. Florianópolis, SC: Centro Federal - Página inicial · existam umas poucas exceções. Os gases,...
12
32 2.3 DEFEITOS NA FUNDIÇÃO DE MATERIAIS METÁLICOS 2.3.1 Fundição O processo de fundição consiste no vazamento do metal líquido em um molde contendo uma cavidade com formato e medidas correspondentes aos da peça a ser fabricada. Não se limita apenas às ligas de aço, mas a vários tipos de ligas metálicas, desde que apresentem uma temperatura de fusão não muito elevada e fluidez adequada. Os mais utilizados são: aços, ferros fundidos, alumínio, cobre, zinco, magnésio e suas ligas. A fundição permite obter, de modo econômico, grandes peças ou peças de geometria complexa, sua principal vantagem em relação a outros processos. No entanto, existem também desvantagens. Os aços fundidos, por exemplo, podem apresentar elevadas tensões residuais, microporosidade e variações de tamanho de grão. Tais fatores resultam em menor resistência e ductilidade, quando comparados aos aços obtidos por outros processos de fabricação, como conformação a quente. Existem muitas variantes no processo de fundição (grau de automação, produtividade, precisão dimensional, acabamento superficial, etc.), entretanto destaca-se a influência do tipo de molde nas propriedades físicas do material resultante. Por exemplo, a taxa de dissipação de calor através do molde determina o tamanho final de grão, e, portanto a característica de resistência mecânica da peça. Logo, é o tipo de molde que determina a qualidade da peça. Por este motivo os processos de fundição são muitas vezes classificados de acordo com o tipo de molde utilizado. Além disso, podem também ser classificados pela força ou pressão usada para preencher o molde com o metal líquido (por gravidade ou por pressão). Os processos típicos podem ser classificados em cinco grupos (Tabela 2.3) 21 : _____________________ 21 MORO, N., AURAS. A. P. Processos de fabricação - Fundição. Florianópolis, SC: Centro Federal de Educação Tecnologica de Santa Catarina. 2007. 27p.
Transcript of . Florianópolis, SC: Centro Federal - Página inicial · existam umas poucas exceções. Os gases,...

32
2.3 DEFEITOS NA FUNDIÇÃO DE MATERIAIS METÁLICOS
2.3.1 Fundição
O processo de fundição consiste no vazamento do metal líquido em um molde
contendo uma cavidade com formato e medidas correspondentes aos da peça a ser
fabricada. Não se limita apenas às ligas de aço, mas a vários tipos de ligas
metálicas, desde que apresentem uma temperatura de fusão não muito elevada e
fluidez adequada. Os mais utilizados são: aços, ferros fundidos, alumínio, cobre,
zinco, magnésio e suas ligas.
A fundição permite obter, de modo econômico, grandes peças ou peças de
geometria complexa, sua principal vantagem em relação a outros processos.
No entanto, existem também desvantagens. Os aços fundidos, por exemplo,
podem apresentar elevadas tensões residuais, microporosidade e variações de
tamanho de grão. Tais fatores resultam em menor resistência e ductilidade, quando
comparados aos aços obtidos por outros processos de fabricação, como
conformação a quente.
Existem muitas variantes no processo de fundição (grau de automação,
produtividade, precisão dimensional, acabamento superficial, etc.), entretanto
destaca-se a influência do tipo de molde nas propriedades físicas do material
resultante. Por exemplo, a taxa de dissipação de calor através do molde determina o
tamanho final de grão, e, portanto a característica de resistência mecânica da peça.
Logo, é o tipo de molde que determina a qualidade da peça. Por este motivo os
processos de fundição são muitas vezes classificados de acordo com o tipo de
molde utilizado. Além disso, podem também ser classificados pela força ou pressão
usada para preencher o molde com o metal líquido (por gravidade ou por pressão).
Os processos típicos podem ser classificados em cinco grupos (Tabela 2.3)21:
_____________________ 21 MORO, N., AURAS. A. P. Processos de fabricação - Fundição . Florianópolis, SC: Centro Federal de Educação Tecnologica de Santa Catarina. 2007. 27p.

33
Tabela 2.3 – Processos típicos de fundição.
TIPO DE FORÇA TIPO DE MOLDE
POR GRAVIDADE
AREIA VERDE (MOLDE DESCARTÁVEL) EM CASCA (SHELL MOLDING) MOLDE PERMANENTE (MOLDE METÁLICO, BIPARTIDO) CERA PERDIDA (MOLDE E MODELO SÃO DESCARTÁVEIS)
POR PRESSÃO INJEÇAO (MOLDE METÁLICO)
Fonte: Moro et al, 2007.
2.3.2 Defeitos em produtos fundidos
O defeito em peça fundida ou defeito de fundição pode ser definido como
sendo qualquer descontinuidade em relação à qualidade especificada para a peça
fundida. Esse conceito não abrange, normalmente, a composição química e a
qualidade metalúrgica da peça, mas principalmente os aspectos relacionados a:
• Ausência de defeitos internos na peça fundida ou ausência de
descontinuidades como; vazios produzidos por contração ou gás, trincas,
inclusões e etc.
• Estabilidade dimensional ou geometria da peça fundida, e;
• Estado da superfície ou acabamento superficial.
A qualidade do molde pode ter influência direta sobre estes três aspectos da
qualidade da peça fundida e, algumas vezes, sobre a sua qualidade metalúrgica.
Devido à diversidade de peças produzidas em uma fundição, é prudente que
a formulação e o processamento da areia de moldagem e dos moldes proporcionem
uma certa segurança, de modo que pequenas e inevitáveis variações no processo
não ocasionem o aparecimento de defeitos. A definição dessa margem de
segurança só será possível se os mecanismos que causam os defeitos forem
perfeitamente conhecidos.
2.3.3 Defeitos causados por gases
Os defeitos devidos a gases são, talvez, os mais complexos e de solução
mais difícil. Uma boa parte dos defeitos de fundição tem duas componentes, uma

34
ligada ao processamento da areia e dos moldes e outra ligada ao processamento do
metal e à maneira como o metal é introduzido no molde. Em muitos casos, essas
componentes são mutuamente compensáveis, de modo que erros ou inadequações
relativos aos moldes podem ser compensados no processamento do metal e projeto
de canais e vice-versa.
Os problemas de gases, entretanto, não parecem ter esse caráter, embora
existam umas poucas exceções. Os gases, que geram defeitos em peças fundidas,
podem estar contidos no metal líquido antes do vazamento ou serem absorvidos
pelo metal durante o preenchimento do molde ou ambos. O efeito final será o
mesmo, isto é, cavidades em geral arredondadas, com superfícies lisas no interior
da peça, sendo difícil, pela simples aparência das cavidades, distinguir a fonte.
Os metais líquidos podem dissolver gases em quantidades ponderáveis,
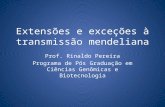
conforme a liga metálica e o gás considerado. As curvas de solubilidade de gases
nos metais em função da temperatura têm genericamente a forma apresentada na
Figura 2.9. A solubilidade de gases em ligas metálicas é, geralmente, bem mais alta
no líquido que no sólido, como ocorre com o hidrogênio em ligas de alumínio.
Figura 2.9 – Solubilidade do hidrogênio em ligas de alumínio.
Fonte: LOCKE et al, 197222.
_____________________
22 LOCKE, C. e ASHBROOK, R. L. Nature of mold cavity gases . Pre-print No. AFS Annual Meeting, 1950. 50-10p.

35
Um gás que esteja dissolvido num líquido metálico tem sua solubilidade
diminuída à medida que a temperatura cai. No caso de uma peça que está
solidificando no interior de um molde, o gás dissolvido vai se difundindo das regiões
mais frias para as mais quentes onde a solubilidade é maior.
Nas últimas regiões da peça a se solidificarem a concentração de gases é,
portanto, bem mais alta que a concentração média inicial. Como o limite de
solubilidade dos gases no sólido é bem inferior ao que prevalece no líquido, a
quantidade de gás que excede esse limite forma bolhas cujas dimensões e forma
dependem do modo de solidificação do metal e da natureza do gás23.
Em decorrência disso, as localizações mais prováveis para os defeitos de
bolhas formadas por gases dissolvidos no líquido, são os centros de massa ou
pontos-quentes.
As fontes de gases externas ao molde são tão variadas e dependentes do tipo
de metal fundido, que não cabe sua abordagem neste texto.
A evolução rápida de gases do molde durante o vazamento pode trazer dois
outros tipos de problemas além da formação de bolhas:
• A pressão de gases no interior do molde, durante o vazamento, pode elevar-
se a ponto de impedir o preenchimento completo da cavidade; nesse caso
produz-se o defeito de mau enchimento (“misrun” na literatura inglesa). Um
caso particular desse problema é a chamada junta fria ou fecho frio, em que
duas frentes concorrentes de metal líquido só conseguem encontrar-se
quando sua temperatura já está baixa demais para que formem uma ligação;
outras causas podem intervir neste tipo de defeito.
• A pressão de gases em determinados pontos da parede do molde pode
expulsar uma certa quantidade de areia, causando superfície grosseira ou,
em casos mais graves, uma protuberância na peça, às vezes denominada
crosta (“solid scab”). Nesse caso, certamente serão encontradas inclusões
num outro ponto da peça.
_____________________ 23 LOCKE, C., ASHBROOK, R. L. Nature of Mold Gases, a Review . AFS Transactions, 80 : 91, 1972.

36
Os gases provenientes do próprio molde são constituídos principalmente de
oxigênio, hidrogênio, nitrogênio, monóxido de carbono, gás carbônico,
hidrocarbonetos e vapor d’água. Os três primeiros têm possibilidade de estarem
presentes na forma atômica e, nessas condições, podem dissolver-se no metal em
concentrações ponderáveis.
O hidrogênio dissolve-se com grande facilidade na maioria dos metais
líquidos, aparecendo na forma de bolhas na peça solidificada. Nunca é demais
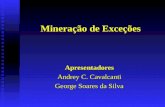
lembrar que a concentração dos vários gases na atmosfera do molde será tanto
maior quanto maior a pressão predominante, e esta diminui de forma
aproximadamente exponencial com o aumento de permeabilidade, conforme se
observa nas figuras 2.10 e 2.1124.
Figura 2.10 dimensões e permeabilidades.
Fonte: MAREK, 196625.
_____________________ 24-25 MAREK, C. T. Green sand permeability - its significance and cont rol . AFS Transactions, 74: 70, 1966.

37
Figura 2.11 - Pressão de gases no interior de moldes e machos aliviada pela presença de respiros.
Fonte: MAREK, 196626.
2.4 FRATURA E ANÁLISE DE FALHAS EM MATERIAIS METÁLICOS
A Mecânica da Fratura é o estudo da resistência dos materiais sólidos que
contém falhas ou trincas pré-existentes sob a ação de cargas aplicadas
externamente. Uma trinca pode ser entendida como um entalhe cujo raio de
curvatura é próximo a zero. O estudo das tensões, no que se refere às trincas, é de
grande importância na determinação da carga estática máxima e da vida de fadiga
dos componentes, sendo que a presença de trincas podem significantemente
debilitar a estrutura e reduzir a sua vida útil.
2.4.1 Fratura frágil e fratura dúctil
No decorrer de uma fratura, um material sofre uma divisão em duas ou mais
partes, com a formação de superfícies livres decorrentes do rompimento de ligações
atômicas, e com superfícies características do tipo de falha. No nível atômico, o
rompimento das ligações se dá num mesmo plano cristalográfico, podendo ocorrer
por cisalhamento, quando a fratura se dá no mesmo plano da tensão ou por
clivagem, quando a fratura é normal ao plano da tensão.
_____________________ 26 MAREK, C. T. Green sand permeability - its significance and cont rol . AFS Transactions, 74: 70, 1966.

38
Há diversas possibilidades de classificação do comportamento em fratura dos
metais e ligas metálicas. Se o critério utilizado for energia absorvida no processo de
fratura, pode-se dizer que a fratura é frágil, quando associada a pequena quantidade
de energia absorvida no processo de fratura, ou tenaz, quando a fratura é precedida
pelo consumo de quantidades de energia relativamente elevadas.
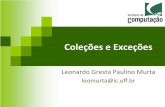
A deformação plástica, que ocorre nas regiões vizinhas à área onde ocorreu a
fratura, é uma das maneiras de classificar o comportamento em fratura dos metais.
Nesta classificação, fratura dúctil (Figura 2.12a) é aquela em que ocorre intensa
deformação plástica precedendo a fratura, enquanto que fratura frágil (Figura 2.12b)
é aquela em que a quantidade de deformação precedendo a fratura é muito baixa ou
nula27.
Figura 2.12 – Aspecto macrográfico da fratura dúctil (a) e frágil (b).
Fonte: EFFTING, 200828.
2.4.2 Propagação de trincas por fadiga
Como, teoricamente, a tensão total é distribuída de maneira homogênea pela
seção, os materiais devem resistir a qualquer tensão inferior à máxima permitida.
Muito embora os materiais sejam projetados de modo que a máxima tensão, em
qualquer seção, não ultrapasse o limite de escoamento do material determinado pelo
ensaio uniaxial de tração, falhas têm ocorrido sob condições dinâmicas sem que a
_____________________ 27 EFFTING, C., Mecânica da fratura aplicada aos materiais duteis e frágeis. Joinville, SC: UDESC – Universidade do Estado de Santa Catarina, 2004. 22-24p. 28 MELLO, C. A. T. de,. Vida em Fadiga de um Ferro Fundido Nodular Ferrític o com Variações Microestruturais. Rio de Janeiro, RJ: PUC-Rio, 2003. 30p.

39
máxima tensão cíclica em qualquer seção tenha excedido o limite superior previsto.
Tais fraturas, caracterizadas pela ausência de deformação plástica excessiva,
mesmo nos materiais dúcteis, são chamadas de falhas por fadiga e causadas por
deformação localizada. Na verdade, existe a formação de trincas muito pequenas
que, sob a ação de uma anormal concentração de tensões cíclicas, crescem com o
tempo e diminuem a vida útil do material, que, não resistindo às solicitações, se
rompe bruscamente. A fadiga, portanto, tem origem em qualquer ponto de
concentração de tensões e é sempre causada por uma fratura progressiva29.
As regiões de maior solicitação mecânica são os pontos favoráveis para a
nucleação e propagação de novas trincas. As tensões de compressão não geram
propagação das trincas, já as tensões de tração são as responsáveis pela
propagação de trincas por fadiga (Figura 2.13).
Figura 2.13 - Mecanismos de nucleação de trincas por fadiga.
Fonte: Laboratório de Materiais, UNIFEI.
2.4.3 Morfologia da superficie de fratura por fadig a
A fratura por fadiga é caracterizada pelo aspecto da área de fratura que
apresenta uma região de superfície lisa, proveniente do atrito das faces da fratura
inicial e progressiva, e outra com superfície granular, resultante da fratura final
brusca e sem atrito. Em função do tempo para a falha, a fratura por fadiga se
processa em três fases distintas. A primeira fase ocorre com apreciável lentidão, se
caracteriza pela formação do núcleo de concentração de tensões e conseqüente
início de fratura. A segunda fase é mais rápida e a fratura prossegue numa
intensidade cada vez maior. Porém, a peça ou componente apresenta uma área
resistente suficientemente adequada para suportar as tensões atuantes.

40
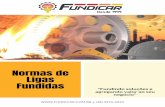
A terceira fase é extremamente rápida e caracteriza-se pela acentuada
redução da área resistente e fratura frágil, conforme exemplificada nas Figuras 2.9 e
2.1430.
Figura 2.14 – Representação esquemática da fratura por fadiga
Fonte: MELLO, 200331.
Em escala microscópica, o número de modos de fratura é maior. Os
micromecanismos geralmente são classificados em clivagem, microcavidades
(dimples), quase-clivagem, fratura intergranular e fadiga.
A superfície de fratura dúctil se caracteriza pela presença dos “dimples”, que
representam essencialmente as duas metades de cavidades que foram nucleadas,
cresceram e quando coalesceram formaram a superfície da fratura.
Figura 2.15 – Macroestrutura de falha por fadiga.
Fonte: MELLO, 200322.
_____________________ 29-30-31 MELLO, C. A. T. de,. Vida em fadiga de um ferro fundido nodular ferrític o com variações microestruturais. Rio de Janeiro, RJ: PUC-Rio, 2003. 31-33p.
TRINCA POR FADIGA (CRECIMENTO LENTO)
FRATURA CATASTRÓFICA (PROPAGAÇÃO RÁPIDA)
TRINCA POR FADIGA (CRECIMENTO LENTO)
BARRA DE AÇO, TAMANHO NATURAL, MOSTRANDO AS FASES DA FRATURA DE FADIGA.

41
A superfície de fratura frágil é caracterizada pela presença de facetas de
clivagem, que é um micromecanismo que ocorre por meio de fratura de planos
cristalográficos específicos, conhecidos como planos de clivagem. As facetas de
clivagem geralmente apresentam as “marcas de praia” (Figura 2.16), que são
indícios da propagação de trincas simultâneas em direções paralelas aos planos
cristalográficos, fazendo com que estas trincas sejam unidas pela formação de
degraus. Estes são produzidos por clivagens ao longo de um conjunto de planos
secundários de clivagem ou pela separação ao longo da interface entre a matriz e
uma região de macla do cristal, ou ainda, pela deformação plástica (cisalhamento),
do material entre trincas. Os rios de clivagens convergem no sentido contrário ao da
propagação da trinca, permitindo assim a determinação do local onde a fratura
iniciou.
Figura 2.16 – Marcas de praia em fraturas por fadiga.
Fonte: MELLO, 200332.
_________________________ 32 MELLO, C. A. T. de,. Vida em fadiga de um ferro fundido nodular ferrític o com variações microestruturais. Rio de Janeiro, RJ: PUC-Rio, 2003. 30p.

42
3 METODOLOGIA
A análise da falha da grelha requeriu uma investigação detalhada, para
caracterização a causa da fratura.
Devido a grande geometria da peça e a limitação de equipamentos, foi
utilizada uma metodologia de análise de falhas que consistia na caracterização
macrográfica da morfologia das superfícies de falhas e caracterização de falhas
induzidas pelos ensaios de tração e impacto, bem como ensaios de dureza e análise
química.
A metodologia utilizada na análise da falha da grelha está representada no
fluxograma da Figura 3.1.
Figura 3.1 - Fluxograma da metodologia utilizada.
Fonte: Autor, 2013
O inicio da análise foi com a inspeção visual macroestrutural. Após a análise
macroestrutural de todas as fraturas, foi então realizada a preparação das amostras.

43
Para isso, foi utilizada uma máquina de corte por abrasão e líquido refrigerante. Uma
região da fratura (R1), e em seguida, uma seção (R2), foram retiradas para
preparação dos corpos de prova (Figuras 3.2).
Figura 3.2 – região do corte (a) para usinagem e
preparação dos corpos de prova (b).
Fonte: Autor, 2003.
Foram preparados corpos de prova (CPs) para ensaio de impacto, ensaio de
tração, análise química, análise metalográfica e microdureza (Figura 3.3).
Figura 3.3 – Corpos de prova para (da esquerda para a direita): análise química e
microdureza, ensaio de impacto e ensaio de tração.
Fonte: Autor, 2013.