ) τ + 3 H (1 + P) -1 + r2 + 2 H τ2 (-1 + r)2 -2 + r + r2 + 6 τ2 + 9 H (1 + P) -1 + r2 + 2 H τ2,
x 32 2 (-1 + r)2 (1 + r) τ -2 + r + r2 + 6 τ +
3 H (1 + P) -1 + r2 + 2 H τ2 +3 H (1 + P) -1 + r2 + 2 H τ2 4 (-1 + r)3 (1 + r)
(2 + r - 3 τ) τ + 3 H (1 + P) -1 + r2 + 2 H τ2 (-1 + r)2 -2 + r + r2 + 6 τ2 + 9 H (1 + P) -1 + r2 + 2 H τ2
39

θ1 = 180Pi * ArcSin 3
22 -1 + r2 1 + r τ -2 + r + r2 + 6 τ + 3 H 1 + P -1 + r2 + 2 H τ2 -
3 H 1 + P -1 + r2 + 2 H τ2 4 -1 + r3 1 + r2 + r - 3 τ τ + 3 H 1 + P -1 + r2 + 2 H τ2
-1 + r2 -2 + r + r2 + 6 τ2 + 9 H 1 + P -1 + r2 + 2 H τ2
θ2 = 180Pi * ArcSin 3
22 -1 + r2 1 + r τ -2 + r + r2 + 6 τ +
3 H 1 + P -1 + r2 + 2 H τ2 +3 H 1 + P -1 + r2 + 2 H τ2 4 -1 + r3 1 + r
2 + r - 3 τ τ + 3 H 1 + P -1 + r2 + 2 H τ2 -1 + r2 -2 + r + r2 + 6 τ2 + 9 H 1 + P -1 + r2 + 2 H τ2
1π 180 ArcSin
32
2 (-1 + r)2 (1 + r) τ -2 + r + r2 + 6 τ + 3 H (1 + P) -1 + r2 + 2 H τ2 -3 H (1 + P) -1 + r2 + 2 H τ2 4 (-1 + r)3 (1 + r)
(2 + r - 3 τ) τ + 3 H (1 + P) -1 + r2 + 2 H τ2 (-1 + r)2 -2 + r + r2 + 6 τ2 + 9 H (1 + P) -1 + r2 + 2 H τ2
1π 180 ArcSin
32
2 (-1 + r)2 (1 + r) τ -2 + r + r2 + 6 τ + 3 H (1 + P) -1 + r2 + 2 H τ2 +3 H (1 + P) -1 + r2 + 2 H τ2 4 (-1 + r)3 (1 + r)
(2 + r - 3 τ) τ + 3 H (1 + P) -1 + r2 + 2 H τ2 (-1 + r)2 -2 + r + r2 + 6 τ2 + 9 H (1 + P) -1 + r2 + 2 H τ2
40
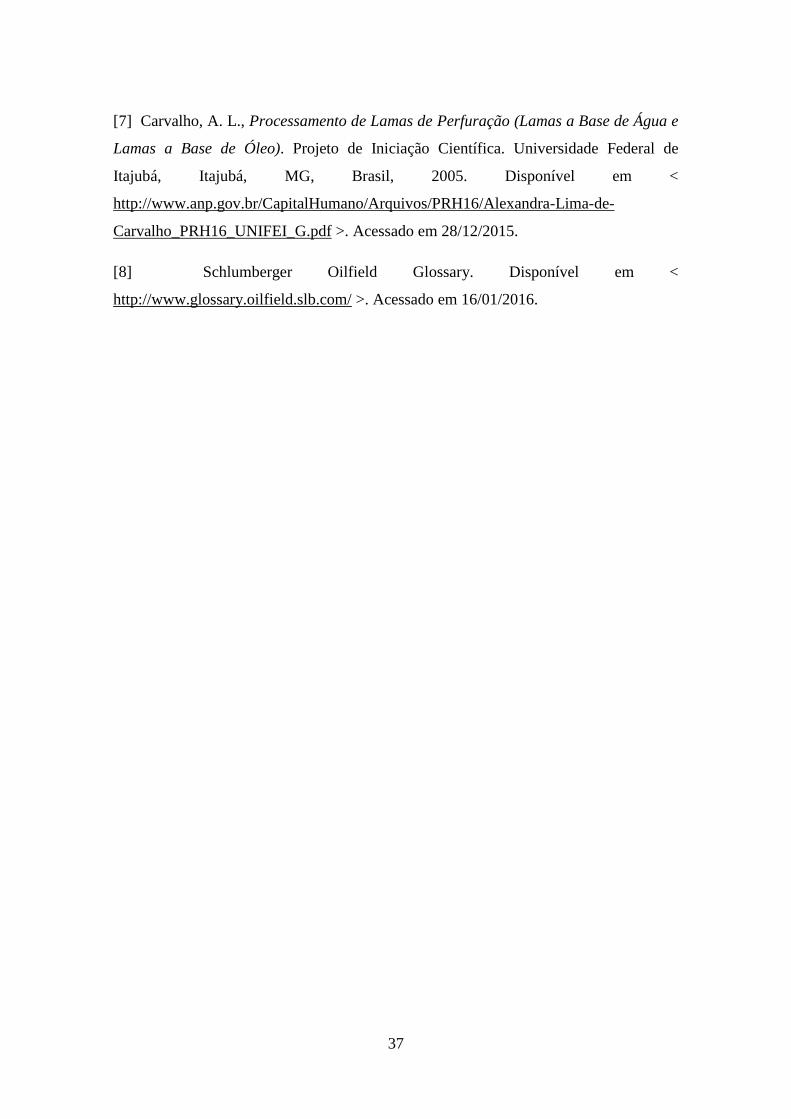
Clear[H, P, τ, r]P = 1.5;τ = 0.5;r = 0.1;Plot{θ1, θ2}, {H, 0, 10},AxesLabel H, θ, PlotLegends "Expressions",PlotRange {{0, 10}, {0, 90}}, Filling Top
θ1θ2
Clear[H, P, τ, r]P = 1;τ = 0.5;H = 2;Plot{θ1, θ2}, {r, 0, 1},AxesLabel r, θ, PlotLegends "Expressions",PlotRange {{0, 1}, {0, 90}}, Filling Top
θ1θ2
41

Clear[H, P, τ, r]P = 1.5;H = 5;r = 0.01;Plot{θ1, θ2}, {τ, 0, 1},AxesLabel τ, θ, PlotLegends "Expressions",PlotRange {{0, 1}, {0, 90}}, Filling Top
θ1θ2
Clear[H, P, τ, r]τ = 0.5;H = 5;r = 0.01;Plot{θ1, θ2}, {P, 0, 1.5},AxesLabel P, θ, PlotLegends "Expressions",PlotRange {{0, 1.5}, {0, 90}}, Filling Top
θ1θ2
42

R = 3;r = 0.3;H = 5;ϕw = 23.45;γ = 7539.75;P = 10 000;Solveγ * Sin[θ]2 * R3
3 - r33 - r2 * (R - r) +
Sin[θ] * Cos[θ] * P * R2 - r2 + γ * (H - Tan[θ] * (R - r)) * R2 - r2 -Tan[ϕw Degree] * γ * H * Cos[θ] * 2 * R (H - Tan[θ] * (R - r)) ==
Tan[ϕw Degree] * γ * H * Cos[θ] * R2 - r2, θ
Solve::ifun : Inverse functions are being used by Solve, so somesolutions may not be found; use Reduce for complete solution information.
{{θ -1.82573}, {θ -0.601875 - 0.52264 }, {θ -0.601875 + 0.52264 },{θ 0.909941}, {θ 1.28045}, {θ 2.99041}}
43






![[D2] Dieta de Reintrodução](https://static.fdocumentos.tips/doc/165x107/55cf8595550346484b8fa6d6/d2-dieta-de-reintroducao.jpg)